WO2025004392A1 - 生地および生地の製造方法 - Google Patents
生地および生地の製造方法 Download PDFInfo
- Publication number
- WO2025004392A1 WO2025004392A1 PCT/JP2023/032855 JP2023032855W WO2025004392A1 WO 2025004392 A1 WO2025004392 A1 WO 2025004392A1 JP 2023032855 W JP2023032855 W JP 2023032855W WO 2025004392 A1 WO2025004392 A1 WO 2025004392A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fabric
- layer
- resin film
- film layer
- embossing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/266—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by an apertured layer, the apertures going through the whole thickness of the layer, e.g. expanded metal, perforated layer, slit layer regular cells B32B3/12
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/06—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the heating method
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/06—Embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/024—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/026—Knitted fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/027—Thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/737—Dimensions, e.g. volume or area
- B32B2307/7375—Linear, e.g. length, distance or width
- B32B2307/7376—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2331/00—Polyvinylesters
- B32B2331/04—Polymers of vinyl acetate, e.g. PVA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2367/00—Polyesters, e.g. PET, i.e. polyethylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2375/00—Polyureas; Polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2377/00—Polyamides
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/007—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by mechanical or physical treatments
- D06N3/0077—Embossing; Pressing of the surface; Tumbling and crumbling; Cracking; Cooling; Heating, e.g. mirror finish
Definitions
- the present invention relates to a dough and a method for producing the dough.
- Patent Document 1 discloses an embossed "leather-like nonwoven fabric.” [Prior Art Literature] [Patent Documents] Patent Document 1: Japanese Patent Application Laid-Open No. 11-241277
- a woven or knitted fabric having an embossed pattern comprising a fabric layer and a resin film layer laminated on the fabric layer.
- the fabric layer and the resin film layer may be embossed.
- the melting point of the resin film layer may be lower than the melting point of the fabric layer.
- the melting point of the resin film layer may be 80°C or higher and 160°C or lower.
- the resin film layer may have a thickness of 10 ⁇ m or more and 100 ⁇ m or less.
- the material of the resin film layer may include at least one of polyester, polyurethane, olefin-based resin, EVA (ethylene vinyl acetate) resin, or polyamide.
- the resin film layer may have a first layer laminated in contact with the fabric layer, and a second layer laminated in contact with the first layer.
- the second layer may have an opening to expose the first layer.
- the resin film layer may be laminated on the surface side of the fabric layer.
- the resin film layer may be laminated on the back side of the fabric layer.
- the fabric layer may have a single yarn decitex of 0.05 or more and 0.7 or less.
- the warp thread density of the fabric layer may be 200 or more and 300 or less.
- the thickness of the fabric layer may be 0.3 mm or more and 1.5 mm or less.
- the total thickness of the fabric layer and the resin film layer may be 0.3 mm or more and 1.5 mm or less.
- the embossing depth of the fabric may be 50 ⁇ m or more and 400 ⁇ m or less.
- the fabric may meet at least one of the evaluation standards of JIS L1091, JIS L1092, JIS L1093, JIS L1096, JIS L1076, JIS L0860, JIS L0849, JIS L0844, or JIS L0842.
- a method for manufacturing a fabric comprising the steps of preparing a woven or knitted fabric layer, laminating a resin film layer onto the fabric layer, and embossing the fabric layer and the resin film layer.
- the embossing step may include a step of placing a release paper on the top surface of the resin film layer, and a step of embossing the fabric layer and the resin film layer from above the release paper.
- the embossing step may include placing a release paper on the underside of the resin film layer, and embossing the fabric layer and the resin film layer from above the fabric layer.
- the release paper may have a thickness of 30 ⁇ m or more and 100 ⁇ m or less.
- Any of the above methods for manufacturing fabric may include a step of performing a surface treatment to impart a release effect to the release paper.
- Any of the above methods for manufacturing fabric may include a step of embossing the release paper.
- the material of the release paper may include at least one of paper, polyethylene, polypropylene, or epoxy resin.
- Any of the above methods for manufacturing fabric may include a step of heating the resin film layer at a temperature equal to or higher than the melting point of the resin film layer.
- the step of heating the resin film layer may be performed after the step of laminating the resin film layer to the fabric layer and before the step of embossing the fabric layer and the resin film layer.
- the step of heating the resin film layer may be performed when embossing the fabric layer and the resin film layer.
- FIG. 1 is a photograph of the surface of fabric 100.
- FIG. 2 is a schematic diagram of a cross section of fabric 100 before embossing.
- FIG. 2 is a schematic diagram of a cross section of fabric 100 after embossing.
- 1 shows an example of a flow chart for producing the fabric 100.
- An example of the configuration of the warp threads 10 is shown.
- An example of a textured yarn used for the warp yarn 510 in the comparative example is shown.
- An example of a method for manufacturing the fabric 100 will be described.
- 1 shows a modified example of the fabric 100.
- An example of a method for manufacturing the fabric 100 will be described.
- 1 shows a modified example of the fabric 100.
- An example of a method for manufacturing the fabric 100 will be described.
- An example of a method for manufacturing the fabric 100 will be described.
- Figure 1 is a photograph of the surface of fabric 100.
- Fabric 100 is a woven or knitted fabric with an embossed pattern.
- fabric 100 has a leather-like design achieved by embossing.
- the fabric 100 may be made of at least one of polyester, nylon, acrylic, linen, cotton, silk, rayon, or wool.
- the fabric 100 may have texture and gloss like genuine leather or synthetic leather.
- the fabric 100 of this example can achieve a leather-like texture without providing a backing fabric such as nonwoven fabric on the back side.
- a backing fabric such as polyurethane or nonwoven fabric may be provided on the back side of the fabric 100.
- the leather-like fabric 100 made of polyester can reduce the mass by 50% or more compared to fabrics made of genuine leather or polyvinyl chloride (PVC). Also, unlike fabrics made of genuine leather or PVC, the fabric 100 is less likely to become too hot in the summer or too cold in the winter.
- the finish of the fabric 100 can be improved by using a steam iron. Recyclability is improved if the fabric 100 is made of only polyester.
- the fabric 100 may be used for vehicle seat covers that require high strength, wrinkle resistance, flame retardancy, and the like.
- the fabric 100 may be water repellent and flame retardant.
- the fabric 100 may meet at least one of the evaluation standards of JIS L1091, JIS L1092, JIS L1093, JIS L1096, JIS L1076, JIS L0860, JIS L0849, JIS L0844, or JIS L0842.
- the use of the fabric 100 is not particularly limited.
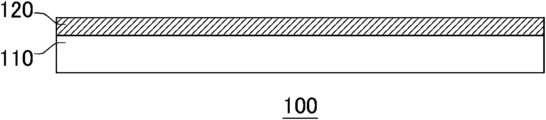
- FIG. 2A is a schematic diagram of a cross section of fabric 100 before embossing.
- Fabric 100 includes fabric layer 110 and resin film layer 120.
- the fabric layer 110 may be a woven fabric composed of warp and weft threads as described below.
- the material of the fabric layer 110 may include at least one of polyester, nylon, acrylic, linen, cotton, silk, rayon, or wool.
- the material of the fabric layer 110 in this example is polyester.
- the fabric layer 110 in this example does not have a lining, but may have a lining.
- the thickness of the fabric layer 110 may be 0.3 mm or more and 1.5 mm or less. For example, the thickness of the fabric layer 110 is 0.8 mm.
- the resin film layer 120 is laminated onto the fabric layer 110.
- the resin film layer 120 is provided on the front side of the fabric layer 110, but it may also be provided on the back side of the fabric layer 110.
- the resin film layer 120 may be adhered to the fabric layer 110.
- the resin film layer 120 may be attached to or applied to the fabric layer 110.
- the material of the resin film layer 120 may include at least one of polyester, polyurethane, olefin resin, EVA (ethylene vinyl acetate) resin, or polyamide.
- the material of the resin film layer 120 may include polyester, or may be entirely polyester.
- the resin film layer 120 in this example is a polyester film.
- the fabric layer 110 and the resin film layer 120 may be made of the same material. By making each layer of the fabric 100 out of the same material, recyclability is improved.
- the fabric layer 110 and the resin film layer 120 may have different compositions even if they are made of the same material.
- the fabric layer 110 and the resin film layer 120 are polyesters with different compositions.
- the fabric layer 110 and the resin film layer 120 may have different melting points due to their different compositions.
- the melting point of the resin film layer 120 may be lower than the melting point of the fabric layer 110.
- the resin film layer 120 can be adhered onto the fabric layer 110 by heating the fabric 100 to melt the resin film layer 120.
- the melting point of the resin film layer 120 may be 80°C or higher and 160°C or lower. In one example, the melting point of the fabric layer 110 is 220°C, and the melting point of the resin film layer 120 is 110°C.
- the thickness of the resin film layer 120 may be thinner than the thickness of the fabric layer 110.
- the thickness of the resin film layer 120 may be 10 ⁇ m or more and 100 ⁇ m or less.
- the resin film layer 120 may be transparent or colored. By coloring the resin film layer 120, the color of the fabric 100 can be adjusted.
- the resin film layer 120 may be water repellent and flame retardant.
- the resin film layer 120 gives the fabric 100 a glossy appearance, achieving a design similar to that of real leather.
- the resin film layer 120 coats the dense fibers of the fabric layer 110, improving scratch resistance.
- the resin film layer 120 fills in the gaps between the fibers of the fabric layer 110, improving the unevenness of the embossing more than the fabric layer 110 alone.
- FIG. 2B is a schematic diagram of a cross section of fabric 100 after embossing.
- fabric 100 has fabric layer 110 and resin film layer 120 embossed.
- the fabric layer 110 and the resin film layer 120 have unevenness formed by embossing.
- the fabric layer 110 and the resin film layer 120 are bonded together, and deep unevenness can be achieved by embossing both the fabric layer 110 and the resin film layer 120.
- the embossing depth De of the fabric 100 may be 50 ⁇ m or more and 400 ⁇ m or less.
- the embossing depth De may be the maximum value of the difference between the convex portions and the concave portions in the embossed resin film layer 120.
- the fabric layer 110 may have a single yarn with a single yarn decitex of 0.05 or more and 0.7 or less. In this way, by thinning the single yarn, the rigidity of the single yarn is weakened, and a deep embossing can be achieved. Furthermore, by thinning the single yarn, it is possible to achieve a high-quality leather-like fabric with improved texture expression by eliminating the stitches.
- the total thickness T of the fabric layer 110 and the resin film layer 120 may be the thickness between the embossed convex portion and the back surface of the fabric layer 110.
- the total thickness T of the fabric layer 110 and the resin film layer 120 may be 0.3 mm or more and 1.5 mm or less.
- the fabric 100 can have a large thickness by including shrinkage yarns, which gives the yarns swelling.
- the fabric 100 is made by laminating a resin film layer 120 onto a fabric layer 110 made of a woven or knitted fabric, and then embossing the fabric, which gives it more stable physical properties compared to nonwoven fabrics, which have varying densities. This results in a fabric 100 with uniform tensile strength and stretchability. By achieving uniform embossing, a higher quality leather-like fabric 100 can be obtained.
- FIG. 2C shows an example of a flowchart for manufacturing the fabric 100.
- the flowchart in this example is an example of a method for manufacturing the fabric 100, and is not limited thereto.
- a woven or knitted fabric layer 110 is prepared.
- a backing fabric such as polyurethane or nonwoven fabric may be attached to the back surface of the fabric layer 110. Even if a backing material is attached to the back surface of the fabric layer 110, the fabric layer 110 and the resin film layer 120 can be easily recycled by peeling off the backing material.
- step S120 the resin film layer 120 is laminated onto the fabric layer 110.
- the resin film layer 120 may be attached to the fabric layer 110 or may be applied thereto.
- the resin film layer 120 may be attached to the front surface or the back surface of the fabric layer 110.
- step S140 the fabric layer 110 and the resin film layer 120 are embossed.
- Embossing the fabric layer 110 and the resin film layer 120 refers to forming projections and recesses in both the fabric layer 110 and the resin film layer 120.
- the fabric layer 110 and the resin film layer 120 may be embossed in a laminated state.
- the resin film layer 120 may be adhered to the fabric layer 110 by heating.
- the manufacturing method of the fabric 100 may include a step of heating the resin film layer 120 at a temperature equal to or higher than the melting point of the resin film layer 120.
- the timing of heating the resin film layer 120 may be arbitrary.
- the step of heating the resin film layer 120 may be performed after the step of laminating the resin film layer 120 to the fabric layer 110 and before the step of embossing the fabric layer 110 and the resin film layer 120.
- the step of heating the resin film layer 120 may be performed when embossing the fabric layer 110 and the resin film layer 120.
- the step of embossing the fabric layer 110 and the resin film layer 120 may be performed simultaneously with the embossing.
- the method may include a process for imparting functionality such as water repellency or flame retardancy to the fabric 100.
- Functionality may be imparted to the fabric layer 110, to the resin film layer 120, or to both the fabric layer 110 and the resin film layer 120. Different functions may be imparted to the fabric layer 110 and the resin film layer 120.
- the fabric 100 may be imparted functionality such as water repellency by dipping with a functional agent such as a water repellent.
- the functional agent may have any function such as flame retardancy.
- the fabric 100 may be dipped in a combination of multiple functional agents at once.
- FIG. 3 shows an example of the configuration of the warp thread 10.
- the warp thread 10 in this example has a predetermined first shrinkage thread 11 and a second shrinkage thread 12 different from the first shrinkage thread 11.
- the first shrinkage thread 11 and the second shrinkage thread 12 are mixed. That is, the first shrinkage thread 11 and the second shrinkage thread 12 are mixed to form one warp thread 10.
- the first shrinkage thread 11 and the second shrinkage thread 12 may have different thermal shrinkage properties from each other.
- a case where the warp thread 10 includes a shrinkage thread is described, but it is not necessary for the warp thread 10 to include a shrinkage thread.
- the warp threads 10 can spread the shrinkage laterally and eliminate the stitches.
- the warp threads 10 can be made even less visible by using different shrinkage threads, such as the first shrinkage thread 11 and the second shrinkage thread 12.
- the warp threads 10 may use three or more shrinkage threads.
- the fabric 100 can be made to have a bulging thread and a larger film thickness.
- the fabric 100 can have more voids, making it easier to press the fabric 100 with a mold and easier to create the unevenness of the embossed finish.
- the surface gloss of the fabric 100 can be adjusted as desired by adjusting the shrinkage of the first shrinkage yarn 11 and the second shrinkage yarn 12.
- warp yarns 10 containing any shrinkage yarn may be selected from the perspective of the surface gloss and embossing of the fabric 100.
- multiple different shrinkage yarns may be used for the weft yarn.
- Thread density is the number of single threads per inch.
- the thread density of the warp threads 10 may be 200 or more and 300 or less. For example, by skipping five or more surface threads of the weft, lateral shrinkage occurs, and the thread density of the warp threads 10 can be increased.
- the single threads of the fabric layer 110 are made thinner, there is a risk that thread breakage will occur due to the embossing process.
- the resin film layer 120 By laminating the resin film layer 120 on the fabric layer 110, the resin film layer 120 follows the unevenness after embossing, causing the fibers to harden together, improving resistance to damage.
- FIG. 4 shows an example of a processed yarn used for the warp yarn 510 in the comparative example.
- the warp yarn 510 does not contain multiple shrink yarns.
- the false twist shape of the yarn is visible, making it easy to distinguish the stitches. Therefore, when fabric is formed using the warp yarn 510, stitches may remain in the fabric.
- FIG. 5 shows an example of a method for manufacturing the fabric 100.
- steps S142 to S146 for producing the fabric 100 using the embossing machine 200 will be described.
- Steps S142 to S146 in this example are an example of step S140 in FIG. 2C.
- the embossing machine 200 in this example includes a mold 210 and a stand 220.
- the mold 210 may be a roll-shaped or plate-shaped mold having projections and recesses corresponding to the embossing type to be applied to the fabric 100.
- the mold 210 may be heated in order to emboss the fabric 100.
- the heating temperature for the embossing process using the mold 210 may be lower than the glass transition point of the fabric layer 110.
- the heating temperature for the embossing process using the mold 210 may be higher than the melting point of the resin film layer 120.
- the heating temperature of the mold 210 is not limited to these.
- the mold 210 may have various shapes or depths depending on the dimensions of the embossed convex and concave portions.
- the embossing depth De may be controlled by adjusting the conditions of the mold 210, such as the temperature, pressure, and conveyor speed.
- the embossing depth De may be controlled by adjusting the conditions of the mold 210, such as the temperature, pressure, and holding time during processing.
- the stand 220 supports the fabric 100 while the fabric 100 is embossed.
- the stand 220 may have a low-density material that is less dense than the fabric 100.
- the low-density material of the stand 220 may be polyurethane.
- the stand 220 may have a material below the low-density material that is more dense than the low-density material.
- release paper 300 is placed on the resin film layer 120.
- the release paper 300 is provided between the mold 210 and the resin film layer 120.
- the release paper 300 may be provided between the mold 210 and the resin film layer 120 in a state where it is adhered to the resin film layer 120, or it may be provided between the mold 210 and the resin film layer 120 in a state where it is not adhered to the resin film layer 120.
- the release paper 300 prevents the resin film layer 120 from adhering to the embossing machine 200.
- the release paper 300 is the same size as the fabric 100, but may be larger than the fabric 100.
- the material of the release paper 300 may include at least one of paper, polyethylene, polypropylene, or epoxy resin.
- the thickness of the release paper 300 may be any thickness that does not interfere with the embossing of the fabric 100.
- the thickness of the release paper 300 may be 30 ⁇ m or more and 100 ⁇ m or less.
- the resin film layer 120 may be attached to the fabric layer 110 before embossing.
- the resin film layer 120 may be attached to the fabric layer 110 with the release paper 300 attached.
- the resin film layer 120 may be attached to the fabric layer 110 with a laminating machine.
- the resin film layer 120 may be applied to the fabric layer 110.
- step S144 the fabric layer 110 and the resin film layer 120 are embossed from above the release paper 300. That is, the fabric 100 is embossed with the release paper 300 sandwiched between the fabric 100 and the mold 210.
- the fabric 100 may be embossed with the stand 220 positioned below the fabric 100.
- the embossing machine 200 may use the mold 210 to heat the surface of the fabric 100.
- surface heating refers to heating a wider surface area, rather than applying high frequency waves to the fabric to process a portion of the fabric as in a high frequency welder.
- the resin film layer 120 may be adhered to the fabric layer 110 by heating during embossing.
- step S146 the embossed fabric 100 is removed from the embossing machine 200.
- the release paper 300 is peeled off from the fabric 100 to obtain the embossed fabric 100.
- the resin film layer 120 is separated from the release paper 300 and can maintain the embossed shape that follows the fabric layer 110.
- the release paper 300 it is possible to prevent the resin film layer 120 from adhering to the mold 210. In this way, by devising an embossing method, a fabric 100 with a high-quality leather-like texture and improved unevenness expression can be obtained.
- the manufacturing method of the fabric 100 may include a step of performing a surface treatment to impart a release effect to the release paper 300.
- a material that imparts a release effect such as silicone, is applied to the release paper 300.
- the surface treatment of the release paper 300 may be performed before the release paper 300 is placed on the fabric 100, or may be performed after the release paper 300 is placed on the fabric 100.
- the manufacturing method of the fabric 100 may include a step of applying an embossing process to the release paper 300.
- an embossing process By applying an embossing process to the release paper 300, the surface of the resin film layer 120 is scratched, causing diffuse reflection and reducing the glossiness.
- the degree of the embossing process on the resin film layer 120 By adjusting the degree of the embossing process on the resin film layer 120, the glossiness of the fabric 100 can be adjusted.
- FIG. 6A shows a modified example of fabric 100.
- Fabric 100 in this example differs from fabric 100 in FIG. 2B in that a resin film layer 120 is attached to the back side of fabric layer 110.
- the differences from fabric 100 in FIG. 2B will be particularly described.
- the resin film layer 120 is laminated on the back side of the fabric layer 110.
- both the fabric layer 110 and the resin film layer 120 are embossed.
- the resin film layer 120 By providing the resin film layer 120 on the back side of the fabric layer 110, the fibers on the back side of the fabric layer 110 are solidified, eliminating the fraying that occurs when cutting woven fabrics.
- the resin film layer 120 attached to the back side follows the unevenness after embossing, so resistance to damage from the front side can also be improved.
- the embossing depth De and total film thickness T of the fabric 100 may be the same as those of the fabric 100 in Figure 2C.
- FIG. 6B shows an example of a method for manufacturing the fabric 100.
- a method for manufacturing the fabric 100 shown in FIG. 6A is shown.
- the method for manufacturing the fabric 100 in this example differs from the method in FIG. 5 in that a resin film layer 120 is provided on the back surface of the fabric layer 110, and a release paper 300 is provided on the underside of the fabric 100.
- the differences from the method for manufacturing the fabric 100 shown in FIG. 5 will be particularly described.
- release paper 300 is placed on the underside of the resin film layer 120.
- the release paper 300 is provided between the stand 220 and the resin film layer 120.
- the release paper 300 may be provided between the stand 220 and the resin film layer 120 in a state where it is adhered to the resin film layer 120, or it may be provided between the stand 220 and the resin film layer 120 in a state where it is not adhered to the resin film layer 120.
- step S144 the fabric layer 110 and the resin film layer 120 are embossed from above the fabric layer 110.
- the fabric 100 is embossed with release paper 300 sandwiched between the fabric 100 and the stand 220.
- the embossing machine 200 may use a mold 210 to heat the surface of the fabric 100 from the fabric layer 110 side.
- the resin film layer 120 may be adhered to the fabric layer 110 by heating during the embossing process.
- FIG. 7A shows a modified example of the fabric 100.
- the fabric 100 of this example differs from the fabric 100 of FIG. 2B in that the resin film layer 120 has a laminated structure. In this example, the differences from the fabric 100 of FIG. 2B will be particularly described.
- the resin film layer 120 of this example has a first layer 121 and a second layer 122.
- the first layer 121 is laminated in contact with the fabric layer 110.
- the resin film layer 120 is laminated on the surface side of the fabric layer 110.
- the first layer 121 is provided on the entire surface of the fabric layer 110, but may be provided on only a portion of the surface side of the fabric layer 110.
- the first layer 121 has an uneven shape formed by embossing.
- the second layer 122 is laminated in contact with the first layer 121.
- the second layer 122 may be located in the convex portions or in the concave portions of the uneven shape of the first layer 121.
- the second layer 122 may be located across the concaves and convexes of the first layer 121.
- the second layer 122 may have an opening 125 for exposing the first layer 121.
- the second layer 122 has an area that covers the first layer 121 and an area that exposes the first layer 121 by the opening 125.
- the opening 125 may expose the convex portion of the first layer 121 or the concave portion of the first layer 121.
- the opening 125 may be provided across the concave and convex portions of the first layer 121.
- the film thickness of the resin film layer 120 can be changed by selectively providing the second layer 122.
- the film thickness of the second layer 122 may be the same as or different from that of the first layer 121.
- the fabric 100 of this example can be formed in any color and pattern by having a first layer 121 and a second layer 122.
- the fabric 100 may have a first layer 121 and a second layer 122 of different colors. Any pattern can be realized by changing the color and shape of the first layer 121 and the second layer 122.
- the resin film layer 120 has a two-layer structure of a first layer 121 and a second layer 122, but may have a laminated structure of three or more layers.
- the resin film layer 120 can impart a thickness difference to the fabric 100 by using a laminated structure.
- the resin film layer 120 can have further steps in addition to the embossing process by using a laminated structure.
- the laminated structure of the resin film layer 120 may be integrated by heating the first layer 121 and the second layer 122 beyond their melting points. Note that the resin film layer 120 may have steps on its surface by a method other than a laminated structure.
- the fabric 100 of this example can reproduce an antique look by changing the color, shape, and thickness of the resin film layer 120.
- the shade of the fabric 100 can also be adjusted by creating differences in the thickness of the resin film layer 120.
- FIG. 7B shows an example of a method for manufacturing the fabric 100.
- a method for manufacturing the fabric 100 shown in FIG. 7A is shown.
- the method for manufacturing the fabric 100 in this example differs from the method in FIG. 5 in that the resin film layer 120 has a laminated structure.
- the differences from the method for manufacturing the fabric 100 shown in FIG. 5 will be particularly described.
- release paper 300 is provided on the upper surface of the resin film layer 120.
- the upper surface of the resin film layer 120 may be the surface of the resin film layer 120 facing the front surface of the fabric 100.
- the release paper 300 is provided between the mold 210 and the resin film layer 120. Note that if the resin film layer 120 is provided on the back surface of the fabric layer 110, the release paper 300 may be provided on the underside of the resin film layer 120.
- step S144 the fabric layer 110 and the resin film layer 120 are embossed from above the release paper 300.
- both the first layer 121 and the second layer 122 may be embossed.
- the positions of the first layer 121 and the second layer 122 may be aligned so that they have an arbitrary positional relationship with the position of the embossing.
- step S146 the embossed fabric 100 is removed from the embossing machine 200. This allows the fabric 100 to be manufactured with a laminated structure in the resin film layer 120.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Laminated Bodies (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025529412A JP7807772B2 (ja) | 2023-06-28 | 2023-09-08 | 生地および生地の製造方法 |
| CN202380095113.1A CN120813479A (zh) | 2023-06-28 | 2023-09-08 | 面料及面料的制造方法 |
| EP23943778.3A EP4656381A1 (en) | 2023-06-28 | 2023-09-08 | Fabric and fabric production method |
| US19/353,619 US20260034764A1 (en) | 2023-06-28 | 2025-10-09 | Fabric and method for producing fabric |
| JP2026001298A JP2026065046A (ja) | 2023-06-28 | 2026-01-07 | 生地および生地の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023106011 | 2023-06-28 | ||
| JP2023-106011 | 2023-06-28 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US19/353,619 Continuation US20260034764A1 (en) | 2023-06-28 | 2025-10-09 | Fabric and method for producing fabric |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2025004392A1 true WO2025004392A1 (ja) | 2025-01-02 |
Family
ID=93938379
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/032855 Ceased WO2025004392A1 (ja) | 2023-06-28 | 2023-09-08 | 生地および生地の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20260034764A1 (https=) |
| EP (1) | EP4656381A1 (https=) |
| JP (2) | JP7807772B2 (https=) |
| CN (1) | CN120813479A (https=) |
| WO (1) | WO2025004392A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2026058839A1 (en) * | 2024-09-12 | 2026-03-19 | Sanyo Trading Co., Ltd. | Integrally molded product and producing method for integrally molded product |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS532590A (en) * | 1976-06-17 | 1978-01-11 | Rohm & Haas | Heterogeneous acrylic polymer latex and fibrous goods processed thereby |
| JPS6142019B2 (https=) * | 1976-04-08 | 1986-09-18 | Kuraray Co | |
| JPS63270122A (ja) * | 1987-04-30 | 1988-11-08 | Yoichi Mizuno | 優れた立体模様の得られるシートの製造方法 |
| JP2002067197A (ja) * | 2000-08-25 | 2002-03-05 | Shiga Shokusan Kk | 編織物の2次加工品およびその製造方法 |
| JP2007223138A (ja) * | 2006-02-23 | 2007-09-06 | Toli Corp | 内装材 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11241277A (ja) | 1998-02-24 | 1999-09-07 | Toyobo Co Ltd | レザー調不織布及びその製造方法 |
-
2023
- 2023-09-08 JP JP2025529412A patent/JP7807772B2/ja active Active
- 2023-09-08 EP EP23943778.3A patent/EP4656381A1/en active Pending
- 2023-09-08 CN CN202380095113.1A patent/CN120813479A/zh active Pending
- 2023-09-08 WO PCT/JP2023/032855 patent/WO2025004392A1/ja not_active Ceased
-
2025
- 2025-10-09 US US19/353,619 patent/US20260034764A1/en active Pending
-
2026
- 2026-01-07 JP JP2026001298A patent/JP2026065046A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6142019B2 (https=) * | 1976-04-08 | 1986-09-18 | Kuraray Co | |
| JPS532590A (en) * | 1976-06-17 | 1978-01-11 | Rohm & Haas | Heterogeneous acrylic polymer latex and fibrous goods processed thereby |
| JPS63270122A (ja) * | 1987-04-30 | 1988-11-08 | Yoichi Mizuno | 優れた立体模様の得られるシートの製造方法 |
| JP2002067197A (ja) * | 2000-08-25 | 2002-03-05 | Shiga Shokusan Kk | 編織物の2次加工品およびその製造方法 |
| JP2007223138A (ja) * | 2006-02-23 | 2007-09-06 | Toli Corp | 内装材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4656381A1 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2026058839A1 (en) * | 2024-09-12 | 2026-03-19 | Sanyo Trading Co., Ltd. | Integrally molded product and producing method for integrally molded product |
Also Published As
| Publication number | Publication date |
|---|---|
| CN120813479A (zh) | 2025-10-17 |
| JP2026065046A (ja) | 2026-04-14 |
| JPWO2025004392A1 (https=) | 2025-01-02 |
| EP4656381A1 (en) | 2025-12-03 |
| US20260034764A1 (en) | 2026-02-05 |
| JP7807772B2 (ja) | 2026-01-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2026065046A (ja) | 生地および生地の製造方法 | |
| KR101755837B1 (ko) | 통풍 시트용 인조가죽 원단 및 이의 제조방법 | |
| JPH10292271A (ja) | 合成皮革及びその製造方法 | |
| WO2026058834A1 (en) | Method for producing an embossed fabric layer | |
| JPH04100985A (ja) | 合成皮革の製造方法 | |
| JP7403838B2 (ja) | 座席用表皮材、座席用表皮材の製造方法、及び座席用表皮材の製造に使用するエンボス加工装置 | |
| JPWO2025004392A5 (https=) | ||
| CN101125470A (zh) | 多层复合面料 | |
| WO2026058839A1 (en) | Integrally molded product and producing method for integrally molded product | |
| JP7480483B2 (ja) | 表皮材及び表皮材の製造方法 | |
| JP2026027573A (ja) | 生地および生地の製造方法 | |
| JP7490281B1 (ja) | 合成皮革、及び該合成皮革の製造方法 | |
| WO2024053660A1 (ja) | 生地および生地の製造方法 | |
| JP2018130850A (ja) | 布地調防水シート及びその製造方法 | |
| KR102713942B1 (ko) | 자동차 시트 제조용 원단의 자수 방법 및 이로부터 제조되는 자동차 시트 제조용 원단 | |
| KR102180950B1 (ko) | 고주파 퀼팅원단 및 이의 제조방법 | |
| JPH0120273B2 (https=) | ||
| JP2004129865A (ja) | カーペット類の製造方法 | |
| JPS6034676A (ja) | 銀付人工皮革およびその製造方法 | |
| JP2005120485A (ja) | 皮革調コーティング布帛及びその製造方法 | |
| US7384681B2 (en) | Composite dimensional fabric | |
| JP2679342B2 (ja) | エナメル調擬革シート | |
| JPH0325552B2 (https=) | ||
| JP2023170874A (ja) | 表皮材および表皮材の製造方法 | |
| JPH0153397B2 (https=) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23943778 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025529412 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025529412 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 23943778.3 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380095113.1 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202517095147 Country of ref document: IN |
|
| WWP | Wipo information: published in national office |
Ref document number: 202380095113.1 Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 202517095147 Country of ref document: IN |
|
| WWP | Wipo information: published in national office |
Ref document number: 2023943778 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2501008811 Country of ref document: TH |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |