BR112016014934B1 - Método para fabricação de uma camada abrasiva dotada de um padrão em uma camada de suporte revestida com resina - Google Patents
Método para fabricação de uma camada abrasiva dotada de um padrão em uma camada de suporte revestida com resina Download PDFInfo
- Publication number
- BR112016014934B1 BR112016014934B1 BR112016014934-3A BR112016014934A BR112016014934B1 BR 112016014934 B1 BR112016014934 B1 BR 112016014934B1 BR 112016014934 A BR112016014934 A BR 112016014934A BR 112016014934 B1 BR112016014934 B1 BR 112016014934B1
- Authority
- BR
- Brazil
- Prior art keywords
- abrasive particles
- cavities
- abrasive
- production tool
- resin
- Prior art date
Links
- 238000005296 abrasive Methods 0.000 title claims abstract description 608
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 219
- 239000002245 particle Substances 0.000 claims abstract description 558
- 229920005989 resin Polymers 0.000 claims abstract description 113
- 239000011347 resin Substances 0.000 claims abstract description 113
- 238000011049 filling Methods 0.000 claims abstract description 21
- 230000005484 gravity Effects 0.000 claims description 13
- 238000007664 blowing Methods 0.000 claims description 3
- 238000000576 coating method Methods 0.000 abstract description 21
- 239000011248 coating agent Substances 0.000 abstract description 20
- 238000004513 sizing Methods 0.000 abstract description 7
- 239000000969 carrier Substances 0.000 description 98
- 239000000919 ceramic Substances 0.000 description 41
- 239000000853 adhesive Substances 0.000 description 34
- 230000001070 adhesive Effects 0.000 description 34
- 239000000758 substrate Substances 0.000 description 26
- PNEYBMLMFCGWSK-UHFFFAOYSA-N al2o3 Chemical compound [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 24
- 239000000203 mixture Substances 0.000 description 18
- OZAIFHULBGXAKX-UHFFFAOYSA-N precursor Substances N#CC(C)(C)N=NC(C)(C)C#N OZAIFHULBGXAKX-UHFFFAOYSA-N 0.000 description 16
- 239000000463 material Substances 0.000 description 12
- 210000000614 Ribs Anatomy 0.000 description 9
- 238000005299 abrasion Methods 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 9
- 238000000034 method Methods 0.000 description 9
- 238000005520 cutting process Methods 0.000 description 8
- 239000000835 fiber Substances 0.000 description 8
- 230000001264 neutralization Effects 0.000 description 8
- 239000003082 abrasive agent Substances 0.000 description 7
- 230000000717 retained Effects 0.000 description 7
- 229910052751 metal Inorganic materials 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- -1 polypropylene Polymers 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 239000011230 binding agent Substances 0.000 description 5
- 230000000875 corresponding Effects 0.000 description 5
- 238000009503 electrostatic coating Methods 0.000 description 5
- 239000004744 fabric Substances 0.000 description 5
- MCMNRKCIXSYSNV-UHFFFAOYSA-N ZrO2 Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 4
- 239000010432 diamond Substances 0.000 description 4
- 229910052500 inorganic mineral Inorganic materials 0.000 description 4
- 239000011707 mineral Substances 0.000 description 4
- 229920000642 polymer Polymers 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 229920001169 thermoplastic Polymers 0.000 description 4
- 229920001187 thermosetting polymer Polymers 0.000 description 4
- 239000004416 thermosoftening plastic Substances 0.000 description 4
- REHXRBDMVPYGJX-UHFFFAOYSA-H Sodium hexafluoroaluminate Chemical compound [Na+].[Na+].[Na+].F[Al-3](F)(F)(F)(F)F REHXRBDMVPYGJX-UHFFFAOYSA-H 0.000 description 3
- 230000000295 complement Effects 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 239000007822 coupling agent Substances 0.000 description 3
- 229910001610 cryolite Inorganic materials 0.000 description 3
- 229910003460 diamond Inorganic materials 0.000 description 3
- 238000004924 electrostatic deposition Methods 0.000 description 3
- 230000001788 irregular Effects 0.000 description 3
- 229920000620 organic polymer Polymers 0.000 description 3
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 3
- 229920001568 phenolic resin Polymers 0.000 description 3
- 239000005011 phenolic resin Substances 0.000 description 3
- 239000005020 polyethylene terephthalate Substances 0.000 description 3
- 229920000139 polyethylene terephthalate Polymers 0.000 description 3
- 238000005245 sintering Methods 0.000 description 3
- KWVGIHKZDCUPEU-UHFFFAOYSA-N 2,2-Dimethoxy-2-phenylacetophenone Chemical compound C=1C=CC=CC=1C(OC)(OC)C(=O)C1=CC=CC=C1 KWVGIHKZDCUPEU-UHFFFAOYSA-N 0.000 description 2
- 210000003284 Horns Anatomy 0.000 description 2
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N Silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- 238000010923 batch production Methods 0.000 description 2
- 230000001680 brushing Effects 0.000 description 2
- 238000001354 calcination Methods 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 238000004049 embossing Methods 0.000 description 2
- WSFSSNUMVMOOMR-UHFFFAOYSA-N formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 2
- 239000008187 granular material Substances 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 229910000460 iron oxide Inorganic materials 0.000 description 2
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 229920002866 paraformaldehyde Polymers 0.000 description 2
- 229920002530 poly[4-(4-benzoylphenoxy)phenol] polymer Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 239000003247 radioactive fallout Substances 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 229910010271 silicon carbide Inorganic materials 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000004634 thermosetting polymer Substances 0.000 description 2
- KUBDPQJOLOUJRM-UHFFFAOYSA-N 2-(chloromethyl)oxirane;4-[2-(4-hydroxyphenyl)propan-2-yl]phenol Chemical compound ClCC1CO1.C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 KUBDPQJOLOUJRM-UHFFFAOYSA-N 0.000 description 1
- MKBBSFGKFMQPPC-UHFFFAOYSA-N 2-propyl-1H-imidazole Chemical compound CCCC1=NC=CN1 MKBBSFGKFMQPPC-UHFFFAOYSA-N 0.000 description 1
- 239000010963 304 stainless steel Substances 0.000 description 1
- 239000010964 304L stainless steel Substances 0.000 description 1
- 229920000122 Acrylonitrile butadiene styrene Polymers 0.000 description 1
- 229910052580 B4C Inorganic materials 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- LCFVJGUPQDGYKZ-UHFFFAOYSA-N Bisphenol A diglycidyl ether Chemical compound C=1C=C(OCC2OC2)C=CC=1C(C)(C)C(C=C1)=CC=C1OCC1CO1 LCFVJGUPQDGYKZ-UHFFFAOYSA-N 0.000 description 1
- INAHAJYZKVIDIZ-UHFFFAOYSA-N Boron carbide Chemical compound B12B3B4C32B41 INAHAJYZKVIDIZ-UHFFFAOYSA-N 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate dianion Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 1
- 206010073306 Exposure to radiation Diseases 0.000 description 1
- 210000001847 Jaw Anatomy 0.000 description 1
- 229910020261 KBF4 Inorganic materials 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N N#B Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004698 Polyethylene (PE) Substances 0.000 description 1
- 229920001721 Polyimide Polymers 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 229920005830 Polyurethane Foam Polymers 0.000 description 1
- 229910000589 SAE 304 stainless steel Inorganic materials 0.000 description 1
- 241001438449 Silo Species 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- DAKWPKUUDNSNPN-UHFFFAOYSA-N TMPTA Chemical compound C=CC(=O)OCC(CC)(COC(=O)C=C)COC(=O)C=C DAKWPKUUDNSNPN-UHFFFAOYSA-N 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N TiO Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- XOLBLPGZBRYERU-UHFFFAOYSA-N Tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 description 1
- UONOETXJSWQNOL-UHFFFAOYSA-N Tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 1
- FPJVAEBMLMVYMY-UHFFFAOYSA-N [Ti+4].[O-]B([O-])OB([O-])[O-] Chemical compound [Ti+4].[O-]B([O-])OB([O-])[O-] FPJVAEBMLMVYMY-UHFFFAOYSA-N 0.000 description 1
- 239000006061 abrasive grain Substances 0.000 description 1
- 150000001241 acetals Chemical class 0.000 description 1
- 239000002313 adhesive film Substances 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- SMYKVLBUSSNXMV-UHFFFAOYSA-J aluminum;tetrahydroxide Chemical compound [OH-].[OH-].[OH-].[OH-].[Al+3] SMYKVLBUSSNXMV-UHFFFAOYSA-J 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 229910001593 boehmite Inorganic materials 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 229910052918 calcium silicate Inorganic materials 0.000 description 1
- 235000012241 calcium silicate Nutrition 0.000 description 1
- OYACROKNLOSFPA-UHFFFAOYSA-N calcium;dioxido(oxo)silane Chemical compound [Ca+2].[O-][Si]([O-])=O OYACROKNLOSFPA-UHFFFAOYSA-N 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 230000001684 chronic Effects 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000005137 deposition process Methods 0.000 description 1
- 239000003085 diluting agent Substances 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005323 electroforming Methods 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 229910001651 emery Inorganic materials 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- QUSNBJAOOMFDIB-UHFFFAOYSA-N ethyl amine Chemical compound CCN QUSNBJAOOMFDIB-UHFFFAOYSA-N 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 239000010433 feldspar Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- CAVJXSIWUWTTQE-UHFFFAOYSA-N iron(2+);oxygen(2-);titanium(2+) Chemical compound [O-2].[O-2].[Ti+2].[Fe+2] CAVJXSIWUWTTQE-UHFFFAOYSA-N 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- TXKRDMUDKYVBLB-UHFFFAOYSA-N methane;titanium Chemical compound C.[Ti] TXKRDMUDKYVBLB-UHFFFAOYSA-N 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000006011 modification reaction Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 150000001282 organosilanes Chemical class 0.000 description 1
- 239000003211 photoinitiator Substances 0.000 description 1
- 229920002496 poly(ether sulfone) Polymers 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000011496 polyurethane foam Substances 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 229910052904 quartz Inorganic materials 0.000 description 1
- 229910052761 rare earth metal Inorganic materials 0.000 description 1
- 150000002910 rare earth metals Chemical class 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000000284 resting Effects 0.000 description 1
- 238000004805 robotic Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- BPILDHPJSYVNAF-UHFFFAOYSA-M sodium;diiodomethanesulfonate Chemical compound [Na+].[O-]S(=O)(=O)C(I)I BPILDHPJSYVNAF-UHFFFAOYSA-M 0.000 description 1
- 239000002689 soil Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 229910052596 spinel Inorganic materials 0.000 description 1
- 239000011029 spinel Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 229910001887 tin oxide Inorganic materials 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 229910001929 titanium oxide Inorganic materials 0.000 description 1
- 229940096522 trimethylolpropane triacrylate Drugs 0.000 description 1
- 239000004636 vulcanized rubber Substances 0.000 description 1
- 230000004580 weight loss Effects 0.000 description 1
Images







Abstract
MÉTODO PARA FABRICAÇÃO DE UM ARTIGO ABRASIVO REVESTIDO O método envolve, em geral, as etapas de preencher as cavidades em uma ferramenta de produção, cada uma com uma partícula abrasiva individual. Alinhar uma ferramenta de produção preenchida e uma camada de suporte revestida com resina para transferir as partículas abrasivas para a camada de suporte revestida com resina. Transferir as partículas abrasivas das cavidades para a camada de suporte revestida com resina e remover a ferramenta de produção da posição alinhada com a camada de suporte revestida com resina. Depois disso, a camada de resina é curada, um revestimento de encolamento é aplicado e curado, e o artigo abrasivo revestido é convertido em uma folha, disco, ou esteira por um equipamento de conversão adequado.
Description
[001]A presente revelação refere-se amplamente a partículas abrasivas e métodos de uso das mesmas para se produzir vários artigos.
[002]Os artigos abrasivos revestidos são convencionalmente revestidos ou por revestimento por gotejamento ou por revestimento eletrostático das partículas abrasivas sobre uma camada de suporte revestida com resina. Dentre os dois métodos, o revestimento eletrostático tem sido muitas vezes preferencial, na medida em que ele fornece algum grau de controle de orientação para grãos que têm uma razão de aspecto diferente de um. Em geral, o posicionamento e orientação das partículas abrasivas e seus pontos de corte são importantes na determinação do desempenho abrasivo.
[003]A publicação internacional PCT n° WO 2012/112305 A2 (Keipert) revela artigos abrasivos revestidos fabricados através do uso de telas de precisão que têm aberturas não circulares alinhadas e espaçadas de maneira precisa, para sustentar partículas abrasivas individuais em posições fixas que podem ser usadas para alinhar de forma giratória um recurso de superfície das partículas abrasivas, em uma orientação rotacional em uma direção z específica. Nesse método, uma tela ou placa perfurada é laminada a um filme adesivo e carregada com partículas abrasivas. A orientação das partículas abrasivas poderia ser controlada pela geometria da tela e a habilidade restrita das partículas abrasivas para entrarem em contato com e aderir ao adesivo através das aberturas na tela. A remoção da camada adesiva da tela preenchida transferiu as partículas abrasivas orientadas de uma maneira invertida para uma camada de suporte abrasiva. O método se baseia na presença de adesivo, o que pode ser pouco prático, sujeito a descolamento (por exemplo, devido a depósitos de poeira) ao longo do tempo, e que pode ser transferido ao artigo abrasivo revestido resultante, criando a possibilidade do adesivo ser transferido para, e contaminar, uma peça de trabalho.
[004]Para partículas abrasivas triangulares, as partículas abrasivas invertidas (com a base para cima) em geral têm um impacto negativo no corte e na vida útil do artigo abrasivo, especialmente em metais como aço inoxidável. Devido à área de limite máximo que leva à pressão local baixa e fratura inferior destas partículas abrasivas invertidas, ocorre o capeamento por metal, o que leva a um fim prematuro da vida de corte. Em produtos abrasivos revestidos convencionais, a fração de partículas abrasivas invertidas é principalmente uma função do peso de revestimento mineral, e é difícil se alcançar alta cobertura mineral sem partículas abrasivas invertidas. Isto requer o uso de construções de revestimento bem abertas, frequentemente com desempenho abaixo do ideal.
[005]A orientação das partículas abrasivas em relação à direção de corte também é importante. A eficiência de corte e mecânica da fratura da partícula abrasiva variam com a orientação. Com partículas abrasivas de formato triangular, para corte e desgaste aprimorados, é preferencial, em geral, que o movimento relativo do artigo abrasivo e/ou da peça de trabalho seja de modo que a borda do triângulo seja apresentada no movimento de corte, ao invés da face do triângulo. Caso a face triangular seja apresentada à direção de corte, muitas vezes o triângulo sofrerá uma fratura próxima à base e fora do plano de abrasão.
[006]O espaçamento das partículas abrasivas em um artigo abrasivo pode também ser importante. Métodos convencionais, como revestimento por gotejamento e deposição eletrostática, fornecem uma distribuição aleatória do espaçamento, e um agrupamento de partículas surge com frequência onde duas ou mais partículas abrasivas conformadas acabam encostadas uma à outra próximo às pontas ou superfícies superiores das partículas abrasivas conformadas. O agrupamento leva a um desempenho de corte inferior devido ao aumento local da área de limite nessas regiões e à incapacidade das partículas abrasivas conformadas no agrupamento se fraturarem e desgastarem adequadamente durante o uso, por causa do reforço mecânico mútuo. O agrupamento cria formação de calor indesejada em comparação com artigos abrasivos revestidos que têm partículas abrasivas espaçadas de maneira mais uniforme.
[007]Em vista do acima exposto, seria desejável ter métodos e aparelhos alternativos que sejam úteis para o posicionamento e orientação das partículas abrasivas (especialmente partículas abrasivas conformadas) em artigos abrasivos revestidos que são simples e de baixo custo.
[008]A presente revelação fornece soluções práticas para a necessidade descrita acima, em que a tela descrita no documento WO 2012/112305 A2 (Keipert) foi substituída por uma manta precisamente replicada ou uma ferramenta com cavidades que são complementares em tamanho e formato às partículas abrasivas sendo revestidas. Este formato complementar aprimora amplamente a propensão da partícula abrasiva de preencher e ser retida pelas cavidades durante fabricação em alta velocidade. Isto permite a eliminação da camada adesiva que está presente no documento WO 2012/112305 A2 (Keipert), simplificando bastante o processo de revestimento.
[009]Em uma modalidade, a invenção consiste em um método para fabricação de uma camada abrasiva dotada de um padrão em uma camada de suporte revestida com resina, que compreende as etapas de:fornecer uma ferramenta de produção tendo uma superfície de dispensação com cavidades, sendo que cada cavidade tem um eixo de cavidade longitudinal perpendicular à superfície de dispensação e uma profundidade, D, ao longo do eixo de cavidade longitudinal; selecionar partículas abrasivas alongadas tendo um comprimento, L, ao longo de um eixo de partícula longitudinal maior que uma largura, W, ao longo de um eixo transversal perpendicular ao eixo de partícula longitudinal, sendo que a profundidade, D, das cavidades situa-se entre 0,5 L e 2 L;suprir um excesso de partículas abrasivas alongadas à superfície de dispensação, de modo que sejam fornecidas mais partículas abrasivas alongadas do que o número de cavidades;preencher uma maior parte das cavidades na superfície de dispensação com uma partícula abrasiva alongada disposta em uma cavidade individual, de modo que o eixo de partícula longitudinal fique paralelo à cavidade longitudinal;remover da superfície de dispensação uma fração restante das partículas abrasivas alongadas em excesso não dispostas dentro de uma cavidade após a etapa de preenchimento;alinhar a camada de suporte revestida com resina à superfície de dispensação, com a camada de resina voltada para a superfície de dispensação;transferir as partículas abrasivas alongadas nas cavidades para a camada de suporte revestida com resina, e afixar as partículas abrasivas alongadas à camada de resina; eremover a ferramenta de produção para expor a camada abrasiva dotada de um padrão na camada de suporte revestida com resina.
[010]Como usado aqui, o termo “precisamente conformado”, em referência às partículas abrasivas ou cavidades em um elemento carreador, respectivamente, refere-se a partículas abrasivas ou cavidades tendo formatos tridimensionais que são definidos por lados relativamente lisos, que são ligados e unidos por bordas agudas bem definidas tendo comprimentos de borda distintos, com pontos finais distintos, definidos pelas intersecções dos vários lados.
[011]Como usado aqui, o termo “disposto completamente e de maneira removível no interior”, em referência a uma cavidade, significa que a partícula abrasiva é removível da cavidade apenas por meio da gravidade, embora na prática outras forças podem ser usadas (por exemplo, pressão de ar ou vácuo).
[012]As características e vantagens da presente revelação serão melhor compreendidas após consideração da descrição detalhada bem como das reivindicações em anexo.
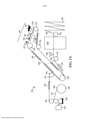
[013]A Figura 1A é uma vista esquemática de um aparelho para produção de um artigo abrasivo revestido de acordo com a presente revelação.
[014]A Figura 1B é uma vista esquemática de outro aparelho para produção de um artigo abrasivo revestido de acordo com a presente revelação.
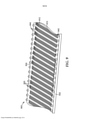
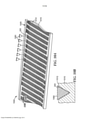
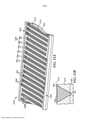
[015]A Figura 2 é uma vista esquemática em perspectiva de uma ferramenta de produção exemplificadora 200 de acordo com a presente revelação.
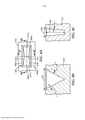
[016]A Figura 3A é uma vista superior esquemática ampliada de um design de cavidade exemplificador 320 adequado para uso como as cavidades 220 na ferramenta de produção 200.
[017]A Figura 3B é uma vista em seção transversal da Figura 3A tomada ao longo do plano 3B-3B.
[018]A Figura 3C é uma vista em seção transversal da Figura 3A tomada ao longo do plano 3C-3C.
[019]A Figura 4A é uma vista superior esquemática ampliada de um design de cavidade exemplificador 420 adequado para uso como as cavidades 220 na ferramenta de produção 200.
[020]A Figura 4B é uma vista esquemática em seção transversal da Figura 4A tomada ao longo do plano 4B-4B.
[021]A Figura 4C é uma vista esquemática em seção transversal da Figura 4A tomada ao longo do plano 4C-4C.
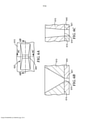
[022]A Figura 5A é uma vista superior esquemática ampliada de um design de cavidade exemplificador 520 adequado para uso como as cavidades 220 na ferramenta de produção 200.
[023]A Figura 5B é uma vista esquemática em seção transversal da cavidade exemplificadora 520 mostrada na Figura 5A tomada ao longo do plano 5B-5B.
[024]A Figura 5C é uma vista esquemática em seção transversal da cavidade exemplificadora 520 mostrada na Figura 5A tomada ao longo do plano 5C-5C.
[025]A Figura 6A é uma vista superior esquemática ampliada de um design de cavidade exemplificador 620 adequado para uso como as cavidades 220 na ferramenta de produção 200.
[026]A Figura 6B é uma vista esquemática em seção transversal da Figura 6A tomada ao longo do plano 6B-6B.
[027]A Figura 6C é uma vista esquemática em seção transversal da Figura 6A tomada ao longo do plano 6C-6C.
[028]A Figura 7 é uma vista esquemática em perspectiva de uma ferramenta de produção exemplificadora 700 de acordo com uma modalidade exemplificadora da presente revelação.
[029]A Figura 8 é uma vista esquemática em perspectiva de uma ferramenta de produção exemplificadora 800 de acordo com uma modalidade exemplificadora da presente revelação.
[030]A Figura 9 é uma vista esquemática em perspectiva de uma ferramenta de produção exemplificadora 900 de acordo com uma modalidade exemplificadora da presente revelação.
[031]A Figura 10A é uma vista esquemática em perspectiva parcialmente explodida de uma vista em perspectiva exemplificadora de um sistema de posicionamento de partícula abrasiva 1000 de acordo com uma modalidade exemplificadora da presente revelação.
[032]A Figura 10B é uma vista lateral esquemática em seção transversal do sistema de posicionamento de partícula abrasiva 1000 tomada ao longo do plano 10B-10B.
[033]A Figura 11A é uma vista esquemática em perspectiva parcialmente explodida de uma vista em perspectiva exemplificadora de um sistema de posicionamento de partícula abrasiva 1100 de acordo com uma modalidade exemplificadora da presente revelação.
[034]A Figura 11B é uma vista lateral esquemática em seção transversal do sistema de posicionamento de partícula abrasiva 1100 tomada ao longo do plano 11B-11B.
[035]A Figura 12A é uma vista esquemática em perspectiva parcialmente explodida de uma vista em perspectiva exemplificadora de um sistema de posicionamento de partícula abrasiva 1200 de acordo com uma modalidade exemplificadora da presente revelação.
[036]A Figura 12B é uma vista lateral esquemática em seção transversal do sistema de posicionamento de partícula abrasiva 1200 tomada ao longo do plano 12B-12B.
[037]O uso repetido de caracteres de referência no relatório descritivo e nos desenhos destina-se a representar características ou elementos iguais ou análogos da revelação. Deve-se compreender que várias outras modificações e modalidades podem ser desenvolvidas pelos versados na técnica, as quais se inserem no escopo e espírito dos princípios da revelação. As figuras podem não estar desenhadas em escala.
[038]Com relação agora às Figuras 1A e 2, um aparelho para produção de um artigo abrasivo revestido 90 de acordo com a presente revelação inclui partículas abrasivas 92 dispostas de maneira removível dentro das cavidades 220 de uma ferramenta de produção 200 que tem uma primeira trajetória de manta 99 guiando a ferramenta de produção através do aparelho para produção de um artigo abrasivo revestido, de modo que ela envolva uma porção de uma circunferência externa de um cilindro de transferência de partícula abrasiva 122. O aparelho geralmente inclui, por exemplo, um desenrolador 100, um sistema de liberação de revestimento básico 102, e um aplicador de revestimento básico 104. Estes componentes desenrolam uma camada de suporte 106, liberam uma resina de revestimento básico 108 através do sistema de liberação de revestimento básico 102 ao aplicador de revestimento básico 104, e aplicam a resina de revestimento básico a uma primeira superfície principal 112 da camada de suporte. Depois disso, a camada de suporte revestida com resina 114 é posicionada por um cilindro em ponto-morto 116 para aplicação das partículas abrasivas 92 à primeira superfície principal 112 revestida com a resina de revestimento básico 108. Uma segunda trajetória de manta 132 para a camada de suporte revestida com resina 114 guia a camada de suporte revestida com resina através do aparelho para produção de um artigo abrasivo revestido, de modo que ela envolva uma porção da circunferência externa do cilindro de transferência de partícula abrasiva 122, com a camada de resina posicionada de frente para a superfície de dispensação da ferramenta de produção que está posicionada entre a camada de suporte revestida com resina 114 e a circunferência externa do cilindro de transferência de partícula abrasiva 122. Desenroladores, sistema de liberação de revestimento básico, resinas de revestimento básico, aplicadores de revestimento e camadas de suporte adequados são conhecidos pelos versados na técnica. O sistema de liberação de revestimento básico 102 pode ser um cadinho ou reservatório simples contendo a resina de revestimento básico, ou um sistema de bombeamento com um tanque de armazenamento e uma tubulação de liberação para transportar a resina de revestimento básico ao local necessário. A camada de suporte 106 pode ser um tecido, papel, filme, não tecido, etamina, ou outro substrato de manta. O aplicador de revestimento básico pode ser, por exemplo, um aplicador de revestimento, um aplicador de revestimento por cilindro, um sistema de aspersão, ou um aplicador de revestimento por haste. Alternativamente, uma camada de suporte revestida pré-revestida pode ser posicionada pelo cilindro em ponto-morto 116 para aplicação das partículas abrasivas à primeira superfície principal.
[039]Conforme aqui descrito mais adiante, a ferramenta de produção 200 compreende uma pluralidade de cavidades 220 que têm um formato complementar em relação às partículas abrasivas destinadas a serem contidas na mesma. Um alimentador de partícula abrasiva 118 fornece ao menos algumas partículas abrasivas à ferramenta de produção. De preferência, o alimentador de partícula abrasiva 118 fornece um excesso de partículas abrasivas de modo que haja mais partículas abrasivas presentes do que cavidades por unidade de comprimento da ferramenta de produção na direção da máquina. O fornecimento de um excesso de partículas abrasivas ajuda a assegurar que todas as cavidades dentro da ferramenta de produção sejam eventualmente preenchidas com uma partícula abrasiva. Uma vez que a área de limite e o espaçamento das partículas abrasivas são com frequência projetados na ferramenta de produção para a aplicação de desgaste específica, é desejável não ter muitas cavidades não preenchidas. O alimentador de partícula abrasiva 118 é quase sempre da mesma largura que a ferramenta de produção e fornece partículas abrasivas ao longo de toda a largura da ferramenta de produção. O alimentador de partícula abrasiva 118 pode ser, por exemplo, um alimentador vibratório, uma tremonha, uma rampa, um silo, um aplicador de revestimento por gotejamento, ou uma rosca de alimentação.
[040]Opcionalmente, um elemento de auxilio de preenchimento 120 é fornecido depois do alimentador de partícula abrasiva 118 para mover as partículas abrasivas sobre a superfície da ferramenta de produção 200 e ajudar a orientar ou deslizar as partículas abrasivas para dentro das cavidades 220. O elemento de auxílio de preenchimento 120 pode ser, por exemplo, uma lâmina raspadora, um limpador de feltro, uma escova com uma pluralidade de cerdas, um sistema de vibração, um soprador ou uma faca de ar, uma caixa de vácuo 124, ou combinações dos mesmos. O elemento de auxílio de preenchimento move, transporta, aspira, ou agita as partículas abrasivas na superfície de dispensação 212 (a superfície superior ou inferior da ferramenta de produção 200 na Figura 1A) para posicionar mais partículas abrasivas nas cavidades. Sem o elemento de auxílio de preenchimento, em geral ao menos parte das partículas abrasivas colocadas na superfície de dispensação 212 cairão diretamente em uma cavidade, e nenhum movimento adicional é necessário, mas outras podem precisar de movimento adicional para serem direcionadas para dentro de uma cavidade. Opcionalmente, o elemento de auxílio de preenchimento 120 pode ser oscilado lateralmente na direção transversal da máquina, ou de outro modo ter um movimento, como circular ou oval, relativo à superfície da ferramenta de produção 200, usando-se um movimento adequado para auxiliar no preenchimento completo de cada cavidade 220 na ferramenta de produção com uma partícula abrasiva. Geralmente, se uma escova é usada como o elemento de auxílio de preenchimento, as cerdas podem cobrir uma sessão da superfície de dispensação de 5,0 a 10,2 cm (de 2 a 4 polegadas) de comprimento na direção da máquina, de preferência ao longo de toda ou quase toda a largura da superfície de dispensação, e descansar levemente encostada à ou um pouco acima da superfície de dispensação, e ter uma flexibilidade moderada. Uma caixa de vácuo 125, se usada como o elemento de auxílio de preenchimento, é muito usada em conjunto com uma ferramenta de produção que tem cavidades se estendendo completamente através da ferramenta de produção, conforme mostrado na Figura 5; entretanto, mesmo uma ferramenta de produção tendo uma superfície posterior sólida 314, conforme visto na Figura 3, pode ser uma vantagem, uma vez que ela nivelará e puxará a ferramenta de produção de maneira mais plana para preenchimento aprimorado das cavidades. A caixa de vácuo 125 está situada próxima ao alimentador de partícula abrasiva 118, e pode estar situada antes ou depois do alimentador de partícula abrasiva, ou circundar qualquer porção de uma extensão de manta entre um par de cilindros em ponto-morto 116, durante as seções de preenchimento de partícula abrasiva e remoção de excesso do aparelho ilustrado de modo geral em 140. Alternativamente, a ferramenta de produção pode ser sustentada ou empurrada por uma sapata ou uma placa para ajudar a mantê-la plana nesta seção do aparelho, ao invés da ou em adição à caixa de vácuo 125. Em modalidades onde a partícula abrasiva é totalmente contida dentro da cavidade da ferramenta de produção, como na Figura 11B, isto quer dizer que quando a maior parte (por exemplo, 80, 90, ou 95 por cento) das partículas abrasivas nas cavidades não se estende além da superfície de dispensação da ferramenta de produção, é mais fácil para o elemento de auxílio de preenchimento mover as partículas abrasivas sobre a superfície de dispensação da ferramenta de produção, sem expelir uma partícula abrasiva individual já contida em uma cavidade individual.
[041]Opcionalmente, à medida que a ferramenta de produção avança na direção da máquina, as cavidades 220 se movem até uma elevação mais alta e podem, opcionalmente, alcançar uma elevação mais alta que a saída do alimentador de partícula abrasiva para dispensação de partículas abrasivas na superfície de dispensação da ferramenta de produção. Se a ferramenta de produção é uma esteira sem fim, a esteira pode ter uma inclinação positiva para avançar até uma elevação mais alta, à medida que ela se move além do alimentador de partícula abrasiva 118. Se a ferramenta de produção é um cilindro, o alimentador de partícula abrasiva 118 pode ser posicionado de modo que aplique as partículas abrasivas ao cilindro antes do ponto morto superior da circunferência externa do cilindro, como entre 270 graus e 350 graus na face do cilindro, com o ponto morto superior estando a 0 graus conforme se avança na direção horária em torno do cilindro, com o cilindro girando em sentido horário durante a operação. Acredita-se que aplicar as partículas abrasivas a uma superfície de dispensação inclinada 212 da ferramenta de produção pode permitir melhor preenchimento das cavidades. As partículas abrasivas podem deslizar ou cair ao longo da superfície de dispensação inclinada 212 da ferramenta de produção, aprimorando assim a possibilidade de caírem em uma cavidade. Em modalidades onde a partícula abrasiva é totalmente contida dentro da cavidade da ferramenta de produção, como na Figura 11B, isto quer dizer que quando a maior parte (por exemplo, 80, 90, ou 95 por cento) das partículas abrasivas nas cavidades não se estende além da superfície de dispensação da ferramenta de produção, a inclinação pode também auxiliar na remoção de partículas abrasivas em excesso da superfície de dispensação da ferramenta de produção, já que as partículas abrasivas em excesso podem deslizar para fora da superfície de dispensação da ferramenta de produção em direção à extremidade de chegada. A inclinação pode situar-se entre zero graus e qualquer ângulo onde as partículas abrasivas comecem a cair das cavidades. A inclinação preferencial dependerá do formato da partícula abrasiva e da magnitude da força (por exemplo, atrito ou vácuo) prendendo a partícula abrasiva na cavidade. Em algumas modalidades, a inclinação positiva situa-se na faixa de +10 a + 80 graus, ou de +10 a + 60 graus, ou de +10 a +45 graus.
[042]Opcionalmente, um elemento de remoção de partícula abrasiva 121 pode ser fornecido para auxiliar na remoção das partículas abrasivas em excesso da superfície da ferramenta de produção 200, uma vez que todas ou quase todas as cavidades tenham sido preenchidas por uma partícula abrasiva. O elemento de remoção de partícula abrasiva pode ser, por exemplo, uma fonte de ar para soprar as partículas abrasivas em excesso para fora da superfície de dispensação da ferramenta de produção, como uma vara de ar, um banho de ar, uma faca de ar, um bocal com efeito Coandã, ou um soprador. Um dispositivo de contato pode ser usado como o elemento de remoção de partícula abrasiva, como uma escova, um raspador, um limpador, ou uma lâmina raspadora. Um vibrador, como uma corneta ultrassônica, pode ser usado como elemento de remoção de partícula abrasiva. Alternativamente, uma fonte de vácuo, como uma caixa de vácuo ou cilindro de vácuo, situada ao longo de uma porção da primeira trajetória de manta depois do alimentador de partícula abrasiva 118 com uma ferramenta de produção que tem cavidades que se estendem completamente através da ferramenta de produção, conforme mostrado na Figura 5, pode ser usada para sustentar as partículas abrasivas nas cavidades. Nesta extensão ou seção da primeira trajetória de manta, a superfície de dispensação da ferramenta de produção pode ser invertida ou ter uma inclinação ou declive amplo próximo a ou excedendo 90 graus, para remover as partículas abrasivas em excesso através do uso da força da gravidade para deslizar ou derrubar as mesmas da superfície de dispensação, enquanto se retém as partículas abrasivas dispostas nas cavidades por vácuo até que a superfície de dispensação seja colocada de volta em uma orientação para manter as partículas abrasivas nas cavidades devido a força da gravidade, ou elas sejam liberadas das cavidades para a camada de suporte revestida com resina. Em modalidades onde a partícula abrasiva está totalmente contida no interior da cavidade da ferramenta de produção, como na Figura 11B, ou seja, quando a maior parte (por exemplo, 80, 90, ou 95 por cento) das partículas abrasivas nas cavidades não se estendem além da superfície de dispensação da ferramenta, o elemento de remoção de partícula abrasiva 121 pode deslizar as partículas abrasivas em excesso sobre a superfície de dispensação da ferramenta de produção e para fora da ferramenta de produção, sem perturbar as partículas abrasivas contidas no interior das cavidades. As partículas abrasivas em excesso removidas podem ser coletadas e devolvidas ao alimentador de partícula abrasiva para serem reutilizadas. As partículas abrasivas em excesso podem ser alternativamente movidas em uma direção oposta à direção de transporte da ferramenta de produção, além do ou em direção ao alimentador de partícula abrasiva, onde elas podem preencher cavidades desocupadas.
[043]Após deixar a seção de preenchimento e remoção de excesso de partícula abrasiva do aparelho, ilustrada de modo geral em 140, as partículas abrasivas na ferramenta de produção 220 viajam em direção à camada de suporte revestida com resina 114. A elevação da ferramenta de produção nesta seção não é particularmente importante, desde que as partículas abrasivas sejam retidas nas cavidades e a ferramenta de produção possa continuar a se inclinar, declinar, ou mover horizontalmente. A escolha do posicionamento é frequentemente determinada pelo espaço existente dentro da máquina, caso haja adaptação de um aparelho de produção de abrasivo existente. Um cilindro de transferência de partícula abrasiva 122 é fornecido e a ferramenta de produção 220 com frequência envolve ao menos uma porção da circunferência do cilindro. Em algumas modalidades, a ferramenta de produção envolve entre 30 e 180 graus, ou entre 90 e 180 graus da circunferência externa do cilindro de transferência de partícula abrasiva. A camada de suporte revestida com resina 114 muitas vezes também envolve ao menos uma porção da circunferência do cilindro, de modo que as partículas abrasivas nas cavidades sejam transferidas das cavidades para a camada de suporte revestida com resina, à medida que ambas viajam em torno do cilindro de transferência de partícula abrasiva 122, com a ferramenta de produção 220 situada entre a camada de suporte revestida com resina e a superfície externa do cilindro de transferência de partícula abrasiva, sendo que a superfície de dispensação da ferramenta de produção fica voltada para e em geral alinhada à primeira superfície principal revestida com resina da camada de suporte. A camada de suporte revestida com resina com frequência envolve uma porção ligeiramente menor do cilindro de transferência de partícula abrasiva que a ferramenta de produção. Em algumas modalidades, a camada de suporte revestida com resina envolve entre 40 e 170 graus, ou entre 90 e 170 graus da circunferência externa do cilindro de transferência de partícula abrasiva. De preferência, a velocidade da superfície de dispensação e a velocidade da camada de resina da camada de suporte revestida com resina são velocidades igualadas uma a outra dentro de ±10 por cento, ±5 por cento, ou ±1 por cento, por exemplo.
[044]Vários métodos podem ser empregados para transferir as partículas abrasivas das cavidades da ferramenta de produção para a camada de suporte revestida com resina. Em nenhuma ordem específica, os vários métodos são:1. Auxílio por gravidade, onde a ferramenta de produção e a superfície de dispensação são invertidos por uma porção de seu trajeto na direção da máquina, e as partículas abrasivas caem para fora das cavidades sob a força da gravidade sobre a camada de suporte revestida com resina. Quase sempre, neste método, a ferramenta de produção tem duas porções de borda lateral com elementos separadores 260 (Figura 2) situados na superfície de dispensação 212, e que entram em contato com a camada de suporte revestida com resina em duas bordas opostas da camada de suporte, onde a resina não foi aplicada para manter a camada de resina ligeiramente acima da superfície de dispensação da ferramenta de produção, à medida em que ambas envolvem o cilindro de transferência de partícula abrasiva. Dessa forma, existe um vão entre a superfície de dispensação e a superfície de topo da camada de resina na camada de suporte revestida com resina, de modo a evitar transferir qualquer resina à superfície de dispensação da ferramenta de produção. Em uma modalidade, a camada de suporte revestida com resina tem duas tiras de borda isentas de resina, e uma seção central revestida com resina, enquanto que a superfície de dispensação pode ter duas nervuras em relevo estendendo-se na direção longitudinal da ferramenta de produção para contato com as bordas isentas de resina da camada de suporte. Em outra modalidade, o cilindro de transferência de partícula abrasiva pode ter duas nervuras ou anéis em relevo em ambas extremidades do cilindro, e uma seção central de diâmetro menor, com a ferramenta de produção contida dentro da seção central de diâmetro menor do cilindro de transferência de partícula abrasiva, à medida que ela envolve o cilindro de transferência de partícula abrasiva. As nervuras em relevo ou anéis de extremidade no cilindro de transferência de partícula abrasiva elevam a camada de resina da camada de suporte revestida com resina acima da superfície de dispensação, de modo que haja um vão entre as duas superfícies. Alternativamente, colunas em relevo distribuídas na superfície da ferramenta de produção poderiam ser usadas para manter o vão entre as duas superfícies.2. Auxílio por empuxo, onde cada cavidade na ferramenta de produção tem duas extremidades abertas, de modo que a partícula abrasiva possa residir na cavidade com uma porção da partícula abrasiva estendendo-se além da superfície posterior 214 da ferramenta de produção. Com o auxílio por empuxo, a ferramenta de produção não precisa mais ser invertida, mas ainda pode ser invertida. À medida que a ferramenta de produção envolve o cilindro de transferência de partícula abrasiva, a superfície externa do cilindro engata à partícula abrasiva em cada cavidade e empurra a partícula abrasiva para fora da cavidade e para a camada de resina na camada de suporte revestida com resina. Em algumas modalidades, a superfície externa do cilindro de transferência de partícula abrasiva compreende uma camada compressível e resiliente, com uma dureza Shore A medida por durômetro de, por exemplo, 20 a 70, aplicada para fornecer conformidade adicional à medida que a partícula abrasiva é empurrada para dentro da camada de suporte revestida com resina. Em outra modalidade auxiliada por empuxo, a superfície posterior da ferramenta de produção pode ser coberta por uma camada compressível e resiliente, conforme mostrado na Figura 12A, ao invés da ou além da camada externa resiliente do cilindro de transferência de partícula abrasiva.3. Auxílio por vibração, onde o cilindro de transferência de partícula abrasiva ou a ferramenta de produção é agitado(a) por uma fonte adequada como um dispositivo ultrassônico para agitar as partículas abrasivas para fora das cavidades e sobre a camada de suporte revestida com resina.4. Auxílio por pressão, onde cada cavidade na ferramenta de produção tem duas extremidades abertas (Figura 3), ou a superfície posterior 314 ou toda a ferramenta de produção é adequadamente porosa e o cilindro de transferência de partícula abrasiva tem uma pluralidade de aberturas e uma fonte de ar interna pressurizada. Com o auxílio por pressão, a ferramenta de produção não precisa mais ser invertida, mas ainda pode ser invertida. O cilindro de transferência de partícula abrasiva pode também ter divisores internos móveis, de modo que o ar pressurizado pode ser fornecido a um segmento de arco ou circunferência específicos do cilindro, para soprar as partículas abrasivas para fora das cavidades e sobre a camada de suporte revestida com resina em um local específico. Em algumas modalidades, o cilindro de transferência de partícula abrasiva pode também ser fornecido com uma fonte interna de vácuo, sem uma região pressurizada correspondente, ou em combinação com a região pressurizada, geralmente antes da região pressurizada, à medida que o cilindro de transferência de partícula abrasiva gira. A fonte ou região de vácuo pode ter divisores móveis para direcionar a mesma a uma região ou segmento de arco específicos do cilindro de transferência de partícula abrasiva. O vácuo pode aspirar as partículas abrasivas firmemente para dentro das cavidades à medida que a ferramenta de produção envolve o cilindro de transferência de partícula abrasiva, antes de submeter as partículas abrasivas à região pressurizada do cilindro de transferência de partícula abrasiva. Esta região de vácuo pode ser usada, por exemplo, com um elemento de remoção de partícula abrasiva para remover as partículas abrasivas em excesso da superfície de dispensação, ou pode ser usada para simplesmente se assegurar que as partículas abrasivas não deixem as cavidades antes de alcançarem uma posição específica ao longo da circunferência externa do cilindro de transferência de partícula abrasiva.5. As várias modalidades listadas acima não estão limitadas ao uso individual, e elas podem ser misturadas e combinadas conforme necessário para transferir de maneira mais eficiente as partículas abrasivas das cavidades à camada de suporte revestida com resina.
[045]O cilindro de transferência de partícula abrasiva 122 transfere e posiciona precisamente cada partícula abrasiva na camada de suporte revestida com resina, reproduzindo substancialmente o padrão de partículas abrasivas e sua orientação específica, conforme dispostas na ferramenta de produção. Dessa forma, pela primeira vez, um artigo abrasivo revestido pode ser produzido a velocidades de, por exemplo, de 1,5 a 4,6 m/min (de 5 a 15 pés/min), ou mais, onde a posição exata e/ou orientação radial de cada partícula abrasiva colocada na camada de suporte revestida com resina pode ser precisamente controlada! Conforme mostrado nos Exemplos a seguir, o desempenho de abrasão para o mesmo peso de partícula abrasiva na camada abrasiva para um artigo abrasivo revestido pode ser significativamente aumentado em comparação com o método de deposição eletrostática da técnica anterior.
[046]Após se separar do cilindro de transferência de partícula abrasiva 122, a ferramenta de produção viaja ao longo da primeira trajetória de manta 99 de volta para a seção de preenchimento e remoção de excesso de partícula abrasiva do aparelho, ilustrado de modo geral em 140, com o auxílio de cilindros em ponto-morto 116, conforma necessário. Um limpador de ferramenta de produção opcional 128 pode ser fornecido para remover partículas abrasivas presas que ainda residem nas cavidades e/ou para remover a resina de revestimento básico 108 transferida para a superfície de dispensação 212. A escolha do limpador de ferramenta de produção dependerá da configuração da ferramenta de produção, e poderia estar ou sozinho ou em combinação com um jato de ar, borrifo de solvente ou água, banho de solvente ou água, uma corneta ultrassônica, ou um cilindro em ponto-morto em torno do qual a ferramenta de produção é envolvida para utilizar auxílio por empuxo para forçar as partículas abrasivas para fora das cavidades. Depois, a ferramenta de produção 220 ou esteira sem fim avança até a seção de preenchimento e remoção de excesso de partícula abrasiva 140 para ser preenchida com novas partículas abrasivas.
[047]Vários cilindros em ponto-morto 116 podem ser usados para guiar a camada de suporte revestida com partícula abrasiva 123 que tem um padrão predeterminado, reproduzível, não-aleatório de partículas abrasivas na primeira superfície principal, que foram aplicadas pelo cilindro de transferência de partícula abrasiva e mantidas sobre a primeira superfície principal pela resina de revestimento básico, ao longo da segunda trajetória de manta 132 e para dentro de um forno 124 para curar a resina de revestimento básico. Opcionalmente, um segundo aplicador de revestimento de partícula abrasiva 126 pode ser fornecido para posicionar partículas abrasivas adicionais, como outro tipo de partícula abrasiva ou diluentes, na resina de revestimento básico antes do forno 124. O segundo aplicador de revestimento de partícula abrasiva 126 pode ser um aplicador de revestimento por gotejamento, um aplicador de revestimento por aspersão, ou um aplicador de revestimento eletrostático, conforme é de conhecimento dos versados na técnica. Depois disso, a camada de suporte curada 128 com as partículas abrasivas pode entrar em um festão opcional 130 ao longo da segunda trajetória de manta antes de um processamento adicional, como a adição de um revestimento de encolamento, cura do revestimento de encolamento, e outras etapas de processamento conhecidas pelos versados na técnica de produção de artigos abrasivos revestidos.
[048]Com relação agora às Figuras 1B e 2, outro aparelho 90 de acordo com a presente revelação inclui partículas abrasivas 92 removíveis dispostas dentro de cavidades conformadas 220 de uma ferramenta de produção 200. Nesta modalidade, a ferramenta de produção pode ser uma luva que se encaixa sobre o cilindro de transferência de partícula abrasiva 122, ou as cavidades 220 podem ser usinadas diretamente sobre a circunferência externa do cilindro de transferência de partícula abrasiva 122. Na Figura 1B, o desenrolador e o sistema de liberação de revestimento básico não são ilustrados. Um aplicador de revestimento 104 aplica a resina de revestimento básico 108 à primeira superfície principal 112 da camada de suporte 106, formando a camada de suporte revestida com resina 114. Depois a camada de suporte revestida com resina 114 é guiada por um par de cilindros em ponto morto 116 para envolver uma porção da circunferência externa do cilindro de transferência de partícula abrasiva além do ponto morto superior (TDC) 115 do cilindro de transferência de partícula abrasiva 122. Conforme anteriormente descrito, as partículas abrasivas 92 são aplicadas pelo alimentador de partícula abrasiva 118 ao cilindro de transferência de partícula abrasiva 122 antes do TDC e, de preferência, uma quantidade em excesso de partículas abrasivas é aplicada. Em algumas modalidades, a camada de suporte revestida com resina 114 envolve entre 20 e 180 graus, ou entre 20 e 90 graus da circunferência externa do cilindro de transferência de partícula abrasiva 122.
[049]Um elemento de restrição de partícula abrasiva opcional 117, como uma placa ou rampa, pode ser aplicado de modo adjacente à superfície de dispensação 212 da ferramenta de produção antes do TDC, para retardar a queda livre das partículas abrasivas fornecidas à superfície de dispensação pelo alimentador de partícula abrasiva 118. O declive ou inclinação do elemento de restrição de partículas abrasivas podem ser ajustados para manter um suprimento de partículas abrasivas na ou próximo à superfície de dispensação para deposição nas cavidades, enquanto partículas abrasivas em excesso deslizam ao longo da superfície inclinada e para dentro de um cadinho de captura 119. Semelhante à primeira modalidade, um elemento de auxílio de preenchimento opcional 120 e um elemento de remoção de partícula abrasiva opcional 121 podem também ser usados nesta modalidade. Uma caixa de vácuo opcional 125 pode ser usada internamente dentro do cilindro de transferência de partícula abrasiva para puxar as partículas abrasivas para dentro das cavidades. Uma vez que as partículas abrasivas tenham sido transferidas à camada de suporte revestida com resina 114 e a camada de suporte revestida com partícula abrasiva 123 foi guiada para longe do cilindro de transferência de partícula abrasiva 122, um processamento adicional, como aquele descrito acima para a primeira modalidade, pode ser realizado.Método para fabricação de um artigo abrasivo revestido
[050]Um aparelho para produção de um artigo abrasivo revestido é, em geral, ilustrado na Figura 1A. O método envolve, em geral, as etapas de preencher as cavidades em uma ferramenta de produção, cada uma com uma partícula abrasiva individual. Alinhar uma ferramenta de produção preenchida e uma camada de suporte revestida com resina para transferir as partículas abrasivas para a camada de suporte revestida com resina. Transferir as partículas abrasivas das cavidades para a camada de suporte revestida com resina e remover a ferramenta de produção da posição alinhada com a camada de suporte revestida com resina. Depois disso, a camada de resina é curada, um revestimento de encolamento é aplicado e curado, e o artigo abrasivo revestido é convertido em uma folha, disco, ou esteira por um equipamento de conversão adequado.
[051]Em outras modalidades, um processo em batelada pode ser usado onde um comprimento da ferramenta de produção pode ser preenchido com partículas abrasivas, alinhadas a ou posicionadas com um comprimento da camada de suporte revestida com resina, de modo que a camada de resina da camada de suporte esteja voltada para a superfície de dispensação da ferramenta de produção e, a partir daí, as partículas abrasivas sejam transferidas das cavidades para a camada de resina. O processo em batelada pode ser realizado manualmente ou de maneira automatizada, com o uso de equipamento robótico.
[052]Em uma modalidade específica, um método para fabricação de uma camada abrasiva dotada de um padrão em uma camada de suporte revestida com resina inclui as seguintes etapas. Não é necessário realizar todas as etapas ou realizá- las em uma ordem sequencial, mas as mesmas podem ser realizadas na ordem listada, ou etapas adicionais podem ser realizadas entre as mesmas.
[053]Uma etapa pode fornecer uma ferramenta de produção (Figura 11B) tendo uma superfície de dispensação 1112 com cavidades 320, sendo que cada cavidade tem um eixo de cavidade longitudinal 247 perpendicular à superfície de dispensação, e uma profundidade D, 260, ao longo do eixo de cavidade longitudinal. Informações adicionais a cerca de ferramentas de produção e cavidades úteis são reveladas na seção intitulada Ferramentas de Produção e Sistemas de Posicionamento de Partícula Abrasiva.
[054]Outra etapa pode ser selecionar partículas abrasivas alongadas tendo um comprimento L, 270, ao longo de um eixo de partícula longitudinal maior que uma largura W ao longo de um eixo transversal perpendicular ao eixo de partícula longitudinal. As partículas abrasivas alongadas podem ser quaisquer umas das partículas abrasivas reveladas descritas aqui. O eixo de partícula longitudinal é o eixo alinhado e paralelo à dimensão máxima da partícula abrasiva. Para uma partícula abrasiva em formato de haste, ele estaria situado no centro ao longo do comprimento da partícula abrasiva cilíndrica. Para partículas abrasivas triangulares equilaterais, o eixo de partícula longitudinal cruza um vértice do triângulo e a base oposta em um ângulo reto, e é igualmente disposto entre as faces opostas do triângulo equilátero.
[055] Em modalidades selecionadas, a profundidade D, 260, das cavidades situa-se entre 0,5 vezes L (0,5 L) e 2 vezes L (2 L), ou entre 1,1 vezes L (1,1 L) e 1,5 vezes L (1,5), de modo que as partículas abrasivas alongadas dispostas nas cavidades residam na ferramenta de produção abaixo da superfície de dispensação, conforme mostrado na Figura 11B. Em outra modalidade, o centro de massas para a partícula abrasiva reside dentro da cavidade da ferramenta de produção, quando a partícula abrasiva é totalmente inserida na cavidade. Se a profundidade das cavidades se torna muito curta, com o centro de massas da partícula abrasiva estando situada fora da cavidade, as partículas abrasivas não são prontamente retidas dentro das cavidades, e podem pular para fora à medida que a ferramenta de produção é mudada de lugar através do aparelho. Em uma modalidade preferencial, dispor a partícula abrasiva alongada abaixo da superfície permite deslizar as partículas abrasivas em excesso sobre a superfície de dispensação para ou movê- las para dentro de uma cavidade, ou removê-las da superfície de dispensação.
[056]Outra etapa pode ser suprir um excesso de partículas abrasivas alongadas à superfície de dispensação, de modo que sejam fornecidas mais partículas abrasivas alongadas do que número de cavidades. Um excesso de partículas abrasivas alongadas, significando que há mais partículas abrasivas alongadas presentes por unidade de comprimento da ferramenta de produção do que cavidades, ajuda a assegurar que todas as cavidades dentro da ferramenta de produção são eventualmente preenchidas com uma partícula abrasiva, à medida que as partículas abrasivas alongadas se empilham sobre a superfície de dispensação e são movidas para todos os lados, devido à gravidade ou outras forças aplicadas mecanicamente para mover as mesmas para dentro de uma cavidade. Uma vez que a área de limite e o espaçamento das partículas abrasivas são com frequência projetados na ferramenta de produção para a aplicação de desgaste específica, é desejável não ter muitas cavidades não preenchidas.
[057]Outra etapa pode ser preencher a maior parte das cavidades na superfície de dispensação com uma partícula abrasiva alongada disposta em uma cavidade individual, de modo que o eixo de partícula longitudinal da partícula abrasiva alongada fique paralelo ao eixo de cavidade longitudinal. É desejável transferir as partículas abrasivas alongadas para a camada de suporte revestida com resina, de modo que elas se levantem ou sejam aplicadas de maneira reta. Portanto, o formato da cavidade é projetado para manter a partícula abrasiva alongada de maneira reta. Em várias modalidades, ao menos 60, 70, 80, 90, ou 95 por cento das cavidades na superfície de dispensação contém uma partícula abrasiva alongada. Em algumas modalidades, a gravidade pode ser usada para preencher as cavidades. Em outras modalidades, a ferramenta de produção pode ser invertida e um vácuo pode ser aplicado para manter as partículas abrasivas ou partículas abrasivas alongadas nas cavidades. As partículas abrasivas poderiam ser aplicadas por aspersão, leito fluidizado (por ar ou vibração), ou revestimento eletrostático. A remoção das partículas abrasivas em excesso seria feita por gravidade, uma vez que quaisquer partículas abrasivas não retidas cairiam. As partículas abrasivas podem, por conseguinte, ser transferidas à camada de suporte revestida com resina pela remoção do vácuo.
[058]Outra etapa pode ser remover da superfície de dispensação uma fração restante das partículas abrasivas alongadas em excesso não dispostas dentro de uma cavidade após a etapa de preenchimento; Conforme mencionado, são fornecidas mais partículas abrasivas alongadas do que cavidades, de modo que algumas permaneçam na superfície de dispensação depois que cada cavidade tiver sido preenchida. Estas partículas abrasivas alongadas em excesso podem ser frequentemente sopradas, varridas, ou de outro modo removidas da superfície de dispensação. Por exemplo, um vácuo ou outra força poderia ser aplicada para manter as partículas abrasivas alongadas nas cavidades, e a superfície de dispensação poderia ser invertida para limpá-la da fração restante de partículas abrasivas alongadas em excesso.
[059]Outra etapa pode ser alinhar a camada de suporte revestida com resina à superfície de dispensação, com a camada de resina voltada para a superfície de dispensação. Vários métodos podem ser usados para alinhar as superfícies, conforme mostrado nas Figuras 1A e 1B, ou posicionar a camada de suporte revestida com resina e a ferramenta de produção manualmente ou com robôs usando comprimentos distintos de cada.
[060]Outra etapa pode ser transferir as partículas abrasivas alongadas nas cavidades para a camada de suporte revestida com resina, e afixar as partículas abrasivas alongadas à camada de resina. A transferência pode utilizar o auxílio da gravidade, sendo que a superfície de dispensação está posicionada para permitir que a força da gravidade deslize as partículas abrasivas alongadas para dentro das cavidades durante a etapa de preenchimento, e a superfície de dispensação é invertida durante a etapa de transferência para permitir que a força da gravidade deslize as partículas abrasivas alongadas que estão fora das cavidades. A transferência pode usar auxílio por empuxo, onde um elemento de contato como a circunferência externa do cilindro de transferência de partícula abrasiva, a camada resiliente compressível opcional afixada à superfície posterior da camada de suporte da ferramenta de produção, ou outro dispositivo como uma lâmina raspadora ou limpador pode mover as partículas abrasivas alongadas lateralmente ao longo do eixo de cavidade longitudinal para entrar em contato com a camada de resina. A transferência pode usar auxílio por pressão, onde ar é soprado para dentro das cavidades; especialmente cavidades que têm uma extremidade aberta oposta à abertura na superfície de dispensação para mover as partículas abrasivas alongadas lateralmente ao longo do eixo de cavidade longitudinal. A transferência pode usar auxílio por vibração para vibrar a ferramenta de produção para agitar as partículas abrasivas alongadas para fora das cavidades. Estes vários métodos podem ser usados sozinhos ou em qualquer combinação.
[061]Outra etapa pode ser remover a ferramenta de produção para expor a camada abrasiva dotada de um padrão na camada de suporte revestida com resina. Vários métodos de remoção ou separação podem ser usados, conforme mostrado nas Figuras 1A e 1B, ou a ferramenta de produção pode ser levantada manualmente para separá-la da camada de suporte revestida com resina. A camada abrasiva dotada de um padrão é um conjunto de partículas abrasivas alongadas que têm um padrão substancialmente repetível, em oposição a uma distribuição aleatória criada por um revestimento eletrostático ou revestimento por gotejamento.
[062]Em qualquer uma das modalidades acima, um elemento de auxílio de preenchimento, conforme anteriormente descrito, pode mover as partículas abrasivas alongadas por todos os lados na superfície de dispensação após a etapa de fornecimento, para direcionar as partículas abrasivas alongadas nas cavidades. Em qualquer uma das modalidades anteriores, as cavidades podem se afunilar para dentro ao se moverem ao longo do eixo de cavidade longitudinal a partir da superfície de dispensação. Em qualquer uma das modalidades anteriores, as cavidades podem ter um perímetro externo de cavidade circundando o eixo de cavidade longitudinal, e as partículas abrasivas alongadas ter um perímetro externo de partícula abrasiva que circunda o eixo de partícula longitudinal, e o formato do perímetro externo da cavidade ser igual ao formato do perímetro externo da partícula abrasiva alongada. Em qualquer uma das modalidades anteriores, as partículas abrasivas alongadas podem ser triângulos equiláteros, e a largura das partículas abrasivas alongadas ao longo do eixo de partícula longitudinal ser nominalmente igual. Uma largura nominal das partículas abrasivas alongadas significa que a dimensão de largura varia abaixo de ± 30 por cento.Ferramentas de produção e sistemas de posicionamento de partícula abrasiva
[063]Os sistemas de posicionamento de partícula abrasiva de acordo com a presente revelação incluem partículas abrasivas dispostas de maneira removível no interior de cavidades conformadas de uma ferramenta de produção.
[064]Com relação agora à Figura 2, uma ferramenta de produção exemplificadora 200 compreende um elemento carreador 210 tendo superfícies de dispensação e posterior 212, 214. A superfície de dispensação 212 compreende cavidades 220 que se estendem para dentro do elemento carreador 210 a partir de aberturas de cavidade 230 na superfície de dispensação 212. Uma camada resiliente compressível opcional 240 é presa à superfície posterior 214. As cavidades 220 estão dispostas em uma matriz 250, que está disposta com um eixo primário 252 a um desvio angular α em relação ao eixo longitudinal 202 (correspondente à direção da máquina no caso de uma esteira ou cilindro) da ferramenta de produção 200.
[065]Geralmente, as aberturas das cavidades na superfície de dispensação do elemento carreador são retangulares; entretanto, isso não é um requisito. O comprimento, largura, e profundidade das cavidades no elemento carreador serão, em geral, determinados ao menos parcialmente pelo formato e tamanho das partículas abrasivas com as quais elas serão usadas. Por exemplo, se as partículas abrasivas são conformadas como placas trigonais equilaterais, então os comprimentos de cavidades individuais precisam ter, de preferência, de 1,1 a 1,2 vezes o comprimento máximo de um lado das partículas abrasivas, as larguras de cavidades individuais ter, de preferência, de 1,1 a 2,5 vezes a espessura das partículas abrasivas, e as profundidades respectivas das cavidades precisam ter, de preferência, de 1,0 a 1,2 vezes a largura das partículas abrasivas, caso as partículas abrasivas estiverem contidas no interior das cavidades.
[066]Alternativamente, por exemplo, se as partículas abrasivas são conformadas como placas trigonais equilaterais, então os comprimentos das cavidades individuais precisam ser menores que uma borda das partículas abrasivas, e/ou as profundidades respectivas das cavidades precisam ser menores que a largura das partículas abrasivas, caso as partículas abrasivas se projetem a partir das cavidades. De modo similar, a largura das cavidades precisa ser selecionada de modo que uma única partícula abrasiva se encaixe em cada uma das cavidades.
[067]De modo similar, a largura das cavidades precisa ser selecionada de modo que uma única partícula abrasiva se encaixe em cada uma das cavidades.
[068]Elementos separadores orientados longitudinalmente 260 opcionais estão dispostos ao longo das bordas opostas (por exemplo, com o uso de adesivo ou outros meios) da superfície de dispensação 212. As variações no design de altura dos elementos separadores permitem ajustar a distância entre as aberturas de cavidade 230 e um substrato (por exemplo, uma camada de suporte que tem um precursor de revestimento básico na mesma) que é colocado em contato com a ferramenta de produção.
[069]Se estiverem presentes, os elementos separadores orientados longitudinalmente 260 podem ter qualquer altura, largura e/ou espaçamento (de preferência os mesmos têm uma altura de cerca de 0,1 mm a cerca de 1 mm, uma largura de cerca de 1 mm a cerca de 50 mm, e um espaçamento de cerca de 7 a cerca de 24 mm). Elementos separadores orientados longitudinalmente individuais podem ser, por exemplo, contínuos (por exemplo, uma nervura) ou descontínuos (por exemplo, uma nervura segmentada, ou uma série de colunas). No caso da ferramenta de produção compreender uma manta ou esteira, os elementos separadores orientados longitudinalmente são geralmente paralelos à direção da máquina.
[070]A função do desvio angular α é dispor as partículas abrasivas no artigo abrasivo revestido final em um padrão que não criará sulcos em uma peça de trabalho. O desvio angular α pode ter qualquer valor de 0 a cerca de 30 graus, mas de preferência situa-se na faixa de 1 a 5 graus, com mais preferência de 1 a 3 graus.
[071]Elementos carreadores adequados podem ser rígidos ou flexíveis, mas de preferência são substancialmente flexíveis para permitir o uso de dispositivos de manuseio de manta normais, como cilindros. De preferência, o elemento carreador compreende metal e/ou polímero orgânico. Tais polímeros orgânicos são, de preferência, moldáveis, têm baixo custo, e são razoavelmente duráveis quando usados no processo de deposição de partícula abrasiva da presente revelação. Exemplos de polímeros orgânicos, que podem ser termofixos e/ou termoplásticos, que podem ser adequados para fabricação do elemento carreador, incluem: polipropileno, polietileno, borracha vulcanizada, policarbonatos, poliamidas, plástico acrilonitrila-butadieno-estireno (ABS), tereftalato de polietileno (PET), tereftalato de polibutileno (PET), poli-imidas, poli-éter-éter-cetona (PEEK), poli-éter-cetona (PEK), plástico polioximetileno (POM, acetal), poli(éter sulfona), poli(metacrilato de metila), poliuretanos, cloreto polivinílico, e combinações dos mesmos.
[072]A ferramenta de produção pode estar sob a forma de, por exemplo, uma esteira sem fim (por exemplo, a esteira sem fim 200 mostrada na Figura 1A), uma folha, uma folha ou manta contínua, um cilindro de revestimento, uma luva montada em um cilindro de revestimento, ou uma matriz. Se a ferramenta de produção estiver sob a forma de uma esteira, folha, manta, ou luva, ela terá uma superfície de contato e uma superfície de não contato. Se a ferramenta de produção estiver sob a forma de um cilindro, ela terá apenas uma superfície de contato. A topografia do artigo abrasivo formado pelo método terá o inverso do padrão da superfície de contato da ferramenta de produção. O padrão da superfície de contato da ferramenta de produção será, em geral, caracterizado por uma pluralidade de cavidades ou reentrâncias. A abertura destas cavidades pode ter qualquer formato, regular ou irregular, como, por exemplo, um retângulo, semi-círculo, círculo, triângulo, quadrado, hexágono, ou octógono. As paredes das cavidades podem ser verticais ou afuniladas. O padrão formado pelas cavidades pode ser disposto de acordo com um plano específico, ou pode ser aleatório. Desejavelmente, as cavidades podem esbarrar uma contra a outra.
[073]O elemento carreador pode ser produzido, por exemplo, de acordo com o procedimento exposto a seguir. Uma ferramenta principal é fornecida em primeiro lugar. A ferramenta principal é geralmente produzida a partir de um metal, por exemplo, níquel. A ferramenta principal pode ser fabricada por qualquer técnica convencional, como, por exemplo, gravação, prensagem, serrilhamento, eletroformação, torneamento com ferramenta de diamante, ou usinagem a laser. Se um padrão sobre a superfície da ferramenta de produção for desejado, a ferramenta principal precisa ter o inverso do padrão para a ferramenta de produção sobre a superfície da mesma. O material termoplástico pode ser gofrado com a ferramenta principal para formar o padrão. A gofragem pode ser conduzida enquanto o material termoplástico estiver em um estado fluxível. Após ser gofrado, o material termoplástico pode ser resfriado para causar a solidificação.
[074]O elemento carreador pode também ser formado pela gofragem de um padrão em um filme polimérico já formado amolecido por aquecimento. Neste caso, a espessura do filme pode ser menor que a profundidade da cavidade. Isto é vantajoso para otimização da flexibilidade de carreadores que têm cavidades fundas.
[075]O elemento carreador pode também ser produzido a partir de uma resina termofixa curada. Uma ferramenta de produção produzida a partir de material termofixo pode ser produzida de acordo com o procedimento exposto a seguir. Uma resina termofixa não-curada é aplicada a uma ferramenta principal do tipo descrito anteriormente. Enquanto a resina não-curada estiver sobre a superfície da ferramenta principal, a mesma pode ser curada ou polimerizada por aquecimento, de modo que irá se adaptar para ter o formato inverso do padrão da superfície da ferramenta principal. Em seguida, a resina termofixa curada é removida da superfície da ferramenta principal. A ferramenta de produção pode ser produzida a partir de uma resina curável por radiação curada, como, por exemplo, oligômeros de uretano acrilado. As ferramentas de produção curadas por radiação são produzidas da mesma maneira que as ferramentas de produção produzidas a partir de resina termofixa, exceto pelo fato de que a cura é conduzida através de exposição à radiação (por exemplo, radiação ultravioleta).
[076]O elemento carreador pode ter qualquer espessura, contanto que ele tenha uma profundidade suficiente para acomodar as partículas abrasivas, e flexibilidade e durabilidade suficientes para uso em processos de fabricação. Se o elemento carreador compreender uma esteira sem fim, então as espessuras do elemento carreador de cerca de 0,5 a cerca de 10 milímetros são geralmente úteis; entretanto, isso não é um requisito.
[077]As cavidades podem ter qualquer formato, e são quase sempre selecionadas dependendo da aplicação específica. De preferência, ao menos uma porção das (e, com mais preferência, a maior parte das, ou mesmo todas as) cavidades são conformadas (isto é, montadas individualmente de maneira intencional de modo a terem um tamanho e formato específicos), e, com mais preferência, são conformadas precisamente. Em algumas modalidades, as cavidades têm paredes lisas e ângulos agudos formados por um processo de moldagem, e tendo uma topografia de superfície inversa àquela da ferramenta principal (por exemplo, um cilindro de ferramenta principal de metal torneado com ferramenta de diamante) em contato com a qual a mesma foi formada. As cavidades podem ser fechadas (isto é, ter um fundo fechado).
[078]De preferência, ao menos parte das paredes laterais se afunilam para dentro a partir de sua respectiva abertura de cavidade na superfície de dispensação do elemento carreador com profundidade de cavidade crescente, ou sua abertura de cavidade na superfície posterior. Com mais preferência, todas as paredes laterais se afunilam para dentro da abertura na superfície de dispensação do elemento carreador com profundidade de cavidade crescente (isto é, com uma distância crescente da superfície de dispensação).
[079]Em algumas modalidades, ao menos parte das cavidades compreende uma primeira, segunda, terceira, e quarta paredes laterais. Em tais modalidades, a primeira, segunda, terceira, e quarta paredes laterais podem ser consecutivas e adjacentes.
[080]Em modalidades nas quais as cavidades não têm uma superfície de fundo, mas não se estendem através do elemento carreador até a superfície posterior, a primeira e terceira paredes laterais se cruzam em uma linha, enquanto a segunda e quarta paredes laterais não entram em contato uma com a outra.
[081]Uma modalidade de uma cavidade deste tipo é mostrada nas Figuras de 3A a 3C. Com relação agora às Figuras de 3A a 3C, uma cavidade exemplificadora 320 no elemento carreador 310 tem um comprimento 301 e uma largura 302 (vide Figura 3A), e uma profundidade 303 (vida Figura 3B). A cavidade 320 compreende quatro paredes laterais 311a, 311b, 313a, 313b. As paredes laterais 311a, 311b se estendem a partir de aberturas 330 na superfície de dispensação 312 do elemento carreador 310, e se afunilam para dentro a um ângulo de afunilamento β com profundidade crescente, até se encontrarem na linha 318 (vide Figura 3B). De maneira similar, as paredes laterais 313a, 313b se afunilam para dentro a um ângulo de afunilamento Y com profundidade crescente, até entrarem em contato com a linha 318 (vide Figuras 3A e 3C).
[082]Os ângulos de afunilamento β e y dependerão geralmente das partículas abrasivas específicas selecionadas para uso com a ferramenta de produção, de preferência correspondendo ao formato das partículas abrasivas. Nesta modalidade, o ângulo de afunilamento β pode ser qualquer ângulo maior que 0 e menor que 90 graus. Em algumas modalidades, o ângulo de afunilamento β tem um valor na faixa de 40 a 80 graus, de preferência de 50 a 70 graus, e, com mais preferência, de 55 a 65 graus. O ângulo de afunilamento y, da mesma forma, dependerá geralmente do que for selecionado. Nesta modalidade, o ângulo de afunilamento y pode ter qualquer ângulo na faixa de 0 a 30 graus. Em algumas modalidades, o ângulo de afunilamento Y tem um valor na faixa de 5 a 20 graus, de preferência de 5 a 15 graus, e, com mais preferência, de 8 a 12 graus.
[083]Em algumas modalidades, as cavidades são abertas em ambas as superfícies de dispensação e posterior. Em algumas destas modalidades, a primeira e terceira paredes laterais não entram em contato uma com a outra, e a segunda e quarta paredes laterais não entram em contato uma com a outra.
[084]As Figuras 4A e 4B mostram uma cavidade alternativa 420 de tipo similar. Com relação agora às Figuras de 4A a 4C, uma cavidade exemplificadora 420 no elemento carreador 410 tem um comprimento 401 e uma largura 402 (vide Figura 4A), e uma profundidade 403 (vida Figura 4B). A cavidade 420 compreende quatro chanfraduras (460a, 460b, 462a, 462b) que entram em contato com a superfície de dispensação 412 do elemento carreador 410, e quatro paredes laterais respectivas 411a, 411b, 413a, 413b. Cada uma das chanfraduras 460a, 460b, 462a, 462b se afunila para dentro a um ângulo de afunilamento δ (vide Figura 4B) e ajudam a guiar as partículas abrasivas para dentro da cavidade 420. As paredes laterais 411a, 411b estendem-se a partir das chanfraduras (460a, 460b) e se afunilam para dentro a um ângulo de afunilamento ε com profundidade crescente, até se encontrarem na linha 418 (vide Figura 4B). De maneira similar, as paredes laterais 413a, 413b se afunilam para dentro a um ângulo de afunilamento Z com profundidade crescente, até entrarem em contato com a linha 418 (vide Figuras 4B e 4C).
[085]O ângulo de afunilamento δ dependerá geralmente das partículas abrasivas específicas selecionadas para uso com a ferramenta de produção, de preferência correspondendo ao formato das partículas abrasivas. Nesta modalidade, o ângulo de afunilamento δ pode ser qualquer ângulo maior que 0 e menor que 90 graus. De preferência, o ângulo de afunilamento δ tem um valor na faixa de 20 a 80 graus, de preferência de 30 a 60 graus, e com mais preferência de 35 a 55 graus.
[086]O ângulo de afunilamento ε dependerá geralmente das partículas abrasivas específicas selecionadas para uso com a ferramenta de produção. Nesta modalidade, o ângulo de afunilamento ε pode ser qualquer ângulo maior que 0 e menor que 90 graus. Em algumas modalidades, o ângulo de afunilamento ε tem um valor na faixa de 40 a 80 graus, de preferência de 50 a 70 graus, e, com mais preferência, de 55 a 65 graus.
[087]De maneira similar, o ângulo de afunilamento Z dependerá geralmente das partículas abrasivas específicas selecionadas para uso com a ferramenta de produção. Nesta modalidade, o ângulo de afunilamento Z pode ter qualquer ângulo na faixa de 0 a 30 graus. Em algumas modalidades, o ângulo de afunilamento Z tem um valor na faixa de 5 a 25 graus, de preferência de 5 a 20 graus, e, com mais preferência, de 10 a 20 graus.
[088]As cavidades podem ter uma segunda abertura na superfície posterior. Em tais casos, a segunda abertura é, de preferência, menor que a primeira abertura, de modo que as partículas abrasivas não passem completamente através de ambas aberturas (isto é, a segunda abertura é pequena o bastante para evitar a passagem de partículas abrasivas através do elemento carreador).
[089]Uma modalidade exemplificadora de uma cavidade deste tipo é mostrada nas Figuras de 5A a 5C. Com relação agora às Figuras de 5A a 5C, uma cavidade exemplificadora 520 no elemento carreador 510 tem um comprimento 501 e uma largura 502 (vide Figura 5A), e uma profundidade 503 (vida Figura 5B). A cavidade 520 compreende quatro paredes laterais 511a, 511b, 513a, 513b. As paredes laterais 511a, 511b estendem-se a partir da primeira abertura 530 na superfície de dispensação 512 do elemento carreador 510 e se afunilam para dentro a um ângulo de afunilamento n com profundidade crescente, até entrarem em contato com o conduto 565 que se estende até a segunda abertura 570 na superfície posterior 514 do elemento carreador 510 (vide Figura 5B). De maneira similar, as paredes laterais 513a, 513b se afunilam para dentro a um ângulo de afunilamento θ com profundidade crescente, até entrarem em contato com a segunda abertura 570 (vide Figura 5C). O conduto 565 é mostrado como tendo uma seção transversal constante; entretanto, isso não é um requisito.
[090]Os ângulos de afunilamento n e θ dependerão geralmente das partículas abrasivas específicas selecionadas para uso com a ferramenta de produção, de preferência correspondendo ao formato das partículas abrasivas. Nesta modalidade, o ângulo de afunilamento n pode ser qualquer ângulo maior que 0 e menor que 90 graus. Em algumas modalidades, o ângulo de afunilamento n tem um valor na faixa de 40 a 80 graus, de preferência de 50 a 70 graus, e, com mais preferência, de 55 a 65 graus.
[091]O ângulo de afunilamento θ, da mesma forma, dependerá geralmente do que for selecionado. Nesta modalidade, o ângulo de afunilamento θ pode ter qualquer ângulo na faixa de 0 a 30 graus. Em algumas modalidades, o ângulo de afunilamento θ tem um valor na faixa de 5 a 25 graus, de preferência de 5 a 20 graus, e, com mais preferência, de 10 a 20 graus.
[092]Outra modalidade de uma cavidade que tem aberturas nas superfícies de dispensação e posterior do elemento carreador é mostrada nas Figuras de 6A a 6C. Com relação agora às Figuras de 6A a 6C, o elemento carreador 610 inclui cavidades 620 no elemento carreador 610 alinhadas a condutos compressíveis 621 na camada compressível resiliente 640. Os condutos compressíveis 621 estendem-se a partir da segunda abertura 670 na superfície posterior 614 do elemento carreador 610, através da camada compressível resiliente 640. Enquanto um conduto compressível é mostrado, deve-se reconhecer que configurações de cavidade compressível fechada também podem ser usadas.
[093]As cavidades são posicionadas de acordo com ao menos um dentre: um padrão predeterminado como, por exemplo, um padrão alinhado (por exemplo, uma matriz), um padrão circular, um padrão irregular, mas parcialmente alinhado, ou um padrão pseudo-aleatório.
[094]De preferência, os comprimentos e/ou larguras das cavidades se estreitam com aumento da profundidade de cavidade, sendo maiores nas aberturas de cavidade na superfície de dispensação. As dimensões e/ou formatos da cavidade são, de preferência, escolhidos para uso com um formato e/ou tamanho específicos da partícula abrasiva. As cavidades podem compreender uma combinação de formatos e/ou tamanhos diferentes, por exemplo. As dimensões de cavidade devem ser suficientes para acomodar e orientar as partículas abrasivas individuais ao menos parcialmente dentro das cavidades. Em algumas modalidades, a maior parte das ou todas as partículas abrasivas são retidas nas cavidades, de modo que menos de cerca de 20 por cento (com mais preferência, menos de 10 por cento, ou mesmo menos de 5 por cento) de seu comprimento estendam-se além das aberturas das cavidades nas quais as mesmas residem. Em algumas modalidades, a maior parte das ou todas as partículas abrasivas residem totalmente dentro (isto é, são completamente retidas dentro) das cavidades, e não se estendem além de suas aberturas de cavidade respectivas na superfície de dispensação do elemento carreador.
[095] Em algumas modalidades, as cavidades podem ser cilíndricas ou cônicas. Isto pode ser particularmente desejável caso se use grânulos abrasivos triturados ou partículas em formato octaédrico, como diamantes.
[096]As cavidades compreendem ao menos uma parede lateral, e podem compreender ao menos uma superfície de fundo; entretanto, de preferência, todo o formato da cavidade é definido pelas paredes laterais e quaisquer aberturas nas superfícies de dispensação e posterior. Em algumas modalidades preferenciais, as cavidades têm ao menos 3, ao menos 4, ao menos 5, ao menos 6, ao menos 7, ao menos 8 paredes laterais.
[097]As paredes laterais são, de preferência, lisas, porém isso não é um requisito. As paredes laterais podem ser planas, curviplanas (por exemplo, côncavas ou convexas), cônicas, ou frustocônicas, por exemplo.
[098]Em algumas modalidades, ao menos parte das cavidades compreende uma primeira, segunda, terceira, e quarta paredes laterais. Em tais modalidades, a primeira, segunda, terceira, e quarta paredes laterais podem ser consecutivas e adjacentes.
[099] Em modalidades nas quais as cavidades não têm uma superfície de fundo, mas não se estendem através do elemento carreador até a superfície posterior, a primeira e terceira paredes laterais se cruzam em uma linha, enquanto a segunda e quarta paredes laterais não entram em contato uma com a outra.
[0100]Em algumas modalidades, as cavidades são abertas em ambas as superfícies primeira e posterior. Em algumas destas modalidades, a primeira e terceira paredes laterais não entram em contato uma com a outra, e a segunda e quarta paredes laterais não entram em contato uma com a outra.
[0101]De preferência, ao menos parte das paredes laterais se afunilam para dentro a partir de sua respectiva abertura de cavidade na superfície de dispensação do elemento carreador com profundidade de cavidade crescente, ou sua abertura de cavidade na superfície posterior. Com mais preferência, todas as paredes laterais se afunilam para dentro da abertura na superfície de dispensação do elemento carreador com profundidade de cavidade crescente (isto é, com uma distância crescente da superfície de dispensação).
[0102]Em algumas modalidades, ao menos uma, ao menos duas, ao menos 3, ou mesmo ao menos 4 das paredes laterais são convexas.
[0103]Em algumas modalidades, ao menos algumas das cavidades podem compreender, independentemente, uma ou mais chanfraduras dispostas entre a superfície de dispensação e qualquer uma das ou todas as paredes laterais. As chanfraduras podem facilitar a disposição das partículas abrasivas dentro das cavidades.
[0104]Para evitar acúmulo da resina precursora de revestimento básico na superfície de dispensação do elemento carreador, ao menos dois elementos separadores em relevo orientados longitudinalmente (isto é, orientados de maneira substancialmente paralela à direção da máquina do elemento carreador/ferramenta de produção em uso) são, de preferência, afixados ao ou formados de maneira integral com o carreador. De preferência, ao menos dois dos elementos separadores estão dispostos de modo adjacente em relação às bordas laterais ao longo do comprimento da ferramenta de produção. Exemplos de elementos separadores adequados que podem ser formados de maneira integral com o elemento carreador incluem colunas e nervuras (contínuas ou segmentadas). A orientação longitudinal dos elementos separadores pode ser alcançada pela orientação de elementos separadores em relevo alongados e individuais, como nervuras ou fitas, ou por padrões de um suporte em relevo de baixo aspecto de elementos como, por exemplo, uma fileira isolada ou outro padrão de colunas, ou outros recursos em relevo.
[0105]Com relação agora à Figura 7, uma ferramenta de produção exemplificadora 700, uma esteira sem fim, compreende um elemento carreador 710 com cavidades 720. Os elementos separadores em relevo orientados longitudinalmente 742, 744 são compostos por nervuras contínuas formadas de maneira integral ao longo das e de maneira adjacente às bordas laterais 732, 734 do elemento carreador 700, fornecendo assim um deslocamento entre a superfície de dispensação 712 do elemento carreador 710 e uma camada de suporte revestida precursora de revestimento básico durante a transferência de partículas abrasivas. Os elementos separadores em relevo orientados longitudinalmente 746, 748 opcionais são compostos por nervuras formadas de maneira integral em intervalos ao longo da largura do elemento carreador 710.
[0106]Alternativamente, ou além disso, os elementos separadores podem ser, de outro modo, afixados ao elemento carreador; por exemplo, com o uso de adesivo ou um fecho mecânico. Um exemplo de um elemento separador preferencial compreende fita adesiva. A fita pode ser aplicada apenas à superfície de dispensação do elemento carreador, ou ela pode ser dobrada sobre as bordas laterais e aderida à superfície posterior do elemento carreador, por exemplo. Com relação agora à Figura 8, uma ferramenta de produção exemplificadora 800, uma esteira sem fim, compreende um elemento carreador 810 com cavidades 820. As fitas 842, 844 são aplicadas em torno das bordas laterais 832, 834 do elemento carreador 800, fornecendo assim um deslocamento entre a superfície de dispensação 812 do elemento carreador 810 e uma camada de suporte revestida precursora de revestimento básico, durante a transferência das partículas abrasivas.
[0107]Alternativamente, ou além disso, múltiplos elementos separadores como, por exemplo, fileiras de colunas em relevo são orientados longitudinalmente de maneira coletiva pelo posicionamento em intervalos ao longo das e de maneira adjacente às bordas laterais do elemento carreador. Com relação agora à Figura 9, uma ferramenta de produção exemplificadora 900, uma esteira sem fim, compreende um elemento carreador 910 com cavidades 920. Fileiras de colunas em relevo 942, 944 são formadas integralmente no elemento carreador 910, nas bordas adjacentes laterais 932, 934 do elemento carreador 910, fornecendo assim um deslocamento entre a superfície de dispensação 912 do elemento carreador 910 e uma camada de suporte revestida precursora de revestimento básico, durante a transferência das partículas abrasivas.
[0108]O design e a produção dos elementos carreadores, e da ferramenta principal usada em sua fabricação, podem ser encontrados, por exemplo, nas patentes US n°s 5.152.917 (Pieper et al.); 5.435.816 (Spurgeon et al.), 5.672.097 (Hoopman et al.); 5.946.991 (Hoopman et al.); 5.975.987 (Hoopman et al.); e 6.129.540 (Hoopman et al.).
[0109]Para se formar um sistema de posicionamento de partícula abrasiva, as partículas abrasivas são introduzidas em ao menos algumas das cavidades de um elemento carreador, conforme aqui descrito.
[0110]As partículas abrasivas podem ser dispostas dentro das cavidades do elemento carreador, usando-se qualquer técnica adequada. Exemplos de tais técnicas incluem despejar as partículas abrasivas sobre o elemento carreador enquanto o mesmo está orientado com a superfície de dispensação voltada para cima, e em seguida agitar as partículas o suficiente para fazer com que as mesmas caiam dentro das cavidades. Exemplos de métodos de agitação adequados podem incluir, escovação, sopro, vibração, aplicação de um vácuo (para elementos carreadores que têm cavidades com aberturas na superfície posterior), e combinações dos mesmos.
[0111]Durante uso típico, as partículas abrasivas são dispostas de maneira removível dentro de ao menos uma porção, de preferência ao menos 50, 60, 70, 80, 90 por cento, ou mesmo 100 por cento, das cavidades na ferramenta de produção. De preferência, as partículas abrasivas são completamente dispostas e de maneira removível no interior de ao menos parte das cavidades, com mais preferência as partículas abrasivas são completamente dispostas e de maneira removível no interior de ao menos 80 por cento das cavidades. Em algumas modalidades, as partículas abrasivas se projetam a partir das cavidades ou residem completamente dentro das mesmas, ou uma combinação das mesmas.
[0112]Por exemplo, com relação agora às Figuras 10A e 10B, o sistema de posicionamento de partícula abrasiva 1000 compreende partículas abrasivas 1080 e uma ferramenta de produção 1005. As partículas abrasivas 1080 estão dispostas parcialmente dentro das cavidades 320 (mostradas nas Figuras de 3A a 3C) na superfície de dispensação 1012 do elemento carreador 1010 da ferramenta de produção 1005. Nesta modalidade, as partículas abrasivas 1080 se projetam a partir de suas respectivas cavidades 320.
[0113]Com relação agora às Figuras 11A e 11B, o sistema de posicionamento de partícula abrasiva 1100 compreende as partículas abrasivas 1180 e uma ferramenta de produção 1105. As partículas abrasivas 1180 estão dispostas totalmente dentro das cavidades 320 (mostradas nas Figuras de 3A a 3C) na superfície de dispensação 1112 do elemento carreador 1110 da ferramenta de produção 1105.
[0114]Com relação agora às Figuras 12A e 12B, o sistema de posicionamento de partícula abrasiva 1200 compreende as partículas abrasivas 1280 e uma ferramenta de produção 1205. As partículas abrasivas 1280 estão dispostas parcialmente dentro das cavidades 620 (mostradas nas Figuras de 6A a 6C) na superfície de dispensação 12112 do elemento carreador 1210 da ferramenta de produção 1205. Nesta modalidade, as partículas abrasivas 1280 são parcialmente dispostas dentro de suas respectivas cavidades 620, com as pontas se projetando para dentro de condutos compressíveis 621. A compressão da camada compressível resiliente 640 (por exemplo, contra um cilindro) impulsiona as partículas abrasivas das cavidades.
[0115]Conforme discutido acima, uma camada compressível resiliente pode ser presa à superfície posterior do elemento carreador, independente das cavidades se estenderem ou não até a superfície posterior. Isto pode facilitar o manuseio da manta e/ou remoção da partícula abrasiva das cavidades. Por exemplo, em modalidades onde a camada compressível resiliente compreende reentrâncias conformadas alinhadas em concordância com a respectiva segunda abertura de cada uma de ao menos uma porção de cavidades, as partículas abrasivas nas cavidades que se estendem para dentro das reentrâncias conformadas podem ser impulsionadas mecanicamente para fora das cavidades por uma pressão aplicada contra a camada compressível resiliente. Isto pode ocorrer, por exemplo, pela compressão em um cilindro de estrangulamento, onde o sistema de posicionamento de partícula abrasiva entra em contato com um precursor de revestimento básico em uma camada de suporte durante a fabricação de artigos abrasivos revestidos. Se estiver presente, a camada compressível resiliente pode ter qualquer espessura, sendo que a escolha específica de partículas abrasivas e condições do equipamento determina a seleção da espessura, composição, e/ou durômetro. Se a camada compressível resiliente compreende uma esteira sem fim, então espessuras de camada compressível resiliente de cerca de 1 a cerca de 25 milímetros são geralmente úteis, porém isso não é um requisito.
[0116]Materiais exemplificadores adequados para camadas compressíveis resilientes incluem espumas elásticas (por exemplo, espumas de poliuretano), borrachas, silicones, e combinações dos mesmos.
[0117]As partículas abrasivas têm dureza e aspereza de superfície suficientes para funcionar como partículas abrasivas em processos de abrasão. De preferência, as partículas abrasivas têm uma dureza de ao menos 4, ao menos 5, ao menos 6, ao menos 7, ou mesmo ao menos 8 na escala Mohs. Partículas abrasivas exemplificadoras incluem partículas abrasivas conformadas e trituradas (por exemplo, partículas abrasivas conformadas de cerâmica ou partículas abrasivas compostas conformadas), e combinações das mesmas.
[0118]Exemplos de partículas abrasivas adequadas incluem: óxido de alumínio fundido; óxido de alumínio termo-tratado; óxido de alumínio branco fundido; materiais de óxido de alumínio cerâmico, como aqueles disponíveis sob a designação comercial 3M CERAMIC ABRASIVE GRAIN, junto à 3M Company, de St. Paul, MN, EUA; óxido de alumínio marrom; óxido de alumínio azul; carbureto de silício (incluindo carbureto de silício verde); diborato de titânio; carbureto de boro; carbureto de tungstênio; granada; carbureto de titânio; diamante; nitreto de boro cúbico; granada; zircônia de alumina fundida; óxido de ferro; cromo; zircônia; óxido de titânio; óxido de estanho; quartzo; feldspato; sílex; esmeril; partículas abrasivas derivadas de sol-gel (por exemplo, incluindo suas formas conformadas e trituradas); e combinações dos mesmos. Exemplos adicionais incluem compósitos abrasivos conformados de partículas abrasivas em uma matriz aglutinante, como aqueles descritos na patente US n° 5.152.917 (Pieper et al.). Diversas dessas partículas abrasivas, aglomerados, e compósitos são conhecidos na técnica.
[0119]Exemplos de partículas abrasivas derivadas de sol-gel, e métodos para sua preparação, podem ser encontrados nas patentes US n°s 4.314.827 (Leitheiser et al.); 4.623.364 (Cottringer et al.); 4.744.802 (Schwabel), 4.770.671 (Monroe et al.); e 4.881.951 (Monroe et al.). Também é contemplado que as partículas abrasivas poderiam compreender aglomerados abrasivos como, por exemplo, aqueles descritos na Patente U.S. n° 4.652.275 (Bloecher et al.) ou n° 4.799.939 (Bloecher et al.). Em algumas modalidades, as partículas abrasivas podem ter suas superfícies tratadas com um agente de acoplamento (por exemplo, um agente de acoplamento de organossilano) ou outro tratamento físico (por exemplo, óxido de ferro ou óxido de titânio) para melhorar a adesão das partículas abrasivas ao aglutinante. As partículas abrasivas podem ser tratadas antes de serem combinadas com o aglutinante, ou podem ter as superfícies tratadas in situ mediante a inclusão de um agente de acoplamento ao aglutinante.
[0120]De preferência, as partículas abrasivas compreendem partículas abrasivas de cerâmica como, por exemplo, partículas de alumina alfa policristalinas derivadas de sol-gel. As partículas abrasivas podem ser trituradas ou conformadas, ou uma combinação das mesmas.
[0121]As partículas abrasivas conformadas de cerâmica compostas de cristalitos de alumina alfa, espinélio de magnésio alumina e um aluminato hexagonal de terra rara, podem ser preparadas com o uso de partículas de alumina alfa de precursor sol-gel, de acordo com os métodos descritos, por exemplo, na patente US n° 5.213.591 (Celikkaya et al.) e nas publicações de pedido de patente US n°s 2009/0165394 A1 (Culler et al.) e 2009/0169816 A1 (Erickson et al.).
[0122]Partículas abrasivas conformadas de cerâmica à base de alumina alfa podem ser produzidas de acordo com processos com múltiplas etapas bem conhecidos. De maneira resumida, o método compreende as etapas de produzir uma dispersão precursora de alumina alfa de sol-gel, semeada ou não-semeada, que possa ser convertida em alumina alfa; preencher uma ou mais cavidades do molde que tenha o formato externo desejado da partícula abrasiva conformada com o sol-gel, secar o sol-gel para formar as partículas abrasivas precursoras conformadas de cerâmica; remover as partículas abrasivas precursoras conformadas de cerâmica das cavidades de molde; calcinar as partículas abrasivas precursoras conformadas de cerâmica para formar partículas abrasivas precursoras conformadas de cerâmica calcinadas, e, então, sinterizar as partículas abrasivas precursoras conformadas de cerâmica calcinadas para formar partículas abrasivas conformadas de cerâmica. O processo será agora descrito em maiores detalhes.
[0123]Detalhes adicionais referentes aos métodos de produção de partículas abrasivas derivadas de sol-gel podem ser encontrados, por exemplo, nas patentes US n°s 4.314.827 (Leitheiser); 5.152.917 (Pieper et al.); 5.435.816 (Spurgeon et al.), 5.672.097 (Hoopman et al.); 5.946.991 (Hoopman et al.); 5.975.987 (Hoopman et al.); e 6.129.540 (Hoopman et al.); e na publicação de pedido de patente US n° 2009/0165394 Al (Culler et al.).
[0124]Embora não haja limitação específica quanto ao formato das partículas abrasivas conformadas de cerâmica, as partículas abrasivas são, de preferência, formadas em um formato predeterminado, mediante a conformação de partículas precursoras que compreendem um material precursor cerâmico (por exemplo, um solgel de boemita) com o uso de um molde, seguido de sinterização. As partículas abrasivas conformadas de cerâmica podem ser conformadas como, por exemplo, pilares, pirâmides, pirâmides truncadas (por exemplo, pirâmides triangulares truncadas) e/ou alguns outros polígonos regulares ou irregulares. As partículas abrasivas podem incluir um único tipo de partículas abrasivas ou um agregado abrasivo formado por dois ou mais tipos de abrasivos ou uma mistura abrasiva contendo dois ou mais tipos de abrasivos. Em algumas modalidades, as partículas abrasivas conformadas de cerâmica são precisamente conformadas, no sentido de que cada partícula abrasiva conformada de cerâmica terá um formato que é essencialmente o formato da porção da cavidade de um molde ou ferramenta de produção, na qual o precursor de partícula foi submetido à secagem antes da calcinação e sinterização opcionais.
[0125]As partículas abrasivas conformadas de cerâmica usadas na presente descrição podem, geralmente, ser feitas com o uso de ferramentas (isto é, moldes) cortadas com o uso de maquinário de precisão, que fornece uma definição de característica mais alta que outras alternativas de fabricação como, por exemplo, estampagem ou punção. Geralmente, as cavidades na superfície de ferramenta têm faces planas que se encontram ao longo de bordas agudas, e formam as laterais e topo de uma pirâmide truncada. As partículas abrasivas conformadas de cerâmica resultantes têm um formato médio nominal respectivo, que corresponde ao formato das cavidades (por exemplo, pirâmide truncada) na superfície da ferramenta; entretanto, variações (por exemplo, variações aleatórias) do formato médio nominal podem ocorrer durante a fabricação, e as partículas abrasivas conformadas de cerâmica que exibem essas variações são incluídas dentro da definição de partículas abrasivas conformadas de cerâmica, como usado aqui.
[0126]Em algumas modalidades, a base e o topo das partículas abrasivas conformadas de cerâmica são substancialmente paralelas, resultando em formatos piramidais prismáticos ou truncados, porém isso não é um requisito. Em algumas modalidades, os lados de uma pirâmide trigonal truncada têm dimensões iguais e formam ângulos diédricos com a base de cerca de 82 graus. Entretanto, deve-se reconhecer que outros ângulos diédricos (incluindo 90 graus) também podem ser usados. Por exemplo, o ângulo diédrico entre a base e cada um dos lados pode, independentemente, variar de 45 a 90 graus, tipicamente de 70 a 90 graus, mais tipicamente de 75 a 85 graus.
[0127]Para uso no presente documento, com referência a partículas abrasivas conformadas de cerâmica, o termo “comprimento” se refere à dimensão máxima de uma partícula abrasiva conformada. “Largura” refere-se à dimensão máxima da partícula abrasiva conformada que é perpendicular ao comprimento. O termo “espessura” ou “altura” refere-se à dimensão da partícula abrasiva conformada que é perpendicular ao comprimento e à largura.
[0128]De preferência, as partículas abrasivas de cerâmica compreendem partículas abrasivas conformadas de cerâmica. Exemplos de partículas abrasivas de alumina alfa (isto é, cerâmica) derivadas de sol-gel, podem ser encontradas nas Patentes US n°s 5.201.916 (Berg); 5.366.523 de Rowenhorst (Re 35.570); e 5,984,988 (Berg). A patente US n° 8.034.137 (Erickson et al.) descreve partículas abrasivas de alumina que foram formadas em um formato específico, e então trituradas para formar fragmentos que retém uma porção de suas características de formato originais. Em algumas modalidades, as partículas de alumina alfa derivadas de sol-gel são precisamente conformadas (isto é, as partículas têm formatos que são ao menos parcialmente determinados pelos formatos das cavidades em uma ferramenta de produção usada para produzí-las). Detalhes a cerca de tais partículas abrasivas e métodos para sua preparação podem ser encontrados, por exemplo, nas patentes US n°s 8.142.531 (Adefris et al.); 8.142.891 (Culler et al.); e 8.142.532 (Erickson et al.); e nas publicações de pedido de patente US n°s 2012/0227333 (Adefris et al.); 2013/0040537 (Schwabel et al.); e 2013/0125477 (Adefris).
[0129]Em algumas modalidades preferenciais, as partículas abrasivas compreendem partículas abrasivas conformadas de cerâmica (por exemplo, partículas conformadas de alumina alfa policristalina derivadas de sol-gel) que são, em geral, em formato triangular (por exemplo, um prisma triangular ou uma pirâmide de três lados truncada).
[0130]As partículas abrasivas conformadas de cerâmica são tipicamente selecionadas para ter um comprimento na faixa de 1 mícron a 15.000 micra, mais tipicamente de 10 micra a cerca de 10.000 micra, e mais tipicamente ainda de 150 a 2.600 micra, embora outros comprimentos possam também ser usados. Em algumas modalidades, o comprimento pode ser expresso como uma fração da espessura da roda de abrasivo ligado em que está contido. Por exemplo, a partícula abrasiva conformada pode ter um comprimento maior que metade da espessura da roda de abrasivo ligado. Em algumas modalidades, o comprimento pode ser maior que a espessura da roda de corte de abrasivo ligado.
[0131]As partículas abrasivas conformadas de cerâmica são tipicamente selecionadas para ter uma largura na faixa de 0,1 mícron a 3.500 micra, mais tipicamente de 100 micra a 3.000 micra, e mais tipicamente ainda de 100 a 2.600 micra, embora outros comprimentos possam também ser usados.
[0132]As partículas abrasivas conformadas de cerâmica são tipicamente selecionadas para ter uma espessura em uma faixa de 0,1 mícron a 1.600 micra, mais tipicamente de 1 mícron a 1.200 micra, embora outras espessuras possam ser usadas.
[0133]Em algumas modalidades, as partículas abrasivas conformadas de cerâmica podem ter uma razão de aspecto (comprimento dividido pela espessura) de pelo menos 2, 3, 4, 5, 6, ou mais.
[0134]Os revestimentos de superfície nas partículas abrasivas conformadas de cerâmica podem ser usados para melhorar a adesão entre as partículas abrasivas conformadas de cerâmica e um aglutinante em artigos abrasivos, ou podem ser usados para auxiliar na deposição eletrostática das partículas abrasivas conformadas de cerâmica. Em uma modalidade, podem ser usados revestimentos de superfície, conforme descritos na patente US n° 5.352.254 (Celikkaya), em uma quantidade de 0,1 a 2 por cento de superfície de revestimento para o peso de partícula abrasiva conformada. Tais revestimentos de superfície são descritos nas patentes US n°s 5.213.591 (Celikkaya et al.); 5.011.508 (Wald et al.); 1.910.444 (Nicholson); 3.041.156 (Rowse et al.); 5.009.675 (Kunz et al.); 5.085.671 (Martin et al.); 4.997.461 (Markhoff-Matheny et al.); e 5.042.991 (Kunz et al.). Adicionalmente, o revestimento da superfície pode evitar o capeamento da partícula abrasiva conformada. Capeamento é o termo usado para descrever o fenômeno em que partículas metálicas da peça de trabalho que sofrem abrasão tornam-se soldadas aos topos das partículas abrasivas conformadas de cerâmica. Os revestimentos de superfície usados para executar as funções acima são conhecidos pelos versados na técnica.
[0135]As partículas abrasivas podem ser dimensionadas de maneira independente, de acordo com um padrão nominal especificado e reconhecido pela indústria de abrasivos. Padrões de classificação exemplificadores reconhecidos pela indústria de abrasivos incluem aqueles promulgados pela ANSI (American National Standards Institute), FEPA (Federation of European Producers of Abrasives), e JIS (Japanese Industrial Standard). As designações de grau da ANSI (isto é, graus nominais específicos) incluem, por exemplo: ANSI 4, ANSI 6, ANSI 8, ANSI 16, ANSI 24, ANSI 36, ANSI 46, ANSI 54, ANSI 60, ANSI 70, ANSI 80, ANSI 90, ANSI 100, ANSI 120, ANSI 150, ANSI 180, ANSI 220, ANSI 240, ANSI 280, ANSI 320, ANSI 360, ANSI 400 e ANSI 600. As designações de grau da FEPA incluem F4, F5, F6, F7, F8, F10, F12, F14, F16, F16, F20, F22, F24, F30, F36, F40, F46, F54, F60, F70, F80, F90, F100, F120, F150, F180, F220, F230, F240, F280, F320, F360, F400, F500, F600, F800, F1000, F1200, F1500 e F2000. As designações de grau da JIS incluem JIS8, JIS12, JIS16, JIS24, JIS36, JIS46, JIS54, JIS60, JIS80, JIS100, JIS150, JIS180, JIS220, JIS240, JIS280, JIS320, JIS360, JIS400, JIS600, JIS800, JIS1000, JIS1500, JIS2500, JIS4000, JIS6000, JIS8000 e JIS10.000
[0136]De acordo com uma modalidade da presente invenção, o diâmetro médio das partículas abrasivas pode situar-se na faixa de 260 a 1.400 micra de acordo com os graus FEPA F60 a F24.
[0137]Alternativamente, as partículas abrasivas podem ser graduadas em uma classificação triada nominal com o uso de Peneiras de Teste Padrão americanas em conformidade com a ASTM E-11 “Standard Specification for Wire Cloth and Sieves for Testing Purposes”. A norma ASTM E-11 prescreve os requisitos para o design e construção de peneiras de teste com o uso de um meio de pano de fio tecido montado em um quadro para a classificação de materiais, de acordo com um tamanho de partícula designado. Uma designação típica pode ser representada como -18+20, o que significa que as partículas abrasivas passam através de uma peneira de teste que atende às especificações da ASTM E-11 para a peneira de número 18, e são retidas em uma peneira de teste que atende às especificações da ASTM E-11 para a peneira de número 20. Em uma modalidade, as partículas abrasivas têm um tamanho de partícula de modo que a maioria das partículas passe através de uma peneira de teste de rede 18, e possam ser retidas em uma peneira de teste de rede 20, 25, 30, 35, 40, 45 ou 50. Em várias modalidades, as partículas abrasivas podem ter um grau triado nominal de: -18+20, -20/+25, -25+30, -30+35, -35+40, 5 -40+45, -45+50, -50+60, - 60+70, -70/+80, -80+100, -100+120, -120+140, -140+170, -170+200, -200+230, - 230+270, -270+325, -325+400, -400+450, -450+500, ou -500+635. Alternativamente, um tamanho de rede personalizado poderia ser usado, como -90+100.
[0138]Em uma primeira modalidade, a presente revelação fornece um sistema de posicionamento de partícula abrasiva que compreende:uma ferramenta de produção compreendendo:um elemento carreador que tem uma superfície de dispensação e uma superfície posterior oposta à superfície de dispensação, sendo que o elemento carreador tem cavidades formadas no mesmo, sendo que as cavidades estendem- se para dentro do elemento carreador a partir da superfície de dispensação em direção à superfície posterior, sendo que ao menos uma porção das cavidades compreende uma primeira, segunda, terceira, e quarta paredes laterais adjacentes consecutivas, sendo que a primeira e terceira paredes laterais se afunilam continuamente para dentro uma em direção à outra, e entram em contato uma com a outra em uma linha, e sendo que a segunda e quarta paredes laterais não entram em contato uma com a outra; epartículas abrasivas dispostas completamente e de maneira removível no interior de ao menos algumas das cavidades.
[0139]Em uma segunda modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva da primeira modalidade, sendo que as partículas abrasivas estão dispostas completamente e de maneira removível no interior de ao menos 80 por cento das cavidades.
[0140]Em uma terceira modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva da primeira ou segunda modalidade, sendo que as partículas abrasivas compreendem partículas abrasivas conformadas de cerâmica.
[0141]Em uma quarta modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva da terceira modalidade, sendo que ao menos uma porção das partículas abrasivas conformadas de cerâmica são nominalmente conformadas como pirâmides de três lados truncadas.
[0142]Em uma quinta modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva de qualquer uma da primeira a quarta modalidade, sendo que as partículas abrasivas compreendem alumina alfa policristalina.
[0143]Em uma sexta modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva de qualquer uma da primeira a quinta modalidade, sendo que a primeira, segunda, terceira, e quarta paredes laterais são planas.
[0144]Em uma sétima modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva de qualquer uma da primeira a quinta modalidade, sendo que ao menos uma dentre a primeira, segunda, terceira, ou quarta paredes laterais é convexa.
[0145]Em uma oitava modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva de qualquer uma da primeira a sétima modalidade, sendo que ao menos uma porção das cavidades compreende independentemente um primeiro chanfro disposto entre a superfície de dispensação e a primeira parede lateral, e um segundo chanfro disposto entre a superfície de dispensação e a segunda parede lateral, um terceiro chanfro disposto entre a superfície de dispensação e a terceira parede lateral, e um quarto chanfro disposto entre a superfície de dispensação e a quarta parede lateral.
[0146]Em uma nona modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva de qualquer uma da primeira a oitava modalidade, sendo que o elemento carreador compreende um polímero e é flexível.
[0147]Em uma décima modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva de qualquer uma da primeira a nona modalidade, sendo que a ferramenta de produção compreende uma esteira sem fim.
[0148]Em uma décima primeira modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva de qualquer uma da primeira a décima modalidade, sendo que a ferramenta de produção compreende adicionalmente uma camada compressível resiliente presa à superfície posterior do elemento carreador.
[0149]Em uma décima segunda modalidade, a presente revelação fornece um sistema de posicionamento de partícula abrasiva que compreende:uma ferramenta de produção compreendendo:um elemento carreador que tem uma superfície de dispensação e uma superfície posterior oposta à superfície de dispensação, sendo que o elemento carreador tem cavidades formadas no mesmo, sendo que, em uma base respectiva, cada uma das cavidades estende-se de uma primeira abertura na superfície de dispensação através do elemento carreador até uma segunda abertura na superfície posterior, e sendo que a segunda abertura é menor que a primeira abertura; epartículas abrasivas dispostas de maneira removível dentro de ao menos algumas das cavidades, de modo que as mesmas não se estendam além da superfície de dispensação.
[0150]Em uma décima terceira modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva da décima segunda modalidade, sendo que as partículas abrasivas estão dispostas de maneira removível no interior de ao menos 80 por cento das cavidades.
[0151]Em uma décima quarta modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva da décima segunda ou décima terceira modalidade, sendo que as partículas abrasivas compreendem partículas abrasivas conformadas de cerâmica.
[0152]Em uma décima quinta modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva da décima quarta modalidade, sendo que ao menos uma porção das partículas abrasivas conformadas de cerâmica são nominalmente conformadas como pirâmides de três lados truncadas.
[0153]Em uma décima sexta modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva de qualquer uma dentre a décima quarta ou décima quinta modalidade, sendo que as partículas abrasivas compreendem alumina alfa policristalina.
[0154]Em uma décima sétima modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva de qualquer uma da décima segunda a décima sexta modalidade, sendo que:ao menos algumas das cavidades compreendem uma primeira, segunda, terceira, e quarta paredes laterais adjacentes consecutivas;a primeira e terceira paredes laterais não entram em contato uma com a outra; ea primeira e terceira paredes laterais se afunilam para dentro a partir da primeira abertura, em direção à segunda abertura.
[0155]Em uma décima oitava modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva da décima sétima modalidade, sendo que a segunda e quarta paredes laterais se afunilam para dentro a partir da primeira abertura em direção à segunda abertura.
[0156]Em uma décima nona modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva da décima sétima ou décima oitava modalidade, sendo que a primeira, segunda, terceira, e quarta paredes laterais são planas.
[0157]Em uma vigésima modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva da décima sétima ou décima oitava modalidade, sendo que ao menos uma dentre a primeira, segunda, terceira, ou quarta paredes laterais é convexa.
[0158]Em uma vigésima primeira modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva de qualquer uma da décima sétima a vigésima modalidade, sendo que ao menos uma porção das cavidades compreende independentemente um primeiro chanfro disposto entre a superfície de dispensação e a primeira parede lateral, e um segundo chanfro disposto entre a superfície de dispensação e a segunda parede lateral, um terceiro chanfro disposto entre a superfície de dispensação e a terceira parede lateral, e um quarto chanfro disposto entre a superfície de dispensação e a quarta parede lateral.
[0159]Em uma vigésima segunda modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva de qualquer uma da vigésima a vigésima primeira modalidade, sendo que ao menos uma porção das partículas abrasivas é nominalmente conformada como pirâmides de três lados truncadas.
[0160]Em uma vigésima terceira modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva de qualquer uma da vigésima a vigésima segunda modalidade, sendo que o elemento carreador compreende um polímero e é flexível.
[0161]Em uma vigésima quarta modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva de qualquer uma da vigésima a vigésima terceira modalidade, sendo que a ferramenta de produção compreende uma esteira sem fim.
[0162]Em uma vigésima quinta modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva de qualquer uma da vigésima a vigésima quarta modalidade, sendo que a ferramenta de produção compreende adicionalmente uma camada compressível resiliente presa à superfície posterior do elemento carreador.
[0163]Em uma vigésima sexta modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva da vigésima quinta modalidade, sendo que a camada compressível resiliente compreende reentrâncias conformadas alinhadas em concordância com respectivas segundas aberturas de cada uma de ao menos uma porção das cavidades.
[0164]Em uma vigésima sétima modalidade, a presente revelação fornece o sistema de posicionamento de partícula abrasiva da vigésima quinta modalidade, sendo que a camada compressível resiliente compreende condutos compressíveis alinhados em concordância com respectivas segundas aberturas de ao menos uma porção das cavidades, e sendo que os condutos compressíveis se estendem através da camada compressível resiliente.
[0165]Em uma vigésima oitava modalidade, a presente revelação fornece uma ferramenta de produção para posicionamento preciso das partículas abrasivas sobre o substrato adesivo, sendo que a ferramenta de produção compreende:um elemento carreador que tem uma superfície de dispensação e uma superfície posterior oposta à superfície de dispensação, sendo que o elemento carreador tem cavidades formadas no mesmo, sendo que, em uma base respectiva, cada uma das cavidades estende-se de uma primeira abertura na superfície de dispensação através do elemento carreador até uma segunda abertura na superfície posterior, e sendo que a segunda abertura é menor que a primeira abertura; euma camada compressível resiliente presa à superfície posterior do elemento carreador.
[0166]Em uma vigésima nona modalidade, a presente revelação fornece a ferramenta de produção para posicionamento preciso de partículas abrasivas sobre um substrato adesivo da vigésima oitava modalidade, sendo que a camada compressível resiliente compreende reentrâncias conformadas alinhadas em concordância com respectivas segundas aberturas de cada uma de ao menos uma porção das cavidades.
[0167]Em uma trigésima modalidade, a presente revelação fornece a ferramenta de produção para posicionamento preciso de partículas abrasivas sobre um substrato adesivo da vigésima oitava modalidade, sendo que a camada compressível resiliente compreende condutos compressíveis alinhados em concordância com respectivas segundas aberturas de ao menos uma porção das cavidades, e sendo que os condutos compressíveis se estendem através da camada compressível resiliente.
[0168]Em uma trigésima primeira modalidade, a presente revelação fornece a ferramenta de produção para posicionamento preciso de partículas abrasivas sobre um substrato adesivo de qualquer uma da vigésima a trigésima modalidade, sendo que:ao menos algumas das cavidades compreendem uma primeira, segunda, terceira, e quarta paredes laterais adjacentes consecutivas;a primeira e terceira paredes laterais não entram em contato uma com a outra; ea primeira e terceira paredes laterais se afunilam para dentro a partir da primeira abertura, em direção à segunda abertura.
[0169]Em uma trigésima segunda modalidade, a presente revelação fornece a ferramenta de produção para posicionamento preciso de partículas abrasivas sobre um substrato adesivo da trigésima primeira modalidade, sendo que a primeira, segunda, terceira, e quarta paredes laterais são planas.
[0170]Em uma trigésima terceira modalidade, a presente revelação fornece a ferramenta de produção para posicionamento preciso de partículas abrasivas sobre um substrato adesivo da trigésima primeira modalidade, sendo que ao menos uma dentre a primeira, segunda, terceira, ou quarta paredes laterais é convexa.
[0171]Em uma trigésima quarta modalidade, a presente revelação fornece a ferramenta de produção para posicionamento preciso de partículas abrasivas sobre um substrato adesivo de qualquer uma da trigésima primeira a trigésima terceira modalidade, sendo que ao menos uma porção das cavidades compreende independentemente um primeiro chanfro disposto entre a superfície de dispensação e a primeira parede lateral, e um segundo chanfro disposto entre a superfície de dispensação e a segunda parede lateral, um terceiro chanfro disposto entre a superfície de dispensação e a terceira parede lateral, e um quarto chanfro disposto entre a superfície de dispensação e a quarta parede lateral.
[0172]Em uma trigésima quinta modalidade, a presente revelação fornece a ferramenta de produção para posicionamento preciso de partículas abrasivas sobre um substrato adesivo de qualquer uma da vigésima oitava a trigésima quarta modalidade, sendo que o elemento carreador compreende um polímero e é flexível.
[0173]Em uma trigésima sexta modalidade, a presente revelação fornece a ferramenta de produção para posicionamento preciso de partículas abrasivas sobre um substrato adesivo de qualquer uma da vigésima oitava a trigésima quinta modalidade, sendo que o elemento carreador compreende uma esteira sem fim.
[0174]Em uma trigésima sétima modalidade, a presente revelação fornece uma ferramenta de produção para posicionamento preciso de partículas abrasivas sobre um substrato adesivo, sendo que a ferramenta de produção compreende um elemento carreador que tem uma superfície de dispensação e uma superfície posterior oposta à superfície de dispensação, sendo que o elemento carreador tem cavidades formadas no mesmo, e sendo que o elemento carreador compreende ao menos dois elementos separadores em relevo orientados longitudinalmente dispostos na superfície de dispensação.
[0175]Em uma trigésima oitava modalidade, a presente revelação fornece a ferramenta de produção para posicionamento preciso de partículas abrasivas sobre um substrato adesivo da trigésima sétima modalidade, sendo que ao menos um dentre os ao menos dois elementos separadores em relevo orientados longitudinalmente é contínuo.
[0176]Em uma trigésima nona modalidade, a presente revelação fornece a ferramenta de produção para posicionamento preciso de partículas abrasivas sobre um substrato adesivo da trigésima sétima ou trigésima oitava modalidade, sendo que a superfície de dispensação tem uma primeira e segunda bordas opostas ao longo de seu comprimento, sendo que os ao menos dois elementos separadores em relevo orientados longitudinalmente compreendem o primeiro e segundo elementos separadores em relevo orientados longitudinalmente, sendo que o primeiro elemento separador em relevo orientado longitudinalmente e adjacente à primeira borda da superfície de dispensação, e o segundo elemento separador em relevo orientado longitudinalmente é adjacente à primeira borda da superfície de dispensação.
[0177]Em uma quadragésima modalidade, a presente revelação fornece a ferramenta de produção para posicionamento preciso de partículas abrasivas sobre um substrato adesivo da trigésima sétima a trigésima nona modalidade, sendo que os ao menos dois elementos separadores em relevo orientados longitudinalmente compreendem o primeiro e segundo elementos separadores em relevo orientados longitudinalmente, sendo que os ao menos dois elementos separadores em relevo orientados longitudinalmente compreendem adicionalmente um terceiro elemento separador em relevo orientado longitudinalmente disposto entre o, e paralelo ao, primeiro e segundo elementos separadores em relevo orientados longitudinalmente.
[0178]Em uma quadragésima primeira modalidade, a presente revelação fornece a ferramenta de produção para posicionamento preciso de partículas abrasivas sobre um substrato adesivo da trigésima sétima a quadragésima modalidade, sendo que as cavidades se estendem para dentro do elemento carreador a partir da superfície de dispensação em direção à superfície posterior, sendo que ao menos uma porção das cavidades compreende a primeira, segunda, terceira, e quarta paredes laterais adjacentes.
[0179]Em uma quadragésima segunda modalidade, a presente revelação fornece a ferramenta de produção para posicionamento preciso de partículas abrasivas sobre um substrato adesivo da quadragésima primeira modalidade, sendo que a primeira e terceira paredes laterais se afunilam continuamente para dentro uma em direção à outra e entram em contato uma com a outra em uma linha.
[0180]Em uma quadragésima terceira modalidade, a presente revelação fornece a ferramenta de produção para posicionamento preciso de partículas abrasivas sobre um substrato adesivo da quadragésima primeira modalidade, sendo que a segunda e quarta paredes laterais não entram em contato uma com a outra.
[0181]Em uma quadragésima quarta modalidade, a presente revelação fornece a ferramenta de produção para posicionamento preciso de partículas abrasivas sobre um substrato adesivo de qualquer uma da quadragésima primeira a quadragésima terceira modalidade, sendo que a primeira, segunda, terceira, e quarta paredes laterais são planas.
[0182]Em uma quadragésima quinta modalidade, a presente revelação fornece a ferramenta de produção para posicionamento preciso de partículas abrasivas sobre um substrato adesivo de qualquer uma da quadragésima primeira a quadragésima terceira modalidade, sendo que ao menos uma dentre a primeira, segunda, terceira, ou quarta paredes laterais é convexa.
[0183]Em uma quadragésima sexta modalidade, a presente revelação fornece a ferramenta de produção para posicionamento preciso de partículas abrasivas sobre um substrato adesivo de qualquer uma da quadragésima primeira a quadragésima quinta modalidade, sendo que ao menos uma porção das cavidades compreende independentemente um primeiro chanfro disposto entre a superfície de dispensação e a primeira parede lateral, e um segundo chanfro disposto entre a superfície de dispensação e a segunda parede lateral, um terceiro chanfro disposto entre a superfície de dispensação e a terceira parede lateral, e um quarto chanfro disposto entre a superfície de dispensação e a quarta parede lateral.
[0184]Em uma quadragésima sétima modalidade, a presente revelação fornece a ferramenta de produção para posicionamento preciso de partículas abrasivas sobre um substrato adesivo de qualquer uma da trigésima sétima a quadragésima sexta modalidade, sendo que o elemento carreador compreende um polímero e é flexível.
[0185]Em uma quadragésima oitava modalidade, a presente revelação fornece a ferramenta de produção para posicionamento preciso de partículas abrasivas sobre um substrato adesivo de qualquer uma da trigésima sétima a quadragésima sétima modalidade, sendo que a ferramenta de produção compreende uma esteira sem fim.
[0186]Em uma quadragésima nona modalidade, a presente revelação fornece a ferramenta de produção para posicionamento preciso de partículas abrasivas sobre um substrato adesivo de qualquer uma da trigésima sétima a quadragésima oitava modalidade, compreendendo adicionalmente uma camada compressível resiliente presa à superfície posterior do elemento carreador.
[0187]Em uma quinquagésima modalidade, a presente revelação fornece a ferramenta de produção para posicionamento preciso de partículas abrasivas sobre um substrato adesivo da quadragésima nona modalidade, sendo que a camada compressível resiliente compreende reentrâncias conformadas alinhadas em concordância com as respectivas segundas aberturas de cada uma de ao menos uma porção das cavidades.
[0188]Em uma quinquagésima primeira modalidade, a presente revelação fornece a ferramenta de produção para posicionamento preciso de partículas abrasivas sobre um substrato adesivo da quadragésima nona modalidade, sendo que a camada compressível resiliente compreende condutos compressíveis alinhados em concordância com respectivas segundas aberturas de ao menos uma porção das cavidades, e sendo que os condutos compressíveis se estendem através da camada compressível resiliente.
[0189]Em uma quinquagésima segunda modalidade, a presente revelação fornece um aparelho para produção de um artigo abrasivo revestido que compreende:uma primeira trajetória de manta para uma ferramenta de produção tendo uma superfície de dispensação com uma pluralidade de cavidades, sendo que a primeira trajetória de manta guia a ferramenta de produção através do aparelho para produção de um artigo abrasivo revestido, de modo que ela envolva uma porção da circunferência externa de um cilindro de transferência de partícula abrasiva;uma segunda trajetória de manta para uma camada de suporte revestida com resina guiando a camada de suporte revestida com resina através do aparelho para produção de um artigo abrasivo revestido, de modo que ela envolva uma porção da circunferência externa do cilindro de transferência de partícula abrasiva, sendo que a camada de resina é posicionada de frente para a superfície de dispensação, e a ferramenta de produção é posicionada entre a camada de suporte revestida com resina e a circunferência externa do cilindro de transferência de partícula abrasiva; eum alimentador de partícula abrasiva, posicionado antes do cilindro de transferência de partícula abrasiva na direção de movimento da ferramenta de produção, ao longo da primeira trajetória de manta, para dispensar partículas abrasivas sobre a superfície de dispensação e no interior da pluralidade de cavidades; esendo que as partículas abrasivas são transferidas a partir da pluralidade de cavidades até a camada de suporte revestida com resina, à medida que a camada de suporte revestida com resina e a ferramenta de produção passam em torno do cilindro de transferência de partícula abrasiva.
[0190]Em uma quinquagésima terceira modalidade, a presente revelação fornece o aparelho para produção de um artigo abrasivo revestido da quinquagésima segunda modalidade, sendo que a ferramenta de produção compreende um elemento carreador que tem uma superfície de dispensação e uma superfície posterior oposta à superfície de dispensação, sendo que o elemento carreador tem uma pluralidade de cavidades formadas no mesmo, sendo que a pluralidade de cavidades se estende para o interior do elemento carreador da superfície de dispensação em direção à superfície posterior, sendo que ao menos uma porção da pluralidade de cavidades compreende uma primeira, segunda, terceira, e quarta paredes laterais adjacentes consecutivas, sendo que a primeira e terceira paredes laterais se afunilam continuamente para dentro uma em direção à outra e entram em contato uma com a outra em uma linha, e sendo que a segunda e quarta paredes laterais não entram em contato uma com a outra.
[0191]Em uma quinquagésima quarta modalidade, a presente revelação fornece o aparelho para produção de um artigo abrasivo revestido da quinquagésima segunda modalidade, sendo que a ferramenta de produção compreende um elemento carreador que tem uma superfície de dispensação e uma superfície posterior oposta à superfície de dispensação, sendo que o elemento carreador tem uma pluralidade de cavidades formadas no mesmo, sendo que, em uma base respectiva, cada uma das cavidades se estende de uma primeira abertura na superfície de dispensação através do elemento carreador até uma segunda abertura na superfície posterior, e sendo que a segunda abertura é menor que a primeira abertura.
[0192]Em uma quinquagésima quinta modalidade, a presente revelação fornece o aparelho para produção de um artigo abrasivo revestido da quinquagésima segunda modalidade, sendo que a ferramenta de produção compreende um elemento carreador que tem um superfície de dispensação, uma superfície posterior oposta à superfície de dispensação, e uma camada compressível resiliente presa à superfície posterior do elemento carreador; e sendo que o elemento carreador tem uma pluralidade de cavidades formadas no mesmo, sendo que, em sua base respectiva, cada uma das cavidades se estende de uma primeira abertura na superfície de dispensação através do elemento carreador até uma segunda abertura na superfície posterior, e sendo que a segunda abertura é menor que a primeira abertura.
[0193]Em uma quinquagésima sexta modalidade, a presente revelação fornece o aparelho para produção de um artigo abrasivo revestido da quinquagésima quinta modalidade, sendo que a camada compressível resiliente compreende uma pluralidade de aberturas, e sendo que cada uma das aberturas é alinhada a uma das cavidades, de modo que uma abertura se estende da superfície de dispensação através do elemento carreador e através da camada compressível resiliente.
[0194]Em uma quinquagésima sétima modalidade, a presente revelação fornece o aparelho para produção de um artigo abrasivo revestido da quinquagésima segunda modalidade, sendo que a ferramenta de produção compreende um elemento carreador que tem uma superfície de dispensação e uma superfície posterior oposta à superfície de dispensação, sendo que o elemento carreador tem cavidades formadas no mesmo, e sendo que o elemento carreador compreende ao menos dois elementos separadores em relevo orientados longitudinalmente dispostos na superfície de dispensação.
[0195]Em uma quinquagésima oitava modalidade, a presente revelação fornece o aparelho para produção de um artigo abrasivo revestido de qualquer uma da quadragésima segunda a quinquagésima sétima modalidade, que compreende um elemento de auxílio de preenchimento posicionado entre o cilindro de transferência de partícula abrasiva e o alimentador de partícula abrasiva, na direção de movimento da ferramenta de produção ao longo da primeira trajetória de manta, para mover partículas abrasivas na superfície de dispensação para dentro das cavidades.
[0196]Em uma quinquagésima nona modalidade, a presente revelação fornece o aparelho para produção de um artigo abrasivo revestido da quinquagésima oitava modalidade, sendo que o elemento de auxílio de preenchimento compreende uma escova.
[0197]Em uma sexagésima modalidade, a presente revelação fornece o aparelho para produção de um artigo abrasivo revestido de qualquer uma da quinquagésima segunda a quinquagésima nona modalidade, que compreende um elemento de remoção de partícula abrasiva posicionado entre o cilindro de transferência de partícula abrasiva e o alimentador de partícula abrasiva na direção de movimento da ferramenta de produção, ao longo da primeira trajetória de manta, para remover partículas abrasivas em excesso da superfície de dispensação.
[0198]Em uma sexagésima primeira modalidade, a presente revelação fornece o aparelho para produção de um artigo abrasivo revestido da sexagésima modalidade, sendo que o elemento de remoção de partícula abrasiva compreende uma faca de ar para soprar partículas abrasivas em excesso da superfície de dispensação.
[0199]Em uma sexagésima segunda modalidade, a presente revelação fornece o aparelho para produção de um artigo abrasivo revestido de qualquer uma da quinquagésima segunda a sexagésima primeira modalidade, sendo que a superfície de dispensação é inclinada depois do alimentador de partícula abrasiva, de modo que a elevação da pluralidade de cavidades aumenta na direção de movimento da ferramenta de produção ao longo da primeira trajetória de manta.
[0200]Em uma sexagésima terceira modalidade, a presente revelação fornece o aparelho para produção de um artigo abrasivo revestido de qualquer uma da quinquagésima segunda a sexagésima segunda modalidade, sendo que a superfície de dispensação é invertida à medida que a ferramenta de produção envolve o cilindro de transferência de partícula abrasiva.
[0201]Em uma sexagésima quarta modalidade, a presente revelação fornece o aparelho para produção de um artigo abrasivo revestido de qualquer uma da quinquagésima segunda a sexagésima terceira modalidade, sendo que uma fonte de vibração é acoplada ao cilindro de transferência de partícula abrasiva.
[0202]Em uma sexagésima quinta modalidade, a presente revelação fornece o aparelho para produção de um artigo abrasivo revestido da quinquagésima quarta modalidade, sendo que o cilindro de transferência de partícula abrasiva tem uma circunferência externa elastomérica.
[0203]Em uma sexagésima sexta modalidade, a presente revelação fornece o aparelho para produção de um artigo abrasivo revestido da quinquagésima quarta modalidade, sendo que o cilindro de transferência de partícula abrasiva tem uma pluralidade de aberturas na circunferência externa em comunicação fluída com uma fonte interna de ar pressurizado contido no interior do cilindro de transferência de partícula abrasiva.
[0204]Em uma sexagésima sétima modalidade, a presente revelação fornece o aparelho para produção de um artigo abrasivo revestido da quinquagésima quarta modalidade, que compreende uma caixa de vácuo situada adjacente à superfície posterior, posicionada próxima ao alimentador de partícula abrasiva.
[0205]Em uma sexagésima oitava modalidade, a presente revelação fornece um aparelho para produção de um artigo abrasivo revestido que compreende:uma ferramenta de produção que tem uma superfície de dispensação com uma pluralidade de cavidades situadas na circunferência externa de um cilindro de transferência de partícula abrasiva; uma trajetória de manta para uma camada de suporte revestida com resina guiando a camada de suporte revestida com resina através do aparelho para produção de um artigo abrasivo revestido, de modo que envolva uma porção da circunferência externa do cilindro de transferência de partícula abrasiva, com a camada de resina posicionada de frente para a superfície de dispensação; eum alimentador de partícula abrasiva, para dispensar partículas abrasivas sobre a superfície de dispensação e no interior da pluralidade de cavidades; esendo que as partículas abrasivas são transferidas da pluralidade de cavidades até a camada de suporte revestida com resina, à medida que passam em torno do cilindro de transferência de partícula abrasiva.
[0206]Em uma sexagésima nona modalidade, a presente revelação fornece o aparelho para produção de um artigo abrasivo revestido da sexagésima oitava modalidade, sendo que a ferramenta de produção compreende uma luva posicionada na circunferência externa do cilindro de transferência de partícula abrasiva.
[0207]Em uma septuagésima modalidade, a presente revelação fornece o aparelho para produção de um artigo abrasivo revestido da sexagésima oitava modalidade, sendo que a pluralidade de cavidades é formada na superfície externa do cilindro de transferência de partícula abrasiva.
[0208]Em uma septuagésima primeira modalidade, a presente revelação fornece o aparelho para produção de um artigo abrasivo revestido de qualquer uma da sexagésima oitava a septuagésima modalidade, sendo que o alimentador de partícula abrasiva é posicionado para dispensar partículas abrasivas sobre a superfície de dispensação antes do centro em ponto morto do cilindro de transferência de partícula abrasiva, em relação a sua direção de rotação.
[0209]Em uma septuagésima segunda modalidade, a presente revelação fornece o aparelho para produção de um artigo abrasivo revestido da septuagésima primeira modalidade, que compreende um elemento de restrição de partícula abrasiva posicionado de maneira adjacente à superfície de dispensação antes do centro em ponto morto do cilindro de transferência de partícula abrasiva, em relação a sua direção de rotação, para retardar a queda livre das partículas abrasivas fornecidas à superfície de dispensação pelo alimentador de partícula abrasiva.
[0210]Em uma septuagésima terceira modalidade, a presente revelação fornece o aparelho para produção de um artigo abrasivo revestido da septuagésima segunda modalidade, sendo que o elemento de restrição de partícula abrasiva compreende uma placa inclinada para deslizar as partículas abrasivas em excesso.
[0211]Os objetivos e as vantagens desta revelação são adicionalmente ilustrados pelos exemplos não limitadores a seguir, mas os materiais específicos e suas quantidades mencionadas nestes exemplos, e também outras condições e outros detalhes, não devem ser interpretados como limitando indevidamente esta revelação.
[0212]Exceto onde especificado em contrário, todas as partes, porcentagens, razões etc., nos exemplos e no restante do relatório descritivo estão em peso.
[0213]Os artigos abrasivos revestidos dos Exemplos 1 e 2 e dos Exemplos Comparativos A e B foram discos de fibra preparados e testados conforme descrito abaixo.
[0214]Partículas abrasivas conformadas foram preparadas de acordo com a revelação da patente US n° 8.142.531 (Adefris et al.). As partículas abrasivas conformadas foram preparadas por moldagem de alumina sol-gel em cavidades de molde de polipropileno em formato de triângulo equilátero com um comprimento lateral de 2,8 mm (0,110 polegadas) e uma profundidade de molde de 0,71 mm (0,028 polegadas). As partículas abrasivas conformadas disparadas tinham cerca de 1,37 mm (comprimento lateral) x 0,027 mm de espessura, e passariam através de uma peneira com uma rede de tamanho 16 (equivalente Tyler 14) ASTM.
[0215]Uma resina básica foi preparada misturando-se 49 partes de resina fenólica resólica (à base de condensado catalisado, com uma razão molar entre de 1,5:1 a 2.1:1 de fenol: formaldeído), 41 partes de carbonato de cálcio (HUBERCARB, Huber Engineered Materials, de Quincy, IL, EUA) e 10 partes de água foram adicionadas à mistura. 3,8 gramas desta mistura foram, então, aplicados através de uma escova a uma manta de fibra vulcanizada de 17,8 cm (7 pol) de diâmetro x 0,83 mm de espessura (DYNOS VULCANIZED FIBRE, DYNOS GmbH, de Troisdorf, Alemanha) tendo um orifício central de 2,22 cm (0,875 pol).
[0216]Uma ferramenta de produção tendo aberturas triangulares orientadas verticalmente, em geral configurada conforme mostrado nas Figuras de 3A a 3C ((sendo que o comprimento = 1,875 mm, a largura = 0,785 mm, a profundidade = 1,62 mm, a largura do fundo = 0,328 mm), dispostas em uma matriz retangular (sendo que o espaçamento em termos de tamanho = 1,978 mm, o espaçamento em termos de largura = 0,886 mm) com todas as dimensões longas na mesma direção)), foi então preenchida com as partículas abrasivas conformadas, com o auxílio de golpes leves. As partículas abrasivas conformadas acima daquelas acomodadas nas cavidades da ferramenta foram removidas por escovação. A ferramenta de produção contendo partículas abrasivas conformadas foi então colocada próxima e alinhada ao disco adesivo revestido, e invertida para depositar as partículas abrasivas conformadas em um padrão preciso espaçado e orientado no disco adesivo revestido. Cerca de 57 partículas por cm2 foram aplicadas.
[0217]O peso das partículas abrasivas conformadas transferidas para cada disco foi de 7,3 gramas. A resina de revestimento básico foi curada termicamente (a 70°C durante 45 minutos, a 90°C durante 45 minutos, seguido de a 105°C durante 3 horas). Cada disco foi, então, revestido com uma resina de encolamento fenólica contendo criolita convencional, e curado (a 70°C durante 45 minutos, a 90°C durante 45 minutos, seguido de a 105°C durante 3 horas). Cada disco foi, então, revestido com uma resina de alto encolamento contendo KBF4 convencional, e curado (a 70°C durante 45 minutos, a 90°C durante 45 minutos, seguido de a 105°C durante 15 horas).
[0218]Os discos abrasivos revestidos acabados foram deixados para equilibrarem-se em umidade ambiente por uma semana, seguida de 2 dias a 50% de umidade relativa antes do teste. Os resultados do Teste de Disco Abrasivo são registrados na Tabela 1.
[0219]O artigo abrasivo do Exemplo 2 foi preparado de maneira idêntica ao do Exemplo 1, exceto pelo fato de que a ferramenta de produção tem cavidades conformadas dispostas em uma matriz radial regular, com a direção de comprimento perpendicular à direção radial. Cerca de 38 partículas por cm2 foram, dessa forma, aplicadas.
[0220]O Exemplo Comparativo A teve um disco de fibra contendo grânulos de alumina cerâmica triturados, comercialmente disponível sob a designação 3M 985C FIBER DISC, GRADE 36, 18 centímetros (7 polegadas), junto à 3M Company, de Saint Paul, MN, EUA.
[0221]O Exemplo Comparativo B teve um disco de fibra contendo partículas abrasivas conformadas de alumina cerâmica, comercialmente disponível sob a designação 3M 987C FIBER DISC, GRADE 36+, 18 centímetros (7 polegadas), junto à 3M Company.
[0222]O Teste de Disco Abrasivo simula a eficácia abrasiva para nivelar e mesclar um cordão de solda em uma peça de trabalho. Um disco de fibra de 12 cm (7 pol) de diâmetro a ser avaliado foi montado em um amolador de ângulo reto (CLECO 1760BVL, 3 HP) com o uso de uma placa de apoio reforçada vermelha de 16,5 cm (6,5 pol) (peça 3M n° 051144-80514). As peças de trabalho eram pares de placas pré-pesadas de aço inoxidável 304L, de 15,2 cm (6 pol) x 30,5 cm (12 pol) x 0,95 cm (3/8 pol) de espessura, que estavam isentas de óleo e escamas. Uma das peças de trabalho de aço inoxidável foi presa para expor uma face de 15,2 cm (6 pol) x 30,5 cm (12 pol) para abrasão, e outra foi presa para expor uma face de 0,95 cm (3/8 pol) x 30,5 cm (12 pol) para abrasão. O amolador de ângulo reto foi ativado e o disco abrasivo foi impulsionado contra a face de 15,2 cm (6 pol) x 30,5 cm (12 pol) durante 45 segundos, seguidos por 15 segundos contra a face de 0,95 cm (3/8 pol) x 30,5 cm (12 pol). Os pares de peças de trabalho foram pesados novamente para se determinar a quantidade de material removido durante este primeiro ciclo de abrasão, e então resfriados em água e secos. Este ciclo de abrasão foi, então, repetido até que a quantidade de material removido fosse 50% daquela do primeiro ciclo de abrasão. Os resultados do teste foram registrados como corte (gramas de metal removidos) vs. número do ciclo de teste.
[0223]Os Exemplos 3 a 5 e o Exemplo Comparativo C eram esteiras revestidas com abrasivo, e foram preparadas e testadas conforme descrito abaixo.
[0224]Um tecido de poliéster não tratado que tem um peso de 300 a 400 gramas por metro quadrado (g/m2), obtido sob a designação comercial POWERSTRAIT, junto à Milliken & Company, de Spartanburg, SC, EUA, foi pré- encolado com uma composição consistida de 75 partes de resina epóxi EPON 828 (éter bisfenol A diglicidila, junto à Resolution Performance Products, de Houston, TX, EUA), 10 partes de triacrilato de trimetilol propano (obtido sob a designação SR351, junto à Cytec Industrial Inc., de Woodland Park, NJ, EUA), 8 partes de agente de cura tipo dicianodiamida (obtido sob a designação DICYANEX 1400B, junto à Air Products and Chemicals, de Allentown, PA, EUA), 5 partes de resina tipo novolaca (obtida sob a designação RUTAPHEN 8656, junto à Momentive Specialty Chemicals Inc., de Columbus, OH, EUA), 1 parte de 2,2-dimetoxi-2-fenilacetofenona (obtido como fotoiniciador sob a designação IRGACURE 651, junto à BASF Corp., de Florham Park, NJ, EUA), e 0,75 partes de 2-propilimidazol (obtido sob a designação ACTIRON NXJ-60 LIQUID, junto à Synthron, de Morganton, NC, EUA). Uma tira de 10,16 cm x 114,3 cm desta camada de suporte foi ligada a uma placa de partícula laminada de 15,2 cm x 121,9 cm x 1,9 cm de espessura. A camada de suporte de tecido foi revestida com 183 g/m2 de resina fenólica básica consistida de 52 partes de resina fenólica resólica (obtida sob a designação GP 8339 R-23155B, junto à Georgia Pacific Chemicals, de Atlanta, GA, EUA), 45 partes de metassilicato de cálcio (obtido sob a designação WOLLASTOCOAT, junto à NYCO Company, de Willsboro, NY, EUA), e 2,5 partes de água, usando-se uma espátula para preencher a trama da camada de suporte e remover resina em excesso. As partículas abrasivas (partículas abrasivas conformadas preparadas de acordo com a revelação da patente US n° 8.142.531 (Adefris et al.), tendo comprimentos laterais nominais iguais de 1,30 mm, e uma espessura de 0,27 mm, e um ângulo de parede lateral de 98 graus) foram colocadas em uma ferramenta de produção de 6,35 x 10,16 cm, com uma matriz de aberturas triangulares orientadas verticalmente, em geral configurada conforme mostrado nas Figuras de 3A a 3C (sendo que comprimento = 1,698 mm, largura = 0,621 mm, profundidade = 1,471 mm, largura do fundo = 0,363 mm), disposta em uma matriz retangular (passo no comprimento = 2,68 mm, passo na largura = 1,075 mm) com suas dimensões de comprimento alinhadas a um ângulo de 2 graus em relação à dimensão longitudinal da camada de suporte (isto é, quase paralelas), com o uso de vibração e uma escova para remover mineral em excesso. Onze de tais ferramentas foram alinhadas de extremidade a extremidade, e montadas em uma segunda placa de partícula de 15,2 cm x 121,9 cm x 1,9 cm de espessura, para se assegurar que ao menos uma tira de revestimento abrasivo de 111 cm tenha sido gerada. Um orifício de 1,0 cm de diâmetro foi perfurado através da espessura no ponto médio da dimensão de 15,2 cm, e a aproximadamente 2,54 cm de cada extremidade de ambas as placas de partícula laminadas. Uma base foi construída, a qual tinha pinos verticais de 0,95 cm de diâmetro em cada extremidade para se encaixarem aos orifícios nas placas de partícula e, assim, alinhar o posicionamento em primeiro lugar da ferramenta preenchida com partícula abrasiva (com o lado aberto para cima), e, em seguida, da camada de suporte revestida com resina básica (com o lado revestido para baixo). Várias garras de mola foram afixadas às placas de partícula para manter a construção firme. O conjunto preso foi removido dos pinos, virado (com a camada de suporte agora com o lado revestido para cima e a ferramenta com o lado aberto para baixo) e colocado de volta na base com o uso dos pinos para manter o alinhamento. A parte traseira da placa de partícula laminada foi golpeada levemente de maneira repetida com um martelo para transferir cerca de 35 partículas abrasivas por cm2 à camada de suporte revestida com resina básica. As garras de mola foram removidas e a placa superior cuidadosamente removida dos pinos, de modo que o mineral transferido não fosse derrubado para o lado. A fita foi removida e a camada de suporte abrasiva foi colocada em um forno a 90°C durante 1,5 horas, para curar parcialmente a resina básica. Uma resina de encolamento (756 g/m2) consistida de 29,42 partes de resina fenólica resólica (obtida sob a designação GP 8339 R-23155B, junto à Georgia Pacific Chemicals, de Atlanta, GA, EUA), 18,12 partes de água, 50,65 partes de criolita (obtida sob a designação RTN Cryolite, junto à TR International Trading Co., de Houston, TX, EUA), 59 partes de óxido de alumínio marrom FRPL grau 40 (obtido junto à Treibacher Schleifmittel AG, de Villach, Austria, EUA) e 1,81 partes de tensoativo (obtido sob a designação EMULON A, junto à BASF Corp., de Mount Olive, NJ, EUA) foi pincelada e a tira revestida foi colocada em um forno a 90°C durante 1 hora, seguida de 8 horas para uma cura final a 102°C. Após a cura, a tira de abrasivo revestido foi convertida em uma esteira com o uso de práticas de separação de adesivo convencionais.
[0225]O Exemplo 4 foi preparado de maneira idêntica ao Exemplo 3, exceto pelo fato de que as cavidades da ferramenta estavam posicionadas com sua dimensão de comprimento perpendicular à dimensão de comprimento da camada de suporte.
[0226]O Exemplo 5 foi uma réplica do Exemplo 4.
[0227]O teste de esteira abrasiva foi usado para avaliar a eficácia de esteiras abrasivas da invenção e comparativas. Esteiras de teste tinham uma dimensão de 10,16 cm x.91,44 cm. A peça de trabalho era uma barra de aço inoxidável 304 que foi apresentada à esteira abrasiva ao longo de sua extremidade de 1,9 cm x 1,9 cm. Uma roda de contato de borracha de 20,3 cm de diâmetro, durômetro Shore A 70, serrilhada (uma razão de 1:1 de terra para sulco) foi usada. A esteira foi levada até 5.500 SFM. A peça de trabalho foi impulsionada contra a parte central da esteira a uma blenda de forças normais de 45 a 67 newtons (de 10 a 15 libras (de 4,53 a 6,8 kg)). O teste consistiu em medir a perda de peso da peça de trabalho após 15 segundos de abrasão (1 ciclo). A peça de trabalho foi então resfriada e testada novamente. O teste foi concluído após 60 ciclos de teste. O corte em gramas foi registrado após cada ciclo. Os resultados do teste são registrados na Tabela 2 (abaixo).

[0228]Todas as referências, patentes ou pedidos de patente citados no pedido acima para autorização de patente são aqui incorporados a título de referência em sua totalidade, ou porções específicas dos mesmos, de maneira consistente. No caso de inconsistências ou contradições entre porções das referências incorporadas a este pedido, prevalecerão as informações na descrição precedente. A descrição precedente, oferecida com a finalidade de permitir que o versado na técnica pratique a revelação reivindicada, não deve ser interpretada como limitadora do escopo da revelação que é definido pelas reivindicações e todos os equivalentes às mesmas.
Claims (10)
1. Método para fabricação de uma camada abrasiva dotada de um padrão em uma camada de suporte revestida com resina (114), CARACTERIZADO pelo fato de que compreende as etapas de:fornecer uma ferramenta de produção (200) tendo uma superfície de dispensação (212) com cavidades (220), sendo que cada cavidade tem um eixo de cavidade longitudinal perpendicular à superfície de dispensação (212) e uma profundidade, D, ao longo do eixo de cavidade longitudinal;selecionar partículas abrasivas alongadas tendo um comprimento, L, ao longo de um eixo de partícula longitudinal maior que uma largura, W, ao longo de um eixo transversal perpendicular ao eixo de partícula longitudinal, sendo que a profundidade, D, das cavidades (220) está entre 0,5 L e 2 L;suprir um excesso das partículas abrasivas alongadas à superfície de dispensação (212), de modo que sejam fornecidas mais partículas abrasivas alongadas do que o número de cavidades (220);preencher uma maior parte das cavidades (220) na superfície de dispensação (212) com uma partícula abrasiva alongada disposta em uma cavidade individual, de modo que o eixo de partícula longitudinal esteja paralelo à cavidade longitudinal;remover uma fração restante das partículas abrasivas alongadas em excesso não dispostas dentro de uma cavidade após a etapa de preenchimento da superfície de dispensação (212);alinhar a camada de suporte revestida com resina (114) à superfície de dispensação (212) com a camada de resina voltada para a superfície de dispensação (212);transferir as partículas abrasivas alongadas nas cavidades (220) para a camada de suporte revestida com resina, e afixar as partículas abrasivas alongadas à camada de resina; e remover a ferramenta de produção (200) para expor a camada abrasiva dotada de um padrão na camada de suporte revestida com resina (114).
2. Método, de acordo com a reivindicação 1, CARACTERIZADO pelo fato de que a profundidade, D, está entre 1,1 L e 1,5 L, e as partículas abrasivas alongadas dispostas nas cavidades (220) residem na ferramenta de produção (200) abaixo da superfície de dispensação (212).
3. Método, de acordo com a reivindicação 1 ou 2, CARACTERIZADO pelo fato de que compreende mover as partículas abrasivas alongadas por toda a superfície de dispensação (212) com um elemento de auxílio de preenchimento (120), após a etapa de fornecimento, para direcionar as partículas abrasivas alongadas para dentro das cavidades (220).
4. Método, de acordo com qualquer uma das reivindicações 1 a 3, CARACTERIZADO pelo fato de que a superfície de dispensação (212) está posicionada para permitir que a força da gravidade deslize as partículas abrasivas alongadas para dentro das cavidades (220) durante a etapa de preenchimento, e a superfície de dispensação (212) seja invertida durante a etapa de transferência para permitir que a força da gravidade deslize as partículas abrasivas alongadas que estão fora das cavidades (220).
5. Método, de acordo com qualquer uma das reivindicações 1 a 4, CARACTERIZADO pelo fato de que a etapa de transferência compreende empurrar as partículas abrasivas alongadas com um elemento de contato para mover as partículas abrasivas alongadas lateralmente ao longo do eixo de cavidade longitudinal.
6. Método, de acordo com qualquer uma das reivindicações 1 a 5, CARACTERIZADO pelo fato de que a etapa de transferência compreende soprar ar para dentro das cavidades (220) para mover as partículas abrasivas alongadas lateralmente ao longo do eixo de cavidade longitudinal.
7. Método, de acordo com qualquer uma das reivindicações 1 a 6, CARACTERIZADO pelo fato da etapa de transferência compreender vibrar a ferramenta de produção (200).
8. Método, de acordo com qualquer uma das reivindicações 1 a 7, CARACTERIZADO pelo fato de que as cavidades (220) se afunilam para dentro ao se moverem ao longo do eixo de cavidade longitudinal da superfície de dispensação (212).
9. Método, de acordo com qualquer uma das reivindicações 1 a 8, CARACTERIZADO pelo fato de que as cavidades (220) possuem um perímetro externo de cavidade circundando o eixo de cavidade longitudinal, e as partículas abrasivas alongadas terem um perímetro externo de partícula abrasiva circundando o eixo de partícula longitudinal, e o formato do perímetro externo da cavidade é igual ao formato do perímetro externo da partícula abrasiva.
10. Método, de acordo com qualquer uma das reivindicações 1 a 9, CARACTERIZADO pelo fato de que as partículas abrasivas alongadas compreendem triângulos equiláteros, e a largura das partículas abrasivas alongadas ao longo do eixo de partícula longitudinal é nominalmente igual.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US61/919,992 | 2013-12-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| BR112016014934B1 true BR112016014934B1 (pt) | 2021-12-28 |
Family
ID=
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10675734B2 (en) | Coated abrasive article maker apparatus | |
| US10611001B2 (en) | Method of making a coated abrasive article | |
| US11707816B2 (en) | Coated abrasive article with multiplexed structures of abrasive particles and method of making | |
| KR102447902B1 (ko) | 코팅된 연마 용품 및 그의 제조 방법 | |
| WO2015100018A1 (en) | Abrasive particle positioning systems and production tools therefor | |
| EP4045230B1 (en) | Coated abrasive articles and method of making the same | |
| BR112016014934B1 (pt) | Método para fabricação de uma camada abrasiva dotada de um padrão em uma camada de suporte revestida com resina |