CN102248077A - Shielding case elastic sheet continuous die - Google Patents
Shielding case elastic sheet continuous die Download PDFInfo
- Publication number
- CN102248077A CN102248077A CN201110162381XA CN201110162381A CN102248077A CN 102248077 A CN102248077 A CN 102248077A CN 201110162381X A CN201110162381X A CN 201110162381XA CN 201110162381 A CN201110162381 A CN 201110162381A CN 102248077 A CN102248077 A CN 102248077A
- Authority
- CN
- China
- Prior art keywords
- die
- plate
- stripper
- elastic sheet
- shielding case
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Landscapes
- Punching Or Piercing (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
The invention discloses a shielding case elastic sheet continuous die. The shielding case elastic sheet continuous die comprises an upper die and a lower die which are arranged correspondingly, wherein the upper die comprises an upper die frame plate, an upper die pad, an upper die fixing plate and a discharging plate sequentially; and the lower die comprises a female die, a female die pad and a lower die frame plate sequentially. The shielding case elastic sheet continuous die is characterized in that: the discharging plate is provided with a punching die, a flashing die and a folding die sequentially; the feeding end of the female die is provided with a material guide block; and the discharging end of the female die is provided with a leveling block. The shielding case elastic sheet continuous die has high working efficiency, low using cost and high product quality.
Description
Technical field
The present invention relates to a kind of continuous mould, relate in particular to a kind of radome shell fragment continuous mould.
Background technology
At present, mould generally is made of a punch and a die, also can have a plurality of punch and a plurality of die to constitute, but can only finish a kind of blank operation in the punch press one stroke.As: radome shell fragment mould is exactly to be made up of single engineering mould more than many pairs, just can get a qualified product.The radome shell fragment mould that uses also is that so this mould mainly exists inefficiency, use cost height now, and the defective and the problem of unstable product quality.
Summary of the invention
Technical problem to be solved by this invention provides that a kind of high efficiency, use cost are low, the radome shell fragment continuous mould of good product quality.
For solving the problems of the technologies described above, the invention provides a kind of radome shell fragment continuous mould, comprise the corresponding upper die and lower die that are provided with, described patrix comprises patrix frame plate, upper die plate, upper mould fixed plate and stripper successively, described counterdie comprises die, die backing plate and counterdie frame plate successively, be disposed with punching punch die, overlap punch die and flanging punch die on the described stripper, the feed end of described die is provided with a guide pad, and the discharge end of described die is provided with a smoothing piece.
Be provided with the stripper backing plate between described upper mould fixed plate and the described stripper.
Run through between described patrix frame plate, described upper die plate, described upper mould fixed plate and the described stripper and be provided with guide pillar.
Evenly spacedly on the bottom of described counterdie frame plate be provided with three bottom seat pads.
Compared with prior art, beneficial effect of the present invention is:
Because a kind of radome shell fragment continuous mould of the present invention is disposed with the punching punch die on stripper, overlap punch die and flanging punch die, thereby can in the one stroke of punch press, finish multiple blank operation, therefore improved operating efficiency greatly, and only need a people one machine during operation, effectively reduced use cost, feed end at die is provided with guide pad simultaneously, the discharge end of die is provided with the smoothing piece, guide pad can make strip walk on die stably, smoothing can strengthen the flatness of product soon, thereby improved the quality of product, so high efficiency of the present invention, use cost is low, good product quality.
Description of drawings
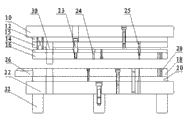
Fig. 1 is a structural representation of the present invention.
Among the figure: patrix frame plate 10, upper die plate 12, upper mould fixed plate 14, stripper 16, die 18, die backing plate 20, counterdie frame plate 22, punching punch die 23, overlap punch die 24, flanging punch die 25, guide pad 26, smoothing piece 28, guide pillar 30, bottom seat pad 32.
The specific embodiment
Below in conjunction with the drawings and specific embodiments the present invention is described in further details
Referring to a kind of radome shell fragment continuous mould shown in Figure 1, comprise the corresponding upper die and lower die that are provided with, wherein patrix comprises patrix frame plate 10, upper die plate 12, upper mould fixed plate 14, stripper backing plate 15 and stripper 16 successively, counterdie comprises die 18, die backing plate 20 and counterdie frame plate 22 successively, on stripper 16, be disposed with punching punch die 23, overlap punch die 24 and flanging punch die 25, the feed end of die 18 is provided with a guide pad 26, and the discharge end of die 18 is provided with a smoothing piece 28.
Run through being provided with guide pillar 30 between patrix frame plate 10, described upper die plate 12, described upper mould fixed plate 14, stripper backing plate 15 and the stripper 16, evenly spacedly on the bottom of counterdie frame plate 22 be provided with three bottom seat pads 32.
Strip at first enters on the die 18 by guide pad 26 during use, punching punch die 23, overlap punch die 24 and flanging punch die 25 being provided with of interval are successively finished punching, overlap and three kinds of operations of flanging in the one stroke that can make punch press, therefore improved operating efficiency greatly, and only need a people one machine during operation, effectively reduced use cost, guide pad 26 can make strip walking on die 18 stably simultaneously, and smoothing piece 28 can strengthen the flatness of product, thereby has improved the quality of product.
Therefore, high efficiency of the present invention, low, the good product quality of use cost.
The above only is a better embodiment of the present invention; protection scope of the present invention is not exceeded with above-mentioned embodiment; as long as the equivalence that those of ordinary skills do according to disclosed content is modified or changed, all should include in the protection domain of putting down in writing in claims.
Claims (4)
1. radome shell fragment continuous mould, comprise the corresponding upper die and lower die that are provided with, described patrix comprises patrix frame plate, upper die plate, upper mould fixed plate and stripper successively, described counterdie comprises die, die backing plate and counterdie frame plate successively, it is characterized in that: be disposed with punching punch die, overlap punch die and flanging punch die on the described stripper, the feed end of described die is provided with a guide pad, and the discharge end of described die is provided with a smoothing piece.
2. a kind of radome shell fragment continuous mould according to claim 1 is characterized in that: be provided with the stripper backing plate between described upper mould fixed plate and the described stripper.
3. a kind of radome shell fragment continuous mould according to claim 1 is characterized in that: run through being provided with guide pillar between described patrix frame plate, described upper die plate, described upper mould fixed plate and the described stripper.
4. according to each described a kind of radome shell fragment continuous mould among the claim 1-3, it is characterized in that: evenly spacedly on the bottom of described counterdie frame plate be provided with three bottom seat pads.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201110162381XA CN102248077A (en) | 2011-06-16 | 2011-06-16 | Shielding case elastic sheet continuous die |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201110162381XA CN102248077A (en) | 2011-06-16 | 2011-06-16 | Shielding case elastic sheet continuous die |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN102248077A true CN102248077A (en) | 2011-11-23 |
Family
ID=44975854
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201110162381XA Pending CN102248077A (en) | 2011-06-16 | 2011-06-16 | Shielding case elastic sheet continuous die |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN102248077A (en) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102921812A (en) * | 2012-11-19 | 2013-02-13 | 华一精密机械(昆山)有限公司 | Continuous pressing die used for producing fuse elastic sheet |
| CN102921811A (en) * | 2012-11-19 | 2013-02-13 | 华一精密机械(昆山)有限公司 | Continuous pressing die used for producing electronic intermediate plate |
| CN102935466A (en) * | 2012-11-16 | 2013-02-20 | 华一精密机械(昆山)有限公司 | Continuous stamping die for roller spring pieces for duplicating machines |
| CN102935465A (en) * | 2012-11-16 | 2013-02-20 | 华一精密机械(昆山)有限公司 | Continuous punching die for producing connection elastic sheet |
| CN102950209A (en) * | 2012-11-14 | 2013-03-06 | 昆山集智成模具有限公司 | Antenna production progressive die |
| CN102950208A (en) * | 2012-11-14 | 2013-03-06 | 昆山威安精密模具有限公司 | Stamping die of mobile phone upper cover |
| CN103212639A (en) * | 2013-05-03 | 2013-07-24 | 无锡市中捷减震器有限公司 | Supporting ring continuous stamping die |
| CN103406442A (en) * | 2013-07-18 | 2013-11-27 | 苏州旭创精密模具有限公司 | Mobile phone antenna elastic piece mold |
| CN103406434A (en) * | 2013-07-18 | 2013-11-27 | 苏州旭创精密模具有限公司 | Mobile phone elastic piece mold |
| CN103599991A (en) * | 2013-11-01 | 2014-02-26 | 如皋市凯凯电信器材有限公司 | Shield earthing card body mould |
| CN110385368A (en) * | 2018-04-18 | 2019-10-29 | 天津三星电子有限公司 | A kind of plate punching die |
| CN112038754A (en) * | 2020-08-03 | 2020-12-04 | 维沃移动通信有限公司 | Antenna shell fragment and electronic equipment |
-
2011
- 2011-06-16 CN CN201110162381XA patent/CN102248077A/en active Pending
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102950209A (en) * | 2012-11-14 | 2013-03-06 | 昆山集智成模具有限公司 | Antenna production progressive die |
| CN102950208A (en) * | 2012-11-14 | 2013-03-06 | 昆山威安精密模具有限公司 | Stamping die of mobile phone upper cover |
| CN102935466A (en) * | 2012-11-16 | 2013-02-20 | 华一精密机械(昆山)有限公司 | Continuous stamping die for roller spring pieces for duplicating machines |
| CN102935465A (en) * | 2012-11-16 | 2013-02-20 | 华一精密机械(昆山)有限公司 | Continuous punching die for producing connection elastic sheet |
| CN102921812A (en) * | 2012-11-19 | 2013-02-13 | 华一精密机械(昆山)有限公司 | Continuous pressing die used for producing fuse elastic sheet |
| CN102921811A (en) * | 2012-11-19 | 2013-02-13 | 华一精密机械(昆山)有限公司 | Continuous pressing die used for producing electronic intermediate plate |
| CN103212639A (en) * | 2013-05-03 | 2013-07-24 | 无锡市中捷减震器有限公司 | Supporting ring continuous stamping die |
| CN103406442A (en) * | 2013-07-18 | 2013-11-27 | 苏州旭创精密模具有限公司 | Mobile phone antenna elastic piece mold |
| CN103406434A (en) * | 2013-07-18 | 2013-11-27 | 苏州旭创精密模具有限公司 | Mobile phone elastic piece mold |
| CN103406434B (en) * | 2013-07-18 | 2016-08-31 | 苏州旭创精密模具有限公司 | A kind of Mobile phone elastic piece mold |
| CN103406442B (en) * | 2013-07-18 | 2016-12-07 | 苏州旭创精密模具有限公司 | A kind of mobile phone antenna elastic piece mold |
| CN103599991A (en) * | 2013-11-01 | 2014-02-26 | 如皋市凯凯电信器材有限公司 | Shield earthing card body mould |
| CN110385368A (en) * | 2018-04-18 | 2019-10-29 | 天津三星电子有限公司 | A kind of plate punching die |
| CN112038754A (en) * | 2020-08-03 | 2020-12-04 | 维沃移动通信有限公司 | Antenna shell fragment and electronic equipment |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102248077A (en) | Shielding case elastic sheet continuous die | |
| CN202061988U (en) | Z-shaped bending die for thick board of more than 5 mm | |
| CN202803945U (en) | Drawing biconvex die forming device | |
| CN103722080A (en) | Stamping die | |
| CN102228937A (en) | Camera shell continuous die | |
| CN102672055A (en) | Punching mold of adapting part | |
| CN203076438U (en) | Cold stamping compound die | |
| CN202683782U (en) | Convex hull forming die | |
| CN104475567A (en) | Metal plate stamping fixture | |
| CN207735419U (en) | A kind of double material strips diel | |
| CN202683780U (en) | Stamping die for adapter | |
| CN202683731U (en) | Continuous blanking die for machine core support | |
| CN107537936A (en) | A kind of reinforcement punch forming device | |
| CN202155414U (en) | Profiling punch press for metal barrelheads | |
| CN204320962U (en) | Cut riveted integral mould continuously | |
| CN203265406U (en) | Continuously-stamping die for support rings | |
| CN203266549U (en) | Multi-stud synchronous pressing rivet jig | |
| CN202290987U (en) | Worm transmission type hose hoop shell processing device | |
| CN103084481B (en) | Multi-stage stamping die structure | |
| CN202114937U (en) | Multifunctional punching machine | |
| CN202683730U (en) | Die for stamping base rotary joint | |
| CN203853450U (en) | High-efficiency mobile phone protection cover stamping die | |
| CN204602972U (en) | A kind of high accuracy die cutting die | |
| CN204603084U (en) | Bimetallic material strip parallel feeding riveted flushing device | |
| CN205436755U (en) | Forming device of reinforcement piece |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20111123 |