WO2024204841A1 - 再生ペレットの離型性を向上させる方法、及び被覆再生ペレット - Google Patents
再生ペレットの離型性を向上させる方法、及び被覆再生ペレット Download PDFInfo
- Publication number
- WO2024204841A1 WO2024204841A1 PCT/JP2024/013423 JP2024013423W WO2024204841A1 WO 2024204841 A1 WO2024204841 A1 WO 2024204841A1 JP 2024013423 W JP2024013423 W JP 2024013423W WO 2024204841 A1 WO2024204841 A1 WO 2024204841A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- pellets
- compound
- polyarylene sulfide
- recycled
- sulfide resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J11/00—Recovery or working-up of waste materials
- C08J11/04—Recovery or working-up of waste materials of polymers
- C08J11/06—Recovery or working-up of waste materials of polymers without chemical reactions
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/12—Powdering or granulating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L81/00—Compositions of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing sulfur with or without nitrogen, oxygen or carbon only; Compositions of polysulfones; Compositions of derivatives of such polymers
- C08L81/02—Polythioethers; Polythioether-ethers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L83/00—Compositions of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing silicon with or without sulfur, nitrogen, oxygen or carbon only; Compositions of derivatives of such polymers
- C08L83/04—Polysiloxanes
Definitions
- the present invention relates to a method for improving the releasability of recycled pellets, and to coated recycled pellets.
- Patent Document 1 In order to build a sustainable recycling-based society, technologies for recycling and utilizing plastic waste are being considered (for example, Patent Document 1).
- Polyarylene sulfide resins are excellent in heat resistance, mechanical properties, chemical resistance, dimensional stability, and flame retardancy, and are therefore widely used in electrical and electronic equipment component materials, automotive component materials, chemical equipment component materials, etc. Therefore, recycling and utilizing materials containing polyarylene sulfide resins can help build a sustainable recycling-oriented society.
- pellet-shaped resin material when molding a resin material containing a polyarylene sulfide resin, a method of injection molding or extrusion molding a pellet-shaped resin material (hereinafter also simply referred to as "pellets") can generally be adopted.
- a method for obtaining pellets for example, a method of mixing a polyarylene sulfide resin with other components such as an inorganic filler as necessary, melt-kneading and extruding the mixture with a single-screw or twin-screw extruder to obtain pellets can be adopted.
- recycled products molded products or items discharged after a long time residence in a cylinder during molding
- recycled products molded products or items discharged after a long time residence in a cylinder during molding
- the recycled pellets may have decomposition of the matrix polymer, deterioration of additives, and fineness of fillers due to shearing when crushing the recycled products and heat history due to having been through one or more molding processes. In that case, there may be changes in fluidity, crystallinity, polarity, etc. compared to virgin materials that have not been through a molding process.
- the release agent may be unevenly distributed in the mixture due to segregation of the recycled pellets and the release agent during the raw material supply process, which may cause uneven release properties.
- mold deposits are likely to occur during molding of the recycled pellets, which may result in mold contamination.
- the objective of the present disclosure is to provide a method for improving the releasability of recycled pellets from a mold, and to provide coated recycled pellets that have excellent releasability from a mold. More specifically, the objective is to provide a recycled polyarylene sulfide resin composition that has excellent releasability from a mold while suppressing the occurrence of mold deposits during molding, and a method for producing the same.
- a method for improving the releasability of recycled pellets containing a polyarylene sulfide resin comprising coating at least a portion of the surface of pellets (Q) containing a polyarylene sulfide resin with a compound (A) containing one or more selected from (A-1) an olefin resin having a melt viscosity of 0.1 to 8.0 Pa ⁇ s at 140°C, (A-2) a fatty acid derivative, and (A-3) a silicone-based compound, wherein the total amount of coating with compound (A) is 0.04 to 3.0 parts by mass per 100 parts by mass of pellets (Q) containing a polyarylene sulfide resin.
- a use of compound (A) for improving the releasability of recycled pellets containing a polyarylene sulfide resin A use of compound (A), which comprises coating at least a portion of the surface of pellets (Q) containing a polyarylene sulfide resin with compound (A) containing one or more selected from (A-1) an olefin resin having a melt viscosity of 0.1 to 8.0 Pa ⁇ s at 140°C, (A-2) a fatty acid derivative, and (A-3) a silicone-based compound, wherein the total coating amount of compound (A) is 0.04 to 3.0 parts by mass per 100 parts by mass of pellets (Q) containing a polyarylene sulfide resin.
- the coated recycled pellet (Y) according to any one of [5] to [7], wherein the recycled pellet (X) containing a polyarylene sulfide resin contains an elastomer having a reactive functional group, and the compound (A) contains (A-1) an olefin resin having a melt viscosity of 0.1 to 8.0 Pa ⁇ s at 140°C in an amount of 95 mass% or more relative to the total amount of the compound (A).
- Compound (A) is in the form of a powder, flake or granule;
- the coating step includes contacting the regenerated pellet (X) containing a polyarylene sulfide resin with a liquid compound (A).
- a compound (A) Prior to coating, a compound (A) is selected, Selecting the compound (A), In the case where the recycled pellets (X) containing a polyarylene sulfide resin contain an elastomer having a reactive functional group in an amount of 1% by mass or more based on the total amount of the recycled pellets (X) containing a polyarylene sulfide resin, select (A-1) a compound (A) containing an olefin resin having a melt viscosity at 140°C of 0.1 to 8.0 Pa ⁇ s in a total amount of 95% by mass or more based on the total amount of the compound (A), In the case where the recycled pellets (X) containing a polyarylene sulfide resin do not contain an elastomer having a reactive functional group, or the content of the elastomer having a reactive functional group is less than 1 mass% relative to the total amount of the recycled pellets (X) containing a polyarylene sulfide resin
- a polyarylene sulfide resin composition (Z) comprising the coated recycled pellets (Y) according to any one of [5] to [10] and virgin pellets (V) containing a polyarylene sulfide resin.
- the present invention provides a method for improving the releasability of recycled pellets from a mold, and coated recycled pellets with excellent releasability from a mold. More specifically, it provides a recycled polyarylene sulfide resin composition and a method for producing the same that have excellent releasability from a mold while suppressing the generation of mold deposits during molding.
- FIG. 1 is a diagram illustrating a double cylindrical test piece for measuring mold release resistance during molding, where (a) is a top view, (b) is a bottom view, (c) is a perspective view, and (d) is a dimensional drawing.
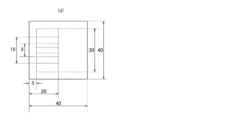
- FIG. 2 is a schematic diagram of a molded body used when evaluating mold deposits, the upper side being a top view and the lower side being a cross-sectional view.
- the method for improving the releasability of recycled pellets is a method for improving the releasability of recycled pellets containing a polyarylene sulfide resin, and includes coating at least a portion of the surface of pellets (Q) containing a polyarylene sulfide resin with compound (A) containing one or more selected from (A-1) an olefin resin having a melt viscosity of 0.1 to 8.0 Pa ⁇ s at 140°C, (A-2) a fatty acid derivative, and (A-3) a silicone-based compound, and the total coating amount of compound (A) is 0.04 to 3.0 parts by mass per 100 parts by mass of pellets (Q) containing a polyarylene sulfide resin.
- “Improving releasability” means that the releasability from a mold during molding of the recycled pellets is increased compared to when the pellets are not coated with compound (A).
- the method for improving releasability is preferably a method for improving releasability from a mold while suppressing the occurrence of mold deposits during molding.
- “recycling” means that an article such as a molded body (a recycled article) is crushed and recycled as a raw material for use in the manufacture of a molded body, and “recycled pellets” means that the crushed material obtained is melted and then pelletized.
- the article to be recycled may be a molded product, or may be one that is discharged after being retained in a cylinder for a long time during molding.
- defective products generated during the manufacturing process of molded products, parts other than the product obtained during injection molding (e.g., runners, sprues, etc.), unused products, and lumps of polyethylene sulfide resin material used for purging during molding may be mentioned.
- coating means that at least a part of the surface of the pellet is covered with compound (A), and may include compound (A) adhering or adhering to a part of the surface of the pellet, and compound (A) spreading in a layer to cover a part of the surface.
- adhered or adhering may include a state in which solid (e.g., powdery) compound (A) is adhered by electrostatic force or the like, or a state in which a part of solid compound (A) is melted and the remaining part remains solid, and the melted part is adhered to the surface of the pellet.
- recycled pellets containing polyarylene sulfide resin refers to pellets that are produced by crushing an article (recycled product) containing polyarylene sulfide resin or a polyarylene sulfide resin composition and regenerating it as a raw material for use in manufacturing a molded product.
- the shape of the recycled pellets is not particularly limited, and they can be any shape, such as cylindrical (approximately cylindrical), spherical, etc.
- pellets (Q) containing polyarylene sulfide resin may be virgin pellets or recycled pellets.
- pellets (Q) may be virgin pellets (Q1)
- at least a part of the surface of the virgin pellets (Q1) containing polyarylene sulfide resin is coated with the compound (A) described below to form coated virgin pellets (Q1a).
- the total amount of coating with the compound (A) is 0.04 to 3.0 parts by mass per 100 parts by mass of the virgin pellets (Q1).
- the resulting coated virgin pellets (Q1a) are once molded into a molded body (or discharged after a long residence in the cylinder during molding), and are then crushed and repelletized to form recycled pellets.
- the coated virgin pellets (Q1a) have excellent releasability from a mold when first molded, and also have excellent releasability from a mold when molded, even when they are subsequently formed into recycled pellets.
- the pellet (Q) is a recycled pellet (Q2)
- at least a part of the surface of the recycled pellet (Q2) containing a polyarylene sulfide resin is coated with a compound (A) described later to obtain a coated recycled pellet (Q2a).
- the total amount of coating with the compound (A) is 0.04 to 3.0 parts by mass per 100 parts by mass of the recycled pellet (Q2).
- the recycled pellet (Q2) is a pelletized product obtained by crushing an article containing a polyarylene sulfide resin (i.e., an article using a polyarylene sulfide resin or a resin composition containing a polyarylene sulfide resin).
- the coated recycled pellet (Q2a) has excellent releasability from a mold even when molded again as a recycled pellet.
- the shape of the pellet (Q) is not particularly limited, and can be any shape, such as a cylindrical shape (approximately cylindrical shape) or a spherical shape.
- the coated regenerated pellet (Q2a) in this embodiment corresponds to the coated regenerated pellet (Y) in the third embodiment described later, and the regenerated pellet (Q2) corresponds to the regenerated pellet (X) constituting the coated regenerated pellet (Y).
- the pellets (Q) containing the polyarylene sulfide resin are preferably recycled pellets (Q2) of an article containing a polyarylene sulfide resin (i.e., an article containing a polyarylene sulfide resin and/or a polyarylene sulfide resin composition).
- the use of the compound (A) according to the present disclosure is a use of the compound (A) for improving the demolding property during injection molding of recycled pellets containing a polyarylene sulfide resin
- the method includes coating at least a portion of the surface of pellets (Q) containing a polyarylene sulfide resin with compound (A) containing one or more selected from (A-1) an olefin resin having a melt viscosity of 0.1 to 8.0 Pa ⁇ s at 140° C., (A-2) a fatty acid derivative, and (A-3) a silicone-based compound, and the total coating amount of compound (A) is 0.04 to 3.0 parts by mass per 100 parts by mass of pellets (Q).
- the pellets containing the polyarylene sulfide resin are recycled pellets of an article containing the polyarylene sulfide resin (i.e., an article containing a polyarylene sulfide resin and/or a polyarylene sulfide resin composition). Details of the types and amounts of the "polyarylene sulfide resin" and “compound (A)", as well as the coating method, are the same as those described in the section on the coated recycled pellets (Y) and their production method described below.
- the coated recycled pellet (Y) is a recycled pellet (X) (hereinafter, simply referred to as "pellet (X)”) containing a polyarylene sulfide resin, at least a part of the surface of which is coated with a compound (A), and the total amount of the compound (A) coated is 0.04 to 3.0 parts by mass per 100 parts by mass of the recycled pellet (X).
- pellet (X) a recycled pellet containing a polyarylene sulfide resin, at least a part of the surface of which is coated with a compound (A), and the total amount of the compound (A) coated is 0.04 to 3.0 parts by mass per 100 parts by mass of the recycled pellet (X).
- the coated recycled pellet can be used for molding alone or as a mixed pellet with a virgin material, and this makes it possible to reduce the number of times a release agent is applied to a mold during molding even when the content of the coated recycled pellet (Y) is high (the proportion of the coated recycled pellet is 50% or more). As a result, the amount of the recycled material used can be increased and the work efficiency can be improved. In addition, since the mold releasability from the mold is excellent even when a molded product having a large contact area with the mold is manufactured, the choice of shapes of parts to which the recycled material can be applied can be expanded.
- the recycled pellet (X) in this embodiment can also be used as the pellet (Q) described in the section on the method for improving releasability according to the first embodiment and the use of the compound (A) according to the second embodiment, and the coated recycled pellet (Y) has the same structure as the coated recycled pellet (Q2a) in the first embodiment.
- the recycled pellets (X) are recycled pellets containing a polyarylene sulfide resin, and are pellets that are produced by crushing an article containing a polyarylene sulfide resin (i.e., an article containing a polyarylene sulfide resin or a polyarylene sulfide resin composition (recycled product)) and regenerating it as a raw material for use in the manufacture of a molded body.
- the recycled article may be a molded product, as described above, or may be one that is discharged after being retained in a cylinder for a long time during molding.
- the shape of the pellets is not particularly limited, and can be any shape, such as a cylindrical shape (approximately cylindrical shape) or a spherical shape.
- the recycled pellets (X) may be pellets of a resin-containing material recycled from molded products of virgin pellets containing polyarylene sulfide resin, or may be pellets recycled from molded products of recycled materials (recycled pellets) containing polyarylene sulfide resin.
- Virgin pellets have never been through a molding process, and therefore do not have a thermal history from molding.
- recycled pellets have a thermal history of being heated at high temperatures during the manufacturing stage of the recycled product.
- the polyarylene sulfide resin is a resin having a repeating unit represented by the following general formula (I). -(Ar-S)-...(I) (wherein Ar represents an arylene group).
- the arylene group is not particularly limited, but examples thereof include p-phenylene group, m-phenylene group, o-phenylene group, substituted phenylene group, p,p'-diphenylenesulfone group, p,p'-biphenylene group, p,p'-diphenylene ether group, p,p'-diphenylenecarbonyl group, and naphthalene group.
- Polyarylene sulfide resins can be homopolymers using the same repeating units among the repeating units shown in the above general formula (I), as well as copolymers containing different types of repeating units.
- homopolymers those having p-phenylene sulfide groups as repeating units, which have p-phenylene groups as arylene groups, are preferred. This is because homopolymers having p-phenylene sulfide groups as repeating units have extremely high heat resistance, and exhibit high strength, high rigidity, and high dimensional stability over a wide temperature range. By using such homopolymers, molded articles with extremely excellent physical properties can be obtained.
- a combination of two or more different arylene sulfide groups among the above-mentioned arylene group-containing arylene sulfide groups can be used.
- a combination containing a p-phenylene sulfide group and an m-phenylene sulfide group is preferred from the viewpoint of obtaining a molded product with high physical properties such as heat resistance, moldability, and mechanical properties.
- a polymer containing 70 mol% or more of p-phenylene sulfide groups is more preferred, and a polymer containing 80 mol% or more is even more preferred.
- the polyarylene sulfide resin having phenylene sulfide groups is a polyphenylene sulfide resin (PPS resin).
- Polyarylene sulfide resins are generally known to have a substantially linear molecular structure with no branching or crosslinking, and a structure with branching or crosslinking, depending on the manufacturing method. In one embodiment, from the viewpoint of improving the toughness of the molded product, it is more preferable that the resin does not contain a structure with a crosslinking structure.
- the melt viscosity of the recycled pellets (X) is not limited as long as it does not impair the effects of the present disclosure, and the melt viscosity measured at 310° C. and a shear rate of 1200 sec ⁇ 1 may be 5 to 300 Pa ⁇ s, or 8 to 250 Pa ⁇ s.
- the recycled pellets (X) may contain other components contained in the recycled product.
- the content of polyarylene sulfide resin in the recycled pellets (X) is preferably 30 to 99 mass% and more preferably 50 to 95 mass% based on the total amount of the recycled pellets (X).
- the content of polyarylene sulfide resin in the thermoplastic resin (excluding elastomer) contained in the recycled pellets (X) is preferably 80 to 100 mass% and more preferably 90 to 100 mass% based on the total amount of the thermoplastic resin (excluding elastomer).
- recycled pellets (X) may contain include, for example, elastomers, organic or inorganic fillers, release agents, and other additives that are generally added to thermoplastic resins (for example, flame retardants, colorants such as dyes and pigments, stabilizers such as antioxidants and UV absorbers, lubricants, crystallization accelerators, crystal nucleating agents, etc.).
- thermoplastic resins for example, flame retardants, colorants such as dyes and pigments, stabilizers such as antioxidants and UV absorbers, lubricants, crystallization accelerators, crystal nucleating agents, etc.
- the elastomer examples include olefin-based elastomers, styrene-based elastomers, polyester-based elastomers, etc., which may be grafted. It is preferable to include one or more selected from these, and it is more preferable to include an olefin-based elastomer.
- the elastomer may be an elastomer having a reactive functional group, such as an acid-modified elastomer modified with an acid or an acid anhydride, such as (meth)acrylic acid or maleic anhydride; an elastomer using a copolymerizable monomer having a glycidyl group or an epoxy group (such as glycidyl (meth)acrylate); or an epoxy-modified elastomer obtained by epoxidizing the unsaturated bond of an elastomer.
- a reactive functional group such as an acid-modified elastomer modified with an acid or an acid anhydride, such as (meth)acrylic acid or maleic anhydride
- an elastomer using a copolymerizable monomer having a glycidyl group or an epoxy group such as glycidyl (meth)acrylate
- Olefin-based elastomers include copolymers of ⁇ -olefins and copolymerizable monomers.
- the ⁇ -olefin is preferably one or more selected from ⁇ -olefins having 2 to 13 carbon atoms (e.g., ethylene, propylene, 1-butene, 1-pentene, 4-methyl-1-pentene, 1-hexene, 1-octene, etc.).
- copolymers of ⁇ -olefins and copolymerizable monomers include, but are not limited to, ⁇ -olefin-unsaturated carboxylic acid alkyl ester copolymers, and olefin-based copolymers containing structural units derived from ⁇ -olefins and structural units derived from glycidyl esters of ⁇ , ⁇ -unsaturated acids.
- glycidyl esters of ⁇ , ⁇ -unsaturated acids include, but are not limited to, acrylic acid glycidyl ester, methacrylic acid glycidyl ester, and ethacrylic acid glycidyl ester.
- olefin-based elastomers include ethylene propylene rubber (EPR), ethylene-glycidyl methacrylate copolymer (E-GMA), ethylene-glycidyl methacrylate-methyl acrylate copolymer (E-GMA-MA), etc.
- EPR ethylene propylene rubber
- E-GMA ethylene-glycidyl methacrylate copolymer
- E-GMA-MA ethylene-glycidyl methacrylate-methyl acrylate copolymer
- the olefin-based elastomer may be contained alone or in combination of two or more kinds.
- styrene-based elastomers include block copolymers consisting of a polymer block mainly made of a vinyl aromatic compound such as styrene and a polymer block mainly made of a non-hydrogenated and/or hydrogenated conjugated diene compound.
- preferred styrene-based elastomers include styrene-butadiene rubber (SBR) and styrene-ethylene-butylene-styrene block copolymer (SEBS).
- SBR styrene-butadiene rubber
- SEBS styrene-ethylene-butylene-styrene block copolymer
- the styrene-based elastomer may also be a modified copolymer into which a functional group (epoxy group, carboxyl group, acid anhydride group, etc.) has been introduced.
- modified copolymers include epoxidized styrene-diene copolymers in which the unsaturated bond of the diene has been epoxidized (e.g., epoxidized styrene-diene-styrene block copolymers or hydrogenated polymers thereof).
- the styrene-based elastomer may be contained alone or in combination of two or more types.
- polyester-based elastomers include block copolymers in which aromatic polyesters such as polyethylene terephthalate and polybutylene terephthalate serve as hard segments, and polyethers such as polyethylene glycol and polytetramethylene glycol, or aliphatic polyesters such as polyethylene adipate, polybutylene adipate, and polycaprolactone serve as soft segments.
- aromatic polyesters such as polyethylene terephthalate and polybutylene terephthalate
- polyethers such as polyethylene glycol and polytetramethylene glycol
- aliphatic polyesters such as polyethylene adipate, polybutylene adipate, and polycaprolactone serve as soft segments.
- the polyester-based elastomers may be used alone or in combination of two or more types.
- Elastomers are sometimes mixed with virgin materials to improve impact resistance, etc., but in recycled pellets, at least a part of the chemical structure may change due to shearing when crushing the recycled product or heat history due to having been through one or more molding processes, which may cause deterioration of releasability from a mold.
- the elastomer has a reactive functional group, the releasability from a mold may be further deteriorated when molding a recycled material containing a polyarylene sulfide resin.
- the recycled pellets (X) may contain an elastomer (especially an elastomer having a reactive functional group), it is possible to improve the releasability from a mold during molding.
- the recycled pellets (X) may contain an elastomer having a reactive functional group.
- the recycled pellets (X) may not contain an elastomer having a reactive functional group, or the content of the elastomer may be less than 5 mass%, less than 1 mass%, or less than 0.01 mass% relative to the total amount of the recycled pellets (X).
- reactive functional group refers to a functional group that has a high affinity (reactivity) with metal materials at the melting temperature of the resin.
- reactive functional groups include glycidyl groups, epoxy groups, carboxyl groups, hydroxyl groups, acid anhydride groups, salts of carboxyl groups, carboxylate groups, amide groups, amino groups, isocyanate groups, isothiocyanate groups, acetoxy groups, silanol groups, alkoxysilane groups, alkynyl groups, oxazoline groups, thiol groups, and sulfonic acid groups.
- the elastomer may include an olefin-based elastomer, a styrene-based elastomer, or a polyester-based elastomer that includes one or more groups selected from a glycidyl group, an epoxy group, a carboxyl group, a hydroxyl group, an acid anhydride group, a salt of a carboxyl group, a carboxylate ester group, an amide group, and an amino group, an isocyanate group, an isothiocyanate group, an acetoxy group, a silanol group, an alkoxysilane group, an alkynyl group, an oxazoline group, a thiol group, and a sulfonic acid group.
- a glycidyl group an epoxy group, a carboxyl group, a hydroxyl group, an acid anhydride group, a salt of a carboxyl group, a carboxylate ester group, an
- the recycled pellets (X) may contain, as an elastomer having a reactive functional group, one or more selected from an olefin-based elastomer containing a structural unit derived from an ⁇ -olefin and a structural unit derived from a glycidyl ester of an ⁇ , ⁇ -unsaturated acid, and a styrene-based elastomer containing an epoxidized styrene-diene copolymer in which the unsaturated bond of the diene has been epoxidized.
- the recycled pellets (X) may include an elastomer that includes structural units derived from an ⁇ -olefin and structural units derived from a glycidyl ester of an ⁇ , ⁇ -unsaturated acid. In one embodiment, the recycled pellets (X) may include an elastomer that includes a glycidyl ester of methacrylic acid.
- the content of the reactive functional group may be 0.1 to 10 mass% of the total amount of the elastomer, or may be 0.5 to 8 mass%.
- the content of the reactive functional group can be calculated from the manufacturer's catalog value of the copolymer composition and the molecular weight of the functional group.
- the content of the elastomer is preferably 1% by mass or more, more preferably 1 to 20% by mass, and even more preferably 2 to 15% by mass, based on the total amount of the recycled pellets (X).
- the recycled pellets (X) may contain an elastomer having a reactive functional group in an amount of 1% by mass or more, 2% by mass or more, or 3 to 10% by mass, based on the total amount of the recycled pellets (X).
- the elastomer content can be less than 1 mass % relative to the total amount of recycled pellets (X), can be less than 0.8 mass %, or can be 0 mass %.
- Organic or inorganic fillers include fibrous fillers such as high-melting point organic fibrous substances such as glass fiber, carbon fiber, zinc oxide fiber, titanium oxide fiber, wollastonite, silica fiber, silica-alumina fiber, alumina fiber, zirconia fiber, boron nitride fiber, silicon nitride fiber, boron fiber, potassium titanate fiber, stainless steel fiber, aluminum fiber, titanium fiber, copper fiber, brass fiber, polyamide, high molecular weight polyethylene, aramid, fluororesin, polyester resin, and acrylic resin; carbon black, graphite, silica, quartz powder, and glass beads.
- fibrous fillers such as high-melting point organic fibrous substances such as glass fiber, carbon fiber, zinc oxide fiber, titanium oxide fiber, wollastonite, silica fiber, silica-alumina fiber, alumina fiber, zirconia fiber, boron nitride fiber, silicon nitride fiber, boron fiber, potassium titanate fiber, stainless steel fiber, aluminum
- milled glass fiber glass balloons, glass powder, talc (granular), silicates such as calcium silicate, aluminum silicate, and diatomaceous earth, metal oxides such as iron oxide, titanium oxide, zinc oxide, and alumina (granular), metal carbonates such as calcium carbonate and magnesium carbonate, metal sulfates such as calcium sulfate and barium sulfate, and other powdered and granular fillers such as silicon carbide, silicon nitride, boron nitride, and various metal powders; plate-shaped fillers such as mica, glass flakes, talc (plate-shaped), mica, kaolin, clay, alumina (plate-shaped), and various metal foils; and the like. In terms of mechanical strength, heat resistance, and the like, it is preferable to contain an inorganic filler.
- silicates such as calcium silicate, aluminum silicate, and diatomaceous earth
- metal oxides such as iron oxide, titanium oxide, zinc oxide, and alumina (granular)
- the content of the organic or inorganic filler in the recycled pellets (X) is preferably 10 to 70% by mass, more preferably 15 to 65% by mass, and even more preferably 20 to 60% by mass.
- the recycled pellets (X) may contain a release agent.
- the release agent contained in the recycled pellets (X) is not particularly limited as long as it is a generally available one, and examples thereof include fatty acid esters, fatty acid metal salts, fatty acid amides, low molecular weight polyolefins, and the like.
- it may be a fatty acid ester of pentaerythritol (e.g., pentaerythritol tetrastearate).
- the content of the release agent is preferably 0.04 to 3.0% by mass, more preferably 0.07 to 2.5% by mass, and even more preferably 0.1 to 2.0% by mass in the total amount of the recycled pellets (X).
- the release agent in the recycled pellets (X) is present in a state kneaded into the pellets, and can be distinguished from a specific compound (A) described later.
- the compound (A) can be extracted by washing the recycled pellets (X) with an organic solvent such as acetone or chloroform and dissolving the compound (A) on the surface in the solvent, as described later, but the release agent kneaded into the pellets cannot be extracted by this method.
- the method for producing the recycled pellets (X) is not limited, and examples thereof include a method in which a molded product of a polyarylene sulfide resin (preferably a molded product of a virgin polyarylene sulfide resin) is crushed using a known crusher, the crushed product is melt-kneaded and extruded using a conventionally known single-screw or twin-screw extruder, etc., and cut into pellets.
- the melt-kneading temperature is a temperature equal to or higher than the melting point of the polyarylene sulfide resin contained in the recycled pellets (X), and is usually 280 to 360°C, and preferably 290 to 350°C.
- the average particle size of the pulverized product is not limited, and for example, the volume-based cumulative 50% diameter (D50) measured by a laser diffraction scattering method is preferably 0.3 to 20 mm, more preferably 0.4 to 15 mm, even more preferably 1 to 10 mm, and still more preferably 1 to 3 mm.
- D50 volume-based cumulative 50% diameter
- the recycled products that are the raw material for the recycled pellets (X) include, for example, defective products generated during the manufacturing process of molded products, parts other than the product obtained during injection molding (e.g., runners, sprues, etc.), unused products, and chunks of polyethylene sulfide resin material used for purging during molding, and it is preferable that the recycled products include one or more selected from these.
- the recycled products may be injection molded products.
- Compound (A) At least a part of the surface of the recycled pellet (X) containing a polyarylene sulfide resin is coated with the compound (A).
- the "coating” means that at least a part of the surface of the pellet is covered with the compound (A), and may include the compound (A) adhering or adhering to a part of the surface of the pellet, and the compound (A) spreading in a layer form to cover a part of the surface.
- the "adhering or adhering” may include a state in which the solid (e.g., powdery) compound (A) is attached by electrostatic force or the like, or a state in which a part of the solid compound (A) is melted and the remaining part remains solid and is adhered to the surface of the pellet at the melted part. From the viewpoint of preventing uneven distribution of the compound (A) during the raw material supply process during molding and thus making it difficult for unevenness to occur in the mold releasability, it is preferable that at least a part (more preferably the entirety) of the surface of the pellet (X) containing a polyarylene sulfide resin is coated with the compound (A) in the form of a layer.
- That at least a portion of the surface of the recycled pellet (X) is covered with the compound (A) can be confirmed by directly measuring the pellet by an ATR method or the like, or by washing the pellet with an organic solvent such as acetone or chloroform, dissolving the compound (A) on the surface in the solvent, extracting the compound (A) adhering to the surface, and subjecting it to FT-IR measurement, or the like.
- an organic solvent such as acetone or chloroform
- the recycled pellet (X) is preferably continuously covered with the compound (A) on at least a part of the surface from the viewpoint of preventing uneven distribution of the compound (A) during the raw material supply process during molding and preventing unevenness in the release property.
- the recycled pellet (X) is preferably formed with a layer or thin film (hereinafter collectively referred to as a "layer") of the compound (A) on at least a part of the surface from the viewpoint of preventing uneven distribution of the compound (A) during the raw material supply process during molding and preventing unevenness in the release property.
- the layer of the compound (A) is preferably formed with a spread on at least a part of the surface of the recycled pellet (X) from the viewpoint of preventing uneven distribution of the compound (A) during the raw material supply process during molding and preventing unevenness in the release property.
- the compound (A) is preferably fixed to at least a part of the surface of the recycled pellet (X) from the viewpoint of preventing uneven distribution of the compound (A) during the raw material supply process during molding and thus preventing unevenness in the mold releasability.
- "fixed" means that the pellet and at least a part of the compound (A) are fused together.
- compound (A) may be an organic substance that is solid or liquid at room temperature (20 to 25°C).
- compound (A) may be an organic substance that is solid at room temperature (20 to 25°C) and has a melting point of 50 to 135°C (preferably 55 to 130°C, more preferably 70 to 125°C, 90 to 120°C).
- the melting point is a value measured according to the DSC method (method described in JIS K7121).
- room temperature (20 to 25°C) preferably means 25°C.
- Examples of the compound (A) include (A-1) an olefin resin having a melt viscosity of 0.1 to 8.0 Pa ⁇ s at 140°C (hereinafter also referred to as "(A-1) olefin resin"), (A-2) a fatty acid derivative, and (A-3) a silicone-based compound, and it is preferable to include at least one selected from these.
- the content of one or more selected from (A-1) an olefin resin having a melt viscosity at 140°C of 0.1 to 8.0 Pa s, (A-2) a fatty acid derivative, and (A-3) a silicone-based compound is preferably 95 mass% or more in total, and more preferably 98 mass% or more in total, based on the total amount of compound (A). It is even more preferable that compound (A) consists of one or more selected from these.
- Examples of the olefin resin (A-1) having a melt viscosity at 140°C of 0.1 to 8.0 Pa ⁇ s include polyolefin resins having a degree of polymerization of about 500 to 1000 and 1 to 10 (preferably 1 to 4) carbon atoms, and specific examples include polyethylene resins, polypropylene resins, and ethylene-olefin copolymers having a degree of polymerization of 500 to 1000.
- These olefin resins (A-1) may be used alone or in combination of two or more. Of these, it is preferable that the resin contains a polyethylene resin and/or a polypropylene resin, and it is more preferable that the resin contains a polyethylene resin.
- the melt viscosity of the (A-1) olefin resin at 140°C is 0.1 to 8.0 Pa ⁇ s, preferably 0.5 to 7.0 Pa ⁇ s, more preferably 1.0 to 6.5 Pa ⁇ s, and particularly preferably 2.0 to 6.0 Pa ⁇ s.
- the (A-1) olefin resin with a melt viscosity of 0.1 to 8.0 Pa ⁇ s at 140°C has good dispersibility when coating pellets, and is easily coated uniformly over the entire pellet. As a result, it is easy to obtain a good effect of improving releasability.
- melt viscosity at 140°C can be measured using a B-type viscometer (for example, "RB-80H” manufactured by Toki Sangyo Co., Ltd.) based on JIS K7117.
- the (A-2) fatty acid derivative is a substitute of a saturated fatty acid and/or an unsaturated fatty acid having at least one carboxyl group, or a compound obtained by a chemical reaction between a saturated fatty acid and/or an unsaturated fatty acid and another compound.
- Examples of the (A-2) fatty acid derivative include fatty acid salts, fatty acid esters, fatty acid amides, etc., and it is preferable to include one or more selected from these.
- fatty acid salts include fatty acid metal salts, such as lithium salts, calcium salts, magnesium salts, zinc salts, and aluminum salts of fatty acids (preferably saturated or unsaturated C8-35 fatty acids, more preferably saturated or unsaturated C10-20 fatty acids).
- fatty acid metal salts such as lithium salts, calcium salts, magnesium salts, zinc salts, and aluminum salts of fatty acids (preferably saturated or unsaturated C8-35 fatty acids, more preferably saturated or unsaturated C10-20 fatty acids).
- saturated or unsaturated C8-35 fatty acids include saturated fatty acids such as lauric acid (dodecanoic acid), isodecanoic acid, tridecanoic acid, myristic acid (tetradecanoic acid), pentadecylic acid, palmitic acid (hexadecanoic acid), margaric acid (heptadecanoic acid), stearic acid (octadecanoic acid), isostearic acid, tuberculostearic acid (nonadecanoic acid), 2-hydroxystearic acid, arachidic acid (icosanoic acid), behenic acid (docosanoic acid), lignoceric acid (tetradocosanoic acid), cerotic acid (hexadocosanoic acid), montanic acid (octadocosanoic acid), and melissic acid.
- saturated fatty acids such as lauric acid (dodecanoic acid), isodecan
- unsaturated fatty acids such as myristoleic acid (tetradecenoic acid), palmitoleic acid (hexadecenoic acid), oleic acid (cis-9-octadecenoic acid), elaidic acid (trans-9-octadecenoic acid), ricinoleic acid (octadecadienoic acid), vaccenic acid (cis-11-octadecenoic acid), linoleic acid (octadecadienoic acid), linolenic acid (9,11,13-octadecatrienoic acid), elestearic acid (9,11,13-octadecatrienoic acid), gadoleic acid (icosanoic acid), erucic acid (docosanoic acid), and nervonic acid (tetradocosanoic acid).
- myristoleic acid tetradecenoic acid
- palmitoleic acid he
- fatty acid metal salts may be used alone or in combination of two or more.
- zinc salts, calcium salts, or aluminum salts of fatty acids having less than 22 carbon atoms, such as lauric acid, myristic acid, palmitic acid, stearic acid, and oleic acid are preferred, and calcium stearate and magnesium stearate are more preferred.
- fatty acid esters include esters of aliphatic alcohols and fatty acids, and preferred are esters of polyhydric alcohols and fatty acids.
- polyhydric alcohols include glycol, polyglycol, glycerin, polyglycerin, propylene glycol, pentaerythritol, sorbitol, mannitol, etc.
- fatty acids include saturated or unsaturated C8-35 fatty acids (preferably C10-20 fatty acids), and examples of such fatty acids include those described above for the fatty acid metal salts. These fatty acid esters may be used alone or in combination of two or more.
- esters of one or more selected from glycol, propylene glycol, and pentaerythritol and one or more fatty acids selected from fatty acids having less than 22 carbon atoms such as lauric acid, myristic acid, palmitic acid, stearic acid, and oleic acid are preferred, and pentaerythritol stearates such as pentaerythritol tristearate and pentaerythritol tetrastearate are more preferred.
- fatty acid amides include C8-35 fatty acid amides, alkylene fatty acid amides, etc.
- C8-35 fatty acid amides include oleic acid amide, stearic acid amide, erucic acid amide, behenic acid amide, ethylene bisstearic acid amide, ethylene bisoleic acid amide, ethylene biserucic acid amide, ethylene bislauric acid amide, etc.
- alkylene fatty acid amides include methylene bisstearic acid amide, ethylene bisstearic acid amide, etc. These fatty acid amides may be used alone or in combination of two or more. Among these, ethylene bisstearic acid amide is more preferred from the viewpoints of cost and availability.
- silicone-based compound (A-3) examples include silicone oil and silicone resin.
- the silicone-based compound (A-3) may be used alone or in combination of two or more types. Among these, silicone oil is more preferred from the standpoint of price and availability.
- the inventors' research has revealed that when recycled pellets (X) containing polyarylene sulfide resin contain an elastomer having a reactive functional group, the releasability can be further improved by selecting and using, from among the above compounds (A), (A-1) a compound (A) that has a high content of (or is made of) an olefin resin with a melt viscosity of 0.1 to 8.0 Pa ⁇ s at 140°C.
- the compound (A) when the recycled pellets (X) contain an elastomer having a reactive functional group (preferably the content of the elastomer having a reactive functional group is preferably 1% by mass or more, more preferably 3 to 10% by mass, based on the total amount of the recycled pellets (X)), from the viewpoint of further improving releasability, the compound (A) preferably contains (A-1) an olefin resin having a melt viscosity of 0.1 to 8.0 Pa ⁇ s at 140°C, more preferably contains (A-1) an olefin resin having a melt viscosity of 0.1 to 8.0 Pa ⁇ s at 140°C in an amount of 95% by mass or more, or 98% by mass or more, based on the total amount of the compound (A), and further preferably consists of (A-1) an olefin resin having a melt viscosity of 0.1 to 8.0 Pa ⁇ s at 140°C.
- the recycled pellets (X) when the recycled pellets (X) contain an elastomer having a reactive functional group (preferably the content of the elastomer having a reactive functional group is preferably 1% by mass or more, more preferably 3 to 10% by mass, based on the total amount of the recycled pellets (X)), it is preferable that the compound (A) contains (A-1) olefin resin having a melt viscosity of 0.1 to 8.0 Pa ⁇ s at 140°C in an amount of 95% by mass or more based on the total amount of the compound (A), and does not contain (A-2) fatty acid derivatives and (A-3) silicone-based compounds, or the content of (A-2) fatty acid derivatives and (A-3) silicone-based compounds is less than 5% by mass in total based on the total amount of the compound (A).
- the compound (A) contains (A-1) olefin resin having a melt viscosity of 0.1 to 8.0 Pa ⁇ s at 140°C in an amount of 95%
- the recycled pellets (X) contain an elastomer that includes structural units derived from an ⁇ -olefin and structural units derived from a glycidyl ester of an ⁇ , ⁇ -unsaturated acid, and the compound (A) contains 95% by mass or more (A-1) of an olefin resin having a melt viscosity of 0.1 to 8.0 Pa ⁇ s at 140°C relative to the total amount of the compound (A) (preferably 98% by mass or more, and more preferably (A-1) of an olefin resin having a melt viscosity of 0.1 to 8.0 Pa ⁇ s at 140°C).
- the compound (A) may contain one or more selected from the above-mentioned (A-1) olefin resin having a melt viscosity of 0.1 to 8.0 Pa ⁇ s at 140°C, (A-2) fatty acid derivative, and (A-3) silicone-based compound, and from the viewpoint of easier improvement of releasability, it is preferable that the compound (A) contains one or more selected from (A-1) olefin resin having a melt viscosity of 0.1 to 8.0 Pa ⁇ s at 140°C, and (A-2) fatty acid ester.
- the total coating amount of the compound (A) is 0.04 to 3.0 parts by mass relative to 100 parts by mass of the recycled pellet (X), preferably 0.07 to 2.5 parts by mass, more preferably 0.1 to 2.0 parts by mass, even more preferably 0.1 to 1.0 parts by mass, and particularly preferably 0.1 to 0.5 parts by mass.
- 0.04 parts by mass or more relative to 100 parts by mass of the recycled pellet (X) it is possible to improve the releasability from the mold when molding the coated recycled pellet (Y).
- the total coating amount of the compound (A) may be 0.1 parts by mass, 0.2 parts by mass, or 0.3 parts by mass in the range of 0.04 to 3.0 parts by mass relative to 100 parts by mass of the recycled pellet (X), and may be a range with these as the upper and/or lower limits.
- the coated recycled pellets (Y) may contain additives as necessary.
- the additives may include the same components as those that may be contained in the above-mentioned recycled pellets (X).
- the coated regenerated pellets (Y) In the coated regenerated pellets (Y), at least a portion of the surface of the regenerated pellets (X) is coated with the compound (A), so that the compound (A) is uniformly dispersed in the aggregate of the coated regenerated pellets (Y), and excellent releasability can be realized.
- the coated regenerated pellets (Y) have a ratio [R Y /R X ] of the release resistance value (R Y ) of the coated regenerated pellets (Y) to the release resistance value (R X ) of the uncoated regenerated pellets ( X ) that are not coated with compound ( A ) is preferably less than 0.98, more preferably 0.95 or less.
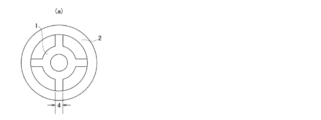
- the demolding resistance values (R Y ) and (R X ) are double cylinder demolding resistance values, and refer to the resistance when the double cylinder molded product shown in FIG. 1 is demolded from the mold.
- Fig. 1(a) is a top view of the double cylindrical molded product
- Fig. 1(b) is a bottom view of the double cylindrical molded product
- Fig. 1(c) is a perspective view of the double cylindrical molded product
- Fig. 1(d) is a dimensional drawing of the double cylindrical molded product, the dimensions in Fig. 1(a) and (d) being in mm.
- the gate size of the double cylindrical molded product is 5 mm x 2.5 mm.
- the double cylindrical molded product shown in Figure 1 has a double cylindrical shape with a first cylinder 1 on the inside and a second cylinder 2 on the outside, and the first cylinder 1 and second cylinder 2 are connected at four points by a 4 mm shaft.
- the first cylinder 1 has a height of 20 mm, an outer diameter of 18 mm, and an inner diameter of 9 mm
- the second cylinder 2 has a height of 40 mm, an outer diameter of 40 mm, and an inner diameter of 30 mm.
- the thickness of the side of the first cylinder 1 is 4.5 mm
- the thickness of the bottom and side of the second cylinder 2 is 5 mm.
- the second cylinder 2 is a bottomed cylinder, but has an opening at the part of the first cylinder 1.
- the coated regenerated pellets (Y) preferably have a mold deposit of 100 ⁇ g or less, more preferably 90 ⁇ g or less, and even more preferably 80 ⁇ g or less, measured under the following conditions.
- a molded article having the dimensions and shape shown in Figure 2 is molded continuously for 4 hours (1000 times).
- the total weight of the vent and cavity parts removed from the mold is measured before and after the continuous molding.
- the change in the total weight of the vent and cavity parts before and after the continuous molding is calculated as the weight ( ⁇ g) of the matter adhering to the mold.
- Injection molding machine FANUC ROBOSHOT S2000i30A Cylinder temperature: 340°C Injection time: 2 seconds Cooling time: 10 seconds Mold temperature: 140°C
- the coated recycled pellets (Y) can be suitably used as resin pellets for injection molding or resin pellets for extrusion molding.
- the method for producing the coated regenerated pellets (Y) includes coating at least a part of the surface of the regenerated pellets (X) with the compound (A) (hereinafter also referred to as the "coating step"), and the total amount of the compound (A) is 0.04 to 3.0 parts by mass per 100 parts by mass of the regenerated pellets (X).
- the coating step includes coating at least a part of the surface of the regenerated pellets (X) with the compound (A) (hereinafter also referred to as the "coating step"), and the total amount of the compound (A) is 0.04 to 3.0 parts by mass per 100 parts by mass of the regenerated pellets (X).
- the total amount of compound (A) is 0.04 to 3.0 parts by mass relative to 100 parts by mass of recycled pellets (X), preferably 0.07 to 2.5 parts by mass, more preferably 0.1 to 2.0 parts by mass, even more preferably 0.1 to 1.0 parts by mass, and particularly preferably 0.1 to 0.5 parts by mass.
- 0.04 parts by mass or more relative to 100 parts by mass of recycled pellets (X) it is possible to improve the releasability from the mold when molding the coated recycled pellets (Y).
- 3.0 parts by mass or less it is possible to suppress the occurrence of mold deposits.
- the types of compound (A) are as described above.
- compound (A) contains one or more selected from (A-1) an olefin resin having a melt viscosity of 0.1 to 8.0 Pa ⁇ s at 140°C, (A-2) a fatty acid derivative, and (A-3) a silicone-based compound.
- coating process In the coating step, at least a part of the surface of the recycled pellets (X) is coated with the compound (A).
- the coating method include a method of contacting the recycled pellets (X) with a solid or liquid compound (A) at a temperature equal to or higher than the melting point of the compound (A) (hereinafter referred to as "coating method (1)"), and a method of contacting the recycled pellets (X) with a liquid compound (A) (hereinafter referred to as “coating method (2)").
- the coating method (1) is a method of contacting the recycled pellets (X) with the compound (A) at a temperature equal to or higher than the melting point of the compound (A).
- the coating method (1) is preferably a method of contacting the recycled pellets (X) with the solid or liquid compound (A) at a temperature equal to or higher than the melting point of the compound (A) and equal to or lower than the melting point (Tm1) (°C) of the polyarylene sulfide resin contained in the recycled pellets (X).
- Tm1 melting point of the compound (A) is a value measured according to the DSC method (method described in JIS K7121).
- the melting point of the polyarylene sulfide resin contained in the recycled pellets (X) is the melting point Tm1 measured by a differential scanning calorimeter, and is the peak top temperature of the endothermic peak of the 1st RUN observed when heated (1st RUN) from room temperature at a heating rate of 10°C/min according to a method based on JIS K7121.
- the melting point of the compound (A) is preferably 50 to 135° C., more preferably 55 to 130° C., even more preferably 70 to 125° C., and most preferably 90 to 120° C.
- the melting point is a value measured according to a DSC method (the method described in JIS K7121).
- the temperature at which the recycled pellets (X) are brought into contact with the compound (A) may be, for example, 80 to 160°C, or 100 to 140°C.
- the contact time is not limited and may be, for example, 5 minutes or more, or 3 to 8 hours.
- the contacting method is not limited, and the recycled pellets (X) and the compound (A) can be contacted with each other in a known dryer such as an air circulation dryer while heating or after heating, preferably while stirring.
- the contacting may be mixing the recycled pellets (X) and the compound (A).
- the coating step can be performed by coating method (1) in a step of drying the recycled pellets (X) at a temperature equal to or higher than the melting point of compound (A), or immediately after the drying step, in a state in which the temperature of the recycled pellets (X) is equal to or higher than the melting point (°C) of compound (A).
- the heat from the drying step can be effectively utilized for coating.
- the compound (A) used in the coating method (1) may be a solid or liquid at room temperature (20 to 25°C), and is preferably a solid.
- the compound (A) is a solid, it is easy to handle. Even if the compound (A) is a solid, since it comes into contact with the recycled pellets (X) at a temperature equal to or higher than the melting point of the compound (A), the compound (A) melts and can wet and spread over at least a portion of the surface of the recycled pellets (X). As a result, at least a portion of the surface of the recycled pellets (X) can be coated.
- the compound (A) is preferably in a powder, flake, or granular form.
- the method for producing the coated recycled pellets (Y) can be configured such that the compound (A) is in a powder, flake or granular form, and includes contacting the recycled pellets (X) with the compound (A) at a temperature equal to or higher than the melting point of the compound (A).
- the coating method (2) is a method of contacting the regenerated pellets (X) with a liquid compound (A).
- the liquid compound (A) may be a liquid compound (A) at room temperature (20 to 25°C), or may be a liquid compound (A) obtained by heating a solid compound (A) at room temperature (20 to 25°C) to a melting point or higher. It may also be a liquid compound (A) obtained by dissolving a solid compound (A) at room temperature (20 to 25°C) in a solvent.
- a liquid compound (A) it is not necessary to heat the regenerated pellets (X) in the coating process.
- the method of contacting is not limited, and examples include a method of applying liquid compound (A) to the surface of recycled pellets (X) by coating, spraying, etc., and a method of stirring and mixing recycled pellets (X) and liquid compound (A).
- the coating process it is preferable to cool the obtained coated recycled pellets (Y) to preferably room temperature (e.g., 25°C) to 80°C, more preferably room temperature to 40°C, to fix the surface coating layer (or the coated area).
- room temperature e.g., 25°C
- 80°C 80°C
- room temperature to 40°C room temperature
- the cooling method is not limited, and may be left to cool, blowing air, etc.
- the method for producing the coated recycled pellets (Y) may include selecting the compound (A) prior to coating.
- the compound (A) can be selected and used to further improve the releasability by selecting (A-1) a compound (A) having a high content of (or consisting of) an olefin resin having a melt viscosity of 0.1 to 8.0 Pa ⁇ s at 140°C.
- selecting compound (A) comprises: In the case where the recycled pellets (X) contain an elastomer having a reactive functional group in an amount of 1% by mass or more (preferably 2% by mass or more, more preferably 3 to 10% by mass) based on the total amount of the recycled pellets (X), (A-1) a compound (A) containing an olefin resin having a melt viscosity of 0.1 to 8.0 Pa ⁇ s at 140°C is selected, preferably a compound (A) containing a C1-4 olefin resin such as a polyethylene resin, an ethylene copolymer, or a polypropylene resin is selected; When the recycled pellets (X) do not contain an elastomer having a reactive functional group, or the content of the elastomer having a reactive functional group is less than 1 mass%, preferably less than 0.8 mass%, relative to the total amount of the recycled pellets (X), a compound (A) is selected that contains a total of 95 mass% or more
- the coated recycled pellets (Y) can be molded and processed by known methods such as injection molding, irregular shape/solidification extrusion processing, press molding, spinning processing, etc.
- the coated recycled pellets (Y) have excellent releasability from a mold, so that the number of times a mold release agent is applied to the mold during molding can be reduced.
- the mold release property is excellent, so that the options for the shape of the part can be expanded.
- the method for producing a molded product containing the coated recycled pellets (Y) includes continuously injecting or extruding the above-mentioned coated recycled pellets (Y) into a mold together with other thermoplastic resins and additives as necessary, and applying a release agent to the mold, and the number of times that the release agent is applied to the mold may be once for every 10 or more injections or extrusions.
- the release agent to be applied to the mold is not limited, and can be selected from known release agents.
- coated recycled pellets (Y) have excellent releasability from the mold, so even when injection molding or extrusion molding a molded product with a large contact area with the mold, the number of times that release agent needs to be applied to the mold can be reduced.
- the coated recycled pellets (Y) described above can be mixed with other thermoplastic resins as necessary and used as molding materials.
- other thermoplastic resins include virgin pellets containing polyarylene sulfide resins, and preferably virgin pellets containing polyarylene sulfide resins.
- the polyarylene sulfide resin composition (Z) preferably contains coated recycled pellets (Y) and virgin pellets (V) containing polyarylene sulfide resin (hereinafter also simply referred to as "virgin pellets (V)").
- V polyarylene sulfide resin
- the content of the coated recycled pellets (Y) is preferably 50% by mass or more, more preferably 50 to 99.99% by mass, and even more preferably 60 to 100% by mass, of the total amount of the coated recycled pellets (Y) and the virgin pellets (V) containing polyarylene sulfide resin.
- the polyarylene sulfide resin composition (Z) has excellent releasability from a mold even when the content of the coated recycled pellets (Y) is high.
- the polyarylene sulfide resin contained in the virgin pellet (V) can be exemplified by the same ones as those described in the above-mentioned section on the recycled pellet (X), and from the viewpoint of quality control, etc., it is preferable that the composition is the same as that of the polyarylene sulfide resin in the recycled pellet (X).
- the term virgin pellet (V) can include virgin polyarylene sulfide resin and its composition.
- the virgin pellet (V), like the recycled pellet (X), can contain other components such as elastomers, organic or inorganic fillers, release agents, and other additives generally added to thermoplastic resins (e.g., flame retardants, colorants such as dyes and pigments, stabilizers such as antioxidants and ultraviolet absorbers, lubricants, crystallization promoters, crystal nucleating agents, etc.). Details of the other components are as described above. In one embodiment, from the viewpoint of quality control, etc., it is preferable that the virgin pellets (V) have the same composition as the recycled pellets (X) (for example, the type and content of additives are the same) with respect to components other than the polyarylene sulfide resin.
- the virgin pellets (V) when the recycled pellets (X) do not contain an elastomer having a reactive functional group, it is preferable that the virgin pellets (V) also do not contain an elastomer having a reactive functional group. In this case, the compound (A) may or may not be contained. When the compound (A) is contained, the type is not limited. In another embodiment, when the recycled pellets (X) contain an elastomer having a reactive functional group, it is preferable that the virgin pellets (V) also contain an elastomer having a reactive functional group, and it is more preferable that the type and content of the elastomer are the same.
- the virgin pellets (V) contain the compound (A), and it is more preferable to select an olefin resin (A-1) having a melt viscosity at 140 ° C. of 0.1 to 8.0 Pa ⁇ s.
- the melt viscosity of the virgin pellets (V) is not particularly limited as long as it is within a range that does not impair the effects of the present disclosure. From the viewpoint of the balance between mechanical properties and fluidity, the melt viscosity measured at 310° C. and a shear rate of 1200 sec ⁇ 1 is preferably 300 Pa s or less, more preferably 250 Pa s or less.
- the method for producing the polyarylene sulfide resin composition (Z) is not limited, and the coated recycled pellets (Y) and other thermoplastic resins (preferably virgin pellets containing polyarylene sulfide resin) may be dry blended, or may be melt-kneaded using a conventional melt-kneading device such as a single-screw or twin-screw extruder, or may be mixed in the hopper (material supply member) of an injection molding machine.
- a conventional melt-kneading device such as a single-screw or twin-screw extruder
- the method for producing a molded article containing the polyarylene sulfide resin composition (Z) can be carried out in the same manner as the method for producing a molded article containing the coated recycled pellets (Y) described above.
- the polyarylene sulfide resin composition (Z) can be suitably used as a resin composition for injection molding or a resin composition for extrusion molding.
- Recycled PPS pellets (X1) An injection-molded product of a resin composition containing 65 mass% polyphenylene sulfide resin (manufactured by Kureha Corporation, Fortron (registered trademark) KPS), 30 mass% glass fiber, and 4 mass% elastomer (composition: E-GMA-MA (glycidyl methacrylate content: 3 mass%)), with the remainder being additives, was pulverized using a mechanical pulverizer to obtain a pulverized product, which was melt-kneaded and extruded at 320°C using a twin-screw extruder to obtain recycled PPS pellets (X1).
- Recycled PPS pellets (X2) An injection-molded product of a resin composition (containing no elastomer component) containing 69% by mass of polyphenylene sulfide resin (manufactured by Kureha Corporation, Fortron (registered trademark) KPS), 30% by mass of glass fiber, and the remainder being additives, was pulverized using a mechanical pulverizer. The pulverized product was melt-kneaded and extruded at 320°C using a twin-screw extruder to obtain recycled PPS pellets (X2).
- PPS virgin pellets (X3) Pellets of a resin composition (virgin material having the same composition as the resin composition used in the PPS recycled pellets (X1)) containing 65 mass % of polyphenylene sulfide resin (Fortron (registered trademark) KPS, manufactured by Kureha Corporation), 30 mass % of glass fiber, 4 mass % of elastomer (composition: E-GMA-MA (glycidyl methacrylate content: 3 mass %)), and the remainder of additives, were used as PPS virgin pellets (X3).
- Compound (A1) Polyethylene resin (manufactured by Sanyo Chemical Industries, Ltd., “Sanwax 161-P", granular, melting point 103°C, melt viscosity at 140°C 4.3 Pa ⁇ s)
- the melting points of compound (A1) and compound (A2) and the melt viscosity of compound (A1) at 140° C. were measured by the following methods.
- the melting point (Tm) was measured by the DSC method (method described in JIS K7121) using a DSC device (differential scanning calorimeter, DSC-Q1000, manufactured by TA Instruments) under conditions of a nitrogen atmosphere and a temperature rise rate of 10° C./min. (Viscosity at 140° C.) The viscosity was measured at 140° C. using a Brookfield viscometer ("RB-80H” manufactured by Toki Sangyo Co., Ltd.) in accordance with JIS K7117 (1999).
- Examples 1 to 4 3 kg of crushed PPS recycled pellets (X1) or (X2) shown in Table 1 was placed in a metal container (30 cm x 60 cm x 15 cm), compound (A1) was added in the ratio shown in Table 1, and the mixture was dried at 140°C for 3 hours in a blower dryer and then cooled to room temperature. The mixture was then stirred (dispersed) in a mixer to obtain coated recycled pellets. Compound (A1) was dissolved and added in the drying process. In the obtained coated recycled pellets, at least a portion of the surface of the PPS recycled pellets (X1) or (X2) was coated with compound (A1).
- Example 5 3 kg of crushed PPS recycled pellets (X1) were placed in a metal container (30 cm x 60 cm x 15 cm), and compound (A2) was added in the proportions shown in Table 2. The mixture was dried in a blower dryer at 140°C for 3 hours and then cooled to room temperature. The mixture was then stirred (dispersed) in a mixer to obtain coated recycled pellets. Compound (A2) was dissolved and added in the drying process. In the obtained coated recycled pellets, at least a portion of the surface of the PPS recycled pellets (X1) was coated with compound (A2).
- Example 6 3 kg of PPS virgin pellets (X3) were placed in a metal container (30 cm x 60 cm x 15 cm), 6 g of compound (A1) was added, and the mixture was dried in a blower dryer at 140°C for 3 hours, and then cooled to room temperature. The mixture was then stirred (dispersed) in a mixer to obtain coated pellets. Compound (A1) was dissolved and added in the drying process. In the obtained coated pellets, at least a part of the surface of the PPS virgin pellets (X3) was coated with compound (A1). The injection-molded product of the obtained coated pellets was pulverized by a mechanical pulverizer, and the pulverized product was melt-kneaded and extruded at 320° C. by a twin-screw extruder to obtain recycled PPS pellets (X3).
- the release resistance values of Examples 1 to 3 and Comparative Examples 3 and 4 were taken as R Y
- the release resistance value of Comparative Example 1 was taken as R X
- the ratio of R Y to R X , [R Y /R X ] was calculated.
- the release resistance values of Example 4 and Comparative Example 5 were taken as R Y
- the release resistance value of Comparative Example 2 was taken as R X
- the ratio of R Y to R X , [R Y /R X ] was calculated.
- the results are shown in Table 1.
- Injection molding machine FANUC ROBOSHOT S2000i30A Cylinder temperature: 340°C Injection time: 2 seconds Cooling time: 10 seconds Mold temperature: 140°C
- the amount of mold adhesion is 100 ⁇ g or less, there is an effect of suppressing mold deposits, when it is 90 ⁇ g or less, there is an excellent effect of suppressing mold deposits, and when it is 80 ⁇ g or less, there is an even better effect of suppressing mold deposits.
- the pellets of Examples 1 to 3 in which at least a portion of the surface of the PPS recycled pellets (X1) is coated with compound (A1) have a smaller release resistance than the PPS recycled pellets (X1) of Comparative Example 1, and the ratio of the release resistance value to the release resistance value (R X ) of the pellet not coated with compound (A1) (PPS recycled pellets (X1) of Comparative Example 1) [R Y /R X ] is less than 0.98, improving the releasability from the mold.
- the pellets of Example 4 in which at least a portion of the surface of the PPS recycled pellets (X2) is coated with compound (A1) have a smaller release resistance than the PPS recycled pellets (X2) of Comparative Example 2, and the ratio of the release resistance value to the release resistance value (R X ) of the pellet not coated with compound (A1) (PPS recycled pellets (X2) of Comparative Example 1) [R Y /R X ] is less than 0.98, improving the releasability from the mold.
- At least a portion of the surface of the PPS recycled pellets (X1) or (X2) is coated with compound (A) by contacting the PPS recycled pellets (X1) or (X2) at a temperature equal to or higher than the melting point of compound (A1).
- the resulting coated recycled pellets have a release resistance ratio [R Y /R X ] of less than 0.98 to the release resistance (R X ) of a pellet not coated with compound (A), thereby further improving releasability.
- the pellets of Example 5 in which at least a portion of the surface of the recycled PPS pellets (X1) is coated with compound (A2), have a smaller release resistance than the recycled PPS pellets (X1) of Comparative Example 1, and the ratio of the release resistance value to the release resistance value (R X ) of the pellets not coated with compound (A2) (recycled PPS pellets (X1) of Comparative Example 1) [R Y /R X ] is less than 0.98, thereby improving releasability from the mold.
- the PPS recycled pellets (X3) of Example 6 which were produced from virgin PPS pellets (X3) having at least a portion of their surface coated with compound (A1), had a lower release resistance than the PPS recycled pellets (X1) of Comparative Example 1, even though the recycled pellets were not coated with compound (A1) during production. Furthermore, the ratio of the release resistance value to the release resistance value (R X ) of the pellets not coated with compound (A1) (recycled PPS pellets (X1) of Comparative Example 1) [R Y /R X ] was less than 0.98, and the releasability from the mold was improved.
- Example 2 Comparing Example 2 with Example 5, when using a recycled material (X1) containing an elastomer having a reactive functional group, by using as compound (A) a compound (A) containing an olefin resin having a melt viscosity at 140°C of 0.1 to 8.0 Pa ⁇ s, the ratio of the release resistance values [R Y /R X ] becomes smaller, and better releasability can be achieved.
- the PPS recycled pellets of the examples had a mold deposit of 80 g or less, and were more effective at suppressing mold deposits.
- the PPS recycled pellets of Comparative Example 7 had a mold deposit of more than 100 g, resulting in a large amount of mold deposits.
- the method of improving the demoldability of recycled pellets disclosed herein can improve the demoldability from a mold when using recycled pellets for molding, thereby increasing productivity and having industrial applicability.
- the coated recycled pellets of the present disclosure have excellent releasability from a mold and can therefore be suitably used as resin pellets for injection molding or resin pellets for extrusion molding, and have industrial applicability.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Sustainable Development (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2025511729A JPWO2024204841A1 (https=) | 2023-03-31 | 2024-04-01 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023-059563 | 2023-03-31 | ||
| JP2023059563 | 2023-03-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024204841A1 true WO2024204841A1 (ja) | 2024-10-03 |
Family
ID=92906149
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/013423 Ceased WO2024204841A1 (ja) | 2023-03-31 | 2024-04-01 | 再生ペレットの離型性を向上させる方法、及び被覆再生ペレット |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2024204841A1 (https=) |
| WO (1) | WO2024204841A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025094875A1 (ja) * | 2023-10-31 | 2025-05-08 | ポリプラスチックス株式会社 | 再生ポリアリーレンスルフィド樹脂組成物の製造方法及び再生ポリアリーレンスルフィド樹脂組成物 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04353524A (ja) * | 1991-05-30 | 1992-12-08 | Dainippon Ink & Chem Inc | 熱可塑性樹脂成形材料およびその製法 |
| JP2004169027A (ja) * | 2002-11-08 | 2004-06-17 | Asahi Kasei Chemicals Corp | 添加剤を含有する熱可塑性樹脂ペレットの製造方法 |
| JP2006022326A (ja) * | 2004-06-09 | 2006-01-26 | Toray Ind Inc | ポリフェニレンスルフィド樹脂組成物の製造方法 |
| JP2016188327A (ja) * | 2015-03-30 | 2016-11-04 | 住友精化株式会社 | 互着防止剤 |
| WO2016185856A1 (ja) * | 2015-05-15 | 2016-11-24 | Dic株式会社 | ポリアリーレンスルフィド分散体及び微粒子、並びにそれらの製造方法 |
| JP2022165484A (ja) * | 2021-04-20 | 2022-11-01 | 東ソー株式会社 | リチウムイオン電池用ガスケット |
| JP2023015622A (ja) * | 2021-07-20 | 2023-02-01 | Dic株式会社 | ポリアリーレンスルフィド系樹脂組成物およびそれを用いた二軸延伸フィルム、積層体、および回路基板 |
-
2024
- 2024-04-01 JP JP2025511729A patent/JPWO2024204841A1/ja active Pending
- 2024-04-01 WO PCT/JP2024/013423 patent/WO2024204841A1/ja not_active Ceased
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04353524A (ja) * | 1991-05-30 | 1992-12-08 | Dainippon Ink & Chem Inc | 熱可塑性樹脂成形材料およびその製法 |
| JP2004169027A (ja) * | 2002-11-08 | 2004-06-17 | Asahi Kasei Chemicals Corp | 添加剤を含有する熱可塑性樹脂ペレットの製造方法 |
| JP2006022326A (ja) * | 2004-06-09 | 2006-01-26 | Toray Ind Inc | ポリフェニレンスルフィド樹脂組成物の製造方法 |
| JP2016188327A (ja) * | 2015-03-30 | 2016-11-04 | 住友精化株式会社 | 互着防止剤 |
| WO2016185856A1 (ja) * | 2015-05-15 | 2016-11-24 | Dic株式会社 | ポリアリーレンスルフィド分散体及び微粒子、並びにそれらの製造方法 |
| JP2022165484A (ja) * | 2021-04-20 | 2022-11-01 | 東ソー株式会社 | リチウムイオン電池用ガスケット |
| JP2023015622A (ja) * | 2021-07-20 | 2023-02-01 | Dic株式会社 | ポリアリーレンスルフィド系樹脂組成物およびそれを用いた二軸延伸フィルム、積層体、および回路基板 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025094875A1 (ja) * | 2023-10-31 | 2025-05-08 | ポリプラスチックス株式会社 | 再生ポリアリーレンスルフィド樹脂組成物の製造方法及び再生ポリアリーレンスルフィド樹脂組成物 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2024204841A1 (https=) | 2024-10-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN114206995B (zh) | 液晶聚酯树脂组合物和成型体 | |
| JP4800366B2 (ja) | 繊維状無機充填材含有樹脂組成物ペレット | |
| KR20230156934A (ko) | 재활용 중합체 조성물 및 이의 방법 | |
| WO2024204841A1 (ja) | 再生ペレットの離型性を向上させる方法、及び被覆再生ペレット | |
| WO2024204840A1 (ja) | 再生ポリアリーレンスルフィド樹脂組成物及びその製造方法 | |
| JP4357930B2 (ja) | 添加剤を含有する熱可塑性樹脂ペレットの製造方法 | |
| US20100207497A1 (en) | Injection-molded article of an organic fiber-reinforced polylactic acid resin | |
| US8883279B2 (en) | Fluid-assisted injection molded articles and process | |
| JP4885185B2 (ja) | プロピレン重合体組成物成形体の製造方法 | |
| JP2004169027A5 (https=) | ||
| CN101842440B (zh) | 液晶性聚酯树脂组合物 | |
| JP4885184B2 (ja) | プロピレン重合体組成物成形体の製造方法 | |
| KR101812367B1 (ko) | 이형성 및 계량성이 우수한 전방향족 액정 폴리에스테르 수지 컴파운드 및 그 제조방법 | |
| KR20140021682A (ko) | 낮은 전단 조건하에 성형 가능한 열가소성 엘라스토머 | |
| WO2023068186A1 (ja) | ポリアリーレンスルフィド組成物及びその製造方法 | |
| WO2025094876A1 (ja) | 被覆再生材及びその製造方法 | |
| JP4424967B2 (ja) | 添加剤を含む熱可塑性樹脂ペレットの製造法 | |
| EP2426173B1 (en) | Wholly aromatic liquid crystal polyester resin compound having improved mould-release properties, and a production method therefor | |
| JP2004168056A5 (https=) | ||
| JP7112797B2 (ja) | 成形機用洗浄剤 | |
| JP7315179B2 (ja) | 成形機用洗浄剤 | |
| JPS63264667A (ja) | 芳香族ポリスルホン樹脂成形材料 | |
| JP4390529B2 (ja) | 添加剤含有熱可塑性樹脂ペレットの製造方法 | |
| US20100189987A1 (en) | Injection-molded article of a pet fiber-reinforced polylactic acid resin and manufacturing method for the same | |
| WO2025094875A1 (ja) | 再生ポリアリーレンスルフィド樹脂組成物の製造方法及び再生ポリアリーレンスルフィド樹脂組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24780933 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2025511729 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 24780933 Country of ref document: EP Kind code of ref document: A1 |