CN110055459B - 中合金超高强韧稀土钢及其制备方法 - Google Patents
中合金超高强韧稀土钢及其制备方法 Download PDFInfo
- Publication number
- CN110055459B CN110055459B CN201910321850.4A CN201910321850A CN110055459B CN 110055459 B CN110055459 B CN 110055459B CN 201910321850 A CN201910321850 A CN 201910321850A CN 110055459 B CN110055459 B CN 110055459B
- Authority
- CN
- China
- Prior art keywords
- steel
- rare earth
- alloy
- strength
- toughness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/04—Removing impurities by adding a treating agent
- C21C7/06—Deoxidising, e.g. killing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/10—Handling in a vacuum
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/06—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires
- C21D8/065—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B9/00—General processes of refining or remelting of metals; Apparatus for electroslag or arc remelting of metals
- C22B9/16—Remelting metals
- C22B9/18—Electroslag remelting
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Treatment Of Steel In Its Molten State (AREA)
Abstract
中合金超高强韧稀土钢,涉及适用于稀土钢技术领域,特别是属于一种中合金超高强韧稀土钢及其制备方法。其特征在于,包括如下质量分数的组分:C:0.26%~0.31%,Mn:0.50%~0.80%,Si:1.25%~1.60%,S:≤0.005%,P:≤0.010%,Cr:3.25%~3.60%,Ni:0.80%~1.20%,Mo:0.35%~0.60%,W:0.40%~1.00%,Nb:0.02%~0.04%,V:0.20%~0.40%,La:0.0045%~0.006%,Ce:0.0105%~0.014%。本发明具有高强度、高硬度、高韧性等特征,同时能够降低生产成本,获得大量应用求的积极效果。
Description
技术领域
本发明涉及适用于稀土钢技术领域,特别是属于一种中合金超高强韧稀土钢及其制备方法。
背景技术
目前,超高强度钢可以分为高合金马氏体时效钢、高合金二次硬化钢和低合金钢三类。现有的高合金马氏体时效钢和高合金二次硬化钢虽然具有良好的强韧性,但两者均是高合金钢,含有大量的Co、Ni和Mo等合金元素,导致其成本十分昂贵,难以获得大量应用。现有的低合金超高强度钢具有可以与马氏体时效钢和二次硬化钢相媲美的高强度,生产工艺比较简单,生产成本也较低,但美中不足的是其韧性很低。为此开发出新的超高强韧钢,如国外的Eglin钢、VKS9钢,以及国内的G50钢等。G50钢作为一种多元合金配置的无Co低Ni中合金超高强度钢,其抗拉强度Rm≥1600MPa、断裂韧性KIC≥105MPa.m1/2,强韧性水平超过9Ni-5Co(F175)高合金二次硬化超高强度钢。但该钢需采用真空感应+真空自耗熔炼,才能保证钢的高纯净度及凝固质量,从而达到高强度和高韧性的使用要求。由于需要采用真空感应+真空自耗冶炼,造成该钢的大规格棒材价格达到8万元/吨,且由于苛刻的冶炼工艺使其产量受到极大限制。因此,急需开发一种具有高强度、高硬度、高韧性、成本较低的超高强韧钢。
发明内容
本发明的目的在于针对上述存在的缺陷而提供一种超高强韧钢及其制备方法,以达到具有高强度、高硬度、高韧性等特征,同时能够降低生产成本,获得大量应用的目的。
本发明所提供的中合金超高强韧稀土钢,其特征在于,包括如下质量分数的组分:C :0.26%~0.31%,Mn:0.50%~0.80%,Si:1.25%~1.60%,S:≤0.005%,P:≤0.010%,Cr:3.25%~3.60%,Ni:0.80%~1.20%,Mo:0.35%~0.60%,W:0.40%~1.00%,Nb:0.02%~0.04%,V:0.20%~0.40%,La:0.0045%~0.006%,Ce:0.0105%~0.014%。
本发明所提供的超高强韧钢的制备方法,包括以下步骤:电炉(EAF)冶炼→LF炉精炼→VD真空除气→氩气保护浇注电极→电极火焰切冒口→电极坯磨削→氩保护电渣重熔→钢锭高温扩散加热→锻造→退火→熔检性能试验→粗加工→探伤→半精加工→调质→理化检测→交验。其特征在于,在冶炼过程中,经电炉控氧、出钢预脱氧、精炼脱氧结束后,当钢中自由氧[O]≤5ppm,渣中(FeO)≤0.5%,钢液进行VD真空脱气处理后,加入0.0045%~0.006%La和0.0105%~0.014%Ce的混合稀土合金。
采用将0.0045%~0.006%La和0.0105%~0.014%Ce的混合稀土合金压入钢液面一下480~520mm的方式加入钢水中。
在冶炼过程中,引弧剂基料与三七渣按质量比5:1的比例制成电渣重熔引弧剂铺入电渣重熔炉炉底。
在锻造过程中,其扩散加热温度为1250℃,扩散时间为25h。
在锻造过程中,采用三次镦拔的变形方式开坯,其中一火加热温度为1250℃,二火加热温度为1210℃,三火加热温度为1180℃。
按照La:Ce=3:7的比例加入0.0045%~0.006%La和0.0105%~0.014%Ce的混合稀土合金。
本发明所提供的超高强韧稀土钢及其制备方法,在冶炼过程中,钢液进行VD真空脱气处理后,加入0.0045%~0.006%La和0.0105%~0.014%Ce的混合稀土合金,选择精炼结束后,其硫、氧含量较低时,加入La和Ce的混合稀土合金,按照La:Ce=3:7的比例先制成混合稀土合金块,再将La和Ce的混合稀土合金压入钢液面以下480~520mm mm左右的方式加入钢水中,可以充分发挥La和Ce的混合稀土合金在钢中发挥有益作用,提高稀土钢的强度、硬度和韧性等。
在冶炼过程中,引弧剂基料与三七渣按质量比5:1的比例制成电渣重熔引弧剂铺入电渣重熔炉炉底。添加La和Ce的混合稀土合金时避免采用含钛量较高的高碳铬铁,电渣过程中采用钢屑起弧,可减少钢中钛含量。
在锻造过程中,其扩散加热温度为1250℃,扩散时间为25h,采用钢锭高温扩散方式,改善偏析以防止其降低稀土钢的韧性等性能。采用三次镦拔的变形方式开坯,其一火加热温度为1250℃,二火加热温度为1210℃,三火加热温度为1180℃,可以加大开坯压下量,有效破碎钢锭的铸态组织、闭合金属凝固缺陷、均匀组织通过多次镦拔的变形措施,提高稀土钢的高强度、高硬度、高韧性等综合性能。
本发明所提供的超高强韧钢及其制备方法,吸收多元合金配置的中合金超高强度钢的最新研究成果,在包括Cr、Ni、Mo、Si的中合金钢基础上添加W、V、Nb等,以固溶强化和析出强化来提高强度,通过Cr、Ni、Mo、Si、W、V之间的合理配置获得高韧性水平。采用电炉+电渣重熔冶炼+成形+热处理工艺,突破关键技术,降低生产升本。同时,通过提高Cr、Ni、Mo、V合金强化元素,通过二次析出Cr、Ni、Mo、V碳化物强化相的原理来大幅提高材料的强韧性;通过降低钢中S、P含量,提高材料的韧性,保证稀土钢的强韧性水平与G50钢相当,满足高强度、高硬度、高韧性等特征。钢中添加微量稀土可明显地优化铸坯凝固质量,提高钢的塑性及韧性指标,改善钢材的横向性能和低温韧性,同时稀土起到净化钢液、变质夹杂及微合金化等效果。因此,本发明具有高强度、高硬度、高韧性等特征,同时能够降低生产成本,获得大量应用求的积极效果。
具体实施方式
下面通过实施例对本发明做进一步说明。
本发明的实施例中,超高强韧钢用粗加棒料:φ430mm(成品外径416mm)和φ406mm(成品外径406mm)。
实施例一:
一种超高强韧稀土钢,包括如下质量分数的组分:C :0.26%~0.31%,Mn:0.50%~0.80%,Si:1.25%~1.60%,S:≤0.005%,P:≤0.010%,Cr:3.25%~3.60%,Ni:0.80%~1.20%,Mo:0.35%~0.60%,W:0.40%~1.00%,Nb:0.02%~0.04%,V:0.20%~0.40%,La:0.0045%~0.006%,Ce:0.0105%~0.014%。
作为本发明的优选实施例,超高强韧稀土钢,包括如下质量分数的组分:C :0.28%~0.29%,Mn:0.60%~0.70%,Si:1.35%~1.45%,S:≤0.005%,P:≤0.010%,Cr:3.35%~3.45%,Ni:0.90%~1.00%,Mo:0.45%~0.50%,W:0.60%~0.80%,Nb:0.02%~0.03%,V:0.20%~0.30%,La:0.005%~0.006%,Ce:0.011%~0.012%。
本发明所提供的超高强韧稀土钢的制备方法,包括以下步骤:电炉冶炼→LF炉精炼→VD真空除气→氩气保护浇注电极→电极火焰切冒口→电极坯磨削→氩保护电渣重熔→钢锭高温扩散加热→锻造→退火→熔检性能试验→粗加工→探伤→半精加工→调质→理化检测→交验。
在冶炼过程中,经电炉控氧、出钢预脱氧、精炼脱氧结束后,当钢中自由氧[O]≤5ppm,渣中(FeO)≤0.5%,钢液进行VD真空脱气处理后,加入0.0045%~0.006%La和0.0105%~0.014%Ce的混合稀土合金。先按照La:Ce=3:7的比例先制成混合稀土合金块,再将La和Ce的混合稀土合金压入钢液面一下480~520mm的方式加入钢水中,其中尤以将La和Ce的混合稀土合金压入钢液面一下500mm的方式加入钢水中为佳,同时增大底吹氩气流量使钢液面不裸露为宜。
在冶炼过程中,采用本发明的超高强韧稀土钢的碎屑作为电渣重熔引弧剂基料,引弧剂基料加工成长度约为25~35mm,宽度为10~15mm的尺寸。引弧剂基料与三七渣按质量比5:1的比例制成电渣重熔引弧剂铺入电渣重熔炉炉底,铺入量与结晶器规格相同。
在锻造过程中,其扩散加热温度为1250℃,扩散时间为25h。采用均质化扩散技术,消除带状偏析。为避免严重带状组织等偏析,采用钢锭高温扩散方式,改善偏析。对于Si含量高达2﹪以上,Ni含量高达4﹪以上的高合金钢,即使采用低熔速、强水冷的电渣工艺,电渣锭也会产生一定的成分和组织偏析,锻前不采用高温均质化处理,锻件带状偏析较严重,降低材料韧性等性能指标。
在锻造过程中,采用三次镦拔的变形方式开坯,加大开坯压下量。整体镦粗后拔长成型,总镦粗比5.6,总锻比(拔长比)6.8。二火、三火镦拔工序逐渐降低锻造温度。其一火加热温度为1250℃,二火加热温度为1210℃,三火加热温度为1180℃。
使用本发明所提供的超高强韧稀土钢及其制备方法,冶炼电渣锭1支,锻制后加工成φ430mm的棒料1件,其力学性能和断裂韧性具体情况如下:
表1 力学性能
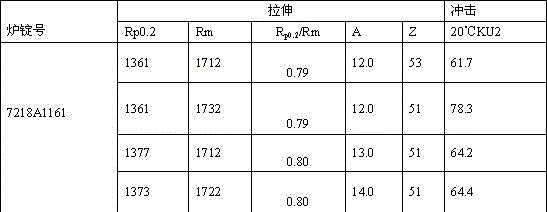
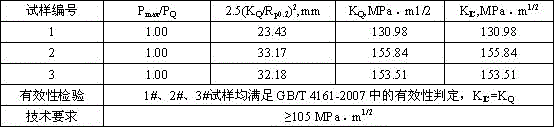
表2 断裂韧性实验
本发明采用电炉+电渣重熔冶炼+成形+热处理工艺,其大规格棒材价格仅为6万元/吨,与G50钢采用真空感应+真空自耗冶炼工艺相比较,显著降低了生产成本,获得大量应用求。
Claims (5)
1.一种中合金超高强韧稀土钢,其特征在于,包括如下质量分数的组分:
C :0.26%~0.31%,Mn:0.50%~0.80%,Si:1.25%~1.60%,S:≤0.005%,P:≤0.010%,Cr:3.25%~3.60%,Ni:0.80%~1.20%,Mo:0.35%~0.60%,W:0.40%~1.00%,Nb:0.02%~0.04%,V:0.20%~0.40%,La:0.0045%~0.006%,Ce:0.0105%~0.014%;
所述的中合金超高强韧稀土钢的制备方法,包括以下步骤:
步骤(1)、电炉EAF冶炼;
步骤(2)、LF炉精炼;
步骤(3)、VD真空除气;
S1、当钢中自由氧[O]≤5ppm,渣中FeO≤0.5%,钢液进行VD真空脱气处理;
S2、按照La:Ce=3:7的比例制成混合稀土合金块,其中,La:0.0045%~0.006%、Ce:0.0105%~0.014%;
S3、将La和Ce的混合稀土合金压入钢液面以下480~520mm的方式加入钢水中,增大底吹氩气流量使钢液面不裸露;
步骤(4)、氩气保护浇注电极坯;
步骤(5)、火焰切割电极坯冒口;
步骤(6)、电极坯磨削;
步骤(7)、氩气保护电渣重熔;
S1、采用超高强韧稀土钢的碎屑作为电渣重熔引弧剂基料,引弧剂基料加工成长度为25~35mm,宽度为10~15mm的尺寸;
S2、引弧剂基料与三七渣按比例制成电渣重熔引弧剂铺入电渣重熔炉炉底,铺入量与结晶器规格相同;
步骤(8)、钢锭高温扩散加热;
步骤(9)、锻造;
采用三次镦拔的变形方式开坯;
步骤(10)、退火;
步骤(11)、熔检性能试验;
步骤(12)、 探伤;
步骤(13)、半精加工;
步骤(14)、调质处理;
步骤(15)、理化检测;
步骤(16)、交验。
2.根据权利要求1所述的中合金超高强韧稀土钢,其特征还在于,包括如下质量分数的组分:
C :0.28%~0.29%,Mn:0.60%~0.70%,Si:1.35%~1.45%,S:≤0.005%,P:≤0.010%,Cr:3.35%~3.45%,Ni:0.90%~1.00%,Mo:0.45%~0.50%,W:0.60%~0.80%,Nb:0.02%~0.03%,V:0.20%~0.30%,La:0.005%~0.006%,Ce:0.011%~0.012%。
3.根据权利要求1所述的中合金超高强韧稀土钢,其特征还在于,在冶炼过程中,引弧剂基料与三七渣按质量比5:1的比例制成电渣重熔引弧剂铺入电渣重熔炉炉底。
4.根据权利要求1所述的中合金超高强韧稀土钢,其特征还在于,在锻造过程中,其扩散加热温度为1250℃,扩散时间为25h。
5.根据权利要求1所述的中合金超高强韧稀土钢,其特征还在于,在锻造过程中,采用三次镦粗拔长的变形方式开坯,其中一火加热温度为1250℃,二火加热温度为1210℃,三火加热温度为1180℃。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910321850.4A CN110055459B (zh) | 2019-04-22 | 2019-04-22 | 中合金超高强韧稀土钢及其制备方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201910321850.4A CN110055459B (zh) | 2019-04-22 | 2019-04-22 | 中合金超高强韧稀土钢及其制备方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110055459A CN110055459A (zh) | 2019-07-26 |
| CN110055459B true CN110055459B (zh) | 2021-06-11 |
Family
ID=67319876
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201910321850.4A Active CN110055459B (zh) | 2019-04-22 | 2019-04-22 | 中合金超高强韧稀土钢及其制备方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110055459B (zh) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110512134A (zh) * | 2019-08-23 | 2019-11-29 | 石钢京诚装备技术有限公司 | 一种石油机械阀体4130钢的冶炼工艺 |
| CN113584390B (zh) * | 2021-08-03 | 2022-05-13 | 宝武杰富意特殊钢有限公司 | 一种高强螺栓用圆钢及其制备方法 |
| CN114574769A (zh) * | 2021-11-19 | 2022-06-03 | 日照市质量检验检测研究院 | 稀土热作模具钢及其制备方法 |
| CN114134285A (zh) * | 2021-11-29 | 2022-03-04 | 四川六合特种金属材料股份有限公司 | 一种中碳高强强韧钢残余元素含量的控制方法 |
| CN114410976A (zh) * | 2021-12-15 | 2022-04-29 | 洛阳中重铸锻有限责任公司 | 一种低频电渣重熔引弧剂及其制备方法 |
| CN114351046A (zh) * | 2021-12-16 | 2022-04-15 | 山东必胜百新材料科技有限公司 | 稀土热作模具钢及其制备方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07157846A (ja) * | 1993-12-03 | 1995-06-20 | Kobe Steel Ltd | 高強度ばね用鋼 |
| CN1936055A (zh) * | 2004-09-22 | 2007-03-28 | 株式会社神户制刚所 | 低屈服比高张力钢板及其制造方法 |
| CN101153377A (zh) * | 2006-09-27 | 2008-04-02 | 宝山钢铁股份有限公司 | 矫直辊及其制造工艺 |
| CN102644026A (zh) * | 2011-02-22 | 2012-08-22 | 宝山钢铁股份有限公司 | 冷轧辊及其制造方法 |
-
2019
- 2019-04-22 CN CN201910321850.4A patent/CN110055459B/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07157846A (ja) * | 1993-12-03 | 1995-06-20 | Kobe Steel Ltd | 高強度ばね用鋼 |
| CN1936055A (zh) * | 2004-09-22 | 2007-03-28 | 株式会社神户制刚所 | 低屈服比高张力钢板及其制造方法 |
| CN101153377A (zh) * | 2006-09-27 | 2008-04-02 | 宝山钢铁股份有限公司 | 矫直辊及其制造工艺 |
| CN102644026A (zh) * | 2011-02-22 | 2012-08-22 | 宝山钢铁股份有限公司 | 冷轧辊及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110055459A (zh) | 2019-07-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110055459B (zh) | 中合金超高强韧稀土钢及其制备方法 | |
| CN102703834B (zh) | 一种晶粒细化的齿轮钢及其生产工艺 | |
| CN102703817B (zh) | 一种易切削齿轮钢及其生产工艺 | |
| CN108220766B (zh) | 一种Cr-V系热作模具钢及其制备方法 | |
| CN102277540B (zh) | 抗高温pwht软化的正火型钢板及其制造方法 | |
| CN110343954B (zh) | 一种汽车发动机连杆用钢及其制造方法 | |
| CN102732789A (zh) | 一种高性能海洋平台用钢及其生产方法 | |
| CN103556069A (zh) | 一种高压气瓶用大直径无缝钢管及其制造方法 | |
| JP5708431B2 (ja) | 溶接熱影響部の靱性に優れた鋼板およびその製造方法 | |
| CN101054647A (zh) | 一种生产低温高韧性钢及其钢板的方法 | |
| CN113046627B (zh) | 一种345MPa级耐候桥梁钢及其制造方法 | |
| CN116287941B (zh) | 一种高强度风电螺栓用钢的生产方法 | |
| CN115612929A (zh) | 一种稠油热采井用石油套管及其制备方法 | |
| CN107460403A (zh) | 一种高压锅炉管用钢圆坯、高压锅炉管用钢及其制备方法 | |
| CN115505849A (zh) | 一种油套管及其制备方法与应用 | |
| CN104988400A (zh) | 一种微钛处理的含硼钢及其冶炼方法 | |
| CN103952632B (zh) | 石油钻采设备泥浆泵承压件用铸钢及制备方法 | |
| JP5708349B2 (ja) | 溶接熱影響部靭性に優れた鋼材 | |
| CN114378480A (zh) | 大热输入埋弧焊焊丝钢盘条及其制备方法、大热输入埋弧焊焊丝、大热输入焊接方法 | |
| JPH0642979B2 (ja) | チタン酸化物を含有する溶接・低温用高張力鋼の製造法 | |
| CN103526121A (zh) | 一种抗刮伤芯棒材料 | |
| JP5223706B2 (ja) | 大入熱溶接熱影響部の靱性に優れた鋼材およびその製造方法 | |
| CN113502434A (zh) | 一种航空用30CrMnSiNi2A高强钢及其生产方法 | |
| WO2024087788A1 (zh) | 一种挖机锻造斗齿用钢及其制备方法 | |
| CN114855083A (zh) | 一种25Mn锻造用热轧圆钢的制备方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| TR01 | Transfer of patent right | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20221214 Address after: 276826 quality building, no.336 Wulian Road, Rizhao City, Shandong Province Patentee after: Rizhao Quality Inspection and Testing Research Institute (National Carbon Structural Steel Product Quality Inspection and Testing Center (Shandong) Rizhao ADR Monitoring Center Rizhao Textile Fiber Monitoring Center) Address before: 276826 quality building, no.336 Wulian Road, Rizhao City, Shandong Province Patentee before: RIZHAO PRODUCT QUALITY SUPERVISION AND INSPECTION INSTITUTE |