CN102729382B - Roto-cast machine - Google Patents
Roto-cast machine Download PDFInfo
- Publication number
- CN102729382B CN102729382B CN201210232596.9A CN201210232596A CN102729382B CN 102729382 B CN102729382 B CN 102729382B CN 201210232596 A CN201210232596 A CN 201210232596A CN 102729382 B CN102729382 B CN 102729382B
- Authority
- CN
- China
- Prior art keywords
- fixed
- mould
- rotating shaft
- component
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 230000005540 biological transmission Effects 0.000 claims abstract description 17
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 claims description 16
- 229920002554 vinyl polymer Polymers 0.000 claims description 16
- 239000002994 raw material Substances 0.000 abstract description 5
- 239000000463 material Substances 0.000 description 8
- 229920000915 polyvinyl chloride Polymers 0.000 description 5
- 239000004800 polyvinyl chloride Substances 0.000 description 5
- 239000000047 product Substances 0.000 description 5
- 239000011347 resin Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000002485 combustion reaction Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000011265 semifinished product Substances 0.000 description 2
- 241001640558 Cotoneaster horizontalis Species 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000004816 latex Substances 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000011017 operating method Methods 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images






Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
The invention discloses a roto-cast machine which comprises a bracket, a mold, a mold fixing mechanism, a drive system and a transmission device; wherein the drive system comprises a motor, the transmission device comprises a gear box, and the gear box is transmitted to a motor output shaft through a first band transmission device. The roto-cast machine further comprises a rotating shaft which is fixed on the bracket, and the rotating shaft is transmitted by the gear box through a second band transmission device to rotate around a first axis; the roto-cast machine further comprises a diversion transmission mechanism, wherein the diversion transmission mechanism comprises a first part and a second part, the first part is in linkage to the rotating shaft, the second part is engaged with the first part and converts the rotation of the first part into the rotation around a second axis which is intersectant to the first axis. The mold is in linkage to the second part of the diversion transmission mechanism through the mold fixing mechanism. The roto-cast machine adopts the mode of biaxial linkage, the mold rotates around the two intersectant shafts simultaneously, so that raw material in the mold can flow in a spiral shape according to the wall of the cavity in the mold, so as to overspread the whole cavity in the mold uniformly.
Description
Technical field
The present invention relates to ward off gluing equipment.
Background technology
Warding off glue, is a kind of address of manufacturing process, due to causing especially of manufacturing process and manufactured materials its feel different from the feel of common PVC toy.
Ward off adhesive process, with PVC paste resin (also have with PVC particle), add that various plasticizer regulate the processes such as soft durometer, form a kind of latex state, then pour metal die into, mould is placed on to fire upper roasting, ceaselessly rotate, it is heated evenly, then take out cooling, die sinking take out product.In general, take the product of producing hollow molding as main, owing to adopting PVC paste resin to make, paste resin is finer and smoother than common polyvinyl chloride resin, so feel can difference.
Open day is on September 16th, 2009, publication number is CN201309223, the Chinese utility model patent that denomination of invention is " a kind of vinyl machine " discloses a kind of vinyl machine, it comprises housing, be placed in the inner bag of enclosure interior, temperature storage layer, burner, drive unit, fire door, leg, and fire door is placed on described housing.Combustion chamber two ends abacus, has main shaft on combustion chamber, main shaft one end is mounted with gear, the gear interlock on drive unit and main shaft.This device can only do the motion of single direction in operating process, the lay of material in mold cavity is even not.
Summary of the invention
The object of the present invention is to provide a kind of vinyl machine that can simultaneously rotate around two axis, make the raw material in mould reach the object that is evenly paved with die cavity in whole mould.
In order to achieve the above object, the present invention has adopted following technical scheme: comprise support, and mould, mould fixed mechanism, drive system, transmission device, described drive system comprises motor, described transmission device comprises
-gearbox, described gearbox is transmitted in motor output shaft by the first belt driver, and
-be fixed on the rotating shaft on support, described rotating shaft is rotated around first axle by the second belt driver transmission by gearbox, and
-direction-changing drive mechanism, described direction-changing drive mechanism comprises first component and second component, and first component interlock is in described rotating shaft, and second component is with first component engagement and change the rotation of first component into rotation around the second axis crossing with first axle,
Described mould passes through mould fixed mechanism interlock in the second component of described direction-changing drive mechanism.
As a kind of embodiment, described the second belt driver comprise be fixed on gearbox driving wheel, be fixed on described rotating shaft driven pulley, be transmitted in the driving-belt between driving wheel and driven pulley.
As possibility, described direction-changing drive mechanism comprises first bevel gear of being fixed in described rotating shaft and the second bevel gear being engaged with, by being connected with a joggle of the first bevel gear and the second bevel gear, be the rotation of second axis crossing with first axle by the rotation transmission around first axle.
As another possibility, described direction-changing drive mechanism comprises the worm gear being fixed in described rotating shaft and the worm screw being engaged with, and by being connected with a joggle of worm gear and worm screw, is the rotation of second axis crossing with first axle by the rotation transmission around axis.
Specifically, described mould fixed mechanism comprises a base and mould is fixed on to the connecting bolt of base, thereby the mould of different product alternatively can be connected on base by connecting bolt, and described base is fixed on described the second bevel gear surface.
Described vinyl machine also comprises variable-speed controller, to the velocity of rotation of mould is regulated.
Described mould comprises backform, bed die and mold closing mechanism, and the connection bit of backform and bed die is provided with the charging aperture and the blast pipe that are communicated with dies cavity and atmosphere.
Vinyl machine of the present invention adopts Dual-spindle linked mode, and mould at the uniform velocity rotates around crossing diaxon simultaneously, can make raw material in mould mobile according to the shape of spinning of die cavity wall in mould, to reach the object that is evenly paved with die cavity in whole mould.
Accompanying drawing explanation
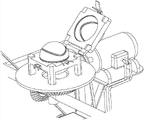
Fig. 1 is overall structure schematic diagram of the present invention.
Fig. 2 is the structural representation of another angle of the present invention.
Fig. 3 is the A enlarged drawing of Fig. 2.
Fig. 4 is working state schematic representation.
Mould present position figure when Fig. 5 is material feeding for the second time.
Fig. 6 is die sinking schematic diagram.
Fig. 7 fills and leads up charging aperture schematic diagram on semi-finished product.
Fig. 8 is finished product generalized section.
The specific embodiment
As shown in Figure 1, be vinyl machine of the present invention, it comprises support, mould, mould fixed mechanism, drive system, transmission device.
Drive system mainly comprises motor 110.Gearbox 114 is transmitted in motor output shaft by the first belt driver (belt pulley 111, belt 112, belt pulley 113).Slowing down by gearbox, next saves pulley speed, and changes transmission direction.
In rotating shaft 117, being fixed with the first bevel gear 118, the second bevel gears 119 is connected with a joggle in the first bevel gear 118.The second bevel gear 119 and the first bevel gear 118 form direction-changing drive mechanism, the first bevel gear 118 are followed to rotating shaft 117 and changes into around the rotation of first axle the rotation of second axis crossing with first axle.In this example, the second axis is the center line of the second bevel gear 118, and itself and first axle intersect vertically.
The upper bottom surface of the second bevel gear 119 is fixed with base 120, and mould 121 is bolted and is fixed on base 120.
Fig. 2 has shown vinyl machine from another angle.As shown in Figure 1 and Figure 2, mould 121 is in open mode, and it comprises backform, bed die and mold closing mechanism that both are connected and fixed etc.As shown in Figure 3, be provided with charging aperture 122 and blast pipe 123 on the connecting portion of backform and bed die, charging aperture 122 is communicated with dies cavity and atmosphere with blast pipe 123.
Motor 110 drives gearbox 114 to carry out constant speed through belt 112 after opening, after constant speed, drive rotating shaft 117 (first axle) rotation around axle center by belt 115, rotating shaft is rotated the first bevel gear 118 is rotated, through turning to of the second bevel gear of being engaged with drive base and on mould be rotated counterclockwise, be connected thereby reach around the rotation of first axle and the second axis.
Make a kind of ball of warding off with crust and interior material, its operating procedure is as follows:
(1) charging aperture and blast pipe shutoff are got up.Paint in mould inner wall spray mould release mould, injects crust raw material.After matched moulds, vinyl machine is sent into baking oven heating.Frequency conversion rotary speed is 2800-3100 rev/min.Its duty as shown in Figure 4.Liquefied mixture is along with mould 360 degree rotations are spread thin layer cortex at dies cavity wall surface, gel forming after 5-10 minute equably.
(2) as shown in Figure 5, by mould rotation to horizontal plane vertical angle, make blast pipe 123 and charging aperture 122 upwards, unplug two exhaust stopples and secondary feeds stopple, under mold closing state, carry out material feeding for the second time (Inner material).Shutoff mould material hole after material feeding, keeps charging aperture inactive state upwards.There is chemical reaction in raw material, produce bubble in mould, forms foam ring and constantly upwards assemble around die cavity wall, and when bubble contacts with die wall, gas breaks and discharges to steam vent rapidly.
(3) as shown in Figure 6, die sinking, takes out semi-finished product.And as shown in Figure 7, fill out the sprue of warding off ball surface.Products obtained therefrom section as shown in Figure 8.
Claims (7)
1. vinyl machine, is characterized in that: comprise support, and mould, mould fixed mechanism, drive system, transmission device, described drive system comprises motor, described transmission device comprises
-gearbox, described gearbox is transmitted in motor output shaft by the first belt driver, and
-be fixed on the rotating shaft on support, described rotating shaft is rotated around first axle by the second belt driver transmission by gearbox, and
-direction-changing drive mechanism, described direction-changing drive mechanism comprises first component and second component, and first component interlock is in described rotating shaft, and second component is with first component engagement and change the rotation of first component into rotation around the second axis crossing with first axle,
Described mould passes through mould fixed mechanism interlock in the second component of described direction-changing drive mechanism.
2. vinyl machine according to claim 1, is characterized in that: described the second belt driver comprise be fixed on gearbox driving wheel, be fixed on described rotating shaft driven pulley, be transmitted in the driving-belt between driving wheel and driven pulley.
3. vinyl machine according to claim 1, is characterized in that: described direction-changing drive mechanism comprises first bevel gear of being fixed in described rotating shaft and the second bevel gear being engaged with.
4. vinyl machine according to claim 1, is characterized in that: described direction-changing drive mechanism comprises the worm gear being fixed in described rotating shaft and the worm screw being engaged with.
5. vinyl machine according to claim 3, is characterized in that: described mould fixed mechanism comprises a base and mould is fixed on to the connecting bolt of base, and described base is fixed on described the second bevel gear surface.
6. vinyl machine according to claim 1, is characterized in that: described mould comprises backform, bed die and mold closing mechanism, and the connection bit of backform and bed die is provided with the charging aperture and the blast pipe that are communicated with dies cavity and atmosphere.
7. vinyl machine according to claim 1, is characterized in that: also comprise variable-speed controller.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201210232596.9A CN102729382B (en) | 2012-07-05 | 2012-07-05 | Roto-cast machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201210232596.9A CN102729382B (en) | 2012-07-05 | 2012-07-05 | Roto-cast machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102729382A CN102729382A (en) | 2012-10-17 |
| CN102729382B true CN102729382B (en) | 2014-06-25 |
Family
ID=46986018
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201210232596.9A Expired - Fee Related CN102729382B (en) | 2012-07-05 | 2012-07-05 | Roto-cast machine |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102729382B (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106042242B (en) * | 2016-07-13 | 2019-03-26 | 邓满新 | A kind of automatic vinyl machine |
| CN112274947A (en) * | 2020-09-02 | 2021-01-29 | 滁州恒佳体育用品有限公司 | Method for manufacturing toy ball with color pieces inside |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100556649C (en) * | 2008-06-19 | 2009-11-04 | 罗宏宇 | Tower type three-arm dual-chamber self control rotational molding machine |
| CN202045800U (en) * | 2011-03-09 | 2011-11-23 | 四川国丰管业有限公司 | Rotational molding swing machine |
| CN202668840U (en) * | 2012-07-05 | 2013-01-16 | 周广林 | Vinyl machine |
-
2012
- 2012-07-05 CN CN201210232596.9A patent/CN102729382B/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN102729382A (en) | 2012-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN211891864U (en) | Film blowing die head with rotary oriented die | |
| CN102729382B (en) | Roto-cast machine | |
| CN101890777B (en) | Full-automatic kayak rotomoulding apparatus | |
| CN111037834A (en) | Injection molding system for hollow plate of plastic product | |
| CN202668840U (en) | Vinyl machine | |
| CN106493903A (en) | Refrigerator box body frothing clamp automatic mould changing device | |
| CN107803971A (en) | A kind of packing plastics crush hot-melting and injection-molding machine | |
| CN103341936A (en) | Rotational molding equipment | |
| CN202045800U (en) | Rotational molding swing machine | |
| CN113665017A (en) | Production device and improved process of PVC plastic floor mat | |
| CN112476969A (en) | Material pressurizing device of injection mold | |
| CN206390282U (en) | A kind of closed jelly device for filling | |
| CN213006207U (en) | Injection molding machine for producing automobile parts | |
| CN203495234U (en) | Screw injection molding device | |
| CN205148865U (en) | A double screw extruder for production of polyethylene foam sheet | |
| CN201720984U (en) | Full-automatic canoe rotational molding equipment | |
| CN202556651U (en) | Swing plastic rolling machine | |
| CN203665910U (en) | Rotary type equipment for producing plastic water band through down-blow method | |
| CN115401863A (en) | Environment-friendly energy-saving injection mold | |
| CN202318693U (en) | Double working position rotational molding shaping device | |
| CN202318700U (en) | Combustion chamber | |
| CN203726596U (en) | Molding machine for hollow special-shaped biscuit | |
| CN110307731B (en) | Rotary material table for high-temperature equipment | |
| CN102431111A (en) | Two-station rotational molding device | |
| CN216914593U (en) | Arm head double-transmission mechanism of rotational molding equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20170615 Address after: 526000 Guangdong city of Zhaoqing Province Gaoyao District Jiao Tang Zhen Sha Industrial Park (1-3 plant) Patentee after: Zhaoqing supreme Plastic Hardware Products Co.,Ltd. Address before: 526100 Guangdong city of Zhaoqing Province Gaoyao City Industrial Park, Sha Jiao Tang Zhen Gaoyao first plastic hardware products Co. Ltd. Patentee before: Zhou Guanglin |
|
| TR01 | Transfer of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20140625 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |