JP2004269994A - BIOCOMPATIBLE Co BASED ALLOY, AND PRODUCTION METHOD THEREFOR - Google Patents
BIOCOMPATIBLE Co BASED ALLOY, AND PRODUCTION METHOD THEREFOR Download PDFInfo
- Publication number
- JP2004269994A JP2004269994A JP2003064628A JP2003064628A JP2004269994A JP 2004269994 A JP2004269994 A JP 2004269994A JP 2003064628 A JP2003064628 A JP 2003064628A JP 2003064628 A JP2003064628 A JP 2003064628A JP 2004269994 A JP2004269994 A JP 2004269994A
- Authority
- JP
- Japan
- Prior art keywords
- based alloy
- mass
- heat treatment
- phase
- temperature range
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Materials For Medical Uses (AREA)
Abstract
Description
【0001】
【産業上の利用分野】
本発明は、耐食性,耐磨耗性,加工性に優れ、人口骨材の補綴材料として好適な生体適合性Co基合金及びその製造方法に関する。
【0002】
【従来の技術】
生体用Co−Cr合金には、鋳造用(HS−21),加工用(HS−25)VitalliumやCo−Ni−Cr−Mo(MP35N)が使用されている。
鋳造用Vitallium(HS−21)は、5〜7質量%のMoを含む高Cr(30質量%)のCo合金であり、Vitalliumのなかで最も耐食性に優れており、孔食,隙間腐食,粒界腐食,応力腐食割れ等は使用上ほとんど問題ないとされている。しかし、鋳造合金として避けられない弱点、具体的には引け巣,気泡,偏析等の内部欠陥があり、疲労強度(250MPa)が低い。
【0003】
加工用Vitallium(HS−25)は、Moに代えてWを含み、Crの一部をNiに置き換えた合金であり、鋳造材の弱点である引け巣や偏析をなくするように改良されている。加工用Vitalliumは、焼きなましステンレス鋼以上の展延性が溶体化処理で付与され、加工ステンレスと同程度の強度が冷間加工で付与される。耐食性はステンレス鋼より優れているが、長期のインプラント用としては十分とはいえず、ボーンプレート,ワイヤー等の短期固定用に使用されている。
【0004】
【発明が解決しようとする課題】
加工用Vitalliumの耐食性,耐磨耗性は、Moの増量によって改善される。実際、Moを10質量%まで増量した高Mo−Vitalliumは、当初組成の合金に比較して優れた耐食性,耐磨耗性を呈することが報告されている。しかし、Moの増量に伴いVitalliumの塑性加工性が劣化するので、高Mo−Vitalliumの微細組織を塑性加工法で制御することが困難である。
【0005】
鋳造用Vitalliumでは、熱履歴の調整によって内部欠陥を克服する方法が検討されている。一般に、鋳造合金に生じているヒケ巣や気泡は鍛造で圧潰され、デンドライト組織も破壊されるので、後続する再結晶焼鈍によって均一な組織になる。しかし、鋳造直後の冷間加工性に劣るため1250℃以上の高温鍛造で再結晶組織を形成することを余儀なくされ、再結晶組織を結晶粒径100μm以下にすることが困難である。一般に疲労強度,耐磨耗性等の力学特性は結晶粒を微細化するほど向上するが、従来の鋳造用Vitalliumでは結晶粒の微細制御が困難なことから、十分な力学特性を付与できていない。
【0006】
ところで、再結晶を利用して結晶粒を100μm以下に制御するには、冷間加工後に再結晶温度以上の高温で熱処理することが効果的である。冷間での加工率が高いほど熱処理によって微細粒が生成しやすいので、微細粒、特に10μm以下の微細粒を得るためには、冷間における塑性変形能に優れていることが必要になる。しかし、冷間での塑性変形能に乏しい従来の生体用Co基合金では再結晶を利用した微細化に限界があり、1250℃以上での高温鍛造で形成される100μmの粒径が限界であった。因みに、実用の生体用Co基合金はCo−29質量%−6質量%Moの組成をもっているが、1250℃以上の高温鍛造によって平均結晶粒径が100μm以上の再結晶組織になっている。
【0007】
高温鍛造後の結晶構造は、面心立方のγ単相であり、場合によっては最密六方晶のε相を含んだ2相組織になる。γ単相又はε+γ二相組織の生体用Co基合金は、室温延性に劣り、高加工率で冷間加工すると亀裂等の加工欠陥が発生しやすい。加工欠陥は、最終製品において疲労強度等の力学特性を劣化させる原因である。
本発明者は、強度,耐磨耗性等の特性を改善するためMoを増量した生体用Co基合金について種々調査・検討した。その結果、急冷鋳造,高温鍛造でマトリックスを微細化するとき、生体用Co基合金の耐磨耗性が改善されることを見出し、特開平14−363675号公報として紹介した。先に紹介した方法では、急冷鋳造で析出物の成長を抑制し、1000〜1300℃の高温鍛造で鋳造組織を破壊することにより、平均結晶粒径50μm以下のマトリックスに第二相が微細分散した組織に調整している。
【0008】
【課題を解決するための手段】
本発明は、特開平14−363675号公報で紹介したCo基合金に熱処理が及ぼす影響を調査・研究する過程で見出された知見をベースとし、水焼入れ後の熱処理でε単相にするとき延性能が極めて高くなることを利用し、耐磨耗性,疲労強度が飛躍的に改善された生体適合性Co基合金を提供することを目的とする。
本発明の生体適合性Co基合金は、Cr:26〜30質量%,Mo:6〜12質量%,C:0.3質量%以下,残部が実質的にCoの組成をもち、水焼入れ後の熱処理でε単相組織になっている。
【0009】
所定組成に調整されたCo基合金を温度域1000〜1250℃で均熱した後、水焼入れし、次いで700〜1000℃の温度域で熱処理するとき、延性能が極めて高い単相組織に調整される。ε単相のCo基合金を冷間加工すると、加工欠陥なく所定形状に成形でき、後続の再結晶焼鈍時に再結晶核となる歪みや転位が多量に導入される。
冷間加工後のCo基合金を再結晶焼鈍すると、多数の歪みや転位を起点に再結晶が進行するため、耐磨耗性,疲労強度の向上に有効な微細粒からなる再結晶組織になる。また、再結晶焼鈍によって延性能が回復するので再度の冷間加工、更には再結晶焼鈍,冷間加工の繰返しによって目標形状に成形できる。
【0010】
【作用】
本発明で使用するCo基合金は、Cr:26〜30質量%,Mo:6〜12質量%,C:0〜0.3質量%,残部が実質的にCoの組成をもち、Moの増量によって耐食性,耐磨耗性を改善している。耐食性及び耐磨耗性に及ぼすMoの効果は、Mo:6質量%以上で顕著になるが、12質量%で飽和し、過剰量のMo含有は塑性加工性に悪影響を及ぼす。Crは耐食性を確保する上で26質量%以上が必要であるが、30質量%を超える過剰量は塑性加工性に悪影響を及ぼす。Cは必要に応じて添加される成分であり、Cを添加する場合には耐磨耗性,塑性加工性の観点から上限を0.3質量%に設定する。
【0011】
所定組成に調整したCo基合金を真空溶解し、鋳造した後、1000〜1250℃の温度域で均熱することにより偏析等の鋳造欠陥を解消する。1000℃未満の温度域はγ相不安定領域であり、ε相への変態が懸念される。また、偏析元素の拡散による組成の均質化は高温ほど促進されるので、均熱温度の下限を1000℃に設定した。しかし、1250℃を超える高温では、拡散促進に与える効果が温度上昇に見合ったほど向上せず、却って熱エネルギーの損失が大きくなる。
均熱後のCo基合金を水焼入れするとγ単相組織になり、更に700〜1000℃の温度域で熱処理するとε単相になる。均熱後の冷却速度が水焼入れより遅いと、γ母相にε単相が析出した組織となり、延性能,耐食性が低下する。ε単相を得る上で熱処理温度を700℃以上に設定する必要があり、700℃未満の熱処理温度では脆化,耐食性劣化の原因となるσ相が析出する虞がある。しかし、1000℃を超える温度はγ相領域であるので、熱処理温度の上限を1000℃に設定した。
【0012】
Mo:8質量%以上のCo基合金は、1000℃以下の温度域でb.c.c結晶構造のMo固溶体(α相)を析出させることがある。析出したα相が粗大粒子として分散すると延性能が低下するので、α相が析出する系では微細に分散させることが必要である。
温度域700〜1000℃の熱処理でε単相にしたCo基合金は、延性能が極めて高く、高加工率で冷間加工しても加工欠陥の発生なく所定形状に成形される。冷間加工で再結晶時の核となる転位や歪みがCo基合金に多量導入され、冷間加工後に700〜1000℃の温度域で再結晶焼鈍すると多数の核を起点として再結晶が進行し、粒径2〜3μm程度に細粒化された再結晶組織に調整される。その結果、Co基合金の耐磨耗性,疲労強度が飛躍的に向上する。
【0013】
【実施例1】
Cr:29質量%,Mo:6質量%,残部Coの組成をもつCo基合金600gを高周波真空溶解炉で溶解し、1550℃の溶湯を水冷式銅製金型に流し込み、30秒で400℃以下の温度になる冷却速度(2300℃/分)で急冷鋳造した。得られた鋳塊に、(a)〜(c)の熱処理を施した。
(a) 1250℃に2時間保持→冷却速度70℃/分で750℃まで冷却→750℃に24時間保持→水焼入れ
(b) 1250℃に24時間保持→水焼入れ
(c) 1250℃に24時間保持→炉冷
【0014】
熱処理されたCo基合金をX線回折したところ、熱処理(a)が施されたCo基合金では最密六方晶の(1011)の明瞭なピークが観察され、ε単相組織になっていることが確認された(図2)。
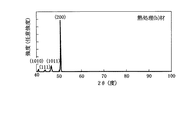
他方、熱処理(b)が施されたCo基合金のX線回折スペクトル(図3)には面心立方晶の(200)のピークが検出され、(1011)を表すピーク強度が大幅に小さくなっていた。図3の回折結果は、γ相のマトリックスに極微量のε単相が分散した組織を示す。熱処理(c)が施されたCo基合金の回折結果(図4)ではε相以外にピークが検出されなかったが、光学顕微鏡を用いた組織観察でσ相と考えられる針状組織が検出された。光学顕微鏡による観察結果は、熱処理(c)によってε相マトリックスに微量のσ相が析出した組織になっていることを示す。
【0015】
Co基合金の組織が伸び延性に及ぼす影響を調査するため、熱処理(a)〜(b)が施された各Co基合金及びas−cast材,鍛造材を引張り試験した。図5の試験結果にみられるように、熱処理(a)を施したCo基合金は、延性が最も高く、特開平14−363675号公報で紹介した鍛造材に匹敵する機械特性を示した。これに対し、熱処理(b)を施したCo基合金は、γ相,ε相が共存する未再結晶組織のため低い延性能を示した。熱処理(c)を施したCo基合金は、マトリックスがε相を主体とする組織になっているが、微量のσ相析出によって延性が低下していた。
【0016】
【実施例2】
表1の組成をもつCo基合金600gを高周波真空溶解炉で溶解し、15500℃の溶湯を水冷式銅製金型に流し込み、直径30mm,長さ80mmの丸棒状鋳片を得た。
【0017】

各鋳片を前掲条件(a)で熱処理したところ、何れもε単相の金属組織に調整された。熱処理後のCo基合金を室温,圧延率40〜60%で板厚5mmに冷間加工した。得られた冷延板の何れにも、亀裂,破断等の加工欠陥が観察されなかった。次いで、冷延板を板厚1mmまで冷間加工した後、800℃×30分の加熱で再結晶を進行させた。再結晶焼鈍後の結晶粒径を測定すると共に、耐磨耗性,疲労特性を調査した。
【0019】
結晶粒径は、インターセプト法で測定した。
磨耗試験では、4000番のラッピングフィルムで最終研磨仕上げした試験片を使用した。アルミナボールを用いたピンオンフラット型往復運動磨耗試験機により、大気雰囲気,振幅10mm,辷り距離200000mm,辷り速度8.33Hzの条件下で各試験片の摩耗状態を測定し、単位荷重当りの摩耗量を算出した。
【0020】
疲労試験では、熱処理(a)でε相にした丸棒状鋳塊を800〜900℃の中間熱処理を伴った冷間スエージすることにより得られた直径8mmの丸棒から切り出された標点部長さ60mm,直径6mmの丸棒状試験片を使用した。試験片に所定応力を繰返し加え、繰返し回数107に達しても破断しなかったときの応力を疲労限とし、該疲労限によって疲労特性を評価した。
表2の試験結果にみられるように、熱処理(a)でε単相に組織調整したCo基合金は、結晶粒径が小さく、耐磨耗性,疲労特性共に優れていた。
【0021】
【発明の効果】
以上に説明したように、本発明のCo基合金は、水焼入れ後の熱処理でε単相に調整されているので、延性能が極めて高く、亀裂,破断等の加工欠陥なく目標形状に冷間加工できる。また、冷間加工で導入された多数の転位や歪みが後続すつ再結晶焼鈍過程で再結晶核として働き、耐磨耗性,疲労強度の向上に有効な2〜3μm程度の微細化された組織が再結晶焼鈍で得られる。そのため、高Mo−Vitallium本来の優れた耐食性に加え、耐磨耗性,疲労強度にも優れた生体用Co基合金として使用される。
【図面の簡単な説明】
【図1】実施例で使用したCo基合金を熱処理したときのヒートパターン
【図2】熱処理(a)を施したCo基合金のX線回折結果
【図3】熱処理(b)を施したCo基合金のX線回折結果
【図4】熱処理(c)を施したCo基合金のX線回折結果
【図5】製造履歴がCo基合金の特性に及ぼす影響を表した応力−歪み線図[0001]
[Industrial applications]
The present invention relates to a biocompatible Co-based alloy having excellent corrosion resistance, abrasion resistance, and workability and suitable as a prosthetic material for artificial aggregate and a method for producing the same.
[0002]
[Prior art]
Vitalium for casting (HS-21) and for processing (HS-25) and Co-Ni-Cr-Mo (MP35N) are used as Co-Cr alloys for living bodies.
Vitalium for casting (HS-21) is a high Cr (30% by mass) Co alloy containing 5 to 7% by mass of Mo, and is the most excellent in corrosion resistance among Vitaliums. It is said that interfacial corrosion, stress corrosion cracking and the like have almost no problem in use. However, it has weak points that cannot be avoided as a cast alloy, specifically, internal defects such as shrinkage cavities, bubbles, and segregation, and has low fatigue strength (250 MPa).
[0003]
Vitalium (HS-25) for processing is an alloy containing W instead of Mo and replacing some of Cr with Ni, and has been improved to eliminate shrinkage cavities and segregation, which are the weak points of the cast material. . The Vitalium for processing is given a ductility higher than that of annealed stainless steel by solution treatment, and is given the same strength as that of processed stainless steel by cold working. Although it has better corrosion resistance than stainless steel, it is not sufficient for long-term implants and is used for short-term fixation of bone plates, wires, and the like.
[0004]
[Problems to be solved by the invention]
The corrosion resistance and abrasion resistance of the processing Vitalium are improved by increasing the amount of Mo. In fact, it has been reported that high Mo-Vitalium in which Mo is increased to 10% by mass exhibits excellent corrosion resistance and abrasion resistance as compared with the alloy of the initial composition. However, since the plastic workability of Vitalium deteriorates with the increase of Mo, it is difficult to control the fine structure of high Mo-Vitalium by the plastic working method.
[0005]
In the case of Vitalium for casting, a method of overcoming internal defects by adjusting the thermal history is being studied. Generally, sink marks and bubbles generated in the cast alloy are crushed by forging, and the dendrite structure is also destroyed. Therefore, a uniform structure is obtained by subsequent recrystallization annealing. However, since the cold workability immediately after casting is poor, it is necessary to form a recrystallized structure by high-temperature forging at 1250 ° C. or more, and it is difficult to reduce the recrystallized structure to a crystal grain size of 100 μm or less. Generally, mechanical properties such as fatigue strength and abrasion resistance are improved as the crystal grains are refined, but sufficient mechanical properties cannot be imparted to conventional casting Vitalium due to the difficulty in fine control of the crystal grains. .
[0006]
In order to control the crystal grain size to 100 μm or less by using recrystallization, it is effective to perform heat treatment at a high temperature equal to or higher than the recrystallization temperature after cold working. Finer grains are more likely to be generated by heat treatment as the cold working ratio is higher. Therefore, in order to obtain fine grains, particularly fine grains of 10 μm or less, it is necessary to have excellent cold plastic deformability. However, a conventional Co-based alloy for a living body, which has poor plastic deformation ability in the cold, has a limit in miniaturization using recrystallization, and a grain size of 100 μm formed by high-temperature forging at 1250 ° C. or higher is a limit. Was. Incidentally, a practical Co-based alloy for living body has a composition of Co-29% by mass-6% by mass Mo, but has a recrystallized structure having an average crystal grain size of 100 µm or more by high temperature forging at 1250 ° C or more.
[0007]
The crystal structure after high-temperature forging is a face-centered cubic γ single phase, and in some cases, a two-phase structure including a close-packed hexagonal ε phase. A bio-based alloy having a γ single phase or ε + γ two-phase structure is inferior in ductility at room temperature, and tends to generate processing defects such as cracks when cold-worked at a high working rate. The processing defect causes deterioration of mechanical properties such as fatigue strength in the final product.
The present inventor has conducted various investigations and studies on Co-based alloys for living bodies in which Mo has been increased in order to improve properties such as strength and wear resistance. As a result, it has been found that when the matrix is refined by quenching casting and high-temperature forging, the abrasion resistance of the Co-based alloy for living bodies is improved, and this was introduced in Japanese Patent Application Laid-Open No. Hei 14-363675. In the method introduced above, the growth of precipitates is suppressed by quenching casting, and the cast structure is destroyed by high-temperature forging at 1000 to 1300 ° C., whereby the second phase is finely dispersed in a matrix having an average crystal grain size of 50 μm or less. Adjusted to the organization.
[0008]
[Means for Solving the Problems]
The present invention is based on the findings found in the process of investigating and studying the effect of heat treatment on a Co-based alloy introduced in Japanese Patent Application Laid-Open No. 14-363675. An object of the present invention is to provide a biocompatible Co-based alloy in which abrasion resistance and fatigue strength are remarkably improved by utilizing extremely high rolling performance.
The biocompatible Co-based alloy of the present invention has a composition of Cr: 26 to 30% by mass, Mo: 6 to 12% by mass, C: 0.3% by mass or less, the balance being substantially Co, and after water quenching. Has a ε single phase structure by the heat treatment.
[0009]
When the Co-based alloy adjusted to the predetermined composition is soaked in the temperature range of 1000 to 1250 ° C., water-quenched, and then heat-treated in the temperature range of 700 to 1000 ° C., the rolling performance is adjusted to a very high single phase structure. You. When a ε single-phase Co-based alloy is cold-worked, it can be formed into a predetermined shape without processing defects, and a large amount of strains and dislocations serving as recrystallization nuclei are introduced during subsequent recrystallization annealing.
When recrystallization annealing is performed on a Co-based alloy after cold working, recrystallization proceeds from a large number of strains and dislocations, resulting in a recrystallized structure composed of fine grains effective for improving abrasion resistance and fatigue strength. . In addition, since the rolling performance is recovered by the recrystallization annealing, it can be formed into the target shape by the cold work again, and further, by repeating the recrystallization annealing and the cold work.
[0010]
[Action]
The Co-based alloy used in the present invention has a composition of Cr: 26 to 30% by mass, Mo: 6 to 12% by mass, C: 0 to 0.3% by mass, the balance being substantially Co, and the increase of Mo. Corrosion resistance and abrasion resistance are improved by this. The effect of Mo on corrosion resistance and abrasion resistance becomes remarkable at Mo: 6% by mass or more, but saturates at 12% by mass, and excessive Mo content adversely affects plastic workability. Cr is required to be 26% by mass or more to ensure corrosion resistance, but an excess amount exceeding 30% by mass adversely affects plastic workability. C is a component that is added as necessary. When C is added, the upper limit is set to 0.3% by mass from the viewpoints of wear resistance and plastic workability.
[0011]
After a Co-based alloy adjusted to a predetermined composition is melted in a vacuum and cast, the casting is uniformly heated in a temperature range of 1000 to 1250 ° C. to eliminate casting defects such as segregation. The temperature range below 1000 ° C. is a γ-phase unstable region, and there is concern about transformation to the ε-phase. Further, since the homogenization of the composition by the diffusion of the segregated element is promoted as the temperature increases, the lower limit of the soaking temperature is set to 1000 ° C. However, at a high temperature exceeding 1250 ° C., the effect on the promotion of diffusion is not improved as much as the temperature rise, and the heat energy loss is rather increased.
When the Co-based alloy after soaking is water-quenched, it becomes a γ single phase structure, and when heat treated in a temperature range of 700 to 1000 ° C, it becomes an ε single phase. If the cooling rate after soaking is lower than that of water quenching, a structure in which an ε single phase is precipitated in the γ matrix will result in reduced rolling performance and corrosion resistance. In order to obtain an ε single phase, the heat treatment temperature must be set to 700 ° C. or higher, and if the heat treatment temperature is lower than 700 ° C., a σ phase which causes embrittlement and corrosion resistance may be precipitated. However, since the temperature exceeding 1000 ° C. is in the γ phase region, the upper limit of the heat treatment temperature was set to 1000 ° C.
[0012]
Mo: 8% by mass or more of a Co-based alloy has a b. c. In some cases, a Mo solid solution (α phase) having a c crystal structure is precipitated. When the precipitated α phase is dispersed as coarse particles, the rolling performance is reduced. Therefore, it is necessary to finely disperse the α phase in a system in which the α phase is precipitated.
A Co-based alloy converted into an ε single phase by heat treatment in a temperature range of 700 to 1000 ° C. has an extremely high ductility, and is formed into a predetermined shape without generation of processing defects even when cold worked at a high working rate. A large amount of dislocations and strains serving as nuclei during recrystallization during cold working are introduced into the Co-based alloy, and recrystallization annealing in a temperature range of 700 to 1000 ° C. after cold working causes recrystallization from a large number of nuclei as starting points. The grain size is adjusted to a recrystallized structure of about 2 to 3 μm. As a result, the wear resistance and fatigue strength of the Co-based alloy are dramatically improved.
[0013]
Embodiment 1
600 g of a Co-based alloy having a composition of Cr: 29% by mass, Mo: 6% by mass, and the balance Co is melted in a high-frequency vacuum melting furnace, and a molten metal at 1550 ° C. is poured into a water-cooled copper mold, and 400 ° C. or less in 30 seconds. Rapid casting was performed at a cooling rate (2300 ° C./min) at which the temperature reached a temperature of The obtained ingots were subjected to heat treatments (a) to (c).
(A) Hold at 1250 ° C for 2 hours → Cool down to 750 ° C at a cooling rate of 70 ° C / min → Hold at 750 ° C for 24 hours → Water quench (b) Hold at 1250 ° C for 24 hours → Water quench (c) 24 at 1250 ° C Hold time → furnace cooling [0014]
When the heat-treated Co-based alloy was subjected to X-ray diffraction, a clear peak of close-packed hexagonal (1011) was observed in the heat-treated Co-based alloy (a), indicating that it had an ε single-phase structure. Was confirmed (FIG. 2).
On the other hand, in the X-ray diffraction spectrum (FIG. 3) of the Co-base alloy subjected to the heat treatment (b), the peak of (200) of the face-centered cubic crystal is detected, and the peak intensity representing (1011) is significantly reduced. I was The diffraction result in FIG. 3 shows a structure in which a very small amount of ε single phase is dispersed in a γ phase matrix. In the diffraction result (FIG. 4) of the Co-based alloy subjected to the heat treatment (c), no peak was detected other than the ε phase, but a needle-like structure considered to be a σ phase was detected by observation of the structure using an optical microscope. Was. The results of observation with an optical microscope show that the structure is such that a small amount of σ phase is precipitated in the ε phase matrix by the heat treatment (c).
[0015]
In order to investigate the influence of the structure of the Co-based alloy on elongation and ductility, each of the Co-based alloys subjected to the heat treatments (a) and (b), the as-cast material, and the forged material were subjected to a tensile test. As can be seen from the test results of FIG. 5, the Co-base alloy subjected to the heat treatment (a) had the highest ductility and exhibited mechanical properties comparable to those of the forged material introduced in JP-A No. 14-363675. On the other hand, the Co-based alloy subjected to the heat treatment (b) exhibited low ductility because of the unrecrystallized structure in which the γ phase and the ε phase coexist. In the Co-based alloy subjected to the heat treatment (c), the matrix had a structure mainly composed of the ε phase, but the ductility was lowered due to the precipitation of a small amount of the σ phase.
[0016]
600 g of the Co-based alloy having the composition shown in Table 1 was melted in a high-frequency vacuum melting furnace, and a molten metal at 15500 ° C. was poured into a water-cooled copper mold to obtain a round bar-shaped slab having a diameter of 30 mm and a length of 80 mm.
[0017]
When each of the slabs was heat-treated under the above-mentioned condition (a), all were adjusted to a ε single-phase metal structure. The heat-treated Co-based alloy was cold-worked at room temperature at a rolling reduction of 40 to 60% to a thickness of 5 mm. No processing defects such as cracks and breaks were observed in any of the obtained cold rolled sheets. Next, after cold-working the cold-rolled sheet to a thickness of 1 mm, recrystallization was advanced by heating at 800 ° C. for 30 minutes. The crystal grain size after recrystallization annealing was measured, and the wear resistance and fatigue characteristics were investigated.
[0019]
The crystal grain size was measured by an intercept method.
In the abrasion test, a test piece which was finally polished with a No. 4000 wrapping film was used. Using a pin-on-flat type reciprocating motion abrasion tester using alumina balls, the wear state of each test piece was measured under the conditions of air atmosphere, amplitude of 10 mm, slip distance of 2000000 mm and slip speed of 8.33 Hz, and the wear per unit load was measured. The amount was calculated.
[0020]
In the fatigue test, the gauge length cut out from a round bar having a diameter of 8 mm obtained by cold swaging a round bar-shaped ingot converted to an ε phase in the heat treatment (a) with an intermediate heat treatment at 800 to 900 ° C. A round bar-shaped test piece having a diameter of 60 mm and a diameter of 6 mm was used. Added repeated a predetermined stress to the test piece, a stress when not broken even reaches the number of
As can be seen from the test results in Table 2, the Co-based alloy whose structure was adjusted to the ε single phase by the heat treatment (a) had a small crystal grain size and was excellent in both wear resistance and fatigue characteristics.
[0021]
【The invention's effect】
As described above, since the Co-based alloy of the present invention is adjusted to a single phase of ε by heat treatment after water quenching, it has extremely high rolling performance and can be cold-formed into a target shape without processing defects such as cracks and fractures. Can be processed. Further, a large number of dislocations and strains introduced in the cold working work as recrystallization nuclei in the subsequent recrystallization annealing process, and are refined to about 2 to 3 μm, which is effective in improving wear resistance and fatigue strength. The structure is obtained by recrystallization annealing. Therefore, it is used as a Co-based alloy for living organisms that has excellent wear resistance and fatigue strength in addition to the excellent corrosion resistance inherent in high Mo-Vitalium.
[Brief description of the drawings]
FIG. 1 is a heat pattern when a Co-based alloy used in Examples is subjected to a heat treatment. FIG. 2 is an X-ray diffraction result of a Co-based alloy subjected to a heat treatment (a). FIG. 3 is a Co pattern subjected to a heat treatment (b). X-ray diffraction result of the base alloy [FIG. 4] X-ray diffraction result of the heat-treated (c) Co-based alloy [FIG. 5] Stress-strain diagram showing the effect of the manufacturing history on the properties of the Co-based alloy
Claims (4)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003064628A JP2004269994A (en) | 2003-03-11 | 2003-03-11 | BIOCOMPATIBLE Co BASED ALLOY, AND PRODUCTION METHOD THEREFOR |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003064628A JP2004269994A (en) | 2003-03-11 | 2003-03-11 | BIOCOMPATIBLE Co BASED ALLOY, AND PRODUCTION METHOD THEREFOR |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004269994A true JP2004269994A (en) | 2004-09-30 |
| JP2004269994A5 JP2004269994A5 (en) | 2006-04-20 |
Family
ID=33125872
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003064628A Pending JP2004269994A (en) | 2003-03-11 | 2003-03-11 | BIOCOMPATIBLE Co BASED ALLOY, AND PRODUCTION METHOD THEREFOR |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004269994A (en) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1655384A1 (en) * | 2004-11-09 | 2006-05-10 | Cordis Corporation | A cobalt-chromium-molybdenum fatigue resistant alloy for intravascular medical devices |
| JP2006265633A (en) * | 2005-03-24 | 2006-10-05 | Iwate Univ | Co-Cr-Mo ALLOY FOR LIVING BODY FOR DEALING WITH MRI, AND ITS PRODUCTION METHOD |
| WO2006103742A1 (en) * | 2005-03-28 | 2006-10-05 | Iwate University | Co-Cr-Mo ALLOY FOR ARTIFICIAL JOINT HAVING EXCELLENT WEAR RESISTANCE |
| JP2008001942A (en) * | 2006-06-22 | 2008-01-10 | Iwate Univ | POROUS Co-BASED ALLOY SINTERED COATING MATERIAL AND ITS MANUFACTURING METHOD |
| JPWO2006054368A1 (en) * | 2004-11-19 | 2008-05-29 | 国立大学法人岩手大学 | Bio-Co-Cr-Mo alloy for suppressing ion elution by tissue control and method for producing the same |
| EP1935997A1 (en) * | 2005-10-11 | 2008-06-25 | Japan Science and Technology Agency | Functional member from co-based alloy and process for producing the same |
| EP1959024A1 (en) * | 2005-12-05 | 2008-08-20 | Japan Science and Technology Agency | Co BASED ALLOY AND PROCESS FOR PRODUCING THE SAME |
| US7520947B2 (en) | 2003-05-23 | 2009-04-21 | Ati Properties, Inc. | Cobalt alloys, methods of making cobalt alloys, and implants and articles of manufacture made therefrom |
| JP2010215960A (en) * | 2009-03-16 | 2010-09-30 | Iwate Univ | Method for producing machine part, and machine part |
| JP2011032530A (en) * | 2009-07-31 | 2011-02-17 | Kobe Steel Ltd | Co-BASED CASTING ALLOY FOR BIOMEDICAL APPLICATION EXCELLENT IN CUTTING ABILITY AND METHOD FOR MANUFACTURING THE SAME |
| WO2013035351A1 (en) * | 2011-09-08 | 2013-03-14 | 国立大学法人東北大学 | Alloy composition for aluminum diecasting mold and manufacturing process therefor |
| WO2013136506A1 (en) * | 2012-03-16 | 2013-09-19 | 国立大学法人東北大学 | Co-cr-mo-based alloy, and method for producing co-cr-mo-based alloy |
| JPWO2013136506A1 (en) * | 2012-03-16 | 2015-08-03 | 国立大学法人東北大学 | Co-Cr-Mo alloy and method for producing Co-Cr-Mo alloy |
| KR20220064618A (en) * | 2020-11-12 | 2022-05-19 | 한국재료연구원 | Cobalt-based alloy having high strength and high ductility through multi-pass thermomechanical processing and method of manufacturing the same |
-
2003
- 2003-03-11 JP JP2003064628A patent/JP2004269994A/en active Pending
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7520947B2 (en) | 2003-05-23 | 2009-04-21 | Ati Properties, Inc. | Cobalt alloys, methods of making cobalt alloys, and implants and articles of manufacture made therefrom |
| EP1655384A1 (en) * | 2004-11-09 | 2006-05-10 | Cordis Corporation | A cobalt-chromium-molybdenum fatigue resistant alloy for intravascular medical devices |
| JP5239005B2 (en) * | 2004-11-19 | 2013-07-17 | 国立大学法人岩手大学 | Bio-Co-Cr-Mo alloy for suppressing ion elution by tissue control and method for producing the same |
| JPWO2006054368A1 (en) * | 2004-11-19 | 2008-05-29 | 国立大学法人岩手大学 | Bio-Co-Cr-Mo alloy for suppressing ion elution by tissue control and method for producing the same |
| JP2006265633A (en) * | 2005-03-24 | 2006-10-05 | Iwate Univ | Co-Cr-Mo ALLOY FOR LIVING BODY FOR DEALING WITH MRI, AND ITS PRODUCTION METHOD |
| JP4631050B2 (en) * | 2005-03-24 | 2011-02-16 | 国立大学法人岩手大学 | MRI compatible biomedical Co-Cr-Mo alloy and method for producing the same |
| WO2006103742A1 (en) * | 2005-03-28 | 2006-10-05 | Iwate University | Co-Cr-Mo ALLOY FOR ARTIFICIAL JOINT HAVING EXCELLENT WEAR RESISTANCE |
| EP1935997A1 (en) * | 2005-10-11 | 2008-06-25 | Japan Science and Technology Agency | Functional member from co-based alloy and process for producing the same |
| JP5144270B2 (en) * | 2005-10-11 | 2013-02-13 | 独立行政法人科学技術振興機構 | Co-base alloy functional member and method for manufacturing the same |
| EP1935997A4 (en) * | 2005-10-11 | 2009-12-09 | Japan Science & Tech Agency | Functional member from co-based alloy and process for producing the same |
| EP1959024A4 (en) * | 2005-12-05 | 2009-12-23 | Japan Science & Tech Agency | Co BASED ALLOY AND PROCESS FOR PRODUCING THE SAME |
| EP1959024A1 (en) * | 2005-12-05 | 2008-08-20 | Japan Science and Technology Agency | Co BASED ALLOY AND PROCESS FOR PRODUCING THE SAME |
| JP2008001942A (en) * | 2006-06-22 | 2008-01-10 | Iwate Univ | POROUS Co-BASED ALLOY SINTERED COATING MATERIAL AND ITS MANUFACTURING METHOD |
| JP2010215960A (en) * | 2009-03-16 | 2010-09-30 | Iwate Univ | Method for producing machine part, and machine part |
| JP2011032530A (en) * | 2009-07-31 | 2011-02-17 | Kobe Steel Ltd | Co-BASED CASTING ALLOY FOR BIOMEDICAL APPLICATION EXCELLENT IN CUTTING ABILITY AND METHOD FOR MANUFACTURING THE SAME |
| WO2013035351A1 (en) * | 2011-09-08 | 2013-03-14 | 国立大学法人東北大学 | Alloy composition for aluminum diecasting mold and manufacturing process therefor |
| JPWO2013035351A1 (en) * | 2011-09-08 | 2015-03-23 | 国立大学法人東北大学 | Alloy composition for aluminum die-cast mold and method for producing the same |
| WO2013136506A1 (en) * | 2012-03-16 | 2013-09-19 | 国立大学法人東北大学 | Co-cr-mo-based alloy, and method for producing co-cr-mo-based alloy |
| JPWO2013136506A1 (en) * | 2012-03-16 | 2015-08-03 | 国立大学法人東北大学 | Co-Cr-Mo alloy and method for producing Co-Cr-Mo alloy |
| KR20220064618A (en) * | 2020-11-12 | 2022-05-19 | 한국재료연구원 | Cobalt-based alloy having high strength and high ductility through multi-pass thermomechanical processing and method of manufacturing the same |
| KR102463910B1 (en) | 2020-11-12 | 2022-11-07 | 한국재료연구원 | Cobalt-based alloy having high strength and high ductility through multi-pass thermomechanical processing and method of manufacturing the same |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5283136B2 (en) | Grain refinement method of nitrogen-added Co-Cr-Mo alloy and nitrogen-added Co-Cr-Mo alloy | |
| Fujii | Strengthening of α+ β titanium alloys by thermomechanical processing | |
| EP2481823B1 (en) | Nanocrystal titanium alloy and production method for same | |
| EP3009525A1 (en) | Aluminium alloy forging and method for producing the same | |
| CN110951990B (en) | Cu-Ni-Co-Fe-Si-Zr-Zn copper alloy material and preparation method thereof | |
| Xing et al. | Structure and properties of AA3003 alloy produced by accumulative roll bonding process | |
| JP2004269994A (en) | BIOCOMPATIBLE Co BASED ALLOY, AND PRODUCTION METHOD THEREFOR | |
| JP4081537B2 (en) | Bio-based Co-based alloy and method for producing the same | |
| TW490499B (en) | Diffusion bonded sputtering target assembly with precipitation hardened backing plate and method of making same | |
| JP4313135B2 (en) | High strength copper alloy with excellent bending workability | |
| CN100482834C (en) | Easily-workable magnesium alloy and method for preparing same | |
| JP2009046760A (en) | Co-BASED ALLOY STOCK FOR LIVING BODY FOR HOT DIE FORGING, AND METHOD FOR PRODUCING THE SAME | |
| JP4012845B2 (en) | 70/30 brass with refined crystal grains and method for producing the same | |
| CN113215459B (en) | Al-Cu-Mn nano-structure heat-resistant deformation aluminum alloy and preparation method thereof | |
| Kajima et al. | Recrystallization behavior of selective laser melted Co–Cr–Mo alloys with several heat treatment times | |
| JPS6358907B2 (en) | ||
| JP4663030B1 (en) | Titanium copper, wrought copper product, electronic component, connector and method for producing the titanium copper | |
| JP6497689B2 (en) | Co-Cr-W base alloy hot-worked material, annealed material, cast material, homogenized heat treatment material, Co-Cr-W-based alloy hot-worked material manufacturing method, and annealed material manufacturing method | |
| CN100366782C (en) | Aluminum-silicon alloys having improved mechanical properties | |
| JP3498943B2 (en) | Al-Mg-Si-based aluminum alloy sheet for forming with excellent surface properties | |
| JP2003226951A (en) | Damping alloy heat treatment method | |
| JPH0696756B2 (en) | Of heat-treating Al-Cu based aluminum alloy ingot for processing and method of manufacturing extruded material using the same | |
| JP2001152277A (en) | Co BASE ALLOY AND PRODUCING METHOD THEREFOR | |
| JPH0588302B2 (en) | ||
| Luna-Manuel et al. | Thermomechanical and annealing processing effect on a rapid solidified Co–20 wt.% Cr alloy |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060303 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060303 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20070307 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20070309 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071107 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080104 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080304 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090407 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090728 |