WO2013084977A1 - Liquid-permeable non-woven fabric - Google Patents
Liquid-permeable non-woven fabric Download PDFInfo
- Publication number
- WO2013084977A1 WO2013084977A1 PCT/JP2012/081609 JP2012081609W WO2013084977A1 WO 2013084977 A1 WO2013084977 A1 WO 2013084977A1 JP 2012081609 W JP2012081609 W JP 2012081609W WO 2013084977 A1 WO2013084977 A1 WO 2013084977A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- nonwoven fabric
- fibers
- liquid
- fineness
- Prior art date
Links
Images






















Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/492—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres by fluid jet
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15707—Mechanical treatment, e.g. notching, twisting, compressing, shaping
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/51104—Topsheet, i.e. the permeable cover or layer facing the skin the top sheet having a three-dimensional cross-section, e.g. corrugations, embossments, recesses or projections
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/51121—Topsheet, i.e. the permeable cover or layer facing the skin characterised by the material
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/512—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its apertures, e.g. perforations
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/492—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres by fluid jet
- D04H1/495—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres by fluid jet for formation of patterns, e.g. drilling or rearrangement
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15707—Mechanical treatment, e.g. notching, twisting, compressing, shaping
- A61F2013/15715—Shaping or making outer layers
Definitions
- the present invention relates to a liquid-permeable nonwoven fabric suitable for use in body fluid treatment products such as disposable diapers and sanitary napkins.
- Liquid-permeable nonwoven fabrics are conventionally known.
- the nonwoven fabric described in JP2009-30218A contains 100-30% by weight of thermoplastic synthetic fiber having a fineness of 1-17 dtex and a fiber length of 10-150 mm.
- a plurality of ridges extending in the machine direction at the time of manufacturing the nonwoven fabric and a plurality of valleys extending in the machine direction between adjacent ridges are formed.
- This nonwoven fabric is used, for example, as a liquid-permeable inner sheet that covers an absorbent body of a sanitary napkin.
- thermoplastic synthetic fiber when the fineness of the thermoplastic synthetic fiber is small, the fiber becomes low in rigidity, and the nonwoven fabric feels soft, but the raised portion is compressed by the body pressure of the wearer of the body fluid treatment product. If so, it may be difficult to quickly return the raised portion to the state before being compressed. As a result, in the body fluid treatment article, it is difficult to obtain the action / effect produced by the raised portions.
- this invention is a liquid-permeable nonwoven fabric which has a plurality of ridges parallel to each other on the upper surface and can be used as an inner sheet of a body fluid treatment article, and treats loose stool and menstrual blood containing solids and moisture
- the problem is to provide a nonwoven fabric that is particularly suitable.
- the present invention for solving the above-described problems has a length direction, a width direction, and a thickness direction orthogonal to each other, and the upper surface of the upper surface and the lower surface facing each other in the thickness direction is the lower surface.
- a plurality of ridges are formed to protrude in the direction from the upper surface to the upper surface and extend in the length direction, and the ridges adjacent to each other in the width direction are connected to each other in the width direction, and are thermoplastic.
- the present invention relates to a liquid-permeable nonwoven fabric made of synthetic fibers.
- thermoplastic synthetic fiber includes a plurality of first fibers and a plurality of second fibers having different finenesses, and the first fibers have a fineness in a range of 0.8 to 1.9 dtex, and the nonwoven fabric In the thickness direction, at least the raised portion forms an upper portion of the nonwoven fabric including the upper surface.
- the second fiber has the fineness in a range of 2.0-6.0 dtex, and the nonwoven fabric includes the lower surface in the thickness direction of the nonwoven fabric, at least in the raised portion, below the upper portion. The lower part is formed.
- the fineness of the first fiber is at least 0.5 dtex smaller than the fineness of the second fiber.
- the nonwoven fabric has a mass per unit area in the range of 12-45 g / m 2 and contains 10-50 mass% of the first fibers.
- the average deviation of the friction coefficient in the length direction at the raised portion is smaller than 0.01.
- the first fiber and the second fiber are hydrophilized.
- the first fiber is a core-sheath type composite fiber having a core component and a sheath component, and the melting temperature of the core component is higher than the melting temperature of the sheath component.
- the volume ratio of the core component and the sheath component appearing in the radial cross section is in the range of 30: 70-70: 30.
- the second fiber is a core-sheath type composite fiber having a core component and a sheath component, and the melting temperature of the core component is higher than the melting temperature of the sheath component.
- the volume ratio of the core component to the sheath component is in the range of 30: 70-70: 30.
- the titanium oxide content of the core component in the first fiber is in the range of 0.5-4 mass%
- the titanium oxide content of the core component in the second fiber is The titanium oxide content in the first fibers is less than the titanium oxide content in the second fibers in the range of 2-6% by mass.
- the liquid-permeable nonwoven fabric according to the present invention has a raised portion extending in the length direction on the upper surface thereof, and at least at the raised portion, the upper portion in the thickness direction is a first portion having a thickness of 0.8 to 1.9 dtex.
- the upper surface becomes a portion having a soft touch. Since the lower portion of the raised portion is formed of the second fiber, even if the raised portion is compressed from above by body pressure or the like, it easily returns to the state before being compressed.
- a liquid-permeable non-woven fabric When a liquid-permeable non-woven fabric is used as an inner sheet of a body fluid treatment product and the first fiber having a small fineness forms an upper portion having a small fiber gap, it is included in loose stool or menstrual blood excreted on the inner sheet. While the solid content remains in the upper part of the inner surface sheet, the moisture contained in the soft stool and menstrual blood is transferred from the top of the raised portion to the skirt region by the capillary action that occurs between the first fibers, and the skirt portion It is possible to make a quick transition to the absorbent body covered by.
- wire cut surface of FIG. The elements on larger scale of an inner surface sheet.
- FIG. 17 is a figure which shows the distribution number of the end surface of the fiber in FIG. 17,
- (b) is a figure which shows the distribution number in (a) graphically.
- FIG. The same figure as FIG. 14 about the nonwoven fabric of FIG. The figure similar to FIG. 15 about the nonwoven fabric of the comparative example 2.
- FIG. 17 about the nonwoven fabric of the comparative example 2.
- FIG. 18 is a figure which shows the distribution number of FIG.
- liquid-permeable nonwoven fabric The details of the liquid-permeable nonwoven fabric will be described below using an open-type disposable diaper, which is an example of use of the liquid-permeable nonwoven fabric according to the present invention.
- An open-type disposable diaper 1 illustrated in FIG. 1 has an hourglass-type chassis 2 and a rectangular absorbent part 3 attached to the chassis 2, and the length direction LD, the width direction WD, and the thickness direction of the diaper 1.
- Each of the TDs is indicated by a double-headed arrow.
- the length direction LD may be referred to as the front-rear direction LD.
- the upper side in the thickness direction TD means the inner surface side of the diaper 1
- the lower side in the thickness direction TD means the outer surface side of the diaper 1.
- the chassis 2 has a front waistline region 6 in front of the front-rear direction LD, a rear waistline region 7 behind, and a crotch region 8 interposed between the front and rear waist regions 6 and 7. Tape fasteners 11 are attached to both side edge portions 9 of the rear waistline region 7.
- the chassis 2 is made of a nonwoven fabric formed of thermoplastic synthetic fibers, a film formed of thermoplastic synthetic resin, a laminate of these nonwoven fabrics and films, or the like.
- polyethylene fiber or polypropylene fiber, composite fiber of polyethylene and polypropylene, composite fiber of polyethylene and polyester, or the like is used as the thermoplastic synthetic fiber, and polyethylene is used as the film.
- the absorber 3 includes a body fluid-absorbing core material 13, a liquid-permeable inner surface sheet 16 that covers the upper surface 14 of the core material 13, and a liquid-impermeable outer surface sheet 17 that covers the lower surface 15 of the core material 13.
- the core material 13 is formed of a water-absorbing material aggregate 13a (see FIG. 2) such as an aggregate of water-absorbing fibers such as pulverized pulp or an aggregate of water-absorbing fibers and highly water-absorbing polymer particles. It is made by making it liquid and coating with a liquid diffusing wrapping sheet 13b.
- An example of the wrapping sheet 13b is tissue paper.
- the superabsorbent polymer particles contained in the core material 13 are well-known in the field of disposable diapers.
- polyacrylic acid or starch-acrylonitrile copolymer hydrolyzate can be used.
- the inner surface sheet 16 is made of the liquid-permeable nonwoven fabric according to the present invention. The details of the liquid-permeable nonwoven fabric are as described later.
- the outer sheet 17 is formed of a thermoplastic synthetic resin film such as polyethylene.
- a preferable outer sheet 17 is formed of a gas-impermeable and liquid-impermeable film.
- the outer sheet 17 may also be formed of a non-woven fabric. In the diaper 1 in that case, the chassis 2 including a liquid-impermeable film is used.
- a leg elastic portion 18 extending in the front and rear direction LD in the crotch region 8 is interposed, and a waist elastic member extending in the width direction WD in the rear waist region 7 19 is interposed.
- the outer surface sheet 17, the core material 13, and the inner surface sheet 16 are located above the chassis 2, that is, on the inner surface side of the chassis 2. Yes.
- the core material 13 is formed by covering the aggregate 13a with a wrapping sheet 13b.
- the inner surface sheet 16 is sometimes called a surface sheet, and has a lower surface 22 formed substantially flat and an upper surface 21 in which a plurality of raised portions 25 are arranged in the width direction WD.
- the chassis 2 and the outer sheet 17 that overlap each other, the outer sheet 17 and the wrapping sheet 13 b, and the wrapping sheet 13 b and the inner sheet 16 are joined together via a hot melt adhesive (not shown).
- the aggregate 13 a and the wrapping sheet 13 b may also be bonded through a hot melt adhesive.
- the bulge 25 is exaggerated in size to clearly show its presence.
- FIG. 3 is a partial perspective view of the inner sheet 16 used in FIGS.
- the inner sheet 16 is obtained by cutting a nonwoven fabric 31 (see FIG. 4) formed of a thermoplastic synthetic fiber 30 that has been subjected to a hydrophilic treatment into a required size, and the upper surface 21 is substantially parallel to each other.
- a plurality of raised portions 25 extending in the front-rear direction LD are formed.
- Each of the raised portions 25 has a top portion 26 and a skirt portion 27 that extends from the top portion 26 in the width direction WD, and adjacent ridge portions 25 are connected to each other by the ridge portions 27.
- the bottom portions 27 cooperate to form a valley portion 28 extending in the front-rear direction LD.
- the cross section in the width direction WD of the inner sheet 16 is a part of the thermoplastic synthetic fiber 30 that has a small fineness and a part of the fiber 30 that has a fineness.
- a large second fiber 42 is visible.
- the first fibers 41 form an upper portion 43 including the upper surface 21 at least in the raised portion 25, and the second fibers 42 are lower including the lower surface 22 in at least the raised portion 25.
- a portion 44 is formed.
- the fiber gap 45 formed by the first fibers 41 tends to be smaller than the fiber gap 46 formed by the second fibers 42.
- the fiber gaps 45 and 46 in the valley portion 28 formed by connecting the bottom portions 27 of the adjacent raised portions 25 are respectively formed below the top portion 26 of the raised portion 25.
- a through hole 51 is formed in the valley portion 28 so as to draw an approximately oval shape.
- the through-holes 51 are arranged intermittently in the front-rear direction LD of each valley portion 28.
- the preferred through hole 51 has a dimension in the front-rear direction LD of 1.5 to 3.5 mm and a dimension in the width direction WD of 0.3-1. It is in the range of 5 mm.
- An example of the first and second fibers 41 and 42 and the fiber gaps 45 and 46 is shown in FIG.
- the inner surface sheet 16 used for covering at least the upper surface of the core material 13 has a mass per unit area in the range of 12-45 g / m 2 .
- the first fibers 41 preferably occupy 10-50%.
- the first fiber 41 is a core-sheath type composite fiber having a fineness in the range of 0.8 to 1.9 dtex and a fiber length in the range of 30 to 60 mm, and the second fiber 42 has a fineness of 2.
- a core-sheath type composite fiber having a range of 0-6.0 dtex and a fiber length of 30-60 mm is used.
- the fineness of the first fiber 41 is at least 0.5 dtex smaller than the fineness of the second fiber 42.
- the fiber length here means a value when the fiber is extended straight.
- these core-sheath type composite fibers those in which the core component and the sheath component are in a concentric relationship or in an eccentric relationship can be used.
- the thermoplastic synthetic resin forming the core component one having a melting temperature higher than the melting temperature of the thermoplastic synthetic resin forming the sheath component is used.
- the volume ratio of the core component to the sheath component in the first fiber 41 is preferably in the range of 30: 70-70: 30, and the volume ratio of the core component to the sheath component in the second fiber 42 is also 30: 70- Preferably it is in the range of 70:30.
- first and second fibers 41 and 42 polyethylene terephthalate (PET) having a melting point of 260 ° C. is used for the core component, and high density polyethylene (HDPE) having a melting point of 130 ° C. is used for the sheath component. used.
- PET polyethylene terephthalate
- HDPE high density polyethylene
- the soft stool in the top portion 26 of the raised portion 25 of the inner sheet 16 has hydrophilic water contained therein. It passes through the valley portion 28 and is absorbed by the core member 13 while descending the skirt portion 27 through the plurality of first fibers 41 that have been subjected to the chemical treatment and intersect with each other to form a small fiber gap 45. Further, in the soft stool in the valley portion 28, moisture contained in the stool passes through the valley portion 28 and is absorbed by the core member 13.
- the valley portion 28 is in a state where the first fibers 41, the second fibers 42, the first fibers 41 and the second fibers 42 are close to each other, and the thickness is thin, the permeation of moisture toward the core member 13 is prevented. Easy. Further, in the through holes 51, moisture is quickly absorbed by the core material 13 without passing through the inner surface sheet 16.
- the solid part of the loose stool remains at the upper portion 43 of the inner surface sheet 16 formed by the first fibers 41 both at the top portion 26 of the raised portion 25 and at the bottom portion 27.
- the inner sheet 16 can change soft stool into low fluidity by separating soft stool into moisture and solid content and absorbing the moisture into the core material 13. It is a preferable material in preventing the side leakage of soft stool.
- the raised portions 25 are not easily crushed due to the presence of the second fibers 42 having a high fineness.
- the second fiber 42 acting in this manner has higher rigidity than the first fiber 41 and is difficult to give a soft touch to the wearer of the diaper 1, but the lower portion 44 formed by the second fiber 42.
- the inner sheet 16 When the worn diaper 1 is to be replaced or discarded, the inner sheet 16 absorbs bodily fluids and hides the dirty color of the core material 13 to prevent the color from entering the eye. In some cases, it may be preferable.
- the upper portion 43 of the inner sheet 16 is formed by the first fibers 41 having a small fineness, and the first fibers 41 are in an aggregated state so as to form a small fiber gap 45. Compared with the case where the second fibers 42 are formed with large second fibers 42 and the second fibers 42 form large fiber gaps, it is easier to conceal the color of the core material 13. In such 1st fiber 41, in order to reduce the transparency of a fiber, the quantity of the titanium oxide added can be made small.
- the amount of titanium oxide added to 4% by mass or more with respect to the core component can be reduced to less than 4% by mass in the core component of the first fiber 41. it can.
- the titanium oxide content of the core component in the preferred first fiber 41 is in the range of 0.5-4 mass%, and the titanium oxide content of the core component in the preferred second fiber 42 is in the range of 2-6 mass%.
- the titanium oxide content in the first fibers 41 is less than the titanium oxide content in the second fibers 42.
- Titanium oxide can be added to the sheath component instead of the core component, or can be added to the core component and the sheath component.
- the liquid-permeable nonwoven fabric 31 obtained in the process shown in FIG. 4 becomes the inner sheet 16 when it is cut into a required dimension.
- the process of FIG. 4 will be described as follows.
- the second fibers 42 are supplied to the first card machine 201 to obtain the first web 211.
- the first fibers 41 are supplied to the second card machine 202 to obtain the second web 212, which is superimposed on the first web 211 to obtain the composite web 213.
- the composite web 213 is placed on the peripheral surface of the suction drum 203.
- the suction drum 203 has a fixed inner cylinder 203a and a breathable outer cylinder 203b that is concentric with the inner cylinder 203a and rotates in the machine direction MD.
- the composite web 213 is placed on the peripheral surface of the outer cylinder 203b and advances in the machine direction MD at a required speed, for example, 100 m / min, together with the outer cylinder 203b.
- a suction zone 203c is formed in the inner cylinder 203a.
- a first manifold 204 and a second manifold 205 are installed above the suction zone 203c, and an outer cylinder 203b is interposed between the suction zone 203c and the first and second manifolds 204 and 205.
- the nozzle 204a of the first manifold 204 and the nozzle 205a of the second manifold 205 are aligned so as to be parallel to the machine direction MD, and each nozzle has a required opening diameter, for example, a diameter of 1 mm.
- heated air that has passed through a heater (not shown) set to a required temperature, for example, 200 ° C., becomes the first jet air 206 and is jetted toward the composite web 213.
- the injection amount of the first jet air 206 is adjusted by the injection pressure, and is injected at a rate of, for example, 10 Nl / m 2 with respect to the unit surface area of the composite web 213.
- heated air that has passed through a heater (not shown) set to a required temperature, for example, 280 ° C., becomes second jet air 207 from each nozzle 205a of the second manifold 205 toward the composite web 213.
- the second jet air 207 is jetted at a rate of, for example, 23 Nl / m 2 with respect to the unit surface area of the composite web 213 with the jet pressure adjusted.
- the first jet air 206 and the second jet air 207 are sequentially injected, so that the first fibers 41 and the second fibers 42 located immediately below the nozzles 204 a and 205 a have the width of the composite web 213.
- the first trough is formed directly below the nozzle, and the first bulge is formed between the nozzle 204a and the nozzle 204a and the nozzle 205a and the nozzle 205a arranged in the cross direction CD.
- the part is formed in advance.
- the composite web 213 passes through the dryer 208.
- heated air 209 having a temperature capable of melting the surface of the first fiber 41 and / or the second fiber 42 is blown to the composite web 213, and the first fibers 41 are welded, more preferably The two fibers 42 are welded together, more preferably the first fibers 41 and the second fibers 42 are also welded, and the already formed primary bulge and primary valley are easily deformed.
- the dimension in the machine direction MD of the dryer 208 is adjusted so that the heated air 209 can be blown to the composite web 213 for a required time.
- the dryer 208 can also apply suction to the heated air 209 below the endless belt 208a traveling in the machine direction MD.
- the composite web 213 exiting the dryer 208 becomes a liquid-permeable nonwoven fabric 31 that can be used as the inner sheet 16 when it is cooled to room temperature.
- FIG. 5 is a diagram illustrating the positions of the nozzles 204a and 205a in the first and second manifolds 204 and 205 illustrated in FIG.
- the first and second manifolds 204 and 205 extend in a cross direction CD orthogonal to the machine direction MD, and the nozzle 204a and the nozzle 205a are aligned in the machine direction MD.
- Pitch of the nozzles 204a and the nozzles 205a arranged in the cross direction CD (the distance between the centers) is p 2.
- FIGS. 6A and 6B are partial views of the peripheral surface of the outer cylinder 203b in the suction drum 203 illustrated in FIG. 4, and air-permeable through holes 223 formed on the peripheral surface are distributed.
- An embodiment is shown.
- the through holes 223 having a diameter of 0.2-1 mm are uniformly distributed on the peripheral surface of the outer cylinder 203b.
- the area ratio occupied by the through holes 223 on the peripheral surface is preferably 15-40%.
- opening portions 221 and non-opening portions 222 formed by gathering through holes 223 on the peripheral surface of the outer cylinder 203 b appear alternately in the circumferential direction ( Formed so as to appear alternately in the machine direction MD).
- the opening 221 has a circumferential dimension of 2-4 mm and extends in the entire cross direction CD.
- the non-opening portion 222 has a circumferential dimension of 1.5-3 mm and extends in the entire cross direction CD.
- the outer cylinder 203b in the mode of FIG. 6B is used when obtaining the inner surface sheet 16 of the mode of FIG. 3, and the outer cylinder 203b in the mode of FIG. 6A is illustrated in FIG. It is used when the inner sheet 16 is obtained.
- the first and second jet airs 206 and 207 act on the composite web 213 located in the non-opening portion 222 using the outer cylinder 203b in the mode of FIG.
- the fiber 41 and the second fiber 42 move to both sides in the cross direction CD, and a through hole 51 (see FIG. 3) is formed.
- Example The liquid-permeable nonwoven fabric as an Example was manufactured using the process of FIG. 4, and the item shown below was evaluated about the liquid-permeable nonwoven fabric. Moreover, the nonwoven fabric as a comparative example was also manufactured and evaluated similarly to the Example.
- the production conditions and evaluation results of the nonwoven fabrics of the examples and comparative examples are shown in Table 1. Production conditions include the difference in fineness between the first fibers 41 and the second fibers 42, the sum of the masses per unit area of the first fibers 41 and the second fibers 42, and the first fibers 41 in the sum of the masses. The percentage of mass occupied is also shown. Further, “presence / absence of jet air treatment” in Table 1 means presence / absence of use of the first jet air 206 and the second jet air 207 in the step of FIG.
- Table 1 also shows the aspect of the nonwoven fabric.
- the “type II” in the “structure in the thickness direction” in the aspect is the first fiber 41 in which the upper portion 43 and the lower portion 44 (see FIG. 2) in the thickness direction of the liquid-permeable nonwoven fabric have different fineness.
- the second fiber 42 “Type I” means that the non-woven fabric is the first fiber 41 or the second fiber 42, and the non-woven fabric does not include the upper portion 43 and the lower portion 44 as in Type II. I mean. “Presence / absence of raised portion” indicates whether or not the raised portion 45 illustrated in FIG. 2 is formed.
- the “non-flat (non-flat)” non-woven fabric in the “presence / absence of raised portions” was obtained in the step where the third step 103 was omitted from the step of FIG.
- the “pitch of the raised portion” means the pitch p 1 (distance between the centers, see FIG. 2) of the plurality of raised portions 25 formed in the liquid-permeable nonwoven fabric of the example and the nonwoven fabric of the comparative example. .
- the pitch p 1 is a value measured according to the following procedure (see FIG. 7).
- Procedure for measuring pitch p 1 of raised portion 25 Red watercolor paint is uniformly applied to a 150 mm ⁇ 150 mm stainless steel plate shown in FIG. 2.
- a 100 mm ⁇ 100 mm liquid-permeable nonwoven fabric is prepared and placed on the stainless steel plate so that the raised portions face the stainless steel plate.
- a 1 kg weight is placed on the liquid-permeable nonwoven fabric so that a pressure of 10 gf / cm 2 is applied to the liquid-permeable nonwoven fabric. 4).
- the weight is removed, and a 100 mm ⁇ 100 mm filter paper (GRADE2 manufactured by Advantech Toyo Co., Ltd.) is placed on the liquid-permeable non-woven fabric colored in red at the top of the raised portion, and a pressure of 10 gf / cm 2 is placed on the filter paper. 1 kg of weight is placed and left for 10 seconds. 5.
- the weight and the filter paper are removed from the liquid-permeable nonwoven fabric to obtain a filter paper on which the red color of the raised portion is transferred as a line. 6).
- the filter paper for the red line arbitrarily selected and the eleventh line from the line, the center in the width direction of the line is determined, the distance between the centers of both lines is measured, and 1/10 of the distance is calculated.
- the pitch of the raised portion is measured in the same manner for the nonwoven fabric of the comparative example.
- “Presence / absence of through holes” in “nonwoven fabric” in Table 1 means that in the third step 103 of FIG. 4, the outer cylinder 203b of the suction drum 203 used the one illustrated in FIG. FIG. 6B shows the difference in whether the example is used.
- the outer cylinder 203b is of the form shown in FIG. 6A, an inner surface sheet 16 (liquid permeable nonwoven fabric 31) as illustrated in FIG. 9 is obtained, and the liquid permeable nonwoven fabric 31, that is, the inner sheet 16 is formed.
- the first fibers 41 are uniformly distributed on the upper surface 21.
- the outer cylinder 203b has the configuration shown in FIG. 6B, an oval through hole 51 is formed in the trough portion 28 as in the inner surface sheet 16 (liquid permeable nonwoven fabric 31) illustrated in FIG. .
- Evaluation item 1 Thickness and specific volume (1) The thickness was measured in a state where a load of 3 gf / cm 2 was applied to a liquid-permeable nonwoven fabric having a size of 100 mm ⁇ 100 mm, and the average value of the measured values for 10 liquid-permeable nonwoven fabrics The thickness under a load of 3 gf / cm 2 (t 0 ). (2) From the mass of 10 liquid permeable nonwoven fabrics having a size of 100 mm ⁇ 100 mm, the mass per sheet (w 0 ) is determined in units of g / cm 2 , and the value of t 0 / w 0 is 3 gf / cm. The specific volume under a load of 2 was used.
- At least 10 filter papers having a size of 100 mm ⁇ 100 mm are stacked, and the mass of the entire filter paper is measured with an electronic balance (mass A).
- a liquid-permeable nonwoven fabric having a size of 100 mm ⁇ 100 mm is placed on the stacked filter paper.
- a cylinder with an inner diameter of 20 mm fixed to the pedestal is placed on the liquid-permeable nonwoven fabric.
- each member is allowed to stand for 1 minute, and then the pedestal on which the cylinder is fixed and the filter paper are removed from the liquid-permeable nonwoven fabric.
- the mass of the entire filter paper is measured with an electronic balance (mass B). g.
- the contact is applied with a load of 50 gf, pressed against a measurement sample (liquid permeable nonwoven fabric) applied with a tension of 20 gf / cm in a horizontal state, and moved 2 cm at a speed of 1 mm / second in the direction of the applied tension.
- the coefficient of friction and the average deviation during the movement of the contact are obtained.
- the friction coefficient of the liquid-permeable nonwoven fabric is measured only in the direction in which the raised portions 25 in FIG. 2 extend, that is, in the machine direction MD in FIG. (4)
- the liquid-permeable nonwoven fabric having a small average deviation of the friction coefficient has a small change in the friction coefficient in the machine direction MD in the raised portion 25 and has a smooth touch.
- Example 1 In the first step 101 of FIG. 4, a composite fiber having the following configuration is supplied to the first card machine 201 as the second fiber 42 to obtain a first web 211 having a mass per unit area of 18 g / m 2 .
- Core component Polyethylene terephthalate (PET, melting point 260 ° C.)
- Sheath component High density polyethylene (HDPE, melting point 130 ° C)
- Volume ratio of core component to sheath component 40:60 Titanium oxide added to the core component: 4% by mass
- Hydrophilic treatment agent coating amount 0.4% by mass
- the second card machine 202 in the second step 102 of FIG. 4 is supplied with a composite fiber having the following configuration as the first fiber 41 to obtain a second web 212 having a mass per unit area of 7 g / m 2 .
- Core component PET (melting point 260 ° C.)
- Sheath component HDPE (melting point 130 ° C)
- Volume ratio of core component to sheath component 50:50 Titanium oxide added to the core component: 2.5% by mass
- Hydrophilic treatment agent coating amount 0.4% by mass
- the peripheral surface of FIG. 6B was applied to the outer cylinder 203b of the suction drum 203, and the usage conditions of the first and second manifolds 204 and 205 were set as follows.
- the circumferential dimension of the opening 221 is set to 2.6 mm
- the circumferential dimension of the non-opening part 222 is set to 2.4 mm.
- the area ratio occupied by the through holes 223 was 22.16%.
- the air temperature was set to 135 ° C., and the composite web 213 was allowed to stay for 5 seconds.
- the first web 211, the second web 212, and the composite web 213 were run in the machine direction at a speed of 100 m / min.
- Table 1 shows the configuration and evaluation results of the liquid-permeable nonwoven fabric of Example 1 obtained under the above conditions.
- Example 2 A liquid-permeable nonwoven fabric of Example 2 was obtained in the same manner as in Example 1 except that the second fibers 42 had a fineness of 3.3 dtex, a fiber length of 38 mm, and a crimp number of 15 / inch.
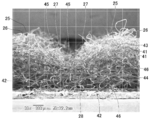
- the liquid-permeable nonwoven fabric of Example 2 it cut
- the obtained cut surface was observed with an electron microscope (Real Surface View Microscope VE-7800 manufactured by Keyence Corporation), and an enlarged photograph 30 times the cut surface was taken. The enlarged photograph is shown as FIG. The cut surface corresponds to the cross section appearing in FIG.
- the lower surface of the liquid-permeable nonwoven fabric of the photograph is fixed to a horizontal surface via a double-sided adhesive tape.
- a plurality of horizontal lines and a plurality of vertical lines are drawn with a center-to-center distance of 0.5 mm.
- Example 3 A liquid-permeable nonwoven fabric of Example 3 was obtained in the same manner as in Example 1 except that the second fibers 42 had a fineness of 4.4 dtex, a fiber length of 38 mm, and a crimp number of 15 / inch.
- Example 4 A liquid-permeable nonwoven fabric of Example 4 was obtained in the same manner as in Example 3 except that the mass (usage amount) per unit area of the second fiber 41 and the second fiber 42 was changed.
- Example 5 A liquid-permeable nonwoven fabric of Example 5 was obtained in the same manner as Example 1 except that the second fibers 42 had a fineness of 5.6 dtex, a fiber length of 38 mm, and a crimp number of 15 / inch.
- Example 6 A liquid-permeable nonwoven fabric of Example 6 was obtained in the same manner as Example 2 except that the first fibers 41 had a fineness of 1.9 dtex.
- Example 7 In a third step 103 of FIG. 4, first, the nozzle pitch p 2 of the second manifold 204 and 205 in the 4mm, except for changing the pitch p 1 of the ridge 25 formed on liquid-pervious nonwoven fabric 4mm is In the same manner as in Example 1, a liquid-permeable nonwoven fabric of Example 7 was obtained.
- Example 8 A liquid-permeable nonwoven fabric of Example 8 was obtained in the same manner as Example 1 except that the first fibers 41 had a fineness of 1.1 dtex.
- Example 9 A liquid-permeable nonwoven fabric of Example 9 was obtained in the same manner as Example 1 except that the first fibers 41 had a fineness of 1.1 dtex and the pitch of the raised portions was 4 mm.
- Example 10 Nonwoven fabrics of Examples 10, 11, and 12 were obtained in the same manner as Example 1 except that the first fibers 41 had a fineness of 1.2, 1.4, and 1.6 dtex.
- Example 13 Implemented as the first fiber 41 except that the core component is polypropylene (PP), the sheath component is high-density polyethylene (HDPE), and the eccentric core-sheath composite fiber having a fineness of 1.0 dtex is used.
- PP polypropylene
- HDPE high-density polyethylene
- a liquid-permeable nonwoven fabric of Example 13 was obtained in the same manner as Example 1.
- Example 14 A liquid-permeable nonwoven fabric of Example 14 was obtained in the same manner as Example 13 except that the first fibers 41 had a fineness of 1.3 dtex.
- Example 15 A liquid-permeable nonwoven fabric of Example 15 was obtained in the same manner as Example 13 except that the first fibers 41 had a fineness of 1.7 dtex.
- Example 16 A nonwoven fabric of Example 16 was obtained in the same manner as in Example 1 except that the outer surface 203b of the suction drum 203 in the third step 103 of FIG. This nonwoven fabric does not have a through hole corresponding to the through hole 51 in FIG.
- Comparative Example 1 In the process of FIG. 4, the first fiber 41 is formed only in the same manner as in Example 1 except that the second fiber 42 of Example 1 and the first and third processes 101 and 103 are not used. A nonwoven fabric of Comparative Example 1 having a mass per unit area of 25 g / m 2 was obtained. This nonwoven fabric that did not use the third step 103 had no ridges and had a flat upper surface and lower surface.
- Comparative Example 3 (Comparative Example 3) In the step of FIG. 4, a nonwoven fabric of Comparative Example 3 was obtained in the same manner as Example 1 except that the third step 103 was not used. This nonwoven fabric had a flat upper surface and lower surface.
- Comparative Example 4 A nonwoven fabric of Comparative Example 4 was obtained in the same manner as in Example 4 except that the first fibers 41 of Example 4 had a fineness of 2.2 dtex and the second fibers 42 had a fineness of 3.3 dtex. .
- the liquid-permeable nonwoven fabric 31 according to the present invention described using the inner sheet 16 of the disposable diaper 1 as an example can also be used as an inner sheet in a body fluid treatment article such as a sanitary napkin or a urine absorbing pad.
- the liquid-permeable nonwoven fabric 31 when used as an inner sheet of a sanitary napkin can separate menstrual blood into moisture and solid content, and only the moisture can be absorbed by the absorbent core material.
- FIG. 11 is a view similar to FIG. 3 showing the position of the cross section when the cross section of the liquid-permeable nonwoven fabric 31 is observed.
- the section sec. Reference numeral 1 denotes a cross section extending in the width direction WD of the liquid-permeable nonwoven fabric 31 including the raised portion 25, the bottom portion 27 formed on both sides thereof, and the valley portion 28 also formed on both sides.
- Section sec. 2 means a cross section extending in the front-rear direction LD at the top 26 of the raised portion 25.
- Section sec. 3 denotes a cross section extending in the front-rear direction LD in one of the bottom portions 27 formed on both sides.
- the liquid-permeable nonwoven fabric 31 that was subjected to cross-sectional observation is the nonwoven fabric of Example 2 shown in Table 1.
- the nonwoven fabric of Comparative Example 2 was also subjected to cross-sectional observation.
- the same tools and procedures as those for taking the enlarged photograph of FIG. 10 were adopted.
- FIG. 12 shows a cross section sec. Including a raised portion 25 arbitrarily extracted from the nonwoven fabric 31 of Example 2, a bottom portion 27 in the raised portion 25, and a valley portion 28 in the raised portion 25.
- 1 is a photograph taken with a real surface view microscope VE-7800 magnified 30 times.
- the lower surface 22 of the nonwoven fabric 31 is fixed to a horizontal surface 72 via a double-sided adhesive tape 71.
- the photograph shows the section sec.
- a large number of horizontal lines and vertical lines are shown as a scale for 1.
- the distance between the centers of adjacent horizontal lines and vertical lines is 0.2 mm.
- Each of the sections formed by the horizontal line and the vertical line is provided with the symbols A, B, C,... In the width direction WD, and the symbols a, b, c,. It is attached in the direction TD.
- the sections a, b, c,... In the thickness direction TD are sections that start from the upper surface of the double-sided tape 71.
- FIG. 1 shows a large number of observed end faces 83 of the first fibers 41 and the second fibers 42.
- the position of each end face 83 has a section sec.
- a 30-times photograph of 1 was confirmed by further magnifying it 100 times with a real surface view microscope VE-7800.
- FIG. 13 shows the section sec. 1 is a reference diagram for facilitating understanding that an end face 83 exists in FIG.
- FIG. 13 is the same as the photograph in FIG. 12, but in the photograph of FIG. 13, the end face 83 is clearly shown by indicating each of the end faces 83 with a black circle with a white edge. .
- FIG. 14 shows the observation result of FIG. 12, and FIG. 14 (a) shows the sections A, B, C,... In the width direction WD and the sections a, TD in the thickness direction TD in FIG. End faces 83 observed in each of the zones Aa, Ab,..., Ba, Bb,..., Ra, Rb,. The number of is shown. That is, FIG. 14A shows the distribution of the number of end faces 83 in the raised portion 25, the bottom portion 27, and the valley portion 28 shown in FIG.
- FIG. 14 (b) creates a darkness scale of the zone that changes in accordance with the number of end faces 83 existing in each zone of FIG. 14 (a).
- the scale is shown in FIG. 14 (a). The result when applied to a zone is shown. As the number of diagonal lines in each zone increases and the zone looks darker, it means that a larger number of end faces 83 exist in the zone.
- the number of the end faces 83 is larger in the portion near the upper surface 21 of the nonwoven fabric 31 and smaller in the portion near the lower surface 22 in the raised portion 25 and the skirt portion 27. From this, it is considered that the first fibers 41 and the second fibers 42 tend to gather in a portion close to the upper surface 21. In the valley portion 28, the end surface 83 is distributed substantially uniformly between the upper surface 21 and the lower surface 22. In the raised portion 25, the first fibers 41 and the second fibers 42 are accumulated so as to draw an arc that protrudes upward in the thickness direction TD. It appears that a large gap 85 (see FIG. 12) is formed immediately above the double-sided tape 71.
- FIG. 15 shows a cross section sec. Of the raised portion 25 arbitrarily extracted from the nonwoven fabric 31 of Example 2. 2 is a photograph taken by enlarging 30 times. Section sec. For a photograph 30 times larger than 2, the section sec. The presence of the end face 83 was confirmed by magnifying it 100 times as in the case of 1. However, in FIG. 15, black spots similar to FIG. 13 for clearly showing the end face 83 are not shown.
- the section sec. For 2 a horizontal line and a vertical line are shown. The distance between the centers of the horizontal lines and the vertical lines is 0.2 mm.
- the sections formed by these lines are labeled A, B,... R and a, b,.
- 16A shows the end faces 83 observed in each of the zones Aa, Ab,... Ai, Ba, Bb,... Bi,. It is a figure similar to (a) of FIG. 14 which shows the number.
- FIG. 16 shows the results when the darkness scale of the zone created in the same manner as in (b) in FIG. 14 is applied to each zone in (a) in FIG.
- most of the end surface 83 is in a portion near the upper surface 21 of the raised portion 25, and only a few are in the portion near the lower surface 22. These things are considered to mean that the 1st, 2nd fibers 41 and 42 in the nonwoven fabric 31 are concentrated in the part close
- FIGS. 17 and 18 are sectional views of the raised portion 25 arbitrarily extracted from the nonwoven fabric of Example 2.
- 17 is a view showing the number of end faces 83 in FIG.
- the end faces 83 are uniformly distributed in the front-rear direction LD of the nonwoven fabric 31 and tend to gather in a portion near the lower surface 22 of the nonwoven fabric 31 in the thickness direction TD.
- FIGS. 19-24 are diagrams showing the observation results of the cross section of the nonwoven fabric of Comparative Example 2.
- FIGS. 19 and 20 show a cross section sec.
- a photograph was taken of a cross section in the width direction of the nonwoven fabric of Comparative Example 2 which was magnified 30 times, and the photograph was further magnified 100 times to confirm the presence of fiber end faces (see FIG. 19), the number of end faces that can be confirmed is shown in the same format as in FIGS. 14A and 14B (see FIG. 20).
- the photograph of FIG. 19 also shows each of a horizontal line and a vertical line having a center-to-center distance of 0.2 mm.
- the end faces of the fibers tend to be distributed almost uniformly in the entire width direction WD and thickness direction TD. That is, in the raised portion, the end face of the fiber is present in the same manner in the portion near the upper surface and the portion near the lower surface.
- FIGS. 15 and 16 are diagrams showing the results of observing the cross-section in the front-rear direction LD at the top of the raised portion in the same manner as in FIGS. 15 and 16 for the nonwoven fabric of Comparative Example 2.
- FIG. The end face of the fiber tends to be distributed almost uniformly in the front-rear direction LD and the thickness direction TD.
- FIG. 21 also shows a horizontal line and a vertical line each having a center-to-center distance of 0.2 mm.
- FIG. 23 and 24 are diagrams showing the results of observing the cross-section in the front-rear direction LD at the base portion of the nonwoven fabric of Comparative Example 2 in the same manner as in FIGS.
- the end face of the fiber tends to be distributed almost uniformly in the front-rear direction LD and the thickness direction TD.
- FIG. 23 also shows a horizontal line and a vertical line each having a center-to-center distance of 0.2 mm.
- the number of fiber end faces present in the zone depicted in the photograph indicates the number of fibers contained in the zone.
- the inside of the zone is shown.
- the number of fibers extending in the width direction WD or the thickness direction TD so as to bisect cannot be accurately shown.
- the end face 83 gathers mostly in the portion near the upper surface 21 and does not gather much in the portion near the lower surface 22. it can.
- the moisture contained in the loose stool excreted toward the upper surface 21 mainly passes along the upper surface 21 from the top portion 26 of the raised portion 25 through the bottom portion 27 and the valley portion 28.
- the first fibers 41 and the second fibers 42 are stacked so as to form an arc that protrudes upward in the thickness direction TD.
- the raised portion 25 is less likely to be crushed and acts to prevent the specific volume of the nonwoven fabric 31 from changing greatly, and the nonwoven fabric 31 can be quickly and elastically restored when released from the compression. It seems that it works to make it possible.
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Epidemiology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Veterinary Medicine (AREA)
- Public Health (AREA)
- General Health & Medical Sciences (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Nonwoven Fabrics (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
Provided is a liquid-permeable non-woven fabric which can be used suitably in an article for treating a body fluid.
The liquid-permeable non-woven fabric (31) is formed with a thermoplastic synthetic fiber (30) and has, on the upper surface (21) thereof, raised parts (25) which are parallel to each other and extend in the direction of length (LD) of the liquid-permeable non-woven fabric (31). Each of the raised parts (25) has a top part (26) and skirt parts (27). The thermoplastic synthetic fiber (30) comprises a first fiber (41) and a second fiber (42). The first fiber (41) has a fineness ranging from 0.8 to 1.9 dtex and forms a thickness-direction (TD) upper part (43) including the upper surface (21) as observed in the thickness direction (TD) of the liquid-permeable non-woven fabric (31), and the second fiber (42) has a fineness ranging from 2.0 to 6.0 dtex and forms a thickness-direction (TD) lower part (44) including a lower surface (22) as observed in the thickness direction (TD) of the liquid-permeable non-woven fabric (31). The fineness of the first fiber (41) is smaller by at least 0.5 dtex than that of the second fiber (42).
Description
この発明は、使い捨ておむつや生理用ナプキン等の体液処理用品に使用するのに好適な透液性不織布に関する。
The present invention relates to a liquid-permeable nonwoven fabric suitable for use in body fluid treatment products such as disposable diapers and sanitary napkins.
熱可塑性合成繊維で形成された不織布であって、厚さ方向において互いに対向する上面と下面とを有し、その上面には互いに並行して一方向へ延びる複数条の隆起部が形成されている透液性の不織布は従来公知である。
A nonwoven fabric formed of thermoplastic synthetic fibers, having a top surface and a bottom surface facing each other in the thickness direction, and a plurality of ridges extending in one direction parallel to each other are formed on the top surface Liquid-permeable nonwoven fabrics are conventionally known.
例えば、特開2009-30218号公報(特許文献1)に記載された不織布は、1-17dtexの繊度と10-150mmの繊維長とを有する熱可塑性合成繊維を100-30重量%を含むもので、その不織布の上面には、不織布製造時における機械方向へ延びる複数条の隆起部と、隣り合う隆起部どうしの間において機械方向へ延びる複数条の谷部とが形成されている。この不織布は、例えば生理用ナプキンの吸収体を被覆する透液性の内面シートとして使用される。
For example, the nonwoven fabric described in JP2009-30218A (Patent Document 1) contains 100-30% by weight of thermoplastic synthetic fiber having a fineness of 1-17 dtex and a fiber length of 10-150 mm. On the upper surface of the nonwoven fabric, a plurality of ridges extending in the machine direction at the time of manufacturing the nonwoven fabric and a plurality of valleys extending in the machine direction between adjacent ridges are formed. This nonwoven fabric is used, for example, as a liquid-permeable inner sheet that covers an absorbent body of a sanitary napkin.
透液性不織布の上面に互いに並行する複数条の隆起部が形成されている不織布は、それが使い捨ておむつや生理用ナプキン等の体液処理用品における吸収体を被覆する内面シートとして使用されたときに、その不織布を形成している熱可塑性合成繊維の繊度が大きいと、繊維が剛性の高いものになって、表面の肌触りが柔軟性に乏しいものになるとか、繊維どうしの間隙が大きくなりがちで、繊維どうしの間への体液の拡散が遅くなるとかということがある。その結果として、内面シートにおける体液の拡散が遅い乳幼児用の使い捨ておむつでは、軟便の横漏れを防ぐことが難しいという場合がある。また、熱可塑性合成繊維の繊度が小さいときには、繊維が剛性の低いものになって、不織布の肌触りが柔軟性に富むものにはなるが、体液処理用品の着用者の体圧によって隆起部が圧縮されると、その隆起部は圧縮される前の状態にまで速やかに復帰することが難しいという場合がある。その結果として、その体液処理用品では、隆起部どうしが奏する作用・効果を得ることが難しくなる。
When a nonwoven fabric in which a plurality of ridges parallel to each other are formed on the upper surface of a liquid-permeable nonwoven fabric, when the nonwoven fabric is used as an inner sheet that covers an absorbent body in a body fluid treatment article such as a disposable diaper or a sanitary napkin When the fineness of the thermoplastic synthetic fiber forming the nonwoven fabric is large, the fiber tends to have high rigidity, the surface feel is poor, or the gap between the fibers tends to be large. The diffusion of bodily fluids between the fibers may be slow. As a result, in the disposable diaper for infants whose diffusion of body fluid in the inner surface sheet is slow, it may be difficult to prevent side leakage of soft stool. Also, when the fineness of the thermoplastic synthetic fiber is small, the fiber becomes low in rigidity, and the nonwoven fabric feels soft, but the raised portion is compressed by the body pressure of the wearer of the body fluid treatment product. If so, it may be difficult to quickly return the raised portion to the state before being compressed. As a result, in the body fluid treatment article, it is difficult to obtain the action / effect produced by the raised portions.
この発明では、上面に互いに並行する複数条の隆起部を有し、体液処理用品の内面シートとして使用可能な透液性不織布であって、固形分と水分とを含む軟便や経血を処理することに好適である不織布の提供を課題にしている。
In this invention, it is a liquid-permeable nonwoven fabric which has a plurality of ridges parallel to each other on the upper surface and can be used as an inner sheet of a body fluid treatment article, and treats loose stool and menstrual blood containing solids and moisture The problem is to provide a nonwoven fabric that is particularly suitable.
前記課題を解決するためのこの発明は、互いに直交する長さ方向と幅方向と厚さ方向とを有し、前記厚さ方向において互いに対向する上面と下面とのうちの前記上面では、前記下面から前記上面へ向かう方向に隆起して前記長さ方向へ延びる複数条の隆起部が形成され、前記幅方向において隣り合う前記隆起部どうしが前記幅方向へ広がるそれぞれのすそ野部分でつながり、熱可塑性合成繊維で形成されている透液性不織布に係わる。
The present invention for solving the above-described problems has a length direction, a width direction, and a thickness direction orthogonal to each other, and the upper surface of the upper surface and the lower surface facing each other in the thickness direction is the lower surface. A plurality of ridges are formed to protrude in the direction from the upper surface to the upper surface and extend in the length direction, and the ridges adjacent to each other in the width direction are connected to each other in the width direction, and are thermoplastic. The present invention relates to a liquid-permeable nonwoven fabric made of synthetic fibers.
この透液性不織布において、この発明が特徴とするところは以下のとおりである。前記熱可塑性合成繊維が繊度の異なる複数条の第1繊維と複数条の第2繊維とを含み、前記第1繊維は、前記繊度が0.8-1.9dtexの範囲にあって、前記不織布の厚さ方向において、少なくとも前記隆起部では、前記上面を含む前記不織布の上方部分を形成している。前記第2繊維は、前記繊度が2.0-6.0dtexの範囲にあって、前記不織布の厚さ方向において、少なくとも前記隆起部では、前記上方部分の下方にあって前記下面を含む前記不織布の下方部分を形成している。前記第1繊維の繊度は、前記第2繊維の繊度よりも少なくとも0.5dtex小さい。
In this liquid-permeable nonwoven fabric, the features of the present invention are as follows. The thermoplastic synthetic fiber includes a plurality of first fibers and a plurality of second fibers having different finenesses, and the first fibers have a fineness in a range of 0.8 to 1.9 dtex, and the nonwoven fabric In the thickness direction, at least the raised portion forms an upper portion of the nonwoven fabric including the upper surface. The second fiber has the fineness in a range of 2.0-6.0 dtex, and the nonwoven fabric includes the lower surface in the thickness direction of the nonwoven fabric, at least in the raised portion, below the upper portion. The lower part is formed. The fineness of the first fiber is at least 0.5 dtex smaller than the fineness of the second fiber.
この発明の実施態様の一つにおいて、前記不織布は、単位面積当たりの質量が12-45g/m2の範囲にあり、前記第1繊維を10-50質量%含んでいる。
In one embodiment of the present invention, the nonwoven fabric has a mass per unit area in the range of 12-45 g / m 2 and contains 10-50 mass% of the first fibers.
この発明の実施態様の一つにおいて、前記隆起部における前記長さ方向の摩擦係数の平均偏差が0.01よりも小さい。
In one embodiment of the present invention, the average deviation of the friction coefficient in the length direction at the raised portion is smaller than 0.01.
この発明の実施態様の一つにおいて、前記第1繊維と前記第2繊維とが親水化処理されたものである。
In one embodiment of the present invention, the first fiber and the second fiber are hydrophilized.
この発明の実施態様の一つにおいて、前記第1繊維は、芯成分と鞘成分とを有する芯鞘型の複合繊維であって、前記芯成分の溶融温度が前記鞘成分の溶融温度よりも高く、径方向の断面にあらわれる前記芯成分と前記鞘成分との体積比が30:70-70:30の範囲にある。
In one embodiment of the present invention, the first fiber is a core-sheath type composite fiber having a core component and a sheath component, and the melting temperature of the core component is higher than the melting temperature of the sheath component. The volume ratio of the core component and the sheath component appearing in the radial cross section is in the range of 30: 70-70: 30.
この発明の実施態様の一つにおいて、前記第2繊維は、芯成分と鞘成分とを有する芯鞘型の複合繊維であって、前記芯成分の溶融温度が前記鞘成分の溶融温度よりも高く、前記芯成分と前記鞘成分との体積比が30:70-70:30の範囲にある。
In one embodiment of the present invention, the second fiber is a core-sheath type composite fiber having a core component and a sheath component, and the melting temperature of the core component is higher than the melting temperature of the sheath component. The volume ratio of the core component to the sheath component is in the range of 30: 70-70: 30.
この発明の実施態様の一つにおいて、前記第1繊維における前記芯成分の酸化チタン含有量が0.5-4質量%の範囲にあり、前記第2繊維における前記芯成分の酸化チタン含有量が2-6質量%の範囲にあって、前記第1繊維における前記酸化チタン含有量が前記第2繊維における前記酸化チタン含有量よりも少ない。
In one embodiment of the present invention, the titanium oxide content of the core component in the first fiber is in the range of 0.5-4 mass%, and the titanium oxide content of the core component in the second fiber is The titanium oxide content in the first fibers is less than the titanium oxide content in the second fibers in the range of 2-6% by mass.
この発明に係る透液性不織布は、その上面に長さ方向へ延びる隆起部を有するものであって、少なくともその隆起部では、厚さ方向における上方部分が0.8-1.9dtexの第1繊維によって形成され、下方部分が2.0-6.0dtexの第2繊維によって形成されることによって、前記上面は柔軟な肌触りを有する部位になる。隆起部は、その下方部分が第2繊維で形成されることによって、体圧等によって上方から圧縮されても、圧縮される前の状態に戻り易い。透液性不織布が体液処理用品の内面シートとして使用されていて、繊度の小さい第1繊維が繊維間隙の小さな上方部分を形成するときには、内面シートの上に排泄された軟便や経血に含まれた固形分が内面シートの上方部分に残る一方、軟便や経血に含まれた水分は第1繊維どうしの間に生じる毛管作用によって隆起部の頂部からすそ野部分へと移行し、さらにそのすそ野部分が覆う吸収体への速やかな移行が可能になる。
The liquid-permeable nonwoven fabric according to the present invention has a raised portion extending in the length direction on the upper surface thereof, and at least at the raised portion, the upper portion in the thickness direction is a first portion having a thickness of 0.8 to 1.9 dtex. By forming the lower portion with the second fiber having 2.0-6.0 dtex, the upper surface becomes a portion having a soft touch. Since the lower portion of the raised portion is formed of the second fiber, even if the raised portion is compressed from above by body pressure or the like, it easily returns to the state before being compressed. When a liquid-permeable non-woven fabric is used as an inner sheet of a body fluid treatment product and the first fiber having a small fineness forms an upper portion having a small fiber gap, it is included in loose stool or menstrual blood excreted on the inner sheet. While the solid content remains in the upper part of the inner surface sheet, the moisture contained in the soft stool and menstrual blood is transferred from the top of the raised portion to the skirt region by the capillary action that occurs between the first fibers, and the skirt portion It is possible to make a quick transition to the absorbent body covered by.
この発明に係る透液性不織布の使用例である開放型の使い捨ておむつを使用してその透液性不織布の詳細を説明すると、以下のとおりである。
The details of the liquid-permeable nonwoven fabric will be described below using an open-type disposable diaper, which is an example of use of the liquid-permeable nonwoven fabric according to the present invention.
図1に例示の開放型使い捨ておむつ1は、砂時計型のシャシー2と、シャシー2に取り付けられた矩形の吸収部3とを有し、おむつ1の長さ方向LDと幅方向WDと厚さ方向TDとのそれぞれが双頭矢印で示されている。図示例のおむつ1において、長さ方向LDは、前後方向LDと呼ばれることがある。厚さ方向TDの上方はおむつ1の内面側を意味し、厚さ方向TDの下方はおむつ1の外面側を意味している。
An open-type disposable diaper 1 illustrated in FIG. 1 has an hourglass-type chassis 2 and a rectangular absorbent part 3 attached to the chassis 2, and the length direction LD, the width direction WD, and the thickness direction of the diaper 1. Each of the TDs is indicated by a double-headed arrow. In the illustrated diaper 1, the length direction LD may be referred to as the front-rear direction LD. The upper side in the thickness direction TD means the inner surface side of the diaper 1, and the lower side in the thickness direction TD means the outer surface side of the diaper 1.
シャシー2は、前後方向LDの前方に前胴回り域6を有し、後方に後胴回り域7を有し、前後胴回り域6,7の間には股下域8が介在している。後胴回り域7の両側縁部9には、テープファスナ11が取り付けられている。シャシー2は、熱可塑性合成繊維で形成された不織布や熱可塑性合成樹脂で形成されたフィルム、これら不織布とフィルムとの積層体等によって作られている。シャシー2の一例において、熱可塑性合成繊維にはポリエチレン繊維やポリプロピレン繊維、ポリエチレンとポリプロピレンとの複合繊維、ポリエチレンとポリエステルとの複合繊維等が使用され、フィルムにはポリエチレンが使用される。
The chassis 2 has a front waistline region 6 in front of the front-rear direction LD, a rear waistline region 7 behind, and a crotch region 8 interposed between the front and rear waist regions 6 and 7. Tape fasteners 11 are attached to both side edge portions 9 of the rear waistline region 7. The chassis 2 is made of a nonwoven fabric formed of thermoplastic synthetic fibers, a film formed of thermoplastic synthetic resin, a laminate of these nonwoven fabrics and films, or the like. In an example of the chassis 2, polyethylene fiber or polypropylene fiber, composite fiber of polyethylene and polypropylene, composite fiber of polyethylene and polyester, or the like is used as the thermoplastic synthetic fiber, and polyethylene is used as the film.
吸収部3は、体液吸収性の芯材13と、芯材13の上面14を被覆する透液性の内面シート16と、芯材13の下面15を被覆する不透液性の外面シート17とを有する。内面シート16と外面シート17とは、芯材13の周縁から延出して互いに重なり合う部分においてホットメルト接着剤(図示せず)を介して接合している。芯材13は、粉砕パルプ等の吸水性繊維の集合体、吸水性繊維と高吸水性ポリマー粒子との集合体等の吸水性材料の集合体13a(図2参照)を透液性、または透液性にして液拡散性のラッピングシート13bで被覆することにより作られている。ラッピングシート13bの一例には、ティッシュペーパがある。芯材13に含まれる高吸水性ポリマー粒子は、使い捨ておむつの分野において周知のものであって、例えばポリアクリル酸やデンプン-アクリロニトリルコポリマーの加水分解物等を使用することができる。内面シート16は、この発明に係る透液性不織布によって作られている。その透液性不織布の詳細は後記のとおりである。外面シート17は、ポリエチレン等の熱可塑性合成樹脂のフィルムで形成されている。好ましい外面シート17は、通気不透液性のフィルムで形成されている。外面シート17はまた、不織布で形成される場合もあるが、その場合のおむつ1では、不透液性のフィルムを含むシャシー2が使用される。
The absorber 3 includes a body fluid-absorbing core material 13, a liquid-permeable inner surface sheet 16 that covers the upper surface 14 of the core material 13, and a liquid-impermeable outer surface sheet 17 that covers the lower surface 15 of the core material 13. Have The inner sheet 16 and the outer sheet 17 are joined via a hot melt adhesive (not shown) at a portion that extends from the peripheral edge of the core member 13 and overlaps each other. The core material 13 is formed of a water-absorbing material aggregate 13a (see FIG. 2) such as an aggregate of water-absorbing fibers such as pulverized pulp or an aggregate of water-absorbing fibers and highly water-absorbing polymer particles. It is made by making it liquid and coating with a liquid diffusing wrapping sheet 13b. An example of the wrapping sheet 13b is tissue paper. The superabsorbent polymer particles contained in the core material 13 are well-known in the field of disposable diapers. For example, polyacrylic acid or starch-acrylonitrile copolymer hydrolyzate can be used. The inner surface sheet 16 is made of the liquid-permeable nonwoven fabric according to the present invention. The details of the liquid-permeable nonwoven fabric are as described later. The outer sheet 17 is formed of a thermoplastic synthetic resin film such as polyethylene. A preferable outer sheet 17 is formed of a gas-impermeable and liquid-impermeable film. The outer sheet 17 may also be formed of a non-woven fabric. In the diaper 1 in that case, the chassis 2 including a liquid-impermeable film is used.
シャシー2と吸収部3との間には、股下域8において前後方向LDへ伸長状態で延びる脚回り弾性部18が介在するとともに、後胴回り域7において幅方向WDへ伸長状態で延びる胴回り弾性部材19が介在している。
Between the chassis 2 and the absorbing portion 3, a leg elastic portion 18 extending in the front and rear direction LD in the crotch region 8 is interposed, and a waist elastic member extending in the width direction WD in the rear waist region 7 19 is interposed.
図2に示されたおむつ1の切断面の厚さ方向TDにおいて、シャシー2の上方、すなわちシャシー2の内面側には、外面シート17と、芯材13と、内面シート16とが位置している。芯材13は、集合体13aをラッピングシート13bで被覆することにより形成されている。内面シート16は、表面シートと呼ばれることもあるものであって、ほぼ平坦に形成された下面22と、複数の隆起部25が幅方向WDに並ぶ上面21とを有している。好ましいおむつ1において、互いに重なり合うシャシー2と外面シート17、外面シート17とラッピングシート13b、ラッピングシート13bと内面シート16は、ホットメルト接着剤(図示せず)を介して接合している。また、芯材13において、集合体13aとラッピングシート13bもホットメルト接着剤を介して接合していることがある。図において、隆起部25は、その存在を明示するために大きさが誇張して示されている。
In the thickness direction TD of the cut surface of the diaper 1 shown in FIG. 2, the outer surface sheet 17, the core material 13, and the inner surface sheet 16 are located above the chassis 2, that is, on the inner surface side of the chassis 2. Yes. The core material 13 is formed by covering the aggregate 13a with a wrapping sheet 13b. The inner surface sheet 16 is sometimes called a surface sheet, and has a lower surface 22 formed substantially flat and an upper surface 21 in which a plurality of raised portions 25 are arranged in the width direction WD. In a preferred diaper 1, the chassis 2 and the outer sheet 17 that overlap each other, the outer sheet 17 and the wrapping sheet 13 b, and the wrapping sheet 13 b and the inner sheet 16 are joined together via a hot melt adhesive (not shown). Further, in the core material 13, the aggregate 13 a and the wrapping sheet 13 b may also be bonded through a hot melt adhesive. In the figure, the bulge 25 is exaggerated in size to clearly show its presence.
図3は、図1,2において使用されている内面シート16の部分斜視図である。内面シート16は、親水化処理された熱可塑性合成繊維30で形成された不織布31(図4参照)が所要の大きさに切断されたものであって、上面21には、互いに実質的に並行して前後方向LDへ延びる複数条の隆起部25が形成されている。隆起部25のそれぞれは、頂部26と、頂部26から幅方向WDへ広がるすそ野部分27とを有し、隣り合う隆起部25はすそ野部分27どうしでつながっている。そのすそ野部分27どうしは協働して、前後方向LDへ延びる谷間部分28を形成している。
FIG. 3 is a partial perspective view of the inner sheet 16 used in FIGS. The inner sheet 16 is obtained by cutting a nonwoven fabric 31 (see FIG. 4) formed of a thermoplastic synthetic fiber 30 that has been subjected to a hydrophilic treatment into a required size, and the upper surface 21 is substantially parallel to each other. Thus, a plurality of raised portions 25 extending in the front-rear direction LD are formed. Each of the raised portions 25 has a top portion 26 and a skirt portion 27 that extends from the top portion 26 in the width direction WD, and adjacent ridge portions 25 are connected to each other by the ridge portions 27. The bottom portions 27 cooperate to form a valley portion 28 extending in the front-rear direction LD.
図3から明らかなように、内面シート16の幅方向WDにおける断面には、熱可塑性合成繊維30の一部であって繊度が小さい第1繊維41と、繊維30の一部であって繊度の大きい第2繊維42とが見えている。内面シート16の厚さ方向TDにおいて、第1繊維41は、少なくとも隆起部25において、上面21を含む上方部分43を形成し、第2繊維42は、少なくとも隆起部25において、下面22を含む下方部分44を形成している。第1繊維41どうしが形成する繊維間隙45は、第2繊維42どうしが形成する繊維間隙46よりも小さくなる傾向にある。また、隣り合う隆起部25のすそ野部分27どうしがつながることによって形成された谷間部分28における繊維間隙45,46のそれぞれは、隆起部25の頂部26の下方に形成されている繊維間隙45,46のそれぞれよりも小さくなる傾向にある。谷間部分28には、ほぼ長円形を画く透孔51が形成されている。透孔51は、それぞれの谷間部分28の前後方向LDにおいて間欠的に並んでいる。透孔51の大きさに格別の規定はないが、好ましい透孔51は、前後方向LDの寸法が1.5-3.5mmの範囲にあり、幅方向WDの寸法が0.3-1.5mmの範囲にある。第1,第2繊維41,42と、繊維間隙45,46との実例は、後記図10に示されている。
As is clear from FIG. 3, the cross section in the width direction WD of the inner sheet 16 is a part of the thermoplastic synthetic fiber 30 that has a small fineness and a part of the fiber 30 that has a fineness. A large second fiber 42 is visible. In the thickness direction TD of the inner surface sheet 16, the first fibers 41 form an upper portion 43 including the upper surface 21 at least in the raised portion 25, and the second fibers 42 are lower including the lower surface 22 in at least the raised portion 25. A portion 44 is formed. The fiber gap 45 formed by the first fibers 41 tends to be smaller than the fiber gap 46 formed by the second fibers 42. Further, the fiber gaps 45 and 46 in the valley portion 28 formed by connecting the bottom portions 27 of the adjacent raised portions 25 are respectively formed below the top portion 26 of the raised portion 25. It tends to be smaller than each of the above. A through hole 51 is formed in the valley portion 28 so as to draw an approximately oval shape. The through-holes 51 are arranged intermittently in the front-rear direction LD of each valley portion 28. Although there is no particular limitation on the size of the through hole 51, the preferred through hole 51 has a dimension in the front-rear direction LD of 1.5 to 3.5 mm and a dimension in the width direction WD of 0.3-1. It is in the range of 5 mm. An example of the first and second fibers 41 and 42 and the fiber gaps 45 and 46 is shown in FIG.
芯材13の少なくとも上面を被覆するために使用されるものである内面シート16は、単位面積当たりの質量が12-45g/m2の範囲にある。その質量のうちで、第1繊維41は10-50%を占めていることが好ましい。第1繊維41には繊度が0.8-1.9dtexの範囲にあり、繊維長が30-60mmの範囲にある芯鞘型の複合繊維が使用され、第2繊維42には繊度が2.0-6.0dtexの範囲にあり、繊維長が30-60mmの範囲にある芯鞘型の複合繊維が使用される。ただし、第1繊維41は、その繊度が第2繊維42の繊度よりも少なくとも0.5dtex小さいものであることが好ましい。ここでいう繊維長は、繊維を直状に延ばしたときの値を意味している。これら芯鞘型の複合繊維には、芯成分と鞘成分とが同心の関係にあるもの、または偏心した関係にあるものを使用することができる。芯成分を形成する熱可塑性合成樹脂には、鞘成分を形成する熱可塑性合成樹脂の溶融温度よりも高い溶融温度を有するものが使用される。第1繊維41における芯成分と鞘成分との体積比は30:70-70:30の範囲にあることが好ましく、第2繊維42における芯成分と鞘成分との体積比もまた30:70-70:30の範囲にあることが好ましい。第1,第2繊維41,42の一例において、芯成分には260℃の融点を有するポエチレンテレフタレート(PET)が使用され、鞘成分には130℃の融点を有する高密度ポリエチレン(HDPE)が使用される。
The inner surface sheet 16 used for covering at least the upper surface of the core material 13 has a mass per unit area in the range of 12-45 g / m 2 . Of the mass, the first fibers 41 preferably occupy 10-50%. The first fiber 41 is a core-sheath type composite fiber having a fineness in the range of 0.8 to 1.9 dtex and a fiber length in the range of 30 to 60 mm, and the second fiber 42 has a fineness of 2. A core-sheath type composite fiber having a range of 0-6.0 dtex and a fiber length of 30-60 mm is used. However, it is preferable that the fineness of the first fiber 41 is at least 0.5 dtex smaller than the fineness of the second fiber 42. The fiber length here means a value when the fiber is extended straight. As these core-sheath type composite fibers, those in which the core component and the sheath component are in a concentric relationship or in an eccentric relationship can be used. As the thermoplastic synthetic resin forming the core component, one having a melting temperature higher than the melting temperature of the thermoplastic synthetic resin forming the sheath component is used. The volume ratio of the core component to the sheath component in the first fiber 41 is preferably in the range of 30: 70-70: 30, and the volume ratio of the core component to the sheath component in the second fiber 42 is also 30: 70- Preferably it is in the range of 70:30. In an example of the first and second fibers 41 and 42, polyethylene terephthalate (PET) having a melting point of 260 ° C. is used for the core component, and high density polyethylene (HDPE) having a melting point of 130 ° C. is used for the sheath component. used.
内面シート16がこのように形成されているおむつ1では、それが着用されて軟便が排泄されると、内面シート16のうちで隆起部25の頂部26にある軟便は、それに含まれる水分が親水化処理されていて互いに交差して小さな繊維間隙45を形成している複数条の第1繊維41を伝ってすそ野部分27を下りながら谷間部分28を透過して芯材13に吸収される。また、谷間部分28にある軟便は、それに含まれる水分が谷間部分28を透過して芯材13に吸収される。谷間部分28は、第1繊維41どうし、第2繊維42どうし、第1繊維41と第2繊維42が互いに接近した状態にあって厚さも薄いので、芯材13に向かっての水分の透過が容易である。また、透孔51では、水分が内面シート16を介することなく速やかに芯材13に吸収される。内面シート16では、隆起部25の頂部26においても、すそ野部分27においても、軟便のうちの固形分の大部分が第1繊維41の形成する内面シート16の上方部分43にとどまっている。内面シート16は、軟便をこのように水分と固形分とに分離して、その水分を芯材13に吸収させることによって、軟便を流動性の低いものに変化させることができるので、おむつ1における軟便の横漏れを防止するうえにおいて好ましい材料である。
In the diaper 1 in which the inner sheet 16 is formed in this way, when it is worn and loose stool is excreted, the soft stool in the top portion 26 of the raised portion 25 of the inner sheet 16 has hydrophilic water contained therein. It passes through the valley portion 28 and is absorbed by the core member 13 while descending the skirt portion 27 through the plurality of first fibers 41 that have been subjected to the chemical treatment and intersect with each other to form a small fiber gap 45. Further, in the soft stool in the valley portion 28, moisture contained in the stool passes through the valley portion 28 and is absorbed by the core member 13. Since the valley portion 28 is in a state where the first fibers 41, the second fibers 42, the first fibers 41 and the second fibers 42 are close to each other, and the thickness is thin, the permeation of moisture toward the core member 13 is prevented. Easy. Further, in the through holes 51, moisture is quickly absorbed by the core material 13 without passing through the inner surface sheet 16. In the inner surface sheet 16, the solid part of the loose stool remains at the upper portion 43 of the inner surface sheet 16 formed by the first fibers 41 both at the top portion 26 of the raised portion 25 and at the bottom portion 27. In the diaper 1, the inner sheet 16 can change soft stool into low fluidity by separating soft stool into moisture and solid content and absorbing the moisture into the core material 13. It is a preferable material in preventing the side leakage of soft stool.
内面シート16ではまた、繊度の大きい第2繊維42の存在によって隆起部25が潰れ難いものになる。例えば、おむつ1の着用者の体圧によって隆起部25が圧縮されても、その隆起部25は、体圧から解放されると、第2繊維42の弾性的な復元力によって元の状態、または元の状態に近い状態にまで復帰することが可能である。このように作用する第2繊維42は、第1繊維41に比べて剛性が高く、おむつ1の着用者に柔軟な肌触りを与え難いものであるが、その第2繊維42が形成する下方部分44は、第2繊維42の繊度よりも繊度が少なくとも0.5dtex小さくて剛性の低い第1繊維41の形成する内面シート16の上方部分43によって覆われているので、内面シート16は、第2繊維42による肌への刺激が抑えられて柔軟な肌触りを有するものになる。ただし、第1繊維41は、その繊度が0.8dtexよりも小さくなると、後記図4の工程においてウエブの形成が難しくなる。また、その繊度が1.9dtexを越えるようになると、着用者に柔軟な肌触りを与えることが難しくなる。
In the inner surface sheet 16, the raised portions 25 are not easily crushed due to the presence of the second fibers 42 having a high fineness. For example, even if the raised portion 25 is compressed by the body pressure of the wearer of the diaper 1, when the raised portion 25 is released from the body pressure, the original state is restored by the elastic restoring force of the second fibers 42, or It is possible to return to a state close to the original state. The second fiber 42 acting in this manner has higher rigidity than the first fiber 41 and is difficult to give a soft touch to the wearer of the diaper 1, but the lower portion 44 formed by the second fiber 42. Is covered by the upper portion 43 of the inner surface sheet 16 formed by the first fibers 41 having a fineness smaller than that of the second fibers 42 by at least 0.5 dtex and lower in rigidity. The irritation | stimulation to the skin by 42 is suppressed, and it has a soft touch. However, if the fineness of the first fibers 41 is smaller than 0.8 dtex, it becomes difficult to form a web in the process of FIG. Moreover, when the fineness exceeds 1.9 dtex, it becomes difficult to give the wearer a soft touch.
内面シート16は、着用したおむつ1を交換したり、廃棄したりしようとするときに、体液を吸収して汚れている芯材13の色を隠蔽して、その色が眼に入るのを妨げるものであることが好ましいという場合がある。内面シート16の上方部分43が繊度の小さい第1繊維41によって形成されていて、第1繊維41が小さな繊維間隙45を形成するように集合した状態にあるということは、その上方部分43が繊度の大きい第2繊維42によって形成されていて、第2繊維42どうしが大きな繊維間隙を形成している場合と比べると、芯材13の色を隠蔽することを容易にする。そのような第1繊維41では、繊維の透明度を低下させるために添加する酸化チタンの量を少量にすることができる。例えば、第2繊維42の如く繊度の大きい複合繊維であれば芯成分に対して4質量%以上添加する酸化チタンの量を、第1繊維41の芯成分では4質量%未満にまで下げることができる。好ましい第1繊維41における芯成分の酸化チタン含有量は0.5-4質量%の範囲にあり、好ましい第2繊維42における芯成分の酸化チタン含有量は2-6質量%の範囲にあって、第1繊維41におけるその酸化チタン含有量は、第2繊維42におけるその酸化チタン含有量よりも少ない。なお、酸化チタンは、芯成分に代えて鞘成分に添加したり、芯成分と鞘成分とに添加したりすることもできる。
When the worn diaper 1 is to be replaced or discarded, the inner sheet 16 absorbs bodily fluids and hides the dirty color of the core material 13 to prevent the color from entering the eye. In some cases, it may be preferable. The upper portion 43 of the inner sheet 16 is formed by the first fibers 41 having a small fineness, and the first fibers 41 are in an aggregated state so as to form a small fiber gap 45. Compared with the case where the second fibers 42 are formed with large second fibers 42 and the second fibers 42 form large fiber gaps, it is easier to conceal the color of the core material 13. In such 1st fiber 41, in order to reduce the transparency of a fiber, the quantity of the titanium oxide added can be made small. For example, in the case of a composite fiber having a high fineness such as the second fiber 42, the amount of titanium oxide added to 4% by mass or more with respect to the core component can be reduced to less than 4% by mass in the core component of the first fiber 41. it can. The titanium oxide content of the core component in the preferred first fiber 41 is in the range of 0.5-4 mass%, and the titanium oxide content of the core component in the preferred second fiber 42 is in the range of 2-6 mass%. The titanium oxide content in the first fibers 41 is less than the titanium oxide content in the second fibers 42. Titanium oxide can be added to the sheath component instead of the core component, or can be added to the core component and the sheath component.
図4に示された工程で得られる透液性不織布31は、それが所要の寸法に裁断されることによって、内面シート16となる。その図4の工程を説明すると、以下のとおりである。
The liquid-permeable nonwoven fabric 31 obtained in the process shown in FIG. 4 becomes the inner sheet 16 when it is cut into a required dimension. The process of FIG. 4 will be described as follows.
図4の第1工程101では、第2繊維42を第1カード機201に供給し、第1ウエブ211を得る。
In the first step 101 of FIG. 4, the second fibers 42 are supplied to the first card machine 201 to obtain the first web 211.
第2工程102では、第1繊維41を第2カード機202に供給し、第2ウエブ212を得て、それを第1ウエブ211に重ね、複合ウエブ213を得る。
In the second step 102, the first fibers 41 are supplied to the second card machine 202 to obtain the second web 212, which is superimposed on the first web 211 to obtain the composite web 213.
第3工程103では、複合ウエブ213をサクションドラム203の周面に載せる。サクションドラム203は、固定された状態にある内筒203aと、内筒203aと同心であって機械方向MDへ回転する通気性の外筒203bとを有する。複合ウエブ213は、外筒203bの周面に載せられて外筒203bとともに所要の速度で、例えば100m/minの速度で機械方向MDへ進む。内筒203aには、サクションゾーン203cが形成されている。サクションゾーン203cの上方には、第1マニホールド204と第2マニホールド205とが設置され、サクションゾーン203cと第1,第2マニホールド204,205との間に外筒203bが介在している。第1,第2マニホールド204,205のそれぞれは、サクションドラム203の軸方向、すなわち機械方向MDに直交する交差方向CD(図5参照)に所要のピッチp2で並ぶ複数のノズル204a,205a(図5参照)を有する。第1マニホールド204のノズル204aと第2マニホールド205のノズル205aとは、機械方向MDと平行となるように整列していて、各ノズルが所要の開口径、例えば直径1mmを有している。第1マニホールド204の各ノズル204aからは所要温度、例えば200℃に設定された加熱機(図示せず)を通過した加熱空気が第1ジェットエア206となって複合ウエブ213に向かって噴射される。第1ジェットエア206の噴射量は、噴射圧力によって調整され、複合ウエブ213の単位表面積に対して例えば10Nl/m2の割合で噴射される。続いて、第2マニホールド205の各ノズル205aからは、所要温度、例えば280℃に設定された加熱機(図示せず)を通過した加熱空気が第2ジェットエア207となって複合ウエブ213に向かって噴射される。第2ジェットエア207は、噴射圧力を調整されて、複合ウエブ213の単位表面積に対して例えば23Nl/m2の割合で噴射される。複合ウエブ213では、第1ジェットエア206と第2ジェットエア207とが順次噴射されることによって、ノズル204a,205aの直下に位置する第1繊維41と第2繊維42とが複合ウエブ213の幅方向へ順次移動して、ノズルの直下には第1次の谷部が予め形成され、交差方向CDに並ぶノズル204aとノズル204a、およびノズル205aとノズル205aとの間には第1次の隆起部が予め形成される。
In the third step 103, the composite web 213 is placed on the peripheral surface of the suction drum 203. The suction drum 203 has a fixed inner cylinder 203a and a breathable outer cylinder 203b that is concentric with the inner cylinder 203a and rotates in the machine direction MD. The composite web 213 is placed on the peripheral surface of the outer cylinder 203b and advances in the machine direction MD at a required speed, for example, 100 m / min, together with the outer cylinder 203b. A suction zone 203c is formed in the inner cylinder 203a. A first manifold 204 and a second manifold 205 are installed above the suction zone 203c, and an outer cylinder 203b is interposed between the suction zone 203c and the first and second manifolds 204 and 205. Each of the first and second manifold 204,205, axial suction drum 203, i.e., a plurality of nozzles 204a arranged at predetermined pitches p 2 in the cross direction CD (see Fig. 5) perpendicular to the machine direction MD, 205a ( (See FIG. 5). The nozzle 204a of the first manifold 204 and the nozzle 205a of the second manifold 205 are aligned so as to be parallel to the machine direction MD, and each nozzle has a required opening diameter, for example, a diameter of 1 mm. From each nozzle 204 a of the first manifold 204, heated air that has passed through a heater (not shown) set to a required temperature, for example, 200 ° C., becomes the first jet air 206 and is jetted toward the composite web 213. . The injection amount of the first jet air 206 is adjusted by the injection pressure, and is injected at a rate of, for example, 10 Nl / m 2 with respect to the unit surface area of the composite web 213. Subsequently, heated air that has passed through a heater (not shown) set to a required temperature, for example, 280 ° C., becomes second jet air 207 from each nozzle 205a of the second manifold 205 toward the composite web 213. Is injected. The second jet air 207 is jetted at a rate of, for example, 23 Nl / m 2 with respect to the unit surface area of the composite web 213 with the jet pressure adjusted. In the composite web 213, the first jet air 206 and the second jet air 207 are sequentially injected, so that the first fibers 41 and the second fibers 42 located immediately below the nozzles 204 a and 205 a have the width of the composite web 213. The first trough is formed directly below the nozzle, and the first bulge is formed between the nozzle 204a and the nozzle 204a and the nozzle 205a and the nozzle 205a arranged in the cross direction CD. The part is formed in advance.
図4の第4工程104では、複合ウエブ213がドライヤー208を通過する。ドライヤー208では、第1繊維41および/または第2繊維42の表面を溶融させることのできる温度の加熱空気209が複合ウエブ213に吹き付けられて、第1繊維41どうしが溶着し、より好ましくは第2繊維42どうしも溶着し、さらに好ましくは第1繊維41と第2繊維42も溶着して、既に形成されている第1次の隆起部や第1次の谷部が容易に変形することのない安定した状態に変化している第2次の隆起部と第2次の谷部とになる。これら第2次の隆起部と第2次の谷部とは、不織布31の隆起部25と谷部28とになる。ドライヤー208の機械方向MDにおける寸法は、複合ウエブ213に対して加熱空気209を所要時間吹き付けることができるように調整されている。ドライヤー208ではまた、機械方向MDへ走行する無端ベルト208aの下方において加熱空気209に対するサクションを作用させることができる。
In the fourth step 104 in FIG. 4, the composite web 213 passes through the dryer 208. In the dryer 208, heated air 209 having a temperature capable of melting the surface of the first fiber 41 and / or the second fiber 42 is blown to the composite web 213, and the first fibers 41 are welded, more preferably The two fibers 42 are welded together, more preferably the first fibers 41 and the second fibers 42 are also welded, and the already formed primary bulge and primary valley are easily deformed. There are secondary bulges and secondary troughs that are changing to a stable state. These secondary raised portions and secondary valley portions become the raised portions 25 and the valley portions 28 of the nonwoven fabric 31. The dimension in the machine direction MD of the dryer 208 is adjusted so that the heated air 209 can be blown to the composite web 213 for a required time. The dryer 208 can also apply suction to the heated air 209 below the endless belt 208a traveling in the machine direction MD.
ドライヤー208を出た複合ウエブ213は、それが室温にまで冷却されることによって内面シート16として使用することのできる透液性不織布31となる。
The composite web 213 exiting the dryer 208 becomes a liquid-permeable nonwoven fabric 31 that can be used as the inner sheet 16 when it is cooled to room temperature.
図5は、図4に例示の第1,第2マニホールド204,205におけるノズル204a,205aの位置を示す図である。第1,第2マニホールド204,205は機械方向MDに直交する交差方向CDへ延びていて、ノズル204aとノズル205aとが機械方向MDにおいて整列している。交差方向CDへ並ぶノズル204aおよびノズル205aのピッチ(中心間距離)はp2である。
FIG. 5 is a diagram illustrating the positions of the nozzles 204a and 205a in the first and second manifolds 204 and 205 illustrated in FIG. The first and second manifolds 204 and 205 extend in a cross direction CD orthogonal to the machine direction MD, and the nozzle 204a and the nozzle 205a are aligned in the machine direction MD. Pitch of the nozzles 204a and the nozzles 205a arranged in the cross direction CD (the distance between the centers) is p 2.
図6の(a),(b)は、図4に例示のサクションドラム203における外筒203bの周面の部分図であって、その周面に形成される通気性の透孔223が分布する態様を示している。図6の(a)では、外筒203bの周面に0.2-1mmの直径を有する透孔223が一様に分布している。周面において透孔223が占める面積率は15-40%であることが好ましい。図6の(b)では、外筒203bの周面に透孔223が集合して形成される開孔部221と非開孔部222とが周方向で交互に現れるように(図6では、機械方向MDで交互に現れるように)形成されている。外筒203bの一例において、開孔部221は、周方向の寸法が2-4mmであって、交差方向CDの全体に延びている。非開孔部222は、周方向の寸法が1.5-3mmであって、交差方向CDの全体に延びている。図6の(b)の態様にある外筒203bは、図3の態様の内面シート16を得るときに使用され、図6の(a)の態様にある外筒203bは、後記図9に例示の内面シート16を得るときに使用される。第3工程103で図6の(b)の態様の外筒203bを使用して、非開孔部222に位置する複合ウエブ213に第1,第2ジェットエア206,207が作用すると、第1繊維41と第2繊維42とが交差方向CDの両側へ移動して透孔51(図3参照)が形成される。
FIGS. 6A and 6B are partial views of the peripheral surface of the outer cylinder 203b in the suction drum 203 illustrated in FIG. 4, and air-permeable through holes 223 formed on the peripheral surface are distributed. An embodiment is shown. In FIG. 6A, the through holes 223 having a diameter of 0.2-1 mm are uniformly distributed on the peripheral surface of the outer cylinder 203b. The area ratio occupied by the through holes 223 on the peripheral surface is preferably 15-40%. In (b) of FIG. 6, opening portions 221 and non-opening portions 222 formed by gathering through holes 223 on the peripheral surface of the outer cylinder 203 b appear alternately in the circumferential direction ( Formed so as to appear alternately in the machine direction MD). In one example of the outer cylinder 203b, the opening 221 has a circumferential dimension of 2-4 mm and extends in the entire cross direction CD. The non-opening portion 222 has a circumferential dimension of 1.5-3 mm and extends in the entire cross direction CD. The outer cylinder 203b in the mode of FIG. 6B is used when obtaining the inner surface sheet 16 of the mode of FIG. 3, and the outer cylinder 203b in the mode of FIG. 6A is illustrated in FIG. It is used when the inner sheet 16 is obtained. When the first and second jet airs 206 and 207 act on the composite web 213 located in the non-opening portion 222 using the outer cylinder 203b in the mode of FIG. The fiber 41 and the second fiber 42 move to both sides in the cross direction CD, and a through hole 51 (see FIG. 3) is formed.
(実施例)
図4の工程を使用して実施例としての透液性不織布を製造し、その透液性不織布については以下に示す項目の評価をした。また、比較例としての不織布も併せて製造し、実施例と同様に評価した。実施例と比較例との不織布の製造条件および評価結果は、表1のとおりであった。製造条件には、第1繊維41と第2繊維42との繊度の差、第1繊維41と第2繊維42とについての単位面積当たりの質量の和、その質量の和において第1繊維41が占める質量割合も示されている。また、表1における「ジェットエア処理の有無」とは、図4の工程における第1ジェットエア206と第2ジェットエア207との使用の有無を意味している。 (Example)
The liquid-permeable nonwoven fabric as an Example was manufactured using the process of FIG. 4, and the item shown below was evaluated about the liquid-permeable nonwoven fabric. Moreover, the nonwoven fabric as a comparative example was also manufactured and evaluated similarly to the Example. The production conditions and evaluation results of the nonwoven fabrics of the examples and comparative examples are shown in Table 1. Production conditions include the difference in fineness between thefirst fibers 41 and the second fibers 42, the sum of the masses per unit area of the first fibers 41 and the second fibers 42, and the first fibers 41 in the sum of the masses. The percentage of mass occupied is also shown. Further, “presence / absence of jet air treatment” in Table 1 means presence / absence of use of the first jet air 206 and the second jet air 207 in the step of FIG.
図4の工程を使用して実施例としての透液性不織布を製造し、その透液性不織布については以下に示す項目の評価をした。また、比較例としての不織布も併せて製造し、実施例と同様に評価した。実施例と比較例との不織布の製造条件および評価結果は、表1のとおりであった。製造条件には、第1繊維41と第2繊維42との繊度の差、第1繊維41と第2繊維42とについての単位面積当たりの質量の和、その質量の和において第1繊維41が占める質量割合も示されている。また、表1における「ジェットエア処理の有無」とは、図4の工程における第1ジェットエア206と第2ジェットエア207との使用の有無を意味している。 (Example)
The liquid-permeable nonwoven fabric as an Example was manufactured using the process of FIG. 4, and the item shown below was evaluated about the liquid-permeable nonwoven fabric. Moreover, the nonwoven fabric as a comparative example was also manufactured and evaluated similarly to the Example. The production conditions and evaluation results of the nonwoven fabrics of the examples and comparative examples are shown in Table 1. Production conditions include the difference in fineness between the
表1には、これらの他に、不織布の態様も示されている。その態様のうちの「厚さ方向の構造」における「タイプII」とは、透液性不織布の厚さ方向における上方部分43と下方部分44(図2参照)とが繊度の異なる第1繊維41と第2繊維42とによって形成されていることを意味している。「タイプI」とは、不織布を形成しているものが第1繊維41または第2繊維42であって、その不織布がタイプIIのような上方部分43と下方部分44とを含んでいないことを意味している。「隆起部の有無」とは、図2に例示の隆起部45が形成されているか否かを示している。「隆起部の有無」において、「無(平坦)」である不織布は、図4の工程から第3工程103が省いてある工程で得られたものである。「隆起部のピッチ」とは、実施例の透液性不織布と比較例の不織布に形成されている複数条の隆起部25のピッチp1(中心間距離、図2参照)を意味している。ただし、そのピッチp1は、次の手順に従って測定される値である(図7参照)。
In addition to these, Table 1 also shows the aspect of the nonwoven fabric. The “type II” in the “structure in the thickness direction” in the aspect is the first fiber 41 in which the upper portion 43 and the lower portion 44 (see FIG. 2) in the thickness direction of the liquid-permeable nonwoven fabric have different fineness. And the second fiber 42. “Type I” means that the non-woven fabric is the first fiber 41 or the second fiber 42, and the non-woven fabric does not include the upper portion 43 and the lower portion 44 as in Type II. I mean. “Presence / absence of raised portion” indicates whether or not the raised portion 45 illustrated in FIG. 2 is formed. The “non-flat (non-flat)” non-woven fabric in the “presence / absence of raised portions” was obtained in the step where the third step 103 was omitted from the step of FIG. The “pitch of the raised portion” means the pitch p 1 (distance between the centers, see FIG. 2) of the plurality of raised portions 25 formed in the liquid-permeable nonwoven fabric of the example and the nonwoven fabric of the comparative example. . However, the pitch p 1 is a value measured according to the following procedure (see FIG. 7).
隆起部25のピッチp 1 の測定手順
1.図7に示された150mm×150mmのステンレススチール板に赤色水彩絵の具を一様に塗布する。
2.100mm×100mmの透液性不織布を用意し、隆起部がステンレススチール板と向かい合うようにして、そのステンレススチール板の上に置く。
3.透液性不織布に10gf/cm2の圧がかかるように、1kgの錘を透液性不織布に載せる。
4.錘を外し、隆起部の頂部が赤色に着色されている透液性不織布の上に100mm×100mmのろ紙(アドバンテック東洋(株)製 GRADE2)を載せ、そのろ紙の上に10gf/cm2の圧がかかるように、1kgの錘を置いて10秒間放置する。
5.透液性不織布から錘とろ紙とを外し、隆起部の赤色が線となって転写されているろ紙を得る。
6.そのろ紙において、任意に選んだ赤色の線と、その線から11本目の線とについて、線の幅方向の中心を定めて、両線における中心間距離を測定し、その距離の1/10をピッチp1とする。
7.比較例の不織布についても隆起部のピッチを同様に測定する。
表1の「不織布の態様」における「透孔の有無」とは、図4の第3工程103において、サクションドラム203の外筒203bに図6の(a)に例示のものを使用したか、図6の(b)に例示のものを使用したかの違いを示している。外筒203bが図6の(a)の態様のものであるときには、後記図9に例示の如き内面シート16(透液性不織布31)が得られ、透液性不織布31、すなわち内面シート16の谷部28では、その上面21に第1繊維41が一様に分布している。外筒203bが図6の(b)の態様のものであるときには、図3に例示の内面シート16(透液性不織布31)の如く、谷部28に長円形の透孔51が形成される。 Procedure for measuring pitch p 1 of raisedportion 25 Red watercolor paint is uniformly applied to a 150 mm × 150 mm stainless steel plate shown in FIG.
2. A 100 mm × 100 mm liquid-permeable nonwoven fabric is prepared and placed on the stainless steel plate so that the raised portions face the stainless steel plate.
3. A 1 kg weight is placed on the liquid-permeable nonwoven fabric so that a pressure of 10 gf / cm 2 is applied to the liquid-permeable nonwoven fabric.
4). The weight is removed, and a 100 mm × 100 mm filter paper (GRADE2 manufactured by Advantech Toyo Co., Ltd.) is placed on the liquid-permeable non-woven fabric colored in red at the top of the raised portion, and a pressure of 10 gf / cm 2 is placed on the filter paper. 1 kg of weight is placed and left for 10 seconds.
5. The weight and the filter paper are removed from the liquid-permeable nonwoven fabric to obtain a filter paper on which the red color of the raised portion is transferred as a line.
6). On the filter paper, for the red line arbitrarily selected and the eleventh line from the line, the center in the width direction of the line is determined, the distance between the centers of both lines is measured, and 1/10 of the distance is calculated. the pitch p 1.
7). The pitch of the raised portion is measured in the same manner for the nonwoven fabric of the comparative example.
“Presence / absence of through holes” in “nonwoven fabric” in Table 1 means that in thethird step 103 of FIG. 4, the outer cylinder 203b of the suction drum 203 used the one illustrated in FIG. FIG. 6B shows the difference in whether the example is used. When the outer cylinder 203b is of the form shown in FIG. 6A, an inner surface sheet 16 (liquid permeable nonwoven fabric 31) as illustrated in FIG. 9 is obtained, and the liquid permeable nonwoven fabric 31, that is, the inner sheet 16 is formed. In the valley portion 28, the first fibers 41 are uniformly distributed on the upper surface 21. When the outer cylinder 203b has the configuration shown in FIG. 6B, an oval through hole 51 is formed in the trough portion 28 as in the inner surface sheet 16 (liquid permeable nonwoven fabric 31) illustrated in FIG. .
1.図7に示された150mm×150mmのステンレススチール板に赤色水彩絵の具を一様に塗布する。
2.100mm×100mmの透液性不織布を用意し、隆起部がステンレススチール板と向かい合うようにして、そのステンレススチール板の上に置く。
3.透液性不織布に10gf/cm2の圧がかかるように、1kgの錘を透液性不織布に載せる。
4.錘を外し、隆起部の頂部が赤色に着色されている透液性不織布の上に100mm×100mmのろ紙(アドバンテック東洋(株)製 GRADE2)を載せ、そのろ紙の上に10gf/cm2の圧がかかるように、1kgの錘を置いて10秒間放置する。
5.透液性不織布から錘とろ紙とを外し、隆起部の赤色が線となって転写されているろ紙を得る。
6.そのろ紙において、任意に選んだ赤色の線と、その線から11本目の線とについて、線の幅方向の中心を定めて、両線における中心間距離を測定し、その距離の1/10をピッチp1とする。
7.比較例の不織布についても隆起部のピッチを同様に測定する。
表1の「不織布の態様」における「透孔の有無」とは、図4の第3工程103において、サクションドラム203の外筒203bに図6の(a)に例示のものを使用したか、図6の(b)に例示のものを使用したかの違いを示している。外筒203bが図6の(a)の態様のものであるときには、後記図9に例示の如き内面シート16(透液性不織布31)が得られ、透液性不織布31、すなわち内面シート16の谷部28では、その上面21に第1繊維41が一様に分布している。外筒203bが図6の(b)の態様のものであるときには、図3に例示の内面シート16(透液性不織布31)の如く、谷部28に長円形の透孔51が形成される。 Procedure for measuring pitch p 1 of raised
2. A 100 mm × 100 mm liquid-permeable nonwoven fabric is prepared and placed on the stainless steel plate so that the raised portions face the stainless steel plate.
3. A 1 kg weight is placed on the liquid-permeable nonwoven fabric so that a pressure of 10 gf / cm 2 is applied to the liquid-permeable nonwoven fabric.
4). The weight is removed, and a 100 mm × 100 mm filter paper (GRADE2 manufactured by Advantech Toyo Co., Ltd.) is placed on the liquid-permeable non-woven fabric colored in red at the top of the raised portion, and a pressure of 10 gf / cm 2 is placed on the filter paper. 1 kg of weight is placed and left for 10 seconds.
5. The weight and the filter paper are removed from the liquid-permeable nonwoven fabric to obtain a filter paper on which the red color of the raised portion is transferred as a line.
6). On the filter paper, for the red line arbitrarily selected and the eleventh line from the line, the center in the width direction of the line is determined, the distance between the centers of both lines is measured, and 1/10 of the distance is calculated. the pitch p 1.
7). The pitch of the raised portion is measured in the same manner for the nonwoven fabric of the comparative example.
“Presence / absence of through holes” in “nonwoven fabric” in Table 1 means that in the
評価項目
1.厚さと比容積
(1)100mm×100mmの大きさの透液性不織布に3gf/cm2の荷重をかけた状態で厚さを測定し、10枚の透液性不織布についての測定値の平均値を3gf/cm2荷重下の厚さ(t0)とした。
(2)100mm×100mmの大きさの透液性不織布10枚の質量から、1枚当たりの質量(w0)をg/cm2の単位で求め、t0/w0の値を3gf/cm2の荷重下における比容積とした。
(3)100mm×100mmの大きさの透液性不織布を10枚重ねて3000gfの荷重をかけた状態で厚さを測定し、その厚さの1/10を透液性不織布の30gf/cm2荷重下における圧縮時の厚さ(t1)とした。
(4)透液性不織布についてのt1/w0の値を30gf/cm2の荷重下における圧縮時の比容積とした。Evaluation item 1. Thickness and specific volume (1) The thickness was measured in a state where a load of 3 gf / cm 2 was applied to a liquid-permeable nonwoven fabric having a size of 100 mm × 100 mm, and the average value of the measured values for 10 liquid-permeable nonwoven fabrics The thickness under a load of 3 gf / cm 2 (t 0 ).
(2) From the mass of 10 liquid permeable nonwoven fabrics having a size of 100 mm × 100 mm, the mass per sheet (w 0 ) is determined in units of g / cm 2 , and the value of t 0 / w 0 is 3 gf / cm. The specific volume under a load of 2 was used.
(3) 10 liquid permeable nonwoven fabrics having a size of 100 mm × 100 mm are stacked and the thickness is measured in a state where a load of 3000 gf is applied, and 1/10 of the thickness is 30 gf / cm 2 of the liquid permeable nonwoven fabric. The thickness (t 1 ) at the time of compression under load was used.
(4) The value of t 1 / w 0 for the liquid-permeable nonwoven fabric was taken as the specific volume during compression under a load of 30 gf / cm 2 .
1.厚さと比容積
(1)100mm×100mmの大きさの透液性不織布に3gf/cm2の荷重をかけた状態で厚さを測定し、10枚の透液性不織布についての測定値の平均値を3gf/cm2荷重下の厚さ(t0)とした。
(2)100mm×100mmの大きさの透液性不織布10枚の質量から、1枚当たりの質量(w0)をg/cm2の単位で求め、t0/w0の値を3gf/cm2の荷重下における比容積とした。
(3)100mm×100mmの大きさの透液性不織布を10枚重ねて3000gfの荷重をかけた状態で厚さを測定し、その厚さの1/10を透液性不織布の30gf/cm2荷重下における圧縮時の厚さ(t1)とした。
(4)透液性不織布についてのt1/w0の値を30gf/cm2の荷重下における圧縮時の比容積とした。
(2) From the mass of 10 liquid permeable nonwoven fabrics having a size of 100 mm × 100 mm, the mass per sheet (w 0 ) is determined in units of g / cm 2 , and the value of t 0 / w 0 is 3 gf / cm. The specific volume under a load of 2 was used.
(3) 10 liquid permeable nonwoven fabrics having a size of 100 mm × 100 mm are stacked and the thickness is measured in a state where a load of 3000 gf is applied, and 1/10 of the thickness is 30 gf / cm 2 of the liquid permeable nonwoven fabric. The thickness (t 1 ) at the time of compression under load was used.
(4) The value of t 1 / w 0 for the liquid-permeable nonwoven fabric was taken as the specific volume during compression under a load of 30 gf / cm 2 .
2.軟便水分の透過量
(1)軟便として、下記組成の人工軟便を使用した。
塩化ナトリウム 1.0
グリセリン 10.0
カルボキシメチルセルロースのナトリウム塩 1.0
セルロースパウダー 1.5
Tritor-x-100 0.05
食用色素 黄色5号 0.05
イオン交換水 86.4
(2)透過量を測定するための部材を下記の要領で図8の如くに整えた。ただし、図8では互いに重なり合う透液性不織布やろ紙等の存在を明示するために、部材どうしが図の上下方向へ離間した状態で示されている。
a.100mm×100mmの大きさのろ紙(アドバンテック東洋(株)製のGRADE2)を少なくとも10枚重ねてろ紙全体の質量を電子天秤で測定する(質量A)。
b.重ねたろ紙の上に100mm×100mmの大きさの透液性不織布を載せる。
c.透液性不織布の上に、台座に固定されている内径20mmの円筒を載せる。
d.内筒に5gの人工軟便を5秒間で注入する。
e.その後、各部材を1分間静置し、続いて円筒が固定されている台座とろ紙とを透液性不織布から取り去る。
f.ろ紙全体の質量を電子天秤で測定する(質量B)。
g.軟便水分の透過量を次式によって求める。
軟便水分の透過量=(質量B)-(質量A)
h.一種類の透液性不織布について、軟便水分の透過量を5回測定し、5回の測定値の平均値をその透液性不織布についての軟便水分の透過量とする。 2. Loose water permeation amount (1) Artificial soft stool having the following composition was used as soft stool.
Sodium chloride 1.0
Glycerin 10.0
Sodium salt of carboxymethyl cellulose 1.0
Cellulose powder 1.5
Tritor-x-100 0.05
Food dye Yellow No. 5 0.05
Ion exchange water 86.4
(2) A member for measuring the amount of permeation was prepared as shown in FIG. 8 in the following manner. However, in FIG. 8, in order to clearly indicate the presence of liquid-permeable nonwoven fabrics, filter papers, and the like that overlap each other, the members are shown separated in the vertical direction in the figure.
a. At least 10 filter papers having a size of 100 mm × 100 mm (GRADE2 manufactured by Advantech Toyo Co., Ltd.) are stacked, and the mass of the entire filter paper is measured with an electronic balance (mass A).
b. A liquid-permeable nonwoven fabric having a size of 100 mm × 100 mm is placed on the stacked filter paper.
c. A cylinder with an inner diameter of 20 mm fixed to the pedestal is placed on the liquid-permeable nonwoven fabric.
d. Inject 5 g of artificial stool into the inner cylinder in 5 seconds.
e. Thereafter, each member is allowed to stand for 1 minute, and then the pedestal on which the cylinder is fixed and the filter paper are removed from the liquid-permeable nonwoven fabric.
f. The mass of the entire filter paper is measured with an electronic balance (mass B).
g. The amount of loose stool water permeation is determined by the following equation.
Loose water permeation amount = (mass B)-(mass A)
h. About one kind of liquid permeable nonwoven fabric, the amount of permeated soft stool water is measured five times, and the average value of the five measurements is taken as the amount of soft stool water permeated through the liquid permeable nonwoven fabric.
(1)軟便として、下記組成の人工軟便を使用した。
塩化ナトリウム 1.0
グリセリン 10.0
カルボキシメチルセルロースのナトリウム塩 1.0
セルロースパウダー 1.5
Tritor-x-100 0.05
食用色素 黄色5号 0.05
イオン交換水 86.4
(2)透過量を測定するための部材を下記の要領で図8の如くに整えた。ただし、図8では互いに重なり合う透液性不織布やろ紙等の存在を明示するために、部材どうしが図の上下方向へ離間した状態で示されている。
a.100mm×100mmの大きさのろ紙(アドバンテック東洋(株)製のGRADE2)を少なくとも10枚重ねてろ紙全体の質量を電子天秤で測定する(質量A)。
b.重ねたろ紙の上に100mm×100mmの大きさの透液性不織布を載せる。
c.透液性不織布の上に、台座に固定されている内径20mmの円筒を載せる。
d.内筒に5gの人工軟便を5秒間で注入する。
e.その後、各部材を1分間静置し、続いて円筒が固定されている台座とろ紙とを透液性不織布から取り去る。
f.ろ紙全体の質量を電子天秤で測定する(質量B)。
g.軟便水分の透過量を次式によって求める。
軟便水分の透過量=(質量B)-(質量A)
h.一種類の透液性不織布について、軟便水分の透過量を5回測定し、5回の測定値の平均値をその透液性不織布についての軟便水分の透過量とする。 2. Loose water permeation amount (1) Artificial soft stool having the following composition was used as soft stool.
Sodium chloride 1.0
Glycerin 10.0
Sodium salt of carboxymethyl cellulose 1.0
Cellulose powder 1.5
Tritor-x-100 0.05
Food dye Yellow No. 5 0.05
Ion exchange water 86.4
(2) A member for measuring the amount of permeation was prepared as shown in FIG. 8 in the following manner. However, in FIG. 8, in order to clearly indicate the presence of liquid-permeable nonwoven fabrics, filter papers, and the like that overlap each other, the members are shown separated in the vertical direction in the figure.
a. At least 10 filter papers having a size of 100 mm × 100 mm (GRADE2 manufactured by Advantech Toyo Co., Ltd.) are stacked, and the mass of the entire filter paper is measured with an electronic balance (mass A).
b. A liquid-permeable nonwoven fabric having a size of 100 mm × 100 mm is placed on the stacked filter paper.
c. A cylinder with an inner diameter of 20 mm fixed to the pedestal is placed on the liquid-permeable nonwoven fabric.
d. Inject 5 g of artificial stool into the inner cylinder in 5 seconds.
e. Thereafter, each member is allowed to stand for 1 minute, and then the pedestal on which the cylinder is fixed and the filter paper are removed from the liquid-permeable nonwoven fabric.
f. The mass of the entire filter paper is measured with an electronic balance (mass B).
g. The amount of loose stool water permeation is determined by the following equation.
Loose water permeation amount = (mass B)-(mass A)
h. About one kind of liquid permeable nonwoven fabric, the amount of permeated soft stool water is measured five times, and the average value of the five measurements is taken as the amount of soft stool water permeated through the liquid permeable nonwoven fabric.
3.摩擦係数の平均偏差
(1)平均偏差を求めるには、カトーテック(株)製の表面試験器KES-FBシリーズを使用する。この試験器の設定条件および使用方法は、その取扱い説明書に記載のとおりとする。
(2)測定環境は20℃、相対湿度65%に設定する。
(3)摩擦係数測定用の接触子には、直径0.5mmのピアノ線を10本並べて測定試料に対する接触面積が5mm×5mmであるものを使用する。接触子は、50gfの加重を加え、水平な状態で20gf/cmの張力を作用させてある測定試料(透液性不織布)に圧着させ、張力の作用する方向に1mm/秒の速度で2cm移動させる。接触子を移動させる間の摩擦係数とその平均偏差とを求める。透液性不織布の摩擦係数は、図2の隆起部25が延びる方向、すなわち図4における機械方向MDにおいてのみ測定する。
(4)摩擦係数の平均偏差が小さい透液性不織布は、隆起部25における機械方向MDの摩擦係数の変化が小さくて滑らかな肌触りを有するものである。 3. Average Deviation of Friction Coefficient (1) To obtain the average deviation, a surface tester KES-FB series manufactured by Kato Tech Co., Ltd. is used. The setting conditions and usage of this tester shall be as described in the instruction manual.
(2) The measurement environment is set to 20 ° C. and relative humidity 65%.
(3) As the contact for measuring the coefficient of friction, a contact having a contact area of 5 mm × 5 mm with 10 piano wires having a diameter of 0.5 mm arranged on the measurement sample is used. The contact is applied with a load of 50 gf, pressed against a measurement sample (liquid permeable nonwoven fabric) applied with a tension of 20 gf / cm in a horizontal state, and moved 2 cm at a speed of 1 mm / second in the direction of the applied tension. Let The coefficient of friction and the average deviation during the movement of the contact are obtained. The friction coefficient of the liquid-permeable nonwoven fabric is measured only in the direction in which the raisedportions 25 in FIG. 2 extend, that is, in the machine direction MD in FIG.
(4) The liquid-permeable nonwoven fabric having a small average deviation of the friction coefficient has a small change in the friction coefficient in the machine direction MD in the raisedportion 25 and has a smooth touch.
(1)平均偏差を求めるには、カトーテック(株)製の表面試験器KES-FBシリーズを使用する。この試験器の設定条件および使用方法は、その取扱い説明書に記載のとおりとする。
(2)測定環境は20℃、相対湿度65%に設定する。
(3)摩擦係数測定用の接触子には、直径0.5mmのピアノ線を10本並べて測定試料に対する接触面積が5mm×5mmであるものを使用する。接触子は、50gfの加重を加え、水平な状態で20gf/cmの張力を作用させてある測定試料(透液性不織布)に圧着させ、張力の作用する方向に1mm/秒の速度で2cm移動させる。接触子を移動させる間の摩擦係数とその平均偏差とを求める。透液性不織布の摩擦係数は、図2の隆起部25が延びる方向、すなわち図4における機械方向MDにおいてのみ測定する。
(4)摩擦係数の平均偏差が小さい透液性不織布は、隆起部25における機械方向MDの摩擦係数の変化が小さくて滑らかな肌触りを有するものである。 3. Average Deviation of Friction Coefficient (1) To obtain the average deviation, a surface tester KES-FB series manufactured by Kato Tech Co., Ltd. is used. The setting conditions and usage of this tester shall be as described in the instruction manual.
(2) The measurement environment is set to 20 ° C. and relative humidity 65%.
(3) As the contact for measuring the coefficient of friction, a contact having a contact area of 5 mm × 5 mm with 10 piano wires having a diameter of 0.5 mm arranged on the measurement sample is used. The contact is applied with a load of 50 gf, pressed against a measurement sample (liquid permeable nonwoven fabric) applied with a tension of 20 gf / cm in a horizontal state, and moved 2 cm at a speed of 1 mm / second in the direction of the applied tension. Let The coefficient of friction and the average deviation during the movement of the contact are obtained. The friction coefficient of the liquid-permeable nonwoven fabric is measured only in the direction in which the raised
(4) The liquid-permeable nonwoven fabric having a small average deviation of the friction coefficient has a small change in the friction coefficient in the machine direction MD in the raised
(実施例1)
図4の第1工程101において、第1カード機201に第2繊維42として下記構成の複合繊維を供給して、単位面積当たりの質量が18g/m2の第1ウエブ211を得た。
芯成分:ポリエチレンテレフタレート(PET、融点260℃)
鞘成分:高密度ポリエチレン(HDPE、融点130℃)
芯成分と鞘成分の容積比率: 40:60
芯成分に対する酸化チタン添加量:4質量%
繊度:2.2dtex
繊維長:45mm
捲縮数:17/インチ
親水化処理剤塗布量:0.4質量% Example 1
In the first step 101 of FIG. 4, a composite fiber having the following configuration is supplied to thefirst card machine 201 as the second fiber 42 to obtain a first web 211 having a mass per unit area of 18 g / m 2 .
Core component: Polyethylene terephthalate (PET, melting point 260 ° C.)
Sheath component: High density polyethylene (HDPE, melting point 130 ° C)
Volume ratio of core component to sheath component: 40:60
Titanium oxide added to the core component: 4% by mass
Fineness: 2.2 dtex
Fiber length: 45mm
Number of crimps: 17 / inch Hydrophilic treatment agent coating amount: 0.4% by mass
図4の第1工程101において、第1カード機201に第2繊維42として下記構成の複合繊維を供給して、単位面積当たりの質量が18g/m2の第1ウエブ211を得た。
芯成分:ポリエチレンテレフタレート(PET、融点260℃)
鞘成分:高密度ポリエチレン(HDPE、融点130℃)
芯成分と鞘成分の容積比率: 40:60
芯成分に対する酸化チタン添加量:4質量%
繊度:2.2dtex
繊維長:45mm
捲縮数:17/インチ
親水化処理剤塗布量:0.4質量% Example 1
In the first step 101 of FIG. 4, a composite fiber having the following configuration is supplied to the
Core component: Polyethylene terephthalate (PET, melting point 260 ° C.)
Sheath component: High density polyethylene (HDPE, melting point 130 ° C)
Volume ratio of core component to sheath component: 40:60
Titanium oxide added to the core component: 4% by mass
Fineness: 2.2 dtex
Fiber length: 45mm
Number of crimps: 17 / inch Hydrophilic treatment agent coating amount: 0.4% by mass
図4の第2工程102の第2カード機202には、第1繊維41として、下記構成の複合繊維を供給して、単位面積当たりの質量が7g/m2の第2ウエブ212を得た。
芯成分:PET(融点260℃)
鞘成分:HDPE(融点130℃)
芯成分と鞘成分の容積比率: 50:50
芯成分に対する酸化チタン添加量:2.5質量%
繊度:1.7dtex
繊維長:45mm
捲縮数:17/インチ
親水化処理剤塗布量:0.4質量% Thesecond card machine 202 in the second step 102 of FIG. 4 is supplied with a composite fiber having the following configuration as the first fiber 41 to obtain a second web 212 having a mass per unit area of 7 g / m 2 . .
Core component: PET (melting point 260 ° C.)
Sheath component: HDPE (melting point 130 ° C)
Volume ratio of core component to sheath component: 50:50
Titanium oxide added to the core component: 2.5% by mass
Fineness: 1.7 dtex
Fiber length: 45mm
Number of crimps: 17 / inch Hydrophilic treatment agent coating amount: 0.4% by mass
芯成分:PET(融点260℃)
鞘成分:HDPE(融点130℃)
芯成分と鞘成分の容積比率: 50:50
芯成分に対する酸化チタン添加量:2.5質量%
繊度:1.7dtex
繊維長:45mm
捲縮数:17/インチ
親水化処理剤塗布量:0.4質量% The
Core component: PET (melting point 260 ° C.)
Sheath component: HDPE (melting point 130 ° C)
Volume ratio of core component to sheath component: 50:50
Titanium oxide added to the core component: 2.5% by mass
Fineness: 1.7 dtex
Fiber length: 45mm
Number of crimps: 17 / inch Hydrophilic treatment agent coating amount: 0.4% by mass
図4の第3工程103では、サクションドラム203における外筒203bに図6の(b)の周面を適用し、第1,第2マニホールド204,205の使用条件を下記のとおりに設定した。図6の(b)では、開孔部221の周方向の寸法を2.6mm、非開孔部222の周方向の寸法を2.4mmに設定した。外筒203bにおいて、透孔223が占める面積率は、22.16%であった。
In the third step 103 of FIG. 4, the peripheral surface of FIG. 6B was applied to the outer cylinder 203b of the suction drum 203, and the usage conditions of the first and second manifolds 204 and 205 were set as follows. In FIG. 6B, the circumferential dimension of the opening 221 is set to 2.6 mm, and the circumferential dimension of the non-opening part 222 is set to 2.4 mm. In the outer cylinder 203b, the area ratio occupied by the through holes 223 was 22.16%.
第1マニホールド
空気加熱機(図示せず)の設定温度:200℃
複合ウエブ213の単位面積に対する第1ジェットエア206の噴射量:10.00Nl/m2
ノズル開口径:1mm
ノズルピッチ:3mm Set temperature of first manifold air heater (not shown): 200 ° C.
Injection amount of thefirst jet air 206 per unit area of the composite web 213: 10.00 Nl / m 2
Nozzle opening diameter: 1mm
Nozzle pitch: 3mm
空気加熱機(図示せず)の設定温度:200℃
複合ウエブ213の単位面積に対する第1ジェットエア206の噴射量:10.00Nl/m2
ノズル開口径:1mm
ノズルピッチ:3mm Set temperature of first manifold air heater (not shown): 200 ° C.
Injection amount of the
Nozzle opening diameter: 1mm
Nozzle pitch: 3mm
第2マニホールド
空気加熱機(図示せず)の設定温度:280℃
複合ウエブ213の単位面積に対する第2ジェットエア207の噴射量:23.33Nl/m2
ノズル開口径:1mm
ノズルピッチ:3mm Set temperature of second manifold air heater (not shown): 280 ° C
Injection amount ofsecond jet air 207 per unit area of composite web 213: 23.33 Nl / m 2
Nozzle opening diameter: 1mm
Nozzle pitch: 3mm
空気加熱機(図示せず)の設定温度:280℃
複合ウエブ213の単位面積に対する第2ジェットエア207の噴射量:23.33Nl/m2
ノズル開口径:1mm
ノズルピッチ:3mm Set temperature of second manifold air heater (not shown): 280 ° C
Injection amount of
Nozzle opening diameter: 1mm
Nozzle pitch: 3mm
図4の第4工程104のドライヤー208では、空気温度を135℃に設定し、複合ウエブ213を5秒間滞在させた。
In the dryer 208 in the fourth step 104 in FIG. 4, the air temperature was set to 135 ° C., and the composite web 213 was allowed to stay for 5 seconds.
図4の工程において、第1ウエブ211、第2ウエブ212、複合ウエブ213は100m/minの速度で機械方向へ走行させた。
In the process of FIG. 4, the first web 211, the second web 212, and the composite web 213 were run in the machine direction at a speed of 100 m / min.
上記条件によって得られた実施例1の透液性不織布の構成と評価結果とは表1のとおりであった。
Table 1 shows the configuration and evaluation results of the liquid-permeable nonwoven fabric of Example 1 obtained under the above conditions.
(実施例2)
第2繊維42が繊度3.3dtex、繊維長38mm、捲縮数15/インチのものである以外は、実施例1と同様にして実施例2の透液性不織布を得た。実施例2の透液性不織布については、コクヨカッターナイフHA-7NB(商品名)用の標準替え刃HA-100Bを使用して透孔51と51との間において交差方向CDへ切断することにより得られた切断面を電子顕微鏡(キーエンス社製リアルサーフェスビュー顕微鏡VE-7800)で観察し、切断面の30倍の拡大写真を撮影した。その拡大写真は、図10として示されている。その切断面は、図3に現れている断面に相当するものであるが、写真の透液性不織布は、その下面が両面粘着テープを介して水平な面に固定されている。拡大写真には、複数条の水平線と複数条の垂直線とが、それぞれ0.5mmの中心間距離で引かれている。 (Example 2)
A liquid-permeable nonwoven fabric of Example 2 was obtained in the same manner as in Example 1 except that thesecond fibers 42 had a fineness of 3.3 dtex, a fiber length of 38 mm, and a crimp number of 15 / inch. About the liquid-permeable nonwoven fabric of Example 2, it cut | disconnects in the cross direction CD between the through- holes 51 and 51 using the standard spare blade HA-100B for KOKUYO cutter knife HA-7NB (brand name). The obtained cut surface was observed with an electron microscope (Real Surface View Microscope VE-7800 manufactured by Keyence Corporation), and an enlarged photograph 30 times the cut surface was taken. The enlarged photograph is shown as FIG. The cut surface corresponds to the cross section appearing in FIG. 3, but the lower surface of the liquid-permeable nonwoven fabric of the photograph is fixed to a horizontal surface via a double-sided adhesive tape. In the enlarged photograph, a plurality of horizontal lines and a plurality of vertical lines are drawn with a center-to-center distance of 0.5 mm.
第2繊維42が繊度3.3dtex、繊維長38mm、捲縮数15/インチのものである以外は、実施例1と同様にして実施例2の透液性不織布を得た。実施例2の透液性不織布については、コクヨカッターナイフHA-7NB(商品名)用の標準替え刃HA-100Bを使用して透孔51と51との間において交差方向CDへ切断することにより得られた切断面を電子顕微鏡(キーエンス社製リアルサーフェスビュー顕微鏡VE-7800)で観察し、切断面の30倍の拡大写真を撮影した。その拡大写真は、図10として示されている。その切断面は、図3に現れている断面に相当するものであるが、写真の透液性不織布は、その下面が両面粘着テープを介して水平な面に固定されている。拡大写真には、複数条の水平線と複数条の垂直線とが、それぞれ0.5mmの中心間距離で引かれている。 (Example 2)
A liquid-permeable nonwoven fabric of Example 2 was obtained in the same manner as in Example 1 except that the
図3と図10とを対比して明らかなように、透液性不織布の写真においても、図3と同様な隆起部25、頂部26、すそ野部分27、繊度の小さい第1繊維41、繊度の大きい第2繊維42、第1繊維41が形成する上方部分43と繊維間隙45、第2繊維42が形成する下方部分44と繊維間隙46等の存在を認めることができる。
As is clear by comparing FIG. 3 and FIG. 10, also in the photograph of the liquid-permeable nonwoven fabric, the raised portion 25, the top portion 26, the bottom portion 27, the first fiber 41 with a small fineness, Presence of the large second fiber 42, the upper portion 43 and the fiber gap 45 formed by the first fiber 41, the lower portion 44 and the fiber gap 46 formed by the second fiber 42 can be recognized.
(実施例3)
第2繊維42が繊度4.4dtex、繊維長38mm、捲縮数15/インチのものである以外は、実施例1と同様にして実施例3の透液性不織布を得た。 (Example 3)
A liquid-permeable nonwoven fabric of Example 3 was obtained in the same manner as in Example 1 except that thesecond fibers 42 had a fineness of 4.4 dtex, a fiber length of 38 mm, and a crimp number of 15 / inch.
第2繊維42が繊度4.4dtex、繊維長38mm、捲縮数15/インチのものである以外は、実施例1と同様にして実施例3の透液性不織布を得た。 (Example 3)
A liquid-permeable nonwoven fabric of Example 3 was obtained in the same manner as in Example 1 except that the
(実施例4)
第2繊維41と第2繊維42との単位面積当たりの質量(使用量)を変化させた以外は実施例3と同様にして実施例4の透液性不織布を得た。 (Example 4)
A liquid-permeable nonwoven fabric of Example 4 was obtained in the same manner as in Example 3 except that the mass (usage amount) per unit area of thesecond fiber 41 and the second fiber 42 was changed.
第2繊維41と第2繊維42との単位面積当たりの質量(使用量)を変化させた以外は実施例3と同様にして実施例4の透液性不織布を得た。 (Example 4)
A liquid-permeable nonwoven fabric of Example 4 was obtained in the same manner as in Example 3 except that the mass (usage amount) per unit area of the
(実施例5)
第2繊維42が繊度5.6dtex、繊維長38mm、捲縮数15/インチのものである以外は、実施例1と同様にして実施例5の透液性不織布を得た。 (Example 5)
A liquid-permeable nonwoven fabric of Example 5 was obtained in the same manner as Example 1 except that thesecond fibers 42 had a fineness of 5.6 dtex, a fiber length of 38 mm, and a crimp number of 15 / inch.
第2繊維42が繊度5.6dtex、繊維長38mm、捲縮数15/インチのものである以外は、実施例1と同様にして実施例5の透液性不織布を得た。 (Example 5)
A liquid-permeable nonwoven fabric of Example 5 was obtained in the same manner as Example 1 except that the
(実施例6)
第1繊維41が繊度1.9dtexのものである以外は、実施例2と同様にして実施例6の透液性不織布を得た。 (Example 6)
A liquid-permeable nonwoven fabric of Example 6 was obtained in the same manner as Example 2 except that thefirst fibers 41 had a fineness of 1.9 dtex.
第1繊維41が繊度1.9dtexのものである以外は、実施例2と同様にして実施例6の透液性不織布を得た。 (Example 6)
A liquid-permeable nonwoven fabric of Example 6 was obtained in the same manner as Example 2 except that the
(実施例7)
図4の第3工程103において、第1,第2マニホールド204,205のノズルピッチp2を4mmにして、透液性不織布に形成される隆起部25のピッチp1を4mmに変更した以外は、実施例1と同様にして実施例7の透液性不織布を得た。 (Example 7)
In athird step 103 of FIG. 4, first, the nozzle pitch p 2 of the second manifold 204 and 205 in the 4mm, except for changing the pitch p 1 of the ridge 25 formed on liquid-pervious nonwoven fabric 4mm is In the same manner as in Example 1, a liquid-permeable nonwoven fabric of Example 7 was obtained.
図4の第3工程103において、第1,第2マニホールド204,205のノズルピッチp2を4mmにして、透液性不織布に形成される隆起部25のピッチp1を4mmに変更した以外は、実施例1と同様にして実施例7の透液性不織布を得た。 (Example 7)
In a
(実施例8)
第1繊維41が繊度1.1dtexのものである以外は、実施例1と同様にして実施例8の透液性不織布を得た。 (Example 8)
A liquid-permeable nonwoven fabric of Example 8 was obtained in the same manner as Example 1 except that thefirst fibers 41 had a fineness of 1.1 dtex.
第1繊維41が繊度1.1dtexのものである以外は、実施例1と同様にして実施例8の透液性不織布を得た。 (Example 8)
A liquid-permeable nonwoven fabric of Example 8 was obtained in the same manner as Example 1 except that the
(実施例9)
第1繊維41が繊度1.1dtexのものであり、隆起部のピッチを4mmにしたこと以外は、実施例1と同様にして実施例9の透液性不織布を得た。 Example 9
A liquid-permeable nonwoven fabric of Example 9 was obtained in the same manner as Example 1 except that thefirst fibers 41 had a fineness of 1.1 dtex and the pitch of the raised portions was 4 mm.
第1繊維41が繊度1.1dtexのものであり、隆起部のピッチを4mmにしたこと以外は、実施例1と同様にして実施例9の透液性不織布を得た。 Example 9
A liquid-permeable nonwoven fabric of Example 9 was obtained in the same manner as Example 1 except that the
(実施例10,11,12)
第1繊維41が繊度1.2,1.4,1.6dtexのものである以外は、実施例1と同様にして、実施例10,11,12の不織布を得た。 (Examples 10, 11, and 12)
Nonwoven fabrics of Examples 10, 11, and 12 were obtained in the same manner as Example 1 except that thefirst fibers 41 had a fineness of 1.2, 1.4, and 1.6 dtex.
第1繊維41が繊度1.2,1.4,1.6dtexのものである以外は、実施例1と同様にして、実施例10,11,12の不織布を得た。 (Examples 10, 11, and 12)
Nonwoven fabrics of Examples 10, 11, and 12 were obtained in the same manner as Example 1 except that the
(実施例13)
第1繊維41として、芯成分がポリプロピレン(PP)であり、鞘成分が高密度ポリエチレン(HDPE)であって、繊度が1.0dtexである偏芯型の芯鞘複合繊維を使用した以外は実施例1と同様にして実施例13の透液性不織布を得た。 (Example 13)
Implemented as thefirst fiber 41 except that the core component is polypropylene (PP), the sheath component is high-density polyethylene (HDPE), and the eccentric core-sheath composite fiber having a fineness of 1.0 dtex is used. A liquid-permeable nonwoven fabric of Example 13 was obtained in the same manner as Example 1.
第1繊維41として、芯成分がポリプロピレン(PP)であり、鞘成分が高密度ポリエチレン(HDPE)であって、繊度が1.0dtexである偏芯型の芯鞘複合繊維を使用した以外は実施例1と同様にして実施例13の透液性不織布を得た。 (Example 13)
Implemented as the
(実施例14)
第1繊維41が繊度1.3dtexのものであること以外は、実施例13と同様にして実施例14の透液性不織布を得た。 (Example 14)
A liquid-permeable nonwoven fabric of Example 14 was obtained in the same manner as Example 13 except that thefirst fibers 41 had a fineness of 1.3 dtex.
第1繊維41が繊度1.3dtexのものであること以外は、実施例13と同様にして実施例14の透液性不織布を得た。 (Example 14)
A liquid-permeable nonwoven fabric of Example 14 was obtained in the same manner as Example 13 except that the
(実施例15)
第1繊維41が繊度1.7dtexのものであること以外は、実施例13と同様にして実施例15の透液性不織布を得た。 (Example 15)
A liquid-permeable nonwoven fabric of Example 15 was obtained in the same manner as Example 13 except that thefirst fibers 41 had a fineness of 1.7 dtex.
第1繊維41が繊度1.7dtexのものであること以外は、実施例13と同様にして実施例15の透液性不織布を得た。 (Example 15)
A liquid-permeable nonwoven fabric of Example 15 was obtained in the same manner as Example 13 except that the
(実施例16)
図4の第3工程103におけるサクションドラム203の外筒203bに図6の(a)の周面を適用したこと以外は、実施例1と同様にして実施例16の不織布を得た。この不織布は、図3における透孔51に相当する透孔を持たないものである。 (Example 16)
A nonwoven fabric of Example 16 was obtained in the same manner as in Example 1 except that theouter surface 203b of the suction drum 203 in the third step 103 of FIG. This nonwoven fabric does not have a through hole corresponding to the through hole 51 in FIG.
図4の第3工程103におけるサクションドラム203の外筒203bに図6の(a)の周面を適用したこと以外は、実施例1と同様にして実施例16の不織布を得た。この不織布は、図3における透孔51に相当する透孔を持たないものである。 (Example 16)
A nonwoven fabric of Example 16 was obtained in the same manner as in Example 1 except that the
(比較例)
比較例としての不織布を下記のようにして得て、実施例の透液性不織布と同様に評価した。 (Comparative example)
A nonwoven fabric as a comparative example was obtained as follows and evaluated in the same manner as the liquid-permeable nonwoven fabric of the example.
比較例としての不織布を下記のようにして得て、実施例の透液性不織布と同様に評価した。 (Comparative example)
A nonwoven fabric as a comparative example was obtained as follows and evaluated in the same manner as the liquid-permeable nonwoven fabric of the example.
(比較例1)
図4の工程において、実施例1の第2繊維42と、第1,第3工程101,103とを使用しなかったこと以外は実施例1と同様にして、第1繊維41のみで形成され、単位面積当たりの質量が25g/m2である比較例1の不織布を得た。第3工程103を使用しなかったこの不織布は、隆起部が形成されておらず、上面と下面とが平坦なものであった。 (Comparative Example 1)
In the process of FIG. 4, thefirst fiber 41 is formed only in the same manner as in Example 1 except that the second fiber 42 of Example 1 and the first and third processes 101 and 103 are not used. A nonwoven fabric of Comparative Example 1 having a mass per unit area of 25 g / m 2 was obtained. This nonwoven fabric that did not use the third step 103 had no ridges and had a flat upper surface and lower surface.
図4の工程において、実施例1の第2繊維42と、第1,第3工程101,103とを使用しなかったこと以外は実施例1と同様にして、第1繊維41のみで形成され、単位面積当たりの質量が25g/m2である比較例1の不織布を得た。第3工程103を使用しなかったこの不織布は、隆起部が形成されておらず、上面と下面とが平坦なものであった。 (Comparative Example 1)
In the process of FIG. 4, the
(比較例2)
図4の工程において、第3工程103を使用したこと以外は、比較例1と同様にして比較例2の不織布を得た。 (Comparative Example 2)
In the process of FIG. 4, the nonwoven fabric of the comparative example 2 was obtained like the comparative example 1 except having used the3rd process 103. FIG.
図4の工程において、第3工程103を使用したこと以外は、比較例1と同様にして比較例2の不織布を得た。 (Comparative Example 2)
In the process of FIG. 4, the nonwoven fabric of the comparative example 2 was obtained like the comparative example 1 except having used the
(比較例3)
図4の工程において、第3工程103を使用しなかったこと以外は、実施例1と同様にして比較例3の不織布を得た。この不織布は、上面と下面とが平坦なものであった。 (Comparative Example 3)
In the step of FIG. 4, a nonwoven fabric of Comparative Example 3 was obtained in the same manner as Example 1 except that thethird step 103 was not used. This nonwoven fabric had a flat upper surface and lower surface.
図4の工程において、第3工程103を使用しなかったこと以外は、実施例1と同様にして比較例3の不織布を得た。この不織布は、上面と下面とが平坦なものであった。 (Comparative Example 3)
In the step of FIG. 4, a nonwoven fabric of Comparative Example 3 was obtained in the same manner as Example 1 except that the
(比較例4)
実施例4の第1繊維41が繊度2.2dtexのものであり、第2繊維42が繊度3.3dtexのものであること以外は、実施例4と同様にして比較例4の不織布を得た。 (Comparative Example 4)
A nonwoven fabric of Comparative Example 4 was obtained in the same manner as in Example 4 except that thefirst fibers 41 of Example 4 had a fineness of 2.2 dtex and the second fibers 42 had a fineness of 3.3 dtex. .
実施例4の第1繊維41が繊度2.2dtexのものであり、第2繊維42が繊度3.3dtexのものであること以外は、実施例4と同様にして比較例4の不織布を得た。 (Comparative Example 4)
A nonwoven fabric of Comparative Example 4 was obtained in the same manner as in Example 4 except that the

使い捨ておむつ1の内面シート16を例にして説明したこの発明に係る透液性不織布31は、生理用ナプキンや吸尿パッド等の体液処理用品における内面シートしても使用することができる。生理用ナプキンの内面シートとして使用したときの透液性不織布31は、経血を水分と固形分とに分離して、その水分のみを吸液性の芯材に吸収させることができる。
The liquid-permeable nonwoven fabric 31 according to the present invention described using the inner sheet 16 of the disposable diaper 1 as an example can also be used as an inner sheet in a body fluid treatment article such as a sanitary napkin or a urine absorbing pad. The liquid-permeable nonwoven fabric 31 when used as an inner sheet of a sanitary napkin can separate menstrual blood into moisture and solid content, and only the moisture can be absorbed by the absorbent core material.
図11は、透液性不織布31の断面観察をしたときの断面の位置を示す図3と同様な図である。図において、断面sec.1は、隆起部25と、その両側に形成されたすそ野部分27と、同じく両側に形成された谷間部分28とを含む透液性不織布31の幅方向WDへ広がる断面を意味している。断面sec.2は、隆起部25の頂部26において前後方向LDへ広がる断面を意味している。断面sec.3は、両側に形成されたすそ野部分27のうちの一方において前後方向LDへ広がる断面を意味している。断面観察の対象とした透液性不織布31は、表1に記載の実施例2の不織布である。なお、比較のために、比較例2の不織布も断面観察の対象とした。観察の対象とする断面の作成と観察とには、図10の拡大写真を撮影したときと同一の道具と手順とを採用した。
FIG. 11 is a view similar to FIG. 3 showing the position of the cross section when the cross section of the liquid-permeable nonwoven fabric 31 is observed. In the figure, the section sec. Reference numeral 1 denotes a cross section extending in the width direction WD of the liquid-permeable nonwoven fabric 31 including the raised portion 25, the bottom portion 27 formed on both sides thereof, and the valley portion 28 also formed on both sides. Section sec. 2 means a cross section extending in the front-rear direction LD at the top 26 of the raised portion 25. Section sec. 3 denotes a cross section extending in the front-rear direction LD in one of the bottom portions 27 formed on both sides. The liquid-permeable nonwoven fabric 31 that was subjected to cross-sectional observation is the nonwoven fabric of Example 2 shown in Table 1. For comparison, the nonwoven fabric of Comparative Example 2 was also subjected to cross-sectional observation. For the creation and observation of the cross section to be observed, the same tools and procedures as those for taking the enlarged photograph of FIG. 10 were adopted.
図12は、実施例2の不織布31において任意に抽出した隆起部25と、その隆起部25におけるすそ野部分27と、その隆起部25における谷間部分28とを含む断面sec.1をリアルサーフェスビュー顕微鏡VE-7800で30倍に拡大して撮影したときの写真である。不織布31は、その下面22が両面粘着テープ71を介して水平な面72に固定されている。写真には断面sec.1に対する目盛として多数の水平線と垂直線とが示されている。互いに隣接する水平線どうしおよび垂直線どうしの中心間距離は0.2mmである。水平線と垂直線とによって形成されている各区画には、A,B,C,・・・の符号が幅方向WDに付されており、a,b,c,・・・の符号が厚さ方向TDに付されている。厚さ方向TDの区画a,b,c,・・・は、両面テープ71の上面から始まる区画である。
FIG. 12 shows a cross section sec. Including a raised portion 25 arbitrarily extracted from the nonwoven fabric 31 of Example 2, a bottom portion 27 in the raised portion 25, and a valley portion 28 in the raised portion 25. 1 is a photograph taken with a real surface view microscope VE-7800 magnified 30 times. The lower surface 22 of the nonwoven fabric 31 is fixed to a horizontal surface 72 via a double-sided adhesive tape 71. The photograph shows the section sec. A large number of horizontal lines and vertical lines are shown as a scale for 1. The distance between the centers of adjacent horizontal lines and vertical lines is 0.2 mm. Each of the sections formed by the horizontal line and the vertical line is provided with the symbols A, B, C,... In the width direction WD, and the symbols a, b, c,. It is attached in the direction TD. The sections a, b, c,... In the thickness direction TD are sections that start from the upper surface of the double-sided tape 71.
図12の断面sec.1には、観察された第1繊維41と第2繊維42との端面83が多数見えている。それぞれの端面83の位置は、断面sec.1の30倍の写真をリアルサーフェスビュー顕微鏡VE-7800でさらに100倍に拡大することによって確認した。
Referring to FIG. 1 shows a large number of observed end faces 83 of the first fibers 41 and the second fibers 42. The position of each end face 83 has a section sec. A 30-times photograph of 1 was confirmed by further magnifying it 100 times with a real surface view microscope VE-7800.
図13は、断面sec.1に端面83が存在することの理解を容易にするための参考図である。その図13は、図12における写真と同一の写真であるが、図13の写真では、端面83のそれぞれを白色の縁のついた黒色の丸印で示すことによって、端面83が明示してある。
FIG. 13 shows the section sec. 1 is a reference diagram for facilitating understanding that an end face 83 exists in FIG. FIG. 13 is the same as the photograph in FIG. 12, but in the photograph of FIG. 13, the end face 83 is clearly shown by indicating each of the end faces 83 with a black circle with a white edge. .
図14は、図12の観察結果を示すもので、図14の(a)は図12において幅方向WDの区画A,B,C,・・・のそれぞれと、厚さ方向TDの区画a,b,c,・・・のそれぞれとが交差して形成するゾーンAa,Ab,・・・,Ba,Bb,・・・,Ra,Rb,・・・,Riのそれぞれにおいて観察された端面83の個数を示している。すなわち、図14の(a)は、図12に示された隆起部25と、すそ野部分27と、谷間部分28とにおける端面83の個数の分布を示している。
FIG. 14 shows the observation result of FIG. 12, and FIG. 14 (a) shows the sections A, B, C,... In the width direction WD and the sections a, TD in the thickness direction TD in FIG. End faces 83 observed in each of the zones Aa, Ab,..., Ba, Bb,..., Ra, Rb,. The number of is shown. That is, FIG. 14A shows the distribution of the number of end faces 83 in the raised portion 25, the bottom portion 27, and the valley portion 28 shown in FIG.
図14の(b)は、図14の(a)の各ゾーンに存在する端面83の個数に応じて変化するゾーンの暗さのスケールを作成し、そのスケールを図14の(a)の各ゾーンに適用したときの結果を示している。それぞれのゾーンにおける斜線の本数が多くてゾーンが暗く見えるほど、そのゾーンには多数の端面83が存在することを意味している。
FIG. 14 (b) creates a darkness scale of the zone that changes in accordance with the number of end faces 83 existing in each zone of FIG. 14 (a). The scale is shown in FIG. 14 (a). The result when applied to a zone is shown. As the number of diagonal lines in each zone increases and the zone looks darker, it means that a larger number of end faces 83 exist in the zone.
図12,14において、端面83の個数が、隆起部25とすそ野部分27とでは、不織布31の上面21に近い部分に多くて下面22に近い部分には少ないことが明らかである。このことから、第1繊維41と第2繊維42とは、上面21に近い部分に多く集まる傾向にあると考えられる。谷間部分28では、端面83が上面21と下面22との間においてほぼ一様に分布している。隆起部25において、第1繊維41と第2繊維42とは、厚さ方向TDの上方に向かって凸となる弧を画くように集積している。両面テープ71の直上には、大きな空隙85(図12参照)が形成されているように見える。
12 and 14, it is apparent that the number of the end faces 83 is larger in the portion near the upper surface 21 of the nonwoven fabric 31 and smaller in the portion near the lower surface 22 in the raised portion 25 and the skirt portion 27. From this, it is considered that the first fibers 41 and the second fibers 42 tend to gather in a portion close to the upper surface 21. In the valley portion 28, the end surface 83 is distributed substantially uniformly between the upper surface 21 and the lower surface 22. In the raised portion 25, the first fibers 41 and the second fibers 42 are accumulated so as to draw an arc that protrudes upward in the thickness direction TD. It appears that a large gap 85 (see FIG. 12) is formed immediately above the double-sided tape 71.
図15は、実施例2の不織布31において任意に抽出した隆起部25についての断面sec.2を30倍に拡大して撮影した写真である。断面sec.2の30倍の写真については、断面sec.1の場合と同様に100倍に拡大することによって、端面83の存在を確認した。ただし、図15では、端面83を明示するための図13と同様な黒点は示されていない。図15の写真には、図12の写真と同様に、断面sec.2に対して水平線と垂直線とが示されている。水平線どうし、垂直線どうしの中心間距離は0.2mmである。これらの線によって形成される区画には、A,B,・・・Rとa,b,・・・iの符号が付されている。
FIG. 15 shows a cross section sec. Of the raised portion 25 arbitrarily extracted from the nonwoven fabric 31 of Example 2. 2 is a photograph taken by enlarging 30 times. Section sec. For a photograph 30 times larger than 2, the section sec. The presence of the end face 83 was confirmed by magnifying it 100 times as in the case of 1. However, in FIG. 15, black spots similar to FIG. 13 for clearly showing the end face 83 are not shown. In the photograph of FIG. 15, the section sec. For 2, a horizontal line and a vertical line are shown. The distance between the centers of the horizontal lines and the vertical lines is 0.2 mm. The sections formed by these lines are labeled A, B,... R and a, b,.
図16の(a)は、図15におけるゾーンAa,Ab,・・・Ai,Ba,Bb,・・・Bi,・・・Ra,Rb,・・・Riのそれぞれにおいて観察された端面83の個数を示す図14の(a)と同様な図である。
16A shows the end faces 83 observed in each of the zones Aa, Ab,... Ai, Ba, Bb,... Bi,. It is a figure similar to (a) of FIG. 14 which shows the number.
図16の(b)は、図14の(b)と同様にして作成したゾーンの暗さのスケールを図16の(a)の各ゾーンに適用したときの結果を示している。
(B) in FIG. 16 shows the results when the darkness scale of the zone created in the same manner as in (b) in FIG. 14 is applied to each zone in (a) in FIG.
図15,16から明らかなように、端面83の多くは、隆起部25の上面21に近い部分にあり、下面22に近い部分にあるものは僅かである。これらのことは、不織布31における第1,第2繊維41,42が、上面21に近い部分に密集していることを意味すると考えられる。不織布31の前後方向LDにおいて、端面83の分布はほぼ一様である。
As is clear from FIGS. 15 and 16, most of the end surface 83 is in a portion near the upper surface 21 of the raised portion 25, and only a few are in the portion near the lower surface 22. These things are considered to mean that the 1st, 2nd fibers 41 and 42 in the nonwoven fabric 31 are concentrated in the part close | similar to the upper surface 21. FIG. In the front-rear direction LD of the nonwoven fabric 31, the distribution of the end face 83 is substantially uniform.
図17,18は、実施例2の不織布において任意に抽出した隆起部25についての断面sec.3における端面83の個数を図15,16と同様にして示す図である。端面83は、不織布31の前後方向LDにおいて一様に分布し、厚さ方向TDにおいては不織布31の下面22に近い部分に多く集まる傾向にある。
FIGS. 17 and 18 are sectional views of the raised portion 25 arbitrarily extracted from the nonwoven fabric of Example 2. 17 is a view showing the number of end faces 83 in FIG. The end faces 83 are uniformly distributed in the front-rear direction LD of the nonwoven fabric 31 and tend to gather in a portion near the lower surface 22 of the nonwoven fabric 31 in the thickness direction TD.
図19-24は、比較例2の不織布における断面の観察結果を示す図である。これらの図のうちの図19,20は、実施例2の不織布における断面sec.1の観察の場合と同様にして、比較例2の不織布の幅方向断面を30倍に拡大した写真を撮影し、その写真をさらに100倍に拡大して繊維の端面の存在を確認し(図19参照)、確認のできた端面の個数を図14の(a)、(b)と同様な形式で示している(図20参照)。図19の写真にもまた、0.2mmの中心間距離を有する水平線と垂直線とのそれぞれが示されている。
FIGS. 19-24 are diagrams showing the observation results of the cross section of the nonwoven fabric of Comparative Example 2. FIGS. Of these figures, FIGS. 19 and 20 show a cross section sec. In the same manner as in the case of observation 1, a photograph was taken of a cross section in the width direction of the nonwoven fabric of Comparative Example 2 which was magnified 30 times, and the photograph was further magnified 100 times to confirm the presence of fiber end faces (see FIG. 19), the number of end faces that can be confirmed is shown in the same format as in FIGS. 14A and 14B (see FIG. 20). The photograph of FIG. 19 also shows each of a horizontal line and a vertical line having a center-to-center distance of 0.2 mm.
図19,20から明らかなように、繊維の端面は幅方向WDと厚さ方向TDとの全体にほぼ一様に分布する傾向にある。すなわち、隆起部では、上面に近い部分にも、下面に近い部分にも繊維の端面が同じように存在している。
As is clear from FIGS. 19 and 20, the end faces of the fibers tend to be distributed almost uniformly in the entire width direction WD and thickness direction TD. That is, in the raised portion, the end face of the fiber is present in the same manner in the portion near the upper surface and the portion near the lower surface.
図21,22は、比較例2の不織布について、隆起部の頂部における前後方向LDの断面を図15,16における場合と同様にして観察したときの結果を示す図である。繊維の端面は、前後方向LDと厚さ方向TDとにおいて、ほぼ一様に分布する傾向にある。図21にもまた、0.2mmの中心間距離を有する水平線と垂直線とのそれぞれが示されている。
21 and 22 are diagrams showing the results of observing the cross-section in the front-rear direction LD at the top of the raised portion in the same manner as in FIGS. 15 and 16 for the nonwoven fabric of Comparative Example 2. FIG. The end face of the fiber tends to be distributed almost uniformly in the front-rear direction LD and the thickness direction TD. FIG. 21 also shows a horizontal line and a vertical line each having a center-to-center distance of 0.2 mm.
図23,24は、比較例2の不織布について、すそ野部分における前後方向LDの断面を図17,18における場合と同様にして観察したときの結果を示す図である。繊維の端面は、前後方向LDと厚さ方向TDとにおいてほぼ一様に分布する傾向にある。図23にもまた、0.2mmの中心間距離を有する水平線と垂直線とのそれぞれが示されている。
23 and 24 are diagrams showing the results of observing the cross-section in the front-rear direction LD at the base portion of the nonwoven fabric of Comparative Example 2 in the same manner as in FIGS. The end face of the fiber tends to be distributed almost uniformly in the front-rear direction LD and the thickness direction TD. FIG. 23 also shows a horizontal line and a vertical line each having a center-to-center distance of 0.2 mm.
図12と図19とにおいて、写真に画かれたゾーンに存在する繊維の端面の多寡は、そのゾーンに含まれる繊維の本数の多寡を示すものであるが、これらの写真では、ゾーンの内側を二分するように幅方向WDや厚さ方向TDへ延びる繊維の本数を正確に示すことはできない。しかし、実施例2の不織布31の隆起部25とすそ野部分27とでは、その端面83が上面21に近い部分に多く集まり、下面22に近い部分にはあまり集まることがない様子を観察することができる。このような不織布31では、上面21に向かって排泄された軟便に含まれている水分が、主として上面21に沿って、隆起部25の頂部26からすそ野部分27と谷間部分28とを経て芯材13に速やかに吸収される。この不織布31との対比において、比較例の不織布では、隆起部においてもすそ野部分においても、繊維の端面は不織布の上面と下面との間にほぼ一様に分布する傾向にあるから、その不織布の上面に向かって排泄された軟便は、軟便中の水分が隆起部においてもすそ野部分においても断面のほぼ全体に広がりながら芯材に吸収される。これらの傾向を有する不織布31と比較例の不織布とでは、軟便水分の透過量の評価をしたときに、不織布31では水分の多くが不織布31からろ紙へ移行するが、比較例の不織布ではろ紙に移行せずに不織布に残留する水分が多くなる傾向にある、ということが表1において明らかである。
In FIG. 12 and FIG. 19, the number of fiber end faces present in the zone depicted in the photograph indicates the number of fibers contained in the zone. In these photographs, the inside of the zone is shown. The number of fibers extending in the width direction WD or the thickness direction TD so as to bisect cannot be accurately shown. However, in the raised portion 25 and the skirt portion 27 of the nonwoven fabric 31 of Example 2, it can be observed that the end face 83 gathers mostly in the portion near the upper surface 21 and does not gather much in the portion near the lower surface 22. it can. In such a non-woven fabric 31, the moisture contained in the loose stool excreted toward the upper surface 21 mainly passes along the upper surface 21 from the top portion 26 of the raised portion 25 through the bottom portion 27 and the valley portion 28. 13 is quickly absorbed. In contrast to this nonwoven fabric 31, in the nonwoven fabric of the comparative example, the end face of the fiber tends to be distributed almost uniformly between the upper surface and the lower surface of the nonwoven fabric in both the raised portion and the bottom portion. The loose stool excreted toward the upper surface is absorbed by the core material while the water in the loose stool spreads over almost the entire cross section in both the raised portion and the bottom portion. In the nonwoven fabric 31 having these tendencies and the nonwoven fabric of the comparative example, when the amount of permeated soft stool water is evaluated, most of the moisture in the nonwoven fabric 31 is transferred from the nonwoven fabric 31 to the filter paper. It is clear in Table 1 that there is a tendency that the moisture remaining in the nonwoven fabric does not shift and increases.
また、図15と図21とでは、不織布31でも比較例の不織布でも、隆起部の頂部に近い部分に位置する繊維の多くが不織布の長さ方向LDへ延びる傾向にあることを知ることができる。不織布31は、第2繊維42として繊度の大きい繊維を使用しているのであるが、このような傾向を有することによって、摩擦係数の平均偏差が比較例2の不織布のそれとほぼ同じ値になり、肌触りのよいものになると考えられる(表1参照)。
15 and FIG. 21, it can be seen that, in both the nonwoven fabric 31 and the nonwoven fabric of the comparative example, many of the fibers located near the top of the raised portion tend to extend in the length direction LD of the nonwoven fabric. . The nonwoven fabric 31 uses a fiber having a large fineness as the second fiber 42. By having such a tendency, the average deviation of the friction coefficient becomes almost the same value as that of the nonwoven fabric of Comparative Example 2, It is thought that it will be a good touch (see Table 1).
図12の隆起部25において、第1繊維41と第2繊維42とが厚さ方向TDの上方に向かって凸となる弧を画くように集積していることは、不織布31が厚さ方向MDにおいて圧縮されたときに、隆起部25が潰れ難く、不織布31の比容積が大きく変化することを防ぐように作用し、またその圧縮から解放されたときの不織布31の速やかな弾性的な復元を可能にするように作用していると考えられる。
In the raised portion 25 of FIG. 12, the first fibers 41 and the second fibers 42 are stacked so as to form an arc that protrudes upward in the thickness direction TD. When compressed at, the raised portion 25 is less likely to be crushed and acts to prevent the specific volume of the nonwoven fabric 31 from changing greatly, and the nonwoven fabric 31 can be quickly and elastically restored when released from the compression. It seems that it works to make it possible.
21 上面
22 下面
25 隆起部
26 頂部
27 すそ野部分
28 谷部
30 熱可塑性合成繊維
31 透液性不織布
41 第1繊維
42 第2繊維
43 上方部分
44 下方部分
50 熱可塑性合成繊維
LD 長さ方向(前後方向)
WD 横方向
TD 厚さ方向 21Upper surface 22 Lower surface 25 Raised portion 26 Top portion 27 Bottom portion 28 Valley portion 30 Thermoplastic synthetic fiber 31 Liquid-permeable nonwoven fabric 41 First fiber 42 Second fiber 43 Upper portion 44 Lower portion 50 Thermoplastic synthetic fiber LD Length direction (front and rear) direction)
WD Horizontal direction TD Thickness direction
22 下面
25 隆起部
26 頂部
27 すそ野部分
28 谷部
30 熱可塑性合成繊維
31 透液性不織布
41 第1繊維
42 第2繊維
43 上方部分
44 下方部分
50 熱可塑性合成繊維
LD 長さ方向(前後方向)
WD 横方向
TD 厚さ方向 21
WD Horizontal direction TD Thickness direction
Claims (7)
- 互いに直交する長さ方向と幅方向と厚さ方向とを有し、前記厚さ方向において互いに対向する上面と下面とのうちの前記上面では、前記下面から前記上面へ向かう方向に隆起して前記長さ方向へ延びる複数条の隆起部が形成され、前記幅方向において隣り合う前記隆起部どうしが前記幅方向へ広がるそれぞれのすそ野部分でつながり、熱可塑性合成繊維で形成されている透液性不織布であって、
前記熱可塑性合成繊維が繊度の異なる複数条の第1繊維と複数条の第2繊維とを含み、
前記第1繊維は、前記繊度が0.8-1.9dtexの範囲にあって、前記不織布の厚さ方向において、少なくとも前記隆起部では、前記上面を含む前記不織布の上方部分を形成し、
前記第2繊維は、前記繊度が2.0-6.0dtexの範囲にあって、前記不織布の厚さ方向において、少なくとも前記隆起部では、前記上方部分の下方にあって前記下面を含む前記不織布の下方部分を形成し、
前記第1繊維の繊度は、前記第2繊維の繊度よりも少なくとも0.5dtex小さいことを特徴とする前記不織布。 The upper surface of the upper surface and the lower surface opposite to each other in the thickness direction has a length direction, a width direction, and a thickness direction orthogonal to each other, and is raised in a direction from the lower surface toward the upper surface. A plurality of ridges extending in the length direction are formed, and the ridges adjacent to each other in the width direction are connected to each other in the width direction and formed from a thermoplastic synthetic fiber. Because
The thermoplastic synthetic fiber includes a plurality of first fibers and a plurality of second fibers having different finenesses,
The first fiber has a fineness in a range of 0.8 to 1.9 dtex, and forms an upper portion of the nonwoven fabric including the upper surface at least in the raised portion in the thickness direction of the nonwoven fabric;
The second fiber has the fineness in a range of 2.0-6.0 dtex, and the nonwoven fabric includes the lower surface in the thickness direction of the nonwoven fabric, at least in the raised portion, below the upper portion. Forming the lower part of
The non-woven fabric, wherein the fineness of the first fiber is at least 0.5 dtex smaller than the fineness of the second fiber. - 前記不織布は、単位面積当たりの質量が12-45g/m2の範囲にあり、前記第1繊維を10-50質量%含んでいる請求項1記載の不織布。 The nonwoven fabric according to claim 1, wherein the nonwoven fabric has a mass per unit area in the range of 12-45 g / m 2 and contains 10-50 mass% of the first fibers.
- 前記隆起部における前記長さ方向の摩擦係数の平均偏差が0.01よりも小さい請求項1または2記載の不織布。 The nonwoven fabric according to claim 1 or 2, wherein an average deviation of the friction coefficient in the length direction in the raised portion is smaller than 0.01.
- 前記第1繊維と前記第2繊維とが親水化処理されたものである請求項1-3のいずれかに記載の不織布。 The nonwoven fabric according to any one of claims 1 to 3, wherein the first fibers and the second fibers are subjected to a hydrophilic treatment.
- 前記第1繊維は、芯成分と鞘成分とを有する芯鞘型の複合繊維であって、前記芯成分の溶融温度が前記鞘成分の溶融温度よりも高く、前記芯成分と前記鞘成分との体積比が30:70-70:30の範囲にある請求項1-4のいずれかに記載の不織布。 The first fiber is a core-sheath type composite fiber having a core component and a sheath component, wherein a melting temperature of the core component is higher than a melting temperature of the sheath component, and the core component and the sheath component The nonwoven fabric according to any one of claims 1 to 4, wherein the volume ratio is in the range of 30: 70-70: 30.
- 前記第2繊維は、芯成分と鞘成分とを有する芯鞘型の複合繊維であって、前記芯成分の溶融温度が前記鞘成分の溶融温度よりも高く、前記芯成分と前記鞘成分との体積比が30:70-70:30の範囲にある請求項1-5のいずれかに記載の不織布。 The second fiber is a core-sheath type composite fiber having a core component and a sheath component, wherein the melting temperature of the core component is higher than the melting temperature of the sheath component, and the core component and the sheath component The nonwoven fabric according to any one of claims 1 to 5, wherein the volume ratio is in the range of 30: 70-70: 30.
- 前記第1繊維における前記芯成分の酸化チタン含有量が0.5-4質量%の範囲にあり、前記第2繊維における前記芯成分の酸化チタン含有量が2-6質量%の範囲にあって、前記第1繊維における前記酸化チタン含有量が前記第2繊維における前記酸化チタン含有量よりも少ない請求項6記載の不織布。 The titanium oxide content of the core component in the first fiber is in the range of 0.5-4 mass%, and the titanium oxide content of the core component in the second fiber is in the range of 2-6 mass%. The nonwoven fabric according to claim 6, wherein the titanium oxide content in the first fiber is less than the titanium oxide content in the second fiber.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011270696 | 2011-12-09 | ||
| JP2011-270696 | 2011-12-09 | ||
| JP2012132272A JP5743961B2 (en) | 2011-12-09 | 2012-06-11 | Liquid-permeable nonwoven fabric |
| JP2012-132272 | 2012-06-11 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013084977A1 true WO2013084977A1 (en) | 2013-06-13 |
Family
ID=48574335
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/081609 WO2013084977A1 (en) | 2011-12-09 | 2012-12-06 | Liquid-permeable non-woven fabric |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5743961B2 (en) |
| WO (1) | WO2013084977A1 (en) |
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019005906A1 (en) * | 2017-06-30 | 2019-01-03 | The Procter & Gamble Company | Shaped nonwoven |
| US10577722B2 (en) | 2017-06-30 | 2020-03-03 | The Procter & Gamble Company | Method for making a shaped nonwoven |
| US10655257B2 (en) | 2017-01-31 | 2020-05-19 | The Procter & Gamble Company | Shaped nonwoven |
| US10765565B2 (en) | 2018-01-25 | 2020-09-08 | The Procter & Gamble Company | Method for manufacturing topsheets for absorbent articles |
| US10772768B2 (en) | 2017-01-31 | 2020-09-15 | The Procter & Gamble Company | Shaped nonwoven |
| US10858768B2 (en) | 2015-07-31 | 2020-12-08 | The Procter & Gamble Company | Shaped nonwoven |
| US10888471B2 (en) | 2016-12-15 | 2021-01-12 | The Procter & Gamble Company | Shaped nonwoven |
| US10966874B2 (en) | 2016-12-20 | 2021-04-06 | The Procter & Gamble Company | Absorbent article(s) chassis comprising beamed elastics |
| US11129753B2 (en) | 2017-09-01 | 2021-09-28 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates |
| US11147718B2 (en) | 2017-09-01 | 2021-10-19 | The Procter & Gamble Company | Beamed elastomeric laminate structure, fit, and texture |
| US11160694B2 (en) | 2017-01-31 | 2021-11-02 | The Procter & Gamble Company | Three-dimensional substrates and absorbent articles having the same |
| US11401640B2 (en) | 2015-07-31 | 2022-08-02 | The Procter & Gamble Company | Forming belt for shaped nonwoven |
| US11505884B2 (en) | 2019-03-18 | 2022-11-22 | The Procter & Gamble Company | Shaped nonwovens that exhibit high visual resolution |
| US11547613B2 (en) | 2017-12-05 | 2023-01-10 | The Procter & Gamble Company | Stretch laminate with beamed elastics and formed nonwoven layer |
| US11655563B2 (en) | 2016-04-29 | 2023-05-23 | The Procter & Gamble Company | Apparatus for making nonwoven from continuous filaments |
| US11819393B2 (en) | 2019-06-19 | 2023-11-21 | The Procter & Gamble Company | Absorbent article with function-formed topsheet, and method for manufacturing |
| US11826230B2 (en) | 2015-07-31 | 2023-11-28 | The Procter & Gamble Company | Package of absorbent articles utilizing a shaped nonwoven |
| US11850128B2 (en) | 2018-09-27 | 2023-12-26 | The Procter And Gamble Company | Garment-like absorbent articles |
| US11896466B2 (en) | 2018-06-12 | 2024-02-13 | The Procter & Gamble Company | Absorbent articles having shaped, soft and textured nonwoven fabrics |
| US11925537B2 (en) | 2017-09-01 | 2024-03-12 | The Procter & Gamble Company | Beamed elastomeric laminate structure, fit, and texture |
| US11969325B2 (en) | 2018-01-25 | 2024-04-30 | The Procter & Gamble Company | Absorbent article with function-formed topsheet, and method for manufacturing |
| US11992393B2 (en) | 2022-02-02 | 2024-05-28 | The Procter & Gamble Company | Shaped nonwoven |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5756562A (en) * | 1980-09-20 | 1982-04-05 | Uni Charm Corp | Nonwoven fabric and production thereof |
| JPH03193958A (en) * | 1989-12-21 | 1991-08-23 | Unitika Ltd | Nonwoven fabric and production thereof |
| JP2002173863A (en) * | 2000-12-01 | 2002-06-21 | Kao Corp | Sheet for surface of absorbent article |
| JP2009030218A (en) * | 2007-06-22 | 2009-02-12 | Uni Charm Corp | Nonwoven fabric and process for producing the same |
| JP2009050538A (en) * | 2007-08-28 | 2009-03-12 | Kao Corp | Sheet for absorbent article |
| WO2010131565A1 (en) * | 2009-05-14 | 2010-11-18 | ユニ・チャーム株式会社 | Liquid-permeable nonwoven fibrous fabric |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4171671B2 (en) * | 2003-05-27 | 2008-10-22 | ユニ・チャーム株式会社 | Open-type disposable diapers |
| JP4804337B2 (en) * | 2006-12-27 | 2011-11-02 | 花王株式会社 | Top sheet for absorbent article and method for producing the same |
-
2012
- 2012-06-11 JP JP2012132272A patent/JP5743961B2/en active Active
- 2012-12-06 WO PCT/JP2012/081609 patent/WO2013084977A1/en active Application Filing
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5756562A (en) * | 1980-09-20 | 1982-04-05 | Uni Charm Corp | Nonwoven fabric and production thereof |
| JPH03193958A (en) * | 1989-12-21 | 1991-08-23 | Unitika Ltd | Nonwoven fabric and production thereof |
| JP2002173863A (en) * | 2000-12-01 | 2002-06-21 | Kao Corp | Sheet for surface of absorbent article |
| JP2009030218A (en) * | 2007-06-22 | 2009-02-12 | Uni Charm Corp | Nonwoven fabric and process for producing the same |
| JP2009050538A (en) * | 2007-08-28 | 2009-03-12 | Kao Corp | Sheet for absorbent article |
| WO2010131565A1 (en) * | 2009-05-14 | 2010-11-18 | ユニ・チャーム株式会社 | Liquid-permeable nonwoven fibrous fabric |
Cited By (62)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11401640B2 (en) | 2015-07-31 | 2022-08-02 | The Procter & Gamble Company | Forming belt for shaped nonwoven |
| US11925541B2 (en) | 2015-07-31 | 2024-03-12 | The Procter & Gamble Company | Package of absorbent articles utilizing a shaped nonwoven |
| US11826230B2 (en) | 2015-07-31 | 2023-11-28 | The Procter & Gamble Company | Package of absorbent articles utilizing a shaped nonwoven |
| US10858768B2 (en) | 2015-07-31 | 2020-12-08 | The Procter & Gamble Company | Shaped nonwoven |
| US11655563B2 (en) | 2016-04-29 | 2023-05-23 | The Procter & Gamble Company | Apparatus for making nonwoven from continuous filaments |
| US11730638B2 (en) | 2016-12-15 | 2023-08-22 | The Procter & Gamble Company | Shaped nonwoven |
| US10888471B2 (en) | 2016-12-15 | 2021-01-12 | The Procter & Gamble Company | Shaped nonwoven |
| US11344453B2 (en) | 2016-12-20 | 2022-05-31 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands unwound from spools on surface unwinders |
| US11654060B2 (en) | 2016-12-20 | 2023-05-23 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands provided with a spin finish |
| US10966874B2 (en) | 2016-12-20 | 2021-04-06 | The Procter & Gamble Company | Absorbent article(s) chassis comprising beamed elastics |
| US10966873B2 (en) | 2016-12-20 | 2021-04-06 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands unwound from spools on surface unwinders |
| US10973699B2 (en) | 2016-12-20 | 2021-04-13 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands unwound from beams |
| US10987253B2 (en) | 2016-12-20 | 2021-04-27 | The Procter & Gamble Company | Beamed elastic laminate properties |
| US10993851B2 (en) | 2016-12-20 | 2021-05-04 | The Procter & Gamble Company | Hip-to-waist and waist-to-crotch silhouette(s) of absorbent article(s) comprising beamed elastics |
| US11000421B2 (en) | 2016-12-20 | 2021-05-11 | The Procter & Gamble Company | Length-to-waist silhouette(s) of absorbent article(s) comprising beamed elastics |
| US11000420B2 (en) | 2016-12-20 | 2021-05-11 | The Procter & Gamble Company | Laminate(s) comprising beamed elastics and absorbent article(s) comprising said laminate(s) |
| US11000426B2 (en) | 2016-12-20 | 2021-05-11 | The Procter & Gamble Company | Disposable absorbent articles having cuffs of improved stretch laminate structure |
| US11660235B2 (en) | 2016-12-20 | 2023-05-30 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands |
| US11737928B2 (en) | 2016-12-20 | 2023-08-29 | The Procter & Gamble Company | Laminate(s) comprising beamed elastics and absorbent article(s) comprising said laminate(s) |
| US11141322B2 (en) | 2016-12-20 | 2021-10-12 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates |
| US11141321B2 (en) | 2016-12-20 | 2021-10-12 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands provided with a spin finish |
| US11944523B2 (en) | 2016-12-20 | 2024-04-02 | The Procter & Gamble Company | Elastomeric laminate(s) for absorbent article donning |
| US11147717B2 (en) | 2016-12-20 | 2021-10-19 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands |
| US11654059B2 (en) | 2016-12-20 | 2023-05-23 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates |
| US11642249B2 (en) | 2016-12-20 | 2023-05-09 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands provided with a spin finish |
| US11737927B2 (en) | 2016-12-20 | 2023-08-29 | The Procter & Gamble Company | Laminate(s) comprising beamed elastics and absorbent article(s) comprising said laminate(s) |
| US11219555B2 (en) | 2016-12-20 | 2022-01-11 | The Procter & Gamble Company | Apparatuses and methods for making absorbent articles with elastomeric laminates |
| US11318052B2 (en) | 2016-12-20 | 2022-05-03 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands unwound from beams |
| US11160694B2 (en) | 2017-01-31 | 2021-11-02 | The Procter & Gamble Company | Three-dimensional substrates and absorbent articles having the same |
| US11773521B2 (en) | 2017-01-31 | 2023-10-03 | The Procter & Gamble Company | Shaped nonwoven |
| US10934645B2 (en) | 2017-01-31 | 2021-03-02 | The Procter & Gamble Company | Shaped nonwoven |
| US11427943B2 (en) | 2017-01-31 | 2022-08-30 | The Procter & Gamble Company | Shaped nonwoven |
| US10968552B2 (en) | 2017-01-31 | 2021-04-06 | The Procter & Gamble Company | Shaped nonwoven |
| US11324641B2 (en) | 2017-01-31 | 2022-05-10 | The Procter & Gamble Company | Shaped nonwoven |
| US10655257B2 (en) | 2017-01-31 | 2020-05-19 | The Procter & Gamble Company | Shaped nonwoven |
| US11666488B2 (en) | 2017-01-31 | 2023-06-06 | The Procter & Gamble Company | Shaped nonwoven |
| US11661689B2 (en) | 2017-01-31 | 2023-05-30 | The Procter & Gamble Company | Shaped nonwoven |
| US11872112B2 (en) | 2017-01-31 | 2024-01-16 | The Procter & Gamble Company | Shaped nonwoven |
| US11987917B2 (en) | 2017-01-31 | 2024-05-21 | The Procter & Gamble Company | Shaped nonwoven |
| US10772768B2 (en) | 2017-01-31 | 2020-09-15 | The Procter & Gamble Company | Shaped nonwoven |
| US11090197B2 (en) | 2017-01-31 | 2021-08-17 | The Procter & Gamble Company | Shaped nonwoven |
| US11746441B2 (en) | 2017-06-30 | 2023-09-05 | The Procter & Gamble Company | Method for making a shaped nonwoven |
| US11149360B2 (en) | 2017-06-30 | 2021-10-19 | The Procter & Gamble Company | Method for making a shaped nonwoven |
| US11634838B2 (en) | 2017-06-30 | 2023-04-25 | The Procter & Gamble Company | Shaped nonwoven |
| US11939701B2 (en) | 2017-06-30 | 2024-03-26 | The Procter & Gamble Company | Shaped nonwoven |
| US10577722B2 (en) | 2017-06-30 | 2020-03-03 | The Procter & Gamble Company | Method for making a shaped nonwoven |
| US11214893B2 (en) | 2017-06-30 | 2022-01-04 | The Procter & Gamble Company | Shaped nonwoven |
| WO2019005906A1 (en) * | 2017-06-30 | 2019-01-03 | The Procter & Gamble Company | Shaped nonwoven |
| US11925537B2 (en) | 2017-09-01 | 2024-03-12 | The Procter & Gamble Company | Beamed elastomeric laminate structure, fit, and texture |
| US11129753B2 (en) | 2017-09-01 | 2021-09-28 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates |
| US11944524B2 (en) | 2017-09-01 | 2024-04-02 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates |
| US11147718B2 (en) | 2017-09-01 | 2021-10-19 | The Procter & Gamble Company | Beamed elastomeric laminate structure, fit, and texture |
| US11607348B2 (en) | 2017-09-01 | 2023-03-21 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates |
| US11547613B2 (en) | 2017-12-05 | 2023-01-10 | The Procter & Gamble Company | Stretch laminate with beamed elastics and formed nonwoven layer |
| US10765565B2 (en) | 2018-01-25 | 2020-09-08 | The Procter & Gamble Company | Method for manufacturing topsheets for absorbent articles |
| US11969325B2 (en) | 2018-01-25 | 2024-04-30 | The Procter & Gamble Company | Absorbent article with function-formed topsheet, and method for manufacturing |
| US11896466B2 (en) | 2018-06-12 | 2024-02-13 | The Procter & Gamble Company | Absorbent articles having shaped, soft and textured nonwoven fabrics |
| US11918442B2 (en) | 2018-09-27 | 2024-03-05 | The Procter & Gamble Company | Garment-like absorbent articles |
| US11850128B2 (en) | 2018-09-27 | 2023-12-26 | The Procter And Gamble Company | Garment-like absorbent articles |
| US11505884B2 (en) | 2019-03-18 | 2022-11-22 | The Procter & Gamble Company | Shaped nonwovens that exhibit high visual resolution |
| US11819393B2 (en) | 2019-06-19 | 2023-11-21 | The Procter & Gamble Company | Absorbent article with function-formed topsheet, and method for manufacturing |
| US11992393B2 (en) | 2022-02-02 | 2024-05-28 | The Procter & Gamble Company | Shaped nonwoven |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013139660A (en) | 2013-07-18 |
| JP5743961B2 (en) | 2015-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5743961B2 (en) | Liquid-permeable nonwoven fabric | |
| RU2723823C1 (en) | Absorbent product | |
| CN107635521B (en) | Absorbent article | |
| JP4023996B2 (en) | Absorbent article surface sheet | |
| JP5497987B2 (en) | Nonwoven fabric and method for producing the same | |
| CN110478133B (en) | Absorbent article | |
| KR20070048213A (en) | Extensible absorbent core and absorbent article | |
| CA2707003C (en) | Absorbent wearing article | |
| RU2723405C1 (en) | Absorbent product | |
| RU2713963C1 (en) | Multilayer nonwoven material, method for its production, absorbent article and sweat absorbing sheet | |
| GB2561118A (en) | Disposable diaper | |
| DE202019005402U1 (en) | Absorbent Articles | |
| CN112912046A (en) | Nonwoven web with visually discernable pattern | |
| JP5851823B2 (en) | Absorber | |
| US20030093044A1 (en) | Method of producing a fibrous material layer, a fibrous material layer and an absorbent article containing same | |
| EP3466386B1 (en) | Absorbent article | |
| US11253406B2 (en) | Absorbent article and method for manufacturing sheet with three-dimensional opening used therefor | |
| RU2735657C1 (en) | Absorbent product | |
| CN217391048U (en) | Absorbent article | |
| JP2019043103A (en) | Laminate sheet, manufacturing method thereof, and absorptive article | |
| US20200315865A1 (en) | Absorbent article | |
| RU2796016C1 (en) | Absorbing product | |
| JP7175826B2 (en) | absorbent article | |
| WO2024062957A1 (en) | Absorbent article | |
| JPH0424262A (en) | Nonwoven fabric, production thereof and absorbing article |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12856192 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 12856192 Country of ref document: EP Kind code of ref document: A1 |