CN101813932A - Method for component content prediction and optimization operation in wet-process metallurgic extraction process - Google Patents
Method for component content prediction and optimization operation in wet-process metallurgic extraction process Download PDFInfo
- Publication number
- CN101813932A CN101813932A CN200910010295A CN200910010295A CN101813932A CN 101813932 A CN101813932 A CN 101813932A CN 200910010295 A CN200910010295 A CN 200910010295A CN 200910010295 A CN200910010295 A CN 200910010295A CN 101813932 A CN101813932 A CN 101813932A
- Authority
- CN
- China
- Prior art keywords
- value
- extraction
- flow
- data
- organic phase
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Landscapes
- Feedback Control In General (AREA)
- Extraction Or Liquid Replacement (AREA)
Abstract
The invention provides a method for component content prediction and optimization operation in a wet-process metallurgic extraction process, which adopts the wet-process metallurgic extraction technology of a multi-stage extraction tank to realize real-time prediction on raffinate component content by hybrid modeling of the wet-process metallurgic extraction process, and provide online optimization operation guidance for the extraction process. The method comprises the steps of data acquisition, auxiliary variation selection, standard processing, hybrid model establishment, hybrid model correction, optimization operation guidance determination and the like. The method can greatly improve the leaching rate so as to ensure that the production is maintained in a best loss state, can reduce consumption of raw materials and energy, and prolongs the running period of equipment.
Description
Technical field
The invention belongs to the hydrometallurgy field, a kind of extracted component content prediction and Optimizing operation method based on mixture model is provided especially, the method that a kind of real-time estimate raffinate concentration of component promptly is provided and provides Optimizing operation to instruct.
Background technology
Hydrometallurgical processes is ripe gradually and presses for industrialized new technology that compare with traditional pyrometallurgical smelting, hydrometallurgical technology has efficiently, cleans, is applicable to advantages such as low-grade complex mineral metal products resource recovery.Particularly many at the Mineral Resources in China lean ore, complicated symbiosis, the characteristics that impurity content is high, the hydrometallurgical processes industrialization reduces solid waste output for the comprehensive utilization ratio that improves mineral resources, reduces environmental pollution, all has great significance.
Hydrometallurgical processes, equipment research progress were rapidly in recent years.But hydrometallurgical processes flow process complexity, device type is various, process conditions are abominable, as high temperature, high pressure, deep-etching etc., so hydrometallurgical processes will be realized the raising of heavy industrialization automatic control level, production safety, stable, continuous operation could be guaranteed, product quality and output could be guaranteed.
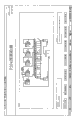
Hydrometallurgy cascade extraction removal of impurities process flow process as shown in Figure 1, whole piece extraction production line is composed in series by the multitple extraction groove, is followed successively by the extraction section, washing section, stripping section and the anti-iron section that are made of the multitple extraction groove from left to right.Every grade of extraction tank is made up of mixing chamber and clarifying chamber, in extraction separation process, by dynamic action, make organic phase and water at mixing chamber, clarifying chamber and stream, and integral body produce reverse flow to stirring motor in extraction cell body special structure design and the extraction process mixing chamber.Organic phase always flows from left to right, and water always flows from right to left.Solution in the clarifying chamber is divided into two-layer according to the immiscible principle of organic extractant and water: the upper strata is an organic phase, and lower floor is a water.The operator is according to the cascade extraction principle, according to certain balanced proportions relation, controls the flow of organic, feed liquid, washing lotion, strip liquor and anti-iron liquid.The effect of extraction section is that the most foreign metals in the aqueous phase liquid and a small amount of valuable metal are come together into organic phase; The effect of washing section is by the contacting of washing lotion and organic phase, and most valuable metals are washed the backwater phase; And the effect of stripping section and anti-iron section is to make foreign metal return water again, thereby organic phase is regenerated.
In order to guarantee the quality of product, improve the yield of metal, reduce consuming, give full play to the productive capacity of equipment, need in the production run product component concentration in the extraction production line water outlet (raffinate) is chemically examined.In actual production, concentration of component all can't on-line measurement, but adopts the off-line lab analysis to obtain, but off-line analysis lags behind a few hours, and analytical sampling number of times few (1 time/day), can not satisfy the requirement of control far away.Have two kinds of approach to solve this problem, the first adopts in-line analyzer; It two is by process is carried out modeling, realizes the prediction of concentration of component.Because the former function is imperfection also, and investment big, be difficult to safeguard, still can not satisfy the continuous on-line detection demand of hydrometallurgical extraction separation production process comprehensively; Therefore best solution is to use second kind of approach, promptly sets up the forecast model of extraction process component concentration, each component concentrations of on-line prediction under the prerequisite that does not increase investment.
At present, the report of Shang Weijian relevant wet-process metallurgic extraction process component concentration hybrid modeling method and Optimizing operation guidance.The method that factory adopted is that these concentration of component samplings are manually chemically examined, and obtains by the off-line analysis mode, and the operator adjusts flow setting value according to the concentration of component laboratory values, to guarantee the product purity and the feed liquid treatment capacity of productive target defined.The shortcoming of this method is that artificial chemical examination lags behind big, reaches a few hours; Because chemical examination cost problem makes the sampling period all longer, therefore, these laboratory values are difficult to be directly used in quality control in addition.The operator mainly relies on experience separately to regulate, thereby makes the first-time qualification rate of product be difficult to guarantee that supplementary product onsumption increases, and cost of products improves.
Summary of the invention
The invention provides a kind of wet-process metallurgic extraction process component content prediction and Optimizing operation method,, realize the real-time estimate of raffinate component concentration, and provide online Optimizing operation to instruct extraction process by hybrid modeling to wet-process metallurgic extraction process.
The objective of the invention is to seek a kind of method for component content prediction and Optimizing operation in the hydrometallurgical extraction separation production process, it is used to address the problem:
(1), realizes that the Optimizing operation of abstraction impurity removal process instructs for hydrometallurgical extraction removal of impurities process realizes that control provides the component concentration Monitoring Data automatically;
(2) simulate by actual fluctuation situation, grasp of the influence of different fluctuating ranges, Optimizing operation guidance in good time and reasonably is provided, guarantee product quality, realize the optimal control of extraction process product quality to variable factors such as material liquid component, flows;
(3) flexible measurement method of the present invention had both been considered the advantage of mechanism model, combined the characteristics of data model again, and can simulate the abstraction impurity removal production run, grasped the supplementary product onsumption in the production run, formulated the rational production schedule.
(4) replace artificial assay, reach the purpose that promptly and accurately detects production status.
Wet-process metallurgic extraction process component content prediction provided by the present invention and Optimizing operation method comprise: the foundation of selection of (1) process data collection, (2) auxiliary variable and standardization, (3) mixture model, the correction of (4) mixture model, (5) Optimizing operation are instructed step such as determines.
(1) process data collection
Apparatus of the present invention comprise that extraction process component content prediction and Optimizing operation system, host computer, PLC, on-the-spot sensing become and send part, as shown in Figure 2.Wherein on-the-spot sensing becomes send part to comprise measuring instruments such as pH value, temperature, flow.In the on-the-spot installation and measuring instrument of extraction process, measuring instrument is delivered to PLC with the signal of gathering by the Profibus-DP bus, PLC regularly is sent to host computer with acquired signal by Ethernet, host computer passes to extraction process component content prediction and Optimizing operation system to the data of accepting, carry out the real-time estimate of raffinate component concentration, and provide online Optimizing operation to instruct.
The each several part function of apparatus of the present invention:
(A) on-the-spot sensing becomes and send part: comprise that measuring instruments such as pH value, temperature, flow are made up of sensor, be responsible for the collection and the transmission of process data;
(B) PLC: be responsible for the signal A/D conversion of gathering, and signal sent to host computer by Ethernet;
(C) host computer: collect local plc data, send extraction process component content prediction and Optimizing operation system to, and provide online Optimizing operation to instruct.
(2) selection of auxiliary variable and standardization
The selected auxiliary variable of the present invention comprises,
(A) quilt collection component concentrations x in the feed liquid
1
(B) the flow x of feed liquid
2
(C) the flow x of washing lotion
3
(D) the flow x of organic phase
4
(D) the pH value x of raffinate
5
(E) the temperature x of feed liquid
6
The data model is exerted an influence because unit is different in order to prevent each detection variable, at first the sensor measurement data that collect is carried out standardization,
In the formula
 -Di i data sample, the standardized value of j measurement value sensor;
-Di i data sample, the standardized value of j measurement value sensor;
x
j(i)-and an i data sample, j measurement value sensor;
The minimum value an of-Di j measurement value sensor;

(3) foundation of mixture model
The structure of I, mixture model
Mix and use multiple modeling method to set up mathematics model, can reach the effect that the whole bag of tricks is learnt from other's strong points to offset one's weaknesses, become the focus of research at present.If system has the physical knowledge of priori to utilize, then utilize as far as possible, so that blackbox model is changed into greybox model, thereby mechanism method and data method are combined.Data method can extract the mechanism method the complex information of unaccountable object inside, and mechanism model can improve the popularization ability of statistical model.Combination generally is divided into parallel and two kinds of serials.
(A) serial combination: at first obtain the model structure of a band parameter, determine those parameters with data method then with the mechanism method;
(B) parallel combination: adopt data method to determine a compensator, the result that mechanism model is obtained compensates.
The application of priori is compared with the blackbox model of merely setting up according to data, has improved the precision of model, has strengthened the popularization ability of model, and has reduced the required data of parameter estimation, has reduced calculated amount.
Under many circumstances, utilize mechanism model to be not enough to all characteristics of the process of describing merely, the measurable variable in some processes because and concern complexity between leading variable, be difficult to all be included among the mechanism model; In addition, the unknown influence factor in some processes can reduce the precision of prediction of mechanism model equally, at this moment can utilize data model that the not modeling in the mechanism model is dynamically compensated, to improve the precision of prediction of model.At the characteristics of extraction process, the present invention adopts the structure of parallel mixture model, as shown in Figure 3.The present invention adopts the parallel mixture model structure based on non-linear PLS that the not modeling in the mechanism model is dynamically compensated.
II, mechanism model
After the reaction mechanism of comprehensively deep understanding process, just can be listed as with closing equilibrium equation, determine to survey leading variable and the mathematical relation that can survey secondary variable, set up the mechanism model of estimating leading variable.Modelling by mechanism requires that concrete object is had deep understanding, hold the basic law that real process involved comprehensively, comprise the state equation in the thermodynamics, balancing each other in the physical chemistry, reaction kinetics, material balance, energy equilibrium, and the knowledge of all many-sides such as high polymer chemistry.Modelling by mechanism has been obtained success aspect a lot, after mechanism model is built up, can be used for simulating the ruuning situation of real system, deepens the understanding to real process, improves operant level; By model emulation, can help to grasp the dynamic perfromance of object simultaneously, for process optimization and control lay the foundation.Usually need expend very big energy yet set up a mechanism model, and not be suitable for the industrial process that mechanism still imperfectly understands, so the present invention simplifies mechanism model by certain hypothesis.
The mechanism model that adopts among the present invention mixes limpid device by the m+n level and forms, and wherein the m level is used for extraction, the n level is used for washing, and its equivalent structure as shown in Figure 4.Usually, because back extraction, anti-iron efficient are higher, can be considered 0 through the concentration of each metallic ion in the fresh organic phase behind the stripping section.Therefore for simplifying the mechanism model structure, only consider extraction section and washing section are carried out modeling.
According to the mass balance relation, for extraction section i level, i=1,2 ... there is following mass balance relation in m-1:
Vy
i-1+(L+L′)x
i+1=Vy
i+(L+L′)x
i????????????????????????????????????????(2)
And for extraction section m level (charging level), i.e. there is following mass balance relation in i=m:
Vy
m-1+Lx
0+L′x
m+1=Vy
m+(L+L′)x
m?????????????????????(3)
For washing section j level, j=m+1 ..., there is following mass balance relation in n-1:
Vy
j-1+L′x
j+1=Vy
j+L′x
j?????????????????????????????(4)
And for washing section n level, i.e. there is following mass balance relation in j=n:
Vy
n-1+L′x′
0=Vy
n+L′x
n?????????????????????????????(5)
V-organic phase flow in the formula;
L-feed liquid flow;
L '-eluent flow;
y
i-flow out the organic phase by the collection component concentrations from i level mixer-settler extractor;
x
i-flow out the organic phase by the collection component concentrations from i level mixer-settler extractor;
y
j-flow out the organic phase by the collection component concentrations from j level mixer-settler extractor;
x
j-flow out the organic phase by the collection component concentrations from j level mixer-settler extractor;
y
0Quilt collection component concentrations in the-fresh organic phase;
x
0Quilt collection component concentrations in the-feed liquid;
X '
0Quilt collection component concentrations in the-washing lotion.
Above-mentioned m+n mass balance relation formed a system of equations with the individual unknown number of 2 (m+n), in order to find the solution above-mentioned system of equations, also needs to introduce the extraction equilibrium relation equation
y
i=f(x
i)?????????????????????????????????????????????(6)
The concentration of metallic ion and the unknown function between the aqueous metal ion concentration concern f () in the organic phase when setting up balance ideally, need carry out the experiment of off-line extraction equilibrium to obtain the sample data that is used for identification.At first take out a small amount of fresh organic phase and be used for the extraction equilibrium experiment, prepare water respectively with different metal ion concentration, carry out the extraction equilibrium experiment with separating funnel, organic phase and water are by certain adding separating funnel of comparing, vibration mixes the certain hour standing demix, aqueous pH values behind the adjustment is analyzed the aqueous metal ion concentration, and record is used for the experimental data of identification.By analyzing, model can be embodied as semiempirical model
A in the formula
1, a
2-parameter to be identified.
By the physical significance of (7) formula, can judge a
1, a
2Value should be greater than 0.Because the result of computation optimization often is not only, tally with the actual situation in order to make result of calculation as far as possible, adopt the nonlinear optimization algorithm of belt restraining below, can be rule of thumb with a
1, a
2Value be limited within certain scope, formula (7) is carried out reverse computation optimization.Concrete steps are:
(A) produce one group at random greater than 0, less than a
1, a
2The initial value of specialized range;
(B) with a
1, a
2Substitution formula (6) is calculated y
iEstimated value

(C) with sample value and estimated error sum of squares
As the objective function of computation optimization, judge whether objective function meets the requirements, as meet the demands, then stop to calculate, otherwise enter next step;
Y in the formula
i-be the observed reading of i sample;

N-is the number of sample.
(D) carry out the iterative computation of belt restraining condition with the BFGS method, obtain new a
1, a
2
(E) repeat (B)~(D) step, meet the demands up to objective function.
III, data model
According to the inputoutput data of system, the method for the mathematical model of foundation and system's external characteristics equivalence is called data modeling.Data modeling is regarded system as black box, under the situation of not understanding the internal system structure and mechanism, choose one group of secondary variable that close ties is arranged and measure easily with leading variable,, utilize the mathematical model between statistical method structure secondary variable and leading variable according to certain optiaml ciriterion.
Adopt non-linear PLS (RBF-PLS) dynamic as the not modeling in the data modeling method compensatory michanism model among the present invention, the RBF-PLS method is by RBF network and PLS algorithm be combined into, and its model structure as shown in Figure 5.The RBF-PLS method is selected Gaussian radial basis function usually for use, and X is converted into activated matrix A with the argument data matrix.The element of A can utilize following formula to define:
The number of k-data sample in the formula;
x
iThe input vector of-Di i data sample;
a
Ij-A i is capable, the element of j row;
c
jThe Center Parameter of-Gaussian function;
σ
jThe width parameter of-Gaussian function.
In the RBF-PLS method, Center Parameter c
jElect the input vector of each data sample as, promptly
c
j=x
j?????????????????????????????(10)
And width parameter σ
jCan calculate by following formula:
E-gets 1 greater than 0 constant in the formula among the present invention,
Therefore matrix A is that a diagonal element is that k * k of 1 ties up square formation.
After carrying out above-mentioned conversion, utilize the PLS algorithm to set up linear regression model (LRM) between matrix A and the output data vector y, if k * h that T is made up of a preceding h score vector ties up matrix, then model can utilize following formula to be described:
A=TP
T+E????????????????????????????(12)
y=Tq+r=Ab+r???????????????????????(13)
A-activated matrix in the formula;
T-gets sub matrix;
The P-loading matrix;
The E-residual matrix;
Y-output data vector;
Q-load vector;
The r-residual vector;
The regression coefficient vector of b-PLS.
Utilize the modeling procedure of above-mentioned algorithm as follows:
(A) training sample is carried out standardization;
(B) calculate the Euclidean distance at each training sample and center, and utilize (11) formula molded breadth parameter σ
j
(C) utilize (9) formula to calculate activated matrix A;
(D) set up the linear regression model (LRM) of activated matrix A and output data vector between the y, and utilize the PLS algorithm to try to achieve regression coefficient b.
(4) correction of mixture model
Because some process data is reliable inadequately, therefore the model that only utilizes said method to set up also is not enough to provide reliable precision of prediction, therefore on above-mentioned model based, we also utilize predicated error further to proofread and correct mixture model, and the correcting value d (t) in this recursive algorithm can be determined by following formula
d(t)=wd
0(t)+(1-w)d(t-1)???????????????????????????????(14)
The weighted sum of d in the formula (t)-last predicated error and historical error;
d
0(t)-current predicated error;
The w-weighting coefficient gets 0.5 in the patent of the present invention;
And d (0)=0 is arranged, d
0(t) can calculate by following formula
d
0(t)=y
lab(t-1)-y
mod(t-1)?????????????????????????????(15)
Y in the formula
Lab-off-line laboratory values;
y
Mod-model predication value;
Final model tuning output can utilize following formula to calculate
y
cor(t)=y
mod(t)+d(t)??????????????????????????????(16)
Y in the formula
CorModel predication value after the-correction.
What (5) Optimizing operation instructed determines
The present invention adopts the expert system based on mixture model to instruct for extraction process provides online Optimizing operation, by exchanging of on-the-spot and operator, obtain the sequence of operations experience, and in conjunction with mixture model, provide the guidance of each performance variable by interative computation, its specific algorithm step is as follows:
(A) set each quilt collection component concentrations requirement in the raffinate;
(B) read in the feed liquid respectively by the flow of collection component concentrations and feed liquid;
(C) according to operator's experience, select a suitable organic phase flow, and eluent flow correspondingly is as initial value;
(D) under the aforesaid operations condition, utilize each quilt collection component concentrations in the mixture model prediction raffinate, judge whether up to standard; If do not have one up to standardly, return (C) step and reselect an initialization organic phase flow; If all up to standard entering (E) goes on foot;
(E) the organic phase flow is reduced Δ V under the condition of above-mentioned initial value, eluent flow adjusts accordingly simultaneously, calls mixture model again, to each is predicted by the collection component concentrations in the raffinate, judges whether up to standard; If do not have one up to standardly, then stop to calculate, the organic phase flow of last time trying to achieve and eluent flow are the Optimizing operation guidance of current time; If all up to standard, then (E) step repeats.
The present invention can increase substantially extraction efficiency, makes to produce to maintain optimum operation conditions, and can effectively reduce the consumption of the auxiliary material and the energy, prolongs the cycle of operation of equipment.
Description of drawings
Fig. 1 is the wet-process metallurgic extraction process process chart, wherein, PHT1-raffinate pH value sensor, PH2-wash surplus liquid pH value sensor, the anti-raffinate pH of PH3-value sensor, FT1-feed liquid flow sensor, FT2-eluent flow sensor, FT3-strip liquor flow sensor, the anti-iron flow quantity of FT4-sensor, FT5-organic phase fluid quantity sensor, TT1-feed temperature sensor;
Fig. 2 is the hardware configuration synoptic diagram of apparatus of the present invention,
Fig. 3 is the mixture model structural drawing;
Fig. 4 is mechanism model equivalent structure figure;
Fig. 5 is non-linear PLS model structure figure;
Fig. 6 is copper extraction raffinate Cu ion concentration laboratory values and predicted value curvilinear trend figure;
Fig. 7 instructs surface chart for copper extracted component concentration prediction and Optimizing operation;
Fig. 8 extracts raffinate Cu ion concentration laboratory values and predicted value curvilinear trend figure in advance for P204;
Fig. 9 extracts raffinate Mn ion concentration laboratory values and predicted value curvilinear trend figure in advance for P204;
Figure 10 is the P204 detection surface chart that comes together in advance;
Figure 11 is a cobalt hydrometallurgical extraction workshop component content prediction surface chart;
Figure 12 instructs surface chart for cobalt hydrometallurgical extraction workshop Optimizing operation.
Embodiment
Following specific embodiment has obtained practical application in the extraction plant of cobalt hydrometallurgy factory, and has obtained significant effect.
Enforcement on copper collection removal of impurities production line.
Copper extraction has 5 grades of cascade extraction grooves on this production line, and 2 grades are used for extraction, and 1 grade is used for washing, and 2 grades are used for back extraction, totally 5 stirring motors, and 4 flowmeters, 4 pumps, 4 frequency converters, 1 pH meter, 1 thermometer is formed.The extraction process detection system mainly is made of flow detection, the detection of pH value, temperature detection.
The PLC controller adopts the CPU 315-2DP of Simens 300 series, has the Profibus-DP mouth and connects distributed I/O.For PLC is equipped with the ethernet communication module, be used for host computer visit plc data.PLC controller and ethernet communication module are placed in the PLC cabinet in the central control room.
The pH value of extraction process is to carry out the online detection of pH value by the glass electrode that Cole-parmer company produces, and the variation of pH value of solution value is converted into the variation of mV signal.Glass electrode pH measuring system is blown out blister with a glass tube end for the glass-film of pH sensitivity, and casing pack has the 3mol/l KCL buffer solution that contains saturated AgCl, and the pH value is 7.The potential difference (PD) Ag/AgCl conducting system that is present in the reflection pH value of two of glass-films is derived potential difference (PD), with the mA acquisition instrument mA number is converted into the pH value then and shows.
The pH200 type acidity controller that the present invention adopts Cole-parmer company to produce carries out showing on the spot of pH value and the change of detection signal is sent.PH200 type acidity controller utilizes the different DC potential of pH generation in the pH electrode pair detected solution, be input to A/D converter by prime amplifier, to reach the purpose that pH measures, show the pH value by numeral then, simultaneously the pH value is converted to current signal output.
The temperature of extraction process feed liquid is to detect by the platinum-resistance thermometer that SOLUTION company produces, and platinum-resistance thermometer utilizes the temperature variant characteristic of electric parameter to come detected temperatures.
Because organic phase is non-conductive, therefore adopt different flow sensors for flow detection:
(A) water flow detection: feed liquid, acid solution, alkali lye all conduct electricity and have corrosivity, and the teflon-lined electromagnetic flowmeter that has of selecting for use KROHNE company to produce detects.Electromagnetic Flow is counted the detection of non-resistance spare and is had advantages such as precision height, long service life, easy maintenance.The Displaying Meter on the spot that electromagnetic flowmeter is equipped with can realize that flowmeter shows on the spot, flow signal becomes and send and function such as flux cumulating.The signal of electromagnetic flowmeter output is the current signal of standard.
(B) the organic phase flow detects: the extraction section organic phase is non-conductive can not to adopt electromagnetic flowmeter, the differential pressure flowmeter that the detection of flow selects for use ELETTA company to produce.Its principle is that ducted differential pressure acts on the diaphragm of rubber, produce the mechanical motion of diaphragm spindle, this motion acts on the linear potentiometer of installing on the monitor circuit plate, because watch-dog has the linear transformation function between differential pressure and the flow, so circuit board just can provide linear flow output signal.The signal of the output of differential pressure flowmeter is the current signal of standard.
Host computer is selected Core 2 DELL computing machines for use, adopts WINDOW XP operating system.
Component content prediction and Optimizing operation system operate on the Core 2 DELL computing machines, adopt the C#2005 programming software, and the mixture model algorithm adopts Matlab 2007a programming software.
It is to adopt the C#2005 programming software that the signal of PLC and component content prediction and Optimizing operation system transmits software.
In the on-the-spot installation and measuring instrument of extraction process, measuring instrument is sent to the signal of gathering among the PLC by Profibus-DP, PLC regularly sends acquired signal to host computer by Ethernet, the data of accepting are passed to component content prediction to host computer and the Optimizing operation system carries out the prediction of concentration of component online in real time, and provide online Optimizing operation to instruct.
The first step, mechanism model parameter identification: determine that according to the extraction equilibrium experiment extraction equilibrium in the mechanism mould concerns;
(A) configuration has variable concentrations the come together water of component and the volume of record water;
(B) get the fresh organic phase of certain volume, water is mixed by certain comparing in separating funnel with organic phase, stir standing demix;
(C) take out water, the chemical examination aqueous phase is by the component concentrations of coming together;
(D) calculate quilt collection component concentrations in the organic phase with minusing, repeat above-mentioned steps, and the record experimental data;
(E) utilize unknown parameter in the BFGS algorithm identification extraction equilibrium relation.
Second step, collection data: collect and off-line analysis data corresponding sensor measurement data, and record off-line analysis data value y
Lab(1) ..., y
Lab(n);
The 3rd step, mechanism model prediction: utilize mechanism model that the component concentration that come together of raffinate is predicted, and record the predict the outcome y corresponding with the off-line analysis data
Mod(1) ..., y
Mod(n);
The 4th step, will predict the outcome and the off-line laboratory values compares, and calculate error amount d (1) between predicted value and the actual value ..., d (n), wherein
d(i)=y
lab(i)-y
mod(i),i=1,...,n??????????????????????(17)
The 5th step, data model are set up: the detected value after the standardization that above-mentioned error amount is corresponding with it, and it is right to form inputoutput data, utilizes the RBF-PLS method to train, and obtains the parameter in the data model;
The prediction of the 6th step, mixture model: the structure of foundation mechanism model and data model is formed parallel mixture model, utilize mixture model that the raffinate component concentration is carried out real-time estimate;
The correction of the 7th step, mixture model: utilize correcting algorithm that the predicted value of mixture model is carried out the school on-line correction according to the off-line laboratory values of every day, and the predicted value behind the output calibration;
The 8th step, Optimizing operation instruct: utilize optimized Algorithm, according to the performance variable value, provide online Optimizing operation to instruct.
Table 1 and Fig. 6 have provided the off-line laboratory values of the concentration of Cu and the curvilinear trend of model predication value in the raffinate respectively.
It is 0.0694 that analysis to measure data and mixture model predicted value obtain predicted root mean square error, all within the scope of institute of the present invention predicted value, satisfies fully and produces actual needs.
| Numbering | Feed concentration | The feed liquid flow | Eluent flow | The organic phase flow | Raffinate pH value | Temperature | Raffinate concentration | Model prediction concentration |
| ??1 | ??14.89 | ??1.25 | ??0.20 | ??3.00 | ??0.51 | ??29.2 | ??0.38 | ??0.36 |
| ??2 | ??11.31 | ??1.40 | ??0.20 | ??2.90 | ??0.49 | ??28.6 | ??0.50 | ??0.49 |
| ??3 | ??13.16 | ??1.20 | ??0.18 | ??4.00 | ??0.50 | ??9.2 | ??0.15 | ??0.17 |
| ??... | ??... | |||||||
| ??28 | ??17.37 | ??1.20 | ??0.20 | ??2.00 | ??0.54 | ??29.5 | ??1.74 | ??1.82 |
| ??29 | ??18.13 | ??1.20 | ??0.19 | ??3.90 | ??0.53 | ??29.3 | ??2.25 | ??2.18 |
| ??30 | ??16.79 | ??1.80 | ??0.20 | ??4.00 | ??0.55 | ??27.5 | ??1.79 | ??1.62 |
Table 1 copper extraction raffinate Cu ion concentration laboratory values and predicted value contrast
In addition based on the mixture model of setting up previously, and the optimized Algorithm that adopts us to design, this extraction process is carried out on-line optimization instruct, compare according to operation conditions optimization and execute-in-place, totally a month data results of comparison is as shown in table 3:
| Organic phase flow (accumulative total) | Cleansing solution flow (accumulative total) | Strip liquor flow (accumulative total) | |
| History value | ??2592.04 | ??116.64 | ??1296.27 |
| Organic phase flow (accumulative total) | Cleansing solution flow (accumulative total) | Strip liquor flow (accumulative total) | |
| Optimize the back value | ??2462.40 | ??103.68 | ??1166.37 |
| The saving amount | ??129.64 | ??12.96 | ??129.90 |
| Number percent | ??5.00% | ??11.11% | ??10.02% |
Table 2 is optimized the table of comparisons as a result
The present invention instructs the interface to combine with Optimizing operation at copper extracted component content prediction interface, and is harmonious, is illustrated in figure 7 as the extraction process component content prediction and the Expert System Optimization Operating Guideline is unified the interface.
Enforcement on P204 comes together the removal of impurities production line in advance.
The pre-extraction of P204 has 20 grades of cascade extraction grooves on this production line, and 10 grades are used for extraction, and 3 grades are used for washing, and 3 grades are used for back extraction, and 3 grades are used for anti-iron, totally 20 stirring motors, and 5 flowmeters, 5 pumps, 5 frequency converters, 3 pH meters, 1 thermometer is formed.The extraction process detection system mainly is made of flow detection, the detection of pH value, temperature detection.
| Numbering | Feed concentration | The feed liquid flow | Eluent flow | The organic phase flow | Raffinate pH value | Temperature | Raffinate concentration | Model prediction concentration |
| ??1 | ??4.60 | ??3.0 | ??0.22 | ??2.4 | ??4.64 | ??15.1 | ??0.20 | ??0.21 |
| ??2 | ??6.35 | ??2.0 | ??0.25 | ??3.0 | ??4.45 | ??12.4 | ??0.22 | ??0.21 |
| ??3 | ??4.94 | ??2.0 | ??0.24 | ??2.6 | ??4.50 | ??9.2 | ??0.21 | ??0.20 |
| ??... | ??... | |||||||
| ??28 | ??5.71 | ??2.5 | ??0.20 | ??2.8 | ??4.37 | ??9.5 | ??0.22 | ??0.23 |
| ??29 | ??2.92 | ??4.0 | ??0.15 | ??1.6 | ??4.51 | ??10.1 | ??0.22 | ??0.19 |
| ??30 | ??3.17 | ??3.5 | ??0.26 | ??3 | ??4.60 | ??9.6 | ??0.15 | ??0.16 |
Table 3 raffinate Cu ion concentration laboratory values and predicted value contrast
Table 3,4 and Fig. 8,9 provided the off-line laboratory values of the concentration of Cu, Mn and the curvilinear trend of model predication value in the raffinate respectively.
Analysis to measure data and mixture model predicted value be respectively 0.0231 and 0.0059 to predicted root mean square error, all within the scope of institute of the present invention predicted value, satisfy fully and produce actual needs.
| Numbering | Feed concentration | The feed liquid flow | Eluent flow | The organic phase flow | Raffinate pH value | Temperature | Raffinate concentration | Model prediction concentration |
| ??1 | ??0.39 | ??3.0 | ??0.22 | ??2.4 | ??4.64 | ??15.1 | ??0.001 | ??0.003 |
| ??2 | ??0.70 | ??2.0 | ??0.25 | ??3.0 | ??4.45 | ??12.4 | ??0.020 | ??0.021 |
| ??3 | ??0.51 | ??2.0 | ??0.24 | ??2.6 | ??4.50 | ??9.2 | ??0.021 | ??0.023 |
| ??... | ??... | |||||||
| ??28 | ??1.27 | ??2.5 | ??0.20 | ??2.8 | ??4.37 | ??9.5 | ??0.02 | ??0.018 |
| ??29 | ??0.73 | ??4.0 | ??0.15 | ??1.6 | ??4.51 | ??10.1 | ??0.022 | ??0.019 |
| ??30 | ??1.83 | ??3.5 | ??0.26 | ??3 | ??4.60 | ??9.6 | ??0.046 | ??0.041 |
Table 4 raffinate Mn ion concentration laboratory values and predicted value contrast
In addition based on the mixture model of setting up previously, and the optimized Algorithm that adopts us to design, this extraction process is carried out on-line optimization instruct, compare according to operation conditions optimization and execute-in-place, totally a month data results of comparison is as shown in table 3:
| Organic phase flow (accumulative total) | Cleansing solution flow (accumulative total) | Strip liquor flow (accumulative total) | Anti-iron flow quantity (accumulative total) | |
| History value | ??1259.64 | ??64.82 | ??1310.40 | ??1346.58 |
| Optimize the back value | ??1135.37 | ??57.60 | ??1195.36 | ??1188.49 |
| The saving amount | ??124.27 | ??7.22 | ??115.04 | ??158.09 |
| Number percent | ??9.87% | ??11.13% | ??8.78% | ??11.74% |
Table 5 is optimized the table of comparisons as a result
The present invention instructs the interface to combine with Optimizing operation at the pre-extracted component content prediction of P204 interface, and is harmonious, unifies the interface for extraction process component content prediction and Expert System Optimization Operating Guideline as shown in figure 10.
The present invention is when predicting certain hydrometallurgical extraction workshop component concentration and providing Optimizing operation to instruct, and friendly human-computer interaction interface also is absolutely necessary.The present invention also fully takes into account this requirement, predicts the outcome and Optimizing operation instructs and lists file names with total, and shown in Figure 11,12, the operator that is more convenient for carries out the monitoring of whole extraction workshop section.
Claims (2)
1. wet-process metallurgic extraction process component content prediction and Optimizing operation method, be the hydrometallurgical extraction technology that adopts known employing multitple extraction groove, it is characterized in that: by hybrid modeling wet-process metallurgic extraction process, realize the real-time estimate of raffinate component concentration, and provide online Optimizing operation to instruct to extraction process, what comprise that the correction of foundation, mixture model of the selection of data acquisition, auxiliary variable and standardization, mixture model and Optimizing operation instruct step such as determines;
1) process data collection
The hardware unit that the present invention uses comprises extraction process component content prediction and Optimizing operation system, host computer, PLC, on-the-spot sensing becomes send part, wherein on-the-spot sensing becomes send part to comprise the pH value, measuring instrument such as temperature and flow, in the on-the-spot installation and measuring instrument of extraction process, measuring instrument is delivered to PLC with the signal of gathering by the Profibus-DP bus, PLC realizes the A/D conversion with the signal of gathering, and regularly acquired signal is sent to host computer by Ethernet, host computer passes to extraction process component content prediction and Optimizing operation system to the local plc data of accepting, carry out the real-time estimate of raffinate component concentration, and provide online Optimizing operation to instruct;
2) selection of auxiliary variable and standardization
The selected auxiliary variable of the present invention comprises:
1. in the feed liquid by collection component concentrations x
1
2. the flow X of feed liquid
2
3. the flow X of washing lotion
3
4. the flow X of organic phase
4
5. the pH value X of raffinate
5
6. the temperature X of feed liquid
6
At first the sensor measurement data that collect are carried out standardization:
In the formula
-Di i data sample, the standardized value of j measurement value sensor;
x
j(i)-and an i data sample, j measurement value sensor;


3) set up mixture model
The present invention adopts the structure of parallel mixture model, adopts the parallel mixture model structure based on non-linear PLS that the not modeling in the mechanism model is dynamically compensated;
The mechanism model that adopts among the present invention mixes limpid device by the m+n level and forms, and wherein the m level is used for extraction, the n level is used for washing; Usually,, can be considered 0, therefore, only consider extraction section and washing section are carried out modeling for simplifying the mechanism model structure through the concentration of each metallic ion in the fresh organic phase behind the stripping section because back extraction, anti-iron efficient are higher,
According to the mass balance relation, for extraction section i level, i=1,2 ... there is following mass balance relation in m-1:
Vy
i-1+(L+L′)x
i+1=Vy
i+(L+L′)x
i
And be charging level i=m for extraction section m level, there is following mass balance relation:
Vy
m-1+Lx
0+L′x
m+1=Vy
m+(L+L′)x
m
For washing section j level, j=m+1 ..., there is following mass balance relation in n-1:
Vy
j-1+L′x
j+1=Vy
j+L′x
j
And for washing section n level, i.e. there is following mass balance relation in j=n:
Vy
n-1+L′x′
0=Vy
n+L′x
n
V-organic phase flow in the formula;
L-feed liquid flow;
L '-eluent flow;
y
i-flow out the organic phase by the collection component concentrations from i level mixer-settler extractor;
x
i-flow out the organic phase by the collection component concentrations from i level mixer-settler extractor;
y
j-flow out the organic phase by the collection component concentrations from j level mixer-settler extractor;
x
j-flow out the organic phase by the collection component concentrations from j level mixer-settler extractor;
y
0Quilt collection component concentrations in the-fresh organic phase;
x
0Quilt collection component concentrations in the-feed liquid;
X '
0Quilt collection component concentrations in the-washing lotion;
Above-mentioned m+n mass balance relation formed a system of equations with the individual unknown number of 2 (m+n), in order to find the solution above-mentioned system of equations, also needs to introduce the extraction equilibrium relation equation:
y
i=f(x
i)
The concentration of metallic ion and the unknown function between the aqueous metal ion concentration concern f () in the organic phase when setting up balance ideally, need carry out the experiment of off-line extraction equilibrium to obtain the sample data that is used for identification; At first take out a small amount of fresh organic phase and be used for the extraction equilibrium experiment, prepare water respectively with different metal ion concentration, carry out the extraction equilibrium experiment with separating funnel, organic phase and water are by certain adding separating funnel of comparing, vibration mixes, standing demix, aqueous pH values behind the adjustment is analyzed the aqueous metal ion concentration, and record is used for the experimental data of identification; By analyzing, model can be embodied as semiempirical model:
A in the formula
1, a
2-parameter to be identified;
From the physical significance of above-mentioned radius empirical model, can judge a
1, a
2Value should be greater than 0; Because the result of computation optimization often is not only, tally with the actual situation in order to make result of calculation as far as possible, adopt the nonlinear optimization algorithm of belt restraining below, can be rule of thumb with a
1, a
2Value be limited within certain scope, to above-mentioned radius empirical model
Carry out reverse computation optimization; Concrete steps are:
1. produce one group at random greater than 0, less than a
1, a
2The initial value of specialized range;
2. with a
1, a
2The substitution following formula calculates y
iEstimated value

3. with sample value and estimated error sum of squares
As the objective function of computation optimization, judge whether objective function meets the requirements, as meet the demands, then stop to calculate, otherwise enter next step;
Y in the formula
i-be the observed reading of i sample;

N-is the number of sample;
4. carry out the iterative computation of belt restraining condition with the BFGS method, obtain new a
1, a
2
5. repeat 2.~4. step, meet the demands up to objective function;
Adopt non-linear PLS (RBF-PLS) dynamic as the not modeling in the data modeling method compensatory michanism model among the present invention, the RBF-PLS method is by RBF network and PLS algorithm be combined into,
What Optimizing operation instructed determines
The present invention adopts the system based on mixture model to instruct for extraction process provides online Optimizing operation, by exchanging of on-the-spot and operator, obtain the sequence of operations experience, and in conjunction with mixture model, provide the guidance of each performance variable by interative computation, its specific algorithm step is as follows:
1. set each quilt collection component concentrations requirement in the raffinate;
2. read the flow of each come together component concentrations and feed liquid in the feed liquid;
3. according to operator's experience, select a suitable organic phase flow, and eluent flow correspondingly is as initial value;
4. under the aforesaid operations condition, utilize each quilt collection component concentrations in the mixture model prediction raffinate, judge whether up to standard; If do not have one up to standardly, return that 3. the step is reselected an initialization organic phase flow; If all up to standard entering 5. goes on foot;
5. the organic phase flow is reduced Δ V under the condition of above-mentioned initial value, eluent flow adjusts accordingly simultaneously, calls mixture model again, to each is predicted by the collection component concentrations in the raffinate, judges whether up to standard; If do not have one up to standardly, then stop to calculate, have valency phase flow rate and the eluent flow of last time trying to achieve are the Optimizing operation guidance of current time; If all up to standard, then 5. the step repeats.
2. wet-process metallurgic extraction process component content prediction and Optimizing operation method based on mixture model according to claim 1 are to implement on copper collection removal of impurities production line, it is characterized in that:
Copper extraction has 5 grades of cascade extraction grooves on the production line, and 2 grades are used for extraction, and 1 grade is used for washing, and 2 grades are used for back extraction, totally 5 stirring motors, and 4 flowmeters, 4 pumps, 4 frequency converters, 1 pH meter, 1 thermometer is formed; The extraction process detection system mainly is made of flow detector, pH value detector, temperature monitor;
The PLC controller adopts the CPU 315-2DP of Simens 300 series, has the Profibus-DP mouth and connects distributed I/O; For PLC is equipped with the ethernet communication module, be used for host computer visit plc data; PLC controller and ethernet communication module are placed in the PLC cabinet in the central control room;
The pH value of extraction process is to carry out the online detection of pH value by the glass electrode that Cole-parmer company produces, and the variation of pH value of solution value is converted into the variation of mV signal; Glass electrode PH measuring system is blown out blister with a glass tube end for the glass-film of pH sensitivity, and casing pack has the 3mol/l KCL buffer solution that contains saturated AgCl, and the pH value is 7; The potential difference (PD) Ag/AgCl conducting system that is present in the reflection pH value of two of glass-films is derived potential difference (PD), with the mA acquisition instrument mA number is converted into the pH value then and shows;
The pH200 type acidity controller that the present invention adopts Cole-parmer company to produce carries out the change of showing on the spot of pH value and detection signal and send pH200 type acidity controller to utilize the different DC potential of pH generation in the pH electrode pair detected solution, be input to A/D converter by prime amplifier, to reach the purpose that pH measures, show the pH value by numeral then, simultaneously the pH value is converted to current signal output;
The temperature of extraction process feed liquid is to detect by the platinum-resistance thermometer that SOLUTION company produces, and platinum-resistance thermometer utilizes the temperature variant characteristic of electric parameter to come detected temperatures;
Because organic phase is non-conductive, therefore adopt different flow sensors for flow detection:
1. water flow detection: feed liquid, acid solution, alkali lye all conduct electricity and have corrosivity, and the teflon-lined electromagnetic flowmeter that has of selecting for use KROHNE company to produce detects; Electromagnetic Flow is counted non-resistance spare and is detected; The Displaying Meter on the spot that electromagnetic flowmeter is equipped with can realize that flowmeter shows on the spot, the flow signal change is sent and the flux cumulating function; The signal of electromagnetic flowmeter output is the current signal of standard;
2. the organic phase flow detects: the extraction section organic phase is non-conductive can not to adopt electromagnetic flowmeter, the differential pressure flowmeter that the detection of flow selects for use ELETTA company to produce, and the signal of the output of differential pressure flowmeter is the current signal of standard;
Host computer is selected Core 2 DELL computing machines for use, adopts WINDOW XP operating system;
Component content prediction and Optimizing operation system operate on the Core 2 DELL computing machines, adopt the C#2005 programming software, and the mixture model algorithm adopts Matlab 2007a programming software;
It is to adopt the C#2005 programming software that the signal of PLC and component content prediction and Optimizing operation system transmits software;
In the on-the-spot installation and measuring instrument of extraction process, measuring instrument is sent to the signal of gathering among the PLC by Profibus-DP, PLC regularly sends acquired signal to host computer by Ethernet, the data of accepting are passed to component content prediction to host computer and the Optimizing operation system carries out the prediction of concentration of component online in real time, and provide online Optimizing operation to instruct;
The first step, mechanism model parameter identification: determine that according to the extraction equilibrium experiment extraction equilibrium in the mechanism mould concerns:
1. configuration has variable concentrations the come together water of component and the volume of record water;
2. get the fresh organic phase of certain volume, water is mixed by certain comparing in separating funnel with organic phase, stir standing demix;
3. take out water, the chemical examination aqueous phase is by the component concentrations of coming together;
4. calculate quilt collection component concentrations in the organic phase with minusing, repeat above-mentioned steps, and the record experimental data;
5. utilize the unknown parameter in the BFGS algorithm identification extraction equilibrium relation;
Second step, collection data: collect and off-line analysis data corresponding sensor measurement data, and record off-line analysis data value y
1ab(1) ..., y
1ab(n);
The 3rd step, mechanism model prediction: utilize mechanism model that the component concentration that come together of raffinate is predicted, and record the predict the outcome y corresponding with the off-line analysis data
Mod(1) ..., y
Mod(n);
The 4th step, will predict the outcome and the off-line laboratory values compares, and calculate error amount d (1) between predicted value and the actual value ..., d (n), wherein
d(i)=y
1ab(i)-y
mod(i),i=1,...,n
The 5th step, data model are set up: the detected value after the standardization that above-mentioned error amount is corresponding with it, and it is right to form inputoutput data, utilizes the RBF-PLS method to train, and obtains the parameter in the data model;
The prediction of the 6th step, mixture model: the structure of foundation mechanism model and data model is formed parallel mixture model, utilize mixture model that the raffinate component concentration is carried out real-time estimate;
The correction of the 7th step, mixture model: utilize correcting algorithm that the predicted value of mixture model is carried out on-line correction according to the off-line laboratory values of every day, and the predicted value behind the output calibration;
The 8th step, Optimizing operation instruct: utilize optimized Algorithm, according to the performance variable value, provide online Optimizing operation to instruct;
System interface comprises: A reads the main interface that respectively extracts workshop section's off-line analysis data and show predicted data in real time; B provides online Optimizing operation to instruct the interface; C reads the interface of important parameter in the model; The technological process interface that D shows predicted data in real time and provides online Optimizing operation to instruct.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN200910010295XA CN101813932B (en) | 2009-02-03 | 2009-02-03 | Method for component content prediction and optimization operation in wet-process metallurgic extraction process |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN200910010295XA CN101813932B (en) | 2009-02-03 | 2009-02-03 | Method for component content prediction and optimization operation in wet-process metallurgic extraction process |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101813932A true CN101813932A (en) | 2010-08-25 |
| CN101813932B CN101813932B (en) | 2012-07-04 |
Family
ID=42621209
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN200910010295XA Expired - Fee Related CN101813932B (en) | 2009-02-03 | 2009-02-03 | Method for component content prediction and optimization operation in wet-process metallurgic extraction process |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN101813932B (en) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103676652A (en) * | 2013-12-06 | 2014-03-26 | 杭州电子科技大学 | Dynamic modeling method of flash evaporator |
| CN104062953A (en) * | 2014-06-12 | 2014-09-24 | 东北大学 | Gold hydrometallurgy process running state online evaluation method |
| CN104155873A (en) * | 2014-06-12 | 2014-11-19 | 东北大学 | Wet metallurgy full-flow layered optimization control method |
| CN104199285A (en) * | 2014-06-12 | 2014-12-10 | 东北大学 | Leaching rate prediction method for wet metallurgy gold cyaniding leaching process |
| CN104199389A (en) * | 2014-06-12 | 2014-12-10 | 东北大学 | Optimization method of gold hydrometallurgy displacement process |
| CN104263960A (en) * | 2014-09-23 | 2015-01-07 | 北京矿冶研究总院 | On-line prediction method for replacement rate and gold mud grade in gold hydrometallurgy replacement process |
| CN104296801A (en) * | 2014-06-12 | 2015-01-21 | 东北大学 | Hydrometallurgy thick washing process key variable detection method |
| CN105177289A (en) * | 2015-10-19 | 2015-12-23 | 核工业理化工程研究院 | Automatic purifying method for feed liquid with variable uranium concentration |
| CN104597755B (en) * | 2014-06-12 | 2017-02-15 | 东北大学 | Hydrometallurgical gold cyanide leaching optimization method |
| CN111646524A (en) * | 2020-05-12 | 2020-09-11 | 荆门市格林美新材料有限公司 | Quality improving system for nickel sulfate solutions with different technological sources |
| CN113377075A (en) * | 2021-07-01 | 2021-09-10 | 中国科学院过程工程研究所 | Method and device for optimizing rare earth extraction process in real time and computer readable storage medium |
| CN113515893A (en) * | 2021-07-01 | 2021-10-19 | 中国科学院过程工程研究所 | Establishment method, prediction method and prediction device of real-time prediction model in rare earth extraction process |
| CN113742920A (en) * | 2021-09-06 | 2021-12-03 | 中国恩菲工程技术有限公司 | Extraction model creating method, extraction model determining system, extraction model establishing equipment and storage medium |
| CN114906817A (en) * | 2021-02-08 | 2022-08-16 | 中国石油化工股份有限公司 | Memory, hydrogen peroxide extraction process control method, device and equipment |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6737030B2 (en) * | 2002-01-29 | 2004-05-18 | Ati Properties, Inc. | Method for separating hafnium from zirconium |
| CN1293211C (en) * | 2004-12-07 | 2007-01-03 | 翁源县鹏瑞镍业厂 | Solid-liquid-liquid three-phase extracting and separating method |
| CN1710119A (en) * | 2005-07-12 | 2005-12-21 | 包头稀土研究院 | Process for removing impurity element aluminium from rate-earth solution by fatty acid extraction |
| CN101126129A (en) * | 2007-09-07 | 2008-02-20 | 金川集团有限公司 | Method for removing copper from nickel chloride leachate |
| CN100580110C (en) * | 2008-01-22 | 2010-01-13 | 南京大学 | Wet-process metallurgy method for extracting copper from waste composition brass melting furnace slag |
-
2009
- 2009-02-03 CN CN200910010295XA patent/CN101813932B/en not_active Expired - Fee Related
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103676652B (en) * | 2013-12-06 | 2016-04-13 | 杭州电子科技大学 | A kind of dynamically flash evaporator modeling method |
| CN103676652A (en) * | 2013-12-06 | 2014-03-26 | 杭州电子科技大学 | Dynamic modeling method of flash evaporator |
| CN104597755B (en) * | 2014-06-12 | 2017-02-15 | 东北大学 | Hydrometallurgical gold cyanide leaching optimization method |
| CN104296801B (en) * | 2014-06-12 | 2017-01-18 | 东北大学 | Hydrometallurgy thick washing process key variable detection method |
| CN104062953A (en) * | 2014-06-12 | 2014-09-24 | 东北大学 | Gold hydrometallurgy process running state online evaluation method |
| CN104296801A (en) * | 2014-06-12 | 2015-01-21 | 东北大学 | Hydrometallurgy thick washing process key variable detection method |
| CN104199285A (en) * | 2014-06-12 | 2014-12-10 | 东北大学 | Leaching rate prediction method for wet metallurgy gold cyaniding leaching process |
| CN104155873A (en) * | 2014-06-12 | 2014-11-19 | 东北大学 | Wet metallurgy full-flow layered optimization control method |
| CN104155873B (en) * | 2014-06-12 | 2016-10-05 | 东北大学 | Hydrometallurgy whole process hierarchy optimization control method |
| CN104199389B (en) * | 2014-06-12 | 2017-06-30 | 东北大学 | The optimization method of golden hydrometallurgy replacement process |
| CN104199389A (en) * | 2014-06-12 | 2014-12-10 | 东北大学 | Optimization method of gold hydrometallurgy displacement process |
| CN104062953B (en) * | 2014-06-12 | 2017-03-01 | 东北大学 | Golden hydrometallurgy process running status on-line evaluation method |
| CN104263960A (en) * | 2014-09-23 | 2015-01-07 | 北京矿冶研究总院 | On-line prediction method for replacement rate and gold mud grade in gold hydrometallurgy replacement process |
| CN104263960B (en) * | 2014-09-23 | 2016-04-20 | 北京矿冶研究总院 | On-line prediction method for replacement rate and gold mud grade in gold hydrometallurgy replacement process |
| CN105177289A (en) * | 2015-10-19 | 2015-12-23 | 核工业理化工程研究院 | Automatic purifying method for feed liquid with variable uranium concentration |
| CN105177289B (en) * | 2015-10-19 | 2017-06-13 | 核工业理化工程研究院 | A kind of feed liquid automatic purification method for becoming uranium concentration |
| CN111646524A (en) * | 2020-05-12 | 2020-09-11 | 荆门市格林美新材料有限公司 | Quality improving system for nickel sulfate solutions with different technological sources |
| CN114906817B (en) * | 2021-02-08 | 2023-12-05 | 中国石油化工股份有限公司 | Memory, hydrogen peroxide extraction process control method, device and equipment |
| CN114906817A (en) * | 2021-02-08 | 2022-08-16 | 中国石油化工股份有限公司 | Memory, hydrogen peroxide extraction process control method, device and equipment |
| CN113515893A (en) * | 2021-07-01 | 2021-10-19 | 中国科学院过程工程研究所 | Establishment method, prediction method and prediction device of real-time prediction model in rare earth extraction process |
| CN113377075A (en) * | 2021-07-01 | 2021-09-10 | 中国科学院过程工程研究所 | Method and device for optimizing rare earth extraction process in real time and computer readable storage medium |
| CN113377075B (en) * | 2021-07-01 | 2024-02-09 | 中国科学院过程工程研究所 | Method and device for real-time optimization of rare earth extraction process and computer readable storage medium |
| CN113515893B (en) * | 2021-07-01 | 2024-05-17 | 中国科学院过程工程研究所 | Method for establishing real-time prediction model of rare earth extraction process, prediction method and prediction device |
| CN113742920A (en) * | 2021-09-06 | 2021-12-03 | 中国恩菲工程技术有限公司 | Extraction model creating method, extraction model determining system, extraction model establishing equipment and storage medium |
| CN113742920B (en) * | 2021-09-06 | 2024-06-14 | 中国恩菲工程技术有限公司 | Extraction model creation method, determination method, system, equipment and storage medium |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101813932B (en) | 2012-07-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101813932B (en) | Method for component content prediction and optimization operation in wet-process metallurgic extraction process | |
| CN104062953B (en) | Golden hydrometallurgy process running status on-line evaluation method | |
| CN101482750B (en) | Cobalt oxalate granularity prediction method in hydrometallurgical synthesis process | |
| CN105886680B (en) | A kind of blast furnace ironmaking process molten iron silicon content dynamic soft measuring system and method | |
| CN109935280B (en) | Blast furnace molten iron quality prediction system and method based on ensemble learning | |
| CN108345284B (en) | Quality-related fault detection method based on two variable blocks | |
| CN109885012B (en) | Real-time optimization compensation method for gold hydrometallurgy full flow | |
| CN106052753A (en) | Straw fermentation fuel ethanol production process key state variable soft measuring method based on fuzzy support vector machine | |
| CN105574297B (en) | Self adaptation blast furnace molten iron silicon content trend prediction method | |
| CN104750902B (en) | Molten steel quality dynamic soft-measuring method based on multi output support vector regression | |
| CN104199389A (en) | Optimization method of gold hydrometallurgy displacement process | |
| CN108921352A (en) | A kind of wet metallurgical leaching process optimization method with bounded-but-unknown uncertainty | |
| CN104597755A (en) | Hydrometallurgical gold cyanide leaching optimization method | |
| CN116976148B (en) | Method and system for monitoring ion content change in copper electrolysis process | |
| CN104263960B (en) | On-line prediction method for replacement rate and gold mud grade in gold hydrometallurgy replacement process | |
| CN107121490B (en) | The evaluation method of operating status in a kind of hydrometallurgy process | |
| CN107563656B (en) | Method for evaluating running state of gold hydrometallurgy cyaniding leaching process | |
| CN116244625A (en) | Overflow type mill load indirect forecasting method based on multi-feature fusion neural network | |
| CN108037747A (en) | Golden hydrometallurgy whole process hierarchical block operating status on-line evaluation method | |
| CN104199285A (en) | Leaching rate prediction method for wet metallurgy gold cyaniding leaching process | |
| CN116738866B (en) | Instant learning soft measurement modeling method based on time sequence feature extraction | |
| CN111913447B (en) | Online data-driven nonlinear chemical process monitoring method | |
| Chang et al. | Multimode process mode identification with coexistence of quantitative information and qualitative information | |
| CN110276128B (en) | Underflow concentration prediction method of thickener based on DAJYPLS algorithm | |
| Liang et al. | A process optimization method based on first principle model for the roasting process |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20120704 Termination date: 20150203 |
|
| EXPY | Termination of patent right or utility model |