CN101954703A - Injection molding method for in-mold ornament - Google Patents
Injection molding method for in-mold ornament Download PDFInfo
- Publication number
- CN101954703A CN101954703A CN 201010235757 CN201010235757A CN101954703A CN 101954703 A CN101954703 A CN 101954703A CN 201010235757 CN201010235757 CN 201010235757 CN 201010235757 A CN201010235757 A CN 201010235757A CN 101954703 A CN101954703 A CN 101954703A
- Authority
- CN
- China
- Prior art keywords
- injection molding
- product
- shot forming
- mould
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14688—Coating articles provided with a decoration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1671—Making multilayered or multicoloured articles with an insert
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14065—Positioning or centering articles in the mould
- B29C2045/14155—Positioning or centering articles in the mould using vacuum or suction
Abstract
The invention relates to an injection molding method for an in-mold ornament. The method comprises the following steps of: A) performing primary molding, namely, providing a membrane on which a decorating pattern is printed, feeding the membrane into a first molding die, closing a first male die and a first female die of the first molding die on both sides of the membrane and performing injection molding by using a transparent injection molding material so as to obtain a primary molded product; B) standing the primary molded product for a set period of time; and C) performing secondary molding, namely, putting the primary molded product into a female die of a second molding die for secondary molding and performing secondary injection molding by using a nontransparent injection molding material so as to obtain a finished product. An injection molding method for the in-mold ornament in the prior art is improved and an injection molding product has three-dimensional effect and stereovision through two-time injection molding.
Description
Technical field
The present invention relates to a kind of Inset decoration injection molding method.
Background technology
In-mold decoration injection molding technology (In Mold Reprint) is used in the manufacturing of shells such as mobile phone, notebook computer at present more.Usually, the plastic casing that manufactures a product by the IMR technology all adopts ejection formation basically one time, by in injection moulding process, adding the film that one deck has pattern, on the surface of injecting products, form the decorative pattern layer, because the pattern that product surface forms all is the plane, therefore lack stereoeffect and stereovision, the pattern on surface is also more single.In addition, the injecting products that adopts the in-mold decoration injection molding technology to produce is thicker usually, and when processing thin-walled product, the flowability difference of sizing material is difficult to moulding.
Summary of the invention
The purpose of this invention is to provide a kind of injection forming method that can produce stereoeffect and stereovision.
For achieving the above object, the technical solution used in the present invention is: a kind of film interior trim injection molding forming method, it comprises the steps:
A), the one-shot forming stage:
One film that is printed with decorative pattern is provided, above-mentioned film is sent in first mould, make first male model of first mould and first master mold, carry out injection moulding, obtain the one-shot forming product with transparent injected-moulded material respectively at the both sides of above-mentioned film matched moulds;
B), above-mentioned one-shot forming product is left standstill setting-up time;
C), the post forming stage:
Above-mentioned one-shot forming product is put into second mould of post forming, utilize nontransparent injected plastics material to carry out quadric injection mould, obtain finished product.
The present invention's technical scheme further is: in the described post forming stage, described nontransparent injected plastics material is combined on the surface of transparent injected-moulded material of described one-shot forming product.
Further, in the described one-shot forming stage, advance glue by 3 glue-feeders on described first mould, and 3 described glue-feeders distribute evenly on the length direction of described one-shot forming product.
Preferably, in described B step, above-mentioned one-shot forming product was left standstill more than 12 hours.
Preferably, in the described post forming stage,, by manipulator described one-shot forming product is put into second master mold of mould for the second time then at first to described one-shot forming product orientation.
Because the technique scheme utilization, the present invention compared with prior art has following advantage and effect: the present invention has improved the Inset decoration injection molding method of prior art, by twice injection moulding, makes injecting products have stereoeffect and stereovision.
Description of drawings
Accompanying drawing 1 is the schematic diagram of one-shot forming product of the present invention;
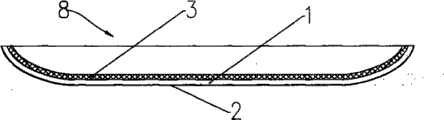
Accompanying drawing 2 is the schematic diagram of post forming product of the present invention;
Accompanying drawing 3 is the processing schematic diagram of one-shot forming process of the present invention;
Accompanying drawing 4 is the processing schematic diagram of post forming process of the present invention;
Accompanying drawing 5 is provided with the schematic diagram of position for glue-feeder of the present invention;
Wherein: 1, hyaline layer; 2, film; 3, non transparent layer; 4, one-shot forming product; 5, first mould; 21, press mold frame; 51, first male model; 52, first master mold; 6, second mould; 61, second male model; 62, second master mold; 7, manipulator; 71, dispenser; 8, post forming product; 9, glue-feeder.
The specific embodiment
Below in conjunction with drawings and Examples the present invention is further described:
A kind of film interior trim injection molding forming method, it comprises the steps:
A), the one-shot forming stage, utilize the IMR technology to form to have the moulding of decorative pattern:
S1), with being printed with the film 2 of patterned layer, the material of this film is PET, PC etc., as shown in Figure 3, above-mentioned film 2 is loaded between first male model 51 and first master mold 52 of first mould 5, covers the surface of first master mold 52;
S2), compress film 2, make it paste clothes on the surface of first master mold 52 by press mold frame 21;
S3), the die cavity of first mould 5 is vacuumized, make film 2 paste clothes in die cavity;
S4), close die, with transparent injected-moulded material ejection formation product;
S5), die sinking takes out product, obtains one-shot forming product 4 as shown in Figure 1, this one-shot forming product 4 has three-dimensional configuration, a side is a hyaline layer 1, opposite side is covered with film 2.
B), above-mentioned one-shot forming product 4 was left standstill more than 12 hours, this is in order one-shot forming product 4 fully to be cooled off, its size to be determined, obtaining accurate in size product so that post forming; Eliminate on the one hand the internal stress of one-shot forming product 4, reduce the distortion of one-shot forming product 4 as far as possible, so that in the post forming stage, one-shot forming product 4 can accurately contraposition in second mould 6;
C), the post forming stage:
S1), on streamline, described one-shot forming product 4 is located;
S2), by manipulator 7 described one-shot forming product 4 is put into second master mold 62 of mould 6 for the second time;
S3), utilize nontransparent injected plastics material to carry out quadric injection mould, described nontransparent injected plastics material is combined on the surface of transparent injected-moulded material of described one-shot forming product 4, obtain post forming product 8 as shown in Figure 2, in the described post forming product 8, film 2, hyaline layer 1 and non transparent layer 3 sequential cascades.
Preferably, in the described one-shot forming stage, in order to solve the problem of rubber mobility difference and red ink in the injection moulding process, advance glue by 3 glue-feeders 9 on first mould 5,3 glue-feeders 9 are uniform along the length direction of injecting products, can avoid the red ink phenomenon so on the one hand, on the other hand, avoid adding man-hour for the thin-walled injection moulding part, the solation amount is slow, problems such as product shrink, at last, 3 glue-feeders 9 can also reduce to penetrate pressure, and the product distortion that injection mo(u)lding obtains is little, is beneficial to and carries out post forming.
The foregoing description only is explanation technical conceive of the present invention and characteristics, and its purpose is to allow the personage who is familiar with this technology can understand content of the present invention and enforcement according to this, can not limit protection scope of the present invention with this.All equivalences that spirit essence is done according to the present invention change or modify, and all should be encompassed within protection scope of the present invention.
Claims (6)
1. film interior trim injection molding forming method, it is characterized in that: it comprises the steps:
A), the one-shot forming stage:
One film that is printed with decorative pattern is provided, above-mentioned film is sent in first mould, make first male model of first mould and first master mold, carry out injection moulding, obtain the one-shot forming product with transparent injected-moulded material respectively at the both sides of above-mentioned film matched moulds;
B), above-mentioned one-shot forming product is left standstill setting-up time;
C), the post forming stage:
Above-mentioned one-shot forming product is put into second mould of post forming, utilize nontransparent injected plastics material to carry out quadric injection mould, obtain finished product.
2. a kind of film interior trim injection molding forming method according to claim 1 is characterized in that: in the described post forming stage, described nontransparent injected plastics material is combined on the surface of transparent injected-moulded material of described one-shot forming product.
3. a kind of film interior trim injection molding forming method according to claim 1 is characterized in that: in the described one-shot forming stage, advance glue by 3 glue-feeders on described first mould.
4. a kind of film interior trim injection molding forming method according to claim 3 is characterized in that: 3 described glue-feeders evenly distribute on the length direction of described one-shot forming product.
5. a kind of film interior trim injection molding forming method according to claim 1 is characterized in that: in described B step, above-mentioned one-shot forming product was left standstill more than 12 hours.
6. a kind of film interior trim injection molding forming method according to claim 1, it is characterized in that: in the described post forming stage, at first to described one-shot forming product orientation, by manipulator described one-shot forming product is put into described second time of mould then.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201010235757 CN101954703A (en) | 2010-07-20 | 2010-07-20 | Injection molding method for in-mold ornament |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201010235757 CN101954703A (en) | 2010-07-20 | 2010-07-20 | Injection molding method for in-mold ornament |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN101954703A true CN101954703A (en) | 2011-01-26 |
Family
ID=43482417
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201010235757 Pending CN101954703A (en) | 2010-07-20 | 2010-07-20 | Injection molding method for in-mold ornament |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN101954703A (en) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102211408A (en) * | 2011-05-24 | 2011-10-12 | 常熟市汽车饰件有限公司 | PU (Polyurethane) coating secondary forming method for automobile interior decorating part |
| EP2666610A1 (en) * | 2012-05-24 | 2013-11-27 | Wojciech Czajkowski | Method of manufacturing a shape with a lenticular stereoscopic image from plastic materials on a plastic substrate |
| CN103419321A (en) * | 2012-05-24 | 2013-12-04 | 沃伊切赫·柴可夫斯基 | Raster method of manufacturing three-dimensional images of products, the plastic material used in a variety of plastic materials |
| CN104494039A (en) * | 2014-11-03 | 2015-04-08 | 宁波奥克斯空调有限公司 | In-mold injection molding method for air conditioner panel |
| CN106182577A (en) * | 2016-07-13 | 2016-12-07 | 王朝翔 | Outer surface has the processing technique of the injection clad of protruding figure panel and has the panel that visual angle, surface is three-dimensional of clad |
| WO2018073111A1 (en) | 2016-10-18 | 2018-04-26 | Covestro Deutschland Ag | Method for producing a plastic body suitable as a decorative element |
| CN108024464A (en) * | 2017-11-06 | 2018-05-11 | 广东欧珀移动通信有限公司 | Housing and preparation method, mobile terminal |
| CN109367138A (en) * | 2018-11-30 | 2019-02-22 | 深圳和而泰智能控制股份有限公司 | Two-sided IML plate and preparation method thereof |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1978176A (en) * | 2005-12-01 | 2007-06-13 | 晟翰实业有限公司 | Method for film multiple jet-out plastic jointing |
-
2010
- 2010-07-20 CN CN 201010235757 patent/CN101954703A/en active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1978176A (en) * | 2005-12-01 | 2007-06-13 | 晟翰实业有限公司 | Method for film multiple jet-out plastic jointing |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102211408A (en) * | 2011-05-24 | 2011-10-12 | 常熟市汽车饰件有限公司 | PU (Polyurethane) coating secondary forming method for automobile interior decorating part |
| EP2666610A1 (en) * | 2012-05-24 | 2013-11-27 | Wojciech Czajkowski | Method of manufacturing a shape with a lenticular stereoscopic image from plastic materials on a plastic substrate |
| CN103419321A (en) * | 2012-05-24 | 2013-12-04 | 沃伊切赫·柴可夫斯基 | Raster method of manufacturing three-dimensional images of products, the plastic material used in a variety of plastic materials |
| CN104494039A (en) * | 2014-11-03 | 2015-04-08 | 宁波奥克斯空调有限公司 | In-mold injection molding method for air conditioner panel |
| CN106182577A (en) * | 2016-07-13 | 2016-12-07 | 王朝翔 | Outer surface has the processing technique of the injection clad of protruding figure panel and has the panel that visual angle, surface is three-dimensional of clad |
| WO2018073111A1 (en) | 2016-10-18 | 2018-04-26 | Covestro Deutschland Ag | Method for producing a plastic body suitable as a decorative element |
| CN108024464A (en) * | 2017-11-06 | 2018-05-11 | 广东欧珀移动通信有限公司 | Housing and preparation method, mobile terminal |
| CN108024464B (en) * | 2017-11-06 | 2020-07-10 | Oppo广东移动通信有限公司 | Shell, preparation method and mobile terminal |
| CN109367138A (en) * | 2018-11-30 | 2019-02-22 | 深圳和而泰智能控制股份有限公司 | Two-sided IML plate and preparation method thereof |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101954703A (en) | Injection molding method for in-mold ornament | |
| CN101883478A (en) | Electronic device shell as well as mould and method for manufacturing same | |
| CN104260287B (en) | Double color injection mold for front frame of computer | |
| CN101804684A (en) | In-mould decorating injection moulding method and mould | |
| CN102672892A (en) | In-mold injection molding method and in-mold injection molding mold | |
| CN102922663A (en) | Double-color injection molding technology of panel with film sheet layer | |
| CN208664159U (en) | Skins front edges composite material shaping mould on the outside of a kind of aircraft | |
| CN106808650A (en) | Injection molding machine and surface decoration mold used for the same | |
| CN104339531A (en) | Double-shot molding method of inserts | |
| MY156283A (en) | Process for producing in-mold decorated molded article | |
| CN102529098B (en) | Method for manufacturing vehicle sign by in-mold decoration technology | |
| CN101391472A (en) | Forming method for stereoscopic pattern of plastic rubber member | |
| CN107498889A (en) | Insert molding die, in-mould injection method and injecting product in mold | |
| CN101898403A (en) | Injection molding mold | |
| CN211591370U (en) | Forming die for composite material box-shaped ribs of airplane | |
| CN104972599A (en) | Injection molding technology of lampshade | |
| US8715551B2 (en) | Plastic product with three dimensional pattern and manufacturing method of the same | |
| CN106808643A (en) | Injection molding method and molded article produced by the method | |
| CN102029687A (en) | Super-thick transparent colloid plastic die process and injection molding method thereof | |
| CN201960705U (en) | In-mold-decoration (IMD) dual-color injection molding mold | |
| CN201633175U (en) | Translation type two-color mould | |
| CN102211380B (en) | Double-color injection molding process | |
| CN103978627B (en) | Injection molding method of outer part | |
| CN101474848A (en) | Injection mould product in-mould printing molding equipment | |
| CN205439116U (en) | No die parting line vestige mould and product |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C12 | Rejection of a patent application after its publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20110126 |