CN103119388A - 换热器穿孔翅片 - Google Patents
换热器穿孔翅片 Download PDFInfo
- Publication number
- CN103119388A CN103119388A CN2010800693344A CN201080069334A CN103119388A CN 103119388 A CN103119388 A CN 103119388A CN 2010800693344 A CN2010800693344 A CN 2010800693344A CN 201080069334 A CN201080069334 A CN 201080069334A CN 103119388 A CN103119388 A CN 103119388A
- Authority
- CN
- China
- Prior art keywords
- plate
- fin
- heat exchanger
- perforation
- wing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
- F28F3/08—Elements constructed for building-up into stacks, e.g. capable of being taken apart for cleaning
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D9/00—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
- B21D53/022—Making the fins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
- B21D53/04—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers of sheet metal
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25J—LIQUEFACTION, SOLIDIFICATION OR SEPARATION OF GASES OR GASEOUS OR LIQUEFIED GASEOUS MIXTURES BY PRESSURE AND COLD TREATMENT OR BY BRINGING THEM INTO THE SUPERCRITICAL STATE
- F25J5/00—Arrangements of cold exchangers or cold accumulators in separation or liquefaction plants
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25J—LIQUEFACTION, SOLIDIFICATION OR SEPARATION OF GASES OR GASEOUS OR LIQUEFIED GASEOUS MIXTURES BY PRESSURE AND COLD TREATMENT OR BY BRINGING THEM INTO THE SUPERCRITICAL STATE
- F25J5/00—Arrangements of cold exchangers or cold accumulators in separation or liquefaction plants
- F25J5/002—Arrangements of cold exchangers or cold accumulators in separation or liquefaction plants for continuously recuperating cold, i.e. in a so-called recuperative heat exchanger
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D9/00—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D9/0062—Heat-exchange apparatus having stationary plate-like or laminated conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits for one heat-exchange medium being formed by spaced plates with inserted elements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F13/00—Arrangements for modifying heat-transfer, e.g. increasing, decreasing
- F28F13/18—Arrangements for modifying heat-transfer, e.g. increasing, decreasing by applying coatings, e.g. radiation-absorbing, radiation-reflecting; by surface treatment, e.g. polishing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
- F28F3/02—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
- F28F3/02—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations
- F28F3/025—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations the means being corrugated, plate-like elements
- F28F3/027—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations the means being corrugated, plate-like elements with openings, e.g. louvered corrugated fins; Assemblies of corrugated strips
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25J—LIQUEFACTION, SOLIDIFICATION OR SEPARATION OF GASES OR GASEOUS OR LIQUEFIED GASEOUS MIXTURES BY PRESSURE AND COLD TREATMENT OR BY BRINGING THEM INTO THE SUPERCRITICAL STATE
- F25J2290/00—Other details not covered by groups F25J2200/00 - F25J2280/00
- F25J2290/12—Particular process parameters like pressure, temperature, ratios
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4935—Heat exchanger or boiler making
- Y10T29/49366—Sheet joined to sheet
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
- Separation By Low-Temperature Treatments (AREA)
Abstract
一种板翅式换热器包括折叠翅板,该折叠翅板包括翅片,其中,当翅板处于未折叠状态时,这样的多个穿孔以平行的行定位在这种翅板上,翅板上的这样的平行穿孔行包括平行穿孔行之间的第一间距(S1)、平行穿孔行内的顺次穿孔之间的第二间距(S2)、相邻的平行穿孔行中的穿孔之间的第三间距(或偏移)(S3)、以及穿孔直径(D),其中平行穿孔行之间的第一间距与穿孔直径之比(S1/D)在0.75至2.0的范围内,并且其中翅片与平行穿孔行之间的角度小于或等于5度(≤5°)。
Description
背景技术
板翅式换热器一般用于出于加热、冷却、煮沸、蒸发或冷凝工艺流的目的而在工艺流之间换热。这些换热器中的工艺条件可包括单相或两相流动和传热。虽然一些板翅式交换器仅包含两股流,但另一些在多组板翅通路中包含多股流。单独的流可使用喷嘴和集管(header)供给到换热器中和从换热器收回。每一股流均流入在相邻的板翅通路列内配置的具体板翅通路中。单独的板翅通路被包含在多对分隔板之间,这些分隔板由翅片间隔开并且板翅通路由侧杆和端杆包封在外周上,因此它们可彼此隔离并可包含感兴趣的流体。当处于不同温度的流在彼此相邻的板翅通路中流动时,它们通过称为主传热表面的分隔板以及称为二级传热表面的分离它们的翅片支腿而换热。
板翅式交换器可通过使用诸如平面、穿孔、锯齿形和波状的许多不同类型的翅片而形成。本发明的一个实施例涉及已在行业内但以低效方式采用的穿孔翅片。根据本发明的具有穿孔翅片的板翅式换热器特别适用于诸如空气分离的低温工艺,不过这些板翅式换热器可用于其它传热工艺中。
当流或流体进入板翅式换热器通道时,它由于公知的入口效应而呈现高传热系数。在入口效应后,流或流体将迅速达到传热系数低得多的稳态条件。特别是当流动的特征为处于紊流状态或者处于层流状态与紊流状态之间的过渡状态时,已知邻近流体沿其流动的所有表面形成层状和粘性边界层。总体效果是降低这种交换器中的平均传热系数。通过以各种手段(例如在翅片中引入穿孔或锯齿形)定期扰动该边界层,至少可部分地逆转该较低传热系数状态。在翅片中引入穿孔或锯齿形将提高传热性能,然而,这种引入还将增大压力损失,且因此翅片中的穿孔或锯齿形的几何形状和布置对于实现改善的性能而言至关重要。这在穿孔翅片的情形中特别重要,因为虽然它们扰动流动而引起穿孔附近的局部传热系数的增大,但在翅片中引入穿孔还引起否则将有益于从换热器的总体传热的、来自原材料的表面积的损失。而且,例如呈穿孔形式的金属的移除会大大降低剩余材料的强度。因此,通过使用穿孔翅片来改善板翅式换热器的性能的问题是复杂的,并且对于组织使用此类穿孔来实现改善的性能的几何形状和布置而言特别重要。
过去,与板翅式换热器有关的出版物提供了对总体几何形状和用于制造板翅式换热器的基本方法的综述。虽然这些出版物说明了板翅式换热器的许多构件、它们彼此的关系、以及如何将它们装配并钎焊在一起,但这些出版物对可用于此类板翅式换热器中的穿孔翅片的描述很简要。甚至在公开了一些微小细节的案例中,这些出版物简直未能说明供使用的任何优选的几何形状和图案。
例如,住友精密工业株式会社(Sumitomo Precision Products,SPP)的堀田省三(Shozo Hotta)在1997年6月22至27日于美国犹他州斯诺伯德的壁宿和会议中心(Cliff Lodge and Conference Center)召开的国际加工行业大会(International Conference for the Process Industries)的会议记录“Compact Heat Exchangers for the Process Industries”的“Aluminum Brazed Plate Fin Heat Exchangers for Process Industries”这一章节(由R.K. Shah编辑)中,公开了对此类换热器的主要供应商SPP的板翅式换热器的综述。具体而言,这一参考文献的第181页的图4提供了包括穿孔翅片的普通翅片类型的照片证据。如其中描述和教导的,通过相对于平板上的穿孔的长轴以某一较大角度折叠带有规则穿孔的小圆孔洞或穿孔的板来形成穿孔翅片。然而,未呈现进一步的细节。
为了使总成本最小化,该制造方法在行业内非常普遍。少数标准穿孔板材可用来生产带有不同尺寸的广泛的成品翅片。然而,这种制造穿孔翅片的方法引起翅片上穿孔的不规则布置,从而导致穿孔翅片的较差性能。
授予Sunder等人的标题为“Plate Fin Exchangers with Textured Surfaces”的美国专利No. 6,834,515 B2也公开了各种穿孔翅片。Sunder的专利教导了使用表面纹理来提高其它穿孔翅片的性能。Sunder的专利的图2B示出了沿翅片的顶部和侧面带有一行穿孔的示例性翅片,其中穿孔侧向对齐。Sunder的专利的示例1陈述了,穿孔翅片具有约10%的开口面积。然而,未提供与穿孔有关的其它细节。
授予Hendrix的标题为“Heat Exchanger for Electronics Cabinet”的美国专利No. 5,603,376描述了一种用于在防风雨、密封的电子元件箱柜与外部环境之间的被动换热的换热器。Hendrix的专利的图2示出其中包含有穿孔25的发热侧翅片21。Hendrix的专利教导了,通过将穿孔的板材打褶或折叠而形成翅片21。据称穿孔垂直于折叠方向。Hendrix的专利的图2示出了,穿孔是沿翅片21的侧面的单行穿孔,然而,在将形成波纹的波谷或波峰的下侧并未示出穿孔。此外,Hendrix的专利未提供与穿孔位置有关的教导。
在Y. Zhu和Y. Li于2008年11月在杂志《Journal of Heat Transfer》上发表的论文“Three-dimensional numerical simulation on the laminar flow and heat transfer in four basic fins of plate-fin heat exchangers”(vol. 130, 111801-1至8)中,公开了关于四个样品(平面翅片、穿孔翅片、条纹偏移翅片(其为锯齿形翅片的另一术语)和波状翅片)的性能来进行基于计算机流体力学(CFD)的计算。Zhu和Li的论文列举了自他们首次介绍以来已出现的关于紧凑式换热器的许多主要出版物,并且反复声明,“据作者所知,穿孔翅片中的完整三维流动和传热在文献中受到的关注不足”。
这种声明意义重大并且看上去支持且引向申请人的结论,即,在本领域中关于穿孔翅片所已知的并不是最佳的。
作为对比四种类型的翅片的一部分,Zhu和Li的论文的作者对一种具体的示例性穿孔翅片几何形状进行了CFD计算。为了保持计算规格和时间合理,作者仅介绍如该论文第2页的图2a和2b中所示的最少重复结构。为穿孔翅片建模的截面代表翅片的波长(wavelength)的一半,该波长包括各顶部和底部翅片长度的一半和一个完整翅片高度。这些又包括顶部和底部上的一系列半穿孔以及遍及流程长度的翅片高度上的一系列完整穿孔。还如图1D中所示,完整结构恰好对应于沿着各翅片通道的顶部、底部和侧面沿流程长度的一行穿孔,其全部侧向对齐。穿孔的直径如表1中所示为0.8mm,并且沿翅片的穿孔的中心间距看上去为约1.4mm,如可从图6C和图7C推定的。该穿孔频度代表仅仅板翅通路侧面上的约16%开口面积(即,Zhu和Li的论文未计算或考虑翅片的顶部或底部上的穿孔来确定开口面积,因为翅片的顶部和底部上的翅片穿孔被分隔板覆盖)。该开口面积的确定在说明书中在表1中以列示出。这种图案将在平穿孔板成型为翅片之前在其上算出大约20%开口面积。看上去该几何形状代表作者选择在不关于他们可能认为优选哪些穿孔图案和几何形状进行指示或教导的情况下建模的典型情形。
因此,上述一个具体示例性穿孔翅片几何形状仅为作者用来与四种类型的翅片(平面、穿孔、条纹偏移和波状类型)进行比较的典型穿孔翅片。作者建模的图案和几何形状不同于在本申请下教导的那些。
总之,在与用于板翅式交换器中的穿孔翅片的几何形状有关的细节中概述了与穿孔翅片有关的现有技术说明。并且,即使在引用几何形状的方面例如开口面积时,也不存在对如何定位穿孔或如何选择穿孔的最佳几何形状以获得最佳性能使得可使板翅式换热器的总体资金和操作成本最小化的教导。
希望提高板翅式换热器的效率并改善其性能。
还希望改善板翅式交换器的板翅通路内的单相流的紊流特性,以便提高传热效率。
进一步希望具有呈现用于低温应用(例如用于空气分离中的那些)和用于其它传热应用的高性能特性的板翅式交换器。
进一步希望具有利用比以前公开的交换器更紧凑和/或更有效的板翅式交换器的更有效的空气分离工艺。
进一步希望具有使换热器的尺寸、重量和/或成本最小化的板翅式交换器设计,该设计将使得空气分离工艺更有效和/或每单位量所生产产品更加便宜。
还进一步希望具有一种用于装配板翅式换热器的方法,该板翅式换热器使用带穿孔图案和提供比以前公开的翅片更佳的性能的几何形状的翅片,且其克服了以前公开的翅片的缺点以提供更好和更有利的结果。
发明内容
所公开的实施例通过提供用于在板翅式换热器中使用的翅片穿孔的新颖图案和新颖几何形状以在允许的压降约束内使总体传热性能最大化来满足本领域中的需求。翅片穿孔的此类新颖图案和新颖几何形状优于以前公开的翅片图案和几何形状的益处包括:(1)体积的显著减小;(2)传热效率的显著提高;(3)压降损失的显著减小;或者(4)因素(1)至(3)的某种明智组合,使得换热器系统的总体资金和操作成本降低,从而还降低利用这种换热器系统的工艺的资金和操作成本。
虽然本文包含的所公开实施例主要针对简易翅片,其中流动大部分平行于翅片流动通道,但这些教导也可适用于分配翅片,其同时执行一些传热功能且其中流动主要但不唯一地平行于翅片流动通道。本文公开的实施例特别适合于以下应用:其中,流体流在例如包含带有本文公开的穿孔图案和几何形状的翅片通道的板翅式交换器的板翅通路内至少80%的流程长度上、更优选地至少90%的流程长度上、且最优选地100%的流程长度上经历传热,而没有任何相变。
在第一实施例中,公开一种板翅式换热器,其包括:折叠翅板,包括具有高度、宽度和长度的翅片,该折叠翅片定位在第一分隔板与第二分隔板之间;以及第一侧杆和第二侧杆,其中第一侧杆定位在第一分隔板与第二分隔板之间并与折叠翅板的第一侧相邻,并且其中第二侧杆定位在第一分隔板与第二分隔板之间并与折叠翅板的第二侧相邻,从而形成板翅通路的至少一部分;其中,翅板包括多个穿孔,当翅板处于未折叠状态时,这样的多个穿孔以平行的行定位在这种翅板上,翅板上的这样的平行穿孔行包括平行穿孔行之间的第一间距(S1)、平行穿孔行内的顺次穿孔之间的第二间距(S2)、相邻的平行穿孔行中的穿孔之间的第三间距(或偏移)(S3)、以及穿孔直径(D),其中平行穿孔行之间的第一间距与穿孔直径之比(S1/D)在0.75至2.0的范围内,并且其中翅片与平行穿孔行之间的角度小于或等于5度(≤5°)。
在第二实施例中,公开一种用于在根据第一实施例的板翅式换热器中的至少两股流之间换热的工艺,其中至少一股流在板翅通路的至少80%的长度上经历传热而没有相变,并且其中该至少一股流的雷诺数在800至100,000的范围内且更优选地在1,00至10,000的范围内。
在第三实施例中,公开一种利用根据第一实施例的板翅式换热器的用于通过低温蒸馏来从空气分离氮、氧和/或氩的工艺,其中至少一股流在板翅通路的至少80%的长度上、更优选地在板翅通路的至少90%的长度上、且最优选地在板翅通路的100%的长度上经历传热而没有相变。
在第四实施例中,公开一种用于制造板翅式换热器的方法,该方法包括以下步骤:提供至少一个穿孔板,该至少一个穿孔板包括以平行的行布置的多个穿孔,其中穿孔板上的这样的平行穿孔行包括平行穿孔行之间的第一间距(S1)、平行穿孔行内的顺次穿孔之间的第二间距(S2)、相邻的平行穿孔行中的穿孔之间的第三间距(或偏移)(S3)、以及穿孔直径(D),其中,平行穿孔行之间的第一间距与穿孔直径之比(S1/D)在0.75至2.0的范围内;将该至少一个穿孔板折叠成翅片以形成折叠穿孔板,使得翅片与平行穿孔行之间的角度小于或等于5度(≤5°);将第一侧杆定位成与该至少一个折叠穿孔板的第一侧相邻,第二侧杆与该至少一个折叠穿孔板的第二侧相邻,第一分配翅片与该至少一个折叠穿孔板的第一端相邻,第二分配翅片与该至少一个折叠穿孔板的第二端相邻,第一端杆与第一分配翅片相邻,并且第二端杆与第二分配翅片相邻,以形成初步板翅通路;将步骤(c)的初步板翅通路安设在第一分隔板与第二分隔板之间,从而在二者之间形成板翅通路;将步骤(d)的板翅通路与其它板翅通路合并,以形成板翅式换热器;以及钎焊板翅式换热器。
附图说明
当结合附图阅读时,会更好地理解前面的概述及以下对示例性实施例的详细描述。出于说明实施例的目的,在附图中示出示例性结构;然而,本发明并不限于所公开的具体方法和工具。在附图中:
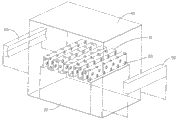
图1是根据本发明的一个实施例的带翅片的板翅式换热器的基本元件或子组件的分解透视图,翅片具有穿孔图案和几何形状;
图2是示出在平整板成型为根据本发明的翅片之前在其上的穿孔图案的实施例的示意图;以及
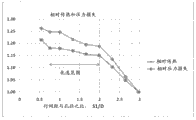
图3是作为S1/D的函数示出穿孔翅片的相对传热和压力损失性能的曲线图,指出了优选范围。
具体实施方式
本发明的一个实施例涉及在板翅通路的至少一部分中包括穿孔翅片的板翅式交换器、以及用于装配此类板翅式交换器的方法。使用平穿孔板来装配穿孔翅片。所形成的翅片与平板上的穿孔图案具有特殊关系。虽然一些板翅通路具有上述翅片,但另一些板翅通路可具有不同类型的翅片,包括例如平面、穿孔、条纹偏移和波浪类型。包括此类穿孔翅片的板翅式换热器特别适用于诸如空气分离的低温工艺中,不过它们也可用于其它传热工艺中。
参照图1,本发明的板翅式换热器包括若干板翅通路,其中一些通过将至少一个翅板10安设在分隔板或板30、40、侧杆50、60、分配翅片(未示出但在本领域中一般是公知的)和端杆(未示出但在本领域中一般是公知的)之间而形成。这些板翅通路在此类板翅通路的至少一部分中包括穿孔20的特殊图案。
在成型为如图1中所示的翅板10之前,翅板10是由诸如铝、铜的金属、另一种合金、或者用于制造翅片的本领域中已知的任何其它导热材料制成的平整板。如图2中所示,平整翅板10包括穿孔20。平整板具有特殊穿孔图案,包括若干平行的穿孔行100、200、300,其中各平行的行100、200、300包括:穿孔1A、1B、1C;2A、2B、2C;以及3A、3B、3C。在一个实施例中,当平整板被折叠而形成如图1中所示的翅板10时,穿孔行1A、1B、1C;2A、2B、2C;以及3A、3B、3C将沿与翅片的期望方向平行的方向对齐。当采用翅片为简易翅片时,流动的名义流线将如图2中所示平行于穿孔的方向。
如图2中所示,穿孔具有直径(D)。将平行的穿孔行100、200、300之间的间距标为S1,而将随后的穿孔之间(即穿孔2A和2B之间)沿流的流动方向的间距标为S2。将相邻的平行的行100、200、300中的穿孔之间(即2A和3A之间)的偏移标为S3。
在一个实施例中,申请人意外地发现,当把以下参数保持在以下范围内时,板翅式换热器与未相应设计的传统换热器相比呈现更高的效率并改善了性能:(1)穿孔直径D在1mm至4mm的范围内;(2)开口面积在5%至25%的范围内;(3)比率S3/S2在0.25至0.75的范围内;(4)以及比率S1/D在0.75至2.0的范围内、最优选地在0.75至1.0的范围内。
在最优选的布置/实施例中,流体流动方向平行于平行穿孔行100、200、300,但在优选的布置/实施例中,流体流动方向在平行穿孔行100、200、300的方向的5度(5%)以内。这意味着,当翅片成型时,翅板10应该被折叠成使得翅片折痕与这些平行穿孔行100、200、300之间的角度小于或等于5度,而最优选的布置是这种角度为零度(0°)。
翅板10可包括如图1和图2中所示为圆形的穿孔20,然而,本领域的技术人员将认识到,也可使用非圆形穿孔,包括但不限于椭圆、矩形、平行四边形的形状以及其它此类形状的穿孔。
在又一实施例中,偏移穿孔行的布置将如图2中所示每两行重复(即,行100应该类似于行300、500(未示出)、700(未示出)等偏移)。此外,当平穿孔板在翅片成型操作中被折叠成翅片时,在成品翅板10上得到的穿孔结构往往由于材料如何在翅片成型模(finning die)中流动的机械细节而具有复杂的关系。在一个实施例中,平整板被折叠成使得成品翅板10上的穿孔图案在包含此类穿孔翅片的换热器板翅通路的至少百分之五十(50%)中、更优选地在板翅通路的至少百分之八十(80%)中、且最优选地在板翅通路的百分之百(100%)中至少每十个(10)翅片波长重复一次且更优选地至少每五个(5)翅片波长重复一次。
在又一实施例中,表面纹理可在材料被折叠成翅片之前被施加至穿孔板,如由授予Sunder等人的标题为“Plate Fin Exchangers with Textured Surfaces”的美国专利No. 6,834,515 B2所教导的,该美国专利通过引用而整体并入。备选地,表面纹理可在从平穿孔板形成翅片的过程中形成。
本文所述的实施例适合于板翅式换热器,其中翅片的至少一部分具有在0.25英寸至1英寸(0.635厘米至2.54厘米)的范围内、更优选地在0.40英寸至0.75英寸(1.016厘米至1.905厘米)的范围内、且最优选地在0.5英寸至0.6英寸(1.27厘米至1.524厘米)的范围内的高度。这些实施例有利地在此类板翅通路中的流体流动条件处于层流状态和紊流状态之间的过渡状态下或处于紊流状态下时适用。这可表达为800至100,000的雷诺数(Reynold Number)范围且更优选地1,000至10,000的范围。雷诺数计算如下:Re = ρVD/μ,其中,Re=雷诺数;ρ=流体密度;V=流体速度;μ=流体粘度;D = 4A/P;A=流体流截面积;并且P=流体流周长。
对于板翅通路,通常基于单独的板翅通路来计算液压直径D,并且当前的计算基于使用金属基板,而不针对穿孔对A(流体流截面积)和P(流体流周长)的贡献来对穿孔进行调节。
本发明的实施例具有显著价值,因为板翅式换热器可制成为比常规的板翅式交换器更紧凑,因此,节省了诸如空气分离设备的设备的合并资金和操作成本。
示例1
为了更好地理解翅片几何形状内的穿孔的影响,使用计算机流体力学(CFD)来解答若干样本问题。在使用这种技术时,通常将计算约束为某种重复结构,以便限制该问题的计算规格。但是,当我们试图量化具体穿孔图案的影响时,换热器的总体几何形状非常复杂,即使当我们将该问题限制为板翅通路内的单个子通道时。出于该原因,使用不同类型的近似。
在大多数板翅式交换器中,二级表面积往往是总面积的主要部分。如上所述,这是由跨越并分离代表主表面积的分隔板或板30、40的翅片支腿所代表的面积。为了理解穿孔的定位的效果,对两个无限平行板的典型周期面积(periodic area)建模,以量化当空气在它们之间流动时发生的传热和压力损失。平整板上的穿孔的总体方案在图2中示出。
示例1涉及用于传热和/或分配目的的简易翅片,其中,如上所述,流动方向如图2中所示大致平行于翅片方向。
使用CFD来解答一些示例性案例,其中使各种间距(S1、S2和S3)变化,而保持穿孔的直径(D)和总开口面积恒定。具体而言,使间距S1和S2同时变化,而将偏移S3设定为等于间距S3的一半。在这些示例性案例中,仅存在一个独立的参数,并且结果在表1中列出且在图3中示出。
表1
| 参数 | S1/S2 | S1/D | 相对传热 | 相对压力损失 |
| 案例 1 | 0.037 | 0.5417 | 1.2626 | 1.2140 |
| 案例 2 | 0.071 | 0.7500 | 1.2469 | 1.1806 |
| 案例 3 | 0.127 | 1.0000 | 1.2465 | 1.1789 |
| 案例 4 | 0.224 | 1.3292 | 1.2162 | 1.1689 |
| 案例 5 | 0.348 | 1.6583 | 1.1951 | 1.1554 |
| 案例 6 | 0.500 | 1.9875 | 1.1881 | 1.1505 |
| 案例 7 | 0.679 | 2.3167 | 1.1347 | 1.1031 |
| 案例 8 | 0.886 | 2.6458 | 1.0632 | 1.0483 |
| 案例 9 | 1.120 | 2.9750 | 1.0000 | 1.0000 |
示例性计算示出了仅通过改变穿孔的图案而获得的压力损失和传热率的相对值。在相对于当间距与穿孔尺寸的比率约为3时出现的值来按比例调整之后,绘制示例性数据。当该比率降低至约2时,发生传热的显著改善。如在表1中指出,传热的增加高于对应的压力损失的增加。因此,以2的比率设计的换热器可为以3的比率设计的换热器的约1/1.2那么短,而总体压力损失也将更低。这是长度和因此体积的显著减小。如果该比率减小到2以下,则改善继续且在0.75与1之间的比值之间获得特别好的值。在该比率范围内,存在系数为约1.25的传热改善。所需的长度或体积将是该比率的倒数,即0.80或百分之八十(80%)。这代表百分之二十(20%)的实质尺寸减小,而压力损失也将减小至1.18/1.25的比率,其等于0.94或百分之九十四(94%)。因此,可存在百分之二十(20%)的长度或体积减小,同时还存在百分之六(6%)的压力损失减小。
这些是可以通过以前不了解或未公开的如文中公开地布置穿孔位置而获得的显著改进。事实上,通过明确的表述、暗示或者说明,一些以前的公开内容背离这种布置进行教导。如图3中所示,从0.75至2.0的比率范围是优选的,其中从0.75至1.0的范围是特别优选的。
示例2
示例2示出使用本文包含的教导而获得的示例性改进。如上所述,与板翅式换热器中的穿孔翅片有关的传统教导并未说明如本文概述的优选几何形状或穿孔图案。然而,上文引用的Zhu等人的CFD论文确实研究了具体穿孔翅片与诸如平面、锯齿形和波状翅片的其它形式相比的效果。本例通过以与在示例1中所述相同的方式应用在Zhu等人的CFD论文中使用的穿孔图案而产生。
平板上的穿孔图案在被折叠成翅片之前的参数如下:穿孔直径(D)=0.8mm;开口面积=20%;S1=1.81mm;S2=1.39mm;且S3=0。利用此类现有技术翅片的换热器的计算的相对性能在表2中示出。
表2
| 参数 | CFD论文 | 所公开的示例性实施例 |
| 穿孔直径,mm | 0.8 | 2.4 |
| 开口面积,% | 20 | 10 |
| S1, mm | 1.81 | 2.4 |
| S2, mm | 1.39 | 18.96 |
| S3, mm | 0.0 | 9.48 |
| S1/D | 2.26 | 1.0 |
| S3/S2 | 0.0 | 0.5 |
| 相对传热系数 | 1.00 | 1.26 |
| 相对压力梯度 | 1.00 | 1.26 |
| 交换器的相对长度 | 1.00 | 0.79 |
| 交换器的相对体积 | 1.00 | 0.79 |
| 交换器中的相对压力损失 | 1.00 | 1.00 |
如表2中所示,因为所公开的示例性实施例的相对传热系数和相对压力梯度比CFD论文的换热器高26%,所以,与基于其中两个换热器均具有相等或匹配的传热能效和压降的CFD论文的教导构成的换热器相比,根据所公开的示例性实施例的教导构成的换热器可具有更小的相对长度(小21%)和更小的相对体积(小21%)。这是利用根据所公开的示例性实施例的教导形成的翅片优于CFD论文的教导的一个显著益处。
虽然已结合各附图的优选实施例描述了本发明的方面,但应理解,可使用其它相似实施例或可对所述实施例做出修改和增加,以执行本发明的相同功能而不偏离本发明。例如,以下方面也应该理解为本公开的一部分。
方面1。一种板翅式换热器,包括:
包括翅片的折叠翅板,翅片具有高度、宽度和长度,该折叠翅板定位在第一分隔板与第二分隔板之间;以及
第一侧杆和第二侧杆,其中第一侧杆定位在第一分隔板与第二分隔板之间并与折叠翅板的第一侧相邻,并且其中第二侧杆定位在第一分隔板与第二分隔板之间并与折叠翅板的第二侧相邻,从而形成板翅通路的至少一部分;
其中,翅板包括多个穿孔,当这种翅板处于未折叠状态时,此类多个穿孔以平行的行定位在翅板上,翅板上的此类平行穿孔行包括平行穿孔行之间的第一间距(S1)、平行穿孔行内的顺次穿孔之间的第二间距(S2)、相邻的平行穿孔行中的穿孔之间的第三间距(或偏移)(S3)、以及穿孔直径(D),其中平行穿孔行之间的第一间距与穿孔直径之比(S1/D)在0.75至2.0的范围内,并且其中翅片与平行穿孔行之间的角度小于或等于5度(≤5°)。
方面2。方面1的板翅式换热器,其中,翅片与平行穿孔行之间的角度为零度(0°)。
方面3。方面1或方面2的板翅式换热器,其中,平行穿孔行之间的第一间距与穿孔直径之比(S1/D)在0.75至1.0的范围内。
方面4。方面1至方面3中任一方面的板翅式换热器,其中,相邻平行穿孔行中的穿孔之间的第三间距(或偏移)与平行穿孔行内的顺次穿孔之间的第二间距(S2)之比在0.25至0.75的范围内。
方面5。方面1至方面4中任一方面的板翅式换热器,其中,折叠翅板在未折叠状态下的面积的5%至25%被穿孔占据。
方面6。方面1至方面5中任一方面的板翅式换热器,其中,穿孔直径(D)在1mm至4mm的范围内。
方面7。方面1至方面6中任一方面的板翅式换热器,其中,穿孔是圆形的。
方面8。方面1至方面6中任一方面的板翅式换热器,其中,穿孔为椭圆形、矩形或平行四边形的形状。
方面9。方面1至方面8中任一方面的板翅式换热器,其中,相邻的平行穿孔行以交替方式偏移,使得平行穿孔行的位置每隔一行穿孔而重复。
方面10。方面1至方面8中任一方面的板翅式换热器,其中,相邻的平行穿孔行偏移,使得折叠翅板的翅片上的平行穿孔行的位置在包含此类穿孔翅片的换热器板翅通路的至少50%中、更优选地在板翅通路的至少80%中、且最优选地在板翅通路的100%中精确地至少每10个翅片波长重复一次且更优选地至少每5个翅片波长重复一次。
方面11。方面1至方面10中任一方面的板翅式换热器,其中,折叠翅板包括表面纹理。
方面12。方面1至方面11中任一方面的板翅式换热器,其中,翅片高度在0.25英寸至1英寸的范围内,更优选地在0.4英寸至0.75英寸的范围内,且最优选地在0.5英寸至0.6英寸的范围内。
方面13。方面1至方面12中任一方面的板翅式换热器,其中,折叠翅板是简易传热翅片或分配翅片。
方面14。方面1至方面13中任一方面的板翅式换热器,其中板翅通路适于接受流体流,并且其中流体流在板翅通路的至少80%、更优选地至少90%、且最优选地100%的长度上经历传热而没有相变。
方面15。一种用于在根据方面1至方面13中任一方面构成的板翅式换热器中的至少两股流之间换热的工艺,其中至少一股流在板翅通路的至少80%的长度上经历传热而没有相变,并且其中至少一股流的雷诺数在800至100,000的范围内且更优选地在1,000至10,000的范围内。
方面16。一种利用方面1至方面13中任一方面的板翅式换热器的、用于通过低温蒸馏来从空气分离氮、氧和/或氩的工艺,其中,至少一股流在板翅通路的至少80%的长度上、更优选地在板翅通路的至少90%的长度上、且最优选地在板翅通路的100%的长度上经历传热而没有相变。
方面17。一种用于制造板翅式换热器的方法,其包括以下步骤:
(a) 提供至少一个穿孔板,该至少一个穿孔板包括以平行的行布置的多个穿孔,其中穿孔板上的此类平行穿孔行包括平行穿孔行之间的第一间距(S1)、平行穿孔行内的顺次穿孔之间的第二间距(S2)、相邻的平行穿孔行中的穿孔之间的第三间距(或偏移)(S3)、以及穿孔直径(D),其中,平行穿孔行之间的第一间距与穿孔直径之比(S1/D)在0.75至2.0的范围内;
(b) 将至少一个穿孔板折叠成翅片以形成折叠穿孔板,使得翅片与平行穿孔行之间的角度小于或等于5度(≤5°);
(c) 将第一侧杆定位成与至少一个折叠穿孔板的第一侧相邻,第二侧杆与至少一个折叠穿孔板的第二侧相邻,第一分配翅片与至少一个折叠穿孔板的第一端相邻,第二分配翅片与至少一个折叠穿孔板的第二端相邻,第一端杆与第一分配翅片相邻,并且第二端杆与第二分配翅片相邻,以形成初步板翅通路;
(d) 将步骤(c)的初步板翅通路安设在第一分隔板与第二分隔板之间,从而在二者之间形成板翅通路;
(e) 将步骤(d)的板翅通路与其它板翅通路合并,以形成板翅式换热器;以及
(f) 钎焊板翅式换热器。
方面18。根据方面17的用于制造板翅式换热器的方法,其中,该方法还包括先于在步骤(b)折叠至少一个穿孔板而向至少一个穿孔板施加表面纹理。
因此,要求保护的发明不应限于任何单个实施例或方面,而是应该在根据所附权利要求的广度和范围内解释。
Claims (18)
1.一种板翅式换热器,包括:
折叠翅板,其包括具有高度、宽度和长度的翅片,所述折叠翅板定位在第一分隔板与第二分隔板之间;以及
第一侧杆和第二侧杆,其中所述第一侧杆定位在所述第一分隔板与所述第二分隔板之间并与所述折叠翅板的第一侧相邻,并且其中所述第二侧杆定位在所述第一分隔板与所述第二分隔板之间并与所述折叠翅板的第二侧相邻,从而形成板翅通路的至少一部分;
其中,所述翅板包括多个穿孔,当这样的翅板处于未折叠状态时,这样的多个穿孔以平行的行定位在所述翅板上,所述翅板上的这样的平行穿孔行包括所述平行穿孔行之间的第一间距(S1)、所述平行穿孔行内的顺次穿孔之间的第二间距(S2)、相邻的平行穿孔行中的穿孔之间的第三间距(或偏移)(S3)、以及穿孔直径(D),其中所述平行穿孔行之间的第一间距与所述穿孔直径之比(S1/D)在0.75至2.0的范围内,并且其中所述翅片与所述平行穿孔行之间的角度小于或等于5度(≤5°)。
2. 根据权利要求1所述的板翅式换热器,其特征在于,所述翅片与所述平行穿孔行之间的角度为零度(0°)。
3. 根据权利要求1所述的板翅式换热器,其特征在于,所述平行穿孔行之间的所述第一间距与所述穿孔直径之比(S1/D)在0.75至1.0的范围内。
4. 根据权利要求1所述的板翅式换热器,其特征在于,相邻平行穿孔行中的穿孔之间的所述第三间距(或偏移)(S3)与所述平行穿孔行内的顺次穿孔之间的所述第二间距(S2)之比在0.25至0.75的范围内。
5. 根据权利要求1所述的板翅式换热器,其特征在于,处于未折叠状态的所述折叠翅板的面积的5%至25%被所述穿孔占据。
6. 根据权利要求1所述的板翅式换热器,其特征在于,所述穿孔直径(D)在1mm至4mm的范围内。
7. 根据权利要求1所述的板翅式换热器,其特征在于,所述穿孔是圆形的。
8. 根据权利要求1所述的板翅式换热器,其特征在于,所述穿孔为椭圆形、矩形或平行四边形的形状。
9. 根据权利要求1所述的板翅式换热器,其特征在于,所述相邻的平行穿孔行以交替方式偏移,使得所述平行穿孔行的位置每隔一行穿孔而重复。
10. 根据权利要求1所述的板翅式换热器,其特征在于,所述相邻的平行穿孔行偏移,使得所述折叠翅板的翅片上的所述平行穿孔行的位置在包含这样的穿孔翅片的所述换热器板翅通路的至少50%中、更优选地在所述板翅通路的至少80%中、且最优选地在所述板翅通路的100%中精确地至少每10个翅片波长重复一次且更优选地至少每5个翅片波长重复一次。
11. 根据权利要求1所述的板翅式换热器,其特征在于,所述折叠翅板包括表面纹理。
12. 根据权利要求1所述的板翅式换热器,其特征在于,所述翅片高度在0.25英寸至1英寸的范围内、更优选地在0.4英寸至0.75英寸的范围内、且最优选地在0.5英寸至0.6英寸的范围内。
13. 根据权利要求1所述的板翅式换热器,其特征在于,所述折叠翅板是简易传热翅片或分配翅片。
14. 根据权利要求1所述的板翅式换热器,其特征在于,所述板翅通路适于接受流体流,并且其中所述流体流在所述板翅通路的至少80%、更优选地至少90%、且最优选地100%的长度上经历传热而没有相变。
15. 一种用于在根据权利要求1构成的板翅式换热器中的至少两股流之间换热的工艺,其中至少一股流在所述板翅通路的至少80%的长度上经历传热而没有相变,并且其中所述至少一股流的雷诺数在800至100,000的范围内且更优选地在1,000至10,000的范围内。
16. 一种利用根据权利要求1所述的板翅式换热器的、用于通过低温蒸馏来从空气分离氮、氧和/或氩的工艺,其中,至少一股流在所述板翅通路的至少80%的长度上、更优选地在所述板翅通路的至少90%的长度上、且最优选地在所述板翅通路的100%的长度上经历传热而没有相变。
17. 一种用于制造板翅式换热器的方法,所述方法包括以下步骤:
(a) 提供至少一个穿孔板,所述至少一个穿孔板包括以平行的行布置的多个穿孔,其中,所述穿孔板上的这样的平行穿孔行包括所述平行穿孔行之间的第一间距(S1)、所述平行穿孔行内的顺次穿孔之间的第二间距(S2)、相邻的平行穿孔行中的穿孔之间的第三间距(或偏移)(S3)、以及穿孔直径(D),其中,所述平行穿孔行之间的第一间距与所述穿孔直径之比(S1/D)在0.75至2.0的范围内;
(b) 将所述至少一个穿孔板折叠成翅片以形成折叠穿孔板,使得所述翅片与所述平行穿孔行之间的角度小于或等于5度(≤5°);
(c) 将第一侧杆定位成与所述至少一个折叠穿孔板的第一侧相邻,第二侧杆与所述至少一个折叠穿孔板的第二侧相邻,第一分配翅片与所述至少一个折叠穿孔板的第一端相邻,第二分配翅片与所述至少一个折叠穿孔板的第二端相邻,第一端杆与所述第一分配翅片相邻,并且第二端杆与所述第二分配翅片相邻,以形成初步板翅通路;
(d) 将步骤(c)的所述初步板翅通路安设在第一分隔板与第二分隔板之间,从而在二者之间形成板翅通路;
(e) 将步骤(d)的所述板翅通路与其它板翅通路合并,以形成所述板翅式换热器;以及
(f) 钎焊所述板翅式换热器。
18. 根据权利要求17所述的用于制造板翅式换热器的方法,其特征在于,所述方法还包括先于在步骤(b)中折叠至少一个穿孔板而向所述至少一个穿孔板施加表面纹理。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/US2010/050685 WO2012044288A1 (en) | 2010-09-29 | 2010-09-29 | Heat exchanger perforated fins |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN103119388A true CN103119388A (zh) | 2013-05-22 |
| CN103119388B CN103119388B (zh) | 2016-08-03 |
Family
ID=44275928
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201080069334.4A Expired - Fee Related CN103119388B (zh) | 2010-09-29 | 2010-09-29 | 板翅式换热器及其制造方法、换热工艺及空气分离工艺 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20130167584A1 (zh) |
| EP (1) | EP2622298A1 (zh) |
| JP (1) | JP5715259B2 (zh) |
| KR (1) | KR101431998B1 (zh) |
| CN (1) | CN103119388B (zh) |
| RU (1) | RU2528235C1 (zh) |
| SG (1) | SG188403A1 (zh) |
| TW (1) | TWI463104B (zh) |
| WO (1) | WO2012044288A1 (zh) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103267436A (zh) * | 2013-05-29 | 2013-08-28 | 浙江大学 | 一种强化传热的板翅式树杈结构换热装置 |
| CN103697736A (zh) * | 2013-12-27 | 2014-04-02 | 无锡佳龙换热器制造有限公司 | 一种高效率翅片 |
| CN103712503A (zh) * | 2013-12-27 | 2014-04-09 | 无锡佳龙换热器制造有限公司 | 一种高效率翅片 |
| CN104110996A (zh) * | 2014-07-28 | 2014-10-22 | 北京市燃气集团有限责任公司 | 一种用于板翅式换热器的混合型翅片 |
| CN104534904A (zh) * | 2014-11-13 | 2015-04-22 | 中国船舶重工集团公司第七�三研究所 | 锯齿形百叶窗翅片型板翅换热器 |
| CN105806136A (zh) * | 2016-05-10 | 2016-07-27 | 广东工业大学 | 一种翅片及一种板翅式换热器 |
| CN106288888A (zh) * | 2016-08-02 | 2017-01-04 | 中国石油大学(华东) | 一种螺旋板翅式换热器及其制作方法 |
| CN106643264A (zh) * | 2016-12-27 | 2017-05-10 | 南昌工程学院 | 一种多孔圆筒型涡翅片 |
| CN111156633A (zh) * | 2020-02-12 | 2020-05-15 | 南通市第一人民医院 | 一种洁净用新风系统及其使用方法 |
| CN114264185A (zh) * | 2021-11-09 | 2022-04-01 | 河北宇天材料科技有限公司 | 一种密集型微孔换热器翅片 |
| CN114322625A (zh) * | 2020-09-29 | 2022-04-12 | 气体产品与化学公司 | 热交换器、热交换器的难通翅片布置及其相关方法 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9140396B2 (en) | 2013-03-15 | 2015-09-22 | Water-Gen Ltd. | Dehumidification apparatus |
| EP2886448B1 (en) * | 2013-12-20 | 2017-03-08 | Airbus Operations GmbH | A load bearing element and a method for manufacturing a load bearing element |
| KR101644812B1 (ko) * | 2014-12-15 | 2016-08-03 | 한국에너지기술연구원 | 단절플레이트를 포함하는 판형 열교환기 |
| JP6851373B2 (ja) | 2015-10-08 | 2021-03-31 | リンデ ゲゼルシャフト ミット ベシュレンクテル ハフツングLinde GmbH | プレート型熱交換器用のフィンおよび該フィンの製造方法 |
| IL255877B (en) * | 2017-11-23 | 2019-12-31 | Dulberg Sharon | A device for extracting water from the air, and for drying the air using high energy and methods for its production |
| US11454448B2 (en) | 2017-11-27 | 2022-09-27 | Dana Canada Corporation | Enhanced heat transfer surface |
| US10845132B2 (en) * | 2018-11-05 | 2020-11-24 | Hamilton Sundstrand Corporation | Additively manufactured fin slots for thermal growth |
| RU2711860C1 (ru) * | 2019-04-03 | 2020-01-23 | Александр Николаевич Зольников | Мембранный теплообменник |
| KR102274141B1 (ko) * | 2019-06-17 | 2021-07-08 | 이성구 | 전기보일러 |
| IL271135B (en) * | 2019-12-03 | 2022-05-01 | Watergen Ltd | Device for extraction of water from air and dehumidifying with high energy efficiency and methods for manufacturing thereof |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5031693A (en) * | 1990-10-31 | 1991-07-16 | Sundstrand Corporation | Jet impingement plate fin heat exchanger |
| US20020002853A1 (en) * | 2000-07-04 | 2002-01-10 | Nordon Cryogenie Snc | Method for manufacturing a corrugated fin for a plate-type heat exchanger and device for implementing such a method |
| CN1504717A (zh) * | 2002-09-13 | 2004-06-16 | �����Ʒ�뻯ѧ��˾ | 具有纹理表面的散热片式交换器 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB574949A (en) * | 1943-11-18 | 1946-01-28 | James Frank Belaieff | Improvements in or relating to plate heat exchange apparatus |
| GB2190736B (en) * | 1985-10-14 | 1989-09-27 | Mitsubishi Electric Corp | Heat exchanger |
| FR2649192A1 (fr) * | 1989-06-30 | 1991-01-04 | Inst Francais Du Petrole | Procede et dispositif de transfert simultane de matiere et de chaleur |
| SU1740948A1 (ru) * | 1989-10-02 | 1992-06-15 | Балашихинское научно-производственное объединение криогенного машиностроения им.40-летия Октября | Теплообменник |
| JPH0534082A (ja) * | 1991-07-29 | 1993-02-09 | Nippon Sanso Kk | 凝縮蒸発器 |
| RU2055295C1 (ru) * | 1993-11-16 | 1996-02-27 | Товарищество с ограниченной ответственностью "Митра" | Теплообменник |
| US5529120A (en) * | 1994-02-01 | 1996-06-25 | Hubbell Incorporated | Heat exchanger for electrical cabinet or the like |
| US5438836A (en) * | 1994-08-05 | 1995-08-08 | Praxair Technology, Inc. | Downflow plate and fin heat exchanger for cryogenic rectification |
| US5603376A (en) | 1994-08-31 | 1997-02-18 | Fujitsu Network Communications, Inc. | Heat exchanger for electronics cabinet |
| RU8101U1 (ru) * | 1997-09-30 | 1998-10-16 | Общество с ограниченной ответственностью "Фактор" | Теплообменник |
| CA2268999C (en) | 1998-04-20 | 2002-11-19 | Air Products And Chemicals, Inc. | Optimum fin designs for downflow reboilers |
| JP3721946B2 (ja) * | 2000-05-30 | 2005-11-30 | 日産自動車株式会社 | 一酸化炭素除去装置 |
| US20090260789A1 (en) * | 2008-04-21 | 2009-10-22 | Dana Canada Corporation | Heat exchanger with expanded metal turbulizer |
| US9780421B2 (en) * | 2010-02-02 | 2017-10-03 | Dana Canada Corporation | Conformal heat exchanger for battery cell stack |
-
2010
- 2010-09-29 US US13/823,147 patent/US20130167584A1/en not_active Abandoned
- 2010-09-29 CN CN201080069334.4A patent/CN103119388B/zh not_active Expired - Fee Related
- 2010-09-29 SG SG2013016266A patent/SG188403A1/en unknown
- 2010-09-29 KR KR1020137011048A patent/KR101431998B1/ko not_active IP Right Cessation
- 2010-09-29 JP JP2013531543A patent/JP5715259B2/ja not_active Expired - Fee Related
- 2010-09-29 EP EP10763557.5A patent/EP2622298A1/en not_active Withdrawn
- 2010-09-29 WO PCT/US2010/050685 patent/WO2012044288A1/en active Application Filing
- 2010-09-29 RU RU2013119611/06A patent/RU2528235C1/ru not_active IP Right Cessation
-
2011
- 2011-09-23 TW TW100134477A patent/TWI463104B/zh not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5031693A (en) * | 1990-10-31 | 1991-07-16 | Sundstrand Corporation | Jet impingement plate fin heat exchanger |
| US20020002853A1 (en) * | 2000-07-04 | 2002-01-10 | Nordon Cryogenie Snc | Method for manufacturing a corrugated fin for a plate-type heat exchanger and device for implementing such a method |
| CN1504717A (zh) * | 2002-09-13 | 2004-06-16 | �����Ʒ�뻯ѧ��˾ | 具有纹理表面的散热片式交换器 |
Non-Patent Citations (1)
| Title |
|---|
| LIWEI PAN,SHUDONG WANG: "Methanol steam reforming in a compact plate-fin reformer for fuel-cell systems", 《INTERNATIONAL JOURNAL OF HYDROGEN ENERGY》 * |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103267436A (zh) * | 2013-05-29 | 2013-08-28 | 浙江大学 | 一种强化传热的板翅式树杈结构换热装置 |
| CN103697736A (zh) * | 2013-12-27 | 2014-04-02 | 无锡佳龙换热器制造有限公司 | 一种高效率翅片 |
| CN103712503A (zh) * | 2013-12-27 | 2014-04-09 | 无锡佳龙换热器制造有限公司 | 一种高效率翅片 |
| CN104110996A (zh) * | 2014-07-28 | 2014-10-22 | 北京市燃气集团有限责任公司 | 一种用于板翅式换热器的混合型翅片 |
| CN104534904A (zh) * | 2014-11-13 | 2015-04-22 | 中国船舶重工集团公司第七�三研究所 | 锯齿形百叶窗翅片型板翅换热器 |
| CN105806136B (zh) * | 2016-05-10 | 2019-05-07 | 广东工业大学 | 一种翅片及一种板翅式换热器 |
| CN105806136A (zh) * | 2016-05-10 | 2016-07-27 | 广东工业大学 | 一种翅片及一种板翅式换热器 |
| CN106288888A (zh) * | 2016-08-02 | 2017-01-04 | 中国石油大学(华东) | 一种螺旋板翅式换热器及其制作方法 |
| CN106288888B (zh) * | 2016-08-02 | 2018-06-26 | 中国石油大学(华东) | 一种螺旋板翅式换热器及其制作方法 |
| CN106643264A (zh) * | 2016-12-27 | 2017-05-10 | 南昌工程学院 | 一种多孔圆筒型涡翅片 |
| CN111156633A (zh) * | 2020-02-12 | 2020-05-15 | 南通市第一人民医院 | 一种洁净用新风系统及其使用方法 |
| CN111156633B (zh) * | 2020-02-12 | 2024-02-20 | 南通市第一人民医院 | 一种洁净用新风系统及其使用方法 |
| CN114322625A (zh) * | 2020-09-29 | 2022-04-12 | 气体产品与化学公司 | 热交换器、热交换器的难通翅片布置及其相关方法 |
| CN114264185A (zh) * | 2021-11-09 | 2022-04-01 | 河北宇天材料科技有限公司 | 一种密集型微孔换热器翅片 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2622298A1 (en) | 2013-08-07 |
| CN103119388B (zh) | 2016-08-03 |
| TWI463104B (zh) | 2014-12-01 |
| KR101431998B1 (ko) | 2014-09-22 |
| KR20130061755A (ko) | 2013-06-11 |
| RU2528235C1 (ru) | 2014-09-10 |
| US20130167584A1 (en) | 2013-07-04 |
| JP2013542394A (ja) | 2013-11-21 |
| JP5715259B2 (ja) | 2015-05-07 |
| WO2012044288A1 (en) | 2012-04-05 |
| SG188403A1 (en) | 2013-04-30 |
| TW201213761A (en) | 2012-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103119388A (zh) | 换热器穿孔翅片 | |
| US5540276A (en) | Finned tube heat exchanger and method of manufacture | |
| US8453719B2 (en) | Heat transfer surfaces with flanged apertures | |
| US6415855B2 (en) | Corrugated fin with partial offset for a plate-type heat exchanger and corresponding plate-type heat exchanger | |
| US20040144525A1 (en) | Heat exchanger with brazed plates | |
| CN101526324A (zh) | 翅片、具有该翅片的换热器和换热器装置 | |
| CN102128555A (zh) | 换热器用鳍片及具有该鳍片的换热器 | |
| US20160054068A1 (en) | Heat exchanger | |
| CN106643263A (zh) | 用于换热器的翅片组件和具有该翅片组件的换热器 | |
| US20200080796A1 (en) | Additive manufactured heat exchanger | |
| JP2017537795A (ja) | 多穴押出チューブ設計 | |
| US20090260789A1 (en) | Heat exchanger with expanded metal turbulizer | |
| US20160084589A1 (en) | Heat Exchanger Perforated Fins | |
| US20060169019A1 (en) | Tabbed transfer fins for air-cooled heat exchanger | |
| CN1719186A (zh) | 一种新型换热器 | |
| EP3816565A1 (en) | Heat transport device and method for manufacturing same | |
| CN104215101A (zh) | 板翅式换热器 | |
| JP5901416B2 (ja) | 熱交換器用フィンおよびそれを用いたヒートシンク、熱交換器用フィンの製造方法 | |
| CN202361872U (zh) | 一种板翅式换热器 | |
| EP2064509B1 (en) | Heat transfer surfaces with flanged apertures | |
| CN209416149U (zh) | 模块生产用板式换热装置 | |
| EP3816566B1 (en) | Heat transport device and method for manufacturing same | |
| CN105890399A (zh) | 换热器 | |
| CN109595965A (zh) | 模块生产用板式换热装置 | |
| CN2702260Y (zh) | 暖通板管型材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20160803 Termination date: 20170929 |