JP2004337314A - Absorbent article and its manufacturing apparatus - Google Patents
Absorbent article and its manufacturing apparatus Download PDFInfo
- Publication number
- JP2004337314A JP2004337314A JP2003136416A JP2003136416A JP2004337314A JP 2004337314 A JP2004337314 A JP 2004337314A JP 2003136416 A JP2003136416 A JP 2003136416A JP 2003136416 A JP2003136416 A JP 2003136416A JP 2004337314 A JP2004337314 A JP 2004337314A
- Authority
- JP
- Japan
- Prior art keywords
- leak
- sheet
- speed
- proof
- topsheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Absorbent Articles And Supports Therefor (AREA)
- Orthopedics, Nursing, And Contraception (AREA)
Abstract
Description
【0001】
【発明の属する技術分野】
本発明は、例えば、生理用ナプキン、使い捨ておむつ、おりものシート、失禁パッド等の吸収性物品及びその製造方法に関し、特に、横漏れを防止する防漏壁を備えた吸収性物品、及び防漏壁に用いられるような柔軟性材料を接合する技術に関する。
【0002】
【従来の技術】
従来より、この種の吸収性物品として、断面T字型の防漏壁を備えた吸収性物品が知られており、例えば、特許文献1には、吸収性物品の前方部位(使用者の液排泄部と対向する部位)に、使用者の肌に面で当接する防漏壁を備えた吸収性物品が開示されている。
【0003】
【特許文献1】
特開平8−182702号公報
【0004】
【発明が解決しようとする課題】
一般に、上述のような、防漏壁を備えた吸収性物品においては、使用者の動きに合わせて吸収性物品自体を変形させる際に、使用者への装着性(フィット性)や密着性(ずれ防止)が望まれているところであるが、上記特許文献1に示された従来技術の場合、防漏壁が吸収性物品の前方部位にのみ設けられているため、吸収性物品の後方部位において、装着性や密着性が十分に確保できないという問題があり、さらに、後ろ漏れが生じるおそれもあった。
【0005】
ところで、近年、装着性や密着性を向上させると共に、後ろ漏れを防止する観点から、吸収性物品の後方部位まで防漏壁を延ばし、その後端部位に防漏シートを設ける技術が開発されつつある。
【0006】
このような吸収性物品を製造する場合、防漏壁の形成については、不織布のような柔軟性材料に糸ゴム等の弾性部材を接合し、ギャザー加工を施すようにしている。
その後、防漏壁に防漏シートを接合する場合にあっては、防漏壁と同じような柔軟性材料を原反として用い、この防漏シート原反を所定の速度で送りつつ切断し、防漏シートを複数形成する。その一方で、防漏壁を接合した中間体(吸収性物品の製造途中のもの)を所定の速度で送りつつ、この中間体に対し、防漏シートを所定の速度で送りながら接合する。
【0007】
通常、防漏シート原反から生じるトリムを少なくする観点等から、防漏シート原反の搬送速度を、中間体の搬送速度より小さくしており、防漏シートの搬送速度を、中間体の搬送速度に合わせると、防漏シートを受け取る領域において、防漏シートの搬送速度と防漏シート原反の搬送速度との間に速度差が生じる。
その結果、防漏シートを中間体に接合する位置が不安定になったり、あるいは、防漏シートの柔軟性が相俟って、防漏シートに損傷を与えるおそれがあり、ひいては、吸収性物品を安定して製造できないという問題がある。
【0008】
従って、本発明の目的は、装着性及び密着性を確保し、更に、後ろ漏れを防止し得る吸収性物品を提供することにある。
また、本発明の他の目的は、このような吸収性物品を安定して製造できる製造方法を提供することにある。
【0009】
【課題を解決するための手段】
本発明は、液透過性を有する表面シート、液不透過性を有する裏面シート、及び液保持性を有し該表面シート及び該裏面シートの間に介在し且つ防漏溝により該表面シートと部分的に一体化した吸収体を備え、前記表面シートの両側部には、防漏壁が伸縮自在に設けられており、該防漏壁は、前記表面シートの前方部から後方部に亘って配された基壁部と、前記表面シートに接近又は離間した状態で該基壁部の上部を覆う帯状伸縮部とからなり、前記表面シートの後方部には、防漏シートが設けられており、該防漏シートは、前記帯状伸縮部に接合して前記表面シートとの間に袋状空間を形成していることを特徴とする吸収性物品を提供することにより、前記目的を達成したものである。
【0010】
本発明によれば、、防漏壁を表面シートの後方部まで延ばし、その後方部の帯状伸縮部に防漏シートを接合することにより、吸収性物品の後方部においても、装着性及び密着性を確保でき、また、防漏シートと表面シートとの間に袋状空間を形成して後ろ漏れを防止できる。
【0011】
また、本発明は、前記表面シートを形成する表面シート原反、前記防漏壁を形成する防漏壁原反を折り曲げることにより前記防漏壁が連続した防漏壁連続体、前記裏面シートを形成する裏面シート原反、及び前記防漏シートを形成する防漏シート原反を用い、請求項1〜4の何れかに記載の吸収性物品を製造する方法であって、前記表面シート原反を第1速度で送りつつ、該表面シート原反に対し、前記防漏壁連続体を接合すると共に、前記吸収体を介在して前記裏面シート原反を接合することにより中間体を形成する中間体形成工程と、前記防漏シート原反を第2速度で送りつつ切断し、前記防漏シートを複数形成する防漏シート形成工程と、前記防漏シートを所定の搬送速度で送りつつ前記中間体に合流させて接合する防漏シート接合工程とを有し、前記防漏シート接合工程において、前記防漏シートの搬送速度を、前記防漏シートを受け取った後に、前記第2速度から前記第1速度に達するまで加速するように制御し、前記防漏シートを受け渡した後に、前記第1速度から前記第2速度に達するまで減速するように制御することを特徴とする吸収性物品の製造方法を提供することにより、前記目的を達成したものである。
【0012】
本発明によれば、防漏シートの搬送速度を、中間体の第1速度、及び防漏シート原反の第2速度に対応させて制御することにより、防漏シートを、その柔軟性に関わらず、損傷を受けずに搬送できると共に、防漏壁の適正な位置に接合できるため、吸収性物品を安定して製造できる。
【0013】
【発明の実施の形態】
以下、本発明の吸収性物品及びその製造装置の好ましい一実施形態を図面を参照して説明する。
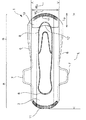
図1、図2又は図3(c)に示すように、本実施形態の生理用ナプキン(吸収性物品)1は、液透過性を有する表面シート2、液不透過性を有する裏面シート3、及び液保持性を有し表面シート2及び裏面シート3の間に介在し且つ防漏溝8により表面シート2と部分的に一体化した吸収体4を備えている。
表面シート2の両側部には、防漏壁5が伸縮自在に設けられている。防漏壁5は、表面シート2の前方部Aから後方部Bに亘って配された基壁部51と、表面シート2に接近又は離間した状態で基壁部51の上部を覆う帯状伸縮部52とからなる。
表面シート2の後方部Bには、防漏シート10が設けられている。防漏シート10は、帯状伸縮部52に接合して表面シート2との間に袋状空間を形成している。
まず、かかる生理用ナプキン1を詳細に述べる。
【0014】
表面シート2は、縦長の略楕円シート状に形成されたもので、吸収体4の上側を覆い、その周縁部分が吸収体4と裏面シート3の間に巻き込まれている。
裏面シート3は、表面シート2より一回り大きいシート状に一対のウィング部7、7を付加したような形状に形成されたもので、吸収体4の下側を覆っている。なお、表面シート3の表側(肌当接側)には、これと同一の形状・サイズの不織布からなるシートが貼付されている。
【0015】
裏面シート3の、表面シート2から側方に延出した部分には、サイドフラップ6が形成されており、さらに、サイドフラップ6から側方に延出した部分には、ウィング部7が形成されている。
【0016】
このウィング部7は、折り曲げられて下着の外面に粘着されることにより、下着の内面に生理用ナプキン1を固定するものである。この場合、生理用ナプキン1の前方部Aが使用者の液排泄部に対向し、その後方部Bが使用者の液排泄部より背側の部位に対向するようになっている。
表面シート2及び裏面シート3の、吸収体4から前方及び後方に延出した部分には、それぞれ、エンドシール部11が形成されている。
【0017】
吸収体4及び表面シート2には、これらを圧密して一体化した防漏溝8が形成されている。防漏溝8は、吸収体4に吸収された体液の拡散を抑制する機能を有し、幅方向中央部分において前方部から後方部に亘って略楕円状に形成されている。
【0018】
表面シート2の両側部には、一対の防漏壁5、5が、前方部Aから後方部Bに亘って接合されている。防漏壁5は、一枚の不織布にギャザー加工を施すことにより断面T字状にしたもので、基壁部51と、帯状伸縮部52とから一体的になる。
【0019】
基壁部51は、その下端縁部分が表面シート2と裏面シート3の間に巻き込まれており、表面シート2の縁部分から起立した状態で表面シート2の上方側部領域を覆うようになっている。
【0020】
帯状伸縮部52は、基壁部51の上端から幅方向外側に一旦延出してから幅方向内側に折り返されたような形状に形成されており、表面シート2の側部上面に接近又は離間した状態で基壁部51の上部を覆うようになっている。
【0021】
帯状伸縮部52には、糸ゴムやウレタンゴム等の弾性部材9が長手方向に内在している。この弾性部材9により、生理用ナプキン1自体が、無負荷の状況下において、長手方向の中央部を境にして内側に幾分折り曲げられた状態になり、この場合、帯状伸縮部52が、張った状態で表面シート2の側部上面から離間しており、基壁部52が、表面シート2の縁部分から起立している。
かかる防漏壁5は、使用状況下において、使用者の動きに対応して伸縮しつつ、基壁部51が折り畳まれ、帯状伸縮部52が使用者の肌に面接触した状態に保持される。
【0022】
表面シート2の後方部Bには、防漏シート10が設けられている。防漏シート10は、表面シート2の後端部分を覆うような略半円シート状に形成されたもので、その両端部分が帯状伸縮部52に接合している。これにより、防漏シート10は、表面シート2の後端部分との間に、ポケット空間(袋状空間)を形成し、後ろ漏れを防止するようになっている。
【0023】
帯状伸縮部52の間における、防漏シート10の幅方向の端縁10’は、装着性(フィット性)を向上させる観点から、円弧状に形成されている。防漏シート10の幅WPは、防漏シート10が防漏壁5から外側にはみ出ず、装着性を損なわせない観点から、一対の帯状伸縮部52の外端縁についての幅方向の間隔WGより小さく設定されている。例えば、帯状伸縮部52の間隔WGが50〜120mmであるのに対し、防漏シート10の幅WPが45〜115mmである。
【0024】
生理用ナプキン1の長手方向につき、防漏シート10の縦長LPの全長Lに対する縦長比は、生理用ナプキン1の装着性及び密着性を確保する観点と、防漏シート10を搬送する搬送ローラ21(詳細後述)の回転速度を無理なく制御する観点との均衡から、0.05〜0.5の範囲内に含まれていればよく、より好ましくは、0.1〜0.35であり、さらに好ましくは、0.1〜0.2である。
防漏シート10の縦長比が、0.05より小さい場合、回転速度比が高くなり、機械的負荷が増大するため、接合が不安定になるという不具合が生じるおそれがあり、0.5より大きい場合、生理用ナプキン1の吸収面が減少して吸収性が低下するという不具合が生じるおそれがある。
【0025】
次に、上述した生理用ナプキン1の製造方法の一例を説明するが、本実施形態の生理用ナプキン1は、次に述べる製造方法に限定されるものでない。
図3(a)〜図3(c)に示すように、予め、液透過性を有する材料をロール状に巻回した表面シート原反2a、不織布のような柔軟性材料をロール状に巻回した防漏壁原反5a、パルプ繊維及び吸収性ポリマーを用いて液保持性を有するようにした吸収体原反(図示しない)、不透過性を有する材料をロール状に巻回した裏面シート原反3a、不織布のような柔軟性材料をロール状に巻回した防漏シート原反10a等を用意しておく。
【0026】
本実施形態の製造方法は、中間体形成工程と、防漏シート形成工程と、防漏シート接合工程とを有する。
中間体形成工程では、まず、表面シート原反2aを第1速度V1で送る一方で、防漏壁原反5aに弾性部材9をホットメルト接着剤で貼付した後、断面T字状に折り曲げる、ギャザー加工を施すことにより、防漏壁5が送り方向に連続した防漏壁連続体5bを形成し、この防漏壁連続体5bを表面シート原反2aに合流させ、これらをホットメルト接着剤で一体的に接合して第1の中間体30Aを形成する(図3(a)参照)。
【0027】
次いで、吸収体原反から切断した複数の吸収体4を、所定の間隔毎に、第1の中間体30Aにおける表面シート原反2a上に送り込み、表面シート原反2a及び防漏壁連続体5bの両側部を折り返し、その折り返し部分や吸収体4に、ホットメルト接着剤で裏面シート原反3aを貼付した後、第1のヒートシール加工(例えば防漏溝加工等)を施すことにより第2の中間体30Bを形成する(図3(b)参照)。なお、第1、第2の中間体30A、30Bは、表面シート原反2aと同じ第1速度V1で送られる。
【0028】
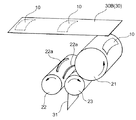
図4及び図5に示すように、防漏シート形成工程では、カッタローラ22、アンビルローラ23、搬送ローラ21等が用いられる。
カッタローラ22は、外周面上にカッタ刃22aを有するローラで、これと同径(例えば40mm)のアンビルローラ23と一対をなして、防漏シート原反31を第2速度V2(<V1)で引き出しつつ周期的に切断して防漏シート10を複数形成するように構成されている。
【0029】
搬送ローラ21は、外周面上にバキューム孔(図示しない)を複数有するローラで、第2速度V2(接線速度)で回転するアンビルローラ23と約10倍の直径比で一対をなして、このアンビルローラ23から受け取った防漏シート10を吸引しつつ搬送し、また、第1速度V1(接線速度)で回転する送りローラ24と一対をなして、この送りローラ24との間の第2の中間体30Bに防漏シート10を受け渡すように構成されている。
【0030】
本実施形態の場合、搬送ローラ21には、サーボモータ(図示しない)が、動力を伝達するように連結されている。このサーボモータは、搬送ローラ21の搬送速度(接線速度)VPを加減速するもので、フィードバック制御回路からの駆動指令に基づいてサーボ制御されるように構成されている。具体的には、「駆動指令」は、第1速度V1及び第2速度V2に対応する回転位置・回転速度に設定した目標値と、フィードバックされた制御量との偏差を、サーボモータに対する指令としている。
【0031】
図6に示すように、防漏シート10の受取領域P1P2内では、搬送ローラ21の搬送速度VPを、第2速度V2と同一になるように制御する。ここに、受取領域P1P2は、搬送ローラ21の外周面において、防漏シート10が、先端から後端まで、搬送ローラ21とアンビルローラ23との接線上を通過した領域である。この受取領域P1P2内においては、搬送ローラ21とアンビルローラ23との間に速度差が生じず、その結果、防漏シート10は、搬送ローラ21やアンビルローラ23からせん断力を受けずに損傷されないまま搬送される。
【0032】
また、受取領域P1P2から受渡領域P3P4に向かう加速領域P2P3内では、搬送ローラの搬送速度VPを、第2速度V2から第1速度V1に達するまで加速するように制御する。この場合、搬送速度VPが第1速度V1に一致することが好ましいが、搬送速度VPは、第1速度V1に対する相対速度が、上述した、防漏シート10の縦長比を満たす程度にまで小さくなるような速度になればよい。
【0033】
さらに、防漏シート10の受渡領域P3P4では、搬送ローラ21の搬送速度VPを、第1速度V1と同一になるように制御する。ここに、受渡領域P3P4は、搬送ローラ21の外周面において、防漏シート10が、先端から後端まで、搬送ローラ21と送りローラ24との接線上を通過した領域である。この受渡領域P3P4内においては、搬送ローラ21と送りローラ24との間に速度差が生じず、その結果、防漏シート10は、第2の中間体30Bにおける防漏壁原反5aの適正な位置にホットメルト接着剤で接合(仮止め)される。
【0034】
さらにまた、受渡領域P3P4から受取領域P1P2に向かう減速領域P4P1内では、搬送ローラ21の搬送速度VPを、第1速度V1から第2速度V2に達するまで減速するように制御し、上記受取領域P1P2につなげる。この場合、この場合、搬送速度VPが第2速度V2に一致することが好ましいが、搬送速度VPは、第2速度V2に対する相対速度が、上述した、防漏シート10の縦長比を満たす程度にまで小さくなるような速度になればよい。
その後の工程においては、防漏シートと表面シートとの合わせ部分に、第2のヒートシール加工を施し、全周カットした後に外装して生理用ナプキン1を完成させる。
【0035】
以上述べたように、本実施形態によれば、防漏壁5を表面シート2の後方部Bまで延ばし、その後方部Bの帯状伸縮部52に防漏シート10を接合したことから、一対の防漏壁5、5の間に生じた段差部分が防漏シート10で塞がれるため、生理用ナプキン1の後方部Bにおいても、装着性及び密着性を確保でき、また、防漏シート10と表面シート2との間にポケット空間が形成されるため、後ろ漏れを防止できる。
【0036】
特に、防漏シート10を防漏溝8の一部と重なるように接合したことから、ポケット空間における吸収体4に吸収された体液は、その防漏溝8によって拡散が抑制されるため、後ろ漏れをより効果的に防止できる。
また、防漏シート10の端縁10’を円弧状にし、防漏シート10の幅WPを、帯状伸縮部52の間隔WGより小さくしたため、装着性をさらに向上させることができる。
【0037】
また、本実施形態によれば、防漏シート10の搬送速度VPを、中間体30(30A、30B)の第1速度V1、及び防漏シート原反10aの第2速度V2に対応させて制御したことから、防漏シート10を、その柔軟性に関わらず、損傷を受けずに搬送できると共に、防漏壁5の適正な位置に接合できるため、生理用ナプキン1を安定して製造できる。
【0038】
特に、防漏シート10の縦長LPの全長Lに対する縦長比を所定の範囲内に設定したことから、生理用ナプキン1の装着性及び密着性と、防漏シートの搬送速度VPの制御の簡便性との調和点を見出すことができる。
【0039】
本発明は、上記実施形態に限られることなく、種々の変更を行うことができる。
例えば、本発明の吸収性物品及びその製造方法は、生理用ナプキン1だけでなく、使い捨ておむつ、おりものシート、失禁パッド等にも適用可能である。
また、防漏シート10の端縁10’は、装着性の向上の観点から円弧状にすることが好ましいが、カッタローラ22の構成を簡素化する観点では、直線状であってもかまわない。
さらに、防漏シート10は、後ろ漏れの効果的な防止の観点から、防漏溝8の一部と重なっていることが好ましいが、同様の観点から、防漏シート10の端縁10’が防漏溝8の端部と重なっていれば十分であり、その一方で、防漏シート10のコスト低減の観点からでは、防漏シート10の縦長を小さくし、防漏シート10が防漏溝8と重ならないようにしてもよい。
さらにまた、上記防漏シート形成工程及び防漏シート接合工程では、搬送ローラ21とカッタローラ22との間にアンビルローラ23を介在したが、アンビルローラ23を用いずに、搬送ローラ21とカッタローラ22のみを用いることもできる。
さらに加えて、防漏シート接合工程において、防漏シート10を、中間体に合流させて接合する場合に限られず、中間体形成工程における防漏壁連続体に合流させて接合してもよい。
【0040】
【発明の効果】
本発明によれば、装着性及び密着性を確保し、更に、後ろ漏れを防止し得る吸収性物品を得ることができる。
また、本発明によれば、このような吸収性物品を安定して製造できる製造方法を得ることができる。
【図面の簡単な説明】
【図1】本実施形態の生理用ナプキンの概略構成を示す平面図である。
【図2】本実施形態の生理用ナプキンの概略構成を示す斜視図である。
【図3】本実施形態の製造方法の各工程における生理用ナプキンの製造段階を示すもので、(a)は、第1の中間体の断面図、(b)は、第2の中間体の断面図、(c)は、生理用ナプキンの断面図である。
【図4】本実施形態の製造方法の防漏シート形成工程及び防漏シート接合工程に用いられる装置の概略構成を示す図である。
【図5】図4の搬送ローラ、カッタローラ及びアンビルローラの概略構成を示す斜視図である。
【図6】搬送ローラの速度及び時間の関係を示すグラフである。
【符号の説明】
2 表面シート
2a 表面シート原反
3 裏面シート
3a 裏面シート原反
4 吸収体
5 防漏壁
51 基壁部
52 帯状伸縮部
5a 防漏壁原反
5b 防漏壁連続体
8 防漏溝
10 防漏シート
21 搬送ローラ
30 中間体
30A 第1の中間体
30B 第2の中間体
A 前方部
B 後方部
V1 第1速度
V2 第2速度
VP 搬送速度[0001]
TECHNICAL FIELD OF THE INVENTION
The present invention relates to an absorbent article such as a sanitary napkin, a disposable diaper, a vaginal sheet, an incontinence pad, and a method for manufacturing the same, and in particular, to an absorbent article provided with a leak-proof wall for preventing side leakage, and leak-proof. The present invention relates to a technique for joining flexible materials such as those used for walls.
[0002]
[Prior art]
2. Description of the Related Art Conventionally, as this type of absorbent article, an absorbent article provided with a leak-proof wall having a T-shaped cross section has been known. For example,
[0003]
[Patent Document 1]
JP-A-8-182702
[Problems to be solved by the invention]
Generally, in an absorbent article having a leak-proof wall as described above, when the absorbent article itself is deformed in accordance with the movement of the user, the wearability (fitting property) and the adhesion ( However, in the case of the related art disclosed in
[0005]
By the way, in recent years, from the viewpoint of improving wearability and adhesion, and preventing leakage behind, a technique has been developed in which a leakage prevention wall is extended to a rear part of the absorbent article and a leakage prevention sheet is provided at a rear end part thereof. .
[0006]
When such an absorbent article is manufactured, for forming the leak-proof wall, an elastic member such as thread rubber is joined to a flexible material such as a non-woven fabric, and a gathering process is performed.
Then, when joining the leak-proof sheet to the leak-proof wall, using the same flexible material as the leak-proof wall as a raw material, cut while feeding this leak-proof sheet raw material at a predetermined speed, Form a plurality of leak-proof sheets. On the other hand, while the intermediate (to which the absorbent article is being manufactured) to which the leak-proof wall has been joined is being sent at a predetermined speed, the leak-proof sheet is joined to this intermediate while being sent at a given speed.
[0007]
Usually, from the viewpoint of reducing the trim generated from the leak-proof sheet material, the transport speed of the leak-proof sheet material is set to be lower than the transport speed of the intermediate, and the transport speed of the leak-proof sheet is reduced If the speed is adjusted, a speed difference occurs between the transport speed of the leak-proof sheet and the transport speed of the raw material of the leak-proof sheet in the area for receiving the leak-proof sheet.
As a result, the position at which the leak-proof sheet is joined to the intermediate body becomes unstable, or the flexibility of the leak-proof sheet may be combined, which may damage the leak-proof sheet. Cannot be manufactured stably.
[0008]
Therefore, an object of the present invention is to provide an absorbent article that can ensure the fit and the adherence, and can further prevent back leakage.
Another object of the present invention is to provide a manufacturing method capable of stably manufacturing such an absorbent article.
[0009]
[Means for Solving the Problems]
The present invention provides a liquid-permeable topsheet, a liquid-impermeable backsheet, and a liquid-retaining backsheet that is interposed between the topsheet and the backsheet and is partially separated from the topsheet by a leak-proof groove. The topsheet is provided with an absorbent body, and a leakage-preventing wall is provided on both sides of the topsheet so as to be extendable and contractible, and the leakage-prevention wall is distributed from a front portion to a rear portion of the topsheet. A base wall portion and a band-shaped expansion and contraction portion that covers the upper portion of the base wall portion in a state of approaching or separating from the topsheet, and a leakage prevention sheet is provided at a rear portion of the topsheet, The leakproof sheet achieves the above-mentioned object by providing an absorbent article characterized by forming a bag-shaped space between the topsheet and the strip-shaped stretchable portion by joining the leakproof sheet. is there.
[0010]
According to the present invention, the leak-proof wall is extended to the rear part of the topsheet, and the leak-proof sheet is joined to the belt-shaped elastic part at the rear part, so that the wearability and adhesion can be improved even at the rear part of the absorbent article. And a bag-like space can be formed between the leak-proof sheet and the topsheet to prevent back leakage.
[0011]
Also, the present invention provides a continuous sheet for leak-proof wall, in which the sheet for leak-proof wall is continuous by bending the sheet for raw sheet forming the top sheet, the sheet for leak-proof wall forming the leak-proof wall, and the back sheet. A method for producing an absorbent article according to any one of
[0012]
According to the present invention, by controlling the conveying speed of the leak-proof sheet in accordance with the first speed of the intermediate and the second speed of the raw material of the leak-proof sheet, the leak-proof sheet can be controlled regardless of its flexibility. In addition, it can be transported without being damaged, and can be joined to an appropriate position of the leak-proof wall, so that an absorbent article can be stably manufactured.
[0013]
BEST MODE FOR CARRYING OUT THE INVENTION
Hereinafter, a preferred embodiment of an absorbent article and a device for producing the absorbent article of the present invention will be described with reference to the drawings.
As shown in FIG. 1, FIG. 2 or FIG. 3C, the sanitary napkin (absorbent article) 1 of the present embodiment includes a liquid-
On both sides of the
On the rear part B of the
First, the
[0014]
The
The back sheet 3 is formed in a sheet shape slightly larger than the
[0015]
A side flap 6 is formed on a portion of the back sheet 3 extending laterally from the
[0016]
The
[0017]
The
[0018]
On both sides of the
[0019]
The
[0020]
The band-shaped
[0021]
An
The leak-
[0022]
On the rear part B of the
[0023]
The
[0024]
Per longitudinal direction of the
When the longitudinal ratio of the leak-
[0025]
Next, an example of a method for manufacturing the above-described
As shown in FIGS. 3 (a) to 3 (c), a
[0026]
The manufacturing method of the present embodiment includes an intermediate forming step, a leak-proof sheet forming step, and a leak-proof sheet joining step.
The intermediate formation step, first, while sending the topsheet raw 2a at a first speed V 1, after sticking a
[0027]
Next, the plurality of
[0028]
As shown in FIGS. 4 and 5, a
The
[0029]
The
[0030]
In the case of the present embodiment, a servo motor (not shown) is connected to the
[0031]
As shown in FIG. 6, within receiving
[0032]
Further, the acceleration from the receiving
[0033]
Further, in the transfer area P 3 P 4 of the
[0034]
Furthermore, in the receiving
In the subsequent steps, the second heat sealing process is applied to the joint between the leak-proof sheet and the topsheet, and after cutting the entire circumference, the package is exteriorized to complete the
[0035]
As described above, according to the present embodiment, the
[0036]
In particular, since the leak-
Also, an edge 10 'and an
[0037]
Further, according to this embodiment, the conveying speed V P of the
[0038]
In particular, since setting the vertical ratio of the total length L of the longitudinal L P of the
[0039]
The present invention is not limited to the above embodiment, and various changes can be made.
For example, the absorbent article and the method of manufacturing the same according to the present invention are applicable not only to the
Further, the
Furthermore, it is preferable that the leak-
Further, in the leak-proof sheet forming step and the leak-proof sheet joining step, the
In addition, in the leakproof sheet joining step, the
[0040]
【The invention's effect】
ADVANTAGE OF THE INVENTION According to this invention, an absorptive article which can ensure mounting | wearing property and adhesiveness and can prevent a back leak further can be obtained.
Further, according to the present invention, it is possible to obtain a manufacturing method capable of stably manufacturing such an absorbent article.
[Brief description of the drawings]
FIG. 1 is a plan view showing a schematic configuration of a sanitary napkin of the present embodiment.
FIG. 2 is a perspective view showing a schematic configuration of a sanitary napkin of the present embodiment.
FIGS. 3A and 3B show steps of manufacturing a sanitary napkin in each step of the manufacturing method of the present embodiment, wherein FIG. 3A is a cross-sectional view of a first intermediate, and FIG. Sectional drawing, (c) is a sectional view of a sanitary napkin.
FIG. 4 is a diagram showing a schematic configuration of an apparatus used in a leak-proof sheet forming step and a leak-proof sheet joining step of the manufacturing method of the present embodiment.
FIG. 5 is a perspective view illustrating a schematic configuration of a transport roller, a cutter roller, and an anvil roller of FIG. 4;
FIG. 6 is a graph showing the relationship between the speed and time of a transport roller.
[Explanation of symbols]
2
Claims (6)
前記表面シートの両側部には、防漏壁が伸縮自在に設けられており、該防漏壁は、前記表面シートの前方部から後方部に亘って配された基壁部と、前記表面シートに接近又は離間した状態で該基壁部の上部を覆う帯状伸縮部とからなり、
前記表面シートの後方部には、防漏シートが設けられており、該防漏シートは、前記帯状伸縮部に接合して前記表面シートとの間に袋状空間を形成していることを特徴とする吸収性物品。A liquid-permeable topsheet, a liquid-impermeable backsheet, and a liquid-retaining backsheet interposed between the topsheet and the backsheet and partially integrated with the topsheet by leak-proof grooves Equipped with an absorbent
On both sides of the topsheet, leakproof walls are provided so as to be extendable and contractible, and the leakproof walls are provided with a base wall portion arranged from a front portion to a rear portion of the topsheet, and the topsheet. Consisting of a band-shaped elastic portion that covers the upper portion of the base wall portion in a state approaching or away from the base wall portion,
A leak-proof sheet is provided at a rear portion of the topsheet, and the leak-proof sheet is joined to the band-shaped elastic portion to form a bag-like space between the topsheet and the topsheet. Absorbent article.
前記表面シート原反を第1速度で送りつつ、該表面シート原反に対し、前記防漏壁連続体を接合すると共に、前記吸収体を介在して前記裏面シート原反を接合することにより中間体を形成する中間体形成工程と、
前記防漏シート原反を第2速度で送りつつ切断し、前記防漏シートを複数形成する防漏シート形成工程と、
前記防漏シートを所定の搬送速度で送りつつ前記中間体又は前記防漏壁連続体に合流させて接合する防漏シート接合工程とを有し、
前記防漏シート接合工程において、前記防漏シートの搬送速度を、前記防漏シートを受け取った後に、前記第2速度から前記第1速度の近傍に達するまで加速するするように制御し、前記防漏シートを受け渡した後に、前記第1速度から前記第2速度の近傍に達するまで減速するように制御することを特徴とする吸収性物品の製造方法。The top sheet forming the top sheet, the closing wall forming the leak preventing wall by bending the leak preventing wall, and the back sheet forming the back sheet forming the continuous leak preventing wall. And a method for producing the absorbent article according to any one of claims 1 to 3, using a leakproof sheet raw material forming the leakproof sheet,
While feeding the surface sheet material at a first speed, the leakproof wall continuum is joined to the surface sheet material, and the back sheet material is joined with the absorber interposed. An intermediate forming step of forming a body,
A leak-proof sheet forming step of cutting the leak-proof sheet material while feeding it at a second speed, and forming a plurality of the leak-proof sheets;
A leak-proof sheet joining step of joining and joining the intermediate or the leak-proof wall continuity while feeding the leak-proof sheet at a predetermined transport speed,
In the leak-proof sheet joining step, the transport speed of the leak-proof sheet is controlled so as to accelerate from the second speed to reach the vicinity of the first speed after receiving the leak-proof sheet. A method for manufacturing an absorbent article, comprising controlling to reduce the speed from the first speed to the vicinity of the second speed after delivering the leaked sheet.
前記搬送ローラの接線速度が、前記受取領域内で前記第2速度に保持され、前記受取領域から前記受渡領域に向かう領域内で前記第2速度から前記第1速度に達するまで加速され、前記受渡領域内で前記第1速度に保持され、前記受渡領域から前記受取領域に向かう領域内で前記第1速度から前記第2速度に達するまで減速されるように、前記搬送ローラの回転速度を制御することを特徴とする請求項4又は5に記載の吸収性物品の製造方法。In the leakproof sheet joining step, using a transport roller that transports the leakproof sheet,
The tangential speed of the transport roller is maintained at the second speed in the receiving area, and is accelerated from the second speed to the first speed in an area from the receiving area to the delivery area. The rotation speed of the transport roller is controlled such that the rotation speed is maintained at the first speed in the region and reduced from the first speed to the second speed in the region from the delivery region toward the reception region. The method for producing an absorbent article according to claim 4 or 5, wherein:
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003136416A JP2004337314A (en) | 2003-05-14 | 2003-05-14 | Absorbent article and its manufacturing apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003136416A JP2004337314A (en) | 2003-05-14 | 2003-05-14 | Absorbent article and its manufacturing apparatus |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004337314A true JP2004337314A (en) | 2004-12-02 |
Family
ID=33526388
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003136416A Pending JP2004337314A (en) | 2003-05-14 | 2003-05-14 | Absorbent article and its manufacturing apparatus |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004337314A (en) |
Cited By (42)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007143696A (en) * | 2005-11-25 | 2007-06-14 | Daio Paper Corp | Absorbent article |
| JP2011030802A (en) * | 2009-07-31 | 2011-02-17 | Uni Charm Corp | Method and device for manufacturing absorbent article |
| US8979815B2 (en) | 2012-12-10 | 2015-03-17 | The Procter & Gamble Company | Absorbent articles with channels |
| US9060904B2 (en) | 2007-06-18 | 2015-06-23 | The Procter & Gamble Company | Disposable absorbent article with sealed absorbent core with substantially continuously distributed absorbent particulate polymer material |
| US9066838B2 (en) | 2011-06-10 | 2015-06-30 | The Procter & Gamble Company | Disposable diaper having reduced absorbent core to backsheet gluing |
| US9072634B2 (en) | 2007-06-18 | 2015-07-07 | The Procter & Gamble Company | Disposable absorbent article with substantially continuously distributed absorbent particulate polymer material and method |
| US9216116B2 (en) | 2012-12-10 | 2015-12-22 | The Procter & Gamble Company | Absorbent articles with channels |
| US9216118B2 (en) | 2012-12-10 | 2015-12-22 | The Procter & Gamble Company | Absorbent articles with channels and/or pockets |
| US9326896B2 (en) | 2008-04-29 | 2016-05-03 | The Procter & Gamble Company | Process for making an absorbent core with strain resistant core cover |
| US9340363B2 (en) | 2009-12-02 | 2016-05-17 | The Procter & Gamble Company | Apparatus and method for transferring particulate material |
| US9375358B2 (en) | 2012-12-10 | 2016-06-28 | The Procter & Gamble Company | Absorbent article with high absorbent material content |
| US9468566B2 (en) | 2011-06-10 | 2016-10-18 | The Procter & Gamble Company | Absorbent structure for absorbent articles |
| US9492328B2 (en) | 2011-06-10 | 2016-11-15 | The Procter & Gamble Company | Method and apparatus for making absorbent structures with absorbent material |
| US9532910B2 (en) | 2012-11-13 | 2017-01-03 | The Procter & Gamble Company | Absorbent articles with channels and signals |
| JP2017064221A (en) * | 2015-09-30 | 2017-04-06 | 大王製紙株式会社 | Disposable diaper |
| US9668926B2 (en) | 2011-06-10 | 2017-06-06 | The Procter & Gamble Company | Method and apparatus for making absorbent structures with absorbent material |
| US9713556B2 (en) | 2012-12-10 | 2017-07-25 | The Procter & Gamble Company | Absorbent core with high superabsorbent material content |
| US9713557B2 (en) | 2012-12-10 | 2017-07-25 | The Procter & Gamble Company | Absorbent article with high absorbent material content |
| US9763835B2 (en) | 2003-02-12 | 2017-09-19 | The Procter & Gamble Company | Comfortable diaper |
| US9789011B2 (en) | 2013-08-27 | 2017-10-17 | The Procter & Gamble Company | Absorbent articles with channels |
| US9789009B2 (en) | 2013-12-19 | 2017-10-17 | The Procter & Gamble Company | Absorbent articles having channel-forming areas and wetness indicator |
| US9974699B2 (en) | 2011-06-10 | 2018-05-22 | The Procter & Gamble Company | Absorbent core for disposable absorbent articles |
| US9987176B2 (en) | 2013-08-27 | 2018-06-05 | The Procter & Gamble Company | Absorbent articles with channels |
| US10071002B2 (en) | 2013-06-14 | 2018-09-11 | The Procter & Gamble Company | Absorbent article and absorbent core forming channels when wet |
| US10130527B2 (en) | 2013-09-19 | 2018-11-20 | The Procter & Gamble Company | Absorbent cores having material free areas |
| US10137039B2 (en) | 2013-12-19 | 2018-11-27 | The Procter & Gamble Company | Absorbent cores having channel-forming areas and C-wrap seals |
| US10149788B2 (en) | 2011-06-10 | 2018-12-11 | The Procter & Gamble Company | Disposable diapers |
| US10292875B2 (en) | 2013-09-16 | 2019-05-21 | The Procter & Gamble Company | Absorbent articles with channels and signals |
| US10322040B2 (en) | 2015-03-16 | 2019-06-18 | The Procter & Gamble Company | Absorbent articles with improved cores |
| US10470948B2 (en) | 2003-02-12 | 2019-11-12 | The Procter & Gamble Company | Thin and dry diaper |
| US10507144B2 (en) | 2015-03-16 | 2019-12-17 | The Procter & Gamble Company | Absorbent articles with improved strength |
| US10543129B2 (en) | 2015-05-29 | 2020-01-28 | The Procter & Gamble Company | Absorbent articles having channels and wetness indicator |
| US10561546B2 (en) | 2011-06-10 | 2020-02-18 | The Procter & Gamble Company | Absorbent structure for absorbent articles |
| US10632029B2 (en) | 2015-11-16 | 2020-04-28 | The Procter & Gamble Company | Absorbent cores having material free areas |
| US10639215B2 (en) | 2012-12-10 | 2020-05-05 | The Procter & Gamble Company | Absorbent articles with channels and/or pockets |
| US10736795B2 (en) | 2015-05-12 | 2020-08-11 | The Procter & Gamble Company | Absorbent article with improved core-to-backsheet adhesive |
| JP2020137731A (en) * | 2019-02-28 | 2020-09-03 | 大王製紙株式会社 | Adsorbent article |
| US10842690B2 (en) | 2016-04-29 | 2020-11-24 | The Procter & Gamble Company | Absorbent core with profiled distribution of absorbent material |
| US11090199B2 (en) | 2014-02-11 | 2021-08-17 | The Procter & Gamble Company | Method and apparatus for making an absorbent structure comprising channels |
| US11123240B2 (en) | 2016-04-29 | 2021-09-21 | The Procter & Gamble Company | Absorbent core with transversal folding lines |
| US11207220B2 (en) | 2013-09-16 | 2021-12-28 | The Procter & Gamble Company | Absorbent articles with channels and signals |
| US11510829B2 (en) | 2014-05-27 | 2022-11-29 | The Procter & Gamble Company | Absorbent core with absorbent material pattern |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6446455A (en) * | 1987-08-14 | 1989-02-20 | Daio Seishi Kk | Preparation of absorbable article provided with before-and-behind leak preventing sheet |
| JPH06339497A (en) * | 1992-11-25 | 1994-12-13 | Mcneil Ppc Inc | Disposable menstrual napkin |
| JPH08117274A (en) * | 1994-10-21 | 1996-05-14 | Uni Charm Corp | Body fluid absorbent product |
| JPH10155832A (en) * | 1996-11-29 | 1998-06-16 | Kao Corp | Absorptive article |
| JP2001037809A (en) * | 1999-08-02 | 2001-02-13 | Toyo Eizai Corp | Disposable underpants |
| WO2001044086A1 (en) * | 1999-12-16 | 2001-06-21 | Zuiko Corporation | Method and device for transportation |
| JP2002095697A (en) * | 2000-09-22 | 2002-04-02 | Kao Corp | Absorbent goods |
-
2003
- 2003-05-14 JP JP2003136416A patent/JP2004337314A/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6446455A (en) * | 1987-08-14 | 1989-02-20 | Daio Seishi Kk | Preparation of absorbable article provided with before-and-behind leak preventing sheet |
| JPH06339497A (en) * | 1992-11-25 | 1994-12-13 | Mcneil Ppc Inc | Disposable menstrual napkin |
| JPH08117274A (en) * | 1994-10-21 | 1996-05-14 | Uni Charm Corp | Body fluid absorbent product |
| JPH10155832A (en) * | 1996-11-29 | 1998-06-16 | Kao Corp | Absorptive article |
| JP2001037809A (en) * | 1999-08-02 | 2001-02-13 | Toyo Eizai Corp | Disposable underpants |
| WO2001044086A1 (en) * | 1999-12-16 | 2001-06-21 | Zuiko Corporation | Method and device for transportation |
| JP2002095697A (en) * | 2000-09-22 | 2002-04-02 | Kao Corp | Absorbent goods |
Cited By (77)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11793682B2 (en) | 2003-02-12 | 2023-10-24 | The Procter & Gamble Company | Thin and dry diaper |
| US10470948B2 (en) | 2003-02-12 | 2019-11-12 | The Procter & Gamble Company | Thin and dry diaper |
| US11234868B2 (en) | 2003-02-12 | 2022-02-01 | The Procter & Gamble Company | Comfortable diaper |
| US10660800B2 (en) | 2003-02-12 | 2020-05-26 | The Procter & Gamble Company | Comfortable diaper |
| US11135096B2 (en) | 2003-02-12 | 2021-10-05 | The Procter & Gamble Company | Comfortable diaper |
| US9763835B2 (en) | 2003-02-12 | 2017-09-19 | The Procter & Gamble Company | Comfortable diaper |
| JP2007143696A (en) * | 2005-11-25 | 2007-06-14 | Daio Paper Corp | Absorbent article |
| US9241845B2 (en) | 2007-06-18 | 2016-01-26 | The Procter & Gamble Company | Disposable absorbent article with sealed absorbent core with substantially continuously distributed absorbent particulate polymer material |
| US9072634B2 (en) | 2007-06-18 | 2015-07-07 | The Procter & Gamble Company | Disposable absorbent article with substantially continuously distributed absorbent particulate polymer material and method |
| US9060904B2 (en) | 2007-06-18 | 2015-06-23 | The Procter & Gamble Company | Disposable absorbent article with sealed absorbent core with substantially continuously distributed absorbent particulate polymer material |
| US9326896B2 (en) | 2008-04-29 | 2016-05-03 | The Procter & Gamble Company | Process for making an absorbent core with strain resistant core cover |
| JP2011030802A (en) * | 2009-07-31 | 2011-02-17 | Uni Charm Corp | Method and device for manufacturing absorbent article |
| US10004647B2 (en) | 2009-12-02 | 2018-06-26 | The Procter & Gamble Company | Apparatus and method for transferring particulate material |
| US9340363B2 (en) | 2009-12-02 | 2016-05-17 | The Procter & Gamble Company | Apparatus and method for transferring particulate material |
| US11602467B2 (en) | 2011-06-10 | 2023-03-14 | The Procter & Gamble Company | Absorbent structure for absorbent articles |
| US10893987B2 (en) | 2011-06-10 | 2021-01-19 | The Procter & Gamble Company | Disposable diapers with main channels and secondary channels |
| US9492328B2 (en) | 2011-06-10 | 2016-11-15 | The Procter & Gamble Company | Method and apparatus for making absorbent structures with absorbent material |
| US9649232B2 (en) | 2011-06-10 | 2017-05-16 | The Procter & Gamble Company | Disposable diaper having reduced absorbent core to backsheet gluing |
| US9668926B2 (en) | 2011-06-10 | 2017-06-06 | The Procter & Gamble Company | Method and apparatus for making absorbent structures with absorbent material |
| US9468566B2 (en) | 2011-06-10 | 2016-10-18 | The Procter & Gamble Company | Absorbent structure for absorbent articles |
| US11135105B2 (en) | 2011-06-10 | 2021-10-05 | The Procter & Gamble Company | Absorbent structure for absorbent articles |
| US11911250B2 (en) | 2011-06-10 | 2024-02-27 | The Procter & Gamble Company | Absorbent structure for absorbent articles |
| US11110011B2 (en) | 2011-06-10 | 2021-09-07 | The Procter & Gamble Company | Absorbent structure for absorbent articles |
| US11000422B2 (en) | 2011-06-10 | 2021-05-11 | The Procter & Gamble Company | Method and apparatus for making absorbent structures with absorbent material |
| US9974699B2 (en) | 2011-06-10 | 2018-05-22 | The Procter & Gamble Company | Absorbent core for disposable absorbent articles |
| US10245188B2 (en) | 2011-06-10 | 2019-04-02 | The Procter & Gamble Company | Method and apparatus for making absorbent structures with absorbent material |
| US9173784B2 (en) | 2011-06-10 | 2015-11-03 | The Procter & Gamble Company | Disposable diaper having reduced absorbent core to backsheet gluing |
| US10813794B2 (en) | 2011-06-10 | 2020-10-27 | The Procter & Gamble Company | Method and apparatus for making absorbent structures with absorbent material |
| US9066838B2 (en) | 2011-06-10 | 2015-06-30 | The Procter & Gamble Company | Disposable diaper having reduced absorbent core to backsheet gluing |
| US10561546B2 (en) | 2011-06-10 | 2020-02-18 | The Procter & Gamble Company | Absorbent structure for absorbent articles |
| US10130525B2 (en) | 2011-06-10 | 2018-11-20 | The Procter & Gamble Company | Absorbent structure for absorbent articles |
| US10517777B2 (en) | 2011-06-10 | 2019-12-31 | The Procter & Gamble Company | Disposable diaper having first and second absorbent structures and channels |
| US10149788B2 (en) | 2011-06-10 | 2018-12-11 | The Procter & Gamble Company | Disposable diapers |
| US9532910B2 (en) | 2012-11-13 | 2017-01-03 | The Procter & Gamble Company | Absorbent articles with channels and signals |
| US10449097B2 (en) | 2012-11-13 | 2019-10-22 | The Procter & Gamble Company | Absorbent articles with channels and signals |
| US9713556B2 (en) | 2012-12-10 | 2017-07-25 | The Procter & Gamble Company | Absorbent core with high superabsorbent material content |
| US10639215B2 (en) | 2012-12-10 | 2020-05-05 | The Procter & Gamble Company | Absorbent articles with channels and/or pockets |
| US9375358B2 (en) | 2012-12-10 | 2016-06-28 | The Procter & Gamble Company | Absorbent article with high absorbent material content |
| US9713557B2 (en) | 2012-12-10 | 2017-07-25 | The Procter & Gamble Company | Absorbent article with high absorbent material content |
| US9216118B2 (en) | 2012-12-10 | 2015-12-22 | The Procter & Gamble Company | Absorbent articles with channels and/or pockets |
| US10022280B2 (en) | 2012-12-10 | 2018-07-17 | The Procter & Gamble Company | Absorbent article with high absorbent material content |
| US8979815B2 (en) | 2012-12-10 | 2015-03-17 | The Procter & Gamble Company | Absorbent articles with channels |
| US9216116B2 (en) | 2012-12-10 | 2015-12-22 | The Procter & Gamble Company | Absorbent articles with channels |
| US10071002B2 (en) | 2013-06-14 | 2018-09-11 | The Procter & Gamble Company | Absorbent article and absorbent core forming channels when wet |
| US9987176B2 (en) | 2013-08-27 | 2018-06-05 | The Procter & Gamble Company | Absorbent articles with channels |
| US9789011B2 (en) | 2013-08-27 | 2017-10-17 | The Procter & Gamble Company | Absorbent articles with channels |
| US11406544B2 (en) | 2013-08-27 | 2022-08-09 | The Procter & Gamble Company | Absorbent articles with channels |
| US11759376B2 (en) | 2013-08-27 | 2023-09-19 | The Procter & Gamble Company | Absorbent articles with channels |
| US10736794B2 (en) | 2013-08-27 | 2020-08-11 | The Procter & Gamble Company | Absorbent articles with channels |
| US11612523B2 (en) | 2013-08-27 | 2023-03-28 | The Procter & Gamble Company | Absorbent articles with channels |
| US10765567B2 (en) | 2013-08-27 | 2020-09-08 | The Procter & Gamble Company | Absorbent articles with channels |
| US10335324B2 (en) | 2013-08-27 | 2019-07-02 | The Procter & Gamble Company | Absorbent articles with channels |
| US11207220B2 (en) | 2013-09-16 | 2021-12-28 | The Procter & Gamble Company | Absorbent articles with channels and signals |
| US10292875B2 (en) | 2013-09-16 | 2019-05-21 | The Procter & Gamble Company | Absorbent articles with channels and signals |
| US11957551B2 (en) | 2013-09-16 | 2024-04-16 | The Procter & Gamble Company | Absorbent articles with channels and signals |
| US11944526B2 (en) | 2013-09-19 | 2024-04-02 | The Procter & Gamble Company | Absorbent cores having material free areas |
| US10130527B2 (en) | 2013-09-19 | 2018-11-20 | The Procter & Gamble Company | Absorbent cores having material free areas |
| US11154437B2 (en) | 2013-09-19 | 2021-10-26 | The Procter & Gamble Company | Absorbent cores having material free areas |
| US10828206B2 (en) | 2013-12-19 | 2020-11-10 | Procter & Gamble Company | Absorbent articles having channel-forming areas and wetness indicator |
| US9789009B2 (en) | 2013-12-19 | 2017-10-17 | The Procter & Gamble Company | Absorbent articles having channel-forming areas and wetness indicator |
| US10137039B2 (en) | 2013-12-19 | 2018-11-27 | The Procter & Gamble Company | Absorbent cores having channel-forming areas and C-wrap seals |
| US10675187B2 (en) | 2013-12-19 | 2020-06-09 | The Procter & Gamble Company | Absorbent articles having channel-forming areas and wetness indicator |
| US11191679B2 (en) | 2013-12-19 | 2021-12-07 | The Procter & Gamble Company | Absorbent articles having channel-forming areas and wetness indicator |
| US11090199B2 (en) | 2014-02-11 | 2021-08-17 | The Procter & Gamble Company | Method and apparatus for making an absorbent structure comprising channels |
| US11510829B2 (en) | 2014-05-27 | 2022-11-29 | The Procter & Gamble Company | Absorbent core with absorbent material pattern |
| US10322040B2 (en) | 2015-03-16 | 2019-06-18 | The Procter & Gamble Company | Absorbent articles with improved cores |
| US10507144B2 (en) | 2015-03-16 | 2019-12-17 | The Procter & Gamble Company | Absorbent articles with improved strength |
| US10736795B2 (en) | 2015-05-12 | 2020-08-11 | The Procter & Gamble Company | Absorbent article with improved core-to-backsheet adhesive |
| US11918445B2 (en) | 2015-05-12 | 2024-03-05 | The Procter & Gamble Company | Absorbent article with improved core-to-backsheet adhesive |
| US10543129B2 (en) | 2015-05-29 | 2020-01-28 | The Procter & Gamble Company | Absorbent articles having channels and wetness indicator |
| US11497657B2 (en) | 2015-05-29 | 2022-11-15 | The Procter & Gamble Company | Absorbent articles having channels and wetness indicator |
| JP2017064221A (en) * | 2015-09-30 | 2017-04-06 | 大王製紙株式会社 | Disposable diaper |
| US10632029B2 (en) | 2015-11-16 | 2020-04-28 | The Procter & Gamble Company | Absorbent cores having material free areas |
| US10842690B2 (en) | 2016-04-29 | 2020-11-24 | The Procter & Gamble Company | Absorbent core with profiled distribution of absorbent material |
| US11123240B2 (en) | 2016-04-29 | 2021-09-21 | The Procter & Gamble Company | Absorbent core with transversal folding lines |
| JP2020137731A (en) * | 2019-02-28 | 2020-09-03 | 大王製紙株式会社 | Adsorbent article |
| JP7194612B2 (en) | 2019-02-28 | 2022-12-22 | 大王製紙株式会社 | absorbent article |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004337314A (en) | Absorbent article and its manufacturing apparatus | |
| CN109310546B (en) | Absorbent article | |
| EP2636393B1 (en) | Apparatus and method for folding composite of continuous sheet relating to absorptive product | |
| JP3595471B2 (en) | Disposable urine pad | |
| JP5529644B2 (en) | Absorbent article and manufacturing method thereof | |
| JP5495823B2 (en) | Method for manufacturing absorbent article | |
| JP2003533247A (en) | Prefastened adjustable mechanical zipper garment | |
| US8998869B2 (en) | Package structure of absorbent article and method of manufacturing package structure | |
| JP6377523B2 (en) | Absorbent articles | |
| JP2003339764A (en) | Wrapping structure for absorbent product | |
| WO2001021124A1 (en) | Disposable wearable absorbing article and method of disposing elastic leg members on the article | |
| JP2003180736A (en) | Absorbable article | |
| JP6509162B2 (en) | Absorbent articles | |
| CN109310545B (en) | Absorbent article | |
| JPH049153A (en) | Disposable diaper and its manufacture | |
| AU2133897A (en) | Absorbent article | |
| JP4758821B2 (en) | Method for producing disposable absorbent article | |
| JP4758822B2 (en) | Method for producing disposable absorbent article | |
| CN112739297A (en) | Individually packaged absorbent article | |
| JP4682085B2 (en) | Method for producing disposable absorbent article | |
| JP5186331B2 (en) | Absorbent articles | |
| JP6395763B2 (en) | Absorbent articles | |
| JP4974577B2 (en) | Absorbent packaging structure | |
| CN109069316B (en) | Absorbent article | |
| US20230310229A1 (en) | Absorbent articles including a waist panel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050823 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070727 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070807 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071009 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20071113 |