WO2024080357A1 - Pp-frp部材およびその製造方法 - Google Patents
Pp-frp部材およびその製造方法 Download PDFInfo
- Publication number
- WO2024080357A1 WO2024080357A1 PCT/JP2023/037167 JP2023037167W WO2024080357A1 WO 2024080357 A1 WO2024080357 A1 WO 2024080357A1 JP 2023037167 W JP2023037167 W JP 2023037167W WO 2024080357 A1 WO2024080357 A1 WO 2024080357A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polypropylene
- frp
- nonwoven fabric
- frp member
- textile
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/34—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/18—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length in the form of a mat, e.g. sheet moulding compound [SMC]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/18—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/58—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/22—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in at least two directions forming a two-dimensional [2D] structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/46—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/024—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
- B32B5/262—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a woven fabric layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
- B32B5/265—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer
- B32B5/266—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary characterised by one fibrous or filamentary layer being a non-woven fabric layer next to one or more non-woven fabric layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/08—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns
- B29K2105/0809—Fabrics
- B29K2105/0845—Woven fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/08—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns
- B29K2105/0854—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns in the form of a non-woven mat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
- B32B2260/023—Two or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
Definitions
- the present invention relates to a PP-FRP (Fiber Reinforced Plastics) member and a method for manufacturing the same.
- the nonwoven fabric layer is adhered to the decorative layer via an adhesive resin layer.
- the adhesive resin layer is made of, for example, PVB (polyvinyl butyral), which has a viscosity that allows air bubbles to escape from within the adhesive resin layer when softened.
- PVB polyvinyl butyral
- Patent Document 1 also discloses that polypropylene is used as an example of a material for the base resin layer that constitutes the housing, and that the adhesive resin layer has built-in conductors.
- Patent Document 2 discloses a veneer sheet and an application product in which a nonwoven fabric made mainly of fibers capable of maintaining its shape at temperatures higher than the melting point of the resin film is interposed between the back surface of the veneer and the resin film, making the resin film look like FRP.
- PET fiber is given as an example of the nonwoven fabric
- propylene film is given as an example of the resin film.
- an anchor effect is exerted between the nonwoven fabric and the base resin, firmly bonding the two together.
- Polypropylene is not only inexpensive to procure, but also has excellent chemical resistance, making it suitable for a variety of applications.
- the inventors of the present invention have been working on creating an integrated laminate using only polypropylene as the resin to be infiltrated into the fibers of nonwoven fabric.
- it is common knowledge in the molding field that even if multiple sheets made of polypropylene are stacked and thermocompressed together, the layers derived from the sheets peel off from the product, making it impossible to firmly integrate the entire product into a component made only of polypropylene.
- Patent Document 2 gives a propylene film as an example of a resin film.
- the reason for impregnating the nonwoven fabric with resin is to bond the veneer sheet to the veneer, and only a single layer is formed for bonding purposes. For this reason, it is difficult to use such veneer sheets as the above for FRP components that require shape stability and strength according to the design, such as automobile bodies.
- the present invention was made in consideration of these circumstances, and aims to provide a PP-FRP component with high strength and excellent shape stability achieved by integrating the laminated composite layers together, and a method for manufacturing the same.
- the present invention employs the following means. That is, the PP-FRP member of the present invention comprises a sheet-like textile and multiple composite layers having polypropylene that has infiltrated and fixed into the mesh of the textile, the multiple composite layers being stacked, adjacent textiles being in contact with each other, and the polypropylene filling the mesh of the textile and being integrated together. As a result, the stacked composite layers are integrated together, resulting in a high-strength PP-FRP member with excellent shape stability.
- the textile constituting each of the multiple composite layers is a nonwoven fabric. This makes it easy to form the component by layering and pressing prepregs in which polypropylene is soaked into nonwoven fabric.
- one of the textiles constituting adjacent composite layers among the multiple composite layers is a nonwoven fabric, and the other is a woven fabric.
- This type of structure is formed by sandwiching the woven fabric between the prepregs, which improves shape stability.
- the PP-FRP member according to any one of (1) to (3) above is further characterized by including a conductive material provided between the textiles of the adjacent composite layers. This allows the conductive material to provide various functions.
- the melting point of the polypropylene is 160°C or lower. This allows processing at low temperatures, and the PP-FRP member can be used, for example, for surface decoration.
- the polypropylene contains 5 wt% or more and 30 wt% or less of a tackifier. This makes it easy to prepare prepregs using hot melt.
- the PP-FRP member described in any one of (1) to (6) above is characterized in that when the PP-FRP member is heat-pressed at a temperature of 100°C to 150°C and a pressure of 2.5 MPa or less, the rate of change in length before and after the heat press is 1% or less. This excellent shape stability of the PP-FRP member makes it easy to apply.
- the manufacturing method for a PP-FRP member of the present invention is characterized by including the steps of stacking a plurality of prepreg sheets having a nonwoven fabric and polypropylene impregnated into the nonwoven fabric to form a first laminate, and heat pressing the first laminate at a predetermined temperature or higher and at a predetermined pressure or higher. This makes it possible to manufacture a dense, high-strength plastic member that has excellent chemical resistance at low cost.
- the manufacturing method of the PP-FRP member of the present invention is characterized by including a step of alternately stacking a plurality of prepreg sheets having a woven fabric and polypropylene impregnated in the woven fabric and a sheet-like textile to form a second laminate, and a step of heat pressing the second laminate at a predetermined temperature or higher and at a predetermined pressure or higher.
- the predetermined temperature is 100°C or higher and 150°C or lower
- the predetermined pressure is 1.5 MPa or higher and 2.5 MPa or lower. This allows the stacked composite layers to be integrated together, resulting in a high-strength PP-FRP component with excellent shape stability.
- FIG. 1A to 1C are cross-sectional views showing the steps of producing a prepreg.
- FIG. 2 is a perspective view showing a process of stacking prepregs and thermocompression bonding them.
- FIG. 2 is a perspective view showing a process of thermocompression bonding a prepreg and a textile.
- 5A to 5D are cross-sectional views showing the molding and trimming steps, respectively.
- 1A and 1B are cross-sectional views showing a PP-FRP member with a conductive wire and an element embedded therein, respectively. This is a micrograph of the cut surface.
- the inventors of the present invention through repeated trial and error, created a PP-FRP component by stacking prepregs in which polypropylene has been infiltrated and bonded to sheet-like nonwoven fabric, and then bonding them by thermocompression, which led to the present invention.
- a PP-FRP component by stacking prepregs in which polypropylene has been infiltrated and bonded to sheet-like nonwoven fabric, and then bonding them by thermocompression, which led to the present invention.
- the laminate can be firmly integrated while maintaining shape stability.
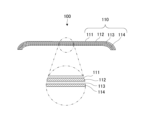
- FIG. 1 is a cross-sectional view showing a PP-FRP member 100.
- the form shown in Fig. 1 is one example, and the PP-FRP member 100 is composed of composite layers 111 to 114.
- the composite layers 111 to 114 are laminated, and each of the composite layers 111 to 114 is formed of a textile and polypropylene that has infiltrated into and fixed to the mesh of the textile.
- polypropylene exists continuously across the layers, and permeates the mesh of the textile. Due to the anchor effect of the permeated polypropylene, each of the composite layers 111-114 is firmly bonded to the adjacent layers. In this way, a strongly integrated plate-like member is formed.
- the polypropylene preferably contains 5 wt% to 30 wt% of a tackifier.
- the tackifier is a tackifying resin, and for example, a petroleum-based tackifier is used. This makes it easier to prepare prepregs using hot melts.
- polypropylene those with a high melting point can be used.
- Such high melting point polypropylene is a high shrinkage type material, and can be used for components for products that require a high elastic modulus.
- high melting point polypropylene with a melting point of 150°C or higher is preferable.
- Such high melting point polypropylene is preferably composed of 85 wt% to 95 wt% polypropylene and 5 wt% to 15 wt% tackifier.
- polypropylene with a low melting point can also be used.
- Such low melting point polypropylene is a low shrinkage type, and is slightly softer than high melting point polypropylene. It can be used to impregnate synthetic fiber fabrics with low heat resistance, such as polyethylene reinforced fibers.
- low melting point polypropylene with a melting point of 100°C or less is preferable.
- Such low melting point polypropylene is preferably composed of 70 wt% to 85 wt% polypropylene and 15 wt% to 30 wt% tackifier.
- the melting point of polypropylene is preferably at least 160°C or lower. This allows processing at low temperatures, making it possible to join components with different melting points.
- a component with a decorated surface can be formed using polypropylene, which has a high melting point, and then this component can be joined to a PP-FRP component.
- the textiles contained in each of the composite layers 111 to 114 are preferably all nonwoven fabrics or nonwoven fabrics and woven fabrics are alternately layered.
- the nonwoven fabric is preferably a spunbond nonwoven fabric, and more preferably a spunbond nonwoven fabric containing polyester.
- the nonwoven fabric may be a paper-based nonwoven fabric or felt containing polyester.
- the textile may have a basis weight of 20 g/ m2 or more and 300 g/ m2 or less.
- polypropylene nonwoven fabric can also be used.
- Polypropylene nonwoven fabric has a large bulk.
- the void ratio is high, so that the polypropylene softened in the hot melt process is easily impregnated.
- a composite layer of the same thickness can be formed with a smaller number of nonwoven fabrics.
- a composite layer in which polypropylene is impregnated into a polypropylene nonwoven fabric does not need to be separated into individual materials when recycled.
- the woven fabric may be a polyethylene reinforced fiber woven fabric.
- the basis weight is preferably 30 g/ m2 or more and 250 g/ m2 or less. This allows the softened polypropylene to be easily impregnated.
- the composite layers 111-114 have a four-layer structure, but other numbers of layers may also be used.
- the strength of the PP-FRP member 100 can be improved and the shape can be stabilized.
- the structure is less than four layers, molding becomes easier.
- FIG. 1 A method for manufacturing the PP-FRP member 100 configured as described above will be described.
- the PP-FRP member 100 is manufactured through the steps of prepreg production, thermocompression bonding, preform molding, and trimming.
- Figures 2(a) to (c) are cross-sectional views each showing the steps of prepreg production.
- the prepreg is prepared.
- a sheet-like nonwoven fabric 10 is placed with its surface horizontal, and then polypropylene 20, which has been softened by heating it to a temperature above its softening point, is applied from above, allowing it to infiltrate and adhere, thereby producing the prepreg 30.
- polypropylene 20 which has been softened by heating it to a temperature above its softening point, is applied from above, allowing it to infiltrate and adhere, thereby producing the prepreg 30.
- a device called a melter can be used as a hot melt coater.
- the example device shown in FIG. 2(a) is a sheet-fed coater, in which the nonwoven fabric 10 is fixed and a spray nozzle part M1 is moved over the entire nonwoven fabric 10 to coat the nonwoven fabric 10 with polypropylene 20, thereby producing the prepreg 30.
- the example of the device shown in Figure 2(b) is a roll-to-roll continuous impregnation device.
- polypropylene 20 can be applied to the entire nonwoven fabric 10 to produce prepreg 30.
- the example of the device shown in Figure 2(c) is also a continuous impregnation device using rolls.
- a discharge nozzle M3 is fixed and polypropylene 20 is supplied to the position between rolls R3 and R4.
- the polypropylene 20 is infiltrated into the nonwoven fabric 10 that is sandwiched between rolls R3 and R4 and sent out.
- Using such a continuous impregnation device can improve the production efficiency of prepreg 30.
- the heated and softened polypropylene can be stored in a container, and the sheet-like textile can be immersed in the container (so-called "dipping in a bath”).
- the polypropylene that has soaked into the textile in this way is cooled and hardened to form a prepreg.
- the sheet-like prepreg obtained in this manner preferably has a thickness of 100 ⁇ m or more and 1500 ⁇ m or less, and more preferably has a thickness of 100 ⁇ m or more and 500 ⁇ m or less.
- FIG. 3 is a perspective view showing the process of stacking and thermocompression bonding prepregs.
- stack 40a which is made up of four stacked prepregs 31 to 34, is heated and pressed from above and below. As a result, a sheet-like laminate is formed.
- Thermal compression bonding is preferably performed using a hydraulic heat press or multi-stage press at a predetermined temperature or higher and a predetermined pressure or higher.
- the predetermined temperature is a temperature below the melting point and above the softening point of polypropylene. For example, it is preferable to heat to 140°C or higher and 160°C or lower.
- the predetermined pressure is preferably 1.5 MPa or higher and 2.5 MPa or lower. This allows the polypropylene to infiltrate and bond into the mesh within the textile, creating an anchor effect and firmly integrating the components.
- the prepreg is heat-pressed at a temperature higher than the softening point of polypropylene and lower than its melting point, so that the polypropylene that has infiltrated into the mesh is continuously integrated and firmly fixed to the mesh by the anchor effect.
- a sheet of PP-FRP component 100 is produced as a laminated sheet in which multiple nonwoven fabrics are firmly bonded by the polypropylene that has permeated throughout the mesh.
- the PP-FRP member 100 has excellent shape stability, and when hot pressed at a temperature of 100°C to 150°C and a pressure of 2.5 MPa or less, the absolute value of the rate of change in length before and after pressing is 1% or less. In this way, the dimensions of the PP-FRP member are unlikely to change before and after pressing. This allows the PP-FRP member to be formed as designed, making it easy to apply.
- a multi-stage press is a heat press machine that has a middle heat plate in addition to the top and bottom heat plates, and has multiple openings as stages to sandwich the material. By sandwiching the material between multiple stages and applying pressure with a press while heating, multiple PP-FRP members can be formed simultaneously.
- PP-FRP components have a composite layer structure in which polypropylene is infiltrated into the textile and fixed, giving them high strength. This allows them to be used in components that require light weight and strength, such as car bodies.
- FIGs 4(a) to (d) are cross-sectional views showing the molding and trimming process.
- the laminate 41 is softened by heating.
- the laminate 41 is placed between a male mold D1 and a female mold D2.
- the male die D1 and the female die D2 are clamped together as shown in FIG. 4(b).
- the laminate 41 is shaped.
- the male die D1 and the female die D2 are opened as shown in FIG. 4(c), and the resulting molded body 42 is released.
- unnecessary parts are removed by trimming to obtain the molded body 43.
- the change in length from the laminate 41 to the molded body 43 is within 1%, and the PP-FRP member 100 has excellent shape stability.
- the resulting PP-FRP member 100 is further cut as appropriate depending on the application.
- the PP-FRP member 100 can be used in a variety of products that use polypropylene as a surface layer.
- FIG. 5 is a perspective view showing the process of thermocompression bonding the prepregs and textiles.
- the textiles layered alternately with the prepregs are woven fabrics or nonwoven fabrics.
- a layered body 40b (second layered body) is formed by layering two prepregs 35-36 and two textiles 51-52 alternately, and the layered body 40b is thermocompression bonded.
- Thermocompression bonding in this case can also be performed using the same equipment as in the first embodiment under the same temperature conditions.
- the prepreg and textile are thermally compressed together at a temperature higher than the softening point of polypropylene and lower than its melting point, so that the polypropylene in the prepreg also penetrates into the mesh of the textile, and is firmly fixed to the mesh by the anchor effect.
- a sheet of PP-FRP component 100 is produced as a laminated sheet in which the prepreg and textile are bonded together by the polypropylene that has been continuously spread through the penetration.
- FIG. 6(a) and 6(b) are cross-sectional views showing PP-FRP members 200 and 300, respectively, in which a conductor wire and an element are embedded in the main body layer.
- the PP-FRP member 200 is basically constructed in the same manner as the PP-FRP member 100, but has an embedded conductor wire 231 and related features.
- the PP-FRP member 200 has a conductive wire 231 between the composite layer 211 and the composite layer 212. In this way, a PP-FRP member 200 can be constructed that is firmly integrated with polypropylene and has added functionality due to the conductive wire 231 provided inside.
- a conductor 231 with a circular cross section is provided between the composite layer 211 and the composite layer 212.
- the conductor 231 is, for example, a conductor for power supply or control of each device.
- the PP-FRP member 200 is formed by sandwiching the conductor 231 and thermocompression bonding, so that a semicircular depression corresponding to the cross-sectional shape of the conductor is created in the composite layer 212 pressed against the conductor 231. Because the composite layers 211 and 212 flexibly deform in this way, the surface on the composite layer 211 can be made smooth. Because the conductor 231 is embedded between the composite layers, there is no problem even if the conductive material of the conductor 231 is exposed without an insulating coating.
- the conductor 231 is provided between the nonwoven fabrics in the composite layer, but if the nonwoven fabrics and woven fabrics are provided alternately, the conductor 231 may be provided between the nonwoven fabrics and the woven fabrics. In other words, the conductor 231 only needs to be embedded inside the multiple layer structure that constitutes the PP-FRP member 200, and in that case, it may be embedded between any of the layers.
- PP-FRP member 300 is basically constructed in the same way as PP-FRP member 200, but differs in element 331 embedded in PP-FRP member 300 and related features.
- element 331 embedded in PP-FRP member 300 and related features.
- an element with a flat cross section is provided as element 331 between composite layer 311 and composite layer 312.
- composite layer 312 is pressed against element 331, resulting in a flat depression corresponding to the cross section of the element.
- the manufacturing process for PP-FRP members 200 and 300 is the same as that for PP-FRP member 100. However, the difference is that when the prepreg and textile are arranged, a conductor 231 or element 331 is arranged between them.
- PP-FRP components can be used as large components or housings that require strength, such as automobile bodies, bumpers, and housing equipment.
- PP-FRP components have excellent shape stability and their dimensions do not change due to shrinkage after the thermocompression process, making it possible to manufacture large components as designed as a replacement for steel products.
- the surface layer of the PP-FRP component can be decorated with polyester nonwoven fabric or woven fabric as a coating base fabric, and the surface layer can be painted by making it a PET resin. In this way, it can be applied to components where painting is essential, such as automobile exteriors.
- polyester conductive woven fabric for surface decoration, the entire component can be made non-static.
- PP-FRP members with embedded conductors for supplying power to devices and conductors for transmitting electrical signals to control devices can be used in wire harnesses. Because the conductors are embedded between the composite layers, wire harnesses that are less susceptible to problems such as short circuits can be realized. It is also possible to incorporate touch panels and antennas into PP-FRP members.
- a PP-FRP member with a heater wire embedded as a conductor can also be used for the toilet seat.
- the toilet seat is a so-called heated toilet seat, and the surface temperature can be maintained at about 40°C by passing an electric current through the heater wire.
- a heated toilet seat can be realized with a surface formed of polypropylene, which has excellent resistance to hydrochloric acid. If a heater wire is provided directly under the composite layer of the surface, heat can be easily conducted to the surface, improving thermal efficiency.
- a PP-FRP member can be used for the toilet seat without embedding the heater wire. In that case, it is preferable to use a surface material that has been treated to be pleasant to the touch, such as with a raised nap.
- PP-FRP members can be used as backers for composite laminates of PP film and nonwoven fabric. They can also be used as backers for composite laminates of resin films such as PMMA, PET, and PC and nonwoven fabric. In such cases, PVB resin is used as an adhesive to bond the resin film and nonwoven fabric. Furthermore, ABS resin, PP, PC, PMMA, or other resins may be injection molded on the back side as the base resin. In this way, they can be used in a variety of applications as a lightweight intermediate processing material with a low processing temperature of, for example, 120 to 150°C.
- a prepreg was prepared by heating and softening hot melt polypropylene (HMPP) with added tackifier, and applying the softened polypropylene to a nonwoven fabric formed of spunbond polyester.
- HMPP hot melt polypropylene
- tackifier 20 wt% a prepreg using hot melt polypropylene (PP 80 wt%, tackifier 20 wt%) with a low melting point (95°C) is called "prepreg 2".
- the obtained prepreg was used to layer materials in the following combinations.
- the black nonwoven fabric is denser and harder than normal nonwoven fabrics. Toray Industries, Inc.'s nonwoven fabric G2200-BKO was used as the black nonwoven fabric. The coarse white nonwoven fabric is less dense than normal nonwoven fabrics. Toray Industries, Inc.'s nonwoven fabric D5100 was used as the coarse white nonwoven fabric.
- a square with sides of approximately 100 mm was drawn on the surface of the overlapping sample with a 0.5 mm felt tip pen, and the length of each side was measured twice and averaged. The length was measured to the nearest 0.01 mm using a digital caliper (as below).
- Each sample was pressed for 1 minute using a hydraulic heat press to perform thermocompression bonding. When thermocompressing laminate sample 3, a 15 mm spacer was inserted to prevent the sample from becoming too flat and crushed, which would deviate from the purpose of the bonding.
- prepreg using hot melt polypropylene with a high melting point (155°C) (PP 90 wt%, tackifier 10 wt%) and a prepreg using hot melt polypropylene with a low melting point (95°C) were laminated, and the sample was thermocompression bonded with nonwoven fabric at both ends.
- the prepreg using hot melt polypropylene with a high melting point (155°C) is called "prepreg 1".
- the materials were layered in the following combinations.
- a square with sides of approximately 100 mm was drawn with a felt tip pen on the surface of the overlapping sample, and the length of each side was measured twice and averaged.
- Each sample was thermocompressed by pressing it for one minute using a hydraulic heat press. After thermocompression, the length of each side of the square was measured twice and averaged.
- the change in the length of the square was within 1%. The measurement results are shown in the table below.
- a square with sides of approximately 100 mm was drawn with a felt tip pen on the surface of the sample where the materials were layered, and the length of each side was measured twice and averaged.
- Each sample was thermocompressed by pressing it for one minute using a hydraulic heat press. After thermocompression, the length of each side of the square was measured twice and averaged.
- the change in the length of the square was within 1%. The measurement results are shown in the table below.
- Example 2 For comparison, a 100% polypropylene (PP) film with a thickness of 0.5 mm was heat-treated for 1 minute. The heat treatment was performed under the following temperature, pressure and measurement conditions. Before the heat treatment, a square with a side of approximately 100 mm was drawn on the surface of the sample with a felt-tip pen, and the length of each side was measured twice and averaged. After the heat treatment, the length of each side of the square was measured twice and averaged to calculate the rate of change.
- PP polypropylene
- a PP-FRP member was produced by embedding a heater wire with a diameter of 0.1 mm between the first and second layers of a four-layer structure. When the surface of the obtained PP-FRP member was observed, it was smooth and free of irregularities caused by the heater wire. When a current of 3 V and 4.5 A was passed through the conductor of the obtained PP-FRP member, it conducted without any problems.
- Reference Signs List 10 Nonwoven fabric 20 Polypropylene 30 Prepregs 31 to 36 Prepregs 40a, 40b Superimposed body 41 Laminated body 42 to 43 Molded body 51 to 52 Textile 100 PP-FRP members 111 to 114 Composite layer 200 PP-FRP members 211 to 212 Composite layer 231 Conductive wire 300 PP-FRP members 311 to 312 Composite layer 331 Element D1 Male mold D2 Female mold M1, M2 Nozzle portion R1 to R4 Roller
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Laminated Bodies (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202380078841.1A CN120202109A (zh) | 2022-10-14 | 2023-10-13 | Pp-frp构件及其制造方法 |
| US19/129,637 US20260008240A1 (en) | 2022-10-14 | 2023-10-13 | Pp-frp member and method for manufacturing the same |
| JP2024551773A JPWO2024080357A1 (https=) | 2022-10-14 | 2023-10-13 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022165725 | 2022-10-14 | ||
| JP2022-165725 | 2022-10-14 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024080357A1 true WO2024080357A1 (ja) | 2024-04-18 |
Family
ID=90669815
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/037167 Ceased WO2024080357A1 (ja) | 2022-10-14 | 2023-10-13 | Pp-frp部材およびその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20260008240A1 (https=) |
| JP (1) | JPWO2024080357A1 (https=) |
| CN (1) | CN120202109A (https=) |
| WO (1) | WO2024080357A1 (https=) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0347740A (ja) * | 1989-04-27 | 1991-02-28 | Nkk Corp | 繊維強化プラスチックシート及びその製造法 |
| WO2002018127A1 (en) * | 2000-08-28 | 2002-03-07 | Sakase Adtech Co., Ltd. | Composite material, formed product, and prepreg |
| WO2014007288A1 (ja) * | 2012-07-05 | 2014-01-09 | 東レ株式会社 | プリフォーム用バインダー樹脂組成物、バインダー粒子、プリフォームおよび繊維強化複合材料 |
| CN112757706A (zh) * | 2021-01-25 | 2021-05-07 | 广州金发碳纤维新材料发展有限公司 | 一种热塑性复合材料裙板 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62111840U (https=) * | 1986-01-07 | 1987-07-16 | ||
| US7823355B1 (en) * | 2002-05-10 | 2010-11-02 | Mitek Holdings, Inc. | Nonmetallic masonry flashing |
| CN1458311A (zh) * | 2002-05-17 | 2003-11-26 | 蔡德行 | 单横向高延展性非纺织布的加工法 |
| JP5426480B2 (ja) * | 2010-05-25 | 2014-02-26 | パナソニック株式会社 | 長繊維板とその製造方法 |
| CN102152554B (zh) * | 2010-06-23 | 2013-08-14 | 浙江理工大学 | 一种热塑性纤维混杂机织复合材料的制备方法 |
| WO2016076113A1 (ja) * | 2014-11-10 | 2016-05-19 | 株式会社村田製作所 | 樹脂多層基板の製造方法 |
| JP7191656B2 (ja) * | 2017-11-27 | 2022-12-19 | 日本バイリーン株式会社 | 成型用基材不織布及びこれによって得られる成型体 |
| JP7224719B2 (ja) * | 2019-01-17 | 2023-02-20 | 株式会社ディスコ | ウェーハの加工方法 |
| JP6840192B2 (ja) * | 2019-06-28 | 2021-03-10 | ユニ・チャーム株式会社 | 吸収性物品及びその製造方法 |
| CN113085311A (zh) * | 2021-04-13 | 2021-07-09 | 史先锋 | 一种多元纤维增强热塑性树脂复合材料及其制造方法 |
-
2023
- 2023-10-13 WO PCT/JP2023/037167 patent/WO2024080357A1/ja not_active Ceased
- 2023-10-13 US US19/129,637 patent/US20260008240A1/en active Pending
- 2023-10-13 CN CN202380078841.1A patent/CN120202109A/zh active Pending
- 2023-10-13 JP JP2024551773A patent/JPWO2024080357A1/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0347740A (ja) * | 1989-04-27 | 1991-02-28 | Nkk Corp | 繊維強化プラスチックシート及びその製造法 |
| WO2002018127A1 (en) * | 2000-08-28 | 2002-03-07 | Sakase Adtech Co., Ltd. | Composite material, formed product, and prepreg |
| WO2014007288A1 (ja) * | 2012-07-05 | 2014-01-09 | 東レ株式会社 | プリフォーム用バインダー樹脂組成物、バインダー粒子、プリフォームおよび繊維強化複合材料 |
| CN112757706A (zh) * | 2021-01-25 | 2021-05-07 | 广州金发碳纤维新材料发展有限公司 | 一种热塑性复合材料裙板 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2024080357A1 (https=) | 2024-04-18 |
| CN120202109A (zh) | 2025-06-24 |
| US20260008240A1 (en) | 2026-01-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0593716B1 (en) | Nonwoven moldable composite and method of manufacture | |
| US4496415A (en) | Method for impregnating resin powder directly into a laminate lay up | |
| JP5658176B2 (ja) | 繊維強化樹脂用シート及びこれを用いた繊維強化樹脂成形体 | |
| CN116323161B (zh) | 夹芯板的制造方法和夹芯板 | |
| CN111201132B (zh) | 制造面状复合构件的方法和由此制造的复合构件 | |
| JP6000497B1 (ja) | 繊維強化複合材料及びその製造方法 | |
| JP2006062239A (ja) | 繊維ボードの製造方法及び繊維ボード | |
| KR100777548B1 (ko) | 열 프레스용 쿠션재 및 그 제조 방법과 적층판의 제조 방법 | |
| KR101938847B1 (ko) | 고강도 경량 복합소재 및 이의 제조방법 | |
| CN112399917B (zh) | Cfrp片材、使用cfrp片材的层叠体及cfrp片材的制造方法 | |
| WO2020118299A1 (en) | Composite laminate resin and fiberglass structure | |
| WO2024080357A1 (ja) | Pp-frp部材およびその製造方法 | |
| JP2024088452A (ja) | 複合積層体およびその製造方法 | |
| CN115835945A (zh) | 纤维增强树脂成型体及其制造方法、纤维增强树脂成型用预浸料、纤维增强成型体、纤维增强成型体的制造方法、树脂片、纤维增强三明治型复合体以及纤维增强成型体的制造方法 | |
| US20130330991A1 (en) | Composite material and method for preparing the same | |
| CN113226733A (zh) | 用于制造可热塑性变形的纤维增强的面状半成品的方法 | |
| JP2024159738A (ja) | 複合積層体ヒータおよびその製造方法 | |
| CN116723924A (zh) | 装饰成型体和其制造方法 | |
| JP2024066217A (ja) | 複合部材およびその製造方法 | |
| CN103538265A (zh) | 纤维强化板材的制造方法 | |
| CN116872574B (zh) | 一种干碳纤维单向带及其制备方法 | |
| JP3853077B2 (ja) | 分散法スタンパブルシートの膨張成形体および分散法スタンパブルシート | |
| JPH04325248A (ja) | 化粧板の製造法 | |
| JP2024004461A (ja) | 積層体、賦形品、成形品、積層体の製造方法、賦形品の製造方法、成形品の製造方法 | |
| JP2004346332A (ja) | 繊維強化熱可塑性シートの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23877358 Country of ref document: EP Kind code of ref document: A1 |
|
| DPE1 | Request for preliminary examination filed after expiration of 19th month from priority date (pct application filed from 20040101) | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 2024551773 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: CN2023800788411 Country of ref document: CN Ref document number: 202380078841.1 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 202380078841.1 Country of ref document: CN |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 23877358 Country of ref document: EP Kind code of ref document: A1 |