CN1102192A - Method for producing expansion graphite and its special purpose device - Google Patents
Method for producing expansion graphite and its special purpose device Download PDFInfo
- Publication number
- CN1102192A CN1102192A CN 94113935 CN94113935A CN1102192A CN 1102192 A CN1102192 A CN 1102192A CN 94113935 CN94113935 CN 94113935 CN 94113935 A CN94113935 A CN 94113935A CN 1102192 A CN1102192 A CN 1102192A
- Authority
- CN
- China
- Prior art keywords
- burner hearth
- expanded graphite
- temp
- meters
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B20/00—Use of materials as fillers for mortars, concrete or artificial stone according to more than one of groups C04B14/00 - C04B18/00 and characterised by shape or grain distribution; Treatment of materials according to more than one of the groups C04B14/00 - C04B18/00 specially adapted to enhance their filling properties in mortars, concrete or artificial stone; Expanding or defibrillating materials
- C04B20/02—Treatment
- C04B20/04—Heat treatment
- C04B20/06—Expanding clay, perlite, vermiculite or like granular materials
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Furnace Details (AREA)
- Vertical, Hearth, Or Arc Furnaces (AREA)
Abstract
The present invention relates to a production method of expanded graphite and its special equipment. It is that a furnace tank (3) made of electroconductive high-temp. resistant alloy steel is used and is heated by intermediate frequency inductance coil (1) wound round the furnace tank, and then the predried expandable graphite is loosely injected by means of air-blower (5) and feeding pipe (7) to make quick and uniform high-temp. expansion, so that it features short heating time for furnace temp., quick and convenient temp. regulation, easy and simple operation, simple equipment structure, high strength, long service life, low external environment temp., low unit energy consumption, high yield and good quality, etc..
Description
The present invention relates to a kind of production method and special-purpose production equipment thereof of expanded graphite.
The production method of existing graphite expansion and device thereof are to adopt nichrome wire or globars to pass to electric current as pyrotoxin, and be roasting red burner hearth, allows expansible black lead pass through burner hearth, makes it expanded.This method and device exist following shortcoming in actually operating: 1, the starting time long, needing usually switches on can reach required furnace temperature in 3~4 hours, put into production; 2, burner hearth system adopts refractory mortar to make, and intensity is not good enough, is easy to break, and tears the stove repairing open to making, and it is expensive to stop production, very inconvenience; 3, difficult at any time, the convenient adjustment of furnace temperature influences product desulfurization quality; 4, nichrome wire, globars oxidation damage very easily under nearly 1000 ℃ high temperature, work-ing life is short; 5, energy consumption is big, and the workshop condition temperature is higher, and operator's labour intensity is big.
It is short to the purpose of this invention is to provide a kind of furnace temperature heating-up time, temperature adjustment agility, convenience, and easy and simple to handle, labour productivity is higher, and sweetening effectiveness is good, the production method of the expanded graphite that quality product is higher.
Another object of the present invention provides a kind of simple in structure, and conveniently moving is installed, the intensity height, and long service life operator's labour intensity is lower, the isolated plant of the production expanded graphite that quality product and productive rate are higher.
The production method of expansion fossil China ink proposed by the invention mainly is made up of following step: a, expansible black lead is dried under the condition below 85 ℃, make its water content less than 2.5%; B, burner hearth be by being around in outside it, and the Medium frequency induction coil that passes to 0.5~10kc electric current of intermediate frequency heats, and makes in the burner hearth temperature at 1000~1200 ℃; And, regulate or keep the constant of furnace temperature by adjusting the voltage of intermediate frequency value; C, the expansible black lead raw material of the prebake top loosely from burner hearth is freely fallen, the vertically section of heating through 1.5~3.5 meters gives rapidly, heats equably, expanded.Wherein the preferred values of temperature is 1000~1050 ℃ in the burner hearth, the vertically section of heating of burner hearth is 2.0~3.0 meters, time length of heating is 3~5 seconds, and expansible black lead is 10~20 kilograms/hour by the feed rate of burner hearth, to reach more products yield rate and better products quality.
The isolated plant main body of the production expanded graphite that the present invention promptly provides is such formation: burner hearth adopts the resistant to elevated temperatures steel alloy of conduction to make, and its diameter is 0.2~0.5 meter, highly is 2.0~4.0 meters (preferred values is 2.5~3.5 meters); Its periphery is arranged with the Medium frequency induction coil; Between burner hearth and ruhmkorff coil, be provided with thermal insulation layer.The number of turn of wherein said Medium frequency induction coil is 10~60 circles, is connected with the Medium frequency induction electric current of 200~300V on it; Described thermal insulation layer can adopt bedding and padding such as pure aluminium silicate, glass fibre, asbestos, in the upper end of burner hearth central authorities, is provided with ventpipe; One side of burner hearth upper end is provided with a feed-pipe and the hopper that is attached thereto, and is provided with gas blower on feed-pipe, but with loose, in burner hearth, carry the expanded graphite raw material equably.At the middle part of burner hearth, be provided with the temperature sensing thermopair; Bottom at burner hearth is provided with thermal baffle, and it has bracing frame, and the described heat insulation material plates such as asbestos plate, glass mat that adopt are made.
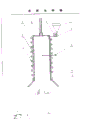
Accompanying drawing 1 is a kind of structural representation of producing the expanded graphite isolated plant of the present invention.
Below by embodiment, the present invention is done further concrete description.
Burner hearth (3) is that the employing trade mark is ZG40Gr
24Ni
9Si
2NRe(NR
9) the rare earth alloy steel of conduction, making internal diameter is φ 300mm, length is that vertically place in a tube chamber of 2.0~3.0 meters, its upper end is provided with lid, lid central authorities leave breeder tube, are provided with ventpipe (4); One face down bonding is equipped with a feed-pipe (7) in the burner hearth upper end, and the middle part of feed-pipe and gas blower (5) join, and the other end links to each other with hopper (6).Be provided with thermopair (8) at the middle part of burner hearth, with in time, indicate furnace temperature exactly.At the thermal insulation layer (2) that periphery parcel one deck of burner hearth (3) is made by the pure aluminium silicate bedding and padding, which is provided with by the cross section is 80~200mm
2The ruhmkorff coil (1) that forms of hollow copper pipe coiling, this coil has 56 circles, its spacing is fixed by adiabatic bakelite support body, the vertical height of its coil is 2.5 meters.Bottom in burner hearth (3) is provided with asbestos insulation plate (9), reaches the bracing frame of being located under it (10) with the high temperature that stops burner hearth.Is the intermediate frequency power supply connection ruhmkorff coil of 250kw with frequency for the 1kc capacity, and its power is transferred to 120~150kw, makes furnace chamber induction heating.After about 13 minutes, thermopair (8) indication furnace temperature has reached 1100 ℃.At this moment, but will pour hopper (6) into the expanded graphite raw material (water content is less than 2%) of 70~80 ℃ of temperature oven dry in advance, and startup gas blower (5), the graphite pellet is loose, the top from burner hearth is blown into equably, freely fall, after 5 seconds, expand the graphite worm after expanding by the furnace bottom collection approximately rapidly by the furnace temperature about 1050 ℃.The product of making thus, its expansion multiplying power can reach 200 times, and sulphur content can be lower than 600PPM.In addition, also, make this device operating ambient temperature on every side not influenced by its pyritous owing in the ruhmkorff coil of hollow, feed cooling water temperature.
Hence one can see that, and employing Medium frequency induction technology of the present invention is carried out the production method of expanded graphite in conduction and high temperature resistant burner hearth, have following features: 1, the furnace temperature heating-up time short (surplus in the of about 10 minute), save the energy and time; 2, only need to regulate the voltage of intermediate frequency value, Just can adjust quick, exactly the temperature in the burner hearth; 3, the workman is easy to operate, and labor productivity is higher; 4, desulfurized effect is good, and the sulfur content of product can be lower than 600PPM, and quality is than high. Simultaneously, because this device has adopted Medium frequency induction technology and burner hearth to adopt unique rare earth alloy Steel material, make it to have simple in structure, device is made, is installed and be mobile comparatively convenient, especially characteristics such as water cooling in its conduction, high temperature resistant and light, high strength and the induction coil, so that this device is with its long service life, suitable stove external environment (temperature), lower specific energy consumption and higher productive rate and deeply be subjected to the welcome of Subscriber Unit.
Claims (6)
1, a kind of production method of expanded graphite is characterized in that being made up of following step:
A, expansible black lead is dried under 85 ℃ of following conditions, make its water content less than 2.5%;
B, furnace temperature be by being around in outside it, and the Medium frequency induction coil that passes to 0.5~10kc electric current of intermediate frequency heats, and makes in the burner hearth temperature between 1000 ℃~1200 ℃; And, regulate or keep the constant of furnace temperature by speed governing voltage of intermediate frequency value;
C, the expansible black lead raw material of the prebake top loosely from burner hearth is freely fallen, the vertically section of heating through 1.5~3.5 meters gives rapidly, heats equably, expanded.
2, the production method of expanded graphite as claimed in claim 1, it is characterized in that temperature is 1000~1050 ℃ in the described preferable burner hearth, the vertically section of heating of burner hearth is 2.0~3.0 meters, time length of heating was 3~5 seconds, and expansible black lead is 10~20 kilograms/hour by the feed rate of burner hearth.
3, a kind of isolated plant of producing expanded graphite is made of the ventilating pit of burner hearth and portion provided thereon, it is characterized in that described burner hearth (3) adopts the steel alloy of conduction to make, its diameter is 0.2~0.5 meter, highly is 2.0~4.0 meters, and its periphery is arranged with Medium frequency induction coil (1); Between burner hearth (3) and ruhmkorff coil (1), be provided with thermal insulation layer (2).
4, the isolated plant of production expanded graphite as claimed in claim 3, the number of turn that it is characterized in that described Medium frequency induction coil (1) is 10~60 circles; Be added with the Medium frequency induction voltage of 200~300V on it; The height of burner hearth (3) is 2.5~3.5 meters; Described thermal insulation layer (2) is the pure aluminium silicate bedding and padding between burner hearth and ruhmkorff coil.
5, the isolated plant of production expanded graphite as claimed in claim 3 is characterized in that the hopper (6) that described burner hearth upper end side is provided with a feed-pipe (7) and is attached thereto, and is provided with gas blower (5) on feed-pipe.
6,, it is characterized in that the middle part of described burner hearth (3) is provided with temperature sensing thermopair (8) as the isolated plant of claim 3 or 5 described production expanded graphites; Be provided with thermal baffle (9) in the bottom of burner hearth (3), it has bracing frame (10).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN94113935A CN1055942C (en) | 1994-10-14 | 1994-10-14 | Method for producing expansion graphite and its special purpose device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN94113935A CN1055942C (en) | 1994-10-14 | 1994-10-14 | Method for producing expansion graphite and its special purpose device |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1102192A true CN1102192A (en) | 1995-05-03 |
| CN1055942C CN1055942C (en) | 2000-08-30 |
Family
ID=5036896
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN94113935A Expired - Fee Related CN1055942C (en) | 1994-10-14 | 1994-10-14 | Method for producing expansion graphite and its special purpose device |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN1055942C (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102745680A (en) * | 2012-07-19 | 2012-10-24 | 武汉工程大学 | Method and device for preparing expanded graphite |
| CN104972085A (en) * | 2008-05-30 | 2015-10-14 | Abb公司 | A Continuous Casting Device |
| CN105692596A (en) * | 2016-01-19 | 2016-06-22 | 淄博高新技术产业开发区精细化工和高分子材料研究院 | Electric furnace for graphite expansion experiments |
| CN105752976A (en) * | 2016-04-27 | 2016-07-13 | 宣城亨旺新材料有限公司 | Production method for expanded graphite |
| CN107311169A (en) * | 2017-08-04 | 2017-11-03 | 湖南国盛石墨科技有限公司 | A kind of expanded graphite and preparation method thereof |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1068152A (en) * | 1992-08-01 | 1993-01-20 | 李儒臣 | Method for preparing expansible graphite |
-
1994
- 1994-10-14 CN CN94113935A patent/CN1055942C/en not_active Expired - Fee Related
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104972085A (en) * | 2008-05-30 | 2015-10-14 | Abb公司 | A Continuous Casting Device |
| CN104972085B (en) * | 2008-05-30 | 2019-09-17 | Abb 瑞士股份有限公司 | A kind of continuous casting installation for casting |
| CN102745680A (en) * | 2012-07-19 | 2012-10-24 | 武汉工程大学 | Method and device for preparing expanded graphite |
| CN102745680B (en) * | 2012-07-19 | 2014-10-15 | 武汉工程大学 | Method and device for preparing expanded graphite |
| CN105692596A (en) * | 2016-01-19 | 2016-06-22 | 淄博高新技术产业开发区精细化工和高分子材料研究院 | Electric furnace for graphite expansion experiments |
| CN105692596B (en) * | 2016-01-19 | 2017-12-08 | 淄博高新技术产业开发区精细化工和高分子材料研究院 | Graphite expansion experimental electric furnace |
| CN105752976A (en) * | 2016-04-27 | 2016-07-13 | 宣城亨旺新材料有限公司 | Production method for expanded graphite |
| CN107311169A (en) * | 2017-08-04 | 2017-11-03 | 湖南国盛石墨科技有限公司 | A kind of expanded graphite and preparation method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1055942C (en) | 2000-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104477885B (en) | A kind of vertical sense of continuity answers high temperature graphitization stove | |
| CN104729293B (en) | A kind of flowing atmosphere thermal shock sintering resistance furnace | |
| CN210001595U (en) | Structure of continuous graphitizing furnace using carbon raw materials | |
| WO2018068617A1 (en) | Furnace body for activated-carbon activation furnace | |
| CN1055942C (en) | Method for producing expansion graphite and its special purpose device | |
| US2958161A (en) | Method of melting glass | |
| CA2190680C (en) | Apparatus for lengthwise graphitization (lwg) of carbon electrode bodies | |
| CN102021660B (en) | Polysilicon crucible sintering furnace | |
| CN211946776U (en) | Tungsten-molybdenum crucible of continuous melting furnace for producing quartz glass rod | |
| CN206033795U (en) | Adopt pit -type tempering furnace of carbon fiber heating tube heating | |
| CN203881107U (en) | Quartz stone calcining furnace | |
| CN114906845B (en) | Continuous carbonization and graphitization system for producing graphite felt | |
| CN214004731U (en) | Heat treatment device for rigging production | |
| CN104148434A (en) | Novel soaking constant-temperature heating furnace | |
| CN210587144U (en) | Casting ladle baking device | |
| CN110371966B (en) | Carbon raw material continuous graphitizing furnace structure and graphitizing method | |
| CN2139488Y (en) | Low-oxidation energy-saving heating furnace | |
| CN212109525U (en) | Novel energy-saving expansion furnace | |
| CN105674743A (en) | Electrical heating roasting furnace for carbon-graphite crucible | |
| CN2340778Y (en) | Horizontal high temperature carbonizing furnace | |
| CN201129916Y (en) | Well type closed cell automatic control pearl stone swelling furnace | |
| JPWO2006135042A1 (en) | Vertical firing furnace and firing method using the same | |
| CN205990415U (en) | A kind of monolayer for being reduced directly the mode of production heats and frequency modulation type rotary hearth furnace | |
| CN205635856U (en) | Polysilicon ingot furnace | |
| CN216712196U (en) | Oriented silicon steel full-hydrogen type high-temperature bell-type furnace outer cover |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |