WO2023249080A1 - 化粧シート - Google Patents
化粧シート Download PDFInfo
- Publication number
- WO2023249080A1 WO2023249080A1 PCT/JP2023/023145 JP2023023145W WO2023249080A1 WO 2023249080 A1 WO2023249080 A1 WO 2023249080A1 JP 2023023145 W JP2023023145 W JP 2023023145W WO 2023249080 A1 WO2023249080 A1 WO 2023249080A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- protective layer
- surface protective
- decorative sheet
- layer
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/16—Antifouling paints; Underwater paints
- C09D5/1681—Antifouling coatings characterised by surface structure, e.g. for roughness effect giving superhydrophobic coatings or Lotus effect
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/16—Layered products comprising a layer of synthetic resin specially treated, e.g. irradiated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/12—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B21/00—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board
- B32B21/04—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board comprising wood as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B21/06—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board comprising wood as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B29/00—Layered products comprising a layer of paper or cardboard
- B32B29/06—Layered products comprising a layer of paper or cardboard specially treated, e.g. surfaced, parchmentised
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C5/00—Processes for producing special ornamental bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44F—SPECIAL DESIGNS OR PICTURES
- B44F1/00—Designs or pictures characterised by special or unusual light effects
- B44F1/02—Designs or pictures characterised by special or unusual light effects produced by reflected light, e.g. matt surfaces, lustrous surfaces
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D135/00—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a carboxyl radical, and containing at least another carboxyl radical in the molecule, or of salts, anhydrides, esters, amides, imides or nitriles thereof; Coating compositions based on derivatives of such polymers
- C09D135/02—Homopolymers or copolymers of esters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D4/00—Coating compositions, e.g. paints, varnishes or lacquers, based on organic non-macromolecular compounds having at least one polymerisable carbon-to-carbon unsaturated bond ; Coating compositions, based on monomers of macromolecular compounds of groups C09D183/00 - C09D183/16
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/28—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes for wrinkle, crackle, orange-peel, or similar decorative effects
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/66—Additives characterised by particle size
- C09D7/67—Particle size smaller than 100 nm
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/66—Additives characterised by particle size
- C09D7/69—Particle size larger than 1000 nm
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H19/00—Coated paper; Coating material
- D21H19/36—Coatings with pigments
- D21H19/44—Coatings with pigments characterised by the other ingredients, e.g. the binder or dispersing agent
- D21H19/56—Macromolecular organic compounds or oligomers thereof obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D21H19/58—Polymers or oligomers of diolefins, aromatic vinyl monomers or unsaturated acids or derivatives thereof
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H19/00—Coated paper; Coating material
- D21H19/66—Coatings characterised by a special visual effect, e.g. patterned, textured
- D21H19/68—Coatings characterised by a special visual effect, e.g. patterned, textured uneven, broken, discontinuous
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/02—Patterned paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/18—Paper- or board-based structures for surface covering
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/12—Coating on the layer surface on paper layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/28—Multiple coating on one surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/028—Paper layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/30—Particles characterised by physical dimension
- B32B2264/303—Average diameter greater than 1µm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
- B32B2307/4023—Coloured on the layer surface, e.g. ink
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/406—Bright, glossy, shiny surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/737—Dimensions, e.g. volume or area
- B32B2307/7375—Linear, e.g. length, distance or width
- B32B2307/7376—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2451/00—Decorative or ornamental articles
Definitions
- the present invention relates to a decorative sheet.
- Decorative sheets are used, for example, to decorate the surfaces of interior and exterior materials such as fittings, furniture, fixtures, and flooring materials, for the purpose of imparting design and durability to these members.
- a decorative sheet is generally widely used as a decorative board that is attached to the surface of a substrate such as wood, a wooden board, a metal plate, a noncombustible board, a paper substrate, a resin substrate, etc. via an adhesive or the like.
- Designability is imparted by forming patterns such as wood grain or stone grain using various printing methods, for example. Plain sheets with no patterns are sometimes preferred for decorative sheets. The presence or absence of a pattern and the type of pattern vary depending on the purpose and preference.
- the glossiness of the surface is also important for the design of decorative sheets.
- a variety of decorative sheets are selected depending on the purpose and preference, from mirror-like high-gloss sheets to low-gloss sheets with no reflections at all.
- imparting durability is an important function of decorative sheets as well as imparting design. Durability is a comprehensive evaluation of scratch resistance, stain resistance, and whether these properties can be maintained over a long period of time. Although requirements vary depending on the environment and situation in which the decorative sheet is used, there is always a demand for decorative sheets with high performance.
- a surface protective layer on the outermost surface of the decorative sheet. Furthermore, in order to adjust the glossiness described above, particularly to achieve low gloss, it is common to add a gloss adjuster (matting additive) to the surface protective layer.
- decorative sheets are generally subjected to processing such as cutting and bending in order to form decorative materials such as decorative boards, it is preferable that the decorative sheets have processability that can withstand these processes.
- An object of the present invention is to provide a decorative sheet that provides a moist texture.
- the invention includes a raw fabric layer and a surface protective layer provided on one surface of the raw fabric layer, and a plurality of ridges each protruding in the shape of a ridge on the surface of the surface protective layer.
- An uneven structure including shaped parts is provided, and the uneven structure of the surface protection layer has a ratio Rdc/t of a cutting level difference Rdc to a thickness t of the surface protection layer of 0.1 or more and 0.2 or less.
- the surface protective layer has a thickness t of 2 ⁇ m or more and 18 ⁇ m or less, the surface protective layer includes a cured resin and particles, and the particles have an average particle size of 3 ⁇ m or more, and A decorative sheet is provided in which the particles are contained in the surface protective layer in an amount of 3 parts by mass or more and 11 parts by mass or less based on 100 parts by mass of the resin, and the surface protective layer has a glossiness of less than 10.
- a decorative sheet according to the aspect wherein the average particle diameter of the particles is 3 ⁇ m or more and 11 ⁇ m or less.
- a decorative sheet according to any of the above aspects, wherein the resin is an ionizing radiation curable resin.
- a decorative sheet according to any of the above aspects, wherein the resin is acrylate.
- the decorative sheet according to any one of the above aspects is characterized in that the resin is a trifunctional acrylate containing a repeating structure, and the number of repetitions of the repeating structure is 3 or more and 20 or less. provided.
- the decorative sheet according to any of the above aspects is characterized in that the resin is a tetrafunctional acrylate containing a repeating structure, and the number of repetitions of the repeating structure is 20 or more and 35 or less. provided.
- a decorative sheet according to any of the above aspects, further comprising a pattern layer between the raw fabric layer and the surface protective layer.
- a decorative material comprising a decorative sheet according to any of the above aspects and a base material to which the decorative sheet is attached.
- FIG. 1 is a sectional view of a decorative material including a decorative sheet according to an embodiment of the present invention.
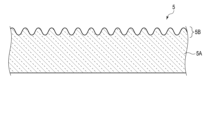
- FIG. 2 is a cross-sectional view of a surface protective layer included in the decorative sheet of FIG. 1.
- FIG. 3 is a microscopic image of a surface protective layer included in a decorative sheet according to an example of the present invention.
- FIG. 1 is a sectional view of a decorative material including a decorative sheet according to an embodiment of the present invention.
- FIG. 2 is a cross-sectional view of a surface protective layer included in the decorative sheet of FIG. 1.
- FIG. 3 is a micrograph of a surface protective layer included in a decorative sheet according to an example of the present invention.
- the cross section shown in FIG. 2 is a cross section along the thickness direction of the surface protective layer.
- the micrograph in FIG. 3 is a planar photograph obtained using a laser microscope (OLS-4000 manufactured by Olympus Corporation).
- the decorative material 11 shown in FIG. 1 includes a base material B and a decorative sheet 1 attached to the base material B.
- the decorative material 11 is a decorative board.
- the decorative board may be flat, bent or folded.
- the decorative material 11 may have a shape other than a plate.
- the base material B is a plate material here.
- the board material is, for example, a wooden board, an inorganic board, a metal board, or a composite board made of a plurality of materials.
- the base material B may have a shape other than a plate.
- the decorative sheet 1 includes a raw fabric layer 2, a pattern layer 3, a transparent resin layer 4, a surface protection layer 5, an adhesive layer 7, a primer layer 6, and a concealing layer 8.
- the pattern layer 3, the adhesive layer 7, the transparent resin layer 4, and the surface protection layer 5 are provided in this order from the raw fabric layer 2 side on the surface of the raw fabric layer 2 opposite to the surface facing the base material B. ing.
- the hiding layer 8 and the primer layer 6 are provided in this order from the raw fabric layer 2 side on the surface of the raw fabric layer 2 facing the base material B.
- One or more of the pattern layer 3, transparent resin layer 4, primer layer 6, adhesive layer 7, and hiding layer 8 may be omitted. Below, the elements included in the decorative sheet 1 will be explained in order.
- Raw fabric layer The raw fabric layer 2 or its material can be arbitrarily selected from paper, synthetic resin, synthetic resin foam, rubber, nonwoven fabric, synthetic paper, metal foil, etc. It is.
- paper include thin paper, titanium paper, and resin-impregnated paper.
- synthetic resin include polyethylene, polypropylene, polybutylene, polystyrene, polycarbonate, polyester, polyamide, ethylene-vinyl acetate copolymer, polyvinyl alcohol, and acrylic.
- Rubbers include ethylene-propylene copolymer rubber, ethylene-propylene-diene copolymer rubber, styrene-butadiene copolymer rubber, styrene-isoprene-styrene block copolymer rubber, styrene-butadiene-styrene block copolymer rubber, and polyurethane.
- I can give an example.
- the nonwoven fabric organic or inorganic nonwoven fabric can be used.
- the metal of the metal foil include aluminum, iron, gold, and silver.
- the thickness of the raw fabric layer 2 is preferably within the range of 20 ⁇ m or more and 250 ⁇ m or less, considering printing workability, cost, etc.
- Primer layer When using an olefin resin as the material for the raw fabric layer 2, the surface of the raw fabric layer 2 is often in an inactive state. Therefore, in this case, it is preferable to provide the primer layer 6 between the raw fabric layer 2 and the base material B.
- the primer layer 6 is omitted, and in order to improve the adhesion between the raw fabric layer 2 and the base material B, the raw fabric layer 2 is subjected to, for example, corona treatment.
- Surface modification treatments such as , plasma treatment, ozone treatment, electron beam treatment, ultraviolet ray treatment, and dichromic acid treatment may be performed.
- the material for the primer layer 6 for example, the material described later for the pattern layer 3 can be used. Since the primer layer 6 is applied to the back side of the decorative sheet 1, considering that the decorative sheet 1 will be wound up into a web, the primer layer 6 is applied to avoid blocking and increase adhesion with the adhesive.
- Inorganic fillers may also be added to layer 6. Examples of the inorganic filler include silica, alumina, magnesia, titanium oxide, and barium sulfate.
- a colored sheet may be used as the raw fabric layer 2, or an opaque hiding layer 8 may be provided.
- the concealing layer 8 can be made of, for example, the same material as that described later for the pattern layer 3.
- the purpose of the hiding layer 8 is to provide hiding properties, it is preferable to use, for example, an opaque pigment, titanium oxide, iron oxide, etc. as the pigment.
- metals such as gold, silver, copper, aluminum, etc. to the material of the hiding layer 8, for example. Generally, flaky aluminum pieces are often added.
- the pattern layer 3 is a layer formed by printing a pattern on the raw fabric layer 2 using ink.
- the binder for the ink for example, nitrified cotton, cellulose, vinyl chloride-vinyl acetate copolymer, polyvinyl butyral, polyurethane, acrylic, polyesters, or modified products thereof may be used alone or in combination. can.
- the binder may be water-based, solvent-based, or emulsion type, and may be a one-part type or a two-part type using a hardening agent.
- the pattern layer 3 may be formed by a method in which a layer made of curable ink is cured by irradiation with ultraviolet rays, electron beams, or the like.
- the ink used to form the pattern layer 3 may further contain, for example, colorants such as pigments and dyes, extender pigments, solvents, and various additives that are contained in ordinary inks. can.
- colorants such as pigments and dyes, extender pigments, solvents, and various additives that are contained in ordinary inks. can.
- highly versatile pigments include pearl pigments such as condensed azo, insoluble azo, quinacridone, isoindoline, anthraquinone, imidazolone, cobalt, phthalocyanine, carbon, titanium oxide, iron oxide, and mica.
- Adhesive layer 7 is a layer also called a heat-sensitive adhesive layer, an anchor coat layer, or a dry laminate adhesive layer.
- the resin material for the adhesive layer 7 is not particularly limited, but can be appropriately selected from, for example, acrylic, polyester, polyurethane, and epoxy resin materials. Further, as the resin material for the adhesive layer 7, for example, an ethylene-vinyl acetate copolymer resin adhesive can also be used.
- the coating method can be appropriately selected depending on the viscosity of the adhesive and the like. Generally, gravure coating is used, and after forming an adhesive layer 7 on the upper surface of the pattern layer 3 by gravure coating, the transparent resin layer 4 is laminated thereon. Note that the adhesive layer 7 can be omitted if sufficient adhesive strength can be obtained between the transparent resin layer 4 and the pattern layer 3.
- olefin resin As the resin material for the transparent resin layer 4, an olefin resin is suitably used.
- olefin resins include polypropylene, polyethylene, polybutene, and ⁇ -olefins (e.g., propylene, 1-butene, 1-pentene, 1-hexene, 1-heptene, 1-octene, 1-nonene, 1 -decene, 1-undecene, 1-dodecene, tridecene, 1-tetradecene, 1-pentadecene, 1-hexadecene, 1-heptadecene, 1-octadecene, 1-nonadecene, 1-eicosene, 3-methyl-1-butene, 3 -Methyl-1-pentene, 3-ethyl-1-pentene, 4-methyl-1-pentene, 4-methyl-1-hexene, 4,4-dimethyl-1-penten
- ethylene-vinyl acetate copolymer ethylene-vinyl alcohol copolymer, ethylene-methyl methacrylate copolymer, ethylene-ethyl methacrylate copolymer, ethylene-butyl methacrylate copolymer, ethylene-methyl acrylate copolymer
- examples include copolymers of ethylene or ⁇ -olefin and other monomers, such as ethylene-ethyl acrylate copolymer and ethylene-butyl acrylate copolymer.
- the resin for the transparent resin layer 4.
- various additives such as a heat stabilizer, a light stabilizer, an antiblocking agent, a catalyst scavenger, a coloring agent, a light scattering agent, and a gloss adjusting agent may be added to the transparent resin layer 4 as necessary. You can also.
- heat stabilizers phenol-based, sulfur-based, phosphorus-based, hydrazine-based, etc. are generally added, and as light stabilizers, hindered amine-based, etc. are added in arbitrary combinations.
- the surface protective layer 5 includes a core portion 5A and a plurality of ridged portions 5B, each of which protrudes in a ridge shape from one surface of the core portion 5A. These ridged portions 5B form an uneven structure.
- ridged refers to a convex shape that is linear in plan view.
- the ridged portion 5B may have a curved or linear shape in plan view, but is preferably curved from the viewpoint of fingerprint resistance of the decorative sheet 1.
- Each of the ridged portions 5B may or may not be branched in plan view.
- the ridged portion 5B is, for example, a portion from the lowest part to the tip of the uneven shape provided on the surface of the surface protective layer 5, and the core portion 5A is the ridged portion of the surface protective layer 5. This refers to the part excluding section 5B.
- the ridged portions 5B are each curved, and at least some of them are adjacent to each other in the width direction.
- a cross section of the surface protection layer 5 parallel to the width direction and the thickness direction of the surface protection layer 5 has an uneven structure as shown in FIG.
- the portion where is provided has a wave shape such as a sine wave shape.
- the uneven structure of the surface protective layer 5 has a ratio Rdc/t of the cutting level difference Rdc to the thickness t of the surface protective layer 5 (hereinafter also simply referred to as "ratio Rdc/t") of 0.1 or more and 0.2 or less. be.
- the ratio Rdc/t is preferably 0.11 or more and 0.19 or less.
- Cutting level difference Rdc is a surface texture parameter defined in JIS B0601:2013.
- the cutting level difference Rdc indicates the cutting level difference of the roughness curve, and expresses the steepness of the uneven shape.
- the position of the highest peak of the roughness curve is used as the reference for the cutting level c.
- c (Rmr1) is the cutting level when the load length ratio Rmr of the roughness curve is 10%
- c (Rmr2) is the cutting level when the load length ratio Rmr of the roughness curve is 25%. Assume that the cutting level is %.
- the cutting level difference Rdc ( ⁇ m) of the roughness curve is the difference between the cutting level c (Rmr1) and the cutting level c (Rmr2).
- the steepness of the uneven shape per unit thickness of the surface protective layer 5 can be expressed.
- the area corresponding to the part where the load length ratio Rmr of the roughness curve is less than 10% is the area that the fingertip comes into contact with first when the surface protective layer is pressed with the fingertip. be.
- the area on the surface of the surface protective layer where the fingertip first contacts the surface protective layer when the surface protective layer is pressed with the fingertip has a small influence.
- the moist feel is also less affected by the region of the surface of the surface protective layer that is contacted for the first time by the fingertip when the pressure applied from the fingertip to the surface protective layer is extremely large.
- the moist feel is greatly influenced by the slope of the area of the surface of the surface protective layer that the fingertip contacts for the first time when the pressure applied from the fingertip to the surface protective layer is increased to a certain extent. This region corresponds to a portion of the roughness curve where the load length ratio Rmr is within the range of 10% to 25%.
- the slope of the uneven shape is relatively gentle.
- the surface of the decorative sheet feels as if it sticks to your fingers. This tactile sensation can be associated with a "moist tactile sensation”.
- the ratio Rdc/t when the ratio Rdc/t is larger than 0.2, the slope of the uneven shape becomes steep. In this case, when the surface of the decorative sheet is pressed with a finger and the finger is slid on the surface, the pushing resistance due to the contact between the finger and the surface is large, and the presence of unevenness is felt. This tactile sensation can be associated with a "rough tactile sensation". Further, when the ratio Rdc/t is smaller than 0.1, the slope of the uneven shape is quite gentle. In this case, when you press the surface of the decorative sheet with your finger and slide your finger on the surface, the pushing resistance due to the contact between the finger and the surface is small, and the contact area between the finger and the convex surface is large enough to prevent the pressing action.
- the contact area is large from the start, and increases fairly gradually with the pressing operation. Therefore, in this case, while the surface of the decorative sheet feels as if it sticks to your fingers, it is compared to the case of the above-mentioned "moist feel" based on the fact that the slope of the uneven shape is quite gentle. As a result, a smooth tactile sensation can be obtained, and the overall impression of a smooth tactile sensation is enhanced. This tactile sensation can be associated with a "smooth tactile sensation.”
- the thickness t of the surface protective layer 5 is 2 ⁇ m or more and 18 ⁇ m or less.
- the thickness t of the surface protective layer 5 is preferably 3 ⁇ m or more and 10 ⁇ m or less.
- the thickness of the surface protective layer 5 was determined by observing the cross section with a scanning electron microscope and averaging 25 points. Specifically, the thickness of the surface protective layer 5 can be determined as described in Examples below.
- the thickness of the coating film made of the coating liquid for a surface protective layer is equal to the thickness of the surface protective layer 5.
- the surface protection layer 5 includes a cured resin and particles.
- the resin contained in the surface protection layer 5 is preferably an ionizing radiation-curable resin.
- ionizing radiation is a charged particle beam such as an electron beam.
- Ionizing radiation-curable resins are cured by irradiation with ionizing radiation.
- Ionizing radiation-curable resins can also be cured by ultraviolet irradiation.
- the ionizing radiation-curable resin used here is cured by irradiation with light having a wavelength of 200 nm or less, and has a large absorption coefficient for this light.
- the amount of the cured product of the ionizing radiation-curable resin in the surface protective layer 5 is preferably 60% by mass or more, more preferably 70% by mass or more, and even more preferably 80% by mass or more.
- the ionizing radiation-curable resin known ones such as various monomers and commercially available oligomers can be used, such as (meth)acrylic resins, silicone resins, polyester resins, urethane resins, and amide resins. Resin and epoxy resin can be used.
- the ionizing radiation-curable resin may be either an aqueous resin or a non-aqueous (organic solvent-based) resin.
- the main component of the ionizing radiation curable resin is preferably acrylate.
- the main component of the ionizing radiation-curable resin means a component that accounts for 60% by mass or more in the ionizing radiation-curable resin.
- the ionizing radiation-curable resin preferably contains acrylate in an amount of 70 parts by mass or more, more preferably 80 parts by mass or more. More preferably, the ionizing radiation-curable resin is an acrylate.
- the acrylate is preferably a difunctional or higher functional acrylate, more preferably a trifunctional or higher functional acrylate.
- the acrylate is preferably trifunctional or more functional.
- there is no upper limit to the number of functional groups in the acrylate one example is 6 functional groups or less.
- the acrylate contains a repeating structure.
- This repeating structure is, for example, any one of an ethylene oxide (EO) structure, a propylene oxide (PO) structure, and an ⁇ -caprolactone (CL) structure.
- the repeating structure is ethylene oxide or propylene oxide.
- the above repeating structure may be interposed between the acryloyl group and the methylol group in an open ring state.
- the number of repetitions of the repeating structure is preferably 3 or more. If an acrylate is used which is repeated a large number of times, the cured film is likely to expand in the in-plane direction in the first irradiation step described later, and therefore wrinkles corresponding to the ridged portions 5B are likely to be formed on the surface of the coating film. Become. Furthermore, when an acrylate with a large number of repetitions is used, the value of the ratio Rdc/t tends to increase. However, if the number of repetitions is increased, the crosslinking density will decrease and the scratch resistance of the surface protective layer will decrease.
- the ionizing radiation-curable resin is a trifunctional acrylate containing a repeating structure.
- Trifunctional acrylates containing repeating structures are, for example, EO-modified, PO-modified or CL-modified trimethylolpropane triacrylate, glycerin triacrylate, isocyanurate triacrylate, or pentaerythritol triacrylate.
- the number of repeats of the repeating structure is preferably 3 or more, more preferably 3 or more and 30 or less, and even more preferably 3 or more and 20 or less.
- the ionizing radiation-curable resin is a tetrafunctional acrylate containing a repeating structure.
- the tetrafunctional acrylate containing a repeating structure is, for example, EO-modified, PO-modified or CL-modified pentaerythritol tetraacrylate.
- the number of repetitions of the repeating structure is preferably 12 or more, more preferably 12 or more and 50 or less, even more preferably 20 or more and 50 or less, and 20 or more. More preferably, it is 35 or less.
- the number of repetitions of the above-mentioned repeating structure can be analyzed by using MALDI-TOF-MS.
- Ionizing radiation-curable resins may have a molecular weight distribution.
- the number of repetitions described above is the number of repetitions corresponding to the molecular weight having the strongest peak in the mass spectrum of MALDI-TOF-MS.
- Examples of the particles contained in the surface protective layer 5 include particles made of organic materials such as polyethylene (PE) wax, polypropylene (PP) wax, and resin beads, or silica, glass, alumina, titania, zirconia, calcium carbonate, Particles made of inorganic materials such as barium sulfate can be used.
- organic materials such as polyethylene (PE) wax, polypropylene (PP) wax, and resin beads, or silica, glass, alumina, titania, zirconia, calcium carbonate, Particles made of inorganic materials such as barium sulfate can be used.
- the particles have an average particle diameter (D50) of 3 ⁇ m or more.
- the average particle diameter (D50) of the particles is preferably 3 ⁇ m or more and 11 ⁇ m or less, more preferably 4 ⁇ m or more and 10 ⁇ m or less.
- the surface protective layer 5 contains particles, wrinkles can be more uniformly generated on the surface of the coating film in the first irradiation step described below.
- the average particle diameter (D50) of the particles increases, the value of the ratio Rdc/t tends to decrease. Therefore, if the average particle diameter (D50) is too small or too large, it becomes difficult to achieve a "moist feel". Further, when large particles are used, the particles tend to fall off from the surface protective layer 5, and it may be difficult to achieve high scratch resistance. When the particles are small, the effect of uniformly forming wrinkles is small.
- the "average particle size (D50)" is the median diameter (D50) measured with a laser diffraction/scattering particle size distribution measuring device.
- the coating liquid for surface protective layer contains particles
- the surface protective layer 5 obtained from this coating liquid also contains particles.
- the average particle diameter of the particles included in the surface protective layer 5 can be determined by observing the cross section, actually measuring the particle diameters of a plurality of particles, and averaging them. The value obtained in this manner is substantially the same as the median diameter (D50) measured by a laser diffraction/scattering particle size distribution measuring device. Therefore, the range of the average particle size mentioned above can also be read as the range of the average particle size of the particles included in the surface protective layer 5.
- the particles are contained in the surface protective layer 5 in an amount of 3 parts by mass or more and 11 parts by mass or less based on 100 parts by mass of the resin.
- the amount of particles added is preferably 4 parts by mass or more and 10 parts by mass or less based on 100 parts by mass of the resin. Note that "100 parts by mass of resin” refers to parts by mass of the solid content of the resin.
- the effect of uniformly forming wrinkles is particularly large.
- the value of the ratio Rdc/t tends to decrease. Therefore, if the amount of particles added is too small or too large, it becomes difficult to achieve a "moist feel".
- the amount of particles added is large, particles tend to fall off from the surface protective layer 5, and it may be difficult to achieve high scratch resistance.
- the amount of particles added is small, the effect of uniformly forming wrinkles is small.
- the glossiness of the surface protective layer 5 is less than 10.0.
- the glossiness of the surface protective layer 5 is preferably 5 or less.
- gloss is a value measured at an incident angle of 60 degrees using a gloss meter based on JIS Z8741:1997.
- the decorative sheet 1 is manufactured, for example, by the following method.
- the pattern layer 3, transparent resin layer 4, primer layer 6, adhesive layer 7, and concealing layer 8 will be omitted.
- a coating film made of a surface protective layer coating liquid is formed on one side of the raw fabric layer 2.
- This coating film can be applied, for example, by various printing methods such as gravure printing, offset printing, screen printing, electrostatic printing, and inkjet printing, as well as roll coating, knife coating, microgravure coating, die coating, etc. It can be formed by various coating methods.
- the coating liquid for the surface protective layer contains the above-mentioned resin and the above-mentioned particles.
- the coating liquid for the surface protective layer can further contain a solvent and additives for improving the functionality of the final product, such as antibacterial agents and antifungal agents.
- the surface protective layer coating liquid can further contain other additives such as ultraviolet absorbers and light stabilizers.
- ultraviolet absorber for example, benzotriazole type, benzoate type, benzophenone type, triazine type, etc. can be used.
- As the light stabilizer for example, hindered amine type and the like can be used. Note that, according to the method described herein, the surface protective layer 5 having low glossiness can be formed without using a gloss adjuster (matting additive).
- the surface protective layer coating liquid further contains a photoinitiator.
- the photoinitiator include, but are not limited to, benzophenone-based, acetophenone-based, benzoin ether-based, and thioxanthone-based photoinitiators.
- a first irradiation step is performed.
- the coating film is irradiated with light having a wavelength of 200 nm or less (hereinafter referred to as first radiation).
- the ionizing radiation-curable resin contained in the surface protective layer coating liquid has a large extinction coefficient with respect to the first radiation. Therefore, the first radiation incident on the coating film can only reach a distance of several tens to hundreds of nanometers from the outermost surface. Therefore, in the first irradiation step, the crosslinking reaction proceeds in the surface area of the coating film to form an extremely thin cured film, while the other areas do not undergo the crosslinking reaction and remain uncured.
- the coating film after the first irradiation step has wrinkles on the surface corresponding to the ridged portions 5B.
- the present inventor considers the reason why wrinkles occur on the surface of the coating film due to the first irradiation step as follows.
- the first radiation can only reach a distance of several tens to hundreds of nanometers from the outermost surface of the coating film.
- the crosslinking reaction of the ionizing radiation-curable resin occurs only on the surface of the coating film, and the region distant from the outermost surface by several tens to hundreds of nanometers is uncured and contains molecules with high fluidity. It happens.
- Such highly fluid molecules increase the volume of the cured film by causing it to swell.
- the cured film buckles in response to the in-plane compressive stress caused by the volume increase in the in-plane direction, resulting in wrinkles on the coating film surface.
- the first radiation can be extracted from excimer VUV (Vacuum Ultra Violet) light.
- Excimer VUV light can be produced from lamps using noble gases or noble gas halide compounds.
- a gas such as a rare gas or a rare gas halide compound
- This plasma discharge excites the atoms of the discharge gas (rare gas) and instantaneously becomes an excimer state.
- this excimer state When returning from this excimer state to the ground state, it emits light in a wavelength range unique to that excimer.
- the gas used in the excimer lamp may be any conventionally used gas as long as it emits light of 200 nm or less.
- a rare gas such as Xe, Ar, or Kr
- a mixed gas of a rare gas such as ArBr or ArF and a halogen gas
- Excimer lamps have different wavelengths (center wavelengths) depending on the gas, such as approximately 172 nm (Xe), approximately 126 nm (Ar), approximately 146 nm (Kr), approximately 165 nm (ArBr), and approximately 193 nm (ArF).
- a xenon lamp that emits excimer light with a center wavelength of 172 nm as the light source. Further, even considering the cost of equipment maintenance and the availability of materials, it is preferable to use a xenon lamp as the light source.
- the first irradiation step is performed in an atmosphere with a low oxygen concentration.
- Oxygen has a large absorption coefficient for light of 200 nm or less. Therefore, the first irradiation step is preferably performed under a nitrogen gas atmosphere, for example.
- the oxygen concentration in the gas phase in the first irradiation step, that is, the residual oxygen concentration in the reaction atmosphere is preferably 2000 ppm or less, more preferably 1000 ppm or less.
- oxygen in the atmosphere inhibits radical polymerization. Therefore, the residual oxygen concentration in the reaction atmosphere influences the formation of wrinkles on the coating surface. Therefore, when the residual oxygen concentration in the reaction atmosphere is changed, the surface properties of the surface protective layer 5 can also be changed.
- the cumulative light amount of the first radiation is preferably 0.5 mJ/cm 2 or more and 200 mJ/cm 2 or less, more preferably 1 mJ/cm 2 or more and 100 mJ/cm 2 or less, and 3 mJ/cm 2 or more and 50 mJ/cm 2 or less. It is more preferable to set it to cm2 or less, and it is most preferable to set it to 5 mJ/ cm2 or more and 30 mJ/cm2 or less.
- the integrated light amount is reduced, the expansion of the cured film in the in-plane direction becomes smaller.
- the cumulative amount of light is increased, the surface condition of the coating film deteriorates.
- a second irradiation step is performed.
- the coating film is irradiated with second radiation to cure the entire coating film. Thereby, a surface protective layer 5 is obtained.
- the second radiation is ionizing radiation such as an electron beam, or ultraviolet radiation having a longer wavelength than the first radiation.
- ultraviolet rays When ultraviolet rays are used as the second radiation, the ultraviolet rays have a wavelength at which the ionizing radiation-curable resin exhibits a smaller absorption coefficient.
- the cumulative light amount of the second radiation is preferably 10 mJ/cm 2 or more and 500 mJ/cm 2 or less, more preferably 50 mJ/cm 2 or more and 400 mJ/cm 2 or less, and 100 mJ/cm 2 or more and 300 mJ/cm 2 It is more preferable to use the following.
- the decorative sheet 1 can be manufactured, for example, by the method described above.
- the decorative sheet 1 may be manufactured by other methods. For example, a plate may be formed using the method described above for the surface protective layer 5, and the surface protective layer 5 having an uneven structure on the surface may be formed by transfer using this plate.
- the surface protective layer 5 has the surface properties described above.
- a decorative sheet 1 can be used, for example, when a user slides a finger on the surface of the surface protective layer 5 while pressing the surface with the skin.
- This decorative sheet 1 has a relatively gentle slope of the uneven shape on the surface of the surface protection layer 5, when it is touched by the above operation, the pushing resistance due to the contact between the finger and the surface is kept small.
- the contact area between the finger and the surface of the convex portion can be gradually increased. This provides a tactile sensation as if the surface of the decorative sheet sticks to your fingers.
- the moist texture can make the person who touches the decorative sheet 1 feel comfortable and warm. Moreover, the moist feel can give the decorative sheet 1 a luxurious feel. Therefore, the decorative sheet 1 that gives the user a moist feel is suitable for applications where the user's skin is frequently touched or where the user's skin is in contact for a long period of time, such as desk tops, chair armrests, stairs and passageways. Suitable for use on handrails, etc.
- the surface protective layer 5 of the decorative sheet 1 has the above-mentioned surface properties, it can achieve a low degree of gloss even if it does not contain a gloss adjuster (matting additive). Since the gloss modifier reduces the oil repellency of the layer formed of the resin material, the surface protective layer 5 containing the gloss modifier is likely to be susceptible to fingerprints. The surface protective layer 5 that does not contain a gloss modifier does not easily absorb oil, so fingerprints are not easily attached to it. Furthermore, the surface protective layer 5 having excellent oil repellency is unlikely to cause oil stains or adsorption of contaminants. Furthermore, the surface protective layer 5 that does not contain a gloss modifier does not have gloss modifier particles falling off when its surface is scratched, and therefore, the decorative sheet 1 that includes such a surface protective layer 5 has no gloss Not easy to change or scratch.
- the reason why the surface protective layer 5 having the above-mentioned surface properties can be obtained by the above-mentioned method is as follows.
- Oxygen in the gas phase not only absorbs short wavelength ultraviolet rays, but also inhibits radical polymerization.
- the effect of oxygen contained in the gas phase on radical polymerization is greatest in the parts of the coating film made of ionizing radiation-curable resin that are adjacent to the gas phase, and decreases as the distance from the coating film surface increases. . Therefore, in the first irradiation step, by changing the oxygen concentration in the gas phase, the relationship between the distance from the coating surface and the degree of progress of the crosslinking reaction can be changed.
- the thickness of the cured film produced on the surface of the coating film by the first irradiation step and the degree of expansion of the cured film in the in-plane direction according to the progress of the crosslinking reaction will change.
- the cumulative amount of light in the first irradiation step also influences the thickness of the cured film and the degree of expansion of the cured film in the in-plane direction.
- the thickness of the cured film and the degree of expansion of the cured film in the in-plane direction affect the surface properties of the surface protective layer.
- the particle size and amount added of the particles in the coating film, as well as the thickness of the coating film also influence the formation of wrinkles.
- the composition of the ionizing radiation curable resin, the particle size and addition amount of the particles, the thickness of the coating film, the oxygen concentration in the gas phase in the first irradiation step, and the integrated light amount in the first irradiation step are By setting it appropriately, a surface protective layer having desired surface properties can be obtained.
- Example 1 The decorative sheet 1 described with reference to FIGS. 1 to 3 was manufactured by the following method. In addition, in this example, the transparent resin layer 4, primer layer 6, adhesive layer 7, and hiding layer 8 were omitted.
- impregnated paper GFR-506, manufactured by Kojin Co., Ltd.
- a basis weight of 50 g/m 2 was prepared as the raw fabric layer 2.
- a pattern layer 3 was formed on one side of the original fabric layer 2 using an oil-based nitrified cotton resin-based gravure printing ink (PCNT (PCRNT) in various colors: manufactured by Toyo Ink Co., Ltd.).
- PCNT gravure printing ink
- the coating liquid for the surface protective layer used was one in which the following particles were blended with the following ionizing radiation curable resin.
- ⁇ Ionizing radiation curable resin Type Trimethylolpropane EO-modified triacrylate (15 moles of EO added)
- Particle size 5 ⁇ m
- Formulation 5 parts by mass
- a coating film made of the surface protective layer coating liquid was formed to have a thickness of 5 ⁇ m.
- a first irradiation step was performed. Specifically, under atmospheric pressure and in a nitrogen gas atmosphere with an oxygen concentration of 500 ppm, a Xe excimer lamp was used to emit an integrated amount of ultraviolet light with a wavelength of 172 nm onto the surface of a coating film made of a coating liquid for a surface protective layer. The irradiation was performed so that the amount of irradiation was 50 mJ/cm 2 . This caused wrinkles on the surface of the coating film.
- the surface protective layer 5 was formed by irradiating the coating film with ionizing radiation and curing the entire coating film.
- the decorative sheet 1 was obtained as described above.
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, no particles were blended.
- a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 100 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, the amount of particles blended was 2 parts by mass.
- a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative light amount was 90 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, the amount of particles blended was 3 parts by mass.
- a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 70 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, the amount of particles blended was 4 parts by mass.
- a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 60 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, the amount of particles blended was 10 parts by mass.
- a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 40 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, the amount of particles blended was 11 parts by mass.
- a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 40 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, the amount of particles blended was 12 parts by mass.
- a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 40 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, a coating film made of the surface protective layer coating liquid was formed to have a thickness of 1 ⁇ m. In the first irradiation step, under atmospheric pressure and in a nitrogen gas atmosphere with an oxygen concentration of 100 ppm, a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 100 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, a coating film made of the surface protective layer coating liquid was formed to have a thickness of 2 ⁇ m. In the first irradiation step, under atmospheric pressure and in a nitrogen gas atmosphere with an oxygen concentration of 100 ppm, a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 80 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, a coating film made of the surface protective layer coating liquid was formed to have a thickness of 3 ⁇ m. In the first irradiation step, under atmospheric pressure and in a nitrogen gas atmosphere with an oxygen concentration of 200 ppm, a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 70 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, a coating film made of a surface protective layer coating liquid was formed to have a thickness of 10 ⁇ m. In the first irradiation step, under atmospheric pressure and in a nitrogen gas atmosphere with an oxygen concentration of 700 ppm, a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 20 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, a coating film made of the surface protective layer coating liquid was formed to have a thickness of 18 ⁇ m. In the first irradiation step, under atmospheric pressure and in a nitrogen gas atmosphere with an oxygen concentration of 700 ppm, a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 10 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, a coating film made of a surface protective layer coating liquid was formed to have a thickness of 20 ⁇ m. In the first irradiation step, under atmospheric pressure and in a nitrogen gas atmosphere with an oxygen concentration of 700 ppm, a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 5 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, the following particles were used.
- a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 40 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, the following particles were used.
- a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 45 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, the following particles were used.
- a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 45 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, the following particles were used.
- a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 80 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, the following particles were used.
- a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 100 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, the following particles were used.
- a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 100 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, the following particles were used.
- a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 100 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, the following ionizing radiation curable resin was used.
- ⁇ Ionizing radiation curable resin Type Trimethylolpropane triacrylate Product name: NK Ester A-TMPT (manufactured by Shin-Nakamura Chemical Co., Ltd.)
- a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 100 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, the following ionizing radiation curable resin was used.
- ⁇ Ionizing radiation curable resin Type Trimethylolpropane EO modified triacrylate (3 moles of EO added)
- a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 100 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, the following ionizing radiation curable resin was used.
- ⁇ Ionizing radiation curable resin Type Trimethylolpropane EO-modified triacrylate (6 moles of EO added)
- a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 100 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, the following ionizing radiation curable resin was used.
- ⁇ Ionizing radiation curable resin Type Trimethylolpropane EO modified triacrylate (9 moles of EO added)
- a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 80 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, the following ionizing radiation curable resin was used.
- ⁇ Ionizing radiation curable resin Type Trimethylolpropane EO-modified triacrylate (addition of 20 moles of EO)
- a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 45 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, the following ionizing radiation curable resin was used.
- ⁇ Ionizing radiation curable resin Type Ethoxylated pentaerythritol tetraacrylate (addition of 20 moles of EO)
- a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 45 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, the following ionizing radiation curable resin was used.
- ⁇ Ionizing radiation curable resin Type Ethoxylated pentaerythritol tetraacrylate (35 moles of EO added)
- a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 40 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, the amount of particles blended was 15 parts by mass. The first irradiation step was not performed, and the coating film made of the surface protective layer coating liquid was cured only in the second irradiation step.
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, the following ionizing radiation curable resin was used.
- ⁇ Ionizing radiation curable resin Type Ethylene glycol diacrylate (9 moles of EO added)
- Product name Light acrylate 9EG-A (manufactured by Kyoeisha Chemical Co., Ltd.)
- a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 40 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, the following ionizing radiation curable resin was used.
- ⁇ Ionizing radiation curable resin Type Ethoxylated dipentaerythritol hexaacrylate (12 moles of EO added)
- a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 100 mJ/cm 2 .
- Decorative sheet 1 was manufactured in the same manner as in Example 1 except for the following points. That is, in this example, the following ionizing radiation curable resin was used.
- ⁇ Ionizing radiation curable resin Type Pentaerythritol tetraacrylate Product name: NK Ester A-TMMT (manufactured by Shin Nakamura Chemical Co., Ltd.)
- a Xe excimer lamp is used to apply ultraviolet light with a wavelength of 172 nm to the surface of the coating film made of the coating liquid for the surface protective layer. was irradiated so that the cumulative amount of light was 100 mJ/cm 2 .
- Thickness of surface protective layer The thickness of the surface protective layer was measured as follows. Measurement is carried out by embedding the decorative sheet 1 in a resin such as a cold-curing epoxy resin or a UV-curing resin, and curing it sufficiently.Then, the decorative sheet 1 is cut so that a cross section is exposed, and then mechanically polished. I got a face. Subsequently, the thickness of the surface protective layer was measured using a scanning electron microscope SIGMA500 manufactured by Carl Zeiss Microscopy.
- a resin such as a cold-curing epoxy resin or a UV-curing resin
- Length measurement was performed at arbitrary 25 points, and the length measurement value obtained by averaging the 25 points was defined as "thickness t of the surface protective layer.”
- the measurement conditions were that the acceleration voltage was 0.5 keV (low acceleration voltage), the photography mode was SE2 mode, and the magnification was 2000 times. No sputtering was performed on the measurement sample.
- the "thickness t of the surface protective layer” was equal to the thickness of the coating film made of the coating liquid for the surface protective layer.
- each of the above-mentioned evaluators was blindfolded and asked to press the surface of the surface protective layer with their fingers and slide their fingers on the surface. They were classified into two groups. This procedure was repeated until the evaluations by each evaluator matched three or more consecutive times and the evaluation results matched three times in a row between the evaluators. Based on the results, the skin feel was evaluated according to the following criteria.
- Fingerprint resistance As a fingerprint resistance evaluation, a fingerprint wiping property evaluation was performed. Specifically, first, the 60 degree glossiness of the surface of each decorative sheet was measured, and this 60 degree glossiness was taken as the initial glossiness. Subsequently, a fingerprint resistance evaluation liquid was applied onto the surface protective layer, and the fingerprint resistance evaluation liquid adhering to the surface of the decorative sheet was wiped off. Here, higher fatty acids were used as the fingerprint resistance evaluation liquid. Thereafter, the 60 degree glossiness of the portion where the fingerprint resistance evaluation liquid was wiped off was measured, and this 60 degree glossiness was defined as the glossiness after wiping.
- Fingerprint wiping rate (%) (Glossiness after wiping/Initial glossiness) x 100
- the evaluation criteria were as follows. AA: 70% or more and less than 250% A: 50% or more and less than 70%, or 250% or more and less than 300% B: Less than 50%, or 300% or more
- Contamination Resistance As a contamination resistance evaluation, a contamination A test specified in the Japanese Agricultural Standards (JAS) was conducted. That is, lines each having a width of 10 mm were drawn on the surface protective layer of each decorative sheet using blue ink, black quick-drying ink, and red crayon, and the lines were left for 4 hours. Thereafter, the lines of the blue ink, black quick-drying ink, and red crayon were wiped off with a cloth soaked in ethanol.
- JS Japanese Agricultural Standards
- the evaluation criteria were as follows. AA: No scratches or changes in gloss occurred on the surface. A: Minor scratches and changes in gloss occurred on the surface. B: Significant scratches and changes in gloss occurred on the surface.
- the obtained decorative sheet is attached to the wooden substrate B using a urethane adhesive, with the surface on the raw fabric layer side (that is, the back surface of the decorative sheet) facing the wooden substrate B side. pasted on. Thereafter, a V-shaped groove is inserted up to the boundary where the wooden base material B and the decorative sheet are pasted together, so as not to damage the decorative sheet. Next, the wooden base material B was bent to 90 degrees along the V-shaped groove so that the surface of the decorative sheet on the surface protection layer side (that is, the surface of the decorative sheet) became a mountain fold. The bent portions of the decorative sheets were observed using an optical microscope to see if there were any whitening or cracks, and the bending workability was evaluated.
- the evaluation criteria were as follows. AA: No whitening or cracks were observed. A: Whitening was observed in some areas. B: Whitening was observed on the entire surface or cracks were observed in some areas.
- Cutting level difference Rdc and ratio Rdc/t The cutting level difference Rdc ( ⁇ m) and the ratio Rdc/t were determined as described above in the detailed description.
- the decorative sheets according to Examples 1 to 21 gave the evaluators a moist feel. Further, the decorative sheets according to Examples 1 to 21 had low gloss and were excellent in fingerprint resistance, stain resistance, and processability. Furthermore, the decorative sheets of Examples 1 to 14 and 16 to 21 also had excellent scratch resistance.
- Comparative Example 3 gave the evaluator a moist feel and had low gloss, but was inferior in stain resistance, scratch resistance, and processability.
- Comparative Example 8 gave the evaluators a moist feel, but had high gloss and was poor in fingerprint resistance, stain resistance, and scratch resistance.
- SYMBOLS 1 Decorative sheet, 2... Original fabric layer, 3... Pattern layer, 4... Transparent resin layer, 5... Surface protective layer, 6... Primer layer, 7... Adhesive layer, 8... Hiding layer, 11... Decorative material, B... Base material.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Architecture (AREA)
- Nanotechnology (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Crystallography & Structural Chemistry (AREA)
- Laminated Bodies (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP23827262.9A EP4545293A4 (en) | 2022-06-24 | 2023-06-22 | DECORATIVE LEAF |
| KR1020247040717A KR20250029037A (ko) | 2022-06-24 | 2023-06-22 | 화장 시트 |
| CN202380044997.8A CN119317538A (zh) | 2022-06-24 | 2023-06-22 | 装饰片 |
| JP2024529072A JPWO2023249080A1 (https=) | 2022-06-24 | 2023-06-22 | |
| US18/984,330 US20250115782A1 (en) | 2022-06-24 | 2024-12-17 | Decorative sheet |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022-102023 | 2022-06-24 | ||
| JP2022102023 | 2022-06-24 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/984,330 Continuation US20250115782A1 (en) | 2022-06-24 | 2024-12-17 | Decorative sheet |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023249080A1 true WO2023249080A1 (ja) | 2023-12-28 |
Family
ID=89380079
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/023145 Ceased WO2023249080A1 (ja) | 2022-06-24 | 2023-06-22 | 化粧シート |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20250115782A1 (https=) |
| EP (1) | EP4545293A4 (https=) |
| JP (1) | JPWO2023249080A1 (https=) |
| KR (1) | KR20250029037A (https=) |
| CN (1) | CN119317538A (https=) |
| WO (1) | WO2023249080A1 (https=) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2025159123A1 (https=) * | 2024-01-22 | 2025-07-31 | ||
| WO2025159124A1 (ja) * | 2024-01-22 | 2025-07-31 | Toppanホールディングス株式会社 | 化粧シート |
| WO2025220703A1 (ja) * | 2024-04-19 | 2025-10-23 | Toppanホールディングス株式会社 | 化粧シート |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20130129980A1 (en) * | 2010-07-29 | 2013-05-23 | Evonik Roehm Gmbh | Process for scratch- and abrasion-resistant coating and physical matting of plastics substrates, more particularly polymethyl methacrylate, with nanocomposite coating material |
| JP2017171794A (ja) * | 2016-03-24 | 2017-09-28 | 東洋インキScホールディングス株式会社 | 紫外線硬化型コート剤組成物および積層体 |
| JP2019052437A (ja) * | 2017-09-13 | 2019-04-04 | Dic株式会社 | 床材用活性エネルギー線硬化性組成物 |
| KR20200025050A (ko) * | 2018-08-29 | 2020-03-10 | (주)엘지하우시스 | 내오염성 및 논슬립성이 우수한 바닥재 |
| EP3677347A1 (fr) * | 2018-12-31 | 2020-07-08 | Gerflor | Procede de vernissage d'un revêtement de sol ou mur |
| JP2021165033A (ja) * | 2020-04-06 | 2021-10-14 | タキロンシーアイ株式会社 | 化粧シート |
| JP2022025624A (ja) * | 2020-07-29 | 2022-02-10 | 三菱ケミカル株式会社 | 硬化膜及び積層体、並びにこれらの製造方法 |
| JP2022048111A (ja) * | 2020-09-14 | 2022-03-25 | 大日本印刷株式会社 | 艶消物品 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7003667B2 (ja) | 2018-01-05 | 2022-02-10 | 凸版印刷株式会社 | 化粧材 |
| JP7044982B2 (ja) * | 2020-03-03 | 2022-03-31 | 凸版印刷株式会社 | 化粧シート、化粧板及び化粧シートの製造方法 |
-
2023
- 2023-06-22 JP JP2024529072A patent/JPWO2023249080A1/ja active Pending
- 2023-06-22 KR KR1020247040717A patent/KR20250029037A/ko active Pending
- 2023-06-22 WO PCT/JP2023/023145 patent/WO2023249080A1/ja not_active Ceased
- 2023-06-22 EP EP23827262.9A patent/EP4545293A4/en active Pending
- 2023-06-22 CN CN202380044997.8A patent/CN119317538A/zh active Pending
-
2024
- 2024-12-17 US US18/984,330 patent/US20250115782A1/en active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20130129980A1 (en) * | 2010-07-29 | 2013-05-23 | Evonik Roehm Gmbh | Process for scratch- and abrasion-resistant coating and physical matting of plastics substrates, more particularly polymethyl methacrylate, with nanocomposite coating material |
| JP2017171794A (ja) * | 2016-03-24 | 2017-09-28 | 東洋インキScホールディングス株式会社 | 紫外線硬化型コート剤組成物および積層体 |
| JP2019052437A (ja) * | 2017-09-13 | 2019-04-04 | Dic株式会社 | 床材用活性エネルギー線硬化性組成物 |
| KR20200025050A (ko) * | 2018-08-29 | 2020-03-10 | (주)엘지하우시스 | 내오염성 및 논슬립성이 우수한 바닥재 |
| EP3677347A1 (fr) * | 2018-12-31 | 2020-07-08 | Gerflor | Procede de vernissage d'un revêtement de sol ou mur |
| JP2021165033A (ja) * | 2020-04-06 | 2021-10-14 | タキロンシーアイ株式会社 | 化粧シート |
| JP2022025624A (ja) * | 2020-07-29 | 2022-02-10 | 三菱ケミカル株式会社 | 硬化膜及び積層体、並びにこれらの製造方法 |
| JP2022048111A (ja) * | 2020-09-14 | 2022-03-25 | 大日本印刷株式会社 | 艶消物品 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4545293A4 * |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2025159123A1 (https=) * | 2024-01-22 | 2025-07-31 | ||
| WO2025159123A1 (ja) * | 2024-01-22 | 2025-07-31 | Toppanホールディングス株式会社 | 化粧シート |
| WO2025159124A1 (ja) * | 2024-01-22 | 2025-07-31 | Toppanホールディングス株式会社 | 化粧シート |
| JPWO2025159124A1 (https=) * | 2024-01-22 | 2025-07-31 | ||
| WO2025220703A1 (ja) * | 2024-04-19 | 2025-10-23 | Toppanホールディングス株式会社 | 化粧シート |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2023249080A1 (https=) | 2023-12-28 |
| EP4545293A1 (en) | 2025-04-30 |
| US20250115782A1 (en) | 2025-04-10 |
| CN119317538A (zh) | 2025-01-14 |
| EP4545293A4 (en) | 2025-10-22 |
| KR20250029037A (ko) | 2025-03-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2022239270A1 (ja) | 化粧シート、及び化粧シートの製造方法 | |
| WO2023249080A1 (ja) | 化粧シート | |
| EP4501632A1 (en) | Decorative sheet and method for manufacturing decorative sheet | |
| US20240359210A1 (en) | Decorative sheet and method for producing decorative sheet | |
| US20260015513A1 (en) | Decorative sheet | |
| US20250332810A1 (en) | Decorative sheet | |
| US20240425717A1 (en) | Decorative sheet and method for manufacturing decorative sheet | |
| JP7632761B2 (ja) | 化粧シート | |
| US20250115039A1 (en) | Decorative sheet | |
| JP7601294B1 (ja) | 化粧シート | |
| JP7582561B1 (ja) | 化粧シート | |
| WO2023249081A1 (ja) | 化粧シート | |
| WO2025023246A1 (ja) | 化粧シート | |
| WO2025159123A1 (ja) | 化粧シート | |
| US20250092282A1 (en) | Decorative sheet and method for manufacturing decorative sheet | |
| WO2025159124A1 (ja) | 化粧シート | |
| WO2024204214A1 (ja) | 化粧シート | |
| JP2026043502A (ja) | 化粧シート | |
| WO2025220703A1 (ja) | 化粧シート | |
| WO2026038502A1 (ja) | 化粧シート | |
| WO2024157674A1 (ja) | 化粧シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23827262 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2024529072 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380044997.8 Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 202380044997.8 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023827262 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2023827262 Country of ref document: EP Effective date: 20250124 |
|
| WWP | Wipo information: published in national office |
Ref document number: 1020247040717 Country of ref document: KR |
|
| WWP | Wipo information: published in national office |
Ref document number: 2023827262 Country of ref document: EP |