WO2024166780A1 - 織編物および衣料 - Google Patents
織編物および衣料 Download PDFInfo
- Publication number
- WO2024166780A1 WO2024166780A1 PCT/JP2024/003210 JP2024003210W WO2024166780A1 WO 2024166780 A1 WO2024166780 A1 WO 2024166780A1 JP 2024003210 W JP2024003210 W JP 2024003210W WO 2024166780 A1 WO2024166780 A1 WO 2024166780A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- woven
- knitted fabric
- cross
- fiber
- section
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/30—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the fibres or filaments
- D03D15/37—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the fibres or filaments with specific cross-section or surface shape
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/14—Other fabrics or articles characterised primarily by the use of particular thread materials
- D04B1/16—Other fabrics or articles characterised primarily by the use of particular thread materials synthetic threads
Definitions
- the present invention relates to woven and knitted fabrics and clothing that have excellent water diffusion and abrasion resistance.
- Clothing worn in direct contact with the skin such as sportswear and underwear, often involves sweating.
- the woven and knitted fabrics used in such clothing must be able to absorb sweat continuously over a long period of time and quickly evaporate that moisture into the outside air, providing moisture absorption and quick drying properties.
- global warming and the urban heat island effect have made the summer heat even more intense, with the frequency of extremely hot days and tropical nights increasing, so there is an increasing demand for advanced moisture absorption and quick drying properties for such applications.
- the woven and knitted fabrics used in these garments are made from natural fibers such as cotton, and synthetic fibers such as polyester and polyamide, with synthetic fibers being widely used due to their tendency to not retain moisture inside the fibers.
- synthetic fibers such as polyester and polyamide
- simply adding hydrophilic agents does not provide sufficient sweat management, making them unsuitable for use in applications involving heavy sweating, and so various methods have been investigated to improve the absorbent and quick-drying properties.
- Patent Document 1 proposes a polyester fiber that uses fibers with a single yarn cross-sectional shape of a roughly X-shape with four lobes, and has excellent water absorption and quick-drying properties due to the capillary phenomenon in the recesses.
- Patent Document 2 also proposes a knitted fabric with a two-layer structure having a first layer and a second layer, in which the cross-sectional porosity of the raw yarn used in both layers is controlled.
- Patent Document 2 is excellent at reducing sensitivity to cold sweat by quickly transferring moisture from the skin surface (second layer), but the water diffusion itself in the first layer where the water is conducted is insufficient, and there is room for improvement in the moisture absorption and quick drying properties.
- the objective of the present invention is therefore to provide woven and knitted fabrics and clothing that have improved water diffusion through capillary action compared to conventional techniques while also having excellent abrasion resistance.
- the present invention has the following configuration to solve the above problems.
- a woven or knitted fabric comprising a special cross-section fiber having a cross-sectional shape with 3 to 16 recesses on the periphery, the special cross-section fiber satisfying the following formulas (Formula 1) to (Formula 3), and having a water absorption speed (drop method) according to JIS L 1907 of 3 seconds or less.
- h/w1>1.0 (Formula 1) 0.12 ⁇ h/d ⁇ 0.25 (Formula 2) 2.0 ⁇ w3/w2 ⁇ 10.0 (Formula 3) (h is the recess depth, w1 is the maximum recess width, w2 is the recess entrance width, w3 is the protrusion tip width, and d is the diameter of the special cross-section fiber) (2) The woven or knitted fabric according to (1), wherein the special cross-section fiber accounts for 20 to 100% by mass of the woven or knitted fabric.
- the woven and knitted fabric of the present invention contains, as its constituent fibers, special cross-section fibers with specific fine recesses, and due to the capillary phenomenon, has superior water diffusion properties compared to conventional techniques, suppressing stickiness and chill caused by sweating, and providing a woven and knitted fabric with excellent wearability. Furthermore, since it also has excellent abrasion resistance, which was an issue with conventional irregular cross-section yarns, it does not impair the appearance when used for sports, casual wear, and other clothing applications where abrasion occurs, and can be used to produce clothing that can be used for a wide range of purposes.
- FIG. 2 is a schematic diagram for explaining the cross-sectional shape of the special cross-section fiber used in the present invention.
- FIG. 2 is an enlarged schematic diagram for explaining the depth and maximum width of a recess in the cross section of the special cross-section fiber used in the present invention.
- FIG. 2 is a schematic diagram for explaining the depth of a recess in the cross section of the special cross-section fiber used in the present invention.
- FIG. 2 is an enlarged schematic diagram for explaining the width of the inlet of a recess and the width of the tip of a protrusion in the cross section of the special cross-section fiber used in the present invention.
- FIG. 2 is a schematic diagram of the cross-sectional structure of a core-sheath composite fiber according to Example 1.
- FIG. 4 is a schematic diagram of the cross-sectional structure of a core-sheath composite fiber according to Example 3.
- FIG. 1 is a schematic diagram of a cross-sectional structure of a core-sheath composite fiber
- the woven and knitted fabric of the present invention has a water absorption speed (drop method) of 3 seconds or less as described in JIS L 1907.
- the water absorption of woven and knitted fabrics using synthetic fibers can be effectively increased by applying hydrophilic processing, and furthermore, by using a special cross-section fiber having multiple recesses on the periphery described later, water quickly penetrates the recesses, improving the water absorption speed.
- the water diffusion can be dramatically increased by capillary action, and water absorption and quick drying can be improved.
- hydrophilic processing is not applied, for example, when a special cross-section fiber described later is obtained from hydrophobic polyethylene terephthalate, the recesses do not absorb water effectively, and the capillary action does not work, so water diffusion is not improved.
- the water absorption speed is 3 seconds or less, when applied to sports clothing, etc., which requires sweat management during sweating, it is possible to quickly absorb sweat on the skin surface and reduce stickiness and cold sweat.
- the water absorption speed is preferably 2 seconds or less.
- hydrophilic processing is a method of attaching a hydrophilic agent to the woven or knitted fabric during the dyeing and finishing process of the woven or knitted fabric.
- hydrophilic agent there are no particular limitations on the hydrophilic agent, and commercially available hydrophilic agents can be used as appropriate, but polyurethane resins, polyester resins, and polyamide resins having hydrophilic groups such as hydroxyl groups are preferred in terms of the balance between the stability of water absorption performance and the texture.
- examples of the hydrophilic processing method include the bath exhaust method, in which a hydrophilic agent is dispersed in a bath together with the dye in the dyeing and finishing process of the woven or knitted fabric, and a padding process, in which the fabric is impregnated in a resin processing solution containing a hydrophilic agent during the finishing process, uniformly attached with a mangle, and then dried and subjected to a curing heat treatment, but are not particularly limited thereto.
- a suitable hydrophilic agent used in the bath exhaust method is the polyester water absorption processing agent TO-SR-1R manufactured by Takamatsu Yushi Co., Ltd.
- hydrophilic processing it is preferable to add 1 to 10% by mass of the hydrophilic agent to the total mass of the woven or knitted fabric.
- the amount of hydrophilic agent added is 1% by mass or more, water absorption is effectively achieved, and the capillary effect caused by the recesses in the special cross-section fibers further promotes water diffusion.
- the amount of hydrophilic agent added is 10% by mass or less, dye fastness can be improved.
- the woven or knitted fabric of the present invention contains, as a constituent fiber, a special cross-section fiber having a cross-sectional shape with a plurality of recesses on the periphery.
- the special cross-section fiber is a fiber having a modified cross-sectional shape with a plurality of recesses 1 formed on the periphery, as exemplified in Figure 1.
- the space between the recesses is referred to as a protrusion 2.
- the recess depth (h) 3, the maximum recess width (w1) 4, and the diameter (d) of the special cross-section fiber satisfy the following formulas. h/w1>1.0 (Formula 1) 0.12 ⁇ h/d ⁇ 0.25 (Formula 2).
- the special cross-section fiber has tiny recesses on the outer periphery of the fiber that are much smaller than the droplets of sweat that form when sweating occurs, and these recesses are continuous in the longitudinal direction of the fiber, allowing the absorbed droplets to be widely diffused by capillary action.
- the shape is explained in detail below.
- the recess depth (h) 3, the maximum recess width (w1) 4, and the diameter (d) of the special cross-section fiber satisfy formula 1, which is the first requirement.
- the ratio (h/w1) of the recess depth (h) 3 to the maximum recess width (w1) 4 exceeds 1.0, the recess forms a shape that is long in the depth direction. From the viewpoint of water diffusion by capillary action, when the width of the recess is narrower, the capillary action is promoted, and when the depth of the recess is deeper, the volume of the recess that takes in water can be secured, and the diffusibility is further improved.
- h/w1 When h/w1 is 1.0 or less, the width of the recess is wider than necessary, the capillary effect is insufficient, and the diffusibility is reduced. Or, the depth of the recess is shallow, and the volume of water that can be conducted cannot be sufficiently taken in the recess.
- h/w1 is preferably a value exceeding 1.2, which further promotes the capillary action and further improves the diffusibility.
- the upper limit of h/w1 is 3.0 or less.
- the recess width is in an appropriate range relative to the dispersion diameter of the hydrophilic agent polymer, and the permeability of the hydrophilic agent into the recesses is good, which is preferable.
- the cross-section formability of the special cross-section fiber is also good, which is preferable.
- the ratio (h/d) of the groove depth (h) 3 to the diameter (d) of the special cross-section fiber must be 0.12 or more and 0.25 or less. If h/d is less than 0.12, the recess depth is insufficient relative to the diameter of the special cross-section fiber, and the volume of water that can be conducted cannot be secured, resulting in insufficient capillary effect and insufficient diffusibility. From the viewpoint of water diffusibility due to the capillary effect, the larger this value is, the better, but since the above-mentioned special cross-section fiber has multiple recesses, there will be protrusions sandwiched between the recesses.
- the upper limit of h/d is set to 0.25 or less. h/d is preferably 0.14 or more and 0.20 or less.
- the ratio (w1/w2) of the maximum recess width (w1) 4 to the recess inlet width (w2) 9 exceeds 1.00.
- Exceeding 1.00 means that the special cross-section fiber of the present invention forms a special groove in which the recess inlet is narrow and the recess is wider in the depth direction.
- the convex portion has a roughly fan-shaped shape with the wider tip of the convex portion, so that the area of the tip of the convex portion that receives external stress such as abrasion is increased, and the force is dispersed, thereby further suppressing wear and peeling of the convex portion.
- the ratio is 3.00 or less.
- the maximum recess width (w1) 4, recess depth (h) 3, diameter (d) of the special cross-section fiber, and recess inlet width (w2) 9 are determined as follows. That is, the maximum recess width (w1) 4 is the maximum length perpendicular to the center line of the recess in the fiber cross section perpendicular to the fiber axis, measured along the center line from the outer periphery toward the center of the fiber (4 in Figure 2).
- the recess depth (h) 3 means the distance between the intersection points of the recess center line with the convex circumscribing circle and the concave inscribing circle (3 in Figure 2).
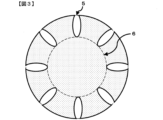
- the circumscribing circle here means the true circle that circumscribes the tip of the convex most often at two or more points in the cross section of the special cross-section fiber, i.e., the convex circumscribing circle (5 in Figure 3), and the inscribing circle means the true circle that inscribes the tip (bottom) of the concave most often at two or more points, i.e., the concave inscribing circle (6 in Figure 3).
- the diameter (d) of the special cross-section fiber means the diameter of the circumscribing circle of the convex part of this special cross-section fiber.
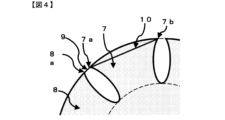
- the recess entrance width (w2) 9 is the distance (9 in Figure 4) between the circumscribing circle of the convex portion (5 in Figure 3) and the point corresponding to the contact point between the protrusions (7a, 8a in Figure 4) of two adjacent convex portions (7, 8 in Figure 4).
- the number of recesses 1 is 3 or more and 16 or less. If there are fewer than three recesses relative to the outer circumference of the fiber, the volume of the recesses that conducts water cannot be sufficiently secured, the capillary effect is not effectively expressed, and diffusibility decreases. Furthermore, if there are more than 16 recesses, the protrusions are more likely to crack or peel due to external stress such as abrasion, and wear resistance decreases.
- the number of recesses is preferably 3 or more and 10 or less.
- polymers constituting the special cross-section fibers include melt-moldable polymers and copolymers thereof, such as polyethylene terephthalate, polyethylene naphthalate, polybutylene terephthalate, polytrimethylene terephthalate, polypropylene, polyolefin, polycarbonate, polyacrylate, polyamide, polylactic acid, thermoplastic polyurethane, and polyphenylene sulfide.
- polyethylene terephthalate and polyamide are preferred from the viewpoint of quick drying and cross-section formability.
- the melting point of the polymer is 165°C or higher, since this has good heat resistance.
- the polymer may contain various additives, such as inorganic substances such as titanium oxide, silica, and barium oxide, colorants such as carbon black, dyes, and pigments, flame retardants, fluorescent brighteners, antioxidants, and ultraviolet absorbers.
- the core-sheath composite fiber in the present invention is a fiber composed of two types of polymers, and the cross section of the core component has the cross-sectional shape of the special cross-section fiber described above.
- the fiber is basically subjected to a dissolution treatment of the sheath component to obtain the core component, i.e., the special cross-section fiber.
- the area ratio of the core component in the cross section of the fiber is 50% to 90%.
- the gap between the fibers is appropriate, and it is possible to use it without the need to mix it with other fibers.
- the area ratio of the sheath component is 70% to 90%, and particularly preferably 80% to 90%. It is also possible to make the area ratio of the core component exceed 90%, but the upper limit of the ratio is preferably 90%, as the range in which the sheath component can essentially stably form a recess.
- the width of the recessed portion and the width of the protruding portion are such that the width (w3) of the tip of the protruding portion 10 and the width (w2) of the entrance of the recessed portion 9 satisfy the following formula 3. 2.0 ⁇ w3/w2 ⁇ 10.0 (Formula 3).
- the dissolution of the sheath component in the core-sheath composite fiber described above is generally performed using a liquid flow dyeing machine or the like, and in the processing process, the fiber is repeatedly subjected to complex deformation.
- the convex parts formed on the outermost layer of the fiber are repeatedly subjected to complex deformation, and if the mechanical durability against this, i.e., abrasion resistance, is low, the convex parts will easily peel off.
- the fiber becomes fuzzed, and the texture of the fiber product will deteriorate and the appearance will change when it is made into a textile product.
- the shape of the concave part cannot be maintained, and the effect of improving the diffusion due to the capillary effect cannot be obtained.
- this abrasion resistance is caused by the large range of movement of the convex part, and depends on the relationship between the width of the tip of the convex part and the width of the concave part, i.e., formula 3. If the value of w3/w2 is less than 2.0, the convex part after dissolution cannot exist independently, and the concave part will be blocked, etc., so the capillary effect dependent on the concave part shape will be insufficient and the diffusion will decrease. On the other hand, the larger the value of w3/w2, the better the abrasion resistance, but this leads to a decrease in the cross-sectional formability of the concave part, so the upper limit is set to 10.0 or less.
- the value of w3/w2 is preferably 3.0 or more and 9.0 or less.
- the width (w3) 10 of the tip of the convex portion referred to here is calculated as follows. That is, the width (w3) 10 of the tip of the convex portion is the distance (10 in Fig. 4) between the circumscribed circle of the convex portion (5 in Fig. 3) and the point of contact of the protrusion of the convex portion 7 (7a, 7b in Fig. 4).
- the special cross-section fiber used in the woven or knitted fabric of the present invention exerts its functionality due to the special recessed shape as described above, and maintaining this recessed shape is necessary to maintain abrasion resistance. For this reason, it is preferable to use a core-sheath composite fiber as the raw yarn, because even if the yarn cross-section is subjected to strong deformation during yarn processing steps such as the twisting process and false twisting process, the desired recessed shape can be obtained by subsequent dissolution.
- the cross-sectional shape of core-sheath composite fibers can be a perfect circle, as well as a flat cross section with a ratio of the short axis to the long axis (flatness) of greater than 1.0, as well as polygonal cross sections such as triangles, rectangles, hexagons, and octagons, daruma cross sections with uneven parts in some places, Y-shaped cross sections, star-shaped cross sections, and many other cross-sectional shapes.
- the special cross-section fiber used in the present invention can be obtained by spinning a core-sheath composite fiber using two types of polymers, in which the special cross-section fiber component (core component) and the easily soluble component (sheath component) are arranged so that a recess can be formed, knitting and weaving, and then dissolving the sheath component by a dissolution treatment to leave the core component.
- core component special cross-section fiber component
- sheath component easily soluble component
- dissolution treatment to leave the core component.
- composite spinning by melt spinning is preferred from the viewpoint of increasing productivity.
- examples of the core and sheath components include melt-moldable polymers and copolymers thereof, such as polyethylene terephthalate, polyethylene naphthalate, polybutylene terephthalate, polytrimethylene terephthalate, polypropylene, polyolefin, polycarbonate, polyacrylate, polyamide, polylactic acid, thermoplastic polyurethane, and polyphenylene sulfide.
- the polymer may also contain various additives, such as inorganic substances such as titanium oxide, silica, and barium oxide, colorants such as carbon black, dyes, and pigments, flame retardants, fluorescent brighteners, antioxidants, and ultraviolet absorbers.
- biopolymers or recycled polymers derived from plants in the present invention can be recycled polymers that have been recycled using any of the methods of chemical recycling, material recycling, and thermal recycling.
- the characteristics of the present invention can also be accentuated when using biopolymers or recycled polymers, and they can be preferably used in the present invention.
- the easily soluble components that are the sheath components are eluted.
- the sheath components can be removed by immersing the fiber in a solvent in which the easily soluble components can be dissolved.
- the easily soluble components are copolymerized polyethylene terephthalate in which 5-sodium sulfoisophthalic acid or polyethylene glycol is copolymerized, or polylactic acid
- an alkaline aqueous solution such as an aqueous sodium hydroxide solution can be used.
- the core-sheath composite fiber or a fiber structure made of the core-sheath composite fiber can be made and then immersed in an alkaline aqueous solution.
- the core component is difficult to dissolve in the solvent used to dissolve the sheath component, and the sheath component is easy to dissolve. It is preferable to select the core component according to the application, and then select the sheath component from the above-mentioned polymers in consideration of the solvent that can be used from the core component.
- the dissolution rate ratio is preferably 10 times or more, and it is recommended to select polymers in the range up to 3000 times. More preferably, it is 100 times or more, and even more preferably, it is 1000 times or more.
- the sheath component it is preferable to select from polymers that are melt-formable and more easily soluble than other components, such as polyesters and their copolymers, polylactic acid, polyamide, polystyrene and its copolymers, polyethylene, and polyvinyl alcohol.
- polyesters polylactic acid, polyvinyl alcohol, etc. that are easily soluble in aqueous solvents or hot water are preferable, and in particular, polyesters and polylactic acids copolymerized with polyethylene glycol and sodium sulfoisophthalic acid alone or in combination are preferable from the viewpoint of ease of handling and easy dissolution in low-concentration aqueous solvents.
- polyesters copolymerized with 3 mol% to 20 mol% of polylactic acid, 5-sodium sulfoisophthalic acid, and polyesters copolymerized with 5% to 15% by mass of polyethylene glycol having a mass average molecular weight of 500 to 3000 in addition to the aforementioned 5-sodium sulfoisophthalic acid are particularly preferred.
- the aforementioned 5-sodium sulfoisophthalic acid alone and polyesters copolymerized with 5-sodium sulfoisophthalic acid and polyethylene glycol exhibit easy solubility in aqueous solvents such as alkaline aqueous solutions while maintaining crystallinity, and are therefore suitable from the standpoint of passability through advanced processing, such as in false twist processing where friction is applied under heating, without fusion between the composite fibers.
- the special cross-section fiber used in the present invention is preferably composed of a multifilament yarn. If it is made into a spun yarn, the recesses formed on the outer periphery of the special cross-section fiber are divided in the longitudinal direction of the fiber, and therefore the capillary effect is not sufficiently obtained.
- the multifilament yarn can take the form of a drawn yarn, an air-processed yarn, a false twisted yarn, a twisted yarn, a covering yarn, etc.
- the total fineness of the special cross-section fiber used in the present invention is preferably in the range of 30 to 200 dtex. If the total fineness is less than 30 dtex, the yarn strength is low, and when applied to sportswear, etc., the required tear strength, burst strength, etc. are insufficient. Furthermore, if the total fineness is more than 200 dtex, the basis weight becomes large and it becomes unsuitable for the same application. A more preferable range is 30 to 100 dtex, and an especially preferable range is 30 to 90 dtex.
- the fineness of the single fibers that make up the special cross-section fiber is preferably 0.5 to 5.5 dtex, and more preferably 0.5 to 4.5 dtex. If the single yarn fineness is less than 0.5 dtex, the physical properties such as snags and pilling will deteriorate. If the single yarn fineness is more than 5.5 dtex, the texture will tend to be rough and hard.
- the fibers other than the special cross-section fibers when fibers other than the special cross-section fibers are used together with the special cross-section fibers, the fibers other than the special cross-section fibers may be spun yarns or multifilament yarns, but when applied to sportswear, etc., it is preferable that the fibers be in the multifilament form from the viewpoint of physical properties.
- Fibers other than the special cross-section fibers may be natural fibers such as cotton, silk, or animal fibers (wool); synthetic fibers such as polyester, polyamide, or polyurethane; semi-synthetic fibers such as acetate; or regenerated cellulose fibers.
- polyester and polyamide synthetic fibers are preferred from the viewpoint of water absorption and quick drying.
- the polymer may also contain various additives such as inorganic substances such as titanium oxide, silica, or barium oxide; colorants such as carbon black, dyes, or pigments; flame retardants, fluorescent brighteners, antioxidants, or ultraviolet absorbers.
- the cotton count can be set to a range of 10 or more. Furthermore, the preferred range for clothing use is 20 or more and 170 or less.
- the total fineness is preferably in the range of 30 to 300 dtex. Furthermore, the preferred range for clothing is 30 to 200 dtex.
- the single-fiber fineness of the fibers other than the special cross-section fibers is preferably 0.5 to 5.5 dtex, and more preferably 0.5 to 4.5 dtex. If the single-fiber fineness is less than 0.5 dtex, physical properties such as snags and pilling will deteriorate. If the single-fiber fineness is more than 5.5 dtex, the texture will be rough and hard.
- the cross-sectional shapes of fibers other than special cross-sectional fibers include, in addition to a perfect circle, a flat cross-section with a ratio of the short axis to the long axis (flattening ratio) of greater than 1.0, and a flat multi-lobed cross-section that is flat and has irregularities.
- a flat octo-lobed cross-section is a cross-section that is flat and has eight recesses in the cross-sectional shape of the fiber.
- cross-sectional shapes such as polygonal cross-sections such as triangles, squares, hexagons, and octagons, daruma cross-sections with irregularities in some areas, Y-shaped cross-sections, and star-shaped cross-sections.
- Woven and knitted fabrics containing the special cross-section fibers of the present invention can be woven and knitted using conventional methods.
- the proportion of the special cross-section fibers in the woven or knitted fabric is preferably 20 to 100% by mass, and more preferably 30 to 100% by mass. If the proportion of the special cross-section fibers is 20% by mass or more, the capillary effect of the special cross-section fibers will be sufficient, and diffusion will be further promoted.
- the special cross-section fiber when the woven or knitted fabric containing the special cross-section fiber is a woven fabric, the special cross-section fiber may be used in either the warp or weft of the woven fabric, or may be used in both.
- the weave is not particularly limited, and examples thereof include plain weave, twill weave, satin weave, variegated plain weave, variegated twill weave, variegated satin weave, variegated weave, patterned weave, one-sided overlap weave, double weave, multiple weave, warp pile weave, weft pile weave, and twill weave.
- the woven or knitted fabric when used for textile clothing applications that directly contact the skin, such as woven business shirts, it is preferable to select a weave such as a twill weave in which the exposure rates of the warp and weft threads are different on the skin side (back side) and the front side, and in which the special cross-section fiber is more exposed on the front side.
- a weave such as a twill weave in which the exposure rates of the warp and weft threads are different on the skin side (back side) and the front side, and in which the special cross-section fiber is more exposed on the front side.
- a weave such as a twill weave in which the exposure rates of the warp and weft threads are different on the skin side (back side) and the front side
- the special cross-section fiber is more exposed on the front side.
- the knitting structure is not particularly limited, and may be, for example, any of circular knitting, weft knitting, and warp knitting (including tricot knitting and raschel knitting), and specific examples include pile knitting, flat knitting, jersey knitting, rib knitting, smooth knitting (double-sided knitting), elastic knitting, pearl knitting, denbigh knitting, cord knitting, atlas knitting, chain knitting, and insertion knitting.
- this woven or knitted fabric when used for knitted clothing applications that directly contact the skin surface, such as sports T-shirts, it is preferable to use a structure in which different fibers are exposed on the front and back surfaces of the knitted fabric, such as an inlay structure, and to arrange the special cross-section fiber on the front surface side.
- this knitting structure as detailed in the above preferred weaving structure, when water is absorbed from the skin surface, the water is guided to the surface where the special cross-section fiber is arranged by capillary action, reducing stickiness on the skin surface.
- the woven or knitted fabric of the present invention is subjected to hydrophilic processing, but if necessary, various processing to impart functions such as antistatic, flame retardant, moisture absorbing, antistatic, antibacterial, softening, resin coating, film lamination, and other known post-processing can also be used in combination.
- the woven or knitted fabric of the present invention preferably has a diffusion area of 18 cm2 or more, more preferably 20 cm2 or more, when 0.1 ml of distilled water is absorbed.
- the larger the diffusion area the larger the contact area between water and dry air when a certain amount of water is absorbed, which contributes to improving water absorption and quick drying.
- the method for evaluating the diffusion area will be described in detail later in the Examples.
- the woven or knitted fabric of the present invention preferably has a diffusible residual moisture content of 30% or less 30 minutes after 0.3 ml of distilled water is dropped onto it.
- the diffusible residual moisture content indicates the percentage of moisture remaining over time when a certain amount of water is absorbed, and within this range, the drying speed is good.
- the woven or knitted fabric of the present invention can effectively reduce the sticky feeling and chill caused by clothing getting wet due to sweating. Details of the method for evaluating the diffusible residual moisture content will be described later in the Examples.
- the woven or knitted fabric of the present invention preferably exhibits a degree of discoloration after a frosting test under wet conditions of grade 4 or higher.
- the frosting test is a type of friction test, and abrasion resistance is evaluated based on the discoloration of the woven or knitted fabric before and after the test. If the degree of discoloration is within this range, the change in appearance of the clothing when used for clothing purposes is minor, and clothing with excellent abrasion resistance can be provided. Details of the method for evaluating discoloration after a frosting test will be described later in the Examples.
- the woven or knitted fabric of the present invention has a water absorption speed of 5 seconds or less on the friction surface after the frosting test under the above-mentioned wet conditions. If the abrasion resistance is insufficient and the fibers are worn or peeled off due to rubbing, the peeled surface to which the hydrophilic agent is not attached will be exposed, and water absorption may decrease. If the speed is within this range, the decrease in water absorption will be very slight even when the fabric is used in clothing applications where rubbing is applied, and sweat management properties can be maintained.
- the woven or knitted fabric of the present invention can be used as a woven or knitted fabric for clothing in various types of clothing. In particular, it can be used extremely comfortably in applications that require sweat management performance when sweating, such as sports and outdoor applications in the spring and summer seasons and clothing that comes into direct contact with the skin.
- the woven or knitted fabric of the present invention will be specifically described below with reference to examples. The following evaluations were carried out for the examples and comparative examples.
- Cross-sectional parameters of special cross-section fiber A woven or knitted fabric using a core-sheath composite fiber was subjected to weight reduction treatment in a sodium hydroxide aqueous solution with a concentration of 10 g/L at 90°C for 30 minutes at a bath ratio of 1:30 to obtain a woven or knitted fabric containing a special cross-section fiber from which only the sheath portion was dissolved.
- a part of the woven or knitted fabric was cut perpendicular to the fiber axis direction so that the cross-sectional shape of the special cross-section fiber could be observed, and the special cross-section fiber was extracted using a scanning electron microscope (SEM) manufactured by Hitachi High-Technologies Corporation, and the recess depth (h), maximum recess width (w1), recess entrance width (w2), convex tip width (w3), and fiber diameter (d) were measured using image processing software (ImageJ). The same operation was performed for five special cross-section fibers, and the average values were taken as the respective values. Note that these values were calculated to the second decimal place in ⁇ m units and rounded off to the nearest decimal place.
- D. Diffusion area A woven or knitted fabric sample cut to 10 cm length and 10 cm width is conditioned under a temperature of 20° C. and 65% RH environment. Next, under the same environment, 0.1 mL of distilled water is dropped with a syringe onto the center of a 10 cm ⁇ 10 cm water-resistant flat film (cut from a clear holder manufactured by Kokuyo Co., Ltd.). The conditioned woven or knitted fabric sample is gently stacked with the back side facing down and left to stand for 3 minutes. Then, the diffusion area of the surface of the distilled water is measured using a planimeter (Tamaya Measurement System Co., Ltd.). This is repeated five times, and the simple average value is rounded off to the nearest tenth to obtain the diffusion area.
- a woven/knitted fabric sample cut to 20 cm length and 20 cm width is conditioned for 24 hours, and the mass of the sample before water absorption is measured.
- the woven/knitted fabric sample is placed on an embroidery frame with a diameter of 10 cm and a height of 1 cm so that the back side faces up, and 0.3 mL of distilled water is dropped from above the sample to the center with a syringe. When the water droplets are completely absorbed by the sample, the mass of the sample is measured immediately.
- Diffusible residual moisture rate (%) ((sample mass after 30 minutes) ⁇ (sample mass before water absorption)) ⁇ 100/((sample mass immediately after water absorption) ⁇ (sample mass before water absorption)).
- the test method was an appearance retention type tester described in JIS L 1076 "Pilling test method for woven and knitted fabrics", with the upper holder bottom area set to about 13 cm2 , the number of frictions set to 90 rpm, and the pressing load set to 7.36 N.
- the woven/knitted fabric sample was fixed on the upper holder and the lower friction plate, and the woven/knitted fabric attached to the upper holder was wetted with distilled water and then subjected to a friction test for 10 minutes. After the test, the degree of discoloration of the woven/knitted fabric sample attached to the upper holder was graded using a gray scale for discoloration.
- Example 1 (Production of core-sheath composite fibers)
- polymer A polyethylene terephthalate (PET, melt viscosity: 130 Pa s, melting point: 254° C.) was prepared
- polymer B polyethylene terephthalate copolymerized with 8 mol % of 5-sodium sulfoisophthalic acid and 9 mass % of polyethylene glycol having a molecular weight of 1,000 relative to the total mass (copolymerized PET, melt viscosity: 45 Pa s, melting point: 233° C.) was prepared.
- polymer A/polymer B were weighed out to a mass ratio of 80/20 and poured into a spinning pack equipped with a composite spinneret.
- the polymers were discharged from the discharge hole so that the core component a1, which is made of a poorly soluble component, is completely coated with the sheath component b1, which is made of a readily soluble component, and a composite structure with three recesses was formed, as shown in Figure 5.
- the obtained semi-drawn yarn of core-sheath composite fiber was false-twisted using a three-axis friction disk type draw-friction false-twisting device with a contact hot plate at a processing temperature of 150°C, a processing speed of 300 m/min, a draw ratio of 2.33 times, and a D/Y ratio of 2.30 to produce a false-twisted yarn of core-sheath composite fiber of 90 dtex-36 filaments.
- the resulting core-sheath composite fiber false twist textured yarn was knitted in a plain weave on a 28G single circular knitting machine.
- the resulting circular knitted fabric was refined with sodium carbonate and a surfactant, and then reduced in a 10 g/L sodium hydroxide aqueous solution at 90°C for 30 minutes at a bath ratio of 1:30 to dissolve only the sheath portion to obtain a special cross-section fiber.
- 3% by mass of a hydrophilic agent (Takamatsu Yushi Co., Ltd., water absorption processing agent TO-SR-1R) was added to the circular knitted fabric, which was dyed by a normal dyeing method and finished and set at 170°C with a pin tenter to obtain a circular knitted fabric.
- a hydrophilic agent Teakamatsu Yushi Co., Ltd., water absorption processing agent TO-SR-1R
- Example 2 The core-sheath composite fiber obtained in Example 1 (false twisted yarn of 90 dtex-36 filaments) was used as the face yarn, and the normal circular cross section PET false twisted yarn of 84 dtex-36 filaments was used as the back yarn, and knitted in an inlay structure on a 28G single circular knitting machine. Then, the same dyeing and finishing process as in Example 1 was carried out to obtain a circular knitted fabric. The proportion of the special cross section fiber in the obtained circular knitted fabric was 63% by mass.
- Example 3 (Production of core-sheath composite fibers)
- nylon 6 N6
- polyethylene terephthalate copolymerized PET, melt viscosity: 45 Pa s, melting point: 233° C. copolymerized with 8 mol % of 5-sodium sulfoisophthalic acid and 9 mass % of polyethylene glycol having a molecular weight of 1,000 relative to the total mass was prepared.
- polymer A/polymer B were weighed out to a mass ratio of 80/20 and poured into a spinning pack equipped with a composite spinneret.
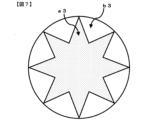
- the polymers were discharged from the discharge hole so that a composite structure was formed in which the core component a2, which is made of a poorly soluble component, is completely coated with the sheath component b2, which is made of a readily soluble component, and which has eight recesses, as shown in Figure 6.
- the obtained semi-drawn yarn of core-sheath composite fiber was false-twisted using a three-axis friction disk type draw-friction false-twisting device with a contact hot plate at a processing temperature of 160°C, a processing speed of 300 m/min, a draw ratio of 1.18 times, and a D/Y ratio of 1.98 to produce a false-twisted yarn of core-sheath composite fiber of 56 dtex-36 filaments.
- Example 4 The core-sheath composite fiber obtained in Example 3 (false twisted yarn of 56 dtex-36 filaments) was used as the face yarn, and the false twisted yarn of normal circular cross section N6 of 56 dtex-36 filaments was used as the back yarn, and the two-ply yarn was knitted in an inlay structure on a 28G single circular knitting machine. Then, the same dyeing and finishing process as in Example 1 was carried out to obtain a circular knitted fabric. The proportion of the special cross section fiber in the obtained circular knitted fabric was 61% by mass.
- Example 5 The false twisted yarn (90 dtex-36 filament) of the core-sheath composite fiber obtained in Example 1 was used as the weft yarn, and a false twisted yarn of normal round cross section PET of 84 dtex-36 filament was used as the warp yarn, and the fabric was woven in a 1/3 twill weave. Thereafter, the fabric was dyed and finished in the same manner as in Example 1 to obtain a woven fabric. The proportion of the special cross section fiber in the obtained woven fabric was 52% by mass.
- Example 6 The false twisted yarn (90 dtex-36 filament) of the core-sheath composite fiber used in Example 1 and the false twisted yarn of normal circular cross section PET of 110 dtex-36 filament were used, and a 1 ⁇ 3 plain weave was knitted in which one false twisted yarn of the core-sheath composite fiber was fed and then three false twisted yarns of normal circular cross section PET were fed on a 28G single circular knitting machine. Thereafter, the same dyeing and finishing process as in Example 1 was carried out to obtain a circular knitted fabric. The proportion of the special cross section fiber in the obtained circular knitted fabric was 18% by mass.
- Example 7 A sheath-core composite fiber (false twist textured yarn of 90 dtex-72 filaments) was produced in the same manner as in Example 1, except that the number of filaments in the sheath-core composite fiber was 72 filaments, and a circular knitted fabric was obtained in the same manner as in Example 2, except that the sheath-core composite fiber (false twist textured yarn of 90 dtex-72 filaments) was used instead of the sheath-core composite fiber (false twist textured yarn of 90 dtex-36 filaments) of Example 2. The proportion of special cross-section fibers in the obtained circular knitted fabric was 63% by mass.
- Example 1 The false twisted yarn (90 dtex-36 filaments) of the core-sheath composite fiber used in Example 1 was replaced with a normal circular cross section PET false twisted yarn of 84 dtex-36 filaments, and a plain weave circular knitted fabric was knitted by the method described in Example 1.
- the obtained circular knitted fabric was refined with sodium carbonate and a surfactant, and then a hydrophilic agent (Takamatsu Yushi Co., Ltd., water absorption processing agent TO-SR-1R) was added in an amount of 3 mass% based on the circular knitted fabric, dyed by a normal dyeing method, and finish-set at 170°C using a pin tenter to obtain a circular knitted fabric.
- a hydrophilic agent Teakamatsu Yushi Co., Ltd., water absorption processing agent TO-SR-1R
- Example 2 The false twisted yarn (90 dtex-36 filaments) of the core-sheath composite fiber used in Example 1 was replaced with a PET false twisted yarn of 84 dtex-36 filaments with a flattened 8-lobe cross section (flatness of 1.8), and a plain knitted circular fabric was knitted by the method described in Example 1. The other conditions were the same as in Comparative Example 1, and a circular knitted fabric was obtained.
- Example 3 For the semi-drawn yarn of the sheath-core composite fiber of Example 1 (210 dtex-36 filaments, 3 recesses), a composite spinneret was constructed so as to have 18 recesses, and then false twisting was performed under the same conditions as in Example 1 to produce a false twist textured yarn (18 recesses) of a sheath-core composite fiber of 90 dtex-36 filaments. Using this, a circular knitted fabric with a plain stitch structure was knitted by the method described in Example 1, and the other conditions were the same as in Example 1 to obtain a circular knitted fabric.
- the obtained semi-drawn yarn of core-sheath composite fiber was false-twisted using a three-axis friction disk type stretch-friction false-twist processing device with a contact hot plate at a processing temperature of 160°C, a processing speed of 300 m/min, a draw ratio of 1.18 times, and a D/Y ratio of 1.98 to produce a false-twisted yarn of core-sheath composite fiber of 56 dtex-36 filaments.
- the resulting core-sheath composite fiber false twist textured yarn was knitted in a plain weave with two-ply yarns on a 28G single circular knitting machine.
- the resulting circular knit fabric was refined with sodium carbonate and a surfactant, and then reduced in a 10 g/L sodium hydroxide aqueous solution at 90°C for 60 minutes at a bath ratio of 1:30, to dissolve only the sheath portion and obtain a fiber with a roughly star-shaped polygonal cross section having eight convex portions.
- a hydrophilic agent (Takamatsu Yushi Co., Ltd., water absorption processing agent TO-SR-1R) was added to the circular knit fabric, which was dyed by a normal dyeing method and finished and set at 170°C with a pin tenter to obtain a circular knit fabric.
- Example 5 The core-sheath composite fiber (false twist textured yarn of 90 dtex-36 filaments) obtained in Example 1 was knitted in a plain weave on a 28G single circular knitting machine.
- the obtained circular knitted fabric was refined with sodium carbonate and a surfactant, and then reduced in weight in a 10 g/L sodium hydroxide aqueous solution at 90°C for 30 minutes in a bath ratio of 1:30, and only the sheath portion was eluted to obtain a special cross-section fiber.
- the fabric was dyed by a normal dyeing method without adding a hydrophilic agent, and finished and set at 170°C in a pin tenter to obtain a circular knitted fabric.
- Example 6 In the production of the sheath-core composite fiber of Example 3, the spinneret shape was adjusted to obtain a sheath-core composite fiber (false twist textured yarn of 56 dtex-36 filaments) having a cross-sectional shape different from that of Example 3. The above sheath-core composite fiber was then knitted in a plain stitch structure with two-ply yarns on a 28G single circular knitting machine. The same dyeing and finishing process as in Example 1 was then carried out to obtain a circular knitted fabric.
- Example 7 For the semi-drawn yarn of the sheath-core composite fiber of Example 1 (210 dtex-36 filaments, 3 recesses), a composite spinneret was constructed so as to have two recesses, and then false twisting was performed under the same conditions as in Example 1 to produce a false twist textured yarn (2 recesses) of a sheath-core composite fiber of 90 dtex-36 filaments. Using this, a circular knitted fabric with a plain stitch structure was knitted by the method described in Example 1, and the other conditions were the same as in Example 1, to obtain a circular knitted fabric.
- Tables 1 and 2 show the characteristic values of Examples 1 to 7 and Comparative Examples 1 to 7.
- the special cross-section fibers have concave portions, which results in high water diffusion (diffusion area) and fast drying speed.
- discoloration after the frosting test was grade 4 or higher, with almost no change in appearance.
- the results of the wearing comfort evaluation showed that the high water absorption and quick drying properties of the special cross-section fibers reduced the sticky feeling when used in clothing applications, resulting in a comfortable wearing experience.
- Comparative Examples 1 and 2 the fibers used in the woven and knitted fabrics were round in cross section or flattened with eight lobes, resulting in insufficient water diffusion due to capillary action.
- Comparative examples 3 to 7 are woven and knitted fabrics using cross-sectional fibers with recesses. Comparative example 3 had excellent water absorption and quick drying properties due to the recesses, but the number of recesses was 18, and the cross-sectional structure did not ensure sufficient width at the tip of the protrusions. Therefore, the ratio (w3/w2) of the tip width (w3) of the protrusions to the inlet width (w2) of the recesses was less than 2.0, and after the frosting test, the protrusions peeled off, causing discoloration of grades 2-3 and a severe change in appearance.
- Comparative example 4 had an approximately star-shaped polygonal cross section, which improved water diffusibility compared to the woven and knitted fabric using round cross-sectional PET in comparative example 1, but the ratio (h/w1) of the recess depth (h) to the maximum recess width (w1) was 1.0 or less, and the wide recess width prevented effective capillary action, resulting in low water diffusibility, making it inferior to examples 1 to 7. Furthermore, because the tips of the protrusions are acutely shaped and very susceptible to wear and peeling, the protrusions peeled off after the frosting test, and discoloration was grade 1-2, a severe change in appearance, just like in Comparative Example 3.
- Comparative Example 5 uses special cross-section fibers, but is a circular knit fabric that does not contain a hydrophilic agent and has a low water absorption rate, so water penetration into the recesses is insufficient, the capillary effect is not expressed, and water diffusibility is low.
- Comparative Example 6 has a ratio (h/d) of the recess depth (h) to the diameter (d) of the special cross-section fiber that exceeds 0.25, and after the frosting test, the protrusions peeled off, showing discoloration grade 2 and a severe change in appearance.
- Comparative Example 7 has two recesses, and the capillary effect is insufficient, resulting in low water diffusibility.
- woven and knitted fabrics using the special cross-section fiber of the present invention effectively reduce stickiness and sweat chill due to their high water absorption and quick drying properties, and also have excellent abrasion resistance, making them extremely comfortable to use, especially in sports and outdoor activities during the spring and summer seasons, and for clothing that comes into direct contact with the skin.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Knitting Of Fabric (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2024507092A JPWO2024166780A1 (https=) | 2023-02-07 | 2024-02-01 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023016560 | 2023-02-07 | ||
| JP2023-016560 | 2023-02-07 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024166780A1 true WO2024166780A1 (ja) | 2024-08-15 |
Family
ID=92262494
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2024/003210 Ceased WO2024166780A1 (ja) | 2023-02-07 | 2024-02-01 | 織編物および衣料 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2024166780A1 (https=) |
| WO (1) | WO2024166780A1 (https=) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014034748A (ja) * | 2012-08-10 | 2014-02-24 | Unitika Trading Co Ltd | ポリエステル系経編地、およびその製造方法 |
| JP2019026944A (ja) * | 2017-07-26 | 2019-02-21 | 東レ株式会社 | 芯鞘複合繊維 |
-
2024
- 2024-02-01 JP JP2024507092A patent/JPWO2024166780A1/ja active Pending
- 2024-02-01 WO PCT/JP2024/003210 patent/WO2024166780A1/ja not_active Ceased
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014034748A (ja) * | 2012-08-10 | 2014-02-24 | Unitika Trading Co Ltd | ポリエステル系経編地、およびその製造方法 |
| JP2019026944A (ja) * | 2017-07-26 | 2019-02-21 | 東レ株式会社 | 芯鞘複合繊維 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2024166780A1 (https=) | 2024-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10745829B2 (en) | Core-sheath conjugated fiber, slit fiber, and method of manufacturing such fibers | |
| US20080132133A1 (en) | Woven or Knitted Fabric and Clothes Containing Crimped Composite Filaments and Having an Air Permeability Which Increases When the Fabric is Wetted With Water | |
| JPH08232137A (ja) | 肌触りの良好な布帛の製造法 | |
| JP7415455B2 (ja) | 芯鞘複合繊維 | |
| JP5074590B2 (ja) | 吸水速乾性織編物 | |
| JP2009024272A (ja) | 冷感に優れた編地および繊維製品 | |
| JP5229890B2 (ja) | 多層構造織編物および繊維製品 | |
| JP2019112745A (ja) | 吸湿性に優れた繊維構造体およびそれを用いた衣料 | |
| JP2011012367A (ja) | 軽量性に優れた布帛および繊維製品 | |
| JP5507871B2 (ja) | 繊維構造物および繊維製品 | |
| JP2009074187A (ja) | 多層構造織編物および繊維製品 | |
| WO2024166780A1 (ja) | 織編物および衣料 | |
| JP4453450B2 (ja) | 機能性織物 | |
| JP2009074188A (ja) | 丸編地および繊維製品 | |
| JP4475011B2 (ja) | 肌着用編地 | |
| JP5420879B2 (ja) | 靴材 | |
| JP4414854B2 (ja) | 吸湿時に通気性が向上する撥水性織編物および繊維製品 | |
| JP7253907B2 (ja) | 紡績性及び吸放湿性に優れた紡績糸及び織編物 | |
| CN114657654A (zh) | 芯鞘复合纤维及其应用、异形纤维 | |
| JP3966063B2 (ja) | ワイピングクロス | |
| JP7740087B2 (ja) | 多層構造織物および衣料 | |
| US12516449B2 (en) | Woven/knitted fabric | |
| JP7615594B2 (ja) | 混繊糸 | |
| JPH05272026A (ja) | 吸水性織編物 | |
| JP3956758B2 (ja) | 機能耐久性織編物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024507092 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 24753223 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 24753223 Country of ref document: EP Kind code of ref document: A1 |