CN103419349A - Polymer melt shear vibration extrusion molding device - Google Patents
Polymer melt shear vibration extrusion molding device Download PDFInfo
- Publication number
- CN103419349A CN103419349A CN2013103258862A CN201310325886A CN103419349A CN 103419349 A CN103419349 A CN 103419349A CN 2013103258862 A CN2013103258862 A CN 2013103258862A CN 201310325886 A CN201310325886 A CN 201310325886A CN 103419349 A CN103419349 A CN 103419349A
- Authority
- CN
- China
- Prior art keywords
- vibration
- melt
- extruder head
- extrusion molding
- hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Abstract
The invention provides a polymer melt shear vibration extrusion molding device which comprises an extruding machine 13, an extrusion head 1 connected with the extruding machine through a flange plate, a mouth mould 12, a stock mould 14, a cooling water tank 15, a traction device 16 and a cutting device 17, and is characterized by further comprising a crank connecting rod shear vibration system 18 and a melt runner vibration chamber 2, wherein the crank connecting rod shear vibration system 18 is arranged above the extrusion head 1; the melt runner vibration chamber 2 is arranged inside the extrusion head 1; the crank connecting rod shear vibration system is composed of a crank connecting rod mechanism and a reciprocating vibration rod 3; the reciprocating vibration rod 3 is positioned in a through hole 9 formed in the extrusion head 1; the through hole 9 is communicated with the melt runner vibration chamber 2. The device provided by the invention not only can simultaneously promote polymer molecule chain orientation, shish-kebab structure generation and polymer crystalline grain refinement, and improve mechanical property of products, but also can reduce extrusion resistance and improve production efficiency.
Description
Technical field
The invention belongs to polymer-extruded forming processing device technical field, be specifically related to a kind of crank-linkage type polymer melt scissoring vibration extrusion molding apparatus.
Background technology
The polymer melt vibrating formation process technology refers to and apply oscillator field in forming process, to affect the technology of Rheological Behavior of Polymer Melt and condensed state structure.This technology not only can promote that the solution of polymer molecule twines effectively, reduce the viscosity of polymer melt, improve the mobility of melt, thereby improve melt Fragmentation Phenomena and the polymer-extruded degree that swells while extruding, improve and extrude productive rate and quality, can also make the extrudate grain refinement, heat endurance improves simultaneously.
At present, about the research of Polymer Melt Vibration extrusion molding processing instrument and device, there are reports, as Peng Xiangfang, Qu Jin equality are developed dynamic capillary rheometer (" Chinese Plastics ", the research of polymer Dynamic Extrusion rheological behaviour, 2000,14(1): 42).This dynamic capillary rheometer is on conventional capillary rheometer basis, act on plunger to 1 sinusoidal vibration field of the stack of the melt in barrel by the vibration compression system, its vibration frequency is 0~80Hz, amplitude is 0~0.3mm, but this flow graph, just to a simple analog of process, is not also real forming processing device.And for example Guo Shaoyun, Li Huilin etc. reported a kind of polymer melt ultrasonic extrusion device (" chemistry circular ", the research of polyethylene melt extrusion rheological behavior under ultrasound wave irradiation, 2001,1:40).The oscillator field of this device is produced by supersonic generator and ultrasonic probe, its supersonic frequency can reach 20kHz, power 0~300W is adjustable continuously, ultrasonic probe diameter 15mm, the ultrasonic vibration direction is parallel with the melt flows direction, machine head port mould is variable cross-section capillary extrusion neck ring mold, and is furnished with the high-temperature fusant pressure sensor with continuous measurement extrusion neck ring mold pressure.This device is compared with dynamic capillary rheometer, and its vibration belongs to Action of Superhigh Frequency Vibration.In addition, (the A.I. Isayev such as Isayev, Rishi Kumar, Todd M. Lewis, Ultrasound assisted twin screw extrusion of polymer – nanocomposites containing carbon nanotubes, Polymer, 2009, 50:250) also carry out ultrasonic vibration and extruded research, find that ultrasonic vibration has improvement effect very significantly for the rheological behaviour of polymer melt, after applying ultrasonic vibration field, polymer-extruded pressure, extrusion swelling and melt viscosity all reduce, crystallization is had to refining effect, and blend compatibility is strengthened.But ultrasonic vibration is desirable not to the utmost aspect the improving of Mechanical Properties of Products, and (the Fridman M L Peshkovsky S L Vinogradov G V. The rheology of thermoplastics under conditions of spiral flow and vibrations on extrusion. Polym. Eng. Sci. 1,981 21 (12): 755.) that descends occurs through long ultrasonic processing mechanical property even in some cases.
Summary of the invention
The objective of the invention is for the deficiencies in the prior art, a kind of polymer melt scissoring vibration extrusion molding apparatus is provided, the goods mechanics degraded that this device not only can avoid high-frequency to cause, can also promote the generation of polymer molecule chain orientation, shish-kebab structure and the refinement of polymer crystal grain, to improve Mechanical Properties of Products.
Polymer melt scissoring vibration extrusion molding apparatus provided by the invention, comprise extruder, the extruder head connected with extruder by ring flange, mouthful mould, stock mould, bosh, draw-gear and cutter sweep, characterized by further comprising the crank connecting link scissoring vibration system and the interior melt flow channel vibration cavity of extruder head that are arranged on the extruder head top, wherein crank connecting link scissoring vibration system is to consist of toggle and double vibrations bar, the double vibrations bar is positioned at the through hole of opening on extruder head, and this through hole and melt flow channel vibration cavity connect.
During said apparatus work, when polymer melt enters the melt flow channel vibration cavity, the double vibrations bar will be under the drive of toggle, continuously in through hole, pump, its bar head will ceaselessly push twitch to the polymer melt in the melt flow channel vibration cavity up and down, make the melt in molten chamber be subject to strong shear force, promote polymer molecule chain orientation, the generation of shish-kebab structure and the refinement of polymer crystal grain.
In said apparatus, toggle is by it is characterized in that toggle is to consist of stepless speed-change motor, shaft coupling, crank, connecting rod and piston, stepless speed-change motor is connected with crank by shaft coupling, connecting rod one end is connected with crank by connecting rod cap, and the other end is connected with piston.
For the polymer melt of the melt flow channel vibration cavity that makes to flow through is subject to more strong shear action, in said apparatus, the double vibrations bar is 2~6, each double vibrations bar connects with piston corresponding in toggle respectively, and its termination is stretched in the melt vibration cavity in extruder head through the through hole on extruder head.In addition, the double vibrations bar is as far as possible short with the distance of mouthful mould, in order to avoid the reconciliation of the orientation of the polymer molecular chain caused by the oscillatory shear effect becomes entangled in this distance segment, is replied too much.
Be provided with check valve between melt vibration cavity in said apparatus in the melt flow channel of extruder and extruder head, this check valve is arranged in the check valve sleeve that is interference fit with extruder head.The vibration that can make head section that arranges of check valve is unlikely to affect flowing of single screw extrusion machine screw portion melt, more stable to guarantee polymer melt fluidised form wherein.
Be provided with sintered metal powder bearing in the through hole on extruder head top in said apparatus, this sintered metal powder bearing and through hole are interference fit, with the double vibrations bar, are matched in clearance, to reduce the friction of double vibrations bar and through hole.
Mouth mould in said apparatus can adopt detachable to be connected with extruder head, to guarantee the sizes mouth mould manufactured and designed, comprise the capillary die for the Study Polymer Melts rheological property, for study goods in length and breadth thick, the fine sheet mouth mould etc. of two mechanical properties can conveniently be installed on it, be beneficial to rheological property and the article construction performance of Study Polymer Melts.The length of mouth mould should be got short as far as possible, after outlet mold, should finalize the design as early as possible, so just is conducive to the reservation of polymer melt orientation texture.
Above polymer melt scissoring vibration extrusion molding apparatus, stock mould used is Vacuum shaping mould or compressed air shaping mould or other slidingtype stock mould.
Above polymer melt scissoring vibration extrusion molding apparatus, extruder head is coated with heating collar, offers on head that pressure sensor hole and temperature are taken into account thermocouple jack in order to measure the head pressure and temperature.
Compared with prior art, the present invention has following beneficial effect:
1, because extrusion molding apparatus provided by the invention has been set up crank connecting link scissoring vibration system, double vibrations bar wherein moves back and forth in the extruder head through hole, can make melt in the molten chamber in extrusion be subject to strong shear force, thereby be conducive to the generation of polymer molecule chain orientation and shish-kebab structure, also being conducive to filler in polymer composites carries out disperseing uniformly and orientation, change rheological property and the condensed state structure of melt extrusion, improve the moulding processability of polymer melt, improve the mechanical property of goods, can also reduce and extrude resistance simultaneously, enhance productivity.
2, in the crank connecting link scissoring vibration system due to extrusion molding apparatus provided by the invention, double vibrations vibration of bar frequency and amplitude can carry out regulation and control by the rotating speed of regulating motor, thereby can avoid high-frequency to cause the mechanics degraded of goods, can obtain by adjusting the polymer product of different orientation degree and shish-kebab structure again, to meet different instructions for uses.
3, owing between the extruder of polymer melt scissoring vibration extrusion molding apparatus provided by the invention and extruder head, check valve being installed, thereby not only the vibration of head section is unlikely to affect flowing of single screw extrusion machine screw portion melt, make fluidised form more stable, and can not flow backwards because the extruding of double vibrations vibration of bar makes polymer melt yet, affect extrusion efficiency.
4, extruder head and mouthful mould due to extrusion molding apparatus provided by the invention is the mode of removably connecting, and the suffered shear direction of melt is parallel with the melt flows direction again, thereby not only mouthful mould is changed conveniently, vibrating effect is good, and can also, only by the replacement port mould, just the Vibration Extrusion technology can be applied to the extruded product of different size and type.
The vibrating noise that the reciprocating motion of the double vibrations bar 5, driven due to toggle in extrusion molding apparatus provided by the invention produces is little, thereby device operates steadily, and noise pollution is little.
6, extrusion molding apparatus provided by the invention not only can be used as the new equipment of research actual machining process medium and low frequency scissoring vibration on the impact of polymer melt rheology behavior, also can be used as the process equipment of the high polymer goods that practicality is very strong.
The accompanying drawing explanation
The structural representation that Fig. 1 is polymer melt scissoring vibration extrusion molding apparatus provided by the invention.
The structural representation that Fig. 2 is the crank connecting link scissoring vibration system in polymer melt scissoring vibration extrusion molding apparatus provided by the invention.
Fig. 3 be under different screw HDPE 5000S apparent melt viscosity with the change curve of vibration frequency.
As shown in Figure 3, after scissoring vibration, the apparent viscosity of HDPE 5000S melt obviously reduces, and screw speed is lower, and oscillator field is larger on the impact of apparent melt viscosity.When rotating speed is 4r/min, apparent viscosity is reduced to 1963.4Pa.S from 2994.1Pa.S, and the maximum range of decrease is 34.42%.
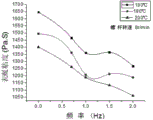
Fig. 4 be under different die temperatures HDPE 5000S apparent melt viscosity with the change curve of vibration frequency.
As shown in Figure 4, when die temperature is 180 ℃, 190 ℃ and 200 ℃, the maximum range of decrease of the apparent viscosity of HDPE5000S melt is respectively 19.83%, 15.86% and 16.85%.
The apparent viscosity that Fig. 5 is PP F401 melt under different screw is with the change curve of vibration frequency.
As shown in Figure 5, after scissoring vibration, the apparent viscosity of PP F401 melt obviously reduces.Along with vibration frequency increases, apparent viscosity reduced comparatively fast before this, after 1.0Hz, underspeeded and tended towards stability.Screw speed is lower, and oscillator field is larger on the impact of apparent melt viscosity, and when rotating speed is 4r/min, apparent viscosity is reduced to 1459.0Pa.S from 2179.5Pa.S, and the maximum range of decrease is 33.06%.
The apparent viscosity that Fig. 6 is PP F401 melt under different die temperatures is with the change curve of frequency.
As shown in Figure 6, when die temperature is 180 ℃, 190 ℃ and 200 ℃, the maximum range of decrease of the apparent viscosity of PP F401 melt is respectively 22.96%, 20.46% and 24.37%.
From Fig. 3~6, the apparent viscosity variation of polymer melt in the scissoring vibration field is all relevant with vibration frequency, die temperature and extruder screw rotating speed, apply the apparent melt viscosity of HDPE and PP after scissoring vibration obvious reduction is all arranged, the reduction of apparent viscosity is conducive to the dispersed of filler in the disentanglement of strand and orientation and polymer composites, in addition, apparent viscosity reduces, and the melt flows resistance reduces, and extrusion pressure reduces; When melt reaches identical apparent viscosity, required extrusion temperature also decreases.
Fig. 7 is that PP T30S is by the change curve of hot strength before and after polymer melt scissoring vibration extrusion molding apparatus Vibration Extrusion of the present invention.
Fig. 8 is that PP T30S is by the change curve of elongation at break before and after polymer melt scissoring vibration extrusion molding apparatus Vibration Extrusion of the present invention.
From Fig. 7, Fig. 8, the maximum elongation at break of PP T30S sample after scissoring vibration is extruded is 837%, the elongation at break (552%) of more conventional PP T30S style has improved 51.6%, hot strength is brought up to 41.53MPa from the 39.17MPa of conventional sample, and visible mechanical property especially elongation at break obtains more obviously promoting.
Fig. 9 is that PP T30S sample is by the petrographic microscope photo before and after polymer melt scissoring vibration extrusion molding apparatus Vibration Extrusion of the present invention, wherein a is the conventional sample without scissoring vibration, when b is vibration frequency F=2.0Hz the scissoring vibration extrusion molding PP T30S sample, when c is vibration frequency F=2.5Hz the scissoring vibration extrusion molding PP T30S sample.
As can be seen from Figure 9, after vibration, the crystallite dimension of sample obviously diminishes, and this explanation scissoring vibration extrusion molding after the match is conducive to the refinement of polymer crystal grain, thereby is conducive to the raising of sample fracture percentage elongation.
Figure 10 is that PLA routine when rotating speed is 2rpm is extruded and DSC correlation curve by polymer melt scissoring vibration extrusion molding apparatus Vibration Extrusion of the present invention.
As can be seen from Figure 10, the PLA(PLA) in vibration frequency, be 2.0Hz, screw speed is that 2rpm disappears at the cold crystallization peak while extruding, the degree of crystallinity of vibration sample significantly improves, rise to 38.03% of vibration sample from 2.69% of conventional sample, this explanation scissoring vibration can be accelerated the crystallization of PLA, thereby makes poly-lactic acid material present good mechanical performance, hot property and lower shrinkage, and heat distortion temperature increases.
The specific embodiment
Provide embodiment and polymer melt scissoring vibration extrusion molding apparatus provided by the invention is specifically described below in conjunction with accompanying drawing.Be necessary to be pointed out that at this following examples are only for the invention will be further described; can not be interpreted as limiting the scope of the invention; some nonessential improvement and adjustment that the professional and technical personnel in this field makes according to the content of the invention described above, still belong to protection scope of the present invention.
Embodiment
As shown in Figure 1, 2, the polymer melt scissoring vibration extrusion molding apparatus that the present embodiment provides, the extruder head 1 that comprise extruder 13, by ring flange, with extruder, connects, mouthful mould 12, stock mould 14, bosh 15, draw-gear 16, cutter sweep 17 and be arranged on the crank connecting link scissoring vibration system 18 of extruder head 1 top and the melt flow channel vibration cavity 2 in extruder head 1, wherein crank connecting link scissoring vibration system is to consist of toggle and double vibrations bar 3.
Toggle is again to consist of stepless speed-change motor 4, shaft coupling 5, crank 6, connecting rod 7 and piston 8, stepless speed-change motor 4 is connected with crank 6 by shaft coupling 5, connecting rod 7 one ends are connected with crank 6 with bolt by connecting rod cap, be placed with connecting rod bearing shell on the contact-making surface of connecting rod 7 and crank 6 and connecting rod cap and crank 6, the other end is connected with piston 8 by piston pin.
Be provided with check valve 10 between melt vibration cavity 2 in the melt flow channel 19 of extruder and extruder head, this check valve 10 is arranged in the check valve sleeve 11 that is interference fit with extruder head.
Mouth mould 12 before extruder head is comprised of mould suitable for reading and end opening mould, and is fixedly connected with extruder head with screw.
In polymer melt extrusion molding process, the molten polymer come by screw rod transmission in extruder barrel enters with extruder head and is the check valve in the check valve sleeve of interference fit through screen, flows in extruder head in the melt flow channel vibration cavity.The rotation of electrodeless variable-speed driven by motor crank, rotatablely moving of crank done straight reciprocating motion with connecting rod, and connecting rod carries out straight reciprocating motion with the double vibrations bar be connected with piston again in extruder head melt vibration cavity.The reciprocating motion of vibrating arm makes the polymer melt in the extruder head runner be subject to strong shear force, make the polymer molecule chain orientation or make the filler in polymer composites carry out dispersed and orientation, and then the polymer melt after scissoring vibration flows in the slit die of mould suitable for reading and end opening mould composition, flow out from slit die again, through typing, cooling, traction, cutting, become polymer sheet later.
In order to investigate the processing effect of polymer melt scissoring vibration extrusion molding apparatus provided by the invention, the present invention is by HDPE5000S, HDPE5000S/CF, PLA(PLA), the PLA/OMMT(organo montmorillonite) etc. polymeric system with this device, under different screw, different die temperature and different vibration frequency, extruded, then investigated apparent melt viscosity in the extrusion with the variation of vibration frequency, extrude before and after the variation of hot strength, elongation at break, crystallite dimension and degree of crystallinity, it the results are shown in Figure 3-10.Find that wherein the mechanical property raising is PLA/OMMT(5% the most significantly) system, this system mechanical performance data sees the following form, by following table known after apparatus of the present invention scissoring vibration is extruded hot strength, elongation at break and the elastic modelling quantity of sample all be improved.
Table
| Vibration frequency (Hz) | Hot strength (MPa) | Elongation at break (%) | Elastic modelling quantity (MPa) |
| 0 | 69.47 | 15.02 | 1503.34 |
| 0.7 | 77.02 | 20.28 | 1788.82 |
| 1.0 | 75.62 | 20.14 | 1752.26 |
| 1.5 | 76.66 | 20.27 | 1850.83 |
| 2.0 | 78.54 | 17.39 | 1897.51 |
Claims (8)
1. a polymer melt scissoring vibration extrusion molding apparatus, comprise extruder (13), the extruder head connected with extruder by ring flange (1), mouth mould (12), stock mould (14), bosh (15), draw-gear (16) and cutter sweep (17), characterized by further comprising the crank connecting link scissoring vibration system (18) and the interior melt flow channel vibration cavity (2) of extruder head (1) that are arranged on extruder head (1) top, wherein crank connecting link scissoring vibration system is to consist of toggle and double vibrations bar (3), double vibrations bar (3) is positioned at the through hole (9) of opening on extruder head (1), this through hole (9) connects with melt flow channel vibration cavity (2).
2. polymer melt scissoring vibration extrusion molding apparatus according to claim 1, it is characterized in that toggle is to consist of stepless speed-change motor (4), shaft coupling (5), crank (6), connecting rod (7) and piston (8), stepless speed-change motor (4) is connected with crank (6) by shaft coupling (5), connecting rod (7) one ends are connected with crank (6) by connecting rod cap, and the other end is connected with piston (8).
3. according to the described polymer melt scissoring vibration of claim 1 or 2 extrusion molding apparatus, it is characterized in that double vibrations bar (3) is 2~6, each double vibrations bar (3) connects with piston (8) corresponding in toggle respectively, and its termination is stretched in the melt flow channel vibration cavity (2) in extruder head through the through hole (9) on extruder head.
4. according to the described polymer melt scissoring vibration of claim 1 or 2 extrusion molding apparatus, it is characterized in that being provided with check valve (10) between the melt flow channel vibration cavity (2) in the melt flow channel (19) of extruder and extruder head, this check valve (10) is arranged in the check valve sleeve (11) that is interference fit with extruder head.
5. polymer melt scissoring vibration extrusion molding apparatus according to claim 3, it is characterized in that being provided with check valve (10) between the melt flow channel vibration cavity (2) in the melt flow channel (19) of extruder and extruder head, this check valve (10) is arranged in the check valve sleeve (11) that is interference fit with extruder head.
6. according to the described polymer melt scissoring vibration of claim 1 or 2 extrusion molding apparatus, it is characterized in that being provided with sintered metal powder bearing (20) in the through hole (9) on extruder head top, this sintered metal powder bearing (20) is interference fit with through hole (9), with double vibrations bar (3), is matched in clearance.
7. polymer melt scissoring vibration extrusion molding apparatus according to claim 3, it is characterized in that being provided with sintered metal powder bearing (20) in the through hole (9) on extruder head top, this sintered metal powder bearing (20) is interference fit with through hole (9), with double vibrations bar (3), is matched in clearance.
8. polymer melt scissoring vibration extrusion molding apparatus according to claim 5, it is characterized in that being provided with sintered metal powder bearing (20) in the through hole (9) on extruder head top, this sintered metal powder bearing (20) is interference fit with through hole (9), with double vibrations bar (3), is matched in clearance.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310325886.2A CN103419349B (en) | 2013-07-30 | 2013-07-30 | Polymer melt shear vibration extrusion molding apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201310325886.2A CN103419349B (en) | 2013-07-30 | 2013-07-30 | Polymer melt shear vibration extrusion molding apparatus |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103419349A true CN103419349A (en) | 2013-12-04 |
| CN103419349B CN103419349B (en) | 2015-08-26 |
Family
ID=49644962
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201310325886.2A Active CN103419349B (en) | 2013-07-30 | 2013-07-30 | Polymer melt shear vibration extrusion molding apparatus |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN103419349B (en) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104833613A (en) * | 2015-05-11 | 2015-08-12 | 广东工业大学 | Capillary tube orifice mold and method for measuring rheological characteristics of polymer under ultrasonic vibration condition |
| CN107199684A (en) * | 2017-04-28 | 2017-09-26 | 青岛科技大学 | A kind of rubber Dynamic Extrusion shaped device and method |
| CN110202772A (en) * | 2019-07-19 | 2019-09-06 | 四川大学 | Hydraulic vibration disentanglement device |
| CN110561647A (en) * | 2019-09-12 | 2019-12-13 | 四川大学 | Disentanglement device for combining polymer ultrasonic vibration and disc shearing |
| CN110746619A (en) * | 2019-10-31 | 2020-02-04 | 四川大学 | Ultrasonic vibration rotary shearing and disentangling device |
| CN110920027A (en) * | 2019-12-21 | 2020-03-27 | 青岛科技大学 | Polymer dynamic fluidity detection vibration device and detection method |
| CN111844686A (en) * | 2020-07-21 | 2020-10-30 | 四川大学 | Ultrahigh molecular weight polyethylene plasticizing extrusion device and extrusion method |
| CN113764130A (en) * | 2021-09-06 | 2021-12-07 | 安徽国信电缆科技股份有限公司 | Environment-friendly cable for solar photovoltaic system |
| CN115195058A (en) * | 2022-07-22 | 2022-10-18 | 广东轻工职业技术学院 | High-speed crankshaft vibration injection molding device |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3923439A (en) * | 1972-10-10 | 1975-12-02 | Western Electric Co | System for controlling the eccentricity of an extruded article |
| JPH06170925A (en) * | 1992-12-08 | 1994-06-21 | Ube Ind Ltd | Changing method of color and material for alow molding machine |
| JPH06278191A (en) * | 1993-03-29 | 1994-10-04 | Unie Plus Kk | Filter device for extrusion molding machine |
| CN2889695Y (en) * | 2006-04-03 | 2007-04-18 | 四川大学 | Device capable of simultaneously obtaining circumferential and axial self-reinforced plastic tube |
| CN200967270Y (en) * | 2006-04-25 | 2007-10-31 | 杨峥雄 | Mechanical dynamic extrusion machine |
| CN101947846A (en) * | 2010-09-16 | 2011-01-19 | 大连理工大学 | Ultrasonic vibration microtube extrusion mould |
| CN203527847U (en) * | 2013-11-11 | 2014-04-09 | 四川大学 | Polymer melt scissoring vibration extrusion forming device |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN201947846U (en) * | 2010-04-13 | 2011-08-31 | 任心民 | Energy-saving bidirectional total radiation sounder for ultrasonic mice and insect expelling device |
-
2013
- 2013-07-30 CN CN201310325886.2A patent/CN103419349B/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3923439A (en) * | 1972-10-10 | 1975-12-02 | Western Electric Co | System for controlling the eccentricity of an extruded article |
| JPH06170925A (en) * | 1992-12-08 | 1994-06-21 | Ube Ind Ltd | Changing method of color and material for alow molding machine |
| JPH06278191A (en) * | 1993-03-29 | 1994-10-04 | Unie Plus Kk | Filter device for extrusion molding machine |
| CN2889695Y (en) * | 2006-04-03 | 2007-04-18 | 四川大学 | Device capable of simultaneously obtaining circumferential and axial self-reinforced plastic tube |
| CN200967270Y (en) * | 2006-04-25 | 2007-10-31 | 杨峥雄 | Mechanical dynamic extrusion machine |
| CN101947846A (en) * | 2010-09-16 | 2011-01-19 | 大连理工大学 | Ultrasonic vibration microtube extrusion mould |
| CN203527847U (en) * | 2013-11-11 | 2014-04-09 | 四川大学 | Polymer melt scissoring vibration extrusion forming device |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104833613A (en) * | 2015-05-11 | 2015-08-12 | 广东工业大学 | Capillary tube orifice mold and method for measuring rheological characteristics of polymer under ultrasonic vibration condition |
| CN107199684A (en) * | 2017-04-28 | 2017-09-26 | 青岛科技大学 | A kind of rubber Dynamic Extrusion shaped device and method |
| CN107199684B (en) * | 2017-04-28 | 2022-09-06 | 青岛科技大学 | Dynamic extrusion molding device and method for rubber |
| CN110202772A (en) * | 2019-07-19 | 2019-09-06 | 四川大学 | Hydraulic vibration disentanglement device |
| CN110202772B (en) * | 2019-07-19 | 2024-04-26 | 四川大学 | Hydraulic vibration disentanglement device |
| CN110561647B (en) * | 2019-09-12 | 2020-06-12 | 四川大学 | Disentanglement device for combining polymer ultrasonic vibration and disc shearing |
| CN110561647A (en) * | 2019-09-12 | 2019-12-13 | 四川大学 | Disentanglement device for combining polymer ultrasonic vibration and disc shearing |
| CN110746619B (en) * | 2019-10-31 | 2020-07-31 | 四川大学 | Ultrasonic vibration rotary shearing and disentangling device |
| CN110746619A (en) * | 2019-10-31 | 2020-02-04 | 四川大学 | Ultrasonic vibration rotary shearing and disentangling device |
| CN110920027A (en) * | 2019-12-21 | 2020-03-27 | 青岛科技大学 | Polymer dynamic fluidity detection vibration device and detection method |
| CN111844686A (en) * | 2020-07-21 | 2020-10-30 | 四川大学 | Ultrahigh molecular weight polyethylene plasticizing extrusion device and extrusion method |
| CN113764130A (en) * | 2021-09-06 | 2021-12-07 | 安徽国信电缆科技股份有限公司 | Environment-friendly cable for solar photovoltaic system |
| CN113764130B (en) * | 2021-09-06 | 2023-12-19 | 安徽国信电缆科技股份有限公司 | Environment-friendly cable for solar photovoltaic system |
| CN115195058A (en) * | 2022-07-22 | 2022-10-18 | 广东轻工职业技术学院 | High-speed crankshaft vibration injection molding device |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103419349B (en) | 2015-08-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103419349B (en) | Polymer melt shear vibration extrusion molding apparatus | |
| CN105711094B (en) | A kind of 3 D-printing method | |
| CN101337425B (en) | Preparation method and device of high performance polymers pipes | |
| CN203527847U (en) | Polymer melt scissoring vibration extrusion forming device | |
| CN104015372A (en) | Production process and device of expanded polytetrafluoroethylene board | |
| CN103448228B (en) | The technique of the continuously extruded preparation microporous pipe of a kind of polymeric powder semi-molten | |
| CN103921391B (en) | Vibration Injection Molding forming machine and application thereof | |
| CN206217134U (en) | The extrusion neck ring mold that ultrasonic vibration acts synergistically with Uniform Tension stress | |
| CN101973125A (en) | Mould and method for manufacturing fracture internal fixation member | |
| CN105885406A (en) | High-strength and high-toughness modified nylon 66 composite material and preparation method thereof | |
| CN102358022B (en) | Polymer material pipe single-screw continuous extrusion forming cylinder forming method and forming device thereof | |
| CN102504382A (en) | Production process of nanometer modified superhigh-molecular-weight polyethylene wear-resisting pipe | |
| CN112140500A (en) | Polyamide hot melt adhesive rod manufacturing process | |
| CN205148865U (en) | A double screw extruder for production of polyethylene foam sheet | |
| CN214726361U (en) | Pin cold feed extruder of adjustable pin length | |
| CN103394542B (en) | Rare earth magnesium alloy extrusion method | |
| CN206663757U (en) | A kind of dynamic tri-screw extruder prepared for nylon | |
| CN106398148B (en) | A kind of alignment state polylactic acid section bar | |
| CN1287915A (en) | Method for improving processing performance of linear low density polyethylene | |
| CN208343419U (en) | A kind of macromolecule twin (double) screw extruder | |
| CN208682071U (en) | A kind of extrusion equipment for the UHMWPE tubing directly extruding best bright finish | |
| CN102582085A (en) | Polyethylene self-reinforced composite material and preparation method thereof | |
| CN203093022U (en) | Screw for double-screw extruder for producing antiseptic powder coating | |
| CN204773474U (en) | American plastic profile's extrusion tooling | |
| CN218944978U (en) | Premix device for fiber spinning |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant |