JP3935582B2 - Business card sheet - Google Patents
Business card sheet Download PDFInfo
- Publication number
- JP3935582B2 JP3935582B2 JP35240497A JP35240497A JP3935582B2 JP 3935582 B2 JP3935582 B2 JP 3935582B2 JP 35240497 A JP35240497 A JP 35240497A JP 35240497 A JP35240497 A JP 35240497A JP 3935582 B2 JP3935582 B2 JP 3935582B2
- Authority
- JP
- Japan
- Prior art keywords
- business card
- paper
- pressure
- adhesive
- printer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Credit Cards Or The Like (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は小ロットの名刺を作製するための名刺シート、すなわち、汎用のプリンタ等にて印字可能な名刺シートであり、プリント後に型抜き部分から剥離して名刺として使用できる名刺作製用媒体に関するものである。
【0002】
【従来技術】
従来、小ロットの名刺を作製することは困難であり、小数の使用しか予定されないのに100枚単位の名刺を作製して高額の費用負担となる場合が多かった。また、プリンタで印字できるラベルシートは従来から市販されていて、これに自分の氏名とか住所をプリントして、名刺サイズの台紙に切り貼りして簡易名刺を作ることは可能であった。また、OCR用紙等を用いた一般プリント用厚紙にプリントして断裁し、簡易名刺とすることもできた。
【0003】
【発明が解決しようとする課題】
しかし、ラベルシートの場合、小ロットの製作はできるが、宛て名ラベルを貼り付けるため、見た目が悪く美麗な名刺はできなかった。また、厚紙のプリントは、個別の名刺サイズにする際、はさみ、カッターで切り離すか、あらかじめ用紙に設けられたミシン目で切り離す必要があり、手間がかかる他、ミシン目の場合は体裁の良いものはできず、いずれも使用者を満足させるものではなかった。そこで、本発明は、小ロットであっても美麗な名刺を簡易かつ迅速に作製することを可能とすべく鋭意研究して完成されたものである。
【0004】
【課題を解決するための手段】
上記課題を解決するための本発明は、プリンタ搬送用台紙と名刺用紙がヒートシール接着剤により剥離可能に疑似接着されてなり、前記名刺用紙は複数の名刺サイズに型抜きされた状態でプリンタ搬送用台紙に支持されてなる名刺シートであって、前記名刺用紙のプリンタ搬送用台紙側には印字圧により発色する自己発色性の感圧記録材が塗布されていて、プリンタ搬送用台紙を介してインパクトプリンタ等による印字記録が可能であることを特徴とする名刺シート、にある。かかる名刺シートであるため体裁の良い名刺を小ロットでも製造することが容易にできることに加えて、表裏両面からの印字が可能であって、幅広い用途に使用することができる。
【0008】
【発明の実施の形態】
以下、本発明の実施形態を図面を参照して説明することとする。
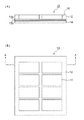
図1は、本発明の名刺シートの第1の実施形態、図2は、第2の実施形態、図3は、第3の実施形態を説明する図である。
まず、第1の実施形態の場合は、図1(B)のA−A線における断面図である図1(A)に図示されるように、プリンタ搬送用台紙14上に、感圧粘着剤による疑似接着層13a,13bを介して名刺用紙12が接着している状態にある。名刺用紙には、図1(B)平面図のように、名刺サイズに型抜きされた名刺11が複数形成されており、表面に氏名等を印字した後、疑似接着層から剥離することにより簡単に名刺を作製することができる。型抜きによる切断線16は、打ち抜き刃型により名刺用紙12を貫通するが、搬送用台紙14には到らない深さに型抜きされている。
【0009】
本発明の名刺シートの第2の実施形態の場合は、図2(B)のA−A線における断面図である図2(A)に図示されるように、プリンタ搬送用台紙14上にホットメルト型ヒートシール接着剤による疑似接着層13cを介して名刺用紙12が接着している状態にある点で、感圧接着剤による第1の実施形態の場合と相違している。名刺サイズに型抜きされた名刺11には、ホログラムにより形成したマーク18が貼着して設けられている。
名刺用紙12が名刺サイズに型抜きされていること、表面に印字した後、疑似接着層から剥離できることは第1の実施形態と同一である。
【0010】
本発明の名刺シートの第3の実施形態の場合は、図3(B)のA−A線における断面図である図3(A)に図示されるように、プリンタ搬送用台紙14上にホットメルト型ヒートシール接着剤による疑似接着層13cを介して名刺用紙12が接着している状態にあるが、名刺用紙の搬送用台紙14側には、自己発色性の記録材による自己発色層15が設けられていることに特徴がある。名刺用紙には、図3(B)の平面図のように、名刺サイズに型抜きされた名刺11が複数形成されていることは第1、第2の実施形態の場合と同様である。名刺11にはあらかじめプレプリントしたマーク17が設けられている。
第3の実施形態の場合は感圧性自己発色層15により、第1、第2の実施形態と異なり、表面側のみならず、搬送用台紙側からの印字も可能であって、結果的に両面印刷が可能となる。第3の実施形態の場合は、自己発色性記録材による自己発色層15を設けるので疑似接着層13cはホットメルト型ヒートシール接着剤によるのが好ましい。
【0011】
名刺シートは通常のプリンタで印字可能なサイズ、例えば、A4とかB5のサイズであって、名刺の大きさにもよるが、通常、4〜10面程度の名刺を型抜き形成することができる。
名刺用紙には、個々の名刺の所定の位置に共通のマーク17等を予めプレプリントしておいてもよい。また、ホログラムにより形成したマーク18を転写して貼着しておいても良い。これらのマークは、所定の会社のマークであったり、特定目的の団体や同好会のマークとすることができる。
【0012】
名刺用紙は、プリント後、剥離した際にカールが生じると体裁が悪いので、適当の厚さのある用紙が必要である。この用紙としては、上質紙、アート紙、コート紙、キャスト紙等の一般紙を挙げることができ、木材パルプ、填料、サイズ剤、紙力増強剤など、通常の杪紙で用いられる材料を必要に応じて使用することができる。一般的には、110〜135kg/46の上質の厚紙が好ましい。また、搬送用台紙は、プリンタ搬送用台紙として一定の強度のある紙が必要であって名刺用紙と同様のものを使用することができるが、一般的には、55kg/46程度の上質紙が好ましい。本発明の第3の実施形態の場合は、プリンタ搬送用台紙を介して印字するため、鮮明な印字を得るためにはできるだけ薄手でかつ強度のある搬送用台紙を使用するのが望ましい。
【0013】
このような名刺シートの製造は、まずプリンタ搬送用台紙と名刺用紙または自己発色層を有する名刺用紙を疑似接着する必要がある。2枚の紙基材等を疑似接着させる技術は各種の方法があるが、本発明では、感圧粘着剤で剥離可能に接着させるか、ホットメルト型のヒートシール接着剤を使用することで剥離可能に疑似接着でき、名刺としても使用し易く、また、コストの低減を図ることも可能となる。
【0014】
<第1の実施形態の名刺シートの製造>
第1の実施形態の場合は、自己発色層を含まないため、搬送用台紙と名刺用紙を疑似接着させる工程から開始される。感圧接着剤による接着状態は剥離不能な状態から剥離可能な状態と各種の状態となり得るが、これらの接着性の制御は配合上または塗布量の制御から調整可能でる。
本発明に使用する感圧粘着剤は、粘着主剤100重量部に対して無機充填剤を5重量部〜100重量部の割合で添加した配合物に、該無機充填剤と反応性を有するカップリング剤を0.1重量〜1.0重量%の割合で添加したことを特徴とする。また、これに粘着主剤と相溶性を有しない樹脂を適宜量の割合で添加して使用してもよい。
【0015】
本発明に使用する感圧粘着剤の粘着主剤は、ガラス転移点(Tg)が低く、ベタツキ感(タック感)の強い樹脂、例えば天然ゴム(NR)、エステル化天然ゴム、スチレン・ブタジエンゴム(SBR)、クロロプレンゴム、ポリ酢酸ビニル、ポリメチルメタクリレート(PMMA)等が挙げられる。好ましくは、粘着剤としての必要な物性である「粘着剤同士の自着性を保持しつつ、基材との密着性を自着性よりも大きくする」ことを目的として、例えば天然ゴム(NR)にアンカー効果の高いポリメチルメタクリレートやスチレンブタジエンゴム等を適宜割合で混合して使用するとよい。
【0016】
粘着主剤における、天然ゴム(NR)等の加圧により粘着性を発現する成分と、ポリメチルメタクリレートやスチレンブタジエンゴム等のアンカー効果を有する成分との割合は1/30〜1/1(重量比)とするとよい。
粘着主剤は、通常、0.01μm〜3μm程度の微粒子のものが使用される。粘着主剤は、無機充填剤等を含有させた感圧粘着剤(ドライ)中、50重量%〜90重量%、好ましくは70重量%〜80重量%とするとよく、50重量%より少ないと十分な接着性、耐熱性を得ることができなく、また、90%を越えると、ブロッキングが生じ、好ましくない。
【0017】
粘着主剤には、粘着付与剤として、ロジン、水添ロジン、不均化ロジン、重合ロジン、変性ロジン、ロジンエステル、水添ロジンエステル、不均化ロジンエステル、重合ロジンエステル等を耐シリコーン性を目的として添加してもよい。粘着付与剤は、感圧粘着剤中、固形分比で5重量%〜50重量%、好ましくは15重量%〜40重量%の割合で含有され、5重量%より少ないとシリコーン離型剤塗布後の接着性が低下し、50重量%を越えると感圧接着性が低下する。
【0018】
無機充填剤は、上記の粘着主剤にブロッキング防止や筆記適性の改良を目的として添加されるもので、マイクロシリカ、合成ゼオライト、活性アルミナゲル、炭酸カルシウム、酸化亜鉛、酸化チタン、タルク、クレー、カオリン、活性白土、シラスバルーン等の微粒状物質が挙げられる。これらの無機充填剤は、粘着主剤とは親和性を有しないものであるが、後述するカップリング剤を添加することにより、粘着主剤と親和性を有するに至るものである。無機充填剤の粒径は、
0.01μm〜30μm、好ましくは0.5μm〜10μmの範囲にあるものが好適である。
無機充填剤の添加量は、粘着主剤100重量部に対して、5重量部〜100重量部、好ましくは20重量部〜80重量部、最も好ましくは40重量部〜60重量部の割合で添加するとよい。
【0019】
本発明に使用する感圧粘着剤は、粘着主剤、無機充填剤、シランカップリング剤の各成分により基本的に構成されるが、必要に応じて、さらに、粘着層表面における粘着性を制御し、耐ブロッキング性を付与することを目的として、粘着主剤と相溶性を有しない樹脂を添加すると好ましい。
【0020】
以上、本発明に使用する感圧粘着剤における主要成分について説明したが、その他に感圧粘着剤には、名刺に適用した際のハンドリング性やNIP(ノンインパクトプリンタ)搬送性等の滑り性の向上、また耐ブロッキング性の向上を目的としてポリエチレンワックス、カルナウバワックス等のワックス類、又は、金属石鹸(脂肪酸、樹脂酸、ナフテン酸等のアルカリ金属塩以外の金属塩)等を、感圧粘着剤100重量部に対して0.01重量部〜20重量部、好ましくは1重量部〜5重量部の割合で添加することができる。20重量部より多いと筆記適性が悪化したり、接着不良等の問題が生じるので、その使用量は少ない方が好ましい。
【0021】
感圧粘着剤の塗布量は、乾燥後で0.1g〜10g/m2 、好ましくは1.0〜5.0g/m2 の範囲で塗布することが好ましい。この範囲内であれば、感圧粘着剤上から印刷あるいは印字した時に、インキが感圧粘着剤中を透過し、基材にまで到達させることができ、剥離した場合の印字層の転移を防止できる。さらには、ブロッキング、パイリング(粉落ち)等も防止でき、充分な密着性と印字性、筆記性が得られる。感圧粘着剤の塗工は、グラビアロールコート、グラビアリバースコート、ワイヤーバーコート、ブレードコート、エアナイフコート、ダイレクトロールコート、ダイコート、リバースロールコート等各種の方法で塗工することができる。
感圧粘着剤は安定した接着のため、名刺用紙とプリンタ搬送用台紙の双方の面に塗布することが好ましい。感圧粘着剤が塗布された、名刺用紙とプリンタ搬送用台紙は、感圧粘着剤の塗布された面同士を合わせて、圧着ローラを通過させて圧着一体化させる。
【0022】
疑似接着したシートを所定のサイズに断裁した後、個々の名刺形状を形成するための型抜きを行う。型抜きは型抜きの刃が名刺用紙を打ち抜いて、搬送用台紙を打ち抜かない深さに行う必要がある。110〜135kg/46の上質紙では、160μm〜200μm程度の厚さになるので、その厚みよりは刃先を高くし、プリンタ搬送用台紙に達する高さにはならないようにする必要がある。
なお、シートの断裁と型抜きの順序は上述とは逆の順序で行うことももちろん可能である。型抜きが完了すれば、本発明の第1の実施形態の名刺シートが完成する。
【0023】
<第2の実施形態の名刺シートの製造>
第2の実施形態の場合も、自己発色層を含まないため、搬送用台紙と名刺用紙を疑似接着させる工程から開始される。第2の実施形態の場合は、疑似接着をホットメルト型のヒートシール接着剤により剥離可能に接着して実現する。
ホットメルト型のヒートシール接着剤には天然系と合成系がある。天然系のワクス類でホットメルトラミネーションに使用するワックスとしては、パラフィンワックス、マイクロクリスタリンワックス、フィッシャー・トロップッシュワックス、変性ワックス等がある。合成系のワックスでは、ポリエチレンやポリプロピレン等のオレフィンを主たる成分とする低分子量ワックスのほか、エチレン−酢酸ビニル系共重合体をワックスとブレンドして好適に使用することができる。このホットメルト型接着剤に換えて、ホットメルト適性を有するポリエチレン系、スチレンブタジエン共重合体等のジエン系、アクリル酸エステル共重合体系、ポリビニルエーテル系等の高分子に粘着付与剤等を加えてなるホットメルト型接着剤を使用することもできる。
【0024】
ホットメルト型接着剤による接着状態も剥離不能な状態から剥離可能な状態と各種の状態となり得る。感圧粘着剤と同様に、接着力調整や筆記適性の改良を目的として無機充填剤等の各種添加剤を添加することができる。添加される無機材料には、マイクロシリカ、合成ゼオライト、活性アルミナゲル、炭酸カルシウム、酸化亜鉛、酸化チタン、タルク、クレー、カオリン、活性白土、シラスバルーン等の微粒状物質が挙げられる。無機充填剤の粒径は、0.01μm〜30μm、好ましくは0.5μm〜10μmの範囲にあるものが好適である。
【0025】
ホットメルト型ヒートシール接着剤は、接着剤をアプリケータ中で加熱しながら溶融している状態で基材に塗工し、接着剤が冷却して固化する前に他方の基材を積層して加圧して疑似接着させる。塗工する基材は、搬送用紙側にするのが剥離後に名刺用紙の接着剤残存が少なくなるので好ましい。ホットメルト型接着剤の塗布量は、0.5g〜20g/m2 、好ましくは1.0〜10.0g/m2 の範囲で塗布することが好ましい。
ホットメルト型ヒートシール接着剤の塗工は、ダイレクトロールコート、ワイヤーバーコート、ブレードコート、エアナイフコート、ダイコート、リバースロールコート等各種の方法で塗工することができる。
疑似接着したシートの断裁、個々の名刺形状の型抜きは、第1の実施形態と同様に行う。
【0026】
<第3の実施形態の名刺シートの製造>
名刺用紙は、自己発色性感圧記録材を基材に塗布し、その発色面の上に疑似接着層を設けたものとすることができる。
自己発色性感圧記録材は、発色性無色染料を溶解した油を含有するマイクロカプセルと、無色染料を発色させる顕色材を、混合あるいは重ねて支持体上に塗布したものである。感圧記録層は、ノーカーボン複写紙から発展したもので、その構成としては、無色染料を内包するマイクロカプセルを支持体に設ける工程と、さらにその上に酸性白土、フェノール樹脂、有機酸性物質などの電子受容性物質(顕色剤)を設ける工程からなる2層塗工法や、上記2成分の少なくとも1成分をマイクロカプセル化し、混合して塗工する1層塗工法とがある。
【0027】
本発明の名刺シートの自己発色性感圧記録材には、従来から公知のものを特に制限なく使用することができる。例えば、マイクロカプセル化の方法やマイクロカプセルの壁材、発色剤や顕色剤等である。
マイクロカプセルの壁材としては、ポリウレタン、ポリ尿素、エポキシ樹脂、尿素/ホルマリン樹脂、メラミン/ホルマリン樹脂などが使用できる。
発色剤としては、トリアリルメタン系化合物、ジアリールメタン系化合物、キサンテン系化合物、スピロピラン系化合物等がある。顕色剤としては、活性白土、酸性白土、ベントナイト、コロイダルシリカ、硅酸アルミニウム、サリチル酸のような有機酸、有機酸と金属化合物の混合物等を使用することができる。
【0028】
自己発色性感圧記録層のバインダーとしては、でんぷん類、ヒドロキシエチルセルロース、メチルセルロース、エチルセルロース、カルボキシメチルセルロースなどのセルロース誘導体、でんぷんの如き水性天然高分子化合物、ポリビニルアルコール、変性ポリビニルアルコール、ポリビニルピロリドン、ポリアクリル酸のような水溶性合成高分子化合物、ポリ酢酸ビニル、ポリアクリル酸エステル、スチレン/ブタジエン共重合体、エチレン/酢酸ビニル共重合体等のラテックス等を使用することもできる。
自己発色性感圧記録層の充填剤としては、タルク、カオリン、炭酸カルシウム、炭酸マグネシウム、酸化チタン、酸化珪素、水酸化アルミニウム等を使用することができる。
【0029】
自己発色性感圧記録材の塗工方法としては、グラビアロールコート、グラビアリバースコート、ワイヤーバーコート、ブレードコート、ダイレクトロールコート、ダイコート、リバースロールコート、エアナイフ塗工等の各種の方法で塗工することができる。
自己発色性感圧記録材の塗工量は、マイクロカプセル等の含有量によっても異なるが、乾燥後の塗工量が、2〜20g/m2 となる程度に塗工するのが適当である。自己発色性感圧記録材の塗工後の名刺用紙は、第2の実施形態の場合と同様にホットメルト型ヒートシール接着剤を塗布し、名刺用紙とプリンタ搬送用台紙を塗工中に一体化させる。
【0030】
本発明の名刺シートの名刺用紙表面(感圧記録層の無い側)に記録する際は、美麗な印字が必要なことから、レーザープリンタやタイプライター、インパクトプリンタ、あるいはワードプロセッサを用いることが好ましい。また、感熱溶融転写記録やインクジェット記録による印字も可能である。また、大量な印字を行う場合は、直接、活版印刷やオフセット印刷を行うことも勿論可能である。また、電子写真方式を用いることもできる。
本発明の名刺シートの名刺用紙裏面(感圧記録層面)に記録する際は、タイプライターやインパクトプリンタ等の印圧を加えて印字するドットプリンタ等を用いることが可能である。個々の名刺に剥離する前の印字はプリンタ搬送用台紙を介して印字を行うことになる。これらの場合に、インクリボンを使用する必要がないのは自明である。また、当然ではあるが、個々の名刺に剥離後または剥離前にボールペンや鉛筆などで加圧して記録することも可能である。名刺裏面への印刷は、メッセージや広告文等の印刷であっても良い。
【0031】
【実施例】
(実施例1)
名刺用紙として上質紙、115kg/46に、天然ゴムラテックス(水系エマルジョン)を主成分とし、マイクロシリカ(平均粒径1.8μm)、シランカップリング剤等を添加した組成の感圧粘着剤を、乾燥時の塗工量が、5g/m2 となるように、プリンタ搬送用紙とする上質紙、55kg/46に、グラビアコート法で塗工した後、100°Cで1分感乾燥させた。
【0032】
名刺用紙に、プリンタ搬送用台紙と同様に同一の感圧粘着剤を3g/m2 となるように、グラビアコート法で塗工し乾燥した。
感圧粘着剤塗工後の名刺用紙と搬送用台紙を圧着シーラー(大日本印刷(株)製「メールシーラー9000」)を使用し、そのロールギャップを120μmとなるようにして通過させて圧着一体化させた。この接着シートに名刺サイズがA4サイズに8枚形成されるように型抜きし、その後、A4サイズに断裁し本発明の第1の実施形態の名刺シートを完成した。完成後の名刺シートは0.31mm厚であった。
【0033】
粘着剤塗布面表面のタック感は、用紙の圧着前も圧着後に剥離した際も手指に粘着せず良好であった。シール後の粘着剤層間の接着力は、90g/25mm以上(オリエンテック(株)社製「テンシロンRTA−100」)あって良好であり、また容易に剥離することもできた。
この名刺シートの表面にワードプロセッサによる熱溶融転写で、氏名等を印字したところ、通常の名刺に遜色しない美麗な名刺を作製することができた。
【0034】
(実施例2)
名刺用紙として上質紙、115kg/46に、クリスタルバイオレットラクトン内包マイクロカプセル(平均粒子径6μm)と顕色剤、でんぷん粒子、カオリンクレー等からなる自己発色性感圧記録材を塗工量が、8g/m2 となるように、グラビアコート法で塗工した。
【0035】
上記により自己発色性感圧記録材を塗布した名刺用紙と搬送用紙とを、搬送用紙側に、パラフィンワックスに無機充填剤(炭酸カルシウム)等を添加したホットメルト型ヒートシール接着剤をグラビアコート法で、4g/m2 となるように塗工しながら、名刺用紙の記録材塗布面とが一体になるように重ね合わせて加圧し疑似接着させた。
この接着シートにオフセット印刷で、マーク17を印刷した後、名刺サイズがA4サイズに8枚形成されるように型抜きし、その後、A4サイズに断裁し本発明の第3の実施形態の名刺シートを完成した。完成後の名刺シートは0.3mm厚であった。
この名刺シートの表面にレーザープリンタで、氏名等を印字し、裏面にインパクトプリンタで、広告文を印字し、台紙から剥離したところ、通常の名刺に遜色しない美麗な名刺を作製することができた。
【0036】
【発明の効果】
本発明の名刺シートは、名刺サイズに型抜きされた名刺用紙が疑似接着層を介して搬送用台紙上に一体に形成されているので、汎用のプリンタ装置で印字して容易に体裁の良い名刺を作製することができることに加えて、上記名刺用紙の疑似接着層側に自己発色性感圧記録材層が設けられているので、プリンタ搬送用台紙側からも印字記録することができ、両面に印字した名刺を作製することができる。
【図面の簡単な説明】
【図1】 本発明の名刺シートの第1の実施形態を説明する図である。
【図2】 本発明の名刺シートの第2の実施形態を説明する図である。
【図3】 本発明の名刺シートの第3の実施形態を説明する図である。
【符号の説明】
10 名刺シート
11 名刺
12 名刺用紙
13a,13b 疑似接着層
13c 疑似接着層
14 搬送用台紙
15 自己発色層
16 型抜きによる切断線
17 マーク
18 ホログラムにより形成したマーク[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a business card sheet for producing a business card of a small lot, that is, a business card sheet that can be printed with a general-purpose printer, etc. It is.
[0002]
[Prior art]
Conventionally, it has been difficult to produce a business card of a small lot, and even though only a small number is expected to be used, a business card of 100 sheets is often produced, resulting in a high cost burden. Also, a label sheet that can be printed by a printer has been commercially available, and it has been possible to print a name and address on the label sheet and cut and paste it on a business card size mount to make a simple business card. Moreover, it was possible to print on a cardboard for general printing using OCR paper or the like and cut it to make a simple business card.
[0003]
[Problems to be solved by the invention]
However, in the case of a label sheet, a small lot can be manufactured, but since a name label is attached to the label sheet, it looks bad and a beautiful business card cannot be made. Also, when printing on cardboard, it is necessary to separate it with scissors, a cutter, or a perforation provided on the paper in advance when making it into an individual business card size. Neither was possible to satisfy the user. Therefore, the present invention has been completed by earnest research to make it possible to easily and quickly produce a beautiful business card even in a small lot.
[0004]
[Means for Solving the Problems]
This onset bright for solving the above problems, the printer transport mount and business card paper peelably will be pseudo bonded by heat sealing adhesive, the business card sheet printer in a state of being stamped into a plurality of business card size A business card sheet supported by a transport mount, and a self-coloring pressure-sensitive recording material that develops color by printing pressure is applied to the printer transport mount side of the business card paper. business card sheet, wherein can der Rukoto print recording by impact printer or the like via, in. Since it is such a business card sheet, it is possible to easily produce a business card with a good appearance even in a small lot, and it is possible to print from both the front and back sides, and it can be used for a wide range of applications .
[0008]
DETAILED DESCRIPTION OF THE INVENTION
Hereinafter, embodiments of the present invention will be described with reference to the drawings.
FIG. 1 is a diagram illustrating a first embodiment of a business card sheet according to the present invention, FIG. 2 is a diagram illustrating a second embodiment, and FIG. 3 is a diagram illustrating a third embodiment.
First, in the case of the first embodiment, as shown in FIG. 1A, which is a cross-sectional view taken along the line AA of FIG. The
[0009]
In the case of the second embodiment of the business card sheet of the present invention, as shown in FIG. 2A, which is a cross-sectional view taken along line AA of FIG. This is different from the case of the first embodiment using a pressure-sensitive adhesive in that the
It is the same as in the first embodiment that the
[0010]
In the case of the third embodiment of the business card sheet of the present invention, as shown in FIG. 3A, which is a cross-sectional view taken along line AA of FIG. The
In the case of the third embodiment, unlike the first and second embodiments, the pressure-sensitive self-
[0011]
The business card sheet has a size that can be printed by a normal printer, for example, A4 or B5 size. Depending on the size of the business card, a business card having about 4 to 10 sides can be cut and formed.
On the business card paper, a
[0012]
Since the business card paper looks bad when curled when it is peeled off after printing, a paper with an appropriate thickness is required. This paper can include general paper such as fine paper, art paper, coated paper, cast paper, etc., and materials that are used in ordinary paper such as wood pulp, fillers, sizing agents, and paper strength enhancers are required. Can be used according to. In general, high-quality cardboard of 110 to 135 kg / 46 is preferable. In addition, as the carrier mount, a paper having a certain strength is required as a printer transport mount, and the same one as a business card paper can be used. preferable. In the case of the third embodiment of the present invention, since printing is performed via a printer transport mount, it is desirable to use a transport mount that is as thin and strong as possible in order to obtain a clear print.
[0013]
In order to manufacture such a business card sheet, first, it is necessary to pseudo-bond a printer carrier mount and a business card paper or a business card paper having a self-coloring layer. There are various methods for pseudo-bonding two paper substrates, etc., but in the present invention, peeling is performed by using a pressure-sensitive adhesive or by using a hot-melt heat seal adhesive. Pseudo-adhesion is possible, it is easy to use as a business card, and the cost can be reduced.
[0014]
<Manufacture of Business Card Sheet of First Embodiment>
In the case of the first embodiment, since the self-coloring layer is not included, the process is started from a step of pseudo-bonding the carrier board and the business card sheet. The adhesive state with the pressure-sensitive adhesive can be changed from a state where it cannot be peeled to a state where it can be peeled, and various states can be controlled.
The pressure-sensitive adhesive used in the present invention is a coupling having reactivity with the inorganic filler in a composition in which an inorganic filler is added at a ratio of 5 to 100 parts by weight with respect to 100 parts by weight of the adhesive main agent. The agent is added at a ratio of 0.1 to 1.0% by weight. Moreover, you may add and use the resin which is not compatible with an adhesive main ingredient in the ratio of an appropriate quantity to this.
[0015]
The pressure-sensitive adhesive main component used in the present invention is a resin having a low glass transition point (Tg) and a strong stickiness (tackiness) such as natural rubber (NR), esterified natural rubber, styrene-butadiene rubber ( SBR), chloroprene rubber, polyvinyl acetate, polymethyl methacrylate (PMMA) and the like. Preferably, for example, natural rubber (NR) for the purpose of “retaining the adhesiveness between the adhesives more than the self-adhesiveness while maintaining the self-adhesiveness between the adhesives”, which is a necessary physical property as the adhesive. And polymethylmethacrylate and styrene butadiene rubber having a high anchor effect may be mixed at an appropriate ratio.
[0016]
In the adhesive main component, the ratio of the component that exhibits adhesiveness by pressure such as natural rubber (NR) and the component having an anchor effect such as polymethyl methacrylate or styrene butadiene rubber is 1/30 to 1/1 (weight ratio) )
As the adhesive main agent, fine particles having a size of about 0.01 μm to 3 μm are usually used. The pressure-sensitive adhesive is preferably 50% to 90% by weight, preferably 70% to 80% by weight in the pressure-sensitive pressure-sensitive adhesive (dry) containing an inorganic filler or the like, and less than 50% by weight is sufficient. Adhesiveness and heat resistance cannot be obtained, and if it exceeds 90%, blocking occurs, which is not preferable.
[0017]
As the tackifier, rosin, hydrogenated rosin, disproportionated rosin, polymerized rosin, modified rosin, rosin ester, hydrogenated rosin ester, disproportionated rosin ester, polymerized rosin ester, etc. as silicone tackifiers have silicone resistance. It may be added as a purpose. The tackifier is contained in the pressure sensitive adhesive in a solid content ratio of 5% to 50% by weight, preferably 15% to 40% by weight, and if less than 5% by weight, the silicone release agent is applied. When the amount exceeds 50% by weight, the pressure-sensitive adhesiveness decreases.
[0018]
The inorganic filler is added to the above-mentioned adhesive main agent for the purpose of preventing blocking and improving the writing ability. Microsilica, synthetic zeolite, activated alumina gel, calcium carbonate, zinc oxide, titanium oxide, talc, clay, kaolin , Finely divided substances such as activated clay and shirasu balloon. These inorganic fillers have no affinity with the adhesive main agent, but have an affinity for the adhesive main agent by adding a coupling agent described later. The particle size of the inorganic filler is
Those in the range of 0.01 μm to 30 μm, preferably 0.5 μm to 10 μm are suitable.
The addition amount of the inorganic filler is 5 to 100 parts by weight, preferably 20 to 80 parts by weight, and most preferably 40 to 60 parts by weight with respect to 100 parts by weight of the adhesive main agent. Good.
[0019]
The pressure-sensitive adhesive used in the present invention is basically composed of the adhesive main component, the inorganic filler, and the silane coupling agent, and further controls the adhesiveness on the surface of the adhesive layer as necessary. For the purpose of imparting blocking resistance, it is preferable to add a resin that is not compatible with the adhesive main agent.
[0020]
The main components in the pressure-sensitive adhesive used in the present invention have been described above. In addition, the pressure-sensitive adhesive has a slippery property such as handling property when applied to a business card and NIP (non-impact printer) transportability. Pressure-sensitive adhesive for waxes such as polyethylene wax and carnauba wax, or metal soaps (metal salts other than alkali metal salts such as fatty acids, resin acids, and naphthenic acids) for the purpose of improving and blocking resistance It can be added in an amount of 0.01 to 20 parts by weight, preferably 1 to 5 parts by weight per 100 parts by weight of the agent. If the amount is more than 20 parts by weight, the writing ability deteriorates and problems such as poor adhesion occur. Therefore, it is preferable that the amount used is small.
[0021]
The coating amount of pressure sensitive adhesive is a dried 0.1g~10g / m 2, preferably it is preferably applied in the range of 1.0 to 5.0 g / m 2. Within this range, when printing or printing from above the pressure-sensitive adhesive, the ink can pass through the pressure-sensitive adhesive and reach the substrate, preventing the transfer of the printed layer when peeled off. it can. Furthermore, blocking, piling (powder falling), etc. can be prevented, and sufficient adhesion, printability, and writing properties can be obtained. The pressure-sensitive adhesive can be applied by various methods such as gravure roll coating, gravure reverse coating, wire bar coating, blade coating, air knife coating, direct roll coating, die coating, and reverse roll coating.
The pressure-sensitive adhesive is preferably applied to both sides of the business card paper and the printer transport mount for stable adhesion. The business card paper and the printer carrier mount coated with the pressure sensitive adhesive are combined with each other with the pressure coated adhesive applied to each other and passed through a pressure roller.
[0022]
After the pseudo-adhered sheet is cut to a predetermined size, die cutting for forming individual business card shapes is performed. It is necessary to perform the die cutting to such a depth that the die cutting blade punches the business card paper and does not punch the carrier board. Since the high-quality paper of 110 to 135 kg / 46 has a thickness of about 160 μm to 200 μm, it is necessary to make the blade edge higher than the thickness so as not to reach the height of the printer transport mount.
Of course, the sheet cutting and die cutting can be performed in the reverse order. When the die cutting is completed, the business card sheet according to the first embodiment of the present invention is completed.
[0023]
<Manufacture of Business Card Sheet of Second Embodiment>
In the case of the second embodiment as well, since the self-coloring layer is not included, the process is started from a step of pseudo-bonding the carrier board and the business card paper. In the case of the second embodiment, the pseudo-adhesion is realized by adhering in a peelable manner with a hot-melt heat seal adhesive.
There are natural and synthetic hot-melt heat seal adhesives. Examples of waxes used for hot melt lamination in natural waxes include paraffin wax, microcrystalline wax, Fischer-Tropsch wax, and modified wax. Synthetic waxes can be suitably used by blending with an ethylene-vinyl acetate copolymer in addition to a low molecular weight wax mainly composed of olefins such as polyethylene and polypropylene. In place of this hot melt adhesive, a tackifier or the like is added to a polymer such as polyethylene, styrene butadiene copolymer and other diene, acrylate copolymer, polyvinyl ether, etc. having hot melt suitability. A hot-melt adhesive can be used.
[0024]
The state of adhesion by the hot melt adhesive can be changed from an inseparable state to a releasable state and various states. Similar to the pressure sensitive adhesive, various additives such as an inorganic filler can be added for the purpose of adjusting the adhesive strength and improving the writing ability. Examples of the inorganic material to be added include microparticulate substances such as microsilica, synthetic zeolite, activated alumina gel, calcium carbonate, zinc oxide, titanium oxide, talc, clay, kaolin, activated clay, and shirasu balloon. The inorganic filler has a particle size of 0.01 μm to 30 μm, preferably 0.5 μm to 10 μm.
[0025]
A hot melt heat seal adhesive is applied to a substrate in a molten state while the adhesive is heated in an applicator, and the other substrate is laminated before the adhesive cools and solidifies. Pressure is applied to make pseudo adhesion. The base material to be coated is preferably on the side of the conveyance paper because the adhesive remaining on the business card paper is reduced after peeling. The coating amount of hot-melt adhesives, 0.5g~20g / m 2, preferably it is preferably applied in the range of 1.0 to 10.0 g / m 2.
The hot melt heat seal adhesive can be applied by various methods such as direct roll coating, wire bar coating, blade coating, air knife coating, die coating, and reverse roll coating.
Cutting of the pseudo-adhered sheet and die cutting of each business card shape are performed in the same manner as in the first embodiment.
[0026]
<Manufacture of Business Card Sheet of Third Embodiment>
The business card paper may be formed by applying a self-coloring pressure-sensitive recording material to a base material and providing a pseudo-adhesion layer on the color development surface.
The self-coloring pressure-sensitive recording material is obtained by mixing or overlapping a microcapsule containing oil in which a color-forming colorless dye is dissolved and a color developing material for coloring the colorless dye on a support. The pressure-sensitive recording layer has been developed from carbonless copying paper. The construction of the pressure-sensitive recording layer includes a step of providing a microcapsule containing a colorless dye on the support, and an acidic clay, phenolic resin, organic acidic substance, etc. There are a two-layer coating method comprising a step of providing an electron accepting substance (developer), and a one-layer coating method in which at least one of the two components is microencapsulated and mixed for coating.
[0027]
As the self-coloring pressure-sensitive recording material of the business card sheet of the present invention, conventionally known ones can be used without particular limitation. For example, a microencapsulation method, a microcapsule wall material, a color former or a developer.
As the wall material of the microcapsule, polyurethane, polyurea, epoxy resin, urea / formalin resin, melamine / formalin resin and the like can be used.
Examples of the color former include triallylmethane compounds, diarylmethane compounds, xanthene compounds, and spiropyran compounds. As the developer, activated clay, acidic clay, bentonite, colloidal silica, aluminum oxalate, organic acid such as salicylic acid, a mixture of organic acid and metal compound, and the like can be used.
[0028]
Examples of binders for the self-coloring pressure-sensitive recording layer include starches, cellulose derivatives such as hydroxyethyl cellulose, methyl cellulose, ethyl cellulose, carboxymethyl cellulose, aqueous natural polymer compounds such as starch, polyvinyl alcohol, modified polyvinyl alcohol, polyvinyl pyrrolidone, and polyacrylic acid. Such a water-soluble synthetic polymer compound as described above, polyvinyl acetate, polyacrylic acid ester, styrene / butadiene copolymer, latex of ethylene / vinyl acetate copolymer, and the like can also be used.
As the filler for the self-coloring pressure-sensitive recording layer, talc, kaolin, calcium carbonate, magnesium carbonate, titanium oxide, silicon oxide, aluminum hydroxide, or the like can be used.
[0029]
The self-coloring pressure-sensitive recording material can be applied by various methods such as gravure roll coating, gravure reverse coating, wire bar coating, blade coating, direct roll coating, die coating, reverse roll coating, and air knife coating. be able to.
The coating amount of the self-color-forming pressure-sensitive recording material varies depending on the content of microcapsules and the like, but it is appropriate that the coating amount after drying is 2 to 20 g / m 2 . As with the second embodiment, the hot-melt heat seal adhesive is applied to the business card paper after the application of the self-coloring pressure-sensitive recording material, and the business card paper and the printer carrier mount are integrated during coating. Let
[0030]
When recording on the surface of the business card sheet (the side without the pressure-sensitive recording layer) of the business card sheet of the present invention, it is preferable to use a laser printer, a typewriter, an impact printer, or a word processor because beautiful printing is required. Also, printing by thermal melt transfer recording or ink jet recording is possible. In addition, when performing a large amount of printing, it is of course possible to directly perform letterpress printing or offset printing. An electrophotographic method can also be used.
When recording on the back side (pressure-sensitive recording layer side) of the business card sheet of the business card sheet of the present invention, it is possible to use a dot printer that prints by applying a printing pressure such as a typewriter or impact printer. Printing before peeling off to individual business cards is performed via a printer carrying mount. In these cases, it is obvious that an ink ribbon need not be used. Needless to say, it is also possible to record on individual business cards by pressing them with a ballpoint pen or pencil after peeling or before peeling. Printing on the back side of the business card may be printing of a message, an advertisement, or the like.
[0031]
【Example】
Example 1
High-quality paper as business card paper, 115 kg / 46, a pressure-sensitive adhesive having a composition in which natural rubber latex (water-based emulsion) is the main component, microsilica (average particle size 1.8 μm), a silane coupling agent, and the like are added. After coating with a gravure coat method on high-quality paper, 55 kg / 46, which was used as a printer transport paper, so that the coating amount at the time of drying was 5 g / m 2 , the coating was dried at 100 ° C. for 1 minute.
[0032]
On the business card paper, the same pressure-sensitive adhesive was applied by gravure coating method and dried, as in the case of printer carrier mount, so as to be 3 g / m 2 .
Use a pressure sealer (Dai Nippon Printing Co., Ltd. “Mail Sealer 9000”) to pass the card gap and 120 mm after the pressure-sensitive adhesive is applied, and press the adhesive to integrate Made it. The adhesive sheet was punched so that eight business card sizes were formed in A4 size, and then cut into A4 size to complete the business card sheet of the first embodiment of the present invention. The completed business card sheet was 0.31 mm thick.
[0033]
The tackiness of the surface to which the pressure-sensitive adhesive was applied was good because it did not stick to fingers both before and after pressure bonding of the paper. The adhesive strength between the pressure-sensitive adhesive layers after sealing was 90 g / 25 mm or more ("Tensilon RTA-100" manufactured by Orientec Co., Ltd.), and it was also easy to peel off.
When a name or the like was printed on the surface of the business card sheet by heat melting transfer using a word processor, a beautiful business card that was not inferior to a normal business card could be produced.
[0034]
(Example 2)
High-quality paper as business card paper, 115 kg / 46, self-coloring pressure-sensitive recording material comprising crystal violet lactone-encapsulated microcapsules (average particle size 6 μm), developer, starch particles, kaolin clay, etc. It was applied by a gravure coating method so as to be m 2 .
[0035]
By using the gravure coating method, a business card paper coated with a self-color-forming pressure-sensitive recording material and a carrier paper are coated with a hot-melt heat seal adhesive in which an inorganic filler (calcium carbonate) or the like is added to paraffin wax. While coating so as to be 4 g / m 2 , they were superimposed and pressed so as to be integrated with the recording material application surface of the business card paper, and pseudo-adhered.
After printing the
The name card was printed on the front side of this business card sheet with a laser printer, the advertising text was printed on the back side with an impact printer, and when it was peeled off from the mount, it was possible to produce a beautiful business card that would not be inferior to a normal business card. .
[0036]
【The invention's effect】
In the business card sheet of the present invention, the business card paper that has been die-cut to the size of the business card is integrally formed on the carrier board via the pseudo adhesive layer. In addition, since the self-coloring pressure-sensitive recording material layer is provided on the pseudo-adhesive layer side of the business card paper, it is possible to print and record from the printer carrier mount side. A printed business card can be produced.
[Brief description of the drawings]
FIG. 1 is a diagram illustrating a first embodiment of a business card sheet according to the present invention.
FIG. 2 is a diagram for explaining a second embodiment of the business card sheet of the present invention.
FIG. 3 is a diagram for explaining a third embodiment of the business card sheet of the present invention.
[Explanation of symbols]
10
Claims (1)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP35240497A JP3935582B2 (en) | 1997-12-05 | 1997-12-05 | Business card sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP35240497A JP3935582B2 (en) | 1997-12-05 | 1997-12-05 | Business card sheet |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11170745A JPH11170745A (en) | 1999-06-29 |
| JP3935582B2 true JP3935582B2 (en) | 2007-06-27 |
Family
ID=18423845
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP35240497A Expired - Fee Related JP3935582B2 (en) | 1997-12-05 | 1997-12-05 | Business card sheet |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3935582B2 (en) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2001275181A1 (en) * | 2000-06-02 | 2001-12-17 | Avery Dennison Corporation | Business card sheet construction and methods of making and using same |
| JP3477178B2 (en) * | 2001-03-08 | 2003-12-10 | 恵和株式会社 | Laminated sheet |
| KR20020096126A (en) * | 2001-06-18 | 2002-12-31 | 이수욱 | Business card and manufacturing method thereof |
| DE10142043C2 (en) * | 2001-08-28 | 2003-08-21 | Avery Dennison Zweckform Offic | Cards bow |
| KR100414434B1 (en) * | 2001-10-30 | 2004-01-13 | 한국폼텍 주식회사 | Calling card paper suitable for computer printer |
| JP2007144693A (en) * | 2005-11-25 | 2007-06-14 | Shinko Electric Co Ltd | Ink ribbon, printing paper, sublimation type thermal transferring printer and print controlling method |
| JP2009015030A (en) * | 2007-07-05 | 2009-01-22 | Dainippon Printing Co Ltd | Printing sheet |
| JP5289895B2 (en) * | 2008-11-05 | 2013-09-11 | 大日本印刷株式会社 | Business card printing substrate |
| JP5779872B2 (en) * | 2010-11-26 | 2015-09-16 | ぺんてる株式会社 | Elastic body |
-
1997
- 1997-12-05 JP JP35240497A patent/JP3935582B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11170745A (en) | 1999-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5468249B2 (en) | Information recording adhesive sheet | |
| JP3935582B2 (en) | Business card sheet | |
| JP3018725B2 (en) | Pressure sensitive adhesive sheet | |
| JPH09142015A (en) | Adhesive recording sheet | |
| JP2008222973A (en) | Heat-sensitive adhesive material and heat-sensitive adhesive sheet | |
| JPH07237372A (en) | Delivery slip | |
| JPH06115281A (en) | Repeelable information sheet | |
| JP3477178B2 (en) | Laminated sheet | |
| JP3511634B2 (en) | Method for producing pressure-sensitive adhesive sheet for label | |
| JPH0899460A (en) | Adhesive recording sheet, double-faced adhesive recording sheet, and contact recording sheet | |
| JPH06247076A (en) | Re-peelable pressure-sensitive adhesive postcard | |
| JPH07251581A (en) | Delivery slip and its manufacture | |
| JP2551656Y2 (en) | Removable pressure-sensitive adhesive postcard | |
| JP3349844B2 (en) | Removable pressure-sensitive recording sheet and form | |
| JP3142061B2 (en) | Pressure sensitive adhesive | |
| JPH04314596A (en) | Production of re-releasable adherent postcard | |
| JPH07149083A (en) | Removable information sheet | |
| JPH1159021A (en) | Sheet for pressure sensitive adhesive printing for heat sensitive recording | |
| JPH0872395A (en) | Adhesive recording sheet, double-sided adhesive recording sheet and pressure-sticking recording sheet | |
| JPH05238178A (en) | Re-releasable pressure-sensitive adhesive postcard | |
| JPH0976667A (en) | Recording sheet | |
| JPH09315036A (en) | Laminated adhesive sheet and its preparation | |
| JPH05238179A (en) | Re-releasable pressure-sensitive adhesive postcard | |
| JP2000043891A (en) | Easily unsealing envelope | |
| JPH04369596A (en) | Pressure sensitive adhesive sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041130 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20061115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061121 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070221 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070320 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100330 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110330 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110330 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120330 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130330 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130330 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140330 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |