CN103753141A - Method and special fixture for glass mould cylindrical machining - Google Patents
Method and special fixture for glass mould cylindrical machining Download PDFInfo
- Publication number
- CN103753141A CN103753141A CN201410003436.6A CN201410003436A CN103753141A CN 103753141 A CN103753141 A CN 103753141A CN 201410003436 A CN201410003436 A CN 201410003436A CN 103753141 A CN103753141 A CN 103753141A
- Authority
- CN
- China
- Prior art keywords
- block
- half module
- boss
- fixture block
- half mould
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
- B23P15/24—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
Abstract
The invention discloses a method for glass mould cylindrical machining. The method includes the steps of casting two half mould blanks, casting two projections at each end of each half mould blank, milling fitting faces of the two half mould blanks, fixing support blocks on a spindle and a tailstock in a machine tool, placing the half mould blank with the longer projections onto the support blocks, fixedly clamping the projections by fitting of a first clamp block and one support block, fastening the other half mould blank to the half mould blank fixed on the machine tool, fixedly clamping the projections of the two half mould blanks by fitting of a second clamp block and the first clamp block, and turning the cylindrical surface of the two half mould blanks by the machine tool. According to the method, the bottom of each projection is an extension part from the fitting face of the corresponding half mould blank; the length of the projections of one half mould blank is larger than that of the projections of the other half mould blank; the support faces of the support blocks are as high as the axis of a spindle of the machine tool. The method has the advantages that operations are simple, the half mould blanks are well symmetrical and efficiency is high.
Description
Technical field
The Excircle machining method and the special fixture thereof that the present invention relates to a kind of glass mold, be applicable to glass mold processing technique field.
Background technology
The general process step of glass mold is: the processing such as cast blank, the mating surface of processing two half modules, Excircle machining, die cavity processing, Cooling Holes locating slot.By the disclosed content of Chinese patent literature CN102059529A, the process of the existing general cylindrical for glass mold is, by one end of lathe chuck clamping glass die blank, the other end to mould machines, then unload glass mold, by process one end be clamped in the Vehicle Processing of carrying out the other end on lathe chuck.What this processing method adopted is to clamp processing twice, and as the general knowledge in machined field, clamping repeatedly will cause the increase of error, and then is difficult to the symmetry of two half modules that guarantee glass mold.Artificial adjustment glass mold axis is high to the requirement of workman's operating experience with overlapping of lathe spindle axis, weak effect, and time-consuming again, therefore this traditional mould Excircle machining method is inapplicable, to be improved.
Chinese patent literature CN102059529A improves for the problems referred to above, the mating surface of two of glass die blank half modules is being carried out after fine finishining, in the both ends of the surface of glass die blank two-half die, be respectively drilled with a pair of dowel hole, control the distance between a pair of dowel hole, the position of dowel hole on end face and the degree of depth of dowel hole.Then after two-half die being fastened, by dowel hole, coordinate mould is fixed on lathe and is machined with the alignment pin of lathe, although this processing method is jig accurately, guarantee the symmetry of two-half die, but its precision depends on the precision of the dowel hole of processing on the end face of two half modules, and need to guarantee the distance between dowel hole simultaneously, the precision of three parameters of the degree of depth of the position of dowel hole on end face and dowel hole could obtain the high symmetry of half module, therefore process is had relatively high expectations, each mould to be processed is needed to carry out dowel hole processing accurately, whole efficiency is lower.
Summary of the invention
For above-mentioned the deficiencies in the prior art, the object of this invention is to provide a kind of Excircle machining method of glass mold, simplify the complicated processing to two-half die, once clamp the symmetry of guaranteeing two-half die, improve working (machining) efficiency.Another object of the present invention is to provide the special fixture that adopts the inventive method processing two-half die.
Technical scheme of the present invention is such: a kind of Excircle machining method of glass mold, is characterized in that: comprise the following steps:
1) cast blank, casts two half module blanks, at two end faces of half module, is cast with respectively two boss, and the bottom surface of described boss is the extension of half module mating surface, and the land length of one of them half module is longer than the land length of another half module;
2) mating surface of two half module blanks is carried out to milling processing;
3) fixed support block on the main shaft of lathe and tailstock, the supporting surface of described back-up block and the axis of machine tool chief axis are contour, the half module with longer boss is placed on back-up block, the mating surface of described half module is relative with the supporting surface of back-up block, the first fixture block coordinates boss is gripped with back-up block, another half module is fastened on the half module that is fixed on lathe, by the second fixture block, coordinate the boss of two half modules is gripped with the first fixture block; By lathe, two half module cylindricals are machined.
Preferably, position in order to ensure half module on back-up block is fixed, can when follow-up Vehicle Processing, not be subjected to displacement slippage, in described step 3, the half module with longer boss is placed on back-up block, the boss of described half module is provided with dowel hole, described back-up block is provided with alignment pin, described alignment pin is inserted to the position of determining half module in dowel hole.
Preferably, two boss on the end face of described half module lay respectively at the both sides of half module axis.
Glass mold Excircle machining special fixture, it is characterized in that: comprise the back-up block, the first fixture block and the second fixture block that are fixedly connected with tailstock with machine tool chief axis, described back-up block is provided with horizontal support face, the axis of described supporting surface and machine tool chief axis is contour, described the first fixture block is arranged on supporting surface top, vertically be connected by bolt with back-up block, described the second fixture block is arranged on the second fixture block below, is vertically connected by bolt with the first fixture block.
Preferably, described back-up block is provided with alignment pin.
Technical scheme provided by the present invention is determined the axis of machine tool chief axis by being fixed on back-up block on machine tool chief axis and tailstock, the mating surface of half module is directly aimed at the supporting surface of back-up block after milling processing, then fasten another half module, can simply make fast the axis of machine tool chief axis be positioned on the mating surface of glass mold of two half modules compositions machines again, wholely clamp simple to operately, and process only once clamps the symmetry of having guaranteed two half modules.When first, use back-up block, back-up block is adjusted to after correct position, each processing mold blank is all without additionally adjusting, improved working (machining) efficiency, lower to the requirement of process operation personnel operant level, mould symmetry does not rely on personnel's level yet, has guaranteed the uniformity of product quality.
Accompanying drawing explanation
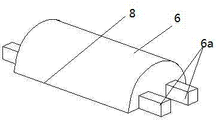
Fig. 1 is half module structural representation;
Fig. 2 is that two half modules clamp and machine tool structure schematic diagram.
The specific embodiment
Below in conjunction with embodiment, the invention will be further described, but not as a limitation of the invention.
Refer to Fig. 1 and Fig. 2, glass mold Excircle machining special fixture is included in the two identical covers that machine tool chief axis 1 is used with tailstock 2, this fixture mainly comprises three parts, the back-up block 3, the first fixture block 4 and the second fixture block 5 that are fixedly connected with machine tool chief axis 1 or tailstock 2.Back-up block 3 comprises the brace table 3b forming with machine tool chief axis 1 or the fixing integrated disc portions 3a of tailstock 2 and integrated disc portions 3a rat, adjustment block 3c is set on brace table 3b, the upper surface of adjustment block 3c is horizontal support face and is provided with alignment pin 3d, after integrated disc portions 3a and machine chuck 1 or tailstock 2 are fixing, by adjusting the height of adjustment block 3c, make horizontal support face with contour with the axis of machine tool chief axis 1.For need, carry out the glass die blank of Excircle machining, when cast blank, at half module 6, two end faces of 7 cast out respectively two boss 6a, 7a, the bottom surface of boss is the extension of half module mating surface 8, the boss 6a length of one of them half module 6 is longer than the boss 7a length of another half module 7.By the half module of having cast 6,7 blanks are processed mating surface 8 by milling machine, through rough milling and finish-milling, bore after dowel hole, the half module 6 with longer boss is placed on adjustment block 3c, the mating surface 8 of half module 6 is relative with the supporting surface of adjustment block 3c, and alignment pin 3d inserts the position of determining half module 6 in dowel hole.The first grip block 4 is pressed on the boss 6a of half module 6, coordinates clamping boss 6a, fixed mold 6 by bolt with back-up block 3.Then another half module 7 with shorter boss 7a is fastened with fixing half module 6, the second grip block 5 is pressed on the boss 7a of the half module 7 with shorter boss 7a, coordinates clamping boss 7a by bolt with the first grip block 4, has fixed half module 7.Whole glass die blank has all been fixed on lathe thus, and the mating surface of two half modules is just in time positioned on the axis of machine tool chief axis, by lathe, carry out cylindrical Vehicle Processing again, after Vehicle Processing completes, the end face of two half modules is carried out to milling processing, excision projection section, has completed the outer surface processing of mould.
Claims (5)
1. an Excircle machining method for glass mold, is characterized in that: comprise the following steps:
1) cast blank, casts two half module blanks, at two end faces of half module, is cast with respectively two boss, and the bottom surface of described boss is the extension of half module mating surface, and the land length of one of them half module is longer than the land length of another half module;
2) mating surface of two half module blanks is carried out to milling processing;
3) fixed support block on the chuck of lathe and tailstock, the supporting surface of described back-up block and the axis of machine tool chief axis are contour, the half module with longer boss is placed on back-up block, the mating surface of described half module is relative with the supporting surface of back-up block, the first fixture block coordinates boss is gripped with back-up block, another half module is fastened on the half module that is fixed on lathe, by the second fixture block, coordinate the boss of two half modules is gripped with the first fixture block; By lathe, two half module cylindricals are machined.
2. the Excircle machining method of glass mold according to claim 1, it is characterized in that: in described step 3, the half module with longer boss is placed on back-up block, the boss of described half module is provided with dowel hole, described back-up block is provided with alignment pin, described alignment pin is inserted to the position of determining half module in dowel hole.
3. the Excircle machining method of glass mold according to claim 1, is characterized in that: two boss on the end face of described half module lay respectively at the both sides of half module axis.
4. a glass mold Excircle machining special fixture, it is characterized in that: comprise the back-up block, the first fixture block and the second fixture block that are fixedly connected with machine tool chief axis or tailstock, described back-up block is provided with horizontal support face, the axis of described supporting surface and machine tool chief axis is contour, described the first fixture block is arranged on supporting surface top, vertically be connected by bolt with back-up block, described the second fixture block is arranged on the second fixture block below, is vertically connected by bolt with the first fixture block.
5. glass mold Excircle machining special fixture according to claim 4, is characterized in that: described back-up block is provided with alignment pin.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410003436.6A CN103753141B (en) | 2014-01-03 | 2014-01-03 | Glass mold Excircle machining method and unit clamp |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410003436.6A CN103753141B (en) | 2014-01-03 | 2014-01-03 | Glass mold Excircle machining method and unit clamp |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103753141A true CN103753141A (en) | 2014-04-30 |
| CN103753141B CN103753141B (en) | 2016-06-01 |
Family
ID=50520542
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201410003436.6A Active CN103753141B (en) | 2014-01-03 | 2014-01-03 | Glass mold Excircle machining method and unit clamp |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103753141B (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104827254A (en) * | 2015-05-22 | 2015-08-12 | 河北安迪模具有限公司 | Automated glass bottle tank opening die finish machining process |
| CN105834704A (en) * | 2016-05-27 | 2016-08-10 | 苏州东海玻璃模具有限公司 | Machining method for glass die mouth die |
| CN106002125A (en) * | 2016-06-02 | 2016-10-12 | 苏州东海玻璃模具有限公司 | Machining method for glass mold |
| CN114393222A (en) * | 2022-03-28 | 2022-04-26 | 成都飞机工业(集团)有限责任公司 | Semi-arc surface part machining device and machining method thereof |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1987005551A1 (en) * | 1986-03-17 | 1987-09-24 | International Moulding Alloys Pty. Ltd. | Manufacturing moulds for use in injection moulding of glass |
| JP2001198712A (en) * | 2000-01-21 | 2001-07-24 | Mamiya Op Co Ltd | Inside diameter reference jig for nc lathe |
| CN102059529A (en) * | 2010-12-22 | 2011-05-18 | 苏州东方枫晟科技有限公司 | Excircle processing method of glass mold blank |
| CN102451918A (en) * | 2010-10-27 | 2012-05-16 | 北京新风机械厂 | Method for turning, clamping and aligning cylindrical part and special tools thereof |
| CN203031357U (en) * | 2013-01-17 | 2013-07-03 | 黄骅市荣泰模具有限公司 | Glass mold processing clamp |
| CN203124773U (en) * | 2013-01-25 | 2013-08-14 | 芜湖通力电机有限责任公司 | Low-power motor sliding sleeve machining device |
-
2014
- 2014-01-03 CN CN201410003436.6A patent/CN103753141B/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1987005551A1 (en) * | 1986-03-17 | 1987-09-24 | International Moulding Alloys Pty. Ltd. | Manufacturing moulds for use in injection moulding of glass |
| JP2001198712A (en) * | 2000-01-21 | 2001-07-24 | Mamiya Op Co Ltd | Inside diameter reference jig for nc lathe |
| CN102451918A (en) * | 2010-10-27 | 2012-05-16 | 北京新风机械厂 | Method for turning, clamping and aligning cylindrical part and special tools thereof |
| CN102059529A (en) * | 2010-12-22 | 2011-05-18 | 苏州东方枫晟科技有限公司 | Excircle processing method of glass mold blank |
| CN203031357U (en) * | 2013-01-17 | 2013-07-03 | 黄骅市荣泰模具有限公司 | Glass mold processing clamp |
| CN203124773U (en) * | 2013-01-25 | 2013-08-14 | 芜湖通力电机有限责任公司 | Low-power motor sliding sleeve machining device |
Non-Patent Citations (1)
| Title |
|---|
| 张运强: "轴向分型两半圆模具的加工", 《金属加工》, no. 22, 30 November 2008 (2008-11-30), pages 49 * |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104827254A (en) * | 2015-05-22 | 2015-08-12 | 河北安迪模具有限公司 | Automated glass bottle tank opening die finish machining process |
| CN104827254B (en) * | 2015-05-22 | 2016-12-07 | 河北安迪模具有限公司 | Glass bottle and jar mouth die die automation fine-processing technique |
| CN105834704A (en) * | 2016-05-27 | 2016-08-10 | 苏州东海玻璃模具有限公司 | Machining method for glass die mouth die |
| CN106002125A (en) * | 2016-06-02 | 2016-10-12 | 苏州东海玻璃模具有限公司 | Machining method for glass mold |
| CN106002125B (en) * | 2016-06-02 | 2018-07-10 | 苏州东海玻璃模具有限公司 | A kind of processing method of glass mold |
| CN114393222A (en) * | 2022-03-28 | 2022-04-26 | 成都飞机工业(集团)有限责任公司 | Semi-arc surface part machining device and machining method thereof |
| CN114393222B (en) * | 2022-03-28 | 2022-08-12 | 成都飞机工业(集团)有限责任公司 | Semi-arc surface part machining device and machining method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103753141B (en) | 2016-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104289978B (en) | A kind of aligning method of machine tool chief axis or center cutter and workpiece datum level | |
| CN103753141A (en) | Method and special fixture for glass mould cylindrical machining | |
| CN103692323A (en) | Device suitable for lathe and grinding machine to jointly process eccentric sleeve | |
| CN105082014A (en) | Method for adjusting adjustable workpiece clamp used for marking machine | |
| CN101274374A (en) | Method for conveniently cutting wire | |
| CN207372772U (en) | Numerically controlled lathe special-shaped workpiece aids in clamping device | |
| CN203830859U (en) | Drilling and tapping mechanism for tapping machine | |
| CN104985403B (en) | Machining method for part with multiple unfinished surfaces | |
| CN105171649A (en) | Workpiece clamp for adjustable marking machine | |
| CN210790026U (en) | Machine tool fixture convenient for clamping variable-diameter part | |
| CN203343760U (en) | Spindle sleeve finish machining jig | |
| CN202763105U (en) | Self-positioning clamping device | |
| CN203875687U (en) | Auxiliary machining device of horizontal three-axis numerical control machining center | |
| CN206982188U (en) | Angular positioning gas chuck structure for crank-shaft link neck numerically controlled lathe | |
| CN104924022A (en) | Simple and rapid machining method for part with perpendicularly intersecting hole | |
| CN213592345U (en) | Clamp for lathe machining of three-way joint | |
| CN204160203U (en) | The two eccentric fixture of high accuracy | |
| CN106239199A (en) | A kind of fixture preventing hollow thin-wall part deformation | |
| CN103128560B (en) | Method for machining single face inclination inclined base plate on end milling machine | |
| CN102862081A (en) | Positioning fixture for processing positioning pin hole on gear circular groove | |
| CN203437963U (en) | Main machine barrel inner bore boring tool | |
| CN204771686U (en) | High symmetry keyway adds clamping apparatus | |
| CN106425569B (en) | A kind of adjustable positioning device and localization method of being loaded of compound angle wedge piece vertical milling vehicle | |
| CN205218570U (en) | Clamping anchor clamps of carbon strip cambered surface processing usefulness | |
| CN104615081B (en) | Twice centering alignment method for combustion press unit wheel disc blade root grooves |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |