WO2024224594A1 - 切削工具 - Google Patents
切削工具 Download PDFInfo
- Publication number
- WO2024224594A1 WO2024224594A1 PCT/JP2023/016836 JP2023016836W WO2024224594A1 WO 2024224594 A1 WO2024224594 A1 WO 2024224594A1 JP 2023016836 W JP2023016836 W JP 2023016836W WO 2024224594 A1 WO2024224594 A1 WO 2024224594A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- unit
- less
- unit layer
- cutting tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
- C23C28/044—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material coatings specially adapted for cutting tools or wear applications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/0641—Nitrides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/14—Metallic material, boron or silicon
- C23C14/16—Metallic material, boron or silicon on metallic substrates or on substrates of boron or silicon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/40—Coatings including alternating layers following a pattern, a periodic or defined repetition
- C23C28/42—Coatings including alternating layers following a pattern, a periodic or defined repetition characterized by the composition of the alternating layers
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
- C23C30/005—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process on hard metal substrates
Definitions
- This disclosure relates to cutting tools.
- the cutting tool of the present disclosure comprises: A cutting tool comprising a substrate and a coating provided on the substrate,
- the coating comprises a first layer,
- the first layer has a multilayer structure in which first unit layers and second unit layers are alternately laminated, the first unit layer has an average thickness of 2 nm or more and 50 nm or less; the second unit layer has an average thickness of 2 nm or more and 50 nm or less;
- the first layer has an average thickness of 1.0 ⁇ m or more and 20 ⁇ m or less,
- the first unit layer is made of Ti a Al 1-a-b B b N, Where: 0.30 ⁇ a ⁇ 0.50, 0 ⁇ b ⁇ 0.10 is satisfied,
- the second unit layer is made of Ti c Al 1-c N, Where: 0.70 ⁇ c ⁇ 1.00 is satisfied,
- a percentage (T2/T1) ⁇ 100 of the number of titanium atoms T2 to the total number T1 of titanium and aluminum atoms is 60% or more.
- FIG. 1 is a schematic cross-sectional view showing an example of the configuration of a cutting tool according to a first embodiment.
- FIG. 1A is a schematic cross-sectional view showing an example of the configuration of a cutting tool according to a second embodiment.
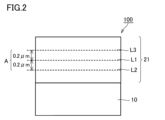
- FIG. 2 is a diagram for explaining a measurement area when measuring the diameter of the maximum inscribed circle of a crystal grain in the first layer.
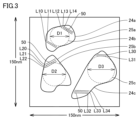
- FIG. 3 is a diagram for explaining a method for measuring the diameter of the maximum inscribed circle of a crystal grain in the first layer, and is a diagram showing a schematic bright-field image of the measurement field.
- FIG. 3A is a diagram for explaining the positional relationship between crystal grains and a first unit layer and a second unit layer.
- FIG. 4 is a schematic cross-sectional view showing an example of the configuration of a film forming apparatus.
- FIG. 5 is a schematic cross-sectional view showing an example of the configuration of a film forming apparatus.
- the present disclosure therefore aims to provide a cutting tool with a long tool life.
- the cutting tools of the present disclosure can have long tool life.
- the cutting tool of the present disclosure comprises: A cutting tool comprising a substrate and a coating provided on the substrate, The coating comprises a first layer,
- the first layer has a multilayer structure in which first unit layers and second unit layers are alternately laminated, the first unit layer has an average thickness of 2 nm or more and 50 nm or less; the average thickness of the second unit layer is 2 nm or more and 50 nm or less;
- the first layer has an average thickness of 1.0 ⁇ m or more and 20 ⁇ m or less,
- the first unit layer is made of Ti a Al 1-a-b B b N, Where: 0.30 ⁇ a ⁇ 0.50, 0 ⁇ b ⁇ 0.10 is satisfied,
- the second unit layer is made of Ti c Al 1-c N, Where: 0.70 ⁇ c ⁇ 1.00 is satisfied,
- the cutting tools disclosed herein can have a long tool life.
- the nanoindentation hardness of the first layer at 25°C may be 30 GPa or more. This improves the wear resistance of the cutting tool.
- the cutting tool of the present disclosure is A cutting tool comprising a substrate and a coating provided on the substrate,
- the coating comprises a first A layer
- the first A layer has a multilayer structure in which first unit layers and third unit layers are alternately laminated, the first unit layer has an average thickness of 2 nm or more and 50 nm or less; the average thickness of the third unit layer is 2 nm or more and 50 nm or less;
- the average thickness of the first A layer is 1.0 ⁇ m or more and 20 ⁇ m or less
- the first unit layer is made of Ti a Al 1-a-b B b N, Where: 0.30 ⁇ a ⁇ 0.50, 0 ⁇ b ⁇ 0.10 is satisfied,
- the third unit layer is made of Ti d Al 1-de B e N, Where: 0.70 ⁇ d ⁇ 1.00, 0 ⁇ e ⁇ 0.10 is satisfied,
- a percentage (T4/T3) ⁇ 100 of the number of titanium atoms T4 to the total number T3 of titanium and aluminum atoms is 60%
- the cutting tools disclosed herein can have a long tool life.
- the nanoindentation hardness of the first A layer at 25°C may be 30 GPa or more. This improves the wear resistance of the cutting tool.
- a ⁇ B means the upper and lower limits of a range (i.e., greater than or equal to A and less than or equal to B). If no unit is stated for A and only a unit is stated for B, the units of A and B are the same.
- any one numerical value listed as the lower limit and any one numerical value listed as the upper limit is also considered to be disclosed.
- a1 or more, b1 or more, and c1 or more are listed as the lower limit and a2 or less, b2 or less, and c2 or less are listed as the upper limit, a1 or more and a2 or less, a1 or more and b2 or less, a1 or more and c2 or less, b1 or more and a2 or less, b1 or more and b2 or less, b1 or more and c2 or less, c1 or more and a2 or less, c1 or more and b2 or less, and c1 or more and c2 or less are considered to be disclosed.
- a cutting tool includes: A cutting tool comprising a substrate and a coating provided on the substrate, The coating comprises a first layer, the first layer has a multilayer structure in which first unit layers and second unit layers are alternately laminated; the average thickness of the first unit layer is 2 nm or more and 50 nm or less; the average thickness of the second unit layer is 2 nm or more and 50 nm or less; The first layer has an average thickness of 1.0 ⁇ m or more and 20 ⁇ m or less, The first unit layer is made of Ti a Al 1-a-b B b N, Where: 0.30 ⁇ a ⁇ 0.50, 0 ⁇ b ⁇ 0.10 is satisfied, The second unit layer is made of Ti c Al 1-c N, Where: 0.70 ⁇ c ⁇ 1.00 is satisfied, In the first layer, the percentage (T2/T1) ⁇ 100 of the number of titanium atoms T2 to the total number T
- the cutting tool disclosed herein has a long tool life. The reasons for this are believed to be as follows.
- the coating of the cutting tool disclosed herein includes a first layer having a multilayer structure in which first and second unit layers are alternately stacked.
- the first and second unit layers have different compositions. This makes it possible to suppress the progression of cracks from the surface of the coating that occur near the interface between the first and second unit layers when the cutting tool is in use.
- the average thickness of each of the first and second unit layers is 2 nm to 50 nm, and the average thickness of the first layer is 1.0 ⁇ m to 20 ⁇ m, the number of first and second unit layers in the first layer is large, further improving the effect of suppressing the progression of cracks. This makes it possible to suppress large-scale damage to the coating, and the tool life of the cutting tool is extended.
- the first unit layer is made of Ti a Al 1-a-b B b N (where 0.30 ⁇ a ⁇ 0.50, 0 ⁇ b ⁇ 0.10 are satisfied).
- the first unit layer has improved hardness by adding a small amount of boron (B) to TiAlN.
- the second unit layer is made of Ti c Al 1-c N (where 0.70 ⁇ c ⁇ 1.00 is satisfied).
- the second unit layer has a high titanium (Ti) content and excellent high-temperature stability.
- the first layer is made of a multilayer structure in which the high-hardness first unit layer and the high-temperature stability second unit layer are alternately laminated, so that a stable hardness is obtained even at high temperatures and crater wear resistance is improved.
- Crater wear is wear that occurs mainly on the rake face of a cutting tool due to frictional heat between the cutting tool and the cutting chip. Furthermore, since the first layer has a multi-layer structure in which first unit layers having a high hardness and second unit layers having a lower hardness than the first unit layers are alternately laminated, the chipping resistance is also improved, and the crater wear resistance and chipping resistance of the coating are improved in a well-balanced manner, thereby extending the tool life of the cutting tool.
- the first unit layer and the second unit layer have different Ti and Al contents.
- the crystal lattices of the first unit layer and the second unit layer are different, causing distortion of the crystal lattice in the first layer, which allows the first layer to have high hardness.
- the percentage (T2/T1) x 100 of the number of titanium atoms T2 to the total number of titanium and aluminum atoms T1 is 60% or more. This allows the first layer to have excellent crater wear resistance, and extends the tool life of the cutting tool.
- the cutting tool of the first embodiment is not particularly limited in shape, use, etc., as long as it is a cutting tool.
- the cutting tool of the first embodiment may be, for example, a drill, an end mill, a milling cutting insert, a turning cutting insert, a metal saw, a gear cutting tool, a reamer, a tap, or a crankshaft pin milling insert.
- FIG. 1 is a schematic partial cross-sectional view showing an example of the configuration of a cutting tool of embodiment 1.
- the cutting tool 100 includes a substrate 10 and a coating 20 provided on the substrate 10.
- the coating 20 includes a first layer 21, and the first layer 21 has a multilayer structure in which first unit layers 1 and second unit layers 2 are alternately stacked.
- the substrate 10 is not particularly limited.
- the substrate 10 may be made of, for example, cemented carbide, cermet, high speed steel, ceramics, cubic boron nitride sintered body, diamond sintered body, etc.
- the substrate 10 is preferably made of cemented carbide. This is because cemented carbide has excellent wear resistance.
- Cemented carbide is a sintered body whose main component is WC (tungsten carbide) particles.
- Cemented carbide includes a hard phase and a binder phase.
- the hard phase contains WC particles.
- the binder phase bonds the WC particles together.
- the binder phase contains, for example, Co (cobalt), etc.
- the binder phase may further contain, for example, TiC (titanium carbide), TaC (tantalum carbide), NbC (niobium carbide), etc.
- Cemented carbide may contain impurities that are inevitably mixed in during the manufacturing process. Cemented carbide may also contain free carbon or an abnormal layer called an " ⁇ layer" in its structure. Furthermore, the cemented carbide may be one that has been subjected to a surface modification treatment. For example, the cemented carbide may contain a de- ⁇ layer on its surface.
- the cemented carbide may contain 85% to 98% by mass of WC particles and 2% to 15% by mass of Co.
- the WC particles may have an average grain size of 0.2 ⁇ m to 4 ⁇ m.
- Co is softer than WC particles.
- the soft Co can be removed by subjecting the surface of the substrate 10 to ion bombardment treatment. Since the cemented carbide has the above composition and the WC particles have the above average particle size, appropriate irregularities are formed on the surface after the Co is removed. It is believed that by forming the coating 20 on such a surface, an anchor effect is exerted, improving the adhesion between the coating 20 and the substrate 10.
- the grain size of the WC grains refers to the diameter of a circle circumscribing a two-dimensional projected image of the WC grains.
- the grain size is measured using a scanning electron microscope (SEM) or a transmission electron microscope (TEM). That is, the cemented carbide is cut and the cut surface is observed with an SEM or TEM.
- the diameter of the circle circumscribing the WC grains is regarded as the grain size of the WC grains.
- the grain sizes of 10 or more (preferably 50 or more, more preferably 100 or more) WC grains randomly selected are measured, and the arithmetic mean value is regarded as the average grain size of the WC grains.
- CP cross section polisher
- FIB focused ion beam
- the coating 20 is provided on the substrate 10.
- the coating 20 may be provided on a part of the surface of the substrate 10, or may be provided on the entire surface. However, the coating 20 is provided on at least a part of the surface of the substrate 10 that corresponds to the cutting edge.
- the part of the surface of the substrate 10 that corresponds to the cutting edge means an area on the surface of the substrate 10 that is at least 500 ⁇ m or 2 mm away from the cutting edge. As long as the effect of the present disclosure is not impaired, even if a coating is not formed on at least a part of the part that corresponds to the cutting edge, it does not deviate from the scope of the present disclosure.
- the coating 20 includes a first layer 21.
- the coating 20 may include other layers in addition to the first layer 21, as long as the effect of the present disclosure is not impaired.
- the coating 20 may include one or both of a second layer 22 provided between the substrate 10 and the first layer 21 and a third layer 23 provided on the outermost surface of the coating 20.
- a known underlayer can be applied to the second layer. Examples of the underlayer include a TiCN layer, a TiN layer, or a TiCNO layer.
- a known surface layer can be applied to the third layer. Examples of the surface layer include a TiC layer, a TiN layer, or a TiCN layer.
- the layered structure of the coating 20 does not need to be uniform across the entire coating 20, and the layered structure may differ in parts.
- the thickness of the coating 20 may be 1.0 ⁇ m or more and 25 ⁇ m or less. When the thickness of the coating 20 is 1.0 ⁇ m or more, abrasion resistance is improved. When the thickness of the coating 20 is 25 ⁇ m or less, chipping resistance is improved.
- the thickness of the coating 20 may be 2.0 ⁇ m or more and 16 ⁇ m or less, or 3.0 ⁇ m or more and 12 ⁇ m or less.
- the thickness of the coating means the sum of the thicknesses of the layers that make up the coating. Examples of "layers that make up the coating" include the first layer, second layer, third layer, etc.
- each layer constituting the coating is measured by obtaining a thin section sample (hereinafter also referred to as "cross-sectional sample") of a cross section parallel to the normal direction of the cutting tool surface, and observing the cross-sectional sample with a scanning transmission electron microscope (STEM).
- STEM scanning transmission electron microscope
- An example of a scanning transmission electron microscope is the JEM-2100F (product name) manufactured by JEOL Ltd.
- the magnification of the cross-sectional sample is set to 5,000 to 10,000 times, and the thickness of each layer is measured at five points, and the arithmetic average value is taken as the "thickness of each layer.”
- the first layer 21 has a multilayer structure in which the first unit layer 1 and the second unit layer 2 are alternately laminated. As long as the average thickness of each of the first unit layer 1 and the second unit layer 2 is 2 nm or more and 50 nm or less, and the average thickness of the first layer is 1.0 ⁇ m or more and 20 ⁇ m or less, the number of layers is not particularly limited.
- the number of layers indicates the number of the first unit layer 1 and the second unit layer 2 included in the first layer 21.
- the number of layers may be 10 or more and 5000 or less, 200 or more and 5000 or less, 400 or more and 2000 or less, or 500 or more and 1000 or less.
- the layer closest to the substrate 10 may be the first unit layer 1 or the second unit layer 2.
- the layer farthest from the substrate 10 may be the first unit layer 1 or the second unit layer 2.
- the average thickness of the first layer is 1.0 ⁇ m or more and 20 ⁇ m or less. When the average thickness of the first layer is 1.0 ⁇ m or more, the wear resistance is improved. When the average thickness of the first layer is 20 ⁇ m or less, the chipping resistance is improved.
- the lower limit of the average thickness of the first layer is 1.0 ⁇ m or more, and may be 2.0 ⁇ m or more, or 3.0 ⁇ m or more.
- the upper limit of the average thickness of the first layer is 20 ⁇ m or less, and may be 18 ⁇ m or less, and may be 16 ⁇ m or less, or may be 12 ⁇ m or less.
- the average thickness of the first layer is 1.0 ⁇ m or more and 20 ⁇ m or less, and may be 2.0 ⁇ m or more and 16 ⁇ m or less, or may be 3.0 ⁇ m or more and 12 ⁇ m or less.
- the average thickness of the first unit layer 1 is 2 nm or more and 50 nm or less
- the average thickness of the second unit layer 2 is 2 nm or more and 50 nm or less.
- the compositions of the first unit layer 1 and the second unit layer 2 may be mixed, and the effect of suppressing crack progress may be reduced.
- the average thickness of one or both of the first unit layer 1 and the second unit layer 2 exceeds 50 nm, the effect of suppressing delamination between layers may be reduced.
- the average thickness of the first unit layer and the average thickness of the second unit layer may be the same or different.
- the lower limit of the average thickness of the first unit layer is 2 nm or more, and may be 4 nm or more, 6 nm or more, or 8 nm or more.
- the upper limit of the average thickness of the first unit layer is 50 nm or less, and may be 46 nm or less, 40 nm or less, or 30 nm or less.
- the average thickness of the first unit layer is 2 nm or more and 50 nm or less, and may be 4 nm or more and 40 nm or less, or 6 nm or more and 30 nm or less.
- the lower limit of the average thickness of the second unit layer is 2 nm or more, and may be 4 nm or more, 6 nm or more, or 8 nm or more.
- the upper limit of the average thickness of the second unit layer is 50 nm or less, and may be 46 nm or less, 40 nm or less, or 30 nm or less.
- the average thickness of the second unit layer is 2 nm or more and 50 nm or less, and may be 4 nm or more and 40 nm or less, or 6 nm or more and 30 nm or less.
- the method for measuring the average thickness of each of the first unit layer and the second unit layer is as follows.
- a thin section sample (hereinafter also referred to as a "cross-sectional sample") of the cutting tool cross section parallel to the normal direction of the cutting tool surface is obtained.
- the cross-sectional sample is observed with a scanning transmission electron microscope (STEM).
- STEM scanning transmission electron microscope
- An example of a scanning transmission electron microscope is JEM-2100F (product name) manufactured by JEOL Ltd.
- the observation magnification of the cross-sectional sample is adjusted appropriately according to the thickness of the first unit layer 1 and the second unit layer 2. For example, the observation magnification can be about 1 million times.
- the thickness is measured at five locations in one first unit layer.
- the arithmetic mean value of the thicknesses of the five locations of the first unit layer is calculated, and the arithmetic mean value is set to the average thickness of the first unit layer.
- the thickness is measured at five locations in one second unit layer.
- the average thickness of the first unit layer is measured using the above procedure.
- the arithmetic mean value of the average thicknesses of the five first unit layers is determined. In this disclosure, this arithmetic mean value is referred to as the average thickness of the first unit layer.
- the average thickness of the second unit layer is measured using the above procedure.
- the arithmetic mean value of the average thicknesses of the five second unit layers is determined. In this disclosure, this arithmetic mean value is referred to as the average thickness of the second unit layer.
- the first unit layer is made of Ti a Al 1-a-b B b N, where 0.30 ⁇ a ⁇ 0.50 and 0 ⁇ b ⁇ 0.10 are satisfied
- the second unit layer is made of Ti c Al 1-c N, where 0.70 ⁇ c ⁇ 1.00 is satisfied.
- the first unit layer may contain impurities together with Ti a Al 1-a-b B b N, so long as the effects of the present disclosure are not impaired.
- the first unit layer may be made of Ti a Al 1-a-b B b N and impurities.
- the second unit layer may contain impurities together with Ti c Al 1-c N, so long as the effects of the present disclosure are not impaired.
- the second unit layer may be made of Ti c Al 1-c N and impurities. Examples of impurities include carbon (C) and oxygen (O).
- the lower limit of a is 0.30 or more, may be 0.35 or more, or may be 0.37 or more.
- the upper limit of a is 0.50 or less, may be 0.45 or less, or may be 0.40 or less.
- a may be 0.35 ⁇ a ⁇ 0.45, or 0.37 ⁇ a ⁇ 0.40.
- the lower limit of b is greater than 0, and may be 0.01 or greater, 0.02 or greater, or 0.04 or greater.
- the upper limit of b is 0.10 or less, 0.08 or less, or 0.07 or less.
- b may be in the range of 0.01 ⁇ b ⁇ 0.08, or 0.02 ⁇ b ⁇ 0.07.
- the lower limit of c is 0.70 or more, may be 0.75 or more, or may be 0.80 or more.
- the upper limit of c is 1.00 or less, may be 0.95 or less, or may be 0.90 or less.
- c may be 0.75 ⁇ d ⁇ 0.95, or 0.80 ⁇ d ⁇ 0.90.
- the a and b in Ti a Al 1-a-b B b N of the first unit layer and the c in Ti c Al 1-c N of the second unit layer are identified by measuring the composition of each layer using energy dispersive X-ray spectrometry (EDX).
- EDX energy dispersive X-ray spectrometry
- TEM-EDX TEM-EDX
- TEM-EDX transmission electron microscope
- JED-2300 trademark
- composition analysis is performed as follows: A thin section sample (hereinafter also referred to as a "cross-sectional sample”) is obtained from a cross section parallel to the normal direction of the cutting tool surface. While observing the cross-sectional sample with a TEM, EDX analysis is performed at five arbitrarily selected points within one first unit layer 1 or one second unit layer 2. The first unit layer and the second unit layer can be distinguished by the difference in contrast. Here, the "five arbitrarily selected points" are selected from crystal grains that are different from each other. The composition ratios of each element obtained by measuring the five points are arithmetically averaged to identify the respective compositions of the first unit layer and the second unit layer.
- the composition of the first unit layer is determined using the above procedure.
- the average of the compositions of the five first unit layers is taken as the composition of the first unit layer, and a and b are determined based on this.
- the composition of the second unit layer is determined using the above procedure.
- the average of the compositions of the five second unit layers is taken as the composition of the second unit layer, and c is determined based on this.
- the percentage (T2/T1) ⁇ 100 of the number of titanium atoms T2 relative to the total number T1 of the atoms of titanium and aluminum is 60% or more (hereinafter, also referred to as "percentage (T2/T1) ⁇ 100").
- the lower limit of the percentage (T2/T1) ⁇ 100 is 60% or more, may be 63% or more, or may be 66% or more.
- the upper limit of the percentage (T2/T1) ⁇ 100 may be 80% or less, may be 77% or less, or may be 75% or less.
- the percentage (T2/T1) ⁇ 100 may be 60% or more and 80% or less, may be 63% or more and 77% or less, or may be 66% or more and 75% or less.
- the percentage (T2/T1) x 100 in the first layer is measured by TEM-EDX.
- An example of an EDX device is the JED-2300 (product name) manufactured by JEOL Ltd.
- the percentage (T2/T1) x 100 is measured by the following procedure.
- a thin section sample (hereinafter also referred to as "cross-sectional sample”) is obtained from a cross section parallel to the normal direction of the cutting tool surface. While observing the cross-sectional sample with a TEM, EDX analysis is performed in five arbitrarily selected fields of view within the first layer, and the percentage (T2/T1) x 100 of the number of titanium atoms T2 relative to the total number of titanium and aluminum atoms T1 is measured. Here, the “five arbitrarily selected fields of view” are set so that they do not overlap with each other. The range of one field of view is 200 x 200 nm. In this disclosure, the arithmetic mean of the percentages (T2/T1) x 100 obtained by measuring the five fields of view is taken as the percentage (T2/T1) x 100 in the first layer.
- the nanoindentation hardness of the first layer at 25°C may be 30 GPa or more. This improves the wear resistance of the cutting tool.
- the lower limit of the nanoindentation hardness may be 32 GPa or more, or 34 GPa or more.
- the upper limit of the nanoindentation hardness is not particularly limited, but may be 60 GPa or less, 40 GPa or less, or 36 GPa or less from the viewpoint of manufacturing.
- the nanoindentation hardness may be 30 GPa or more and 60 GPa or less, 32 GPa or more and 60 GPa or less, or 34 GPa or more and 60 GPa or less.
- the nanoindentation hardness of the first layer at 25°C is measured by the nanoindentation method in accordance with the standard procedure defined in "ISO 14577-1: 2015 Metallic materials - Instrumented indentation test for hardness and materials parameters -".
- the measuring instrument used is the "ENT-1100a” manufactured by Elionix.
- the indenter pressing load is 1g. In a cross section parallel to the normal direction of the cutting tool surface, the indenter is pressed against the first layer in the direction perpendicular to the cross section (i.e., parallel to the cutting tool surface).
- the above measurements are performed at five locations on one measurement sample.
- the average nanoindentation hardness of the five locations is the nanoindentation hardness of the first layer. Any data that appears to be abnormal at first glance is to be excluded.
- the first layer may be composed of a plurality of crystal grains, and the diameter of the maximum inscribed circle of the crystal grains may be 5 nm or more and 500 nm or less. This improves the crater wear resistance of the cutting tool.
- the first layer of the present disclosure may include, together with the plurality of crystal grains, a region that does not constitute crystal grains (a region in which the atomic arrangement is random) within a range that does not impair the effects of the present disclosure.
- the upper limit of the diameter of the maximum inscribed circle of the crystal grain may be 500 nm or less, 450 nm or less, or 400 nm or less, from the viewpoint of improving wear resistance and chipping resistance.
- the lower limit of the diameter of the maximum inscribed circle of the crystal grain may be 5 nm or more, 7 nm or more, or 10 nm or more, from the viewpoint of suppressing a decrease in film hardness due to excessive crystal grain refinement.
- the diameter of the maximum inscribed circle of the crystal grain may be 5 nm or more and 500 nm or less, 7 nm or more and 450 nm or less, or 10 nm or more and 400 nm or less.
- the method for measuring the diameter of the maximum inscribed circle of the above crystal grains is as follows.
- a thin section sample thickness: about 10 to 100 nm, hereinafter also referred to as "cross-sectional sample" of the cutting tool cross section parallel to the normal direction of the cutting tool surface is obtained.
- the cross-sectional sample is observed with a transmission electron microscope (TEM) to obtain a bright-field image.
- TEM transmission electron microscope
- the bright-field image is obtained so as to include an area A sandwiched between a line L2 that is 0.2 ⁇ m away from a line L1 indicating the center in the average thickness direction of the first layer toward the substrate side, and a line L3 that is 0.2 ⁇ m away from the line L1 toward the surface side of the coating, as shown in Figure 2.
- a rectangular measurement field of view of 150 nm x 150 nm is arbitrarily set within the area A.
- the area where the atomic arrangement is ⁇ 0.5° or less is identified, and this area is defined as a crystal grain.
- the method for identifying the area where the atomic arrangement is ⁇ 0.5° or less and the crystal grain is explained using Figure 3.
- FIG. 3 is a schematic diagram showing an example of a bright-field image of the above-mentioned measurement field.
- atoms are indicated by black dots with the reference number 50. Note that FIG. 3 only shows a portion of the atoms.
- the bright-field image atoms 50 that are regularly arranged are connected by line segments that provide the shortest interatomic distances.
- the line segments are indicated by L10 to L14, L20 to L22, and L30 to L34. Regions where the angle between the line segments is ⁇ 0.5° or less (i.e., -0.5° or more and 0.5° or less) are defined as crystal grains.
- the angle between line segments L10 to L14 is ⁇ 0.5° or less, and the area containing these lines corresponds to crystal grain 24a.
- the angle between line segments L20 to L22 is ⁇ 0.5° or less, and the area containing these lines corresponds to crystal grain 24b.
- the angle between line segments L30 to L34 is ⁇ 0.5° or less, and the area containing these lines corresponds to crystal grain 24c.
- the diameter of the maximum inscribed circle of each crystal grain in the above measurement field is determined.
- the diameter of the maximum inscribed circle means the diameter of the largest inscribed circle that can be drawn inside a crystal grain and that touches at least a part of the outer edge of the crystal grain.
- the diameter of the maximum inscribed circle 25a of crystal grain 24a is D1.
- the diameter of the maximum inscribed circle 25b of crystal grain 24b is D2.
- the diameter of the maximum inscribed circle 25c of crystal grain 24c is D3.
- FIG. 3A is a schematic diagram showing a cross section along the film thickness direction of the first layer of the first embodiment.
- the first layer 21 is made of a multilayer structure in which the first unit layers 1 and the second unit layers 2 are alternately stacked.
- FIG. 3A shows a plurality of crystal grains 24, and the boundaries between the crystal grains 24 are shown as crystal grain boundaries 25.
- Each crystal grain 24 can be made of only the first unit layer or the second unit layer.
- each crystal grain 24 can exist across one or more first unit layers and one or more second unit layers. That is, each crystal grain 24 can have a lamellar structure in which the first unit layers and the second unit layers are alternately stacked.
- a cutting tool includes: A cutting tool comprising a substrate and a coating provided on the substrate, The coating comprises a first A layer,
- the first A layer has a multilayer structure in which first unit layers and third unit layers are alternately laminated, the first unit layer has an average thickness of 2 nm or more and 50 nm or less; the average thickness of the third unit layer is 2 nm or more and 50 nm or less;
- the average thickness of the first A layer is 1.0 ⁇ m or more and 20 ⁇ m or less,
- the first unit layer is made of Ti a Al 1-a-b B b N, Where: 0.30 ⁇ a ⁇ 0.50, 0 ⁇ b ⁇ 0.10 is satisfied,
- the third unit layer is made of Ti d Al 1-de B e N, Where: 0.70 ⁇ d ⁇ 1.00, 0 ⁇ e ⁇ 0.10 is satisfied,
- a percentage (
- the cutting tool disclosed herein has a long tool life. The reasons for this are believed to be as follows.
- the coating of the cutting tool disclosed herein includes a first A layer having a multilayer structure in which first unit layers and third unit layers are alternately stacked.
- the first unit layers and third unit layers have different compositions. This makes it possible to suppress the progression of cracks from the surface of the coating that occur near the interface between the first unit layers and the third unit layers when the cutting tool is used.
- the average thickness of each of the first unit layers and the third unit layers is 2 nm or more and 50 nm or less
- the average thickness of the first A layer is 1.0 ⁇ m or more and 20 ⁇ m or less
- the number of first unit layers and third unit layers stacked in the first A layer is large, further improving the effect of suppressing the progression of cracks. This makes it possible to suppress large-scale damage to the coating, and the tool life of the cutting tool is extended.
- the first unit layer is made of Ti a Al 1-a-b B b N (where 0.30 ⁇ a ⁇ 0.50, 0 ⁇ b ⁇ 0.10 are satisfied).
- the first unit layer is improved in hardness by adding a small amount of boron (B) to TiAlN.
- the third unit layer is made of Ti d Al 1-d-e B e N (where 0.70 ⁇ d ⁇ 1.00, 0 ⁇ e ⁇ 0.10 are satisfied).
- the third unit layer is improved in hardness by adding a small amount of boron (B) to TiAlN.
- the third unit layer has a high Ti content and excellent high-temperature stability.
- the first A layer is made of a multilayer structure in which the first unit layer having high hardness and the third unit layer having excellent high-temperature stability are alternately stacked, so that a stable hardness is obtained even at high temperatures and crater wear resistance is improved. Furthermore, since the 1A layer has a multilayer structure in which the first unit layers, which have a high hardness, and the third unit layers, which have a lower hardness than the first unit layers, are alternately laminated, the chipping resistance is also improved, and the crater wear resistance and chipping resistance of the coating are improved in a well-balanced manner, thereby extending the tool life of the cutting tool.
- the first unit layer and the third unit layer have different Ti and Al contents.
- the first unit layer and the third unit layer have different crystal lattices, which causes distortion of the crystal lattice in the first A layer, allowing the first A layer to have high hardness.
- the percentage (T4/T3) x 100 of the number of titanium atoms to the total number T3 of titanium and aluminum atoms is 60% or more. This allows the 1A layer to have excellent crater wear resistance and chipping resistance, and extends the tool life of the cutting tool.
- the cutting tool of the second embodiment can have a configuration basically the same as that of the cutting tool of the first embodiment, except for the configuration of the first A layer.
- Fig. 1A is a schematic partial cross-sectional view showing an example of the configuration of the cutting tool of the second embodiment.
- the cutting tool 100 includes a substrate 10 and a coating 20 provided on the substrate 10.
- the coating 20 includes a first A layer 21A, and the first A layer 21A has a multilayer structure in which first unit layers 1 and third unit layers 3 are alternately laminated.
- the cutting tool and the substrate can have the same configuration as in embodiment 1.
- the configuration of the coating can be the same as in embodiment 1, except for the configuration of the first A layer.
- the "first A layer” is described below.
- the first A layer 21A has a multilayer structure in which the first unit layer 1 and the third unit layer 3 are alternately laminated. As long as the average thickness of each of the first unit layer 1 and the third unit layer 3 is 2 nm or more and 50 nm or less, and the average thickness of the first A layer is 1.0 ⁇ m or more and 20 ⁇ m or less, the number of layers is not particularly limited. The number of layers indicates the number of the first unit layer 1 and the third unit layer 3 contained in the first A layer 21A. The number of layers may be 10 or more and 5000 or less, 200 or more and 5000 or less, 400 or more and 2000 or less, or 500 or more and 1000 or less. In the first A layer, the layer closest to the substrate 10 may be the first unit layer 1 or the third unit layer 3. In the first A layer, the layer farthest from the substrate 10 may be the first unit layer 1 or the third unit layer 3.
- the average thickness of the first A layer is 1.0 ⁇ m or more and 20 ⁇ m or less. When the average thickness of the first A layer is 1.0 ⁇ m or more, the wear resistance is improved. When the average thickness of the first A layer is 20 ⁇ m or less, the chipping resistance is improved.
- the lower limit of the average thickness of the first A layer is 1.0 ⁇ m or more, and may be 2.0 ⁇ m or more, or 3.0 ⁇ m or more.
- the upper limit of the average thickness of the first A layer is 20 ⁇ m or less, and may be 18 ⁇ m or less, and may be 16 ⁇ m or less, or may be 12 ⁇ m or less.
- the average thickness of the first A layer is 1.0 ⁇ m or more and 20 ⁇ m or less, and may be 2.0 ⁇ m or more and 16 ⁇ m or less, or may be 3.0 ⁇ m or more and 12 ⁇ m or less.
- ⁇ Average thickness of first unit layer and third unit layer> The average thickness of the first unit layer can be as described in the first embodiment.
- the lower limit of the average thickness of the third unit layer is 2 nm or more, and may be 4 nm or more, 6 nm or more, or 8 nm or more.
- the upper limit of the average thickness of the third unit layer is 50 nm or less, and may be 46 nm or less, 40 nm or less, or 30 nm or less.
- the average thickness of the third unit layer is 2 nm or more and 50 nm or less, and may be 4 nm or more and 40 nm or less, or 6 nm or more and 30 nm or less.
- the average thickness of the first unit layer and the average thickness of the third unit layer may be the same or different.
- the average thickness of each of the first unit layer and the third unit layer is measured by substituting the second unit layer for the third unit layer in the method for measuring the average thickness of each of the first unit layer and the second unit layer described in embodiment 1.
- the first unit layer is made of Ti a Al 1-a-b B b N, where 0.30 ⁇ a ⁇ 0.50 and 0 ⁇ b ⁇ 0.10 are satisfied
- the third unit layer is made of Ti d Al 1-d-e B e N, where 0.70 ⁇ d ⁇ 1.00 and 0 ⁇ e ⁇ 0.10 are satisfied.
- the first unit layer may contain impurities together with Ti a Al 1-a-b B b N, so long as the effects of the present disclosure are not impaired.
- the first unit layer may be made of Ti a Al 1-a-b B b N and impurities.
- the third unit layer may contain impurities together with Ti d Al 1-d-e B e N, so long as the effects of the present disclosure are not impaired.
- the third unit layer may be made of Ti d Al 1-d-e B e N and impurities.
- the impurities include, for example, carbon (C) and oxygen (O).
- composition of the first unit layer can be as described in embodiment 1.
- the lower limit of d is 0.70 or more, may be 0.75 or more, or may be 0.80 or more.
- the upper limit of d is less than 1.00, may be 0.99 or less, may be 0.95 or less, or may be 0.90 or less.
- d may be 0.70 ⁇ d ⁇ 0.99, 0.75 ⁇ d ⁇ 0.99, or 0.80 ⁇ d ⁇ 0.95.
- the lower limit of e is greater than 0, and may be 0.01 or greater, 0.02 or greater, or 0.04 or greater.
- the upper limit of b is 0.10 or less, 0.08 or less, or 0.06 or less. b may be in the range of 0.01 ⁇ b ⁇ 0.08, or 0.02 ⁇ b ⁇ 0.06.
- the a and b in Ti a Al 1-a-b B b N of the first unit layer and the d and e in Ti d Al 1-d-e B e N of the third unit layer are specified by measuring the composition of each layer using energy dispersive X-ray spectrometry (EDX). Specifically, in the method for measuring the compositions of the first unit layer and the second unit layer described in embodiment 1, the second unit layer is replaced with the third unit layer.
- EDX energy dispersive X-ray spectrometry
- the percentage (T4/T3) ⁇ 100 of the number of titanium atoms T4 relative to the total number T3 of the atoms of titanium and aluminum is 60% or more (hereinafter, also referred to as "percentage (T4/T3) ⁇ 100").
- the lower limit of the percentage (T4/T3) ⁇ 100 is 60% or more, may be 63% or more, or may be 66% or more.
- the upper limit of the percentage (T4/T3) ⁇ 100 may be 80% or less, may be 77% or less, or may be 75% or less.
- the percentage (T4/T3) ⁇ 100 may be 60% or more and 80% or less, may be 63% or more and 77% or less, or may be 66% or more and 75% or less.
- the percentage (T4/T3) x 100 in the 1st A layer is measured by TEM-EDX. Specifically, it is measured by substituting the 1st layer for the 1st A layer in the method for measuring the percentage (T2/T1) x 100 in the 1st layer described in embodiment 1.
- the nanoindentation hardness of the first A layer at 25°C may be 30 GPa or more. This improves the wear resistance of the cutting tool.
- the lower limit of the nanoindentation hardness may be 32 GPa or more, or 34 GPa or more.
- the upper limit of the nanoindentation hardness is not particularly limited, but may be 60 GPa or less, 40 GPa or less, or 36 GPa or less from the viewpoint of manufacturing.
- the nanoindentation hardness may be 30 GPa or more and 60 GPa or less, 32 GPa or more and 60 GPa or less, or 34 GPa or more and 60 GPa or less.
- the nanoindentation hardness of the first A layer at 25°C is measured by substituting the first layer for the first A layer in the method for measuring the nanoindentation hardness of the first layer at 25°C described in embodiment 1.
- the first A layer may be composed of a plurality of crystal grains, and the diameter of the maximum inscribed circle of the crystal grains may be 5 nm or more and 500 nm or less. This improves the crater wear resistance of the cutting tool.
- the first A layer of the present disclosure may include, together with the plurality of crystal grains, a region that does not constitute crystal grains (a region in which the atomic arrangement is random) within a range that does not impair the effects of the present disclosure.
- the upper limit of the diameter of the maximum inscribed circle of the crystal grain may be 500 nm or less, 450 nm or less, or 400 nm or less, from the viewpoint of improving wear resistance and chipping resistance.
- the lower limit of the diameter of the maximum inscribed circle of the crystal grain may be 5 nm or more, 7 nm or more, or 10 nm or more, from the viewpoint of suppressing a decrease in film hardness due to excessive crystal grain refinement.
- the diameter of the maximum inscribed circle of the crystal grain may be 5 nm or more and 500 nm or less, 7 nm or more and 450 nm or less, or 10 nm or more and 400 nm or less.
- the diameter of the maximum inscribed circle of the crystal grain is measured by replacing layer 1 with layer 1A in the method for measuring the diameter of the maximum inscribed circle of the crystal grain described in embodiment 1.
- the positional relationship between the crystal grains and the first and third unit layers can be explained by replacing the second unit layer with the third unit layer in the positional relationship between the crystal grains and the first and second unit layers described in embodiment 1.
- Embodiment 3 Manufacturing method of cutting tool
- a method for manufacturing the cutting tools of embodiment 1 and embodiment 2 will be described.
- the manufacturing method of embodiment 3 can include a step of preparing a substrate and a step of forming a coating on the substrate. Each step will be described in detail below.
- a substrate 10 is prepared.
- the substrates described in the first and second embodiments can be used.
- the coating 20 is formed on the substrate 10.
- the coating 20 can be formed by a physical vapor deposition (PVD) method.
- PVD physical vapor deposition
- Specific examples of the PVD method include an arc ion plating (AIP) method, a balanced magnetron sputtering (BMS) method, and an unbalanced magnetron sputtering (UBMS) method.
- AIP arc ion plating
- BMS balanced magnetron sputtering
- UBMS unbalanced magnetron sputtering
- an arc discharge is generated using the target material as a negative electrode (cathode). This causes the target material to evaporate and ionize. The ions are then deposited on the surface of the substrate 10 to which a negative bias voltage is applied.
- the AIP method is superior in terms of the ionization rate of the target material.
- the film forming apparatus 200 includes a chamber 201.
- the chamber 201 is provided with a gas inlet 202 for introducing a source gas into the chamber 201, and a gas exhaust port 203 for discharging the source gas from the chamber 201 to the outside.
- the gas exhaust port 203 is connected to a vacuum pump (not shown). The pressure inside the chamber 201 is adjusted by the amount of gas introduced and discharged.
- a rotating table 204 is disposed within the chamber 201.
- a substrate holder 205 for holding the substrate 10 is attached to the rotating table 204.
- the substrate holder 205 is connected to the negative terminal of a bias power supply 206.
- the positive terminal of the bias power supply 206 is earthed.
- a number of target materials 211, 212, 213, and 214 are attached to the side wall of the chamber 201.
- each of the target materials 211 and 212 is connected to the negative terminal of a DC power supply 221 or 222, respectively.
- the DC power supplies 221 and 222 are variable power supplies, and their positive terminals are earthed.
- the target materials 213 and 214 The specific operation will be described below.
- the substrate 10 is held by the substrate holder 205.
- the pressure inside the chamber 201 is adjusted to 1.0 ⁇ 10 ⁇ 4 Pa using a vacuum pump. While the turntable 204 is rotating, the temperature of the substrate 10 is adjusted to 500° C. by a heater (not shown) attached to the film forming apparatus 200.
- Ar gas is introduced from the gas inlet 202, and the pressure inside the chamber 201 is adjusted to 3.0 Pa. While maintaining the same pressure, the voltage of the bias power supply 206 is gradually changed and finally adjusted to -1000 V. The surface of the substrate 10 is then cleaned by ion bombardment processing using Ar ions.
- the second layer 22 is formed on the surface of the substrate 10.
- a TiCN layer, a TiN layer, or a TiCNO layer is formed on the surface of the substrate 10.
- the first layer or the firstA layer is formed on the surface of the substrate 10 or the surface of the second layer 22.
- the composition of each target material is selected so as to obtain the compositions of the first unit layer 1, the second unit layer 2, and the third unit layer 3.
- Each target material is set at a predetermined position, and nitrogen gas is introduced from the gas inlet 202 to form the first layer 21 or the firstA layer 21A while rotating the turntable 204.
- the conditions for forming the first layer 21 and the firstA layer are as follows:
- the substrate temperature, reaction gas pressure, bias voltage and arc current are either constant within the above ranges or are continuously changed within the above ranges.
- a multilayer structure in which first unit layers and second unit layers are alternately stacked, or a multilayer structure in which first unit layers and third unit layers are alternately stacked, can be formed by appropriately combining the following methods (A) to (D).
- A) In the AIP method a plurality of target materials (sintered alloys) having different compositions are used.
- B) In the AIP method, the bias voltage applied to the substrate 10 during film formation is changed within the bias voltage range described in the formation conditions for the first layer and the firstA layer above.
- the gas flow rate is changed.
- D In the AIP method, the substrate 10 is rotated and the rotation period is controlled.
- the coating includes the third layer 23
- the third layer 23 is formed, for example, on the surface of the first layer 21 or the firstA layer 21A.
- a cutting tool 100 can be manufactured that includes a substrate 10 and a coating 20 provided on the substrate 10.
- a cutting tip made of cemented carbide (model number: CNMG120408 (manufactured by Sumitomo Electric Hardmetal)) was prepared as the substrate.
- the cemented carbide contains WC particles (90% by mass) and Co (10% by mass).
- the average particle size of the WC particles is 1 to 2 ⁇ m.
- a coating was formed on the substrate using a film-forming apparatus having the configuration shown in Figures 4 and 5.
- the specific conditions for the ion bombardment treatment are as described in embodiment 3.
- the target materials were then set in a predetermined position in the deposition device.
- the composition of each target material was adjusted to obtain the compositions of the first and second unit layers shown in Tables 1 and 2.
- Nitrogen gas was introduced from the gas inlet, and the first and second unit layers were alternately formed while the turntable was rotating to form the first layer.
- the conditions for forming the first layer of each sample were a substrate temperature of 400-800°C, a bias voltage of -400 to -20V, an arc current of 80-200A, and a reactive gas pressure of 2-10Pa.
- the substrate temperature, reactive gas pressure, bias voltage, and arc current were either constant within the above ranges, or varied continuously within the above ranges.
- the thickness and number of layers of each of the first and second unit layers were adjusted by the rotation speed of the substrate.
- ⁇ Evaluation> ⁇ Coating composition> For the coating of each sample, the composition of the first unit layer and the second unit layer, the average thickness of the first unit layer, the average thickness of the second unit layer, the average thickness of the first layer and the number of stacks of the first unit layer and the second unit layer, the percentage of the number of titanium atoms relative to the total number of titanium and aluminum atoms in the first layer (shown as "(T2/T1) x 100" in Tables 1 and 2), and the nanoindentation hardness of the first layer (shown as "hardness” in Tables 1 and 2) were measured.
- the measurement method for each item was as described in embodiment 1. The results are shown in Tables 1 and 2. In Table 2, the notation "1" for "number of stacks" indicates that only one first unit layer or one second unit layer was formed.
- Samples 1 to 15 correspond to the examples.
- Samples 101 to 117 correspond to the comparative examples. It was confirmed that Samples 1 to 15 had a longer tool life than Samples 101 to 117.
- Example 2 The same substrate as in Example 1 was prepared as the substrate. A coating was formed on the substrate using a film-forming apparatus having the configuration shown in Figures 4 and 5. First, the surface of the substrate was cleaned by ion bombardment treatment using Ar ions. The specific conditions for the ion bombardment treatment are as described in embodiment 3.
- the target material was then set in a predetermined position in the deposition device.
- the composition of each target material was adjusted to obtain the compositions of the first and third unit layers shown in Tables 3 and 4.
- the first A layer was formed by introducing nitrogen gas from the gas inlet and alternately forming the first and third unit layers while rotating the turntable.
- the conditions for forming the first A layer for each sample were a substrate temperature of 400-800°C, a bias voltage of -400 to -20V, an arc current of 80-200A, and a reactive gas pressure of 2-10Pa.
- the substrate temperature, reactive gas pressure, bias voltage, and arc current were either constant within the above ranges, or were varied continuously within the above ranges.
- the thickness and number of layers of each of the first and third unit layers were adjusted by the rotation speed of the substrate.
- ⁇ Evaluation> ⁇ Coating composition> For the coating of each sample, the composition of the first unit layer and the third unit layer, the average thickness of the first unit layer, the average thickness of the third unit layer, the average thickness of the 1A layer, and the number of stacks of each of the first unit layer and the third unit layer, the percentage of the number of titanium atoms relative to the total number of titanium and aluminum atoms in the 1A layer (shown as "(T4/T3) x 100" in Tables 3 and 4), and the nanoindentation hardness of the 1A layer (shown as "hardness” in Tables 3 and 4) were measured.
- the measurement method for each item was as described in embodiment 1. The results are shown in Tables 3 and 4. In Table 4, the notation "1" for "number of stacks" indicates that only one layer of the first unit layer or the third unit layer was formed.
- Samples 21 to 40 correspond to the examples.
- Samples 120 to 137 correspond to the comparative examples. It was confirmed that Samples 11 to 40 had a longer tool life than Samples 120 to 137.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Drilling Tools (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202380097420.3A CN121038919A (zh) | 2023-04-28 | 2023-04-28 | 切削工具 |
| JP2025516444A JPWO2024224594A1 (https=) | 2023-04-28 | 2023-04-28 | |
| PCT/JP2023/016836 WO2024224594A1 (ja) | 2023-04-28 | 2023-04-28 | 切削工具 |
| EP23935372.5A EP4703070A4 (en) | 2023-04-28 | 2023-04-28 | CUTTING TOOL |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2023/016836 WO2024224594A1 (ja) | 2023-04-28 | 2023-04-28 | 切削工具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024224594A1 true WO2024224594A1 (ja) | 2024-10-31 |
Family
ID=93255781
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/016836 Ceased WO2024224594A1 (ja) | 2023-04-28 | 2023-04-28 | 切削工具 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP4703070A4 (https=) |
| JP (1) | JPWO2024224594A1 (https=) |
| CN (1) | CN121038919A (https=) |
| WO (1) | WO2024224594A1 (https=) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07310171A (ja) * | 1994-05-13 | 1995-11-28 | Kobe Steel Ltd | 耐摩耗性に優れた硬質皮膜、硬質皮膜被覆工具及び硬質皮膜被覆部材 |
| JP2007015070A (ja) * | 2005-07-08 | 2007-01-25 | Mitsubishi Materials Corp | 合金鋼の高速歯切加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆高速度工具鋼製歯切工具 |
| JP2011224717A (ja) | 2010-04-20 | 2011-11-10 | Mitsubishi Materials Corp | 表面被覆切削工具 |
| WO2017175803A1 (ja) * | 2016-04-07 | 2017-10-12 | 株式会社タンガロイ | 被覆切削工具 |
| JP2017193004A (ja) | 2016-04-19 | 2017-10-26 | 住友電工ハードメタル株式会社 | 表面被覆切削工具 |
| JP2018202505A (ja) * | 2017-05-31 | 2018-12-27 | 住友電気工業株式会社 | 表面被覆切削工具 |
| WO2022003014A1 (en) * | 2020-07-01 | 2022-01-06 | Ab Sandvik Coromant | A coated cutting tool |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116390824A (zh) * | 2021-02-17 | 2023-07-04 | 住友电工硬质合金株式会社 | 切削工具 |
| WO2023276066A1 (ja) * | 2021-06-30 | 2023-01-05 | 住友電工ハードメタル株式会社 | 切削工具 |
| JP7552986B1 (ja) * | 2023-04-28 | 2024-09-18 | 住友電工ハードメタル株式会社 | 切削工具 |
-
2023
- 2023-04-28 JP JP2025516444A patent/JPWO2024224594A1/ja active Pending
- 2023-04-28 EP EP23935372.5A patent/EP4703070A4/en active Pending
- 2023-04-28 WO PCT/JP2023/016836 patent/WO2024224594A1/ja not_active Ceased
- 2023-04-28 CN CN202380097420.3A patent/CN121038919A/zh active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07310171A (ja) * | 1994-05-13 | 1995-11-28 | Kobe Steel Ltd | 耐摩耗性に優れた硬質皮膜、硬質皮膜被覆工具及び硬質皮膜被覆部材 |
| JP2007015070A (ja) * | 2005-07-08 | 2007-01-25 | Mitsubishi Materials Corp | 合金鋼の高速歯切加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆高速度工具鋼製歯切工具 |
| JP2011224717A (ja) | 2010-04-20 | 2011-11-10 | Mitsubishi Materials Corp | 表面被覆切削工具 |
| WO2017175803A1 (ja) * | 2016-04-07 | 2017-10-12 | 株式会社タンガロイ | 被覆切削工具 |
| JP2017193004A (ja) | 2016-04-19 | 2017-10-26 | 住友電工ハードメタル株式会社 | 表面被覆切削工具 |
| JP2018202505A (ja) * | 2017-05-31 | 2018-12-27 | 住友電気工業株式会社 | 表面被覆切削工具 |
| WO2022003014A1 (en) * | 2020-07-01 | 2022-01-06 | Ab Sandvik Coromant | A coated cutting tool |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4703070A1 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4703070A4 (en) | 2026-04-08 |
| JPWO2024224594A1 (https=) | 2024-10-31 |
| EP4703070A1 (en) | 2026-03-04 |
| CN121038919A (zh) | 2025-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7552986B1 (ja) | 切削工具 | |
| WO2017169498A1 (ja) | 表面被覆切削工具、およびその製造方法 | |
| WO2017061058A1 (ja) | 表面被覆切削工具 | |
| JP7380978B1 (ja) | 切削工具 | |
| WO2018070195A1 (ja) | 表面被覆切削工具 | |
| CN104349855A (zh) | 切削工具 | |
| WO2017179233A1 (ja) | 硬質被膜および切削工具 | |
| EP3763466B1 (en) | Surface-coated cutting tool and method for producing same | |
| JP7338827B1 (ja) | 切削工具 | |
| JP7537631B1 (ja) | 切削工具 | |
| JP7537630B1 (ja) | 切削工具 | |
| WO2024224594A1 (ja) | 切削工具 | |
| JP7302628B2 (ja) | 被覆切削工具 | |
| JP7747233B1 (ja) | 切削工具 | |
| JP7754004B2 (ja) | 切削工具 | |
| JP7757889B2 (ja) | 切削工具 | |
| JP7537628B1 (ja) | 切削工具 | |
| JP7537627B1 (ja) | 切削工具 | |
| TW202608582A (zh) | 切削工具 | |
| WO2020213263A1 (ja) | 切削工具 | |
| WO2026018875A1 (ja) | 被覆工具、切削工具、および切削加工物の製造方法 | |
| WO2025115120A1 (ja) | 切削工具 | |
| WO2024062613A9 (ja) | 切削工具 | |
| WO2025115121A1 (ja) | 切削工具 | |
| CN120677024A (zh) | 表面包覆切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23935372 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2025516444 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025516444 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: CN2023800974203 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023935372 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2023935372 Country of ref document: EP Effective date: 20251128 |
|
| ENP | Entry into the national phase |
Ref document number: 2023935372 Country of ref document: EP Effective date: 20251128 |
|
| ENP | Entry into the national phase |
Ref document number: 2023935372 Country of ref document: EP Effective date: 20251128 |
|
| ENP | Entry into the national phase |
Ref document number: 2023935372 Country of ref document: EP Effective date: 20251128 |
|
| ENP | Entry into the national phase |
Ref document number: 2023935372 Country of ref document: EP Effective date: 20251128 |
|
| ENP | Entry into the national phase |
Ref document number: 2023935372 Country of ref document: EP Effective date: 20251128 |
|
| ENP | Entry into the national phase |
Ref document number: 2023935372 Country of ref document: EP Effective date: 20251128 |
|
| ENP | Entry into the national phase |
Ref document number: 2023935372 Country of ref document: EP Effective date: 20251128 |
|
| ENP | Entry into the national phase |
Ref document number: 2023935372 Country of ref document: EP Effective date: 20251128 |
|
| WWP | Wipo information: published in national office |
Ref document number: 2023935372 Country of ref document: EP |