WO2024024860A1 - 粘着シートおよび粘着シートの剥離方法 - Google Patents
粘着シートおよび粘着シートの剥離方法 Download PDFInfo
- Publication number
- WO2024024860A1 WO2024024860A1 PCT/JP2023/027453 JP2023027453W WO2024024860A1 WO 2024024860 A1 WO2024024860 A1 WO 2024024860A1 JP 2023027453 W JP2023027453 W JP 2023027453W WO 2024024860 A1 WO2024024860 A1 WO 2024024860A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- weight
- less
- parts
- adhesive
- meth
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J4/00—Adhesives based on organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond ; adhesives, based on monomers of macromolecular compounds of groups C09J183/00 - C09J183/16
- C09J4/06—Organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond in combination with a macromolecular compound other than an unsaturated polymer of groups C09J159/00 - C09J187/00
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F222/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a carboxyl radical and containing at least one other carboxyl radical in the molecule; Salts, anhydrides, esters, amides, imides, or nitriles thereof
- C08F222/10—Esters
- C08F222/1006—Esters of polyhydric alcohols or polyhydric phenols
- C08F222/104—Esters of polyhydric alcohols or polyhydric phenols of tetraalcohols, e.g. pentaerythritol tetra(meth)acrylate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F265/00—Macromolecular compounds obtained by polymerising monomers on to polymers of unsaturated monocarboxylic acids or derivatives thereof as defined in group C08F20/00
- C08F265/04—Macromolecular compounds obtained by polymerising monomers on to polymers of unsaturated monocarboxylic acids or derivatives thereof as defined in group C08F20/00 on to polymers of esters
- C08F265/06—Polymerisation of acrylate or methacrylate esters on to polymers thereof
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/06—Non-macromolecular additives organic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J175/00—Adhesives based on polyureas or polyurethanes; Adhesives based on derivatives of such polymers
- C09J175/04—Polyurethanes
- C09J175/14—Polyurethanes having carbon-to-carbon unsaturated bonds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J4/00—Adhesives based on organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond ; adhesives, based on monomers of macromolecular compounds of groups C09J183/00 - C09J183/16
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
Definitions
- the present invention relates to a pressure-sensitive adhesive sheet and a method for peeling the pressure-sensitive adhesive sheet.
- This application claims priority based on Japanese Patent Application No. 2022-120901 filed on July 28, 2022 and Japanese Patent Application No. 2023-011970 filed on January 30, 2023. , the entire contents of which are incorporated herein by reference.
- adhesives also referred to as pressure-sensitive adhesives, hereinafter the same
- the adhesive can be used in the form of a support-attached adhesive sheet with an adhesive layer on the support, or in the form of a support-less adhesive sheet without a support, for ease of application to adherends. , is widely used in various fields. Some such adhesives are used to adhere to an adherend and are removed from the adherend after serving their adhesive purpose.
- Prior art documents disclosing this type of conventional technology include Patent Documents 1 to 4.
- Adhesives used in applications where they are peeled off and removed from the adherend exhibit good adhesion while adhering to the adherend, and are easily peeled off from the adherend after their adhesive purpose has been completed. It is required to have the performance that can be achieved.
- an adhesive applied to an adherend it is desirable for an adhesive applied to an adherend to be heat-treated to have easy-to-peel properties such that it can be easily peeled off from the adherend after being heated while attached to the adherend.
- an adherend such as glass or metal is heated at high temperature with an adhesive attached, the adhesive adsorbs to the surface of the adherend, increasing the peeling force (heavy peeling), and the peeling becomes difficult.
- Non-Patent Documents 1 and 2 which describe that various polymers have adsorption power when heated.
- thermosetting adhesives such as those described in Patent Documents 1 to 4
- thermosetting adhesive containing a thermal polymerization initiator in the adhesive
- Such heat-resistant easy-peelability is also referred to as heat-resistant easy-peelability because it usually remains easy to peel even after heat treatment, which increases the peeling force.
- an object of the present invention is to provide a pressure-sensitive adhesive sheet that is easily peelable under heat and has good storage stability. Still another related object of the present invention is to provide a method for peeling the pressure-sensitive adhesive sheet from an adherend.
- a pressure-sensitive adhesive sheet having a pressure-sensitive adhesive layer is provided.
- the adhesive layer includes a polymer, a polyfunctional monomer, and a thermal polymerization initiator.
- SADT accelerated self-decomposition temperature
- the pressure-sensitive adhesive sheet has a peel force reduction rate A [%] after heating of more than 50% and less than 99.9%.
- the pressure-sensitive adhesive sheet having the above structure has good heat-releasability and good storage stability.
- the polymer includes ethylenically unsaturated groups.
- a pressure-sensitive adhesive containing a polymer having an ethylenically unsaturated group can provide better heat releasability.
- the peeling force after heating can be better reduced by using a smaller amount of polyfunctional monomer, and the desired easy-to-heat peelability and easy-to-heat-resistant peelability can be achieved. It is possible to realize the desired characteristics.
- the adhesive layer includes an acrylic polymer as the polymer.
- the technique disclosed herein is preferably implemented in an embodiment using an acrylic polymer.
- the adhesive layer includes a polyfunctional acrylate monomer as the polyfunctional monomer.
- the effects of the technology disclosed herein are preferably achieved by using a polyfunctional acrylate monomer as the polyfunctional monomer.
- a desired effect can be preferably achieved by using a combination of an acrylic polymer and a polyfunctional acrylate monomer.
- the content of the polyfunctional monomer in the adhesive layer is less than 45 parts by weight based on 100 parts by weight of the polymer.
- the techniques disclosed herein can be preferably practiced in embodiments using polyfunctional monomers in the amounts described above.
- the content of the thermal polymerization initiator in the adhesive layer is 0.1 parts by weight or more based on 100 parts by weight of the polymer.
- the peeling force after heating can be preferably reduced.
- a method for peeling a pressure-sensitive adhesive sheet stuck to an adherend from the adherend is provided.
- an adherend to which any of the adhesive sheets disclosed herein is attached is subjected to heat treatment at a temperature higher than 150°C, and then the adhesive sheet is peeled from the adherend.
- the pressure-sensitive adhesive sheet disclosed herein has heat-releasable properties (heat-resistant easy-peelability), it can be easily peeled off from an adherend even after being exposed to heat exceeding 150°C.
- the adhesive sheet has good storage stability, it can maintain its heat-releasable properties even when stored for a long period of time and regardless of the temperature conditions during storage.
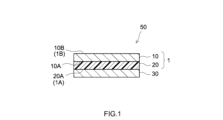
- FIG. 1 is a cross-sectional view schematically showing an example of an adhesive sheet.
- the "base polymer” of an adhesive refers to the main component of the rubbery polymer contained in the adhesive.
- the above-mentioned rubbery polymer refers to a polymer that exhibits rubber elasticity in a temperature range around room temperature.
- the term “main component” refers to a component contained in an amount exceeding 50% by weight, unless otherwise specified.
- acrylic polymer refers to a polymer containing monomer units derived from a monomer having at least one (meth)acryloyl group in one molecule, as monomer units constituting the polymer.
- Acrylic polymers in this specification are defined as polymers containing monomer units derived from acrylic monomers.
- acrylic monomer refers to a monomer having at least one (meth)acryloyl group in one molecule.
- (meth)acryloyl group comprehensively refers to acryloyl groups and methacryloyl groups. Therefore, the concept of acrylic monomer here may include both monomers having an acryloyl group (acrylic monomer) and monomers having a methacryloyl group (methacrylic monomer).
- (meth)acrylic acid comprehensively refers to acrylic acid and methacrylic acid
- (meth)acrylate” comprehensively refers to acrylate and methacrylate, respectively. The same applies to other similar terms.
- weight may be read as “mass”.
- % by weight may be read as “% by mass”
- parts by weight may be read as “parts by mass”.
- the type of adhesive is not particularly limited.
- the adhesive composition (and thus the adhesive (layer); the same applies hereinafter unless otherwise specified) used to form the adhesive may be made of acrylic polymers, rubber polymers (such as natural One or more of various rubber-like polymers such as rubber, synthetic rubber, mixtures thereof, etc.), polyester polymers, urethane polymers, polyether polymers, silicone polymers, polyamide polymers, fluorine polymers, etc. may be included as The above polymers may be used as base polymers in adhesives and function as structural polymers that form the adhesive.
- a pressure-sensitive adhesive composition containing an acrylic polymer or a rubber-based polymer as a base polymer can be preferably employed.
- a pressure-sensitive adhesive composition (acrylic pressure-sensitive adhesive composition) whose base polymer is an acrylic polymer having excellent heat resistance is preferred.
- the following will mainly explain an acrylic adhesive composition and an adhesive layer made of the adhesive composition, that is, an adhesive sheet having an acrylic adhesive layer.
- the present invention is not intended to be limited to adhesive compositions based on the above-mentioned adhesive compositions.
- the acrylic polymer used is an acrylic polymer in which more than 50% by weight of the monomer components constituting the polymer is an acrylic monomer.
- the proportion of the acrylic monomer in the monomer components is suitably 60% by weight or more, preferably 70% by weight or more, more preferably 80% by weight or more, still more preferably 85% by weight or more, for example 90% by weight. It may be more than that.
- the upper limit of the proportion of the acrylic monomer in the monomer components constituting the acrylic polymer is 100% by weight, and from the viewpoint of obtaining the effect of using non-acrylic monomers, the proportion of the acrylic monomer is, for example, 98% by weight or less.
- the content may be 95% by weight or less, or may be 92% by weight or less.
- Acrylic monomers can be used alone or in combination of two or more.
- the monomer component includes an alkoxy group-containing (meth)acrylate.
- An acrylic polymer containing an alkoxy group-containing (meth)acrylate as a monomer component tends to be compatible with, for example, a polyfunctional monomer described below.
- the alkoxy group-containing (meth)acrylates can be used alone or in combination of two or more.
- alkoxy group-containing (meth)acrylates examples include methoxyethyl (meth)acrylate, 3-methoxypropyl (meth)acrylate, 2-ethoxyethyl (meth)acrylate, propoxyethyl (meth)acrylate, butoxyethyl (meth)acrylate.
- alkoxyalkyl (meth)acrylates such as ethoxypropyl (meth)acrylate; methoxydiethylene glycol (meth)acrylate, methoxydipropylene glycol (meth)acrylate, ethoxydiethylene glycol (meth)acrylate, ethoxydipropylene glycol (meth)acrylate, methoxy Alkoxy(poly)alkylene glycol (meth)acrylates such as polyethylene glycol (meth)acrylate, methoxypolypropylene glycol (meth)acrylate, ethoxypolyethylene glycol (meth)acrylate, and ethoxypolypropylene glycol (meth)acrylate; and the like.
- alkoxyalkyl (meth)acrylates are preferred, and among these, alkoxyalkyl (meth)acrylates having an alkoxy group having 1 to 4 carbon atoms (for example, 1, 2, or 3 carbon atoms) are more preferred. , methoxyethyl (meth)acrylate is particularly preferred.
- the content of the alkoxy group-containing (meth)acrylate in the monomer components constituting the acrylic polymer is not particularly limited. From the viewpoint of effectively obtaining the effect of using alkoxy group-containing (meth)acrylate, the content of alkoxy group-containing (meth)acrylate in the above monomer component is usually about 1% by weight or more, for example, 10% by weight or more. The content may be 30% by weight or more, or may be 50% by weight or more. In some embodiments, the content of the alkoxy group-containing (meth)acrylate in the monomer component is, for example, more than 50% by weight, preferably from the viewpoint of adhesive properties such as adhesive strength and compatibility with the polyfunctional monomer.
- the upper limit of the content of the alkoxy group-containing (meth)acrylate in the monomer component is 100% by weight or less, and in some embodiments, the above
- the content of the alkoxy group-containing (meth)acrylate is advantageously approximately 99% by weight or less, and may be 95% by weight or less, 93% by weight or less, or 90% by weight or less. In some other embodiments, the content of the alkoxy group-containing (meth)acrylate may be approximately 80% by weight or less, 70% by weight or less, 65% by weight or less, 60% by weight or less. But that's fine.
- the monomer component constituting the acrylic polymer contains a chain alkyl (meth)acrylate having a linear or branched alkyl group having 1 to 20 carbon atoms at the ester end. It may be.
- a chain alkyl (meth)acrylate having an alkyl group having a carbon number of X or more and Y or less at an ester end may be referred to as "C XY alkyl (meth)acrylate".
- chain is used to include straight chain and branched chain.
- the above-mentioned chain alkyl (meth)acrylates can be used alone or in combination of two or more.
- C 1-20 alkyl (meth)acrylates include methyl (meth)acrylate, ethyl (meth)acrylate, propyl (meth)acrylate, isopropyl (meth)acrylate, n-butyl (meth)acrylate.
- C 4-20 alkyl (meth)acrylate it is preferable to use at least C 4-20 alkyl (meth)acrylate, and more preferably to use at least C 4-18 alkyl (meth)acrylate.
- C 4-8 alkyl (meth)acrylate it is preferred to use C 4-8 alkyl (meth)acrylate as the C 1-20 alkyl (meth)acrylate.
- C 4-8 alkyl acrylate it is more preferable to use C 4-8 alkyl acrylate.
- the C 4-8 alkyl (meth)acrylates can be used alone or in combination of two or more. The use of C 4-8 alkyl (meth)acrylate tends to provide good adhesive properties (adhesive strength, etc.).
- an acrylic polymer containing one or both of n-butyl acrylate (BA) and 2-ethylhexyl acrylate (2EHA) as the monomer component is preferred, and an acrylic polymer containing at least 2EHA is particularly preferred.
- C 1-20 alkyl (meth)acrylate C 7-12 alkyl (meth)acrylate may be preferably used.
- One type of C 7-12 alkyl (meth)acrylate can be used alone or two or more types can be used in combination.
- C 7-12 alkyl (meth)acrylate C 7-10 alkyl acrylate is preferred, C 7-9 alkyl acrylate is more preferred, and C 8 alkyl acrylate is even more preferred.
- the content of C 1-20 alkyl (meth)acrylate in the monomer components constituting the acrylic polymer is not particularly limited. From the viewpoint of effectively obtaining the effect of using C 1-20 alkyl (meth)acrylate, the content of C 1-20 alkyl (meth)acrylate in the monomer component is usually about 1% by weight or more, for example 10% by weight or more. It may be at least 30% by weight, or at least 50% by weight. In some embodiments, the content of C 1-20 alkyl (meth)acrylate in the monomer component is, for example, more than 50% by weight, preferably 60% by weight or more, more preferably 60% by weight or more, from the viewpoint of adhesive properties such as adhesive strength.
- the content of C 1-20 alkyl (meth)acrylate in the monomer component is 100% by weight or less, and in some embodiments, from the viewpoint of obtaining the effects of other copolymerizable monomers such as functional group-containing monomers, , the content of the C 1-20 alkyl (meth)acrylate is advantageously approximately 99% by weight or less, may be 95% by weight or less, may be 93% by weight or less, and may be 90% by weight or less. But that's fine.
- the content range of the above C 1-20 alkyl (meth)acrylate is the above-mentioned C 4-20 alkyl (meth)acrylate and C 4-18 alkyl included in the C 1-20 alkyl (meth)acrylate.
- the monomer components constituting the acrylic polymer include monomers other than the alkoxyalkyl (meth)acrylate and chain alkyl (meth)acrylate.
- Such other monomers may be monomers copolymerizable with alkoxyalkyl (meth)acrylates and chain alkyl (meth)acrylates (copolymerizable monomers).
- monomers having a polar group for example, a carboxy group, a hydroxyl group, a nitrogen atom-containing ring, etc.
- a monomer having a polar group can be useful for introducing crosslinking points into the acrylic polymer and increasing the cohesive force of the adhesive.
- Other monomers can be used alone or in combination of two or more.
- Non-limiting examples of other monomers include the following.
- Carboxy group-containing monomers for example, acrylic acid, methacrylic acid, carboxyethyl (meth)acrylate, carboxypentyl (meth)acrylate, itaconic acid, maleic acid, fumaric acid, crotonic acid, isocrotonic acid, etc.
- Acid anhydride group-containing monomers for example, maleic anhydride, itaconic anhydride.
- Hydroxyl group-containing monomer For example, 2-hydroxyethyl (meth)acrylate, 2-hydroxypropyl (meth)acrylate, 2-hydroxybutyl (meth)acrylate, 3-hydroxypropyl (meth)acrylate, (meth)acrylate 4-hydroxybutyl acid, 6-hydroxyhexyl (meth)acrylate, 8-hydroxyoctyl (meth)acrylate, 10-hydroxydecyl (meth)acrylate, 12-hydroxylauryl (meth)acrylate, (4-hydroxy) Hydroxyalkyl (meth)acrylates such as methylcyclohexyl)methyl (meth)acrylate, etc.
- Monomers containing sulfonic or phosphoric acid groups for example, styrene sulfonic acid, allyl sulfonic acid, sodium vinyl sulfonate, 2-(meth)acrylamido-2-methylpropanesulfonic acid, (meth)acrylamidopropanesulfonic acid, sulfonate Propyl (meth)acrylate, (meth)acryloyloxynaphthalene sulfonic acid, 2-hydroxyethyl acryloyl phosphate, etc.
- Epoxy group-containing monomers For example, epoxy group-containing acrylates such as glycidyl (meth)acrylate and 2-ethyl glycidyl (meth)acrylate, allyl glycidyl ether, glycidyl (meth)acrylate, and the like. Cyano group-containing monomers: for example, acrylonitrile, methacrylonitrile, etc. Isocyanate group-containing monomer: for example, 2-isocyanatoethyl (meth)acrylate.
- Amide group-containing monomer For example, (meth)acrylamide; N,N-dimethyl(meth)acrylamide, N,N-diethyl(meth)acrylamide, N,N-dipropyl(meth)acrylamide, N,N-diisopropyl(meth) N,N-dialkyl (meth)acrylamide, such as acrylamide, N,N-di(n-butyl)(meth)acrylamide, N,N-di(t-butyl)(meth)acrylamide; N-ethyl(meth) N-monoalkyl (meth)acrylamide such as acrylamide, N-isopropyl (meth)acrylamide, N-butyl (meth)acrylamide, N-n-butyl (meth)acrylamide; N-vinylcarboxylic acid such as N-vinylacetamide Amides: Monomers having a hydroxyl group and an amide group, such as N-(2-hydroxyethyl
- Amino group-containing monomers for example, aminoethyl (meth)acrylate, N,N-dimethylaminoethyl (meth)acrylate, t-butylaminoethyl (meth)acrylate.
- N-vinyl-2-pyrrolidone N-methylvinylpyrrolidone, N-vinylpyridine, N-vinylpiperidone, N-vinylpyrimidine, N-vinylpiperazine, N-vinylpyrazine, N- Vinylpyrrole, N-vinylimidazole, N-vinyloxazole, N-(meth)acryloyl-2-pyrrolidone, N-(meth)acryloylpiperidine, N-(meth)acryloylpyrrolidine, N-(meth)acryloylmorpholine, N- Vinylmorpholine, N-vinyl-3-morpholinone, N-vinyl-2-caprolactam, N-vinyl-1,3-oxazin-2-one, N-vinyl-3,5-morpholindione, N-vinylpyrazole, N - Vinyl isoxazole, N-vinyl-2-pyrrolidone, N-methylvinyl
- Monomers having a succinimide skeleton for example, N-(meth)acryloyloxymethylene succinimide, N-(meth)acryloyl-6-oxyhexamethylene succinimide, N-(meth)acryloyl-8-oxyhexamethylene succinimide, etc.
- Maleimides For example, N-cyclohexylmaleimide, N-isopropylmaleimide, N-laurylmaleimide, N-phenylmaleimide, etc.
- Itaconimides For example, N-methylitaconimide, N-ethylitaconimide, N-butylitaconimide, N-octylitaconimide, N-2-ethylhexylitaconimide, N-cyclohexylitaconimide, N-lauryl Itaconimide etc.
- Aminoalkyl (meth)acrylates For example, aminoethyl (meth)acrylate, N,N-dimethylaminoethyl (meth)acrylate, N,N-diethylaminoethyl (meth)acrylate, (meth)acrylic acid t -Butylaminoethyl.
- Alkoxysilyl group-containing monomers For example, 3-(meth)acryloxypropyltrimethoxysilane, 3-(meth)acryloxypropyltriethoxysilane, 3-(meth)acryloxypropylmethyldimethoxysilane, 3-(meth)acryloxy Propylmethyldiethoxysilane.
- Vinyl esters for example, vinyl acetate, vinyl propionate, etc.
- Vinyl ethers For example, vinyl alkyl ethers such as methyl vinyl ether and ethyl vinyl ether.
- Aromatic vinyl compounds For example, styrene, ⁇ -methylstyrene, vinyltoluene, etc.
- Olefins For example, ethylene, butadiene, isoprene, isobutylene, etc.
- (Meth)acrylic acid ester having an alicyclic hydrocarbon group For example, cyclopentyl (meth)acrylate, cyclohexyl (meth)acrylate, isobornyl (meth)acrylate, dicyclopentanyl (meth)acrylate, adamantyl (meth)acrylate, etc. .
- (Meth)acrylic acid ester having an aromatic hydrocarbon group For example, phenyl (meth)acrylate, phenoxyethyl (meth)acrylate, benzyl (meth)acrylate, etc.
- heterocycle-containing (meth)acrylates such as tetrahydrofurfuryl (meth)acrylate, halogen atom-containing (meth)acrylates such as vinyl chloride and fluorine atom-containing (meth)acrylates, and silicon atom-containing such as silicone (meth)acrylates.
- the amount used is not particularly limited, but it is appropriate that the amount is 0.01% by weight or more based on the total monomer components. From the viewpoint of better exhibiting the effects of using other monomers, the amount of other monomers used may be 0.1% by weight or more, or 0.5% by weight or more of the entire monomer component. Further, from the viewpoint of making it easier to balance the adhesive properties, it is appropriate that the amount of other monomers used is 50% by weight or less, and preferably 40% by weight or less, based on the total monomer components.
- the monomer component constituting the acrylic polymer may include a monomer having a nitrogen atom.
- a monomer having a nitrogen atom By using a monomer having a nitrogen atom, the cohesive force of the pressure-sensitive adhesive can be increased, and the adhesive strength can be preferably improved.
- Monomers having a nitrogen atom can be used alone or in combination of two or more.
- a preferred example of the monomer having a nitrogen atom is a monomer having a nitrogen atom-containing ring.
- the monomer having a nitrogen atom and the monomer having a nitrogen atom-containing ring those exemplified above can be used, for example, general formula (1):
- An N-vinyl cyclic amide represented by can be used.
- R 1 is a divalent organic group, specifically -(CH 2 ) n -.
- n is an integer from 2 to 7 (preferably 2, 3 or 4).
- N-vinyl-2-pyrrolidone (NVP) can be preferably employed.
- monomers having a nitrogen atom include (meth)acrylamide, N,N-dialkyl (meth)acrylamide such as N,N-dimethyl (meth)acrylamide; N-dialkyl (meth)acrylamide such as N-isopropyl (meth)acrylamide Monoalkyl (meth)acrylamide; N-hydroxyalkyl (meth)acrylamide such as N-(2-hydroxyethyl)acrylamide (HEAA); N-acryloylmorpholine (ACMO); alkoxy diacetone (meth)acrylamide; vinylformamide, vinyl Examples include acetamide; and the like. Among them, NVP, HEAA, and ACMO are more preferred.
- the amount of the monomer having a nitrogen atom (preferably a monomer having a nitrogen atom-containing ring) used is not particularly limited, and may be, for example, 1% by weight or more, or 3% by weight or more of the total monomer components.
- the amount of the monomer having a nitrogen atom in the monomer component used is preferably 5% by weight or more, more preferably 7% by weight or more, and preferably 9% by weight or more. More preferred.
- the amount of the monomer having a nitrogen atom to be used is preferably, for example, 40% by weight or less of the entire monomer component, may be 35% by weight or less, may be 30% by weight or less, and may be 25% by weight or less. Good too.
- the amount of the nitrogen atom-containing monomer used may be, for example, 20% by weight or less, 15% by weight or less, or 12% by weight or less of the total monomer components.
- the monomer component may include a hydroxyl group-containing monomer.
- a hydroxyl group-containing monomer By using a hydroxyl group-containing monomer, the cohesive force and crosslinking density of the adhesive can be adjusted and the adhesive strength can be improved.
- the hydroxyl group-containing monomer those exemplified above can be used, and for example, 2-hydroxyethyl acrylate (HEA) and 4-hydroxybutyl acrylate (4HBA) can be preferably employed.
- the hydroxyl group-containing monomers can be used alone or in combination of two or more.
- the amount used is not particularly limited, and may be, for example, 0.01% by weight or more, 0.1% by weight or more, or 0.5% by weight or more of the entire monomer component.
- the amount of the hydroxyl group-containing monomer used is 1% by weight or more of the total monomer components, more preferably 2% by weight or more, still more preferably 3% by weight or more, for example 5% by weight or more. There may be.
- the amount of the hydroxyl group-containing monomer used is, for example, 40% by weight or less of the entire monomer component, preferably 30% by weight or less, more preferably 20% by weight or less, and even more preferably is 10% by weight or less, and may be 7% by weight or less.
- the monomer component of the acrylic polymer includes a monomer having a nitrogen atom (for example, an amide group-containing monomer such as (meth)acrylamide, NVP, etc.) as a monomer having a polar group (polar group-containing monomer).
- a monomer having a nitrogen atom-containing ring) and a hydroxyl group-containing monomer for example, HEA, 4HBA are used in combination. This makes it possible to achieve both adhesive strength and cohesive strength in a well-balanced manner.
- the weight ratio (A N /A OH ) of the amount A N of the monomer having a nitrogen atom and the amount A OH of the monomer containing a hydroxyl group is not particularly limited, For example, it may be 0.1 or more, 0.5 or more, 1.0 or more, 1.2 or more, 1.5 or more, or 1.8 or more. Further, the weight ratio (A N /A OH ) may be, for example, 10 or less, 5 or less, 3 or less, or 2.5 or less.
- the monomer component includes a carboxy group-containing monomer.
- carboxy group-containing monomers include acrylic acid (AA) and methacrylic acid (MAA).
- Carboxy group-containing monomers can be used singly or in combination of two or more. For example, AA and MAA may be used together.
- the amount of the carboxy group-containing monomer used may be, for example, 0.01% by weight or more of the entire monomer component, 0.05% by weight or more, 0.1% by weight or more, 0.3% by weight or more. It may be 0.5% by weight or more.
- the proportion of the carboxy group-containing monomer may be, for example, 15% by weight or less, 10% by weight or less, 5% by weight or less, 3% by weight or less, 2% by weight or less, 1% by weight or less. It may be less than (for example, less than 1% by weight).
- the other monomer when using an acrylic polymer having an ethylenically unsaturated group as described below as the polymer, the other monomer can react with a functional group (functional group B) of a compound having an ethylenically unsaturated group as described later. It is preferable to use a monomer having a functional group (functional group A).
- the type of other monomers is determined by the type of compound described above.
- monomers having functional group A for example, carboxy group-containing monomers, epoxy group-containing monomers, hydroxyl group-containing monomers, and isocyanate group-containing monomers are preferable, and hydroxyl group-containing monomers are particularly preferable.
- the acrylic polymer has hydroxyl groups.
- an isocyanate group-containing monomer as a compound having an ethylenically unsaturated group
- the hydroxyl group of the acrylic polymer reacts with the isocyanate group of the compound, and the ethylenically unsaturated group derived from the compound is reacted with the isocyanate group. Saturated groups are introduced into the acrylic polymer.
- the amount of the other monomers may vary depending on the thermosetting properties of the adhesive, cohesive strength, etc. From the viewpoint of adhesive properties, it is appropriate to set the amount to about 1 mol% or more in all monomer components, preferably about 5 mol% or more, more preferably about 10 mol% or more, and even more preferably about 15 mol% or more. (For example, about 18 mol% or more).
- the amount of the other monomers mentioned above is approximately 40 mol% or less, preferably approximately 30 mol% or less, and more preferably approximately 30 mol% or less based on the total monomer components. It is preferably about 25 mol% or less, and may be about 22 mol% or less, for example.
- Acrylic polymers are polyfunctional polymers that have at least two polymerizable functional groups (typically radically polymerizable functional groups) having unsaturated double bonds, such as (meth)acryloyl groups and vinyl groups, as other monomer components. It may also contain monomers. By using a polyfunctional monomer as a monomer component, the cohesive force of the adhesive can be increased. Polyfunctional monomers can be used as crosslinking agents.
- the polyfunctional monomer is not particularly limited, and for example, suitable monomers may be used alone or in combination of two or more of those exemplified as polyfunctional monomers included in the adhesive composition described below. Can be done.
- the amount of the polyfunctional monomer used is not particularly limited, and can be appropriately set so that the intended use of the polyfunctional monomer is achieved.
- the amount of the polyfunctional monomer used can be about 3% by weight or less of the monomer components, preferably about 2% by weight or less, and more preferably about 1% by weight or less (for example, about 0.5% by weight or less).
- the lower limit of the amount used when using a polyfunctional monomer is not particularly limited, as long as it is greater than 0% by weight.
- the effect of using the polyfunctional monomer can be appropriately exhibited by setting the amount of the polyfunctional monomer to be approximately 0.001% by weight or more (for example, approximately 0.01% by weight or more) of the monomer components.
- the method for obtaining the acrylic polymer is not particularly limited, and various polymerization methods known as methods for synthesizing acrylic polymers, such as solution polymerization, emulsion polymerization, bulk polymerization, suspension polymerization, and photopolymerization, can be used. may be adopted as appropriate.
- a solution polymerization method can be preferably employed.
- a monomer supply method when performing solution polymerization a batch charging method in which all monomer raw materials are supplied at once, a continuous supply (dropping) method, a divided supply (dropping) method, etc. can be appropriately adopted.
- the polymerization temperature can be selected as appropriate depending on the type of monomer and solvent used, the type of polymerization initiator, etc., and is, for example, about 20°C to 170°C (typically about 40°C to 140°C). Can be done.
- the solvent (polymerization solvent) used for solution polymerization can be appropriately selected from conventionally known organic solvents.
- aromatic compounds such as toluene (typically aromatic hydrocarbons); acetate esters such as ethyl acetate; aliphatic or alicyclic hydrocarbons such as hexane and cyclohexane; 1,2-dichloroethane, etc. halogenated alkanes; lower alcohols such as isopropyl alcohol (for example, monohydric alcohols having 1 to 4 carbon atoms); ethers such as tert-butyl methyl ether; ketones such as methyl ethyl ketone; etc. Any one type of solvent or a mixed solvent of two or more types can be used.
- the initiator used for polymerization can be appropriately selected from conventionally known polymerization initiators depending on the type of polymerization method. For example, but not limited to, for example, an azo polymerization initiator, a peroxide polymerization initiator, a redox polymerization initiator based on a combination of a peroxide and a reducing agent, a substituted ethane polymerization initiator, etc. can be used.
- the polymerization initiator for example, one or more of the thermal polymerization initiators exemplified as the thermal polymerization initiators added to the pressure-sensitive adhesive composition described below can be selected and used.
- the amount of the polymerization initiator used is not particularly limited, and can be a normal amount depending on the polymerization method, polymerization mode, etc. For example, approximately 0.001 to 5 parts by weight (typically approximately 0.01 to 2 parts by weight, for example approximately 0.01 to 1 part by weight) of a polymerization initiator is added to 100 parts by weight of all monomer components to be polymerized. Can be used.
- the molecular weight of the polymer is not particularly limited, and can be set within an appropriate range depending on the required performance and the like.
- the weight average molecular weight (Mw) of the above polymer is suitably about 1 ⁇ 10 4 or more, and may be about 10 ⁇ 10 4 or more, for example.
- Mw weight average molecular weight
- the Mw may be 20 ⁇ 10 4 or more, 30 ⁇ 10 4 or more, or approximately 40 ⁇ 10 4 or more, from the viewpoint of obtaining heat resistance and good adhesiveness. It may be approximately 50 ⁇ 10 4 or more, for example, approximately 55 ⁇ 10 4 or more.
- the upper limit of the Mw of the polymer is not particularly limited, and may be, for example, approximately 1000 ⁇ 10 4 or less, or approximately 100 ⁇ 10 4 or less.
- Mw refers to a standard polystyrene equivalent value obtained by gel permeation chromatography (GPC).
- GPC gel permeation chromatography
- a model name "HLC-8320GPC” columnumn: TSKgelGMH-H(S), manufactured by Tosoh Corporation) may be used.
- the polymer is a polymer substantially free of ethylenically unsaturated groups such as acryloyl groups, methacryloyl groups, vinyl groups, allyl groups (the amount of ethylenically unsaturated groups is less than 0.01 mmol/g) is preferably used. In some other embodiments, polymers with ethylenically unsaturated groups may be used.
- the adhesive is thermally cured by reacting the ethylenically unsaturated group possessed by the polymer during heating. It is possible to obtain better heat releasability.
- the reduction rate of peeling force after heating can be increased by using a smaller amount of polyfunctional monomer, and the desired easy-to-heat peelability and easy-to-heat-resistant peelability can be achieved. can be realized.
- the polymer having an ethylenically unsaturated group for example, a polymer having an ethylenically unsaturated group in a side chain can be used.
- the monomer component of the polymer having an ethylenically unsaturated group one or more of the monomer components exemplified as the monomer component of the above polymer can be used within the above content range.
- the amount of ethylenically unsaturated groups in the polymer having ethylenically unsaturated groups is not particularly limited, and from the viewpoint of thermosetting etc., it is 0.01 mmol per 1 g of polymer (hereinafter also referred to as mmol/g) or more.
- the amount may be 0.1 mmol/g or more, or 0.5 mmol/g or more.
- the amount of ethylenically unsaturated groups in the polymer is suitably 10.0 mmol/g or less, may be 5.0 mmol/g or less, or may be 3.0 mmol/g or less, It may be 2.5 mmol/g or less, or 2.0 mmol/g or less.
- the amount of ethylenically unsaturated groups in the polymer is measured by the following method. First, 0.25 mg of the polymer to be measured is dissolved in 50 mL of THF (tetrahydrofuran), and 15 mL of methanol is further added to obtain a solution. Next, 10 mL of 4N aqueous sodium hydroxide solution is added to the above solution to obtain a mixed solution. Next, the above liquid mixture is stirred at a liquid temperature of 40°C for 2 hours. Furthermore, 10.2 mL of 4N methanesulfonic acid solution is added to the above mixture and stirred.
- THF tetrahydrofuran
- a method for measuring the content of ethylenically unsaturated groups other than (meth)acryloyl groups includes a method of measuring bromine number in accordance with JIS K2605:1996.
- the content of ethylenically unsaturated groups other than (meth)acryloyl groups is calculated from the number of grams of bromine (Br 2 ) added to 100 g of the polymer to be measured . ) to the number of moles.
- the method of introducing the ethylenically unsaturated group into the polymer is not particularly limited.
- a compound that has an ethylenically unsaturated group and a functional group (functional group B) that can react with the functional group (functional group A) introduced into the acrylic polymer by copolymerization is A method in which a reaction (typically a condensation reaction or an addition reaction) is carried out so as to prevent the reaction from occurring can be preferably employed.
- a reaction typically a condensation reaction or an addition reaction
- the combination of functional group A and functional group B include a combination of a carboxy group and an epoxy group, a combination of a carboxyl group and an aziridyl group, a combination of a hydroxyl group and an isocyanate group, and the like.
- a combination of a hydroxyl group and an isocyanate group is preferred from the viewpoint of reaction tracking.
- a combination in which the acrylic polymer has a hydroxyl group and the above compound has an isocyanate group is particularly preferred.
- the compound having an ethylenically unsaturated group may have a functional group B that can react with the functional group A, as described above.
- Suitable examples of such compounds include, for example, isocyanate group-containing monomers (isocyanate group-containing compounds) that are exemplified as other monomers that can be used for polymerization of acrylic polymers. Among these, 2-(meth)acryloyloxyethyl isocyanate is more preferred.
- An acrylic polymer having an ethylenically unsaturated group is obtained by reacting and bonding (specifically, a urethane bond) between the isocyanate group of the isocyanate group-containing compound having an ethylenically unsaturated group and the hydroxyl group of the acrylic polymer. be able to.
- the amount of the compound having an ethylenically unsaturated group (for example, an isocyanate group-containing monomer) added is not particularly limited, but from the viewpoint of reactivity with the functional group A (for example, a hydroxyl group) in the polymer,
- the molar ratio (M A /M B ) of the mole of A (M A ) to the mole of functional group B (isocyanate group) (M B ) is in the range of about 0.5 to 2 (for example, 1 to 1.5). can be set to be
- the content of the polymer having an ethylenically unsaturated group in the adhesive composition is not particularly limited.
- the amount of the polymer having an ethylenically unsaturated group used in the nonvolatile content (solid content) of the adhesive composition may be about 50% by weight or less (for example, less than 50% by weight), It may be less than 30% by weight, it may be less than 10% by weight, it may be less than 1% by weight.
- the techniques disclosed herein can be practiced using a pressure-sensitive adhesive composition that is substantially free of polymers having ethylenically unsaturated groups.
- the amount of the polymer having an ethylenically unsaturated group is determined based on the total amount of the polymer (specifically, the base polymer) contained in the adhesive composition. It is appropriate to make the content approximately 10% by weight or more, and it may be about 50% by weight or more (for example, more than 50% by weight), 70% by weight or more, 90% by weight or more, or even 95% by weight or more. It may be 99 to 100% by weight.
- the base polymer included in the adhesive composition can consist essentially of a polymer having ethylenically unsaturated groups.
- the adhesive composition disclosed herein contains a polyfunctional monomer in addition to the above polymer.
- the polyfunctional monomer is contained in the adhesive (layer) in an unreacted (unreacted) state.
- the polyfunctional monomer contained in the adhesive reacts with the thermal polymerization initiator described below during high-temperature heating, reducing adhesive strength or suppressing an increase in peeling force, resulting in easy heating and peeling. can be realized.
- a polyfunctional monomer it is possible to form a thermosetting adhesive that has heat-resistant and easily peelable properties even after heat treatment.
- an adhesive when an adhesive is attached to an adherend and heated, for example, at a high temperature, it usually adsorbs to the surface of the adherend. Therefore, the adhesive force of the adhesive to the adherend becomes stronger, resulting in heavy peeling.
- a polyfunctional monomer together with a thermal polymerization initiator in the adhesive
- the reaction between the polyfunctional monomer and the thermal polymerization initiator occurs during heating. The process progresses quickly, and the adhesive can be cured prior to adsorption of the adhesive to the adherend. Thereby, the adhesive force to the adherend can be reduced.
- the adhesive force of the adhesive to the adherend does not increase and is maintained within a predetermined range, so the adhesive can exhibit excellent heat-releasable properties.
- the technology disclosed herein is not limited to the above considerations.
- One type of polyfunctional monomer can be used alone or two or more types can be used in combination.
- polyfunctional monomer refers to a polymerizable compound having two or more ethylenically unsaturated groups in one molecule, and also includes what is called an oligomer.
- the ethylenically unsaturated group functions as a polymerizable functional group (typically a radically polymerizable functional group).
- examples of ethylenically unsaturated groups possessed by the polyfunctional monomer include, but are not limited to, acryloyl groups, methacryloyl groups, vinyl groups, and allyl groups.
- Preferred examples of ethylenically unsaturated groups include acryloyl and methacryloyl groups. Among them, an acryloyl group is preferred.
- a compound having two or more acryloyl groups and/or methacryloyl groups may be referred to as a polyfunctional acrylic monomer.
- a compound having two or more vinyl groups is sometimes referred to as a polyfunctional vinyl monomer.
- the number of ethylenically unsaturated groups contained in one molecule of the polyfunctional monomer is suitably 3 or more, preferably 4 or more, more preferably 5 or more, and may be 6 or more.
- the larger the number of ethylenically unsaturated groups in the polyfunctional monomer the better the curability upon heating, and the easier it is to obtain heat-releasable properties.
- a polyfunctional monomer having a larger number of ethylenically unsaturated groups (functional groups) easy heat releasability can be obtained with a relatively small amount of use. This is advantageous because it leads to a reduction in the amount of outgas originating from the polyfunctional monomer.
- the upper limit of the number of ethylenically unsaturated groups in one molecule of the polyfunctional monomer is not limited to a specific range, and may be, for example, 50 or less, 40 or less, 30 or less, 20 or less, 15 The following may be used.
- the number of ethylenically unsaturated groups in one molecule of the polyfunctional monomer may be, for example, 10 or less, 8 or less, 6 or less, or less than 5. According to the polyfunctional monomer having the above-mentioned number of ethylenically unsaturated groups, it is easy to achieve both good adhesiveness and easy heat peelability, and there is also a tendency for excellent storage stability.
- polyfunctional monomer various polyfunctional acrylate monomers having two or more ethylenically unsaturated groups and polyfunctional vinyl monomers can be used. Among them, polyfunctional acrylate monomers can be preferably used. Although not particularly limited, when used in combination with an acrylic polymer, a polyfunctional acrylate monomer tends to be compatible and easily exhibit desired properties.
- the polyfunctional acrylate monomer and the polyfunctional vinyl monomer can be used singly or in combination of two or more.
- polyfunctional monomers examples include 1,6-hexanediol di(meth)acrylate, 1,12-dodecanediol di(meth)acrylate, ethylene glycol di(meth)acrylate, propylene glycol di(meth)acrylate, and diethylene glycol di(meth)acrylate.
- ) acrylate triethylene glycol di(meth)acrylate, polyethylene glycol di(meth)acrylate, dipropylene glycol di(meth)acrylate, tripropylene glycol di(meth)acrylate, polypropylene glycol di(meth)acrylate, neopentyl glycol di(meth)acrylate (meth)acrylate, pentaerythritol di(meth)acrylate, allyl(meth)acrylate, alkylene oxide-modified bisphenol A di(meth)acrylate, alkylene oxide-modified neopentyl glycol di(meth)acrylate, tricyclodecane dimethanol di(meth)acrylate, ) Acrylate, difunctional monomers such as dimethylol dicyclopentadi(meth)acrylate, vinyl(meth)acrylate, divinylbenzene; trimethylolpropane tri(meth)acrylate, trimethylolpropane ethoxytri(meth
- Tetrafunctional monomers Tetrafunctional monomers; pentafunctional monomers such as sorbitol penta(meth)acrylate and dipentaerythritol penta(meth)acrylate; dipentaerythritol hexa(meth)acrylate, sorbitol hexa(meth)acrylate, alkylene oxide-modified hexa(meth)acrylate , hexafunctional monomers such as caprolactone-modified dipentaerythritol hexa(meth)acrylate; other functional monomers such as bifunctional or higher functional epoxy acrylates, polyester acrylates, urethane acrylates, and the like.
- pentafunctional monomers such as sorbitol penta(meth)acrylate and dipentaerythritol penta(meth)acrylate
- preferred examples include 1,6-hexanediol di(meth)acrylate, trimethylolpropane tri(meth)acrylate, and dipentaerythritol hexa(meth)acrylate.
- dipentaerythritol hexa(meth)acrylate is particularly preferred.
- the molecular weight of the polyfunctional monomer may be, for example, 150 or more, 250 or more, 300 or more, 350 or more, 400 or more, 450 or more, 500 or more. But that's fine.
- the molecular weight of the polyfunctional monomer is usually about 100,000 or less, for example, about 10,000 or less (for example, less than 10,000) is suitable, 5,000 or less (for example, less than 5,000) is preferable, and it may be 1,500 or less, 1,000 or less. It may be less than (for example, less than 1000), it may be less than 800, or it may be less than 600.
- a polyfunctional monomer having a molecular weight within the above range may be advantageous, for example, in terms of preparation and coating properties of the pressure-sensitive adhesive composition.
- the above molecular weight is a manufacturer's nominal value or a molecular weight calculated from the molecular structure.
- Mw weight average molecular weight
- the polyfunctional monomer has a weight loss rate of 1% or less (specifically 1.0% or less) when reaching 180°C in TGA (thermogravimetric analysis) under heating conditions of 10°C/min. ) is used.
- a heat-resistant polyfunctional monomer hereinafter also referred to as a "heat-resistant polyfunctional monomer”
- the adhesive layer can be made using a polyfunctional monomer. While maintaining easy heat-peelability based on the above-mentioned properties, outgassing generation during heating is suppressed.
- the weight loss rate of the heat-resistant polyfunctional monomer upon heating at 180° C. is 0.9% or less, more preferably 0.8% or less, and even more preferably 0.7%. % or less, particularly preferably 0.6% or less, and may be 0.5% or less.
- the lower limit of the weight loss rate at 180°C of a heat-resistant polyfunctional monomer is theoretically 0%, but in practice it may be 0.1% or more, 0.2% or more, or 0.3% or more. But that's fine.
- TMPTA trimethylolpropane triacrylate
- DPHA dipentaerythritol hexaacrylate
- the heat-resistant polyfunctional monomers can be used singly or in combination of two or more.
- the weight loss rate of a polyfunctional monomer at 180°C was measured using a differential thermal analyzer (manufactured by TA Instruments, trade name "Discovery TGA"), heating at 10°C/min, under air atmosphere, and at a flow rate of 25 mL. The measurement can be performed under the measurement conditions of /min.
- the content of the heat-resistant polyfunctional monomer in the adhesive composition is not particularly limited. In some embodiments, the content of the heat-resistant polyfunctional monomer in the adhesive composition is based on 100 parts by weight of a polymer (specifically a base polymer, preferably an acrylic polymer) contained in the adhesive composition. The amount is preferably 30 parts by weight or more.
- the appropriate amount of the heat-resistant polyfunctional monomer may vary depending on its molecular weight, number of functional groups, etc., but in some preferred embodiments, the amount of the heat-resistant polyfunctional monomer relative to 100 parts by weight of the polymer is determined from the viewpoint of heat-releasable properties.
- the content of the heat-resistant polyfunctional monomer is 100% of the polymer contained in the adhesive composition.
- the amount may be about 1 part by weight or more, or about 3 parts by weight or more.
- the content of the heat-resistant polyfunctional monomer is 5 parts by weight or more, may be 7 parts by weight or more, may be 8 parts by weight or more, and may be 9 parts by weight or more, from the viewpoint of easy heat peelability.
- the amount may be at least 10 parts by weight, more preferably at least 10 parts by weight (for example, more than 10 parts by weight), more preferably at least 15 parts by weight, even more preferably at least 20 parts by weight, even more preferably at least 25 parts by weight.
- the upper limit of the content of the heat-resistant polyfunctional monomer in the adhesive composition is not particularly limited, and can be set so as to achieve desired adhesive properties.
- the amount of the heat-resistant polyfunctional monomer relative to 100 parts by weight of the polymer is approximately 200 parts by weight or less.
- the amount is preferably 160 parts by weight or less, more preferably 150 parts by weight or less, still more preferably 140 parts by weight or less, may be 120 parts by weight or less, and may be 90 parts by weight or less.
- the amount of the heat-resistant polyfunctional monomer based on 100 parts by weight of the polymer may be 70 parts by weight or less, 50 parts by weight or less (e.g., less than 50 parts by weight), 45 parts by weight parts by weight or less (for example, less than 45 parts by weight), 40 parts by weight or less, 35 parts by weight or less, 30 parts by weight or less, 25 parts by weight or less, 20 parts by weight or less (for example, less than 20 parts by weight). ), 18 parts by weight or less, 15 parts by weight or less, or 12 parts by weight or less.
- Such a limited amount of the heat-resistant polyfunctional monomer can be preferably employed in embodiments using a polymer having an ethylenically unsaturated group.
- the content of the polyfunctional monomer in the adhesive composition is not particularly limited. In some embodiments, the content of the polyfunctional monomer in the adhesive composition is based on 100 parts by weight of the polymer (specifically a base polymer, preferably an acrylic polymer) contained in the adhesive composition, It is 50 parts by weight or more.
- the polymer specifically a base polymer, preferably an acrylic polymer contained in the adhesive composition, It is 50 parts by weight or more.
- the appropriate amount of the polyfunctional monomer may vary depending on its molecular weight, number of functional groups, etc., but in general, the amount of the polyfunctional monomer relative to 100 parts by weight of the above polymer is preferably 60 parts by weight or more, from the viewpoint of easy heat releasability, and more.
- the amount is preferably 70 parts by weight or more, more preferably 80 parts by weight or more, particularly preferably 90 parts by weight or more, and may be 100 parts by weight or more.
- the content of the polyfunctional monomer is 100 parts by weight of the polymer contained in the adhesive composition.
- the amount may be about 1 part by weight or more, or about 3 parts by weight or more.
- the content of the polyfunctional monomer is 5 parts by weight or more, may be 7 parts by weight or more, may be 8 parts by weight or more, and may be 9 parts by weight, from the viewpoint of easy heat peelability. It may be more than 10 parts by weight (for example, more than 10 parts by weight), more preferably 15 parts by weight or more, even more preferably 20 parts by weight or more, even more preferably 25 parts by weight or more.
- the upper limit of the content of the polyfunctional monomer in the adhesive composition is not particularly limited, and can be set so as to achieve desired adhesive properties.
- the amount of the polyfunctional monomer relative to 100 parts by weight of the polymer may be approximately 200 parts by weight or less. It is suitable, preferably 160 parts by weight or less, more preferably 150 parts by weight or less, even more preferably 140 parts by weight or less, may be 120 parts by weight or less, and may be 90 parts by weight or less. In some other preferred embodiments, the amount of polyfunctional monomer based on 100 parts by weight of the polymer may be 70 parts by weight or less, 50 parts by weight or less (e.g. less than 50 parts by weight), 45 parts by weight or less.
- the amount may be 18 parts by weight or less, 15 parts by weight or less, or 12 parts by weight or less.
- Such a limited amount of polyfunctional monomer can be preferably employed in embodiments using polymers having ethylenically unsaturated groups. Furthermore, it is preferable to limit the amount of the polyfunctional monomer used from the viewpoint of preventing or suppressing contamination of the adherend after peeling off the adhesive.
- the adhesive composition disclosed herein contains a thermal polymerization initiator in addition to the above polymer and polyfunctional monomer.
- thermal polymerization initiator refers to a polymerization initiator that generates radicals upon heating.
- the thermal polymerization initiator is contained in the adhesive (layer) in a pre-reacted (unreacted) state.
- the thermal polymerization initiator contained in the adhesive reacts with the polyfunctional monomer during high-temperature heating, reducing the adhesive force or suppressing the increase in adhesive force, achieving easy heat peelability. can do.
- thermal polymerization initiators can be used alone or in combination of two or more.
- a thermal polymerization initiator whose self-decomposition accelerated temperature (SADT) [° C.] satisfies the formula: SADT+10 ⁇ 60 is used as the thermal polymerization initiator contained in the adhesive composition.
- SADT self-decomposition accelerated temperature
- the SADT of a thermal polymerization initiator is defined as the lowest temperature that causes an exotherm of 6° C. or more or self-promoting decomposition within 7 days when a certain amount of the thermal polymerization initiator is contained in a container.
- SADT indicates the environmental temperature at the boundary of whether or not a thermal polymerization initiator causes decomposition.
- the thermal polymerization initiator can produce SADT at a temperature that is -10°C or higher than the maximum temperature during storage. It has been experimentally confirmed that if the adhesive has the following properties, self-decomposition of the thermal polymerization initiator in the pressure-sensitive adhesive is suppressed, and storage stability capable of maintaining good heat-releasability after storage is obtained. This is thought to be because heat is relatively less conductive in the adhesive (in the solid) than in the case of the thermal polymerization initiator alone.
- an adhesive designed with a thermal polymerization initiator (hereinafter also referred to as a high SADT initiator) having an SADT that satisfies the above formula has been proposed to be exposed to a temperature of approximately 60°C before use. Even in such a case, decomposition of the thermal polymerization initiator in the adhesive is suppressed, and the adhesive can maintain the desired heat-releasable properties.
- Adhesives containing thermal polymerization initiators made of high SADT initiators have good storage stability and maintain good heat-removability after storage, even when stored for long periods of time or when there are temperature changes during storage. can do.
- the SADT of the thermal polymerization initiator shall be the nominal value described in the manufacturer's catalog or the like.
- high SADT initiators examples include peroxide-based polymerization initiators, azo-based polymerization initiators, redox-based polymerization initiators in combination with peroxides and reducing agents, and substituted ethane-based polymerization initiators.
- polymerization initiators those having an SADT of 50° C. or higher can be selected and used.
- it is preferable to use a peroxide-based or azo-based high SADT initiator and it is more preferable to use a peroxide-based high SADT initiator.
- a peroxide-based initiator as a thermal polymerization initiator, a desired post-heating peel force reduction rate can be preferably achieved.
- One type of high SADT initiator can be used alone or two or more types can be used in combination.
- peroxide-based high SADT initiators include organic peroxides such as diacyl peroxide, peroxyester, peroxydicarbonate, monoperoxycarbonate, peroxyketal, dialkyl peroxide, hydroperoxide, and ketone peroxide.
- organic peroxides such as diacyl peroxide, peroxyester, peroxydicarbonate, monoperoxycarbonate, peroxyketal, dialkyl peroxide, hydroperoxide, and ketone peroxide.
- peroxides those having an SADT of 50° C. or higher can be selected and used.
- Non-limiting examples of peroxide-based high SADT initiators include dibenzoyl peroxide (BPO) (SADT: 75°C), 1,1-di(t-hexylperoxy)cyclohexane (SADT: 65°C), °C), 1,1-bis(t-butylperoxy)cyclohexane (SADT: 60°C), cumene hydroperoxide (SADT: 80°C), 1,3-bis(t-butylperoxy)-m-isopropyl Benzene (SADT: 85°C), 2,5-dimethyl-2,5-di(t-butylperoxy)hexane (SADT: 90°C), 2,5-dimethyl-2,5-di(t-butylperoxy) Oxy)hexyne-3 (SADT: 90°C), diisopropylbenzene hydroperoxide (SADT: 80°C), t-butyl peroxybenzoate (SADT: 65°C
- Perhexa HC Commercial products of peroxide-based high SADT initiators include “Perhexa HC”, “Perhexa C” series, “Perhexa HC”, “Perhexa C” series, “Perhexa 25B” series, “Perhexa 25B”, “Perhexa HC”, “Perhexa 25B” series, manufactured by NOF Corporation.
- Examples include “Perbutyl P” series, “Perhexin 25B” series, “Niper BW”, “Niper NS”, and “Perbutyl Z”.
- azo-based high SADT initiators include azonitrile-based compounds, azoamide-based compounds, azo ester-based compounds, alkylazo-based compounds, azoamidine-based compounds, azoimidazoline-based compounds, and polymeric azo-based compounds with an SADT of 50°C. Any of the above can be selected and used.
- Non-limiting examples of azo-based high SADT initiators include, for example, 2,2'-azobisisobutyronitrile (AIBN), 1,1'-azobis(cyclohexane-1-carbonitrile), 4,4 - Azobis(4-cyanovaleric acid), 2,2'-azobis(N-butyl-2-methylpropionamide, 2,2'-azobis(2,4,4-trimethylpentane), etc.).Azo type
- AIBN 2,2'-azobisisobutyronitrile
- 1,1'-azobis(cyclohexane-1-carbonitrile) 4,4 - Azobis(4-cyanovaleric acid
- 2,2'-azobis(N-butyl-2-methylpropionamide 2,2'-azobis(2,4,4-trimethylpentane), etc.
- Azo type The high SADT initiators can be used alone or in combination of two or more.
- At least an azo polymerization initiator is used as the thermal polymerization initiator.
- Adhesives that contain an azo polymerization initiator as a thermal polymerization initiator can maintain the desired heat-releasable property after storage, even when stored for a long time or when there are temperature changes during storage. It is.
- an azo polymerization initiator as a thermal polymerization initiator, an adhesive with good storage stability can be formed. The reason for this is thought to be that azo polymerization initiators have better thermal stability in adhesives containing polymers and polyfunctional monomers than other types of polymerization initiators; The techniques used are not limited to the above considerations. Further, when an azo polymerization initiator is used as a thermal polymerization initiator, the amount of outgas from the adhesive tends to be reduced.
- the azo polymerization initiators can be used alone or in combination of two or more.
- the azo polymerization initiator used in the technology disclosed herein is not particularly limited, and includes azonitrile compounds, azoamide compounds, azo ester compounds, alkylazo compounds, azoamidine compounds, azoimidazoline compounds, and polymers. Any azo compound can be used.
- Non-limiting specific examples of azo polymerization initiators include 2,2'-azobisisobutyronitrile (AIBN), 1,1'-azobis(cyclohexane-1-carbonitrile), 4,4- Examples include azobis(4-cyanovaleric acid), 2,2'-azobis(N-butyl-2-methylpropionamide), 2,2'-azobis(2,4,4-trimethylpentane), and the like.
- the azo polymerization initiator one having a 10-hour half-life temperature of, for example, 50° C. or higher can be preferably used.
- the 10-hour half-life temperature of a polymerization initiator refers to the temperature at which the concentration of the initiator is halved in 10 hours, and represents the decomposition rate of the polymerization initiator and thermal decomposition (radical generation) at a given temperature. Used as an indicator.
- the 10-hour half-life temperature of the polymerization initiator the nominal value described in the manufacturer's catalog etc. is adopted. For those without manufacturer's nominal values, values measured using an appropriate solvent (for example, toluene) may be used.
- the thermal polymerization initiator with a high 10-hour half-life temperature has excellent heat resistance, They also tend to have excellent storage stability.
- the 10-hour half-life temperature of the azo polymerization initiator is preferably 55°C or higher, more preferably 60°C or higher, even more preferably 65°C or higher, particularly preferably 70°C or higher, and 80°C or higher.
- the temperature may be 90°C or higher, or 100°C or higher (for example, higher than 100°C).
- the upper limit of the 10-hour half-life temperature of the azo polymerization initiator is, for example, 150°C or lower, and suitably 120°C or lower.
- an azo polymerization initiator having a 10-hour half-life temperature of, for example, 100°C or less (eg, less than 100°C, 95°C or less, or 90°C or less) may be used.
- the content of the azo polymerization initiator in the adhesive composition is 0 parts by weight based on 100 parts by weight of the polymer (specifically base polymer, for example, acrylic polymer) contained in the adhesive composition. .1 part by weight or more (0.10 part by weight or more).
- the azo polymerization initiator in the above amount in the adhesive composition and eventually in the adhesive, the azo polymerization initiator is brought into sufficient contact with the polyfunctional monomer in the adhesive, and the reaction between the two is quickly caused. It can be advanced. This makes it possible to form an adhesive with good heat-releasability.
- the adhesive can have good storage stability by containing an azo polymerization initiator.
- the amount of the azo polymerization initiator relative to 100 parts by weight of the polymer is preferably 0.15 parts by weight or more, more preferably 0.20 parts by weight or more, even more preferably 0.25 parts by weight or more, The amount may be 0.30 parts by weight or more, 0.35 parts by weight or more, 0.40 parts by weight or more, 0.45 parts by weight or more, or 0.50 parts by weight or more.
- the upper limit of the content of the azo polymerization initiator in the adhesive composition is not particularly limited, and can be appropriately set so as not to impair adhesive properties such as adhesive strength and storage stability.
- the amount of the azo polymerization initiator relative to 100 parts by weight of the polymer is, for example, approximately 10 parts by weight or less, preferably 5 parts by weight or less. , more preferably 3 parts by weight or less, further preferably 1.5 parts by weight or less, particularly preferably less than 1.2 parts by weight (for example, 1.1 parts by weight or less), and 1.0 parts by weight or less (for example, 1.5 parts by weight or less).
- the amount may be less than 0 parts by weight), less than 0.8 parts by weight, or less than 0.6 parts by weight (for example, less than 0.4 parts by weight).
- the content of the azo polymerization initiator in the adhesive composition can also be specified by its relative relationship with the polyfunctional monomer contained in the adhesive composition.
- the amount of the azo polymerization initiator relative to 100 parts by weight of the polyfunctional monomer is 0.1 part by weight or more (0.10 parts by weight or more) from the viewpoint of the probability of contact with the polyfunctional monomer.
- the amount is preferably 0.15 parts by weight or more, more preferably 0.20 parts by weight or more, still more preferably 0.25 parts by weight or more, and may be 0.30 parts by weight or more.
- the amount may be .35 parts by weight or more, 0.40 parts by weight or more, 0.45 parts by weight or more, or 0.50 parts by weight or more.
- the amount of the azo polymerization initiator relative to 100 parts by weight of the polyfunctional monomer is, for example, approximately 10 parts by weight or less, preferably 5 parts by weight or less, more preferably 3 parts by weight or less, and even more preferably is 1.5 parts by weight or less, particularly preferably less than 1.2 parts by weight (for example, 1.1 parts by weight or less), and may be 1.0 parts by weight or less (for example, less than 1.0 parts by weight), The amount may be 0.8 part by weight or less, or 0.6 part by weight or less (for example, 0.4 part by weight or less).
- an azo polymerization initiator is used as a thermal polymerization initiator
- the adhesive composition and ultimately the adhesive (layer) contains only an azo polymerization initiator as a thermal polymerization initiator;
- Any embodiment including a thermal polymerization initiator (non-azo polymerization initiator) different from the azo polymerization initiator can be implemented.
- the effect of using an azo polymerization initiator can be maximized, and in an embodiment in which an azo polymerization initiator and a non-azo polymerization initiator are used together, Actions and properties based on non-azo polymerization initiators can be utilized.
- the proportion of the azo polymerization initiator to the total thermal polymerization initiator contained in the adhesive composition is approximately 10% by weight or more, so as to enhance the effect of the azo polymerization initiator.
- the content is preferably 30% by weight or more, more preferably 40% by weight or more, even more preferably 50% by weight or more (for example, more than 50% by weight), and may be 55% by weight or more. It may be 60% by weight or more.
- the proportion of the azo polymerization initiator in the total thermal polymerization initiator is, for example, approximately 65% by weight or more, may be 75% by weight or more, or may be 85% by weight or more.
- the upper limit of the proportion of the azo polymerization initiator in the entire thermal polymerization initiator is 100% by weight, and may be, for example, 90% by weight or less, 80% by weight or less, or 70% by weight or less. , 60% by weight or less.
- the non-azo polymerization initiator used together with the azo polymerization initiator is not particularly limited, and for example, peroxide A system polymerization initiator, a redox system polymerization initiator based on a combination of a peroxide and a reducing agent, a substituted ethane system polymerization initiator, etc. can be used.
- persulfates such as potassium persulfate and ammonium persulfate
- peroxide compounds such as benzoyl peroxide (BPO), t-butyl hydroperoxide, and hydrogen peroxide
- substituted ethane such as phenyl-substituted ethane
- System initiators for example, redox system initiators formed by combinations of peroxides and reducing agents, such as combinations of persulfates and sodium bisulfite, and combinations of peroxides and sodium ascorbate; etc.
- These non-azo polymerization initiators can be used alone or in combination of two or more.
- the technology disclosed herein is preferably implemented in an embodiment in which an azo polymerization initiator and a peroxide polymerization initiator are used in combination as the thermal polymerization initiator contained in the adhesive composition. can be done.
- a non-azo polymerization initiator having a 10-hour half-life temperature of, for example, 50°C or higher. obtain.
- the 10-hour half-life temperature of the non-azo polymerization initiator may be 55° C. or higher, 60° C. or higher, 65° C. or higher, or 70° C. or higher. The temperature may be higher than °C.
- the upper limit of the 10-hour half-life temperature of the non-azo polymerization initiator is suitably about 100°C or less (for example, less than 100°C), it may be 95°C or less, it may be 90°C or less, and it may be 85°C or less.
- the temperature may be lower than or equal to 80°C.
- the total amount of thermal polymerization initiators (if two or more types are included, the total content of the two or more types) contained in the adhesive composition is set so that easy heat peelability is achieved.
- the total amount of the thermal polymerization initiator is, for example, 0.1 parts by weight or more based on 100 parts by weight of the polymer (specifically, the base polymer, such as an acrylic polymer) contained in the adhesive composition. It is.
- the total amount of the thermal polymerization initiator based on 100 parts by weight of the polymer is preferably 0.2 parts by weight or more, more preferably 0.3 parts by weight or more, and still more preferably 0.4 parts by weight or more. and may be 0.5 parts by weight or more.
- the upper limit of the total amount of the thermal polymerization initiator in the adhesive composition is not particularly limited, and in some embodiments, the total amount of the thermal polymerization initiator relative to 100 parts by weight of the polymer (specifically, the base polymer, e.g., acrylic polymer) is suitably about 10 parts by weight or less, preferably 5 parts by weight or less, more preferably 3 parts by weight or less, still more preferably 1.5 parts by weight or less, particularly preferably less than 1.2 parts by weight (e.g. 1 1 part by weight or less), may be 1.0 part by weight or less (for example, less than 1.0 part by weight), may be 0.9 part by weight or less, may be 0.8 part by weight or less, and may be 0.1 part by weight or less.
- the base polymer e.g., acrylic polymer
- thermosetting properties may be 7 parts by weight or less, or 0.6 parts by weight or less.
- total amount of the thermal polymerization initiator within a predetermined range, it is possible to preferably realize an adhesive that has efficient thermosetting properties and easy heat peeling properties while obtaining adhesive properties such as adhesive strength and storage stability. Can be done.
- the content of the thermal polymerization initiator in the adhesive composition can also be specified by its relative relationship with the polyfunctional monomer.
- the amount of the thermal polymerization initiator relative to 100 parts by weight of the polyfunctional monomer is suitably 0.1 parts by weight or more, preferably 0.1 parts by weight or more, from the viewpoint of the probability of contact with the polyfunctional monomer.
- the amount is at least .2 parts by weight, more preferably at least 0.3 parts by weight, even more preferably at least 0.4 parts by weight, and may be at least 0.5 parts by weight.
- the amount of thermal polymerization initiator relative to 100 parts by weight of the polyfunctional monomer is determined from the viewpoint of the probability of contact with the polyfunctional monomer. It is appropriate that the amount is 1.0 parts by weight or more, preferably 1.5 parts by weight or more, more preferably 3 parts by weight or more, even more preferably 5 parts by weight or more, and may be 7 parts by weight or more. . Further, the amount of the thermal polymerization initiator relative to 100 parts by weight of the polyfunctional monomer may be, for example, about 20 parts by weight or less, 15 parts by weight or less, or 12 parts by weight or less.
- the amount of the thermal polymerization initiator relative to 100 parts by weight of the polyfunctional monomer is, for example, approximately 10 parts by weight or less, preferably 5 parts by weight or less, more preferably 3 parts by weight or less, and even more preferably It is 1.5 parts by weight or less, particularly preferably less than 1.2 parts by weight (for example, 1.1 parts by weight or less), and may be 1.0 parts by weight or less (for example, less than 1.0 parts by weight), and 0 The amount may be .9 parts by weight or less, 0.8 parts by weight or less, 0.7 parts by weight or less, or 0.6 parts by weight or less.
- the adhesive composition disclosed herein may contain a crosslinking agent as necessary, mainly for the purpose of crosslinking within the adhesive layer or between the adhesive layer and its adjacent surface.
- the crosslinking agent is typically contained in the adhesive layer in a form after crosslinking reaction. By using a crosslinking agent, the cohesive force of the adhesive layer can be appropriately adjusted.
- crosslinking agent is not particularly limited, and is selected from among conventionally known crosslinking agents so that the crosslinking agent exhibits an appropriate crosslinking function within the adhesive layer, depending on the composition of the adhesive composition, for example. be able to.
- crosslinking agents that can be used include isocyanate crosslinking agents, epoxy crosslinking agents, oxazoline crosslinking agents, aziridine crosslinking agents, carbodiimide crosslinking agents, melamine crosslinking agents, urea crosslinking agents, metal alkoxide crosslinking agents, and metals.
- examples include chelate crosslinking agents, metal salt crosslinking agents, hydrazine crosslinking agents, and amine crosslinking agents.
- isocyanate crosslinking agents epoxy crosslinking agents, oxazoline crosslinking agents, aziridine crosslinking agents, and carbodiimide crosslinking agents are preferred, and isocyanate crosslinking agents are particularly preferred.
- a bifunctional or more polyfunctional isocyanate compound can be used.
- aromatic isocyanates such as tolylene diisocyanate, xylene diisocyanate, polymethylene polyphenyl diisocyanate, tris(p-isocyanatophenyl) thiophosphate, diphenylmethane diisocyanate; alicyclic isocyanates such as isophorone diisocyanate; aliphatic such as hexamethylene diisocyanate. Isocyanates; and the like.
- epoxy crosslinking agent those having two or more epoxy groups in one molecule can be used without particular limitation.
- Epoxy crosslinking agents having 3 to 5 epoxy groups in one molecule are preferred.
- Specific examples of epoxy crosslinking agents include N,N,N',N'-tetraglycidyl-m-xylene diamine, 1,3-bis(N,N-diglycidylaminomethyl)cyclohexane, and 1,6-hexane.
- Examples include diol diglycidyl ether, polyethylene glycol diglycidyl ether, and polyglycerol polyglycidyl ether.
- epoxy crosslinking agents include Mitsubishi Gas Chemical's product names “TETRAD-X” and “TETRAD-C,” DIC's product name “Epicron CR-5L,” and Nagase ChemteX's product name. Examples include “Denacol EX-512” under the name “Denacol EX-512” and “TEPIC-G” manufactured by Nissan Chemical Industries, Ltd.
- oxazoline crosslinking agent those having one or more oxazoline groups in one molecule can be used without particular limitation.
- aziridine-based crosslinking agents include trimethylolpropane tris[3-(1-aziridinyl)propionate], trimethylolpropane tris[3-(1-(2-methyl)aziridinylpropionate)], etc. It will be done.
- carbodiimide crosslinking agent a low molecular compound or a high molecular compound having two or more carbodiimide groups can be used.
- the amount used (if two or more types of crosslinking agents are used, the total amount thereof) is not particularly limited. From the perspective of realizing an adhesive that exhibits adhesive properties such as adhesive strength and cohesive force in a well-balanced manner, the amount of crosslinking agent used is determined by the amount of the polymer (specifically the base polymer, e.g. acrylic polymer) contained in the adhesive composition. The amount may be more than 0 parts by weight per 100 parts by weight.
- the amount of the crosslinking agent used can be, for example, 0.001 parts by weight or more, 0.01 parts by weight or more, 0.1 parts by weight or more, 0.01 parts by weight or more, based on 100 parts by weight of the polymer.
- the amount may be .5 parts by weight or more.
- the amount of the crosslinking agent used is, for example, 1 part by weight or more, may be 1.5 parts by weight or more, may be 2 parts by weight or more, 2 parts by weight or more, based on 100 parts by weight of the polymer.
- the amount may be .5 parts by weight or more.
- the upper limit of the amount of the crosslinking agent to be used is not particularly limited, and it is appropriate to use about 20 parts by weight or less per 100 parts by weight of the above polymer (specifically, the base polymer, for example, an acrylic polymer), and some In an embodiment, the amount is preferably 10 parts by weight or less, may be 7 parts by weight or less, or may be 5 parts by weight or less.
- the amount of the crosslinking agent used is preferably less than 5 parts by weight, and may be less than 3 parts by weight, based on 100 parts by weight of the polymer. In some preferred embodiments, the amount of the crosslinking agent used is 2 parts by weight or less based on 100 parts by weight of the polymer, and may be 1.5 parts by weight or less (for example, less than 1.5 parts by weight). It may be 1.2 parts by weight or less, 1.0 parts by weight or less (for example, less than 1.0 parts by weight), 0.8 parts by weight or less, 0.6 parts by weight or less, 0.5 parts by weight.
- the crosslinking density is moderately suppressed, and at such crosslinking density, the polyfunctional monomer etc. and the thermal polymerization initiator frequently collide with each other during heat treatment, and thermal curing progresses. It is thought that the reduction rate of peeling force after heating can be increased, and the desired heat-resistant easy peelability and heat-resistant easy peelability are exhibited. Note that the technology disclosed herein is not limited to the above consideration.
- a crosslinking catalyst may be used to advance the crosslinking reaction more effectively.
- the crosslinking catalyst include metal crosslinking catalysts such as tetra-n-butyl titanate, tetraisopropyl titanate, ferric nathem, butyltin oxide, and dioctyltin dilaurate.
- the amount of crosslinking catalyst used is not particularly limited. The amount of the crosslinking catalyst used is, for example, about 0.0001 part by weight or more, about 0.001 part by weight, based on 100 parts by weight of the polymer (specifically, the base polymer, for example, acrylic polymer) contained in the adhesive composition. The amount may be about 0.005 part by weight or more, or about 1 part by weight or less, about 0.1 part by weight or less, or about 0.05 part by weight or less.
- the adhesive composition used to form the adhesive layer may contain a compound that causes keto-enol tautomerism as a crosslinking retarder.
- a compound that causes keto-enol tautomerism can be preferably used in a pressure-sensitive adhesive composition containing an isocyanate-based crosslinking agent or a pressure-sensitive adhesive composition that can be used in combination with an isocyanate-based crosslinking agent.
- a compound that produces keto-enol tautomerism can be preferably used. Thereby, the effect of extending the pot life of the adhesive composition can be exhibited.
- Various ⁇ -dicarbonyl compounds can be used as the compound that causes keto-enol tautomerism.
- ⁇ -diketones such as acetylacetone and 2,4-hexanedione
- acetoacetates such as methyl acetoacetate and ethyl acetoacetate
- propionyl acetates such as ethyl propionyl acetate
- isobutyryl such as ethyl isobutyryl acetate.
- Acetic esters; malonic esters such as methyl malonate and ethyl malonate; and the like.
- suitable compounds include acetylacetone and acetoacetic acid esters.
- Compounds that cause keto-enol tautomerism can be used singly or in combination of two or more.
- the amount of the compound that causes keto-enol tautomerism to be used is, for example, 0.1 parts by weight or more and 20 parts by weight based on 100 parts by weight of the polymer (specifically, the base polymer, such as an acrylic polymer) contained in the adhesive composition. It may be 0.5 parts by weight or more and 15 parts by weight or less, for example, it can be 1 part by weight or more and 10 parts by weight or less, and 1 part by weight or more and 5 parts by weight or less. Good too.
- the adhesive composition may also contain one or more monofunctional monomers containing one ethylenically unsaturated group in one molecule, if desired.
- Monofunctional monomers are used within the range that does not impair the effects of the technology disclosed herein.
- the monofunctional monomer known monofunctional acrylate monomers and vinyl monomers may be used.
- the content of the monofunctional monomer in the adhesive composition is approximately 100 parts by weight or less (0 parts by weight or more and 100 parts by weight or less, for example 100 parts by weight) per 100 parts by weight of the polyfunctional monomer. The amount may be less than 50 parts by weight, less than 30 parts by weight, less than 10 parts by weight, or less than 1 part by weight.
- the technique disclosed herein can be practiced in an embodiment in which the adhesive composition does not substantially contain a monofunctional monomer.
- the adhesive composition used for forming the adhesive layer may contain a tackifier, a silane coupling agent, a peel force regulator (such as a surfactant), a viscosity regulator (such as a thickener), and a leveling agent, as necessary.
- the adhesive composition may contain various additives common in the field of pressure-sensitive adhesive compositions, such as additives, plasticizers, fillers, colorants such as pigments and dyes, stabilizers, preservatives, and anti-aging agents. Regarding such various additives, conventionally known ones can be used in a conventional manner, and since they do not particularly characterize the present invention, detailed explanations will be omitted.
- the content of the tackifier in the pressure-sensitive adhesive composition and thus the pressure-sensitive adhesive is as follows: For example, it can be less than 10 parts by weight, or even less than 5 parts by weight.
- the content of the tackifier may be less than 1 part by weight (for example, less than 0.5 parts by weight), or less than 0.1 parts by weight (0 parts by weight or more and less than 0.1 parts by weight). good.
- the adhesive composition may be tackifier-free.
- the technology disclosed herein can be preferably implemented using a solvent-based adhesive composition.
- the above-mentioned solvent-based adhesive composition is an adhesive composition containing an adhesive-forming component in an organic solvent.
- a solvent-based adhesive composition typically contains a solution polymerized monomer component, a polyfunctional monomer, a thermal polymerization initiator, and optionally other additives.
- the effects of the technology disclosed herein can be effectively exhibited in a form that includes a solvent-based adhesive (layer).
- the solvent contained in the solvent-based adhesive composition can be appropriately selected from conventionally known organic solvents.
- aromatic compounds such as toluene; esters such as ethyl acetate and butyl acetate; aliphatic or alicyclic hydrocarbons such as hexane and cyclohexane; 1,2- Selected from halogenated alkanes such as dichloroethane; lower alcohols such as isopropyl alcohol (for example, monohydric alcohols with 1 to 4 carbon atoms); ethers such as tert-butyl methyl ether; ketones such as methyl ethyl ketone; etc. Any one type of solvent or a mixed solvent of two or more types can be used.
- the adhesive composition disclosed herein hardens when heated, and can be peeled off from an adherend using heating, and can be easily removed from an adherend even after heating at high temperatures.
- a removable adhesive can be formed. Therefore, the adhesive composition disclosed herein, the adhesive formed from the adhesive composition, and the adhesive sheet having the adhesive (layer) are respectively a thermosetting adhesive composition and a thermosetting adhesive. It can be called a thermosetting adhesive sheet.
- the adhesive disclosed herein can be formed using, for example, any of the adhesive compositions described above.
- Such an adhesive may be an adhesive obtained by curing an adhesive composition by drying, crosslinking, polymerization, cooling, etc., that is, a cured product of the above-mentioned adhesive composition. Only one type of curing means (for example, drying, crosslinking, polymerization, cooling, etc.) for the adhesive composition may be applied, or two or more types may be applied simultaneously or in multiple stages.
- the composition can typically be dried (and preferably further crosslinked) to form the adhesive.
- Formation of an adhesive (layer) from an adhesive composition can be performed by a conventionally known method.
- the adhesive can be formed in the form of a layer (adhesive layer) by applying (for example, coating) the adhesive composition to a suitable surface and then appropriately performing a curing treatment.
- a pressure-sensitive adhesive composition is applied to the surface having releasability (release surface), and then the pressure-sensitive adhesive composition is cured to form a pressure-sensitive adhesive layer (
- a pressure-sensitive adhesive sheet can be formed by forming a layer consisting of a pressure-sensitive adhesive.
- a method in which the pressure-sensitive adhesive composition is directly applied to the base material (typically by coating) and cured to form the pressure-sensitive adhesive layer. can do.
- a method (transfer method) of forming an adhesive layer on the surface by applying an adhesive composition to a surface having releasability (releasable surface) and curing the adhesive composition, and then transferring the adhesive layer to a base material. may be adopted.
- the release surface the surface of a release liner, the back surface of a release-treated base material, etc. can be used.
- the adhesive layer disclosed herein is typically formed continuously, it is not limited to this form; for example, it may be formed in a regular or random pattern such as dots or stripes. It may also be a formed adhesive layer.
- the adhesive composition may be applied using a known or commonly used coater, such as a gravure roll coater, reverse roll coater, kiss roll coater, dip roll coater, die coater, bar coater, knife coater, or spray coater. Can be done. Alternatively, the adhesive composition may be applied by impregnation, curtain coating, or the like. From the viewpoint of promoting crosslinking reaction, improving production efficiency, etc., it is preferable to dry the adhesive composition under heating.
- the drying temperature is not particularly limited, but can be, for example, about 40 to 100°C, and usually preferably about 60 to 80°C.
- drying at the above temperature for example, drying for about 1 to 10 minutes, more specifically, about 3 to 7 minutes
- the heating temperature is low and the solvent is already evaporating.
- reaction and deactivation of the polymerization initiator are negligible.
- aging is further performed for the purpose of adjusting component migration within the adhesive layer, progressing the crosslinking reaction, and alleviating distortion that may exist in the base material and the adhesive layer. It's okay.
- the adhesive disclosed herein contains the above-mentioned polymer (specifically, a base polymer, such as an acrylic polymer), a polyfunctional monomer (such as a polyfunctional acrylic monomer), and a thermal polymerization initiator.
- a base polymer such as an acrylic polymer
- a polyfunctional monomer such as a polyfunctional acrylic monomer
- a thermal polymerization initiator such as a thermal polymerization initiator.
- the components contained in the adhesive formed from the adhesive composition disclosed herein and the content of each component are the same as those contained in the adhesive composition, excluding components (typically solvents) that disappear during the curing process. Since it is the same as the amount and content, duplicate explanation will be omitted.
- the total proportion of the polymer, polyfunctional monomer, and thermal polymerization initiator in the entire pressure-sensitive adhesive is 50% by weight or more (for example, (more than 50% by weight and not more than 100% by weight), preferably 70% by weight or more, more preferably 80% by weight or more, even more preferably 90% by weight or more, even if it is 95% by weight or more. good.
- the initial (before heating) gel fraction (weight basis) of the adhesive (layer) is, for example, 85% or less.
- the initial (before heating) gel fraction (weight basis) of the adhesive (layer) is, for example, 85% or less.
- it is preferably 80% or less, more preferably 75% or less, and may be 70% or less, 65% or less, or 60% or less.
- the initial gel fraction of the adhesive (layer) is suitably 20% or more, preferably 30%. Above, it is more preferably 40% or more, still more preferably 50% or more, may be 60% or more, and may be 70% or more.
- An adhesive having an appropriate initial gel fraction within the above range tends to have good heat curing reactivity.
- the gel fraction of the adhesive (layer) after heating is higher than the gel fraction before heating.
- the rate of increase in gel fraction after heating determined by is preferably 10% or more, more preferably 20% or more, even more preferably 30% or more, may be 40% or more, may be 50% or more, It may be 60% or more, or it may be 70% or more.
- the pressure-sensitive adhesive having the above-mentioned rate of increase in gel fraction after heating is easily cured by heating, and tends to have a high rate of reduction in peeling force after heating, and thus tends to have excellent easy-to-heat peelability and easy-to-heat-resistant peelability.
- the upper limit of the gel fraction increase rate after heating is appropriately set depending on the desired thermosetting property, and may be, for example, 90% or less, 80% or less, or 70% or less. It may be 60% or less, 50% or less, 40% or less, or 30% or less.
- the gel fraction (weight basis) of the adhesive (layer) after heating is 50% or more (for example, more than 50%) from the viewpoint of developing easy heat releasability. It is suitable, preferably 60% or more, more preferably 70% or more, even more preferably 80% or more, particularly preferably 90% or more, and may be 95% or more. Further, in some embodiments, the gel fraction after heating of the adhesive (layer) may be, for example, 99% or less, 95% or less, or 90% or less.
- the rate of increase in gel fraction after storage determined by is preferably 20% or less, more preferably 18% or less, may be 16% or less, may be 12% or less, may be 8% or less, It may be less than %.
- An adhesive whose gel fraction increase after storage is suppressed as described above tends to have good storage stability. In practical terms, the lower limit of the gel fraction increase rate after storage may be, for example, 1% or more, 5% or more, or 10% or more.
- the gel fraction (by weight) of the adhesive (layer) after storage is, for example, 85% from the viewpoint of maintaining adhesiveness and heat-releasable properties even after storage. It is appropriate that the amount is below, preferably 80% or less, more preferably 75% or less, and may be 70% or less. In some embodiments, the gel fraction of the adhesive (layer) after storage is suitably 20% or more, preferably 30% or more, more preferably 40% or more, even more preferably 50% or more, It may be 60% or more, or 70% or more.
- the gel fraction of the adhesive (layer) after storage and heating is preferably higher than the gel fraction after storage.
- the rate of increase in gel fraction after storage/heating determined by; is preferably 5% or more, more preferably 15% or more, even more preferably 25% or more, may be 30% or more, and even 35% or more. It may be 40% or more, or 45% or more.
- Adhesives with the above gel fraction increase rate after storage/heating have excellent storage stability, are cured by heating even after storage, have a peeling force reduction rate of more than a predetermined value, and have easy-to-heat peelability and heat resistance. Easy to maintain peelability.
- the upper limit of the gel fraction increase rate after storage/heating is appropriately set depending on the desired thermosetting property, and may be, for example, 90% or less, 80% or less, or 70% or less. % or less, 60% or less, 50% or less, 40% or less, or 30% or less.
- the gel fraction (weight basis) of the adhesive (layer) after storage/heating is 50% or more (e.g. 50% or more), preferably 60% or more, more preferably 70% or more, even more preferably 80% or more, particularly preferably 90% or more, and may even be 95% or more. Further, in some embodiments, the gel fraction of the adhesive (layer) after storage/heating may be, for example, 99% or less, or 95% or less.
- the gel fraction of the adhesive can be adjusted mainly by the monomer composition of the polymer, Mw, amount of polyfunctional monomer, type and amount of crosslinking agent, etc.
- the gel fraction after heating, the gel fraction after storage, and the gel fraction after storage/heating are mainly determined by polymer design (for example, introduction of ethylenically unsaturated groups), the type and amount of polyfunctional monomer, It can be adjusted depending on the type and amount of polymerization initiator.
- polymer design for example, introduction of ethylenically unsaturated groups
- the adhesive sheet disclosed herein includes an adhesive layer.
- the adhesive constituting the adhesive layer is an adhesive formed from any of the adhesive compositions disclosed herein (for example, a cured product of the adhesive composition).
- the adhesive sheet may be an adhesive sheet with a base material having the above-mentioned adhesive layer on one or both sides of a non-peelable base material (supporting base material), and the above-mentioned adhesive layer is held on a release liner.
- a pressure-sensitive adhesive sheet without a base material ie, a pressure-sensitive adhesive sheet without a non-peelable base material; typically a pressure-sensitive adhesive sheet consisting of a pressure-sensitive adhesive layer
- a pressure-sensitive adhesive sheet without a base material ie, a pressure-sensitive adhesive sheet without a non-peelable base material; typically a pressure-sensitive adhesive sheet consisting of a pressure-sensitive adhesive layer
- the concept of adhesive sheet here may include what is called an adhesive tape, an adhesive label, an adhesive film, and the like.
- the pressure-sensitive adhesive sheet disclosed herein may be in the form of a roll or a sheet. Alternatively, the adhesive sheet may be further processed into various shapes.
- Figure 1 shows the cross-sectional structure of the adhesive sheet.
- the adhesive sheet 1 has an adhesive surface 1A, and has a single-sided adhesive property in which an adhesive layer 20 is provided on one side 10A of a sheet-like base material layer (supporting base material) 10. It is in the form of an adhesive sheet.
- the adhesive sheet 1 is used by attaching the surface 20A of the adhesive layer 20, which is the adhesive surface 1A thereof, to an adherend.
- the back surface 10B (the surface opposite to one surface 10A) of the base material layer 10 is also the back surface 1B of the adhesive sheet 1, and constitutes the outer surface of the adhesive sheet 1.
- the adhesive sheet 1 before use is an adhesive sheet with a release liner, in which the adhesive surface 1A is protected by a release liner 30 with at least the adhesive layer 20 side serving as a release surface. 50 forms.
- the other surface (back surface) 10B of the base material layer 10 is a release surface, and when the adhesive sheet 1 is wound into a roll, the adhesive layer 20 comes into contact with the back surface and the surface (adhesive It may be an adhesive sheet in which the surface 1A) is protected.
- the thickness of the adhesive layer is not particularly limited.
- the thickness of the adhesive layer is usually 1 ⁇ m or more, may be 2 ⁇ m or more, or may be 3 ⁇ m or more. As the thickness of the adhesive layer increases, the adhesive force to the adherend tends to improve. In some preferred embodiments, the thickness of the adhesive layer is 5 ⁇ m or more, may be 7 ⁇ m or more, or may be 9 ⁇ m or more.
- the upper limit of the thickness of the adhesive layer is suitably, for example, about 200 ⁇ m or less, and may be 100 ⁇ m or less (for example, less than 100 ⁇ m), or may be 50 ⁇ m or less.
- the thickness of the adhesive layer is 40 ⁇ m or less, may be 30 ⁇ m or less (eg, less than 30 ⁇ m), may be 20 ⁇ m or less, or may be 15 ⁇ m or less.
- the adhesive sheet disclosed herein may include a base layer.
- Various sheet-like base materials can be used as the base material (layer) that supports (backs) the adhesive layer.
- resin films include polyolefin films such as polyethylene (PE), polypropylene (PP), and ethylene-propylene copolymers; polyester films such as polyethylene terephthalate (PET) and polyethylene naphthalate (PEN); vinyl chloride resin films. vinyl acetate resin film; polyamide resin film; fluororesin film; cellophane; and the like.
- resin films include one or two of polyphenylene sulfide resins, polysulfone resins, polyether sulfone resins, polyether ether ketone resins, polyarylate resins, polyamideimide resins, polyimide resins, etc.
- resin films formed from the above engineering plastics (which may be super engineering plastics). The use of engineering plastics is preferred from the viewpoint of heat resistance.
- paper include Japanese paper, kraft paper, glassine paper, high quality paper, synthetic paper, top coated paper, and the like.
- the fabric include woven fabrics and nonwoven fabrics made of various fibrous substances alone or in combination.
- Examples of the above-mentioned fibrous materials include cotton, staple fiber, Manila hemp, pulp, rayon, acetate fiber, polyester fiber, polyvinyl alcohol fiber, polyamide fiber, and polyolefin fiber.
- Examples of rubber sheets include natural rubber sheets, butyl rubber sheets, and the like.
- Examples of foam sheets include foamed polyurethane sheets, foamed polychloroprene rubber sheets, and the like.
- Examples of metal foil include aluminum foil, copper foil, and the like.
- a resin film having a predetermined rigidity (strength) and excellent processability and handleability is used as the base material (layer).
- a polyester film is used as the resin film base material.
- the term "resin film” is typically a non-porous film, and typically means a substantially void-free resin film. Therefore, the resin film is a concept that is distinguished from foam films and nonwoven fabrics.
- the density of the resin film that can be used as the base material is approximately 0.85 to 1.50 g/cm 3 (for example, 0.90 g/cm 3 to 1.20 g/cm 3 , typically 0.92 g/cm 3 to 1.05 g/cm 3 ).
- the resin film may have a single-layer structure or a multi-layer structure of two or more layers (for example, a three-layer structure).
- additives such as light stabilizers, antioxidants, antistatic agents, colorants (dyes, pigments, etc.), fillers, slip agents, and anti-blocking agents may be added to the base material layer (for example, a resin film). It can be blended according to the requirements.
- the amount of additives to be blended is not particularly limited, and can be appropriately set depending on the application and the like.
- the method for producing the resin film is not particularly limited.
- conventionally known general resin film forming methods such as extrusion molding, inflation molding, T-die casting molding, and calender roll molding can be appropriately employed.
- the base layer may be substantially composed of a resin film.
- the base layer may include an auxiliary layer in addition to the resin film.
- auxiliary layers include optical property adjustment layers (e.g., colored layers, antireflection layers), printing layers and laminate layers for imparting a desired appearance, antistatic layers, undercoat layers, surface layers such as release layers, etc.
- a processing layer may be mentioned.
- the thickness of the base material layer is not particularly limited and can be appropriately selected depending on the purpose, but generally it may be 1 to 500 ⁇ m. From the viewpoint of processability, handling, workability, etc., the thickness of the base material layer is suitably 2 ⁇ m or more (for example, 3 ⁇ m or more, typically 5 ⁇ m or more), and may be about 7 ⁇ m or more. , 10 ⁇ m or more. Further, the thickness of the base material layer is suitably about 200 ⁇ m or less, and from the viewpoint of weight reduction and thinning, it is preferably about 100 ⁇ m or less, more preferably about 50 ⁇ m or less, and 30 ⁇ m or less. The thickness may be 20 ⁇ m or less, or 15 ⁇ m or less. As the thickness of the base material layer decreases, the flexibility of the adhesive sheet and the ability to follow the surface shape of the adherend tend to improve.
- the adhesive layer side surface of the base layer may be subjected to conventional surface treatments such as corona treatment, plasma treatment, ultraviolet irradiation treatment, acid treatment, alkali treatment, and application of an undercoat (primer), as necessary. may have been applied.
- Such surface treatment may be a treatment for improving the adhesion between the base material layer and the adhesive layer, in other words, the anchoring ability of the adhesive layer to the base material layer.
- the composition of the primer is not particularly limited, and can be appropriately selected from known primers.
- the thickness of the undercoat layer is not particularly limited, but is suitably about 0.01 ⁇ m to 1 ⁇ m, preferably about 0.1 ⁇ m to 1 ⁇ m.
- the back surface of the base material layer may be subjected to surface treatments such as the various surface treatments described above and antistatic treatment.
- the total thickness of the adhesive sheet disclosed herein (which may include an adhesive layer and a base layer, but does not include a release liner) is not particularly limited, and is suitably in the range of approximately 5 to 1000 ⁇ m. .
- the total thickness of the adhesive sheet may be 10 ⁇ m or more, 15 ⁇ m or more, or 20 ⁇ m or more from the viewpoint of adhesive properties, handleability, etc. Further, from the viewpoint of weight reduction and thickness reduction, in some embodiments, the total thickness of the adhesive sheet is 500 ⁇ m or less, and may be 300 ⁇ m or less.
- the total thickness of the adhesive sheet is 100 ⁇ m or less (for example, less than 100 ⁇ m), more preferably 50 ⁇ m or less, and may be 30 ⁇ m or less. Reducing the thickness of the adhesive sheet is also advantageous in terms of thinning, size, weight, resource saving, etc.
- the release liner used in the adhesive sheet disclosed herein is not particularly limited, and includes, for example, a release liner in which the surface of a liner base material such as a resin film or paper has been subjected to release treatment, and a fluorine-based polymer (polymer).
- a release liner made of a low adhesive material such as tetrafluoroethylene (tetrafluoroethylene, etc.) or polyolefin resin (polyethylene, polypropylene, etc.) can be used.
- a silicone-based, long-chain alkyl-based, or other release agent may be used for the above-mentioned peeling treatment.
- a release-treated resin film can be preferably employed as a release liner.
- the adhesive sheet may have an initial peel strength F0 to a glass plate (initial peel strength to a glass plate) of 0.5 N/20 mm or more, and 0.8 N/20 mm or more. It is preferable that it is larger than 1.0 N/20 mm.
- the pressure-sensitive adhesive sheet exhibiting the above-mentioned initial peel strength to glass plate F0 can exhibit good adhesion to adherends. From the viewpoint of adhesion, the initial peel strength F0 to the glass plate may be 1.2 N/20 mm or more, 1.5 N/20 mm or more, 1.8 N/20 mm or more, or 2.0 N/20 mm or more. It may be 20 mm or more.
- the initial peel strength F0 to the glass plate is 3.0 N/20 mm or more, may be 5.0 N/20 mm or more, may be 7.0 N/20 mm or more, and is 8.0 N/20 mm. or more, 9.0 N/20 mm or more, or 10 N/20 mm or more.
- the pressure-sensitive adhesive sheet having the above-mentioned initial peel strength to glass plate F0 can exhibit sufficient adhesive properties while being bonded to an adherend.
- the upper limit of the initial peel strength F0 to the glass plate is appropriately set depending on the required adhesiveness, so it is not limited to a specific range, and may be, for example, approximately 20 N/20 mm or less, and may be approximately 10 N/20 mm.
- the above-mentioned initial peel strength to a glass plate F0 refers to the peel strength to a glass plate measured in an environment of 23° C. at a peel angle of 180 degrees and a speed of 300 mm/min.
- the above-mentioned initial peel strength to glass plate F0 is also referred to as pre-heating peel strength to glass plate (pre-heating peel strength to glass plate) F0 in a relative relationship with post-heating peel strength F1. More specifically, the initial peel strength F0 to the glass plate is measured by the method described in Examples below.
- the adhesive sheet has a peel strength F1 against a glass plate after heat treatment at 180° C. for 1 hour (peeling strength against glass plate after heating) of less than 3 N/20 mm, It is preferable that it is 1.0N/20mm or less.
- the pressure-sensitive adhesive sheet exhibiting the above-mentioned peel strength F1 to a glass plate after heating has heat-releasable properties and can further have heat-resistant easy-peel properties after heat treatment.
- the peel strength F1 to the glass plate after heating is preferably 0.8 N/20 mm or less, more preferably 0.6 N/20 mm or less, still more preferably 0.5 N/20 mm or less, from the viewpoint of peelability.
- the lower limit of the peel strength F1 to the glass plate after heating may be 0.0 N/20 mm, or 0.01 N/20 mm or more (for example, 0.1 N/20 mm or more).
- the peel strength F1 for the glass plate after heating is determined by heat treatment at 180°C for 1 hour while attached to an adherend, followed by peeling at a peeling angle of 180 degrees in an environment of 23°C. It refers to the peel strength against a glass plate measured at a speed of 300 mm/min. More specifically, the above-mentioned peel strength F1 against glass plate after heating is measured by the method described in Examples below.
- the adhesive sheet must have a peel strength against a glass plate measured after heating at 180°C for 30 minutes (peeling strength against a glass plate after heating for 30 minutes) of 1.0 N/20 mm or less. preferable.
- the pressure-sensitive adhesive sheet that exhibits peel strength against glass plate after heating for 30 minutes has easy-to-peel properties when heated, and by heating at high temperature for a short period of time, it can be easily peeled off by thermosetting and can be easily peeled off from the adherend. .
- the peel strength against the glass plate after heating for 30 minutes is suitably 0.9 N/20 mm or less, preferably 0.8 N/20 mm or less, more preferably 0.6 N/20 mm or less, and even more preferably is 0.5 N/20 mm or less, may be 0.4 N/20 mm or less, or may be 0.3 N/20 mm or less.
- the lower limit of the peel strength against the glass plate after heating for 30 minutes may be 0.0 N/20 mm, or 0.01 N/20 mm or more (for example, 0.1 N/20 mm or more).
- the above-mentioned peel strength against glass plate after heating for 30 minutes is determined by applying heat treatment at 180 degrees Celsius for 30 minutes while attached to an adherend, and then peeling at a peel angle of 180 degrees in an environment of 23 degrees Celsius. , refers to the peel strength against a glass plate measured at a speed of 300 mm/min. More specifically, the peel strength against the glass plate after heating for 30 minutes is measured in the same manner as the peel strength after heating F1, except that the heat treatment conditions are changed to 180° C. and 30 minutes.
- the adhesive sheet must have a peel strength against a glass plate (peeling strength after storage vs. glass plate) FS0 of 0.5 N/20 mm or more when measured using an adhesive sheet stored at 60°C for 7 days.
- peel strength after storage vs. glass plate 0.5 N/20 mm or more when measured using an adhesive sheet stored at 60°C for 7 days.
- it is 0.8 N/20 mm or more, and preferably larger than 1.0 N/20 mm.
- the pressure-sensitive adhesive sheet exhibiting the above-mentioned peel strength against glass plate FS0 after storage can exhibit good adhesive properties after storage, regardless of long-term storage, temperature conditions during storage, and the like.
- the peel strength FS0 to the glass plate after storage may be 1.2 N/20 mm or more, 1.5 N/20 mm or more, or 1.8 N/20 mm or more.
- the peel strength FS0 to the glass plate after storage is 3.0 N/20 mm or more, may be 5.0 N/20 mm or more, may be 7.0 N/20 mm or more, and may be 8.0 N/20 mm or more. It may be 20 mm or more, 9.0 N/20 mm or more, or 10 N/20 mm or more.
- the pressure-sensitive adhesive sheet having the above-mentioned initial peel strength to glass plate after storage FS0 can exhibit good adhesive properties even after storage.
- the upper limit of the peel strength FS0 to the glass plate after storage may be, for example, approximately 20 N/20 mm or less, approximately 10 N/20 mm or less, approximately 5 N/20 mm or less, or approximately 3 N/20 mm or less.
- the above-mentioned peel strength against glass plate after storage FS0 is determined using a pressure-sensitive adhesive sheet stored in an environment of 60 degrees Celsius for 7 days, under conditions of a peel angle of 180 degrees and a speed of 300 mm/min in an environment of 23 degrees Celsius. Refers to the peel strength against a glass plate measured at More specifically, the above-mentioned peel strength against glass plate FS0 after storage is measured by the method described in Examples below.
- the adhesive sheet is not particularly limited, the adhesive sheet that has been stored at 60°C for 7 days is attached to a glass plate as an adherend, and the peeling from the glass plate is measured after heat treatment at 180°C for 1 hour.
- the strength (peeling strength against glass plate after storage/heating) FS1 is suitably less than 3 N/20 mm, preferably 1.0 N/20 mm or less.
- the pressure-sensitive adhesive sheet exhibiting the above-mentioned peel strength against glass plate after storage/heating FS1 has heat-resistant and easy-peel properties even after long-term storage or changes in temperature conditions during storage, and has heat-resistant and easy-peel properties after heat treatment. and has good storage stability.
- the peel strength FS1 of the glass plate after storage/heating is preferably 0.8 N/20 mm or less, more preferably 0.6 N/20 mm or less, even more preferably 0.5 N/20 mm or less, particularly preferably from the viewpoint of peelability. is 0.4 N/20 mm or less, and may be 0.3 N/20 mm or less.
- the lower limit of the peel strength FS1 to the glass plate after storage/heating may be 0.0 N/20 mm, or 0.01 N/20 mm or more (for example, 0.1 N/20 mm or more).
- the peel strength FS1 for the glass plate after storage/heating is determined by applying a pressure-sensitive adhesive sheet stored in an environment of 60°C for 7 days to a glass plate as an adherend, and heat-treating it at 180°C for 1 hour. It refers to the peel strength against a glass plate, which is measured at a peel angle of 180 degrees and a speed of 300 mm/min in an environment of 23°C. More specifically, the above-mentioned peel strength after storage/heating vs. glass plate FS1 is measured by the method described in Examples below.
- F1 is the peel strength after heating [N/20mm] measured in an environment of 23°C after pasting it on a glass plate and heat-treating it at 180°C for 1 hour
- F0 is the peel strength of the glass plate. This is the peel strength before heating to the plate [N/20mm].
- the post-heating peeling force reduction rate A determined by ; is higher than 50%.
- a pressure-sensitive adhesive sheet that satisfies the above properties can exhibit good heat-releasability and heat-resistant easy-peelability when peeled off after heat treatment while adhering well to an adherend.
- the post-heating peeling force reduction rate A may be 60% or more, 70% or more, 80% or more, 90% or more, 95% or more, It may be 98% or more. The larger the post-heating peeling force reduction rate A is, the more excellent heat-resistant peelability and heat-resistant peelability can be exhibited. Further, the post-heating peeling force reduction rate A is preferably less than 99.9%.
- the pressure-sensitive adhesive sheet maintains the adhesive state with the adherend after heating and has the desired easy peelability from the adherend. It will have the following. This prevents the adhesive sheet from peeling off naturally from the adherend due to heating and the occurrence of problems caused by this.
- the post-heating peeling force reduction rate A may be 99.0% or less, for example, less than 95.0%.
- FS1 is the storage/post-heat peeling measured in an environment of 23°C after pasting an adhesive sheet stored at 60°C for 7 days on a glass plate and heat-treating it at 180°C for 1 hour.
- the strength is [N/20mm]
- FS0 is the pre-heating peel strength [N/20mm] of the pressure-sensitive adhesive sheet stored at 60°C for 7 days on a glass plate.
- the peel force reduction rate B after storage/heating determined by is higher than 50%.
- a pressure-sensitive adhesive sheet that satisfies the above characteristics has excellent storage stability, so that even after storage, it can exhibit good heat-releasable properties and heat-resistant easy-peel properties when peeled off after heat treatment.
- the peeling force reduction rate B after storage/heating may be 60% or more, 70% or more, 80% or more, 90% or more, or 95% or more. Often, it may be 98% or more. The larger the peel force reduction rate B after storage/heating is, the better the storage stability is. Furthermore, the peel force reduction rate B after storage/heating is preferably less than 99.9%.
- the adhesive state of the adhesive sheet with the adherend is While maintaining the desired properties, it has the desired easy releasability to the adherend. This prevents the adhesive sheet from peeling off naturally from the adherend due to heating and the occurrence of problems caused by this.
- the peel force reduction rate B after storage/heating may be 99.0% or less, for example, less than 95.0%.
- the pressure-sensitive adhesive sheet has a peel strength F1 [N/20 mm] after heating that is less than 100% of an initial peel strength F0.
- the adhesive sheet has a ratio (F1/F0) of less than 1.
- the above ratio (F1/F0) is suitably 0.5 or less, preferably 0.4 or less, more preferably 0.3 or less, even more preferably 0.2 or less, and 0.15 or less. There may be.
- a pressure-sensitive adhesive sheet that satisfies this property can exhibit good heat-releasability and heat-resistant easy-peelability when peeled off after heat treatment while adhering well to an adherend.
- the lower limit value of the ratio (F1/F0) is not particularly limited, but may be approximately 0.01 or more, for example.
- the adhesive sheet has a peel strength after storage/heating FS1 [N/20 mm] that is less than 100% of a peel strength after storage FS0.
- the adhesive sheet has a ratio (FS1/FS0) of less than 1.
- the above (FS1/FS0) is suitably 0.5 or less, preferably 0.4 or less, more preferably 0.3 or less, even more preferably 0.2 or less, and 0.15 or less. It's okay.
- a pressure-sensitive adhesive sheet that satisfies this property can adhere well to the adherend even after storage, and exhibit good heat-releasable properties and heat-resistant easy-peel properties when peeled off after heat treatment. Excellent storage stability.
- the lower limit value of the ratio (FS1/FS0) is not particularly limited, but may be approximately 0.01 or more, for example.
- the adhesive sheet preferably has a total outgas amount of 1000 ⁇ g or less per gram of the adhesive sheet (also referred to as 1000 ⁇ g/g or less) when held at 180° C. for 1 hour.
- a pressure-sensitive adhesive sheet that satisfies this characteristic, outgas from the pressure-sensitive adhesive sheet is limited to a predetermined amount or less, and therefore problems caused by outgas (for example, adherend contamination, decrease in vacuum degree, etc.) are less likely to occur. From such a point of view, in some preferred embodiments, the total amount of outgassing of the adhesive sheet when held at 180 ° C.
- the lower limit of the total amount of outgas when the adhesive sheet is held at 180° C. for 1 hour is preferably as low as possible, and may be approximately 1 ⁇ g/g or more (for example, 10 ⁇ g/g or more or 100 ⁇ g/g or more).
- the total amount of outgas when the adhesive sheet is held at 180°C for 1 hour is measured by using the adhesive sheet as a measurement sample and performing an outgas analysis when the adhesive sheet is held at 180°C for 1 hour using the gas chromatography mass spectrometry (GC/MS) method. Ru.
- GC/MS gas chromatography mass spectrometry
- Ru it is preferable to use a measurement sample of about 1 cm 2 or about 3 mg.
- the specific measurement conditions are as follows.
- a method for peeling a pressure-sensitive adhesive sheet stuck to an adherend from the adherend includes the step of subjecting the adherend to which the adhesive sheet is attached to a heat treatment at a temperature higher than 150° C., and then peeling the adhesive sheet from the adherend.
- the pressure-sensitive adhesive sheet disclosed herein has heat-releasable properties (heat-resistant easy-peelability), it can be easily peeled off from an adherend even after being exposed to heat exceeding 150°C.
- the adhesive sheet has good storage stability, it can maintain heat-releasable properties (heat-resistant easy-peel properties) even if it is stored for a long time and regardless of the temperature conditions during storage.
- the temperature for heat treatment of the adherend to which the adhesive sheet is attached may be 160°C or higher, or 170°C or higher.
- the upper limit of the heat treatment temperature may vary depending on the purpose of the heat treatment, the heat resistance of the adherend, etc., but is approximately 250°C or lower, and may be 230°C or lower or 200°C or lower.
- the time for the heat treatment is not particularly limited, and may be 3 minutes or more, 5 minutes or more, 7 minutes or more, or 9 minutes or more. Further, from the viewpoint of the efficiency of the heating process, the heat treatment time may be within 1 hour, within 30 minutes, within 15 minutes, or within 10 minutes.
- the pressure-sensitive adhesive is thermally cured by the above-mentioned short-time high-temperature heat treatment, and can exhibit heat-releasable properties.
- the heat treatment time may be 10 minutes or more, 30 minutes or more, 60 minutes or more, more than 1 hour, more than 3 hours, more than 4 hours. However, it may be more than 5 hours.
- the adhesive sheet disclosed herein the adhesive is thermally cured by the above-mentioned high-temperature heat treatment, and the peeling force is reduced or the increase in the peeling force is suppressed, and even if the heating state continues for a long time, the peeling force does not increase ( (heavy exfoliation) does not occur or is suppressed.
- heat-resistant easy-peelability heat-resistant easy-peelability
- heat treatment time There is no particular upper limit to the heat treatment time, but from the viewpoint of the efficiency of the heating process, it may be within 10 hours, within 5 hours, or within 3 hours.
- the above-mentioned pressure-sensitive adhesive sheet may have the desired adhesive properties even if it is stored for a predetermined period of time before being affixed to an adherend.
- the adhesive sheet disclosed herein has good storage stability, for example, when it is exposed to temperatures of 40°C or higher (for example, 40°C or higher and lower than 100°C), or even 50°C or higher and 60°C or higher during storage, However, it is possible to maintain the desired adhesive properties and easy peelability under heat. Further, even in an environment of less than 40° C., if the adhesive is stored for a long period of time, for example, 30 days or more, 100 days or more, or even half a year or one year, the initially designed adhesive properties may change.
- the thermal polymerization initiator may decompose during long-term storage, impairing the intended heat-peelability.
- the adhesive sheet disclosed herein has good storage stability while having heat-releasable properties, so it maintains heat-releasable properties even after storage, regardless of long-term storage or temperature conditions during storage. It is highly useful.
- the adhesive sheet disclosed herein has heat-releasable properties, it can be used as a pressure-sensitive adhesive sheet for various applications where heat-releasable properties are required, such as applications in which the adhesive sheet is peeled off from an adherend using heat.
- it can be preferably used in applications where it can be exposed to heating at temperatures above 150°C (approximately above 150°C and below 250°C, for example above 160°C, and even above 170°C) while being attached to an adherend.
- examples of such uses include masking uses, temporary fixing uses, and protection uses where the pressure-sensitive adhesive sheet is required to have heat resistance.
- the pressure-sensitive adhesive sheet disclosed herein can also be preferably used as a process material that is fixed to and peeled off from an adherend in the manufacturing process of electronic devices and electronic components.
- a preferred application of the pressure-sensitive adhesive sheet disclosed herein is application for manufacturing semiconductor devices.
- it can be preferably used as a wafer fixing sheet for fixing the wafer to a fixing plate in semiconductor wafer processing (typically silicon wafer processing).
- the adhesive sheet disclosed herein can also be preferably used as a protective sheet for protecting the wafer during the wafer processing.
- adhesive sheets that are heat resistant and easily peelable are preferably used since they may be exposed to heat during processing steps and the like.
- the pressure-sensitive adhesive sheet disclosed herein can also be applied to optical applications that require heat resistance.
- the adhesive sheet disclosed herein is used, for example, as an optical adhesive sheet used for bonding optical members (for bonding optical members) or for manufacturing products (optical products) using the above-mentioned optical members.
- a pressure-sensitive adhesive sheet can be used.
- the above-mentioned optical member has optical properties (for example, polarization property, light refraction property, light scattering property, light reflection property, light transmission property, light absorption property, light diffraction property, optical rotation property, visibility, etc.) Refers to parts.
- the pressure-sensitive adhesive sheets according to some preferred embodiments have reduced outgas, they can be preferably used in various applications where outgas is undesirable. For example, if there is a large amount of outgas components from the adhesive sheet, the adherend may be contaminated by the outgas components, which may cause problems such as poor appearance. Therefore, in applications where the pressure-sensitive adhesive sheet is exposed to heat, it is desirable that the amount of outgassing from the pressure-sensitive adhesive sheet be suppressed. Further, for example, in applications where differential pressure is used to temporarily fix materials or apply adhesive sheets, and in other applications where adherends are processed under vacuum, adhesive sheets are used in a vacuum or reduced pressure environment.
- the pressure-sensitive adhesive sheet can be used in a variety of applications with few restrictions, including applications where outgassing is undesirable as described above.
- the type of material to be pasted (adherent material) disclosed herein is not particularly limited.
- the adhesive sheet disclosed herein can be used for fixing and protecting various members and materials.
- adherend materials include glass such as alkali glass and non-alkali glass; metal materials such as stainless steel (SUS) and aluminum; ceramic materials such as alumina and silica; polyester resins such as PET, acrylic resins, It may be a resin material such as ABS resin, polycarbonate resin, polystyrene resin, transparent polyimide resin, etc.
- Suitable examples of the adherend material include glass materials such as alkali glass, semiconductor wafers, and the like.
- the above-mentioned glass materials are partially made of transparent conductive films (for example, ITO (indium tin oxide) films) and FPCs (flexible circuit boards), such as those used in tablet computers, mobile phones, organic LEDs (light emitting diodes), etc. It may be a glass plate having a surface provided with.
- transparent conductive films for example, ITO (indium tin oxide) films
- FPCs flexible circuit boards
- It may be a glass plate having a surface provided with.
- An adhesive composition comprising a polymer, a polyfunctional monomer, and a thermal polymerization initiator,
- the content of the polyfunctional monomer is 50 parts by weight or more based on 100 parts by weight of the polymer
- the thermal polymerization initiator includes an azo polymerization initiator
- the content of the azo polymerization initiator is 0.1 parts by weight or more based on 100 parts by weight of the polymer.
- the pressure-sensitive adhesive composition according to [1] above which contains an acrylic polymer as the polymer.
- a pressure-sensitive adhesive sheet having a pressure-sensitive adhesive layer comprising the pressure-sensitive adhesive composition according to any one of [1] to [3] above.
- the thermal polymerization initiator includes an azo polymerization initiator, A pressure-sensitive adhesive sheet, wherein the content of the azo polymerization initiator is 0.1 parts by weight or more based on 100 parts by weight of the polymer.
- the accelerated self-decomposition temperature (SADT) [°C] of the thermal polymerization initiator is calculated by the following formula: SADT+10 ⁇ 60 Adhesive sheet that meets the requirements.
- SADT self-decomposition temperature
- a method for peeling the adhesive sheet according to any one of [4] to [16] above, which is attached to an adherend A peeling method comprising the step of subjecting the adherend to which the adhesive sheet is attached to a heat treatment at a temperature higher than 150°C, and then peeling the adhesive sheet from the adherend.
- ⁇ Evaluation method> (Initial peel strength (peel strength before heating) F0)
- the adhesive sheet was cut into a size of 20 mm in width and 100 mm in length, and the adhesive surface of the adhesive sheet was cut into a size of 20 mm in width and 100 mm in length, and the adhesive surface of the adhesive sheet was cut into a size of 20 mm in width and 100 mm in length.
- a 2 kg roller is moved back and forth once to press and bond the material to a 35 mm (polished blue plate with polished edges). Under the same environment, an alkali glass plate to which the adhesive sheet was attached was allowed to stand for 6 hours and used as a sample for evaluation.
- the tensile tester it is possible to use the product name "EZ-S 500N” manufactured by Shimadzu or its equivalent.
- the evaluation target is a double-sided pressure-sensitive adhesive sheet, the measurement may be performed with the non-measurement surface lined with a PET film.
- the adhesive sheet is stored in a 60°C environment for 7 days. Using the adhesive sheet after storage, an evaluation sample is prepared by the method described in the above initial peel strength F0 measurement. Then, the peel strength (post-storage peel strength) FS0 [N/20 mm width] is measured by the same method as described for the above-mentioned initial peel strength F0. The adherend, the tensile tester, and other matters are the same as those used for measuring the initial peel strength F0.
- the adhesive sheet is stored in a 60°C environment for 7 days.
- an evaluation sample is prepared by the method described in the above initial peel strength F0 measurement.
- the obtained evaluation sample is heat-treated in an oven at 180° C. for 1 hour, and left to stand in an environment of 23° C. and 50% RH for 30 minutes.
- the above evaluation sample was set in a tensile tester under the same environment, and the peel strength (storage/heating Post-peel strength) FS1 [N/20mm width] is measured.
- the adherend, the tensile tester, and other matters are the same as those used for measuring the initial peel strength F0.
- gel fraction The gel fraction (weight percentage of ethyl acetate insoluble matter) of the adhesive layer is measured by the following method. Approximately 0.1 g of an adhesive sample (weight Wg1) is wrapped in a purse-like shape with a porous polytetrafluoroethylene membrane (weight Wg2) having an average pore diameter of 0.2 ⁇ m, and the opening is tied with an octopus string (weight Wg3).
- the above-mentioned porous polytetrafluoroethylene (PTFE) membrane is available from Nitto Denko under the trade name "Nitoflon (registered trademark) NTF1122" (average pore diameter 0.2 ⁇ m, porosity 75%, thickness 85 ⁇ m) or its equivalent. use the product.
- This package was immersed in 50 mL of ethyl acetate and kept at room temperature (typically 23°C) for 7 days to allow only the sol component in the adhesive layer to elute out of the membrane, then the package was taken out and applied to the outer surface.
- the attached ethyl acetate is wiped off, the package is dried at 130° C. for 2 hours, and the weight (Wg4) of the package is measured. Then, by substituting each value into the following formula, the gel fraction of the adhesive layer can be determined.
- Gel fraction [%] [(Wg4-Wg2-Wg3)/Wg1] x 100
- the gel fraction of the adhesive layer is determined by heating the adhesive layer in an oven at 180°C for 30 minutes, taking it out from the oven, and placing it in an environment of 23°C and 50% RH for 30 minutes at the initial stage (gel fraction before heating). After standing still (gel fraction after heating), the adhesive layer was stored in an environment of 60°C for 7 days (gel fraction after storage), the adhesive layer was stored in an environment of 60°C for 7 days, After heating in an oven at 180° C. for 30 minutes and standing in an environment of 23° C. and 50% RH for 30 minutes (storage/gel fraction after heating), each sample is measured.
- Example 1> (Preparation of adhesive composition)
- MEA methoxyethyl acrylate
- NDP N-vinyl-2-pyrrolidone
- 4HBA 4-hydroxybutyl acrylate
- AA acrylic acid
- AIBN 2,2'-azobisisobutyronitrile
- a solution containing acrylic polymer A was obtained by performing a polymerization reaction (solution polymerization) at 61° C.
- the adhesive composition obtained above was applied to the release surface of a commercially available PET release liner and dried at 80° C. for 5 minutes to form an adhesive layer with a thickness of 10 ⁇ m.
- the adhesive sheet (single-sided adhesive sheet with base material) according to this example was produced by laminating a 12 ⁇ m thick PET film to this adhesive layer. The adhesive surface of the adhesive sheet is protected by a release liner.
- Adhesive compositions according to each example were prepared basically in the same manner as in Example 1, except that the type and amount of the thermal polymerization initiator were changed as shown in Table 1.
- a single-sided pressure-sensitive adhesive sheet with a base material according to each example was produced in the same manner as in Example 1 using the following materials.
- the azo polymerization initiator A2 is dimethyl 1,1'-azobis(1-cyclohexanecarboxylate) (manufactured by Fujifilm Wako Pure Chemical Industries, Ltd., product name "VE-073", 10-hour half-life temperature: 73°C, SADT: 75°C), and the azo polymerization initiator A3 shows AIBN (10 hour half-life temperature: 65°C, SADT: 50°C).
- Example 8> (Preparation of adhesive composition) 100 parts of a monomer component containing MEA, acryloylmorpholine (ACMO) and hydroxyethyl acrylate (HEA) in a molar ratio of 80:20:20 in a reaction vessel equipped with a cooling tube, a nitrogen introduction tube, a thermometer and a stirring device; Acrylic polymer b was prepared by charging 65 parts of toluene as a polymerization solvent, adding 0.2 parts of benzoyl peroxide as a thermal polymerization initiator, and carrying out a polymerization reaction (solution polymerization) at 61°C for 6 hours in a nitrogen atmosphere. A solution containing was obtained.
- methacryloyloxyethyl isocyanate (MOI) was added in an amount equivalent to 16 mol per 20 mol of HEA used as a raw material for acrylic polymer b, and the mixture was heated at 48° C. in an air stream.
- MOI methacryloyloxyethyl isocyanate
- Examples 9 to 22 and Comparative Examples 3 to 4> The adhesive compositions according to each example were prepared in the same manner as in Example 8, except that the type and amount of the polyfunctional monomer, the amount of the crosslinking agent, and the type and amount of the thermal polymerization initiator were changed as shown in Tables 2 and 3.
- a single-sided pressure-sensitive adhesive sheet with a base material according to each example was prepared in the same manner as in Example 8 using the pressure-sensitive adhesive compositions obtained.
- Niper BMT is the product name "Niper BMT" (manufactured by NOF Corporation, 10-hour half-life temperature: 73°C, SADT: 45°C)
- AIBN 2,2'-azobisisobutylene.
- VR-110 is 2,2'-azobis(2,4,4-trimethylpentane) (manufactured by Fujifilm Wako Pure Chemical Industries, Ltd., product name "VR-110", 10-hour half-life temperature: 110°C, SADT: 98°C)
- Perbutyl Z has the product name "Perbutyl Z” (manufactured by NOF Corporation, t-butyl peroxybenzoate, 10-hour half-life temperature: 104.3°C, SADT: 65°C)
- Perhexin 25B has the product name “Perhexin 25B” (manufactured by NOF Corporation, 2,5-dimethyl-2,5-di(t-butylperoxy)hexine-3, 10 hours)
- Percmil H is a product with the product name "Percmil H-80" (manufactured by NOF
- the adhesive according to the example uses an adhesive that contains a polymer, a polyfunctional monomer, and a thermal polymerization initiator, and the SADT of the thermal polymerization initiator satisfies the formula: SADT+10 ⁇ 60.
- the sheet had heat-releasable properties before and after storage.
- the post-heating peel strength FS1 increased after being stored at 60° C. for one week.
- all of the pressure-sensitive adhesive sheets according to the above examples had a peel force reduction rate after heating of more than 50% and less than 99.9%. From the above results, it can be seen that by using a thermal polymerization initiator satisfying the above formula together with a polymer and a polyfunctional monomer, a pressure-sensitive adhesive sheet with good heat releasability and good storage stability can be obtained.
- the adhesive compositions according to Examples 1 to 7 contained 50 parts or more of a polyfunctional monomer and 0.1 part or more of an azo polymerization initiator based on 100 parts of the polymer.
- the adhesive sheet having an adhesive layer made of the above-mentioned adhesive composition has a peel strength F1 of 1.0 N/20 mm or less after heat treatment at 180°C for 1 hour, and has a peel strength F1 of 1.0 N/20 mm or less after being heated at 60°C for 1 week.
- the peel strength FS1 was also 1.0 N/20 mm or less, and it had easy heat peelability before and after storage.
- Comparative Example 1 in which the amount of the azo polymerization initiator used was 0.05 part with respect to 100 parts of the polymer, the peel strength after heating F1 was high and the easy heat peelability was poor.
- Comparative Example 2 in which only a non-azo polymerization initiator (specifically, a peroxide polymerization initiator (Niper BMT)) was used as a thermal polymerization initiator added to the adhesive, the peel strength F1 after heating was Although the value was low, the peel strength FS1 after heating increased after being stored at 60° C. for one week.
- a non-azo polymerization initiator specifically, a peroxide polymerization initiator (Niper BMT)
- the peel strength after storage/heating FS1 which is an evaluation item for storage stability, was reduced by half in 10 hours, which is an index of thermal decomposition of the thermal polymerization initiator. It did not correlate with the initial temperature (measured value in a solvent) and showed a tendency to depend on the type of polymerization initiator. This is thought to be because the thermal decomposition of the thermal polymerization initiator in the adhesive is different from the thermal decomposability in the solvent, and is largely influenced by the properties of the thermal polymerization initiator species.
- Adhesive sheet 1A Adhesive surface 1B Back surface 10 Base material layer 10A One side 10B Other side 20 Adhesive layer 20A Adhesive surface 30 Release liner 50 Adhesive sheet with release liner
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Adhesive Tapes (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020257005940A KR20250041152A (ko) | 2022-07-28 | 2023-07-26 | 점착 시트 및 점착 시트의 박리 방법 |
| JP2024537205A JPWO2024024860A1 (https=) | 2022-07-28 | 2023-07-26 | |
| CN202380051372.4A CN119487143A (zh) | 2022-07-28 | 2023-07-26 | 粘合片材及粘合片材的剥离方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022120901 | 2022-07-28 | ||
| JP2022-120901 | 2022-07-28 | ||
| JP2023-011970 | 2023-01-30 | ||
| JP2023011970 | 2023-01-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024024860A1 true WO2024024860A1 (ja) | 2024-02-01 |
Family
ID=89706551
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/027453 Ceased WO2024024860A1 (ja) | 2022-07-28 | 2023-07-26 | 粘着シートおよび粘着シートの剥離方法 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JPWO2024024860A1 (https=) |
| KR (1) | KR20250041152A (https=) |
| CN (1) | CN119487143A (https=) |
| TW (1) | TW202411377A (https=) |
| WO (1) | WO2024024860A1 (https=) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025205624A1 (ja) * | 2024-03-29 | 2025-10-02 | 日東電工株式会社 | 粘着シート、構造体、構造体の製造方法および方法 |
| WO2025205625A1 (ja) * | 2024-03-29 | 2025-10-02 | 日東電工株式会社 | 粘着シート、構造体、構造体の製造方法および方法 |
| WO2025205623A1 (ja) * | 2024-03-29 | 2025-10-02 | 日東電工株式会社 | 粘着シート、構造体、構造体の製造方法および方法 |
| WO2026014398A1 (ja) * | 2024-07-11 | 2026-01-15 | 日東電工株式会社 | 粘着剤組成物、及び、保護シート |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003231867A (ja) * | 2001-11-15 | 2003-08-19 | Sekisui Chem Co Ltd | 接着性物質、接着性物質の剥離方法及び粘着テープ |
| JP2003231875A (ja) * | 2001-11-15 | 2003-08-19 | Sekisui Chem Co Ltd | 接着性物質、接着性物質の剥離方法及び粘着テープ |
| JP2007152869A (ja) * | 2005-12-08 | 2007-06-21 | Sekisui Chem Co Ltd | 極薄金属箔付き粘着テープ |
| JP2016204617A (ja) * | 2015-04-28 | 2016-12-08 | 日本合成化学工業株式会社 | 薬液保護用粘着シート用熱硬化性粘着剤組成物、これを架橋させてなる薬液保護用粘着シート用粘着剤、薬液保護用粘着シート及び薬液保護用粘着シートの使用方法 |
| WO2020162330A1 (ja) * | 2019-02-06 | 2020-08-13 | 日東電工株式会社 | 粘着シート |
| JP2021095526A (ja) * | 2019-12-18 | 2021-06-24 | ライオン・スペシャリティ・ケミカルズ株式会社 | 再剥離粘着剤組成物および粘着シート |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10209087A (ja) | 1997-01-16 | 1998-08-07 | Toyo Chem Co Ltd | 半導体ウエハ固定用シート及びチツプピツクアツプ方法 |
| US9855734B2 (en) | 2012-08-10 | 2018-01-02 | Sekisui Chemical Co., Ltd. | Wafer processing method |
| JP7139141B2 (ja) | 2017-06-13 | 2022-09-20 | マクセル株式会社 | 両面粘着テープ、及び薄膜部材と支持部材との積層体 |
-
2023
- 2023-07-26 WO PCT/JP2023/027453 patent/WO2024024860A1/ja not_active Ceased
- 2023-07-26 CN CN202380051372.4A patent/CN119487143A/zh active Pending
- 2023-07-26 JP JP2024537205A patent/JPWO2024024860A1/ja active Pending
- 2023-07-26 KR KR1020257005940A patent/KR20250041152A/ko active Pending
- 2023-07-28 TW TW112128421A patent/TW202411377A/zh unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003231867A (ja) * | 2001-11-15 | 2003-08-19 | Sekisui Chem Co Ltd | 接着性物質、接着性物質の剥離方法及び粘着テープ |
| JP2003231875A (ja) * | 2001-11-15 | 2003-08-19 | Sekisui Chem Co Ltd | 接着性物質、接着性物質の剥離方法及び粘着テープ |
| JP2007152869A (ja) * | 2005-12-08 | 2007-06-21 | Sekisui Chem Co Ltd | 極薄金属箔付き粘着テープ |
| JP2016204617A (ja) * | 2015-04-28 | 2016-12-08 | 日本合成化学工業株式会社 | 薬液保護用粘着シート用熱硬化性粘着剤組成物、これを架橋させてなる薬液保護用粘着シート用粘着剤、薬液保護用粘着シート及び薬液保護用粘着シートの使用方法 |
| WO2020162330A1 (ja) * | 2019-02-06 | 2020-08-13 | 日東電工株式会社 | 粘着シート |
| JP2021095526A (ja) * | 2019-12-18 | 2021-06-24 | ライオン・スペシャリティ・ケミカルズ株式会社 | 再剥離粘着剤組成物および粘着シート |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025205624A1 (ja) * | 2024-03-29 | 2025-10-02 | 日東電工株式会社 | 粘着シート、構造体、構造体の製造方法および方法 |
| WO2025205625A1 (ja) * | 2024-03-29 | 2025-10-02 | 日東電工株式会社 | 粘着シート、構造体、構造体の製造方法および方法 |
| WO2025205623A1 (ja) * | 2024-03-29 | 2025-10-02 | 日東電工株式会社 | 粘着シート、構造体、構造体の製造方法および方法 |
| WO2026014398A1 (ja) * | 2024-07-11 | 2026-01-15 | 日東電工株式会社 | 粘着剤組成物、及び、保護シート |
Also Published As
| Publication number | Publication date |
|---|---|
| CN119487143A (zh) | 2025-02-18 |
| TW202411377A (zh) | 2024-03-16 |
| JPWO2024024860A1 (https=) | 2024-02-01 |
| KR20250041152A (ko) | 2025-03-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7005431B2 (ja) | 粘着シート | |
| JP7558649B2 (ja) | 光学用粘着剤組成物およびその利用 | |
| JP2020023656A (ja) | 粘着シートおよび粘着シート剥離方法 | |
| WO2024024860A1 (ja) | 粘着シートおよび粘着シートの剥離方法 | |
| TW202039746A (zh) | 黏著片材 | |
| JP7441012B2 (ja) | 粘着シート | |
| TW202003741A (zh) | 黏著片材 | |
| JP2019215509A (ja) | 粘着シート剥離方法 | |
| WO2022202321A1 (ja) | 表面保護シート | |
| WO2024024861A1 (ja) | 粘着シートおよび粘着シートの剥離方法 | |
| WO2025023118A1 (ja) | 粘着シート | |
| WO2024162267A1 (ja) | 粘着シート | |
| WO2024162266A1 (ja) | 粘着シート | |
| WO2025023119A1 (ja) | 粘着シート | |
| WO2024024862A1 (ja) | 接合体、接合体の解体方法および接合体に用いられる熱硬化性粘着剤 | |
| WO2025070423A1 (ja) | 重合方法および粘着剤の硬化方法 | |
| WO2025205623A1 (ja) | 粘着シート、構造体、構造体の製造方法および方法 | |
| WO2025023120A1 (ja) | 部材の分離方法および粘着シート | |
| TW202546167A (zh) | 黏著片材、構造體、構造體之製造方法及方法 | |
| WO2025205624A1 (ja) | 粘着シート、構造体、構造体の製造方法および方法 | |
| TW202607101A (zh) | 黏著片材、構造體、構造體之製造方法及方法 | |
| WO2024038798A1 (ja) | 粘着剤付き部材の解体方法 | |
| WO2025182631A1 (ja) | 粘着シート | |
| WO2022168916A1 (ja) | 粘着剤組成物、粘着シート、粘着剤組成物の製造方法、および水または水蒸気の存在を検知する方法 | |
| CN117157372A (zh) | 表面保护片材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23846590 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380051372.4 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2024537205 Country of ref document: JP |
|
| WWP | Wipo information: published in national office |
Ref document number: 202380051372.4 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 20257005940 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 1020257005940 Country of ref document: KR |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 23846590 Country of ref document: EP Kind code of ref document: A1 |