BRPI0905395B1 - processo para produção de etanol a partir da fermentação de fontes de açúcares em meio fermentativo com alto teor de etanol - Google Patents
processo para produção de etanol a partir da fermentação de fontes de açúcares em meio fermentativo com alto teor de etanol Download PDFInfo
- Publication number
- BRPI0905395B1 BRPI0905395B1 BRPI0905395-6A BRPI0905395A BRPI0905395B1 BR PI0905395 B1 BRPI0905395 B1 BR PI0905395B1 BR PI0905395 A BRPI0905395 A BR PI0905395A BR PI0905395 B1 BRPI0905395 B1 BR PI0905395B1
- Authority
- BR
- Brazil
- Prior art keywords
- fermentation
- wort
- process according
- water
- ethanol
- Prior art date
Links
Images


Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E50/00—Technologies for the production of fuel of non-fossil origin
- Y02E50/10—Biofuels, e.g. bio-diesel
Abstract
PROCESSO PARA PRODUÇÃO DE ETANOL A PARTIR DA FERMENTAÇÃO DE FONTES DE AÇÚCARES EM MEIO FERMENTATIVO COM ALTO TEOR DE ETANOL, especialmente de um processo que permite efetuar a fermentação bioquímica de açúcares a etanol, em baixa temperatura, altas concentrações de açucares e que resulte em baixa produção de ácidos carboxílicos e glicerol, altas taxa de conversão de ART a etanol, de modo a obter teores de etanol, no mosto fermentado final, superiores a cerca de 10° GL, em que o processo consiste de onze etapas.
Description
[001] A invenção em questão está relacionada a um processo para produção de etanol a partir da fermentação microbiológica de açúcares como sacarose, glicose e frutose, utilizando leveduras, especialmente do gênero Saccharomyces sp, em condições controladas de temperatura e de alta concentração de etanol no meio fermentativo.
[002] O estado da técnica compreende um processo produtivo em que fontes de açúcares são convertidas, através de processo fermentativo de alta eficiência, a etanol. Dentre as fontes de carboidrato que podem ser convertidos em açucares fermentescíveis pode-se destacar: - Fontes de sacarose (C12H22O11): cana-de-açúcar, beterraba e sorgo sacarino; - Fonte de celulósicos e ligno-celulósicos: são compostos lenhosos contendo hemi-celulose e celulose que podem ser convertidos química ou enzimaticamente em pentoses (não fermentescível por Saccharomyces sp) e hexoses, respectivamente. Exemplos das matérias-primas que podem ser utilizadas nessa rota são: materiais lenhosos, fibras de capim elefante, e de cana-de-açúcar, e de sorgo granífero, palha de cana-de-açúcar ou de sorgo sacarino; - Fontes amiláceas: principalmente grãos e tubérculos. No processo de conversão de açúcares a etanol, utilizando-se leveduras, mais especificamente Saccharomyces cerevisiae, as fontes de açúcares devem ser a sacarose (C12H22O11) ou glicose e frutose (C6H12O6). Esses microorganismos são habilitados para converter sacarose à glicose e frutose, através de uma exo-enzima denominada invertase. A equação (1), a seguir descrita, representa a reação bioquímica de conversão de sacarose, glicose e frutose a etanol. Evidentemente, fontes de carboidratos amiláceos e ligno-celulósicos, antes de servirem como substratos para fermentação, devem ser convertidos em açúcares fermentescíveis (hexoses). As fontes amiláceas podem ser hidrolisadas por glicose, pela via ácido- enzimática onde o amido é convertido a dextrina e posteriormente a glicose, utilizando-se as enzimas alfa- amilase e glicose oxidase. As fontes de celulose e ligno- celulose podem ser parcialmente hidrolisadas a hexoses (fermentescíveis) e pentoses não fermentescíveis, pela via ácida, concentrado ou diluído ou enzimática- para celulose: coquetéis enzimáticos a base de endo-glucanase, exo-glucanase e beta-glucosidade; hemicelulose: hemicelulase, exo- hemicelusase e xilosidase.
[003] No referido processo, através do controle da fermentação, é possível obter um mosto fermentado com alto teor de etanol e com alta conversão de açucares a etanol.
[004] A reação básica (1) que expressa à conversão bioquímica de açúcares compreendendo a sacarose (C12H22O11), glicose (C6H12O6) e frutose (C6H12O6) a etanol (C2H5OH) pode ser resumida conforme a seguir: (I) C12H22O11 + H2O → 2 C6H12O6 → 2 C2H5OH + 2 CO2 + 54 kcal (1)
[005] A primeira parte da reação compreende a conversão enzimática da sacarose à glicose e frutose (açucares redutores) e a segunda, a conversão bioquímica desses açucares à etanol e gás carbônico. Conforme pode ser notado, a reação é exotérmica, existindo a liberação de calor.
[006] Como dito anteriormente, as fontes de açúcar podem ser as mais diversas, no entanto uma importante fonte dessa matéria prima é a cana-de-açúcar. Na cana-de-açúcar, o açúcar predominante é a sacarose, que contém aproximadamente 99,5% dos açúcares contidos (base seca) e o restante (0,5%) é basicamente glicose e frutose. A soma de toda a sacarose convertida a açúcares redutores, mais os açúcares redutores originalmente contidos, denomina-se açucares redutores totais (ART). Normalmente a produção de etanol e demais parâmetros de processo são expressos em função desse termo.
[007] O Brasil é o segundo maior produtor de etanol do mundo, só sendo superado pelos EUA. Na safra brasileira 2007/2008 foram processadas 493 milhões de toneladas de cana, sendo produzidos 22,5 bilhões de litros de etanol (anidro e hidratado) e 30,7 milhões de toneladas de açúcar. Há basicamente dois tipos de usinas no Brasil, as autônomas que só produzem etanol a partir de caldo de cana e as anexas que produzem açúcar e etanol, sendo que esse último é fabricado a partir de caldo e mel residual (melaço) do processo de fabricação de açúcar. Nas usinas anexas, em média, o equivalente a cerca de 50 % da cana processada é encaminhado à fabricação de açúcar e 50% à de etanol (anidro e/ou hidratado). A matéria-prima a ser utilizada na fabricação de etanol e açúcar requer diversas etapas de processamento. O caldo destinado à fabricação de etanol passa por um tratamento físico-químico específico e é enviado para as dornas de fermentação, juntamente com o mel final esgotado (licor mãe) proveniente da fabricação de açúcar. Essa mistura, denominada mosto, passa por processo de fermentação alcoólica em tanques agitados (fermentadores ou dornas) utilizando-se, principalmente leveduras (Saccharomyces cerevisiae) gerando um mosto fermentado contendo, normalmente de 6 a 11% de etanol. Como subproduto do processo de fermentação é gerado, ainda, o gás carbônico numa quantidade, em massa, em relação ao etanol de 1:1 e o óleo fusel (menos que 1% em massa) que é separado na etapa posterior de destilação. O mosto fermentado resultante é então submetido à centrifugação onde o fermento é separado e reciclado, e o vinho contendo o etanol é encaminhado para a destilação. Em seguida o vinho, normalmente, é colocado em contato direto com o vapor em colunas de destilação gerando duas correntes, etanol no topo e a vinhaça no fundo. Quando é utilizado o sistema de borbotagem direta de vapor na coluna, o vapor é colocado em contato direto com o vinho, havendo, dessa forma, incorporação de condensado na vinhaça, sendo que o volume gerado pode ser algo entre dez e catorze vezes o volume de álcool, dependendo do grau alcoólico do vinho. Existe também o processo de destilação por contato indireto, onde o volume de vinhaça gerado é menor, da ordem de seis a oito vezes o volume de etanol produzido.
[008] O caldo misto, destinado à fabricação de açúcar, passa pela operação de separação do bagacilho em peneiras tipo cush-cush (e/ou peneiras rotativas), é aquecido até cerca de 40°C e é encaminhado, quando se produz açúcar branco, a sulfitação (normalmente em colunas ou hidroejetores), onde, mediante a adição de dióxido de enxofre resultante da queima do enxofre nos fornos, tem seu pH abaixado para cerca de 4,0 a 4,5.
[009] Após a sulfitação, o caldo recebe a adição do leite de cal (ou sacarato de cálcio) onde o pH é elevado até cerca de 7,0 a 7,2.
[010] O caldo caleado (ou dosado) é então aquecido até cerca de 105°C, passando, em seguida, por um processo de vaporização (“balão de flash”) para remoção de gases dissolvidos, recebendo a adição de um agente floculante, normalmente um polieletrólito de poliacrilamida, sendo então submetido à decantação em decantadores estáticos, com ou sem bandejas. Esta operação também é comumente chamada de clarificação.
[011] Do processo de clarificação resultam duas correntes: uma de lodo e outra que é o caldo clarificado. O lodo após receber a adição de bagacilho, que é um tipo de elemento natural, recebe a adição do leite de cal e eventualmente polieletrólito, normalmente uma poliacrilamida, é então filtrado em filtros rotativos a vácuo ou tipo “belt press”, gerando-se desta forma, a torta de filtro, que é encaminhada à lavoura, e o caldo filtrado que é reenviado ao processo.
[012] O caldo clarificado obtido é encaminhado para a evaporação em evaporadores de múltiplos efeitos a vácuo (normalmente evaporadores tipo Robert de quatro ou cinco estágios) gerando um caldo concentrado, denominado xarope, com uma concentração de cerca de 60-65° Brix.
[013] No primeiro estágio de evaporação, normalmente denominado de pré-evaporação, efetua-se uma sangria de vapor vegetal (V1) utilizado nas operações de evapo-cristalização, aquecimento do caldo misto e destilação na fabricação de etanol. Existem usinas que efetuam as sangrias no segundo e terceiro efeito, denominadas respectivamente de vapor vegetal V2 e V3 e esses vapores são utilizados para aquecimento do caldo ou mesmo, no caso do vapor V2, para o cozimento.
[014] O xarope obtido na evaporação é encaminhado à etapa posterior de cristalização, que é efetuada em evapo- cristalizadores tipo calandra a vácuo, em sistemas de duas ou três “massas”.
[015] Normalmente, o processo de cristalização convencional leva de 3 a 5 horas, e a massa de cristais assim obtida é encaminhada a cristalizadores horizontais dotados de camisa de resfriamento até a temperatura ambiente.
[016] A massa final é então submetida a um ciclo de centrifugação, em centrífugas de cesto, onde os cristais são lavados mediante aplicação de água e vapor e então encaminhados à secagem e ensaque.
[017] O mel obtido na centrifugação é reutilizado nos cozimentos para obtenção dos açúcares de segunda (açúcar B ou magma) e, eventualmente, terceira (açúcar C ou magma), que são também recirculados no processo de fabricação do açúcar de primeira. O mel final (melaço) originário na massa B no sistema de duas massas, ou originário na massa C, é encaminhado para fabricação de etanol, juntamente com parte do caldo separado para produção de etanol, compondo assim o mosto para fermentação.
[018] Os processos de fermentação de açúcar a etanol podem ser contínuos ou batelada alimentada. No Brasil o processo, predominantemente, adotado é a batelada alimentada. No processo em batelada, inicialmente é adicionado, no fermentador, uma fração de fermento de cerca de 8% a 15% de seu volume útil. Em seguida inicia-se a adição de mosto que é adicionado em quantidades crescentes gradativamente, à medida que a fermentação vai se ativando. Com a ativação da fermentação há dissipação de calor advindo da metabolização do açúcar e conversão a etanol e gás carbônico, pelo microorganismo (ver reação bioquímica 1). A remoção de calor, normalmente, é efetuada através de dispositivos de troca térmica indireta (trocadores de calor e serpentinas) entre o mosto em processo de fermentação e água proveniente de um sistema de resfriamento por torre ou aspersão. Nesse processo a água efluente do trocador de calor é encaminhada a uma torre de resfriamento onde a água aquecida resultante da troca de calor com o mosto fermentando recebe um fluxo de ar forçado. Dessa forma a água é resfriada até a temperatura de bulbo úmido do ar ambiente, retornando ao processo de resfriamento dos fermentadores. Durante o processo de fermentação o teor de ART no fermentador é mantido entre 2 e 4% até que o processo de fermentação se complete. A espuma formada, decorrente da forte evolução de CO2 é controlada através da adição de antiespumante. O processo é finalizado quando o volume útil do fermentador é completado e o ART substancialmente esgotado, levando em média de cerca de 6 a 12h.
[019] O sistema de fermentação contínuo é constituído de vasos agitados conectados em série de modo que o mosto e o fermento são, normalmente, alimentados no primeiro estágio, sendo que na saída do último reator da série o ART é mantido em valores substancialmente zero. Da mesma forma que a fermentação em batelada alimentada, o resfriamento dos fermentadores ocorre através de dispositivos de troca térmica indireta, conectados em cada estágio, sendo o fluido frio proveniente de um sistema de spray ou torres de resfriamento, constituindo-se basicamente de um resfriamento evaporativo a temperatura ambiente.
[020] Nesses sistemas, que operam utilizando água de resfriamento proveniente de torres de resfriamento ou sprays, no final do processo de fermentação obtém-se um teor alcoólico no mosto fermentado, normalmente entre 6,0 a 8°GL, para processos não otimizados e de cerca de 8,5 a 11°GL para processos bem otimizados e controlados. O mosto fermentado é então enviado para centrifugação, para separação do fermento do vinho, sendo o fermento concentrado (“creme de levedura”) enviado para um tanque agitado onde recebe, frequentemente, um tratamento ácido (a base de ácido sulfúrico) e é novamente reutilizado no processo. O vinho resultante é enviado para a destilação, onde o etanol contido é recuperado na sua forma anidro ou hidratado, sendo gerado cerca de 5 a 14 L de vinhaça/L de etanol produzido. No processo de fermentação e posterior destilação, quanto maior o teor alcoólico melhor o desempenho das etapas posteriores, uma vez que há maior produção de etanol por volume de reator, maior quantidade de etanol produzido por volume de coluna de destilação, redução do consumo de vapor na destilação e redução do volume de vinhaça gerado. Existem variantes do processo em que parte da vinhaça gerada é retornada ao processo de fermentação e utilizada para preparo do mosto. A quantidade a ser recirculada dependerá evidentemente da pressão osmótica do meio, que é o fator limitante da quantidade a ser recirculada. Se em quantidade elevada, poderá afetar, de forma dramática, o desempenho das leveduras e prejudicar, portanto, o processo de fermentação alcoólica. Normalmente, as taxas de recirculação situam-se numa faixa de cerca de 20 a 60% do volume gerado.
[021] De uma forma geral, para se garantir boas taxas de conversão de açúcares a etanol, diversos fatores devem ser controlados no processo de fermentação como: qualidade da matéria prima (tempo de corte da cana, quantidade de impurezas, contaminantes, tratamento do caldo de cana, assepsia do processo, qualidade do fermento, concentração do fermento, pH, complementação de nutrientes e principalmente temperatura do meio em processo de fermentação, que deve ser mantida, normalmente, numa faixa de cerca de 30 a 34°C). No entanto, quando se deseja obter altos níveis de etanol no mosto fermentado, níveis acima de 11°GL, o abaixamento e controle da temperatura tornam-se fundamentais. Diversos trabalhos demonstram que, para se evitar o stress da levedura quando se deseja operar com elevados teores alcoólicos, a redução da temperatura torna-se um dos fatores de maior relevância.
[022] Rivera et al. (E. C. Rivera et al., Evaluation of optimization techniques for parameter estimation: Application to ethanol fermentation considering the effect of temperature, Process Biochemistry, 1682-1687, 2006) consideraram a variável temperatura importantíssima para avaliar os parâmetros otimizados e estimados da fermentação etanólica, com base em dados experimentais. Esses autores concluíram que entre 28 e 31°C, a produção de etanol é máxima.
[023] Prescott e Dunn’s (Prescott, S.Dunn’s, A. Industrial Microbiology, 4aed. CBS Publishers and Distributors, New Delhi, India, p.541-581, 1987) verificaram que a temperatura ótima para o crescimento de células e produção de etanol é 30 °C, mas que temperaturas maiores, 35-38°C são toleráveis, mas com prejuízo dos teores alcoólicos. Nessa faixa de temperatura a taxa de crescimento celular, a produção de etanol e a taxa de morte podem ser afetadas drasticamente.
[024] Jones et al (Alcohol fermentation by yeast-the effect of environmental and other variables. Process Biochem.,1981) relataram que a levedura S. cerevisiae tolera níveis de temperatura de até cerca de 33°C em condições industriais para produção de etanol. A faixa de crescimento mínima ocorre nas temperaturas de cerca de 10°C e a máxima é de 40°C, sendo que a temperatura ótima de operação está na faixa de 28°C e 35°C.
[025] Dias et al. (M.O.S. Dias, R. Maciel Filho e C.E.V. Rossel, Efficient cooling of fermentation vats in ethanol production. Proc. Int. Soc. Cane Technol., vol. 26, 2007) relataram que elevadas temperaturas na fermentação afetam o metabolismo das leveduras e reduzem a concentração de etanol no vinho final, o que eleva o consumo de vapor na destilação. Fermentação conduzida a 28°C possibilita operar com concentrações maiores de açúcares no mosto, sendo que isto reduz o vapor consumido na destilação e a geração de vinhaça para níveis de 5,76 L/L EtOH. O abaixamento da temperatura de fermentação, além de beneficiar diretamente os teores finais de etanol no mosto fermentado, o que resulta em aumento da capacidade específica de produção de etanol por volume total de fermentadores, leva a um menor consumo de vapor na destilação do vinho e redução a geração de efluentes (vinhaça) entre outros benefícios. Dentre esses, pode-se destacar: a redução nos níveis de infecção bacteriana do mosto, redução do consumo de insumos (antibiótico e ácido sulfúrico para controle de microorganismos contaminantes) para o tratamento do fermento no pé-de-cuba, melhor controle de espuma na fermentação (redução do consumo de dispersante e antiespumante) e aumento do rendimento fermentativo.
[026] Durante a safra brasileira, as temperaturas registradas da fermentação situam-se na faixa de 32°C a 36°C. Dessa forma, para abaixar a temperatura da fermentação para valores entre 28-32°C, torna-se necessário lançar mão de sistemas adequados de refrigeração de água (chillers). O sistema de refrigeração tem por objetivo a redução da temperatura de um fluido a uma temperatura sensivelmente menor que a temperatura ambiente. O princípio termodinâmico que rege esse sistema é o de que a energia não pode ser criada nem destruída, e que nenhum sistema pode receber calor a uma dada temperatura e desprendê-lo para um sistema em temperatura mais elevada sem receber trabalho externo. Usualmente, nos processos industriais são utilizados equipamentos para gerar água gelada com o intuito de refrigerar unidades geradoras de calor.
[027] A escolha de sistemas eficientes, de baixo custo e de baixo consumo de energia, para produção de água gelada, bem como a estratégia adequada de resfriamento do mosto e dos fermentadores são determinantes para viabilizaR a aplicação desse sistema. Os chillers se dividem basicamente em chillers centrífugos, chillers parafuso, chillers recíprocos e máquinas de absorção. Os três primeiros tipos são tecnologias de refrigeração industrial que utilizam o princípio da compressão de vapor. Esses sistemas apresentam desvantagens em relação ao sistema de absorção, pois possuem um alto consumo de energia elétrica, não permitem a utilização de fontes alternativas de energia, utilizam refrigerantes sintéticos com CFC/HCFC, apresentam alto custo operacional e altos índices de ruído e vibração. Já as máquinas de absorção a base de brometo de lítio, permitem utilizar fontes térmicas como gás natural ou GLP, vapor de escape das turbinas ou geradores, vapor vegetal de baixa pressão dos evaporadores, água quente ou condensado, vapores alcoólicos, vinhaça efluente da coluna de destilação, e até gases residuais da combustão. Para a viabilização da utilização das fontes quentes existentes, a exigência é que essas estejam a uma temperatura maior que 75°C. Esses sistemas requerem um baixo investimento e apresentam um baixo custo operacional. Os sistemas de absorção empregam principalmente a água, brometo de lítio ou amônia. A máquina de refrigeração por absorção a brometo de lítio utiliza o princípio do vácuo e a grande capacidade da solução de brometo de lítio em absorver vapor de água. A água, quando mantida sob vácuo intenso, entra em ebulição e evapora-se bruscamente, além de resfriar-se até baixas temperaturas. A solução de brometo de lítio é uma solução altamente higroscópica, apresentando a melhor relação solubilidade - pressão de vapor, e com o qual obtém ciclo de alta eficiência.
[028] A afinidade da água pelo sal é medida pelo abaixamento da pressão de vapor de água, sendo mais pronunciada quanto maior for a concentração do sal. Uma unidade de absorção a brometo de lítio consiste basicamente de cinco componentes principais:
[029] Elemento Resfriador: compreende uma seção da tubulação na qual há o retorno da água gelada que é resfriada indiretamente pela água pulverizada sobre os tubos. O elemento evaporador é mantido a baixa pressão absoluta para que água borrifada vaporize e resfrie a água que passa pelos tubos.
[030] Elemento Absorvedor: consiste de uma solução concentrada de brometo de lítio que absorve o vapor d’água vaporizada no elemento evaporador. A solução de brometo de lítio é recalcada sobre os tubos através de um elemento de bombeamento. A carga térmica total (carga de refrigeração + calor de diluição + resfriamento da água condensada + resfriamento sensível da solução) é transferida, indiretamente, para a água de resfriamento que vem de uma torre de resfriamento.
[031] Elemento Trocador de Calor da Solução: Usa-se este componente para melhorar a eficiência do ciclo por troca de calor entre a solução diluída que deixa o absorvedor e a concentrada, quente, que vem do gerador.
[032] Elemento Gerador: nesse compartimento a solução de brometo de lítio diluída é mantida no ponto de ebulição na solução por uma fonte quente (acima de 75°C) para eliminar os vapores de água absorvidos.
[033] Elemento Condensador: nesse compartimento o vapor de água eliminado no elemento gerador é condensado para retornar posteriormente ao elemento resfriador.
[034] O ciclo de absorção, portanto, é um ciclo de duas pressões no qual se mantém, normalmente, uma temperatura da água fria efluente entre 7,2°C e 8,3°C. Essa será utilizada para resfriamento, a pressão absoluta de 6,85 mmHg° na seção dos elementos evaporador-gerador e 76,2 mmHg° absoluto, na seção dos elementos gerador-condensador. O ciclo de absorção envolve, basicamente, três circuitos: um em que a água de refrigeração é recalcada para o elemento evaporador, e o brometo de lítio usado como absorvente circula sobre os tubos do evaporador, através do trocador de calor, para o gerador; a água de resfriamento escoa, em série, inicialmente, através dos tubos do absorvedor e parcialmente através dos tubos do condensador. A água a ser resfriada entra no feixe de tubos do resfriador onde é resfriada indiretamente por pulverização de água. A água vaporizada é absorvida por uma solução concentrada de brometo de lítio a baixa pressão. O brometo de lítio, que absorveu o vapor de água, é então recalcado através do trocador de calor da solução para o gerador, de modo a reconstituir a solução diluída. O gerador de vapor de água opera a baixa pressão para expelir o vapor de água absorvido na solução, concentrando, dessa forma, a solução do sal antes que entre novamente no elemento absorvedor. O fluxo de solução, que vem do gerador, vai para o absorvedor por diferença de gravidade e de pressão. A água que sai do gerador, na forma de vapor, é então condensada, passa a forma líquida na seção do elemento condensador e o condensado retorna ao elemento evaporador. Mediante a aplicação desse sistema de produção de água gelada, além de um protocolo adequado para alimentação do mosto resfriado e do sistema de resfriamento dos fermentadores, pode se definir um novo processo que opera com teores elevados de etanol no mosto fermentado final. As fontes térmicas a serem utilizadas no sistema de produção de água gelada devem ser fluidos com temperatura superior a 75°C.
[035] Sendo assim, dentre as fontes disponíveis no complexo sucroalcooleiro pode-se destacar, como passíveis de utilização: a vinhaça efluente da destilação, condensados da evaporação de caldo, vapores alcoólicos da destilação, vapores vegetais provenientes da evaporação de caldo ou de vinhaça, vapor de escape efluente das turbinas ou sangrado dos geradores, biogás (metano) proveniente da biodigestão de vinhaça e gases de chaminé resultantes da queima de bagaço e/ou palha.
[036] Foi pensando nos inconvenientes supra mencionados e na lacuna existente no estado da técnica que o inventor, pessoa interessada e ligada ao ramo, após estudos e pesquisas, criou e desenvolveu o “PROCESSO PARA PRODUÇÃO DE ETANOL A PARTIR DA FERMENTAÇÃO DE FONTES DE AÇÚCARES EM MEIO FERMENTATIVO COM ALTO TEOR DE ETANOL”, objeto deste pedido de patente, que tem, por objetivo, prover um processo que permite efetuar a fermentação bioquímica de açúcares a etanol, em baixa temperatura, altas concentrações de açucares, que resulte em baixa produção de ácidos carboxílicos e glicerol e altas taxas de conversão de ART a etanol de modo a obter teores de etanol no mosto fermentado final, superiores a cerca de 10°GL-11°GL. O processo consiste das etapas de: (i) preparar um mosto para alimentar a fermentação contendo um teor de açúcar elevado, contendo entre 16 a 30% de ART, preferencialmente acima de 22% de ART; (ii) resfriar o mosto utilizado na fermentação a temperaturas entre 8 a 30°C, preferencialmente 22°C a 25°C; (iii) alimentar o creme de fermento constituído substancialmente de Saccharomyces cerevisiae no fermentador de modo a manter uma concentração, em base volumétrica, de cerca de 5% a 15%, preferencialmente cerca de 10%;(iv) alimentar gradativamente, a taxas crescentes de vazão, o mosto resfriado a ser fermentado no fermentador contendo o fermento, de modo a acompanhar o aumento progressivo da atividade metabólica do micro-organismo;(v) iniciar o processo de resfriamento dos fermentadores, no estágio em que a temperatura do sistema de fermentação ultrapassar 28°C a 30°C, preferencialmente 28°C; (vi) manter o processo de fermentação e alimentação de mosto;(viii) manter a fermentação até que se atinja um valor de ART substancialmente zero;(ix) encaminhar o mosto fermentado para separação do vinho e fermento em um sistema de centrifugação;(x) retornar o fermento separado para reutilização no processo; e (xi) enviar o vinho centrifugado para destilação. Nesse processo, utiliza-se, preferencialmente, um sistema gerador de água gelada que é utilizado como fonte térmica disponível no complexo sucroalcooleiro. Podem ser essa: a vinhaça efluente do fundo do sistema de destilação, condensados de vapores alcoólicos do topo da coluna de destilação, ou mesmo vapores vegetais efluentes da evaporação de caldo para fabricação de açúcar e/ou etanol ou vapor de escape sangrado das turbinas e dos geradores.
[037] A invenção será a seguir descrita, fazendo-se referência aos desenhos anexos, nos quais estão representadas, de forma ilustrativa e não limitativa, dados a título de exemplo de algumas das possíveis formas de realização da invenção e do sistema atualmente empregado.
[038] A figura 1 representa um diagrama de blocos de uma das formas preferidas da invenção, em que se utiliza água gelada (14) para efetuar o resfriamento do mosto (10) e do sistema de fermentação (3). Esse sistema de resfriamento é constituído de chillers de absorção, onde o mosto (10) preparado da mesma maneira que o sistema atual, descrito na figura 5, com temperatura na faixa de 45 a 95°C, é enviado ao dispositivo de troca térmica indireta (2), para ser resfriado pela água de resfriamento (14) proveniente de (6) até a faixa de 30 a 34°C. Segue então para o próximo estágio de resfriamento (8) com água gelada (14), na faixa de 5 a 25°C, proveniente do chiller de absorção (7). Essa água gelada (14) utilizada para resfriamento do mosto (10), é refrigerada pela água do circuito interno da máquina de refrigeração por absorção. O mosto (10), então resfriado até uma faixa de temperatura de 7 a 27°C, é alimentado no sistema de fermentação (3) que fornece vinho (13) para destilaria (5). Nesse sistema, a temperatura será controlada numa faixa de temperatura entre 20 a 32°C. Dessa forma, o mosto em fermentação (12) estará em constante circulação, passando pelos dispositivos de troca térmica indireta (4) no qual a água gelada (14), proveniente do chiller de absorção (7) é mantida na faixa de 15 a 27°C. As fontes térmicas quentes(15), disponíveis para concentrar a solução de brometo de lítio do ciclo de absorção do chiller (7) na destilaria (5), são vapor vegetal, condensados, vinhaça, vapores alcoólicos e vapor de escape, preferivelmente vinhaça. Uma dessas fontes é encaminhada até (7) e, após passar pelo elemento gerador constituinte do chiller (7), será disposto em (9) da maneira mais econômica. Caso o fluido de aquecimento seja a vinhaça, sua captação deverá ser efetuada após o dispositivo de troca térmica regenerativa, descrito na Figura 5. A vinhaça, então, numa faixa de temperatura entre 80 a 90°C, passará pelo elemento gerador do chiller (7), trocando calor de forma indireta com a solução diluída de brometo de lítio, saindo com temperatura na faixa de 50 a 70°C. Caso se utilize os condensados de vapor vegetal, numa faixa de temperatura entre 95 a 98°C, a temperatura de saída desses será de cerca de 60 a 70°C e poderão, portanto, ser reaproveitados/tratados para outros fins no processo de produção. No caso de se utilizar, como fonte quente, vapores alcoólicos, estes serão desviados do seu fluxo convencional e, após passarem pelo chiller, voltarão ao fluxo convencional dos vapores alcoólicos condensados. No chiller de absorção (7) é necessário remover o calor do processo, que foi removido pela água fria (14) e o calor da fonte quente (15), por meio de fluido disponível na faixa de 20 a 35°C. No sistema convencional do chiller,é utilizada água em circuito fechado por um resfriamento evaporativo (6).
[039] A figura 2 representa um diagrama de blocos de outra forma preferida da invenção. Nesse sistema, basicamente, foram excluídos os dispositivos de troca térmica (4) e (8), representados na figura 1, sendo que água (14), como fluido de troca térmica no gerador do chiller (7), foi removida e substituída por um fluido do processo. A substituição da água (14), circulante no sistema de refrigeração, implica na eliminação dos dispositivos auxiliares de troca térmica indireta, equipamentos de transporte de fluidos, tubulações e diversos acessórios. Nesse sistema inovado de resfriamento com chiller de absorção (7), o mosto (10), preparado da mesma maneira que o sistema atual com temperatura na faixa de 45 a 95°C, é enviado ao dispositivo de troca térmica (2) para ser resfriado pela água de resfriamento (14) proveniente de (6) até a faixa de 30 a 34°C. Esse mosto (10) é enviado para o evaporador do chiller (7) e é resfriado pelo refrigerante na faixa de 5 a 25°C, sendo depois encaminhado à fermentação (3). Durante o processo fermentativo, haverá um controle da temperatura na faixa de 20 a 32°C, assim o mosto em fermentação (12) estará em constante circulação, passando diretamente no evaporador do chiller (7). O circuito quente é o mesmo descrito na Figura 1. Já o calor total do chiller de absorção (7) será removido pelo vinho (13) proveniente da fermentação (3) que está na temperatura ambiente e deixará o chiller na faixa de 30 a 40°C.
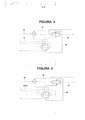
[040] A figura 3 representa um diagrama de blocos do ciclo de refrigeração das formas preferidas da invenção representada na figura 1, que utiliza água gelada (14) para efetuar o resfriamento. Nesse arranjo, a máquina de refrigeração por absorção de vapor por brometo de lítio (16), o fluido refrigerante (17), água (14), proveniente do condensador (3) no estado líquido, é aspergido no evaporador (1) que está sob vácuo de cerca de 6 mmHg°. Nesse nível de pressão, o refrigerante (17) evapora e resfria a água que passa pelos tubos. O refrigerante (17), no estado vapor, é absorvido no dispositivo de absorção (1) onde uma solução de brometo de lítio (16) concentrada é aspergida sobre os vapores do refrigerante (17), absorvendo-o, e então, diluindo-se. A solução diluída é recalcada para o dispositivo gerador (2) que é aquecida, num dispositivo de troca térmica indireta, por uma fonte quente (15), provocando a evaporação do fluido refrigerante (17). Esse, no estado vapor, é encaminhado ao dispositivo condensador (3) onde é condensado para a forma líquida, num dispositivo de troca térmica indireta, cujo fluido de resfriamento é proveniente de um dispositivo de resfriamento evaporativo, por exemplo, uma torre de resfriamento. A energia liberada durante o processo de absorção é removida com água de resfriamento (14) proveniente do dispositivo condensador (3).
[041] A figura 4 representa um diagrama de blocos do ciclo de refrigeração da outra forma preferida da invenção representada na figura 3, que não utiliza água gelada (11) para efetuar o resfriamento, mas sim fluídos disponíveis no processo de fermentação e destilação. Nesse arranjo, a máquina de absorção de vapor por brometo de lítio (16) apresenta as seguintes diferenciações em relação ao sistema representado esquematicamente na figura 3: o circuito de água fria (11) no dispositivo evaporador (1) é substituído por mosto (10) e mosto fermentando (12) e a água de resfriamento (14), utilizada no dispositivo condensador (3), e do dispositivo absorvedor (1), é substituída por vinho (13).
[042] A figura 5 representa um diagrama do sistema atualmente empregado para resfriamento da fermentação e sua integração com a destilaria. As matérias-primas utilizadas para a composição do mosto, tais como caldo clarificado, caldo pré-evaporado, mel e água, são enviadas à unidade de preparo de mosto (10) em quantidades controladas. Esse mosto (10), na faixa de 45 a 95°C, é enviado ao dispositivo de troca térmica (2), para ser resfriado pela água de resfriamento (14) proveniente do sistema de resfriamento por torre ou sprays (6) até a faixa de 30 a 34°C. O mosto (10) resfriado é alimentado no sistema de fermentação (3) que pode ser tanto uma fermentação tipo batelada alimentada ou contínua. Para controlar a temperatura do processo fermentativo, o mosto (12), em processo de fermentação, é continuamente resfriado nos dispositivos de troca térmica indireta (4), cujo fluido frio é a água de resfriamento (14), no resfriamento evaporativo (6). A temperatura da fermentação é mantida controlada numa faixa de 32 a 36°C. O produto final da fermentação (3), o vinho (13), é enviado à destilaria (5) para recuperação do álcool etílico, gerando um segundo efluente constituído de (5), que é utilizado em dispositivos de troca térmica regenerativa para o pré-aquecimento do vinho, antes de ser alimentado no dispositivo de destilação. Após esse uso, a vinhaça é então resfriada a cerca de 60°C e encaminhada para disposição na lavoura de cana-de-açúcar.
[043] Em uma das formas preferidas da invenção, o mosto é preparado a partir de caldo misto, ou caldo clarificado, ou caldo pré-evaporado até cerca 22 a 30% de matéria seca ou méis e melaço efluente do processo de fabricação de açúcar de cana-de-açúcar e/ou suas misturas, de modo a obter-se um ART de 18 a 28%. O mosto é então resfriado até cerca 15 a 25°C, preferencialmente 22 a 25°C, em dispositivo auxiliares de troca térmica indireta, cujo fluido frio é água gelada (10 a 20°C) proveniente de uma máquina de refrigeração, preferencialmente máquina de absorção a base de brometo de lítio. O fermento substancialmente constituído de levedura (Saccharomyces cerevisiae), com uma concentração entre 30 a 60% (volume/volume), é alimentado nos fermentadores numa proporção de 5 a 15% do volume útil do mesmo, preferencialmente 10%. Em seguida, o fermentador contendo fermento recebe adição de mosto, inicialmente numa vazão pequena, que é progressivamente aumentada na medida em que a atividade metabólica de conversão de açucares a etanol e CO2, dos microorganismos constituintes do fermento, é acelerada. Quando a temperatura do mosto em processo de fermentação atinge 28 a 32°C, o sistema de refrigeração dos fermentadores é acionado. Esse sistema constitui-se de dispositivos de troca térmica indireta em que o fluido frio é água gelada gerada no sistema de refrigeração, numa máquina de refrigeração, preferivelmente uma máquina de absorção a base de brometo de lítio, que troca calor com o mosto em processo de fermentação de modo a manter nos fermentadores uma temperatura entre 28 e 32°C, preferivelmente 30°C. A água gelada, alimentada nos dispositivos de troca térmica indireta, é dosada normalmente numa faixa de temperatura entre 8 e 12°C e sai com uma temperatura de cerca de 5 a 8°C acima da temperatura na qual o mosto em processo de fermentação é mantido. A alimentação do mosto refrigerado é efetuada até atingir o volume útil do fermentador, sendo então interrompida. A fermentação é considerada encerrada quando o ART, do mosto em processo de fermentação, atingir substancialmente o valor zero. Os fermentadores são vasos fechados, sendo que o gás (CO2) emitido no processo de fermentação é coletado e lavado com água em torres para recuperação do etanol arrastado juntamente com a corrente do gás. Finalizado o processo de fermentação a concentração de etanol no mosto fermentado encontra-se na faixa de 8 a 16°GL, preferivelmente acima de 10°GL. O processo de fermentação se completa num intervalo de tempo de 6 a 12 horas dependendo do teor final de etanol no mosto fermentado, possuindo um valor típico de cerca de 10 horas. O mosto fermentado é então enviado a um sistema de separação do fermento e do vinho. O vinho obtido é enviado para a destilação e o fermento, contendo uma concentração de 30 a 60%, retorna para um sistema de tratamento ácido e, em seguida, para o processo de fermentação. Nessa forma da invenção, deve-se destacar que a refrigeração do mosto reduz drasticamente a possibilidade de infecção da fermentação e diminui a área de troca térmica dos trocadores auxiliares da fermentação, uma vez que boa parte do calor é removida de forma direta pela simples mistura do mosto refrigerado com o mosto em processo de fermentação.
[044] Na outra forma preferida da invenção (figura 4), o mosto é preparado a partir de caldo misto, ou caldo clarificado, ou caldo pré-evaporado até cerca de 22 a 30% de matéria seca ou méis e melaço efluente do processo de fabricação de açúcar de cana-de-açúcar e/ou suas misturas, de modo a obter um ART de 18 a 28%. O mosto é então resfriado até cerca de 15 a 25°C, preferencialmente de 22 a 25°C, em dispositivo de troca térmica indireta constituinte do sistema de refrigeração, preferencialmente máquina de absorção a base de brometo de lítio. Nesse caso, o mosto substitui a água no circuito do sistema de refrigeração preferido, sendo resfriado através de troca térmica indireta com a água do circuito interno do referido sistema, que é pulverizada sobre a área de troca térmica e esta submetida a um processo de evaporação em alto vácuo. Dessa forma, obtêm-se temperaturas de cerca de 3 a 4°C (temperatura correspondente a água na forma vapor a uma pressão de 6,0 mm Hg°) no lado interno contendo água em processo de evaporação a alto vácuo. Em seguida, o fermento, substancialmente constituído de levedura (Saccharomyces cerevisiae), com uma concentração entre 30 a 60% (volume/volume), é alimentado nos fermentadores numa proporção de 5 a 15% do volume útil do mesmo, preferencialmente 10%. O fermentador contendo fermento recebe então a adição do mosto, inicialmente numa vazão pequena, que é progressivamente aumentada na medida em que a atividade metabólica de conversão de açucares a etanol e CO2, dos microorganismos constituintes do fermento, é acelerada. Quando a temperatura do mosto em processo de fermentação nos fermentadores atinge 28 a 32°C, o sistema de refrigeração dos fermentadores é acionado. Nesse sistema, o mosto, em processo de fermentação, é recalcado para um dispositivo de troca térmica indireta, constituinte do sistema de refrigeração preferido (máquina de absorção a base de brometo de lítio). Nesse dispositivo, a água do circuito interno do é pulverizada sobre a área de troca térmica que, por estar submetida a um processo de evaporação em alto vácuo, permite- se obter temperaturas no lado interno a cerca de 3 a 4°C (temperatura correspondente a água na forma vapor a uma pressão de 6,0 mm Hg°). O mosto, em processo de fermentação e agora resfriado, retorna para os fermentadores e, dessa forma, permite manter, no mesmo, uma temperatura de entre 28 e 32°C, preferivelmente 30°C.
[045] Os vapores produzidos pela evaporação da água são absorvidos pelo brometo de lítio que é dessa forma diluído. Para reconstituição da concentração original da solução de brometo de lítio, é necessária a evaporação da água absorvida, que é efetuada através de outro dispositivo de troca térmica indireta. Nesse dispositivo, a solução de brometo de lítio troca calor com uma das fontes quente, acima de 75°C, podendo ser vinhaça, condensados, vapor vegetal, vapores alcoólicos e vapor de escape. O vapor de água é encaminhado para um dispositivo de condensação indireta, onde o fluido condensante é o vinho delevedurado proveniente da fermentação. Dessa forma, o vinho se aquece e é encaminhado para a destilação, completando o ciclo de refrigeração por adsorção. As demais operações são idênticas às descritas para a outra forma preferida da invenção. Dessa forma, os dispositivos auxiliares de troca térmica indireta, utilizados na outra forma da invenção, são eliminados, constituindo economia para o sistema de fermentação.
[046] O processo objeto dessa invenção, nas duas formas preferidas, se diferencia do processo convencional a luz dos aspectos a seguir descritos. No caso de uma usina anexa, o mosto é preparado a partir de melaço, água e caldo clarificado e, no caso de uma destilaria autônoma, o mosto é preparado a partir de caldo de cana pré-evaporado. Após o preparo, a temperatura do mosto encontra-se na faixa de 70 a 100°C. Este mosto é então resfriado utilizando água da torre de resfriamento ou do sistema de aspersão, para então ser enviado ao processo de fermentação. Na fermentação alcoólica existe a necessidade de remoção da energia liberada na forma de calor na proporção de cerca de 150 kcal/kg ART (equação 1) para que se consiga manter a temperatura da fermentação estável. Usualmente, o resfriamento do mosto e o controle da temperatura da fermentação são efetuados utilizando água bruta/tratada do circuito da usina, que pode ser um sistema aberto ou fechado. Quando se utiliza o circuito fechado o resfriamento da água é através do sistema evaporativo, efetuados através de equipamentos como torres de resfriamento ou sistemas de aspersão ao ar ambiente. O processo de resfriamento evaporativo envolve basicamente dois mecanismos. Um primeiro, onde a transferência de calor decorre da vaporização de uma pequena porção de água e, um segundo, onde a transferência de calor sensível é devida à diferença de temperatura entre a água e o ar. O calor que se pode remover da água na torre de resfriamento depende da temperatura e do teor de umidade do ar. Uma indicação do teor de umidade do ar é sua temperatura de bulbo úmido. Temperatura de bulbo úmido é a temperatura de equilíbrio dinâmico que uma superfície de água atinge quando a taxa de transferência de calor para a superfície, por convecção, iguala-se ao consumo de calor por transferência de massa da superfície para o ambiente. Ou seja, a temperatura de bulbo úmido depende da temperatura e da umidade do ar. A temperatura de bulbo úmido determinará a mínima temperatura possível no resfriamento evaporativo. Os equipamentos de resfriamento evaporativo são projetados para uma aproximação em torno de 5°C. Dessa forma, por exemplo, em uma região com temperatura de bulbo úmido de cerca de 24°C, em certa época do ano, proporcionará uma temperatura mínima da água resfriada em torno de 29°C. Essa representará, portanto, a menor temperatura existente no processo de fabricação de açúcar e etanol. Assim, os processos de resfriamento na indústria sucroalcooleira estão limitados às condições climáticas e, consequentemente, sofrem uma variação natural. Durante a safra, no Brasil, as temperaturas registradas da fermentação situam-se na faixa de 32°C a 36°C. Em diferentes condições ambientais e nutricionais, as leveduras podem adotar rotas metabólicas distintas para a produção de diferentes compostos. Em condições anaeróbicas, a glicose pode ser convertida em etanol, ácido acético, ácido lático e gás carbônico, o que reduz o etanol produzido por unidade de ART. Conforme relata a literatura especializada, um dos fatores mais importantes, relacionados na reação preferencial da levedura é a temperatura. Há diversos relatos na literatura que indicam como sendo valores ótimos para a máxima conversão a etanol, valores abaixo de 32°C. Dessa forma o processo proposto elimina as limitações inerentes ao controle da temperatura em patamares adequados. As vantagens advindas da adoção desse processo podem ser resumidas em:
[047] - Eliminação do circuito aberto de água no sistemade resfriamento de mosto e da fermentação, consequentemente eliminação a captação de água para repor a água perdida no sistema de resfriamento evaporativo e, por conseguinte, redução de consumo de produtos químicos no tratamento de água;
[048] - A eliminação da água, permite utilizar torres deresfriamento menores para atender a demanda da destilaria. Visto que usualmente a água que vai para os condensadores é a água após os dispositivos de troca térmica indireta dos fermentadores, ou seja, já é uma água a uma temperatura acima de 29°C, com o sistema proposto, a água que irá para os condensadores é a água com temperatura em torno de 32 a 35°C, proveniente do sistema de resfriamento evaporativo;
[049] - Operação da fermentação na temperatura ideal(propiciar a produção de etanol e reduzir as fermentações secundárias e contaminações microbianas);
[050] - Estabilidade operacional da fermentação;
[051] - Redução da infecção bacteriana do mosto;
[052] - Redução do consumo de insumos (antibiótico e ácido sulfúrico) para o tratamento do pé-de-cuba e controle de espuma na fermentação (dispersante e antiespumante);
[053] - Aumento do rendimento fermentativo;
[054] - Elevação do teor alcoólico do vinho a níveis entre 12 a 16°GL. Isto acarreta em aumento da capacidade específica de produção de etanol por volume total de fermentadores e colunas de destilação, bem como menor consumo de vapor na destilação do vinho; e
[055] - Redução da geração de efluentes (vinhaça) que acarreta a redução de gastos com transporte e aplicação de vinhaça a lavoura.
Claims (21)
1. Processo para produção de etanol a partir da fermentação de fontes de açúcares em meio fermentativo com alto teor de etanol, caracterizadopelo fato de compreender as etapas de: (i) preparar um mosto, a partir de uma fonte de açúcares selecionada dentre cana-de-açúcar, beterraba, sorgo sacarino, amiláceas hidrolisadas a glicose, materiais celulósicos convertidos, química ou enzimaticamente, a hexoses e ligno- celulósicos convertidos, química ou enzimaticamente, a hexoses, para alimentar a fermentação, contendo um teor de açúcar elevado, entre 16 e 30% de ART; (ii) resfriar o mosto, utilizado na fermentação, a temperaturas entre 8 a 30°C, por meio de dispositivos de troca térmica indireta, utilizando água gelada, água bruta/tratada ou máquina de adsorção; (iii) alimentar, no fermentador, um creme de fermento constituído por cepas de Sacharomyces sp ou Zimomonas sp, de modo a manter uma concentração, em base volumétrica, de 5% a 15%; (iv) alimentar gradativamente, a taxas crescentes de vazão, o mosto resfriado a ser fermentado, no fermentador contendo o fermento, acompanhando o aumento progressivo da atividade metabólica do micro-organismo; (v) iniciar o processo de resfriamento dos fermentadores no estágio em que a temperatura do sistema de fermentação ultrapassar 28°C a 30°C, por meio de dispositivos de troca térmica indireta, utilizando água gelada, água bruta/tratada ou máquina de adsorção; (vi) manter o processo de fermentação e alimentação de mosto em temperaturas de 28°C a 30°C; (viii) manter a fermentação até que se atinja um estágio em que o ART atinja o valor zero e um teor alcoólico final de 12 a 17°; (ix) encaminhar o mosto fermentado para separação do vinho e fermento em sistema de centrifugação; (x) retornar o fermento separado para reutilização no processo, sendo que o fermento recebe tratamento ácido antes de ser recirculado no sistema de fermentação; e (xi) enviar o vinho centrifugado para destilação.
2. Processo de acordo com a reivindicação 1, caracterizado pelo fato de o mosto, utilizado na fermentação, ser resfriado a temperaturas entre 22°C a 25°C.
3. Processo de acordo com qualquer uma das reivindicações 1 ou 2, caracterizado pelo fato de a alimentação, no fermentador, do creme de fermento constituído por cepas de Sacharomyces sp ou Zimomonas sp, ser feito de modo a manter uma concentração de 10%, em base volumétrica.
4. Processo de acordo com qualquer uma das reivindicações 1 a 3, caracterizado pelo fato de o processo de resfriamento dos fermentadores ser iniciado no estágio em que a temperatura do sistema de fermentação ultrapassar 28°C.
5. Processo de acordo com qualquer uma das reivindicações 1 a 4, caracterizado pelo fato de a fermentação ser do tipo batelada alimentada.
6. Processo de acordo com a reivindicação 5, caracterizado pelo fato de o processo de alimentação do mosto no fermentador, contendo o mosto em processo de fermentação, ocorrer quando o volume útil do fermentador for atingido.
7. Processo de acordo com qualquer uma das reivindicações 1 a 4, caracterizado pelo fato de a fermentação ser do tipo contínua, constituída de estágios de fermentação conectados em série.
8. Processo, de acordo com a reivindicação 7, caracterizado pelo fato de o mosto resfriado ser alimentado em um primeiro, em um segundo e em um terceiro estágio de fermentação, conectados em série.
9. Processo, de acordo com a reivindicação 7, caracterizado pelo fato de o mosto resfriado ser alimentado em um primeiro e em um segundo estágio de fermentação.
10. Processo, de acordo com a reivindicação 7, caracterizado pelo fato de o mosto resfriado ser alimentado em um primeiro estágio de fermentação.
11. Processo de acordo com a reivindicação 7, caracterizado pelo fato de o creme de fermento ser alimentado em um primeiro, em um segundo e em um terceiro estágio de fermentação, conectados em série.
12. Processo de acordo com a reivindicação 7, caracterizado pelo fato de o creme de fermento ser alimentado em um primeiro e em um segundo estágio de fermentação.
13. Processo de acordo com a reivindicação 7, caracterizado pelo fato de o creme de fermento ser alimentado em um primeiro estágio de fermentação.
14. Processo de acordo com a reivindicação 7, caracterizado pelo fato de os fermentadores serem constituídos de reatores agitados em série, em uma quantidade tal que o valor do ART zero seja atingido na saída do último estágio de fermentação.
15. Processo, de acordo com qualquer uma das reivindicações 1 a 4, caracterizado pelo fato de o sistema de refrigeração do mosto ou dos fermentadores, por máquina de adsorção, utilizar, como fonte quente, quaisquer dos fluidos a temperaturas superiores a 75°C, compreendidos dentre vinhaça, condensados, vapor vegetal, vapores alcoólicos e vapor de escape.
16. Processo de acordo com a reivindicação 15, caracterizado pelo fato de o fluido utilizado no condensador de água, da máquina de refrigeração por adsorção, ser o vinho efluente da fermentação.
17. Processo de acordo com qualquer uma das reivindicações 1 a 4, caracterizadopelo fato de o mosto ser resfriado por contato indireto no trocador interno ao sistema de refrigeração, eliminando a circulação de água gelada.
18. Processo de acordo com a reivindicação 17, caracterizado pelo fato de o mosto ser constituído de quaisquer dos componentes definidos por caldo misto de cana-de-açúcar, caldo clarificado de cana-de-açúcar, caldo de cana-de-açúcar pré-evaporado, xarope de cana-de-açúcar e méis de cana-de- açúcar, resultantes do processo de fabricação de açúcar.
19. Processo de acordo com qualquer uma das reivindicações 1 a 4, caracterizadopelo fato de parte da vinhaça, resultante do processo de fermentação do mosto e sua posterior destilação, ser recirculada no processo de fermentação, numa fração de 10 a 60%.
20. Processo de acordo com a reivindicação 19, caracterizado pelo fato de parte da vinhaça ser recirculada no processo de fermentação, numa fração de 20 a 30%.
21. Processo de acordo com a reivindicação 20, caracterizado pelo fato de parte da vinhaça ser recirculada no processo de fermentação, numa fração de 25%.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BRPI0905395-6A BRPI0905395B1 (pt) | 2009-06-10 | 2009-06-10 | processo para produção de etanol a partir da fermentação de fontes de açúcares em meio fermentativo com alto teor de etanol |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BRPI0905395-6A BRPI0905395B1 (pt) | 2009-06-10 | 2009-06-10 | processo para produção de etanol a partir da fermentação de fontes de açúcares em meio fermentativo com alto teor de etanol |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| BRPI0905395A2 BRPI0905395A2 (pt) | 2011-02-01 |
| BRPI0905395C1 BRPI0905395C1 (pt) | 2011-12-20 |
| BRPI0905395B1 true BRPI0905395B1 (pt) | 2021-03-02 |
Family
ID=43503043
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BRPI0905395-6A BRPI0905395B1 (pt) | 2009-06-10 | 2009-06-10 | processo para produção de etanol a partir da fermentação de fontes de açúcares em meio fermentativo com alto teor de etanol |
Country Status (1)
| Country | Link |
|---|---|
| BR (1) | BRPI0905395B1 (pt) |
-
2009
- 2009-06-10 BR BRPI0905395-6A patent/BRPI0905395B1/pt not_active Application Discontinuation
Also Published As
| Publication number | Publication date |
|---|---|
| BRPI0905395C1 (pt) | 2011-12-20 |
| BRPI0905395A2 (pt) | 2011-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20170298393A1 (en) | Processes and Systems for Alcohol Production and Recovery | |
| US8574406B2 (en) | Process to remove product alcohol from a fermentation by vaporization under vacuum | |
| RU2548085C2 (ru) | Система и способы выделения спирта и сгущения побочных продуктов перегонки | |
| US20140099688A1 (en) | Process to remove product alcohol from a fermentation by vaporization under vacuum | |
| US9868076B2 (en) | Stripping absorption module | |
| US8969050B2 (en) | Purification methods and systems related to renewable materials and biofuels production | |
| BR102018072744A2 (pt) | Método e sistema para destilação de álcool em processo de produção de álcool | |
| WO2012103609A1 (en) | Process for producing ethanol from the fermentation of sugar sources in a fermentation medium with high ethanol content | |
| BRPI0905395B1 (pt) | processo para produção de etanol a partir da fermentação de fontes de açúcares em meio fermentativo com alto teor de etanol | |
| JP2009073793A (ja) | エタノール分離、濃縮システム | |
| BR102017016415B1 (pt) | Processo de reaproveitamento de biomassa de levedo, com separação de sólidos antes da destilação e recuperação de etanol do bolo úmido, na integração de fermentações alcoólicas de cana e substratos amiláceos | |
| AU2009299470B2 (en) | Continuous vacuum pan | |
| RU2230788C2 (ru) | Способ непрерывного получения этилового спирта | |
| CN113730935A (zh) | 一种酒精蒸发汁汽余热回收利用工艺 | |
| BR102016030305A2 (pt) | processo para produção de bioetanol por fermentação sólida | |
| JPS5871888A (ja) | 発酵生産物の製造方法 | |
| CA2717766A1 (en) | Stripping absorption module | |
| BRPI0800529B1 (pt) | Processo industrial de produção de álcool etílico de soja | |
| BRPI0805706B1 (pt) | Processo para recuperação de água e energia do processamento de cana-de-açúcar em usinas de produção de açúcar e etanol |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B03A | Publication of a patent application or of a certificate of addition of invention [chapter 3.1 patent gazette] | ||
| B03A | Publication of a patent application or of a certificate of addition of invention [chapter 3.1 patent gazette] |
Free format text: ADDITIONAL INVENTOR'S CERTIFICATE: |
|
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] |
Free format text: ADDITIONAL INVENTOR'S CERTIFICATE: |
|
| B15G | Petition not considered as such [chapter 15.7 patent gazette] | ||
| B12F | Other appeals [chapter 12.6 patent gazette] | ||
| B06V | Preliminary requirement: patent application procedure suspended [chapter 6.22 patent gazette] | ||
| B06A | Patent application procedure suspended [chapter 6.1 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B07A | Application suspended after technical examination (opinion) [chapter 7.1 patent gazette] |
Free format text: ADDITIONAL INVENTOR'S CERTIFICATE: |
|
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 10 (DEZ) ANOS CONTADOS A PARTIR DE 02/03/2021, OBSERVADAS AS CONDICOES LEGAIS. |
|
| B09B | Patent application refused [chapter 9.2 patent gazette] |
Free format text: ADDITIONAL INVENTOR'S CERTIFICATE: |
|
| B09B | Patent application refused [chapter 9.2 patent gazette] |
Free format text: ADDITIONAL INVENTOR'S CERTIFICATE: MANTIDO O INDEFERIMENTO UMA VEZ QUE NAO FOI APRESENTADO RECURSO DENTRO DO PRAZO LEGAL |