CN106925758B - Low-pressure casting aluminum alloy wheel mold easy to lift and free of deformation during demolding - Google Patents
Low-pressure casting aluminum alloy wheel mold easy to lift and free of deformation during demolding Download PDFInfo
- Publication number
- CN106925758B CN106925758B CN201710319765.5A CN201710319765A CN106925758B CN 106925758 B CN106925758 B CN 106925758B CN 201710319765 A CN201710319765 A CN 201710319765A CN 106925758 B CN106925758 B CN 106925758B
- Authority
- CN
- China
- Prior art keywords
- die
- ejector
- casting
- inclined core
- aluminum alloy
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D18/00—Pressure casting; Vacuum casting
- B22D18/04—Low pressure casting, i.e. making use of pressures up to a few bars to fill the mould
Abstract
The invention discloses an aluminum alloy wheel casting die easy to lift and free of deformation during demolding, wherein a top die of the aluminum alloy wheel casting die easy to lift and free of deformation during demolding is provided with an inclined core, the top die, a side die and a bottom die jointly form a casting cavity, when molten aluminum is filled, the inclined core forms a casting blank to form an inverted drawing die structure at a rim position, and when a die casting machine lifts the die, the clamping force of the top die is larger than that of the bottom die due to the action of the inclined core on the casting, so that the mold lifting is facilitated. When the casting is demoulded, the demoulding device and the die casting machine are coordinated together and the wheel is smoothly demoulded from the top die through the secondary demould process.
Description
Technical Field
The invention belongs to the field of low-pressure casting, and particularly relates to an anti-deformation and easy-demolding low-pressure casting aluminum alloy wheel mold.
Background
The spoke angle of a lot of present aluminum alloy wheels is 7, and the product angle of dark rim still is less than 7 a bit, and the purpose of design like this is that the whole effect of spoke has simple atmosphere and stereoeffect very strong, and such wheel receives the favor in European market very much. However, such products bring great difficulty to the casting process, the angle of the spoke or the rim is small, the stripping is difficult in the die-casting process, the effective method for solving the stripping difficulty is to add an inverted drawing stripping structure at the inner rim, the method can successfully strip the die but has the fatal defect that the deformation of the product during ejection is large, hidden troubles are buried for the next process, particularly the milling process, and the bright surface milling process is not available or the milling surface is different in length, and the like, so that the production efficiency and the qualification rate of the product are greatly reduced.
Disclosure of Invention
The invention aims to overcome the defects of the prior art and provide a solution, which not only can ensure that a product with a small angle can be successfully stripped, but also can reduce the deformation to the minimum during the demoulding of the product, thereby avoiding the waste products generated by the deformation of a blank in a milling working procedure or a machining working procedure, in particular to a low-pressure casting aluminum alloy wheel die which is easy to strip and has no deformation during demoulding.
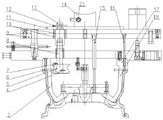
The invention has the technical scheme that the aluminum alloy wheel casting die with easy die stripping and no deformation during die stripping comprises a top die, a bottom die, side dies, an inclined core, a dovetail wedge, a connecting rod, a lifting pin, an upper limiting block, a lower limiting block, a guide sleeve, an ejector plate, a locking block, an ejector, an angle regulator, a central ejector rod and a rim ejector rod, wherein the top die consists of a top die insert, a top die body and the inclined core, the top die insert and the top die body are assembled without relative movement, but can move horizontally with the inclined core; the outer edge of the dovetail wedge is provided with a guide chute, the upper surface of the guide chute is matched with the upper limiter and the connecting rod, the lower surface of the guide chute is provided with a lower limiter, and the upper limiter and the lower limiter move up and down through an adjusting bolt so as to control the limit distance of the inclined core from the casting; one end of the inclined core forms a cavity of the casting, and the other end of the inclined core is of a T-shaped structure and is in sliding fit with a guide chute of the dovetail wedge; the ejector is provided with an angle regulator, and the angle regulator can enable the ejector to rotate, so that the ejector can be separated from the ejector plate and is changed into a process of ejecting the ejector rod plate to realize secondary ejection of the casting; the lifting pin is connected with the ejector plate through the locking block and connected with the connecting rod through the bolt, and the guide sleeve is installed on the ejector plate and in small clearance fit with the connecting rod to play a role in guiding.
The invention has the advantages that: the die set can not only improve the production efficiency of casting, but also greatly reduce waste products caused by blank deformation in machining and milling, and improve the comprehensive yield of products.
Drawings
FIG. 1 is a schematic view of the inventive patent architecture;
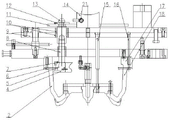
FIG. 2 is a schematic view of a one-time mold release structure of the present invention;
FIG. 3 is a schematic view of the secondary demolding structure of the present invention;
FIG. 4 is a top view of the top die, tapered core and dovetail wedge combination of the present invention;
FIG. 5 is a schematic view of a dovetail wedge configuration;
fig. 6 is a schematic diagram of a top die insert configuration.
In the figure: 1. The device comprises a bottom die 2, a top die 3, a side die 4, a lower limiting block 5, a dovetail wedge 6, an inclined core 7, an upper limiting block 8, a connecting rod 9, a mandril plate 10, a guide sleeve 11, an ejector plate 12, a locking block 13, a lifting pin 14, an ejector 15, a central mandril 16, a rim mandril 17, a top die insert 18, a top die body 19, a guide chute 20, insert bosses, 21 and an angle adjuster.
Detailed description of the preferred embodiments
The invention is further described below with reference to the accompanying drawings:
as shown in fig. 1, 4, 5 and 6, the aluminum alloy wheel casting mold easy to lift and deform after demolding comprises a top mold 2, a bottom mold 2, a side mold 3, an inclined core 6, a dovetail wedge 5, a connecting rod 8, a lifting pin 13, an upper limiting block 7, a lower limiting block 4, a guide sleeve 10, a jacking plate 11, a locking block 12, an ejector 14, an angle adjuster 21, a central ejector rod 15 and a rim ejector rod 16, wherein the top mold 2 consists of a top mold insert 17, a top mold body 18 and the inclined core 6, the top mold insert 17 and the top mold body 18 are assembled without relative movement, but can move horizontally with the inclined core 6.
The lower end of the top die insert 17 is uniformly provided with 20-24 insert bosses 20 with the width of 5mm-8mm, one side of each insert boss 20 is in sliding fit with the inclined core 6, the fit clearance is 0.2mm, and the other side of each insert boss 20 is arranged as the ejection position of the rim ejector rod 16.
The top die body 18, the top die insert 17 and the inclined core 6 are made of hot-work die steel H13, the dovetail wedge 5 is provided with an oil guide hole, and lubricating oil is injected into the oil guide hole so as to ensure smooth sliding under the condition of high temperature of 400 degrees.
The outer edge of the dovetail wedge 5 is provided with 10-12 guide chutes 19, the upper part of the guide chutes is matched with the upper limiter 7 and the connecting rod 8, the lower part of the guide chutes is provided with the lower limiter 4, and the upper limiter and the lower limiter move up and down through the adjusting bolt so as to control the limit distance of the inclined core 6 from the casting.
One end of the inclined core 6 is a cavity forming a casting with an 8-degree taper angle, and the other end of the inclined core is in a T-shaped structure and keeps sliding fit with a guide chute 19 of the dovetail wedge 5.
The ejector 14 is provided with an angle adjuster 21, and the angle adjuster 21 can enable the ejector 14 to rotate, so that the ejector 14 can be separated from the ejector plate 11 and can eject the ejector rod plate 9 instead to realize the secondary ejection process of the casting.
The lifting pin 13 is connected with the ejector plate 11 through the locking block 12 and is connected with the connecting rod 8 through a bolt, and the guide sleeve 10 is installed on the ejector rod plate 9 and is in small clearance fit with the connecting rod 8 to play a role in guiding.
The production operation of the aluminum alloy wheel casting mold with easy stripping and no deformation during demolding comprises the following steps:
(1) as shown in figure 1, the inclined core 6 is arranged at the rim of the top die 2, the inclined core 6 is positioned at the lower limit position of the dovetail wedge 5 during die assembly, molten aluminum enters from a dead head, and a casting blank forms a structure with an inverted draft angle due to the action of the 8-degree inclined core 6 when the molten aluminum flows through a spoke and reaches the rim.
(2) After the mold filling is finished, the cooling of the top mold 2 is firstly started through a control system of a die casting machine, after the riser wind of the top mold 2 lasts for 5 seconds, the side mold 3 is started to cool, and finally the cooling of the bottom mold 1 is started, so that the temperature of the top mold 2 is lower than that of the bottom mold 1.
(3) After the casting is solidified, firstly opening the four side dies 3 to the periphery, then driving the top die 2 and the ejector 14 to drive the stripping device to synchronously move upwards by the die-casting machine bedplate, separating the casting from the bottom die 1 along with the top die 2, stopping moving upwards by the die-casting machine bedplate and the ejector 14 at the same time after the lowest end of the casting is 15mm higher than the side dies, and finishing the die stripping process.
(4) As shown in fig. 2, when the casting is ejected, the top die 2 remains stationary, the ejector 14 of the die casting machine drives the ejector plate 11, the ejector plate 11 drives the lifting pin 13, the connecting rod 8 and the dovetail wedge 5 to move downwards by 5.5mm, the distance of the inclined core 6 which keeps sliding fit with the top die 2 and moves downwards along with the dovetail wedge 5 at the moment is 2mm, the inclined core 6 is pulled away from the casting (the data is precisely calculated to be the optimal moving distance), the holding power of the casting on the top die 2 is reduced by nearly 70%, and a demolding process is completed.
(5) As shown in fig. 3, the scheduling regulator 21 is moved to make the ejector 14 rotate by 45 degrees and then move downwards continuously, the top die 2 and the lifting pin 13 are kept still, the ejector plate 11 drives the ejector rod plate 9 to move downwards and simultaneously drives the rim ejector rod 16 and the central ejector rod 15 to move downwards, the downward movement distance is 5mm, the inclined core (6) is positioned at the upper limit position of the dovetail wedge (5), the casting is ejected under the combined action of the rim ejector rod 16 and the central ejector rod 15, namely the casting is separated from the top die 2, and the secondary demolding process, namely the whole demolding process, is completed.
(6) After the ejection is finished, the ejector 14 drives the ejection plate 11, the ejector rod plate 9 and the stripping device to move upwards by 5mm for one return, and the moving distance is adjusted by a die casting machine control system, so that the rim ejector rod 16 and the center ejector rod 15 return simultaneously.
(7) After the first return is finished, the top die 2 and the top rod plate 9 are kept still, the ejector 14 drives the lifting pin 13 to move upwards by 5.5mm after the angle regulator 21 returns, so that the inclined core 6 is stopped at the upper limit position of the swallow guide wedge 5, and at the moment, the inclined core 6 slides into the top die 2 by 2mm to form a cavity of a complete casting blank.
(8) And the top die 2, the ejector rod plate 9 and the ejector 14 simultaneously move downwards to be matched with the bottom die 1, and finally the side die 3 is closed to finish the die assembly process and enter the next production cycle.
The foregoing is illustrative of the preferred embodiments of the present invention only and is not to be construed as limiting the claims. The invention is not limited to the above embodiments, and the specific steps thereof may be varied, for example: the function of the invention can also be achieved with the oblique core of the top mould at the inner rim, and in any case all changes which come within the scope of the invention as claimed in the independent claims are within the scope of the invention.
Claims (3)
1. The utility model provides an aluminum alloy wheel casting mould that easy drawing of patterns and drawing of patterns do not have deformation, includes top mould, die block, side forms, oblique core, forked tail wedge, connecting rod, lifting pin, goes up spacing block, lower spacing block, uide bushing, liftout plate, latch segment, ejector, angle adjuster, central ejector pin and rim ejector pin, its characterized in that: the top die consists of a top die insert, a top die body and an inclined core; the lower end of the top die insert is uniformly provided with insert bosses, one side of each insert boss is in sliding fit with the inclined core, and the other side of each insert boss is arranged as the ejection position of the rim ejector rod; the outer edge of the dovetail wedge is provided with a guide chute, the upper surface of the dovetail wedge is matched with the upper limiting block and the connecting rod, and the lower limiting block is arranged below the dovetail wedge; one end of the inclined core forms a cavity of the casting, and the other end of the inclined core is of a T-shaped structure and is in sliding fit with a guide chute of the dovetail wedge; the ejector is provided with an angle regulator, and the angle regulator can enable the ejector to rotate, so that the ejector is separated from the ejector plate and is changed into a process of ejecting the ejector rod plate to realize secondary ejection of the casting; the lifting pin is connected with the ejector plate through a locking block and connected with the connecting rod through a bolt; the guide sleeve is arranged on the ejector rod plate and is in small clearance fit with the connecting rod, and the guide sleeve plays a role in guiding.
2. The easy-to-strip and deformation-free aluminum alloy wheel casting mold as claimed in claim 1, wherein the top mold insert is assembled with the top mold body without relative movement, but can move horizontally with the inclined core.
3. The aluminum alloy wheel casting mold easy to strip and free of deformation after demolding as claimed in claim 1, wherein the upper and lower limiting blocks are moved up and down by adjusting bolts to control the limiting distance of the inclined core from the casting.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710319765.5A CN106925758B (en) | 2017-05-09 | 2017-05-09 | Low-pressure casting aluminum alloy wheel mold easy to lift and free of deformation during demolding |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710319765.5A CN106925758B (en) | 2017-05-09 | 2017-05-09 | Low-pressure casting aluminum alloy wheel mold easy to lift and free of deformation during demolding |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN106925758A CN106925758A (en) | 2017-07-07 |
| CN106925758B true CN106925758B (en) | 2022-05-17 |
Family
ID=59430027
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201710319765.5A Active CN106925758B (en) | 2017-05-09 | 2017-05-09 | Low-pressure casting aluminum alloy wheel mold easy to lift and free of deformation during demolding |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN106925758B (en) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH105962A (en) * | 1996-06-18 | 1998-01-13 | Topy Ind Ltd | Casting method of light alloy wheel |
| CN102151819A (en) * | 2011-03-28 | 2011-08-17 | 秦皇岛戴卡兴龙轮毂有限公司 | Casting demoulding device |
| CN102463335A (en) * | 2011-12-02 | 2012-05-23 | 江苏凯特汽车部件有限公司 | Mould demoulding-ring device for reducing casting deformation of low-pressure cast aluminum-alloy wheel |
| CN202591585U (en) * | 2012-04-01 | 2012-12-12 | 浙江今飞凯达轮毂股份有限公司 | Hub demolding structure |
| CN106077519A (en) * | 2016-08-23 | 2016-11-09 | 苏州金瑞阳模具有限公司 | A kind of novel hub mould structure |
-
2017
- 2017-05-09 CN CN201710319765.5A patent/CN106925758B/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH105962A (en) * | 1996-06-18 | 1998-01-13 | Topy Ind Ltd | Casting method of light alloy wheel |
| CN102151819A (en) * | 2011-03-28 | 2011-08-17 | 秦皇岛戴卡兴龙轮毂有限公司 | Casting demoulding device |
| CN102463335A (en) * | 2011-12-02 | 2012-05-23 | 江苏凯特汽车部件有限公司 | Mould demoulding-ring device for reducing casting deformation of low-pressure cast aluminum-alloy wheel |
| CN202591585U (en) * | 2012-04-01 | 2012-12-12 | 浙江今飞凯达轮毂股份有限公司 | Hub demolding structure |
| CN106077519A (en) * | 2016-08-23 | 2016-11-09 | 苏州金瑞阳模具有限公司 | A kind of novel hub mould structure |
Non-Patent Citations (2)
| Title |
|---|
| 挤压铸造A356铝合金重载车轮的模具设计;代颖辉;《铸造》;20160210(第02期);157-159,161 * |
| 汽车铝合金轮毂重力加压铸造的探讨;刘宏磊等;《铸造设备与工艺》;20130425(第02期);39-41,49 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN106925758A (en) | 2017-07-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4840557A (en) | Vertical injection apparatus | |
| CN110328348B (en) | Production method of new energy automobile motor aluminum shell | |
| CN203330375U (en) | Die-casting mould with secondary combined core-pulling structure | |
| CN106111944B (en) | A kind of automatic internal core withdrawing device of the low-pressure casting mould | |
| CN114951534A (en) | Split double-pier-head blank making die applied to screw press | |
| CN103464717A (en) | Die casting die with two-stage joint core pulling structure | |
| CN103084559A (en) | Forging method and forging device of twice forcing molten soup forging wheel | |
| CN203765962U (en) | Mold for prying sprue of connecting rod and lever | |
| CN108688092A (en) | Double Tops go out band diagonal position demoulding mechanism injection mold before and after a kind of | |
| CN106925758B (en) | Low-pressure casting aluminum alloy wheel mold easy to lift and free of deformation during demolding | |
| CN202479472U (en) | Casting mold for front cover of automotive air-conditioning compressor | |
| CN104550829A (en) | Helical gear mold of remotely controlled aircraft | |
| JP2015039723A (en) | Casting method of wheel or wheel center part | |
| CN206662235U (en) | Die casting | |
| CN115041664B (en) | Low-pressure casting liquid die forging forming die for automobile wheels and forming method thereof | |
| CN206747571U (en) | A kind of easily molding and pressure cast aluminum-alloy wheel mould of the demoulding without deformation | |
| CN115041636B (en) | Extrusion casting forming die for magnesium alloy hub | |
| CN203426407U (en) | Car hub die-casting die | |
| CN206139814U (en) | Device of loosing core in automation of automobile aluminum alloy hub low pressure casting mould | |
| CN211248270U (en) | Magnesium metal die casting die with supplementary alignment device just can collect waste material | |
| CN211588485U (en) | Mould for processing automobile steering power-assisted piston | |
| CN203556833U (en) | Liquid state forging die convenient for removing parts | |
| CN103084560A (en) | Molten soup forging method and die thereof | |
| CN102039373A (en) | Metal casting mould | |
| CN102738681A (en) | Mould of low frequency point connector used for aerospace |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |