WO2023017842A1 - 梱包材及び梱包材の製造方法 - Google Patents
梱包材及び梱包材の製造方法 Download PDFInfo
- Publication number
- WO2023017842A1 WO2023017842A1 PCT/JP2022/030611 JP2022030611W WO2023017842A1 WO 2023017842 A1 WO2023017842 A1 WO 2023017842A1 JP 2022030611 W JP2022030611 W JP 2022030611W WO 2023017842 A1 WO2023017842 A1 WO 2023017842A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- foaming
- present technology
- softening agent
- material according
- packaging material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


















Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/10—Packing paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/02—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage
- B65D81/05—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage maintaining contents at spaced relation from package walls, or from other contents
- B65D81/107—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage maintaining contents at spaced relation from package walls, or from other contents using blocks of shock-absorbing material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/02—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage
- B65D81/05—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage maintaining contents at spaced relation from package walls, or from other contents
- B65D81/127—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage maintaining contents at spaced relation from package walls, or from other contents using rigid or semi-rigid sheets of shock-absorbing material
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0014—Use of organic additives
- C08J9/0023—Use of organic additives containing oxygen
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0014—Use of organic additives
- C08J9/0028—Use of organic additives containing nitrogen
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0014—Use of organic additives
- C08J9/0052—Organo-metallic compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0061—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof characterized by the use of several polymeric components
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/0085—Use of fibrous compounding ingredients
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/04—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent
- C08J9/06—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent by a chemical blowing agent
- C08J9/08—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent by a chemical blowing agent developing carbon dioxide
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/30—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof by mixing gases into liquid compositions or plastisols, e.g. frothing with air
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/002—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines by using a foamed suspension
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H11/00—Pulp or paper, comprising cellulose or lignocellulose fibres of natural origin only
- D21H11/14—Secondary fibres
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/03—Non-macromolecular organic compounds
- D21H17/05—Non-macromolecular organic compounds containing elements other than carbon and hydrogen only
- D21H17/07—Nitrogen-containing compounds
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/03—Non-macromolecular organic compounds
- D21H17/05—Non-macromolecular organic compounds containing elements other than carbon and hydrogen only
- D21H17/14—Carboxylic acids; Derivatives thereof
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/20—Macromolecular organic compounds
- D21H17/33—Synthetic macromolecular compounds
- D21H17/34—Synthetic macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D21H17/36—Polyalkenyalcohols; Polyalkenylethers; Polyalkenylesters
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/20—Macromolecular organic compounds
- D21H17/33—Synthetic macromolecular compounds
- D21H17/46—Synthetic macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
- D21H17/53—Polyethers; Polyesters
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/63—Inorganic compounds
- D21H17/66—Salts, e.g. alums
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/71—Mixtures of material ; Pulp or paper comprising several different materials not incorporated by special processes
- D21H17/74—Mixtures of material ; Pulp or paper comprising several different materials not incorporated by special processes of organic and inorganic material
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H21/00—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties
- D21H21/14—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties characterised by function or properties in or on the paper
- D21H21/22—Agents rendering paper porous, absorbent or bulky
- D21H21/24—Surfactants
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H21/00—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties
- D21H21/14—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties characterised by function or properties in or on the paper
- D21H21/36—Biocidal agents, e.g. fungicidal, bactericidal, insecticidal agents
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H23/00—Processes or apparatus for adding material to the pulp or to the paper
- D21H23/02—Processes or apparatus for adding material to the pulp or to the paper characterised by the manner in which substances are added
- D21H23/04—Addition to the pulp; After-treatment of added substances in the pulp
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/3442—Mixing, kneading or conveying the foamable material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/36—Feeding the material to be shaped
- B29C44/46—Feeding the material to be shaped into an open space or onto moving surfaces, i.e. to make articles of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/04—Cellulosic plastic fibres, e.g. rayon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/737—Dimensions, e.g. volume or area
- B32B2307/7375—Linear, e.g. length, distance or width
- B32B2307/7376—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2553/00—Packaging equipment or accessories not otherwise provided for
- B32B2553/02—Shock absorbing
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2203/00—Foams characterized by the expanding agent
- C08J2203/02—CO2-releasing, e.g. NaHCO3 and citric acid
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2329/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal, or ketal radical; Hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Derivatives of such polymer
- C08J2329/02—Homopolymers or copolymers of unsaturated alcohols
- C08J2329/04—Polyvinyl alcohol; Partially hydrolysed homopolymers or copolymers of esters of unsaturated alcohols with saturated carboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2400/00—Characterised by the use of unspecified polymers
- C08J2400/30—Polymeric waste or recycled polymer
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2471/00—Characterised by the use of polyethers obtained by reactions forming an ether link in the main chain; Derivatives of such polymers
- C08J2471/02—Polyalkylene oxides
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2497/00—Characterised by the use of lignin-containing materials
- C08J2497/02—Lignocellulosic material, e.g. wood, straw or bagasse
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21J—FIBREBOARD; MANUFACTURE OF ARTICLES FROM CELLULOSIC FIBROUS SUSPENSIONS OR FROM PAPIER-MACHE
- D21J3/00—Manufacture of articles by pressing wet fibre pulp, or papier-mâché, between moulds
Definitions
- This technology relates to packaging materials, foam materials, composite materials, multilayer structures, cushioning materials, recycled materials, and methods of manufacturing packaging materials, foam materials, and composite materials.
- cushioning materials used to transport OA equipment and home appliances are made from synthetic resin materials.
- synthetic resin products such as polystyrene foam, highly foamed polyethylene sheet, foamed polyethylene, and air caps.
- cushioning materials made from environmentally friendly and recyclable materials.
- recyclable cushioning materials include cushioning materials that use paper, but cushioning materials that use paper as a raw material have physical properties such as durability, elasticity, and resilience. It was a problem that it was inferior to the cushioning material.
- Patent Literature 1 discloses a lightweight and elastic cushioning material comprising a foam molded product obtained by mixing a paper component and a binder containing gelatin or alginic acid in an amount of 50% by weight or more.
- Patent Document 2 by kneading a fibrous substance and an aqueous solution in which a binder mainly composed of gelatin and/or glue having a jelly strength of 130 Bloom or more is dissolved, foam molding is performed to form an avatar on the surface.
- a foam-molded article is disclosed which is less prone to dents and has excellent elasticity.
- the main purpose of this technology is to provide a technology that can control the occurrence of "transfer” from the foam material to the contact object.
- the inventors of the present application conducted intensive research on the occurrence of "migration” from a foam material made of recyclable paper or the like to a contact object using various ingredients. We have found that the degree of "transfer” from the material to the contact object changes, and have completed this technology.
- the present technology first provides a foaming material containing a fibrous substance, a binder, a foaming accelerator, a surfactant, and a water-soluble softening agent.
- a softening agent used in the foam material according to the present technology R 1 , R 2 —N—CO—N—R 3 , R 4 (R 1 to R 4 : H, or saturated and/or unsaturated hydrocarbon groups) can be used.
- a water-soluble polyhydric alcohol having 3 to 15 carbon atoms can also be used.
- the polyhydric alcohol a polyhydric alcohol in which the number of carbon atoms and the number of hydroxyl (OH) groups in the molecular structure is such that the number of hydroxyl groups ⁇ the number of carbon atoms can be used.
- the foam material according to the present technology may contain an anti-tarnishing agent.
- the foam material according to the present technology may contain an antibacterial agent.
- a foaming material containing a fibrous material, a binder, a foaming accelerator, a surfactant, and a water-soluble softening agent, a member comprising:
- Foams and composites according to the present technology can be used as cushioning materials. That is, in the present technology, a cushioning material containing a foam material containing a fibrous substance, a binder, a foaming accelerator, a surfactant, and a water-soluble softening agent, a foaming material containing a fibrous material, a binder, a foaming accelerator, a surfactant, and a water-soluble softening agent; a cushioning material; To provide a composite cushioning material comprising:
- Foams and composites according to the present technology can be used as recycled materials. That is, in the present technology, a recycled material including a foamed material containing a fibrous substance, a binder, a foaming accelerator, a surfactant, and a water-soluble softening agent, a foaming material containing a fibrous material, a binder, a foaming accelerator, a surfactant, and a water-soluble softening agent; recycled materials; To provide a composite recycled material comprising:
- the present technology further comprises a foaming step of foaming a mixture containing a fibrous material, a binder, a foaming accelerator, a surfactant, and a water-soluble softening agent; a drying step of drying the foamed mixture after the foaming step; To provide a method of manufacturing a foam material.
- the present technology also includes a foaming step of foaming a mixture containing a fibrous material, a binder, a foaming accelerator, a surfactant, and a water-soluble softening agent; an attaching step of attaching the foamed mixture after the foaming step to a member; a drying step of drying the foamed mixture after the attaching step; A method of manufacturing a composite material is provided.
- a foaming step of foaming a mixture containing a fibrous material, a binder, a foaming accelerator, a surfactant, and a water-soluble softening agent a drying step of drying the foamed mixture after the foaming step;
- a method for fabricating a multilayer structure is provided.
- the present technology provides a packaging material containing a fibrous material including waste paper and/or pulp, a binder, sodium bicarbonate, a surfactant, and a water-soluble softening agent.
- a softening agent used in the packaging material according to the present technology R 1 , R 2 —N—CO—N—R 3 , R 4 (R 1 to R 4 : H, or saturated and/or unsaturated hydrocarbon groups) can be used.
- a water-soluble polyhydric alcohol having 3 to 15 carbon atoms can be used as the softening agent used for the packing material according to the present technology.
- the polyhydric alcohol a polyhydric alcohol in which the number of carbon atoms and the number of hydroxyl (OH) groups in the molecular structure is such that the number of hydroxyl groups ⁇ the number of carbon atoms can be used.
- the packaging material according to the present technology may contain an anti-discoloration agent.
- an anti-tarnishing agent an anti-tarnishing agent containing alum can be used.
- the packing material according to the present technology may contain an antibacterial agent.
- an antibacterial agent an antibacterial agent containing potassium sorbate can be used.
- the binder used for the packing material according to the present technology a binder containing polyvinyl alcohol can be used.
- a surfactant containing polyoxyethylene alkyl ether can be used as the surfactant used in the packaging material according to the present technology.
- the first surface and/or the second surface of the base layer may have a structure layer having a plurality of structures formed thereon.
- the thickness of the structure layer can be configured to be thicker than the thickness of the base layer.
- the plurality of structures may be formed with intervals.
- the packing material may be bonded to the substrate via an adhesive layer.
- the present technology also contains a fibrous material including waste paper and/or pulp, a binder, sodium bicarbonate, a surfactant, and a water-soluble softening agent, and the softening agent is R 1 , R 2 —N—CO—N—R 3 , R 4 (R 1 to R 4 : H or a saturated and/or unsaturated hydrocarbon group with 1 to 4 carbon atoms) a mixing step of mixing a composition that is a urea derivative at a first rotational speed; a foaming step of foaming the composition at a second rotation speed faster than the first rotation speed; To provide a method of manufacturing a packaging material.
- a fibrous material including waste paper and/or pulp, a binder, sodium bicarbonate, a surfactant, and a water-soluble softening agent
- the softening agent is R 1 , R 2 —N—CO—N—R 3 , R 4 (R 1 to R 4 : H or a saturated and/or unsaturated hydrocarbon group
- a molding step of molding the composition using a mold can be further performed.
- a drying step of drying the foamed composition may be further performed.
- a mold containing silicon can be used as the mold used in the molding step.
- the packaging material manufactured using the manufacturing method according to the present technology may be bonded to the base material via an adhesive layer.
- FIG. 1 is a flow chart of a first embodiment of a method for manufacturing a foam material 1 used in the present technology; It is a schematic diagram which shows an example of the form of the foaming material 1 used for this technique.
- FIG. 3 is a schematic diagram showing an example different from FIG. 2 of the form of the foam material 1 used in the present technology; 4 is a drawing-substituting photograph showing an example different from FIGS. 2 and 3 of the form of the foam material 1 used in the present technology.
- FIG. 5 is a drawing-substituting photograph showing an example different from FIGS.
- FIG. 6 is a drawing-substituting photograph showing an example different from FIGS. It is a schematic diagram which shows an example of the manufacturing method of the foaming material 1 used for this technique.
- FIG. 3 is a schematic diagram showing an example different from FIG. 2 of the form of the foam material 1 used in the present technology
- 4 is a drawing-substituting photograph showing an example different from FIGS. 2 and 3 of the
- FIG. 8 is a schematic diagram showing an example different from FIG. 7 of the manufacturing method of the foam material 1 used in the present technology
- 6 is a flow chart of a second embodiment of a method for manufacturing the foam material 1 used in the present technology
- 2 is a drawing-substituting photograph showing an example of a composite material 2 used in the present technology
- 11 is a drawing-substituting photograph showing an example different from FIG. 10 of the composite material 2 used in the present technology.
- 1 is a flow chart of a first embodiment of a method for manufacturing a composite material 2 used in the present technology
- It is a schematic diagram which shows an example of the manufacturing method of the composite material 2 used for this technique.
- FIG. 13 is a schematic diagram showing an example different from FIG.
- FIG. 13 of the manufacturing method of the composite material 2 used in the present technology 1 is a schematic diagram showing a first embodiment of a multilayer structure 3 used in the present technology
- FIG. FIG. 4 is a schematic diagram showing a second embodiment of a multilayer structure 3 used in the present technology
- FIG. 3 is a schematic diagram showing a third embodiment of a multilayer structure 3 used in the present technology
- FIG. 4 is a schematic diagram showing a fourth embodiment of a multilayer structure 3 used in the present technology
- FIG. 10 is a schematic diagram showing a fifth embodiment of a multilayer structure 3 used in the present technology
- FIG. 11 is a schematic diagram showing a sixth embodiment of a multilayer structure 3 used in the present technology
- 3 is a flow chart of a first embodiment of a method for manufacturing a multilayer structure 3 used in the present technology
- foam material 1 (1) Fibrous substance (2) Binder (3) Foam accelerator (4) Surfactant (5) Water-soluble softener (6) Discoloration inhibitor (7) Antibacterial agent (8) Others (9) Specific gravity (10) Application of foam material 1 2 .
- Method for manufacturing foam material 1 [First embodiment] (1) Defiberization treatment step S1 (2) Mixing step S2 (3) Foaming step S3 (4) Forming step S4 (5) Drying step S5 [Second embodiment] (6) Coating step S6 (7) Lamination step S7 (8) Drying step S8 3.
- Composite material 2 (1) Base material (member) 21 (2) Application of composite material 2 4 . Manufacturing method of composite material 2 (1) Bonding step S9 (2) Drying step S10 5. Multilayer structure 3 (1) Adhesive layer 32 (2) Form of multilayer structure 3 (3) Use of multilayer structure 36. Manufacturing method of laminated structure (1) Coating step S11 (2) Lamination step S12 (3) Drying step S13 (4) Forming step S14
- the foam material 1 described below can be used for the packing material according to this technology.
- the foam material 1 used for the packing material according to the present technology will be described below.
- foam material 1 The foaming material 1 used in the present technology contains a fibrous substance, a binder, a foaming accelerator, a surfactant, and a water-soluble softening agent. In addition, if necessary, other components such as anti-discoloration agents and antibacterial agents can also be contained. Each component will be described in detail below.
- Fibrous material As the fibrous material used for the foam material 1 used in the present technology, one or two or more fibrous materials that can be used as the foam material can be used freely as long as the effect of the present technology is not impaired. It can be selected and used. Examples include newspapers, magazines, books, used paper such as cardboard, cotton fabrics, woolen fabrics, pulp (bamboo, bagasse, straw, etc.), glass fibers, chemical fibers, and the like. Among these, in the present technology, it is preferable to use used paper such as newspapers, magazines, books, and cardboard from the viewpoint of recyclability.
- a fibrous material containing waste paper and/or pulp as the foam material 1 used in the present technology. Recyclability can be improved by using fibrous materials including waste paper and/or pulp. Examples of used paper include newspapers, magazines, books, and cardboard, as described above. Pulp can include wood or non-wood. Examples of non-wood materials include bamboo, bagasse, straw, and the like.
- the length of the fibrous material used in the present technology can be freely set as long as the effect of the present technology is not impaired. can use fibrous material defibrated to a length of 0.5 to 1.0 mm.
- Binder As the binder used for the foaming material 1 used in the present technology, one or two or more binders that can be used in the foaming material can be freely selected and used as long as the effects of the present technology are not impaired. can.
- polyvinyl alcohol, polyethylene glycol, carboxymethyl cellulose, methyl cellulose, polyethylene succinate, polybutylene succinate, polybutylene succinate adipate, polycaprolactone, cellulose acetate, polylactic acid, starch, alginate, gum arabic, glue, gelatin, Egg white etc. are mentioned.
- PVA polyvinyl alcohol
- the content of the binder in the foaming material 1 used in the present technology is not particularly limited as long as it does not impair the effect of the present technology. It is more preferable to contain parts by mass.
- foaming accelerator used in the foaming material 1 used in the present technology one or two or more foaming accelerators that can be used in the foaming material can be used freely as long as the effect of the present technology is not impaired. It can be selected and used.
- azo compounds such as azodicarbonamide (ADCA), nitroso compounds such as N,N'-dinitrosopentamethylenetetramine (DPT), 4,4-oxybis (benzenesulfonyl hydrazide) (OBSH), hydrazodicarbonamide ( hydrazine derivatives such as HDCA), azo compounds such as barium azodicarboxylate (Ba/AC), and bicarbonates such as sodium bicarbonate (sodium bicarbonate).
- ADCA azodicarbonamide
- DPT N,N'-dinitrosopentamethylenetetramine
- OBSH 4,4-oxybis (benzenesulfonyl hydrazide)
- hydrazodicarbonamide hydrazine derivatives such as HDCA
- azo compounds such as barium azodicarboxylate (Ba/AC)
- bicarbonates such as sodium bicarbonate (sodium bicarbonate).
- sodium bicarbonate sodium bicarbonate
- sodium bicarbonate sodium bicarbonate
- fibrous substances including waste paper and/or pulp.
- the content of the foaming accelerator in the foaming material 1 used in the present technology is not particularly limited as long as it does not impair the effect of the present technology, but it is preferable to contain 0.5 to 15 parts by mass with respect to 100 parts by mass of the fibrous substance. , more preferably 1 to 10 parts by mass.
- surfactant used in the foaming material 1 used in the present technology one or two or more surfactants that can be used in the foaming material can be used freely as long as the effect of the present technology is not impaired. It can be selected and used. Examples thereof include polyoxyethylene alkyl ether, sodium alkylsulfate, alkyltrimethylammonium chloride, alkyldiaminoethylglycine chloride and the like. Among these, it is preferable to use polyoxyethylene alkyl ether from the viewpoint of promoting foaming.
- the content of the surfactant in the foam material 1 used in the present technology is not particularly limited as long as it does not impair the effect of the present technology, but it is preferable to include 0.1 to 5 parts by mass with respect to 100 parts by mass of the fibrous substance. , more preferably 0.3 to 3 parts by mass.
- the foaming material 1 used in the present technology is characterized by using a water-soluble softening agent.
- a water-soluble softening agent it has been found that the occurrence of "migration" from the manufactured foam material 1 to the contact object can be manipulated according to the type of water-soluble softening agent. That is, the inventors have found that by changing the type of water-soluble softening agent, it is possible to reduce the occurrence of "migration" from the produced foam material 1 to the contact object.
- water-soluble softening agent that can be used for the foam material 1 according to the present technology
- one or more water-soluble softening agents that can be used for the foam material are used as long as the effects of the present technology are not impaired.
- urea urea derivatives
- polyhydric alcohols such as glycerin, ethylene glycol, diethylene glycol, polyethylene glycol, polyvinyl alcohol, propylene glycol, butylene glycol
- sugars such as sucrose and trehalose
- sugar alcohols such as sorbitol
- amines and the like can be freely selected and used.
- a softening agent with a weak hydrogen bonding force due to its structure.
- the use of a softening agent having a structure with weak hydrogen bonding can prevent the occurrence of "migration" due to hydrogen bonding.
- the hydrogen bonding force is OH>NH
- urea and urea derivatives among the softening agents, urea and urea derivatives; among polyhydric alcohols having 3 to 15 carbon atoms, propylene glycol and 1,3-butylene glycol; sucrose and trehalose It is preferable to use
- R 1 , R 2 —N—CO—N—R 3 , R 4 (R 1 to R 4 : H, or saturated and/or unsaturated carbonized It is more preferable to use a urea derivative having a chemical structural formula of hydrogen group). This is because the urea derivative in which the number of carbon atoms in the saturated and/or unsaturated hydrocarbon group is 4 or less surely exhibits water solubility.
- the content of the water-soluble softening agent in the foam material 1 according to the present technology is not particularly limited as long as it does not impair the effect of the present technology. is preferable, and it is more preferable to contain 0.05 to 100 parts by mass.
- a foamed material using a fibrous material containing waste paper and/or pulp requires a softening agent to impart elasticity, and glycerin has been generally used as a softening agent so far. rice field.
- glycerin has been generally used as a softening agent so far. rice field.
- a foamed material using glycerin is used for a long period of time as a cushioning material for parts using resin, metal, etc., a "migration" phenomenon, in which the parts discolor, may occur.
- the softening agents used in the foam material 1 used in the present technology include R 1 , R 2 —N—CO—N—R 3 , R 4 (R 1 to R 4 : H, or C is a saturated and/or unsaturated hydrocarbon group with 1 to 4), and/or a water-soluble polyhydric alcohol having 3 to 15 carbon atoms, in the molecular structure It is preferable to use a polyhydric alcohol (propylene glycol, butylene glycol, etc.) in which the number of carbon atoms and the number of hydroxyl (OH) groups are such that the number of hydroxyl groups ⁇ the number of carbon atoms.
- a chemical substance having a hydroxyl group (OH group) the lower the ratio of the number of hydroxyl (OH) groups to the number of carbon atoms, the lower the hydrogen bonding strength, and the "migration" from the produced foam material 1 to the contact object. ” can be further reduced.
- Discoloration prevention agent can be used for the foaming material 1 used for this technique.
- the anti-discoloration agent used for the foam material 1 used in the present technology one or more anti-discoloration agents that can be used in the foam material may be freely selected and used as long as the effect of the present technology is not impaired. can be done. Examples include alum, magnesium, iron and copper. Among these, it is preferable to use alum from the viewpoint of ease of availability and handling and economy.
- the content of the anti-discoloration agent in the foam material 1 used in the present technology is not particularly limited as long as it does not impair the effect of the present technology, but it is preferable to contain 0.5 to 5 parts by mass with respect to 100 parts by mass of the fibrous substance. , more preferably 1 to 3 parts by mass.
- Antibacterial agent can be used for the foam material 1 used in the present technology.
- the antibacterial agent used in the foam material 1 used in the present technology one or more antibacterial agents that can be used in the foam material can be freely selected and used as long as the effect of the present technology is not impaired.
- examples thereof include potassium sorbate, isopropylmethylphenol, salicylic acid and the like. Among these, it is preferable to use potassium sorbate from the viewpoint of handling such as water solubility.
- the content of the antibacterial agent in the foam material 1 used in the present technology is not particularly limited as long as it does not impair the effect of the present technology. Preferably, it is contained in an amount of 0.15 to 1 part by mass.
- foam material 1 used in the present technology one or more other additives that can be used for the foam material can be freely selected and used as needed.
- additives include cross-linking accelerators, release agents, pH adjusters, pH buffers, antifungal agents, colorants, bleaching agents, antioxidants, weathering (light) agents, flame retardants, fillers, and the like.
- the specific gravity of the foam material 1 used in the present technology can be freely set according to the application and purpose.
- the specific gravity of the foam material 1 used in the present technology after the stirring process is, for example, 0.3 to 0.5, preferably 0.3 to 0.4. By setting the specific gravity of the foam material 1 within this range, it is possible to further improve the impact resistance, the recovery after impact, and the like.
- the specific gravity is a value measured in accordance with JIS Z8804.
- foam material 1 used in the present technology described above is not particularly limited, but for example, cushioning material, packing material, sound absorbing material, sound insulating material, sound insulating material, vibration insulating material, heat insulating material, It can be suitably used for applications such as wallpaper, seat sheets for automobiles, curing materials, and agricultural materials.
- a recyclable material is used as the fibrous substance mentioned above, it can be expected to be used as a recycled material.
- the method for manufacturing the foam material 1 used in the present technology is a method in which at least a mixing step S2 and a foaming step S3 are performed. Further, if necessary, the fibrillation treatment step S1, the forming step S4, the drying step S5, the coating step S6, the lamination step S7, the drying step S8, and the like can be performed. Details of each step will be described below in chronological order.
- FIG. 1 is a flow chart of a first embodiment of a method for manufacturing a foam material 1 used in the present technology.
- the defibration treatment step S1 is a step of fibrillating a fibrous substance that is a raw material of the foam material 1 used in the present technology. Note that this defibration treatment step S1 is not essential when using fibrous substances that have already been fibrillated.
- one or a combination of two or more general defibration treatment methods can be used.
- either a wet defibration method or a dry fibrillation method can be used.
- Specific methods of fibrillation include cutting, crushing, crushing, impact crushing, ultrasonic crushing, and the like, which can be freely combined according to the type of raw material.
- the mixing step S2 is a step of mixing various components used for the foam material 1 according to the present technology. Specifically, a fibrous substance, a binder, a foaming accelerator, a surfactant, a water-soluble softening agent, and, if necessary, other components such as an anti-discoloration agent and an antibacterial agent. This is the step of mixing.
- mixing step S2 can be performed simultaneously with the foaming step S3, which will be described later. That is, while mixing various components, foaming may be performed at the same time.
- the foaming step S3 is a step of foaming a mixture of various components used for the foaming material 1 according to the present technology. Specifically, a fibrous substance, a binder, a foaming accelerator, a surfactant, a water-soluble softening agent, and, if necessary, other components such as an anti-discoloration agent and an antibacterial agent. This is a step of foaming the mixture contained.
- foaming method in the foaming step S3 one or a combination of two or more common foaming methods can be used as long as the effects of the present technology are not impaired.
- Examples include a method of foaming the mixture while stirring and mixing, a method of foaming by forcibly feeding gas into the mixture, and a method of foaming by adding a foaming agent or the like to the mixture.
- a composition containing various components used in the foaming material 1 used in the present technology can be mixed at a first rotation speed. More specifically, in the mixing step S2, a fibrous material, a binder, sodium hydrogen carbonate, a surfactant, a water-soluble softening agent, and, if necessary, an anti-discoloration agent and an antibacterial agent. A composition containing other ingredients, such as, can be mixed at the first rotational speed.
- the mixing step S2 includes the case where foaming occurs at the same time while the composition containing various components is being mixed. That is, in the mixing step S2, foaming is started while the composition is mixed at a first rotation speed, and further foaming is started while the composition is mixed at a second rotation speed in the foaming step S3, which will be described later. can also be done.
- the composition containing various components used in the present technology can be foamed at a second rotation speed faster than the first rotation speed. More specifically, in the foaming step S3, a fibrous material, a binder, sodium hydrogen carbonate, a surfactant, a water-soluble softening agent, and, if necessary, an anti-discoloration agent and an antibacterial agent. is a step of foaming a composition containing other components such as at a second rotation speed faster than the first rotation speed.
- the molding step S4 is a step of molding the composition (foamed mixture) into a desired shape.
- the molding method in the molding step S4 one or a combination of two or more general molding methods can be used as long as the effect of the present technology is not impaired. Examples thereof include methods such as injection molding, extrusion molding, press molding, blow molding, calender molding, and casting molding.
- the specific shape to be molded in the molding step S4 is not particularly limited, and can be freely designed according to the application of the foam material 1 to be manufactured.
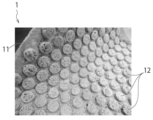
- the foam material 1 used for the packaging material according to the present technology can include a sheet-like base layer 11 having a first surface 111 and a second surface 112 .
- the thickness L1 of the base layer 11 can be freely designed according to the use and purpose of the foam material 1 .
- the thickness L1 of the base layer 11 can be, for example, 1 mm or more, preferably 2 mm or more, and 3 mm in consideration of cushioning properties and moldability. By setting the thickness L1 of the base layer 11 within this range, the strength of the foam material 1 can be further improved.
- a plurality of structures 12 can be formed on the first surface 111 and/or the second surface 112 of the base layer 11 .
- the shape of the structure 12 is not particularly limited, and can be formed in the shape shown in FIGS. 2 and 4, the shape shown in FIG. 5 to be described later, or the like. Moreover, although not shown, it is possible to form a shape in which structures 12 having different shapes are combined, or to form a plurality of structures 12 in different shapes. Further, multiple structures 12 may be formed with spacing.
- the thickness of the structure 12 can also be freely designed according to the use and purpose of the foam material 1.
- the thickness L2 of the structure 12 can be, for example, 2 to 10 mm. For example, in the case of the shape shown in FIG. It can be 2-6 mm. By setting the thickness L2 of the structure 12 within this range, the strength of the foam material 1 can be further improved.
- the thickness L2 of the structure 12 is preferably formed to be greater than the thickness L1 of the base layer 11 .
- the thickness L2 of the structure is preferably formed to be greater than the thickness L1 of the base layer 11.
- the thickness L3 of the foam material 1, which is the sum of the thickness L1 of the base layer 11 and the thickness L2 of the structure 12, may be a constant thickness as shown in B of FIG. , a structure having a thick portion L31 and a thin portion L32 may be employed.
- the surface roughness of one or more surfaces selected from the first surface 111, the second surface 112, and the surface of the structure 12 of the base layer 11 also, it can be freely designed according to the use and purpose of the foam material 1 .
- a mold can be used in the molding step S4.
- the material of the mold used in the present technology molds made of various materials can be used as long as the effect of the present technology is not impaired.
- Both organic and inorganic materials can be used as mold materials that can be used in the present technology, and examples thereof include silicone resins, acrylic resins, metals, glass materials, and ceramic materials.
- a mold containing silicon such as silicone resin from the viewpoint that the drying process can be performed while the composition is poured into the mold.
- Drying step S5 is a step of drying the composition (foaming mixture) after the foaming step S3, after molding in the molding step S4 if necessary.
- the drying method in the drying step S5 one or a combination of two or more common drying methods can be used as long as the effect of the present technology is not impaired. For example, methods such as natural drying, heat drying, hot air drying, vacuum drying, freeze drying, dehumidifying drying, and microwave drying can be used.
- FIGS. 5 and 6 An example of the foam material 1 manufactured by performing the above steps is shown in the drawing-substituting photographs of FIGS. 5 and 6.
- the examples shown in FIGS. 5 and 6 are manufactured by molding using a mold containing silicon in the molding step S4.
- FIG. 7 is a schematic diagram showing an example of a method for manufacturing the foam material 1 used in this technology.
- the manufacturing method shown in FIG. 7 is an example of molding using a belt conveyor and a mold.
- the composition (foamed mixture) 10 that has undergone the mixing step S2 and the foaming step S3 is poured into a mold M using an extruder T such as a T die, and dried in this state using a dryer H such as a heater. After that, by peeling the foam material 1 from the mold M, the foam material 1 used for the packing material according to the present technology can be manufactured.
- the mold M is preferably provided with holes for releasing air.
- a porous sheet P such as a sheet of mesh material on the lower part of the mold M.
- the drying step S5 is performed while the composition (foaming mixture) 10 is poured into the mold M, but the composition (foaming mixture) 10 is not limited to this. It is also possible to perform rough drying to the extent that the mold M can be removed while the mold is poured in, and to perform main drying after removing the mold M.
- FIG. 8 is a schematic diagram showing an example different from FIG. 7 of the manufacturing method of the foam material 1 used in the present technology.
- the manufacturing method shown in FIG. 8 is an example in which rollers R are used for molding.
- a part of the first roller R1 having an uneven surface is immersed in a tank containing the composition (foaming mixture) 10 that has undergone the mixing step S2 and the foaming step S3, and the composition is applied to the surface of the first roller R1.
- a product (foaming mixture) 10 is deposited.
- the irregularities on the surface of the roller R1 are provided with holes to the extent that the composition (foaming mixture) 10 does not flow, and suction is performed from the inside of the roller R1, so that the surface of the first roller R1 is covered with the above-mentioned A composition (foaming mixture) 10 can also be deposited.
- the composition (foaming mixture) 10 deposited on the surface of the first roller R1 is smoothed on the surface by the second roller R2, a belt saw (not shown) or the like, and dried by a first dryer H1 such as a heater. After being roughly dried using, for example, the third roller R3 or the like is taken up, and the main drying is performed using a second dryer H2 such as a heater, so that the packaging according to the present technology
- the foam material 1 used for the material can be manufactured.
- the second dryer H2 is used.
- the foam material 1 is removed from the first roller R1.
- the 1st roller R1 by equipping the 1st roller R1 with a heating mechanism, drying can also be performed only by the heat of the 1st roller R1, without using the dryer H1.
- FIG. 9 is a flow chart of a second embodiment of a method for manufacturing the foam material 1 used in the present technology.
- the method for manufacturing the foam material 1 according to the second embodiment is a method in which, in addition to the steps performed in the manufacturing method according to the first embodiment, a coating step S6, a laminating step S7, and a drying step S8 are further performed.
- the coating step S6 is a step of coating the composition (foaming mixture) 10 after the foaming step S3 on the surface of the foam material 1 manufactured by the manufacturing method according to the first embodiment.
- the coating method in the coating step S6 one or a combination of two or more common coating methods can be used as long as the effects of the present technology are not impaired. Examples thereof include roll coating, kiss coating, spray coating, brush coating, transfer using a stamp, and the like.
- the lamination step S7 is a step of laminating the foam material 1 produced by the production method according to the first embodiment on the surface to which the composition (foaming mixture) 10 has been applied in the application step S6. That is, in the lamination step S7, the foaming material 1, the composition (foaming mixture) before drying 10, and the foaming material 1 are laminated in this order. At this time, the composition (foaming mixture) 10 before drying sandwiched between the foaming materials 1 functions as an adhesive that bonds the foaming materials 1 together.
- Drying step S8 is a step of drying the laminate after the lamination step S7.
- the composition (foaming mixture) 10 sandwiched between the foaming materials 1 is actually dried because the foaming materials 1 are already dried. Since the drying method in the drying step S8 is the same as that in the drying step S5 described above, the explanation is omitted here.
- Composite material 2 10 and 11 are photographs substituted for drawings showing an example of the composite material 2 that can be used as a packing material according to the present technology.
- the composite material 2 used in the present technology includes the foam material 1 used in the present technology described above and a base material (member) 21 .
- Base material (member) 21 The base material (member) 21 of the composite material 2 used in the present technology is not particularly limited as long as the effect of the present technology is not impaired, and the base material (member) 21 using any material can be used.
- Materials for the base material (member) 21 that can be used in the present technology include waste paper such as newspapers, magazines, books, and cardboard; pulp such as bamboo, bagasse, and straw; fabrics such as cotton fabrics, woolen fabrics, and chemical fiber fabrics; etc. can be used.
- FIGS. 10 and 11 are examples in which a pulp mold is used as the base material (member) 21.
- FIG. A pulp mold is a recyclable base material (member) 21 made from waste paper such as corrugated cardboard, but it has problems of lack of restorability and low cushioning properties. However, by combining it with the foam material 1 used in the present technology, it becomes the composite material 2 that is imparted with resilience, and can also improve cushioning properties.
- the method of joining the foam material 1 and the base material 21 is not particularly limited as long as the effect of the present technology is not impaired.
- bonding can be performed via an adhesive layer, or bonding can be performed by bonding the composition (foaming mixture) 10 before drying to the substrate 21 and then drying.
- the adhesive layer is the same as the adhesive layer 32 of the multilayer structure 3, which will be described later, so the description is omitted here.
- Applications of the composite material 2 used in the present technology are not particularly limited, but for example, cushioning materials, packing materials, sound absorbing materials, sound insulating materials, sound insulating materials, vibration insulating materials, heat insulating materials, wallpapers, automobiles It can be suitably used for applications such as seat sheets, curing materials, and agricultural materials.
- a recyclable material is used as the base material (member) 21, it can be expected to be used as a recycled material.
- FIG. 12 is a flowchart of a first embodiment of a method for manufacturing the composite material 2 used in the present technology.
- the manufacturing method of the composite material 2 used in the present technology is a method of performing at least the foaming step S3, the adhering step S9, and the drying step S10.
- fibrillation processing process S1, mixing process S2, etc. can also be performed as needed. Details of each step will be described below. Note that the defibrating process S1, the mixing process S2, and the foaming process S3 are the same as the fibrillating process S1, the mixing process S2, and the foaming process S3 of the method for manufacturing the foam material 1 used in the present technology described above. I will omit the explanation.
- the adhering step S9 is a step of adhering the composition (foaming mixture) 10 after the foaming step S3 to the substrate (member) 21 before the drying step S10 described later.
- a specific method is not particularly limited as long as the composition (foaming mixture) 10 before drying can be brought into contact with another base material (member) 21 .
- a method of laminating the composition (foaming mixture) 10 before drying on the base material (member) 21, and applying the composition (foaming mixture) 10 before drying to the base material (member) 21 examples include a method of adhering, a method of adhering by filling a predetermined portion of the substrate 21 with the composition (foaming mixture) 10 before drying, and the like.
- the drying step S10 is a step of drying the composition (foaming mixture) 10 after the adhering step S9.
- the foam material 1 is formed in a state of being bonded to the base material (member) 21 . That is, the composite material 2 made of the foam material 1 and the base material (member) 21 can be manufactured. Since the drying method in the drying step S10 is the same as that in the drying step S5 described above, the explanation is omitted here.
- FIG. 13 is a schematic diagram showing an example of a method for manufacturing the composite material 2 used for the packing material according to the present technology.
- the manufacturing method shown in FIG. 13 is an example of molding using a belt conveyor.
- the composition (foamed mixture) 10 that has undergone the mixing step S2 and the foaming step S3 is poured into a base material (member) 21 using an extruder T such as a T die, and in this state, a dryer H such as a heater is used.
- a dryer H such as a heater
- the composition (foaming mixture) 10 is transferred to the base material (member) 21. Since air can be released from the base material (member) 21 when it is poured, the moldability can be improved, and the design and surface roughness of the foam material 1 after production can be improved.
- FIG. 14 is a schematic diagram showing an example different from FIG. 13 of the manufacturing method of the composite material 2 used for the packing material according to the present technology.
- the manufacturing method shown in FIG. 14 is an example of performing injection molding using a mold. For example, in a state in which the base material (member) 21 is set in the stationary mold D1 using the movable mold, the composition (foaming mixture) 10 that has undergone the mixing step S2 and the foaming step S3 is injected. By drying, the composite material 2 used for the packaging material according to the present technology can be manufactured.
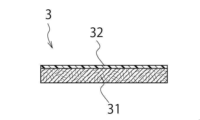
- FIG. 15 is a schematic diagram showing a first embodiment of the multilayer structure 3 that can be used for the packaging material according to the present technology.
- the multilayer structure 3 used in the present technology includes a foam layer 31 made of the foam material 1 used in the present technology described above and an adhesive layer 32 .
- Adhesive layer 32 The material for forming the adhesive layer 32 is not particularly limited as long as it can bond the foamed materials 1 to each other or the foamed material 1 to another base material (member) 21, and various materials having adhesive action can be used. can be used.
- an adhesive made of resin can be used.
- resins that form the adhesive include urethane resins, polyolefin resins, acrylic resins, epoxy resins, and the like, and these resins can be used alone or in combination. Further, as in the method for manufacturing the foam material 1 according to the second embodiment described above, it is also possible to use the foamed mixture before drying as the adhesive layer.
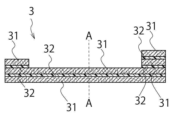
- the multilayer structure 3 used in the present technology may include at least one or more foam layers 31 and one or more adhesive layers 32, and the number of layers is particularly Not limited. Like the multilayer structure 3 according to the first embodiment shown in FIG. and, although not shown, another base material (member) 21 may be adhered.
- the foam layer 31 and the adhesive layer 32 may be two or more layers.
- the foam layer 31 and the adhesive layer 32 may be two or more layers.
- a structure in which different numbers of layers are combined freely is also possible.
- the multilayer structure 3 according to the third embodiment shown in FIG. 17 may be folded along line AA in FIG. 17 to form a multilayer structure 3 according to the fourth embodiment shown in FIG. can also
- Applications of the multilayer structure 3 used in the present technology described above are not particularly limited, but examples include cushioning materials, packing materials, sound absorbing materials, sound insulating materials, sound insulating materials, vibration insulating materials, heat insulating materials, It can be suitably used for applications such as wallpaper, seat sheets for automobiles, curing materials, and agricultural materials.
- the multi-layered structure 3 used in this technology can be used for various purposes in a state in which a plurality of them are combined. Like the multilayer structure 3 according to the sixth embodiment shown in FIG. can do.
- FIG. 21 is a flow chart of a first embodiment of a method for manufacturing the multilayer structure 3 used in the present technology.
- the manufacturing method of the multilayer structure 3 used in the present technology is a method of performing at least a foaming step S3, a drying step S5, and a lamination step S12.
- fibrillation treatment process S1, mixing process S2, molding process S4, coating process S11, drying process S13, molding process S14, etc. can also be performed as needed. Details of each step will be described below.
- the defibration process S1, the mixing process S2, the foaming process S3, and the molding process S4 are the fibrillation process S1, the mixing process S2, the foaming process S3, and the molding process of the method for manufacturing the foam material 1 used in the present technology described above. Since it is the same as S4, the explanation is omitted here.
- Coating step S11 is a step of applying an adhesive to the surface of the foam material 1 manufactured through the drying step S5. Since the coating method in the coating step S11 is the same as that in the coating step S6 described above, the description is omitted here.
- the lamination step S12 is a step of laminating the foamed materials 1 after the drying step with an adhesive layer interposed therebetween. That is, in the lamination step S12, the foam material 1, the adhesive, and the foam material 1 are laminated in this order.
- Drying step S13 is a step of drying the adhesive to form the adhesive layer 32 after the laminating step S12. Since the drying method in the drying step S13 is the same as that in the drying step S5 described above, the explanation is omitted here.
- the molding step S14 is a step of molding the manufactured multilayer structure 3 into a desired shape.
- the multilayer structure 3 according to the third embodiment shown in FIG. 17 is folded along line AA in FIG. 17 to form the multilayer structure 3 according to the fourth embodiment shown in FIG. can be done.
- the molding method performed in the molding step S14 is not limited to the method of molding by bending, but may include molding by cutting, molding by adhesion, molding by lamination, and molding by combining these.
- ⁇ Impact resistance> Based on JIS standard Z0235, using each foam material produced, a test piece with a length of 150 ⁇ 5 mm, a width of 150 ⁇ 5 mm, and a thickness of 50 ⁇ 5 mm was prepared, and the temperature was 23 ⁇ 2 ° C. and the humidity was 50 ⁇ 5%. After being left under the conditions for 16 hours or more, the state of the foam material when a weight was dropped from a free fall of 60 cm was observed. ⁇ : The foam material was not destroyed ⁇ : The foam material was destroyed
- the softening agent-free control had good migration performance, but poor moisturizing performance and foamability.
- Samples 1 to 8 by blending a softening agent, good foaming and drying conditions can be obtained, moisture retention is improved, and the elasticity and cushioning properties of the foam material are improved. I found out.
- sample 9 From the materials of sample 3, materials (paper materials, binders, surfactants, softening agents) other than antifungal agents / antibacterial agents, discoloration inhibitors, and foaming accelerators are used at a low speed (180 rotations / min below) for 1 minute, add the antifungal agent/antibacterial agent, stir for 2 minutes at medium speed (rotation speed 100 to 300 rpm), further add the anti-discoloration agent, and stir at high speed ( A sample 9 foam material was produced by stirring for 2 minutes at a rotation speed of 320 to 400 rotations/min.
- sample 10 The material of sample 3 is stirred at low speed (180 rpm or less) for 1 minute and then stirred at high speed (320 to 400 rpm) for 2.5 minutes to foam sample 10. manufactured the material.
- sample 11 From the materials of sample 3, materials other than the foaming accelerator (paper material, binder, surfactant, anti-discoloration agent, anti-mold agent/antibacterial agent, softening agent) below) for 1 minute and then at high speed (320 to 400 rpm) for 2.5 minutes to produce a sample 11 foam material.
- materials other than the foaming accelerator paper material, binder, surfactant, anti-discoloration agent, anti-mold agent/antibacterial agent, softening agent
- sample 12 The sample 11 foam was further stirred at high speed (320-400 rpm) for 0.5 minutes to produce a sample 12 foam.
- Sample 9 which did not use sodium bicarbonate (sodium bicarbonate) as a foaming accelerator, was prepared by adding antifungal agents/antibacterial agents and discoloration inhibitors in stages and adjusting the stirring speed. , a low specific gravity foam mixture was produced.
- Sample 10 using sodium bicarbonate (sodium bicarbonate) as a foaming accelerator was able to produce a foamed mixture with a low specific gravity even when the entire mixture was added at once.
- Sample 11 which did not use sodium bicarbonate (sodium bicarbonate) as a foaming accelerator, produced a foamed mixture with a high specific gravity when produced in the same production method as Sample 10.
- Sample 12 the specific gravity of the foamed mixture was lowered by further stirring at high speed, but the specific gravity was higher than that of Samples 9 and 10.
- a foaming material comprising a fibrous material, a binder, a foaming accelerator, a surfactant, and a water-soluble softening agent.
- the softening agent is R 1 , R 2 —N—CO—N—R 3 , R 4 (R 1 to R 4 : H, or a saturated and/or unsaturated hydrocarbon group with C of 1 to 4 ), which is a urea derivative having the chemical structural formula of (1).
- a foaming material containing a fibrous material, a binder, a foaming accelerator, a surfactant, and a water-soluble softening agent a member; Composites containing (8) a foam layer made of a foam containing a fibrous material, a binder, a foaming accelerator, a surfactant, and a water-soluble softening agent; an adhesive layer; Multi-layer structure including. (9) A cushioning material comprising a foam containing a fibrous material, a binder, a foam accelerator, a surfactant and a water-soluble softening agent.
- a foaming material containing a fibrous material, a binder, a foaming accelerator, a surfactant, and a water-soluble softening agent; a cushioning material;
- Composite cushioning containing (11) A recycled material comprising a foamed material comprising a fibrous material, a binder, a foam accelerator, a surfactant and a water-soluble softening agent.
- a foaming material containing a fibrous material, a binder, a foaming accelerator, a surfactant, and a water-soluble softening agent; recycled materials; Composite recycled materials containing (13) a foaming step of foaming a mixture containing a fibrous material, a binder, a foaming accelerator, a surfactant, and a water-soluble softening agent; a drying step of drying the foamed mixture after the foaming step; A method for manufacturing a foam material.
- a foaming step of foaming a mixture containing a fibrous material, a binder, a foaming accelerator, a surfactant, and a water-soluble softening agent an attaching step of attaching the foamed mixture after the foaming step to a member; a drying step of drying the foamed mixture after the attaching step;
- a method of manufacturing a composite material comprising: (15) a foaming step of foaming a mixture containing a fibrous material, a binder, a foaming accelerator, a surfactant, and a water-soluble softening agent; a drying step of drying the foamed mixture after the foaming step; A lamination step of laminating the foamed material after the drying step via an adhesive layer;
- a method for manufacturing a multi-layer structure comprising: (16) containing a fibrous material containing waste paper and/or pulp, a binder, sodium bicarbonate, a surfactant, and a water-soluble softening agent;
- the softening agent is
- a fibrous material containing waste paper and/or pulp, polyvinyl alcohol, sodium hydrogen carbonate, polyoxyethylene alkyl ether, and a water-soluble softening agent is R 1 , R 2 —N—CO—N—R 3 , R 4 (R 1 to R 4 : H, or a saturated and/or unsaturated hydrocarbon group with C of 1 to 4 ), which is a urea derivative having the chemical structural formula of (25)
- a method for manufacturing a packaging material (1) The method for producing a packaging material according to (30), further comprising a molding step of molding the composition using a mold.
- (33) (31) The method of manufacturing a packaging material according to (31), wherein the mold comprises silicon.
- (34) The method of manufacturing a packaging material according to any one of (30) to (33), wherein the packaging material is bonded to the substrate via an adhesive layer.
- Foam material (packaging material): 1 Base layer: 11 First surface of base layer 11: 111 Second side of base layer 11: 112 Structure: 12 Composition: 10 Defibration treatment step: S1 Mixing step: S2 Foaming process: S3 Forming process: S4, S14 Drying process: S5, S8, S10, S13 Type: M Porous sheet: P Extruder: T Dryer: H Coating process: S6, S11 Lamination process: S7, S12 Composite material (packaging material): 2 Base material (member): 21 Attachment process: S9 Multilayer structure (packaging material): 3 Foam layers: 31 Adhesion layer: 32
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Medicinal Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Pest Control & Pesticides (AREA)
- Life Sciences & Earth Sciences (AREA)
- Emergency Medicine (AREA)
- General Chemical & Material Sciences (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Buffer Packaging (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023541463A JPWO2023017842A1 (https=) | 2021-08-11 | 2022-08-10 | |
| CN202280053877.XA CN117794990A (zh) | 2021-08-11 | 2022-08-10 | 包装材料和制造包装材料的方法 |
| US18/681,644 US20250137203A1 (en) | 2021-08-11 | 2022-08-10 | Package material and method of producing a package material |
| EP22855904.3A EP4375318A4 (en) | 2021-08-11 | 2022-08-10 | PACKAGING MATERIAL AND METHOD FOR PRODUCING PACKAGING MATERIAL |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-131340 | 2021-08-11 | ||
| JP2021131340 | 2021-08-11 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023017842A1 true WO2023017842A1 (ja) | 2023-02-16 |
Family
ID=85200646
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/030611 Ceased WO2023017842A1 (ja) | 2021-08-11 | 2022-08-10 | 梱包材及び梱包材の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20250137203A1 (https=) |
| EP (1) | EP4375318A4 (https=) |
| JP (1) | JPWO2023017842A1 (https=) |
| CN (1) | CN117794990A (https=) |
| WO (1) | WO2023017842A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025214701A1 (de) * | 2024-04-13 | 2025-10-16 | Selit Dämmtechnik GmbH | Gemisch zum herstellen eines technischen schaumstoffs, vorrichtung und verfahren zum herstellen eines solchen gemisch sowie technischer schaumstoff |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10152173A (ja) | 1996-11-25 | 1998-06-09 | Miyagi Pref Gov | 紙を用いた成型物、緩衝材およびその製造方法 |
| JP2002293980A (ja) | 2001-03-29 | 2002-10-09 | Miyagi Prefecture | 発泡成形体およびその製造方法 |
| JP2003276094A (ja) * | 2002-03-25 | 2003-09-30 | Miyagi Prefecture | 発泡成形体およびその製造装置 |
| JP2004002613A (ja) * | 2001-11-02 | 2004-01-08 | Minoru Hishinuma | 澱粉質系複合樹脂組成物およびその成形物 |
| JP2004018799A (ja) * | 2002-06-20 | 2004-01-22 | Nippon Starch Chemical Co Ltd | 建材用断熱材およびその製造方法 |
| JP2005029603A (ja) * | 2003-07-07 | 2005-02-03 | Miyagi Prefecture | 発泡成形体およびその製造方法 |
| JP2018531306A (ja) * | 2015-09-28 | 2018-10-25 | ヘンケル・アクチェンゲゼルシャフト・ウント・コムパニー・コマンディットゲゼルシャフト・アウフ・アクチェンHenkel AG & Co. KGaA | 多糖類を含む熱膨張性組成物 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3626765A1 (de) * | 1986-08-07 | 1988-02-18 | Philips Patentverwaltung | Verfahren zum verpacken von kleinteilen und verpackung fuer kleinteile |
| JP4945157B2 (ja) * | 2006-03-27 | 2012-06-06 | 株式会社東芝 | 復元力に優れた再生可能な発泡成形体およびその製造方法ならびにその再生方法 |
| US8752703B2 (en) * | 2009-03-18 | 2014-06-17 | Third Dimension, Inc. | Packaging system and method |
| CH706380A1 (de) * | 2012-04-13 | 2013-10-15 | Fluid Solids Ag C O Studio Beat Karrer | Abbaubares Material aus biologischen Komponenten. |
-
2022
- 2022-08-10 JP JP2023541463A patent/JPWO2023017842A1/ja active Pending
- 2022-08-10 US US18/681,644 patent/US20250137203A1/en active Pending
- 2022-08-10 WO PCT/JP2022/030611 patent/WO2023017842A1/ja not_active Ceased
- 2022-08-10 EP EP22855904.3A patent/EP4375318A4/en active Pending
- 2022-08-10 CN CN202280053877.XA patent/CN117794990A/zh active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10152173A (ja) | 1996-11-25 | 1998-06-09 | Miyagi Pref Gov | 紙を用いた成型物、緩衝材およびその製造方法 |
| JP2002293980A (ja) | 2001-03-29 | 2002-10-09 | Miyagi Prefecture | 発泡成形体およびその製造方法 |
| JP2004002613A (ja) * | 2001-11-02 | 2004-01-08 | Minoru Hishinuma | 澱粉質系複合樹脂組成物およびその成形物 |
| JP2003276094A (ja) * | 2002-03-25 | 2003-09-30 | Miyagi Prefecture | 発泡成形体およびその製造装置 |
| JP2004018799A (ja) * | 2002-06-20 | 2004-01-22 | Nippon Starch Chemical Co Ltd | 建材用断熱材およびその製造方法 |
| JP2005029603A (ja) * | 2003-07-07 | 2005-02-03 | Miyagi Prefecture | 発泡成形体およびその製造方法 |
| JP2018531306A (ja) * | 2015-09-28 | 2018-10-25 | ヘンケル・アクチェンゲゼルシャフト・ウント・コムパニー・コマンディットゲゼルシャフト・アウフ・アクチェンHenkel AG & Co. KGaA | 多糖類を含む熱膨張性組成物 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4375318A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025214701A1 (de) * | 2024-04-13 | 2025-10-16 | Selit Dämmtechnik GmbH | Gemisch zum herstellen eines technischen schaumstoffs, vorrichtung und verfahren zum herstellen eines solchen gemisch sowie technischer schaumstoff |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4375318A1 (en) | 2024-05-29 |
| CN117794990A (zh) | 2024-03-29 |
| US20250137203A1 (en) | 2025-05-01 |
| EP4375318A4 (en) | 2024-11-20 |
| JPWO2023017842A1 (https=) | 2023-02-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110447066B (zh) | 吸音性表皮材、吸音材 | |
| US10858779B2 (en) | Sound-absorbing membrane, sound absorbing material, and methods of manufacture thereof | |
| WO2002078931A1 (en) | Apparatus for producing foamed moldings, and method for producing laminated foamed moldings and foamed moldings produced thereby | |
| JP2011521117A (ja) | 波型媒体を有さない、表面特性が改善された合わせ板材 | |
| WO2023017842A1 (ja) | 梱包材及び梱包材の製造方法 | |
| JP5074462B2 (ja) | 紙壁紙 | |
| JP2024506936A (ja) | 超低密度かつ難燃性の繊維複合発泡成形材料、その製品および製造方法 | |
| JP2007270417A5 (https=) | ||
| WO2024080233A1 (ja) | 梱包材及び梱包材の製造方法 | |
| JP2005029603A (ja) | 発泡成形体およびその製造方法 | |
| JP2000141524A (ja) | 繊維積層体ボードおよびその製造方法 | |
| WO2024171808A1 (ja) | 梱包材及び梱包材の製造方法 | |
| KR102436617B1 (ko) | 친환경 발포 벽지 및 이의 제조방법 | |
| US20130129999A1 (en) | Surface-waterproofing sheet for mineral board using a mixed-use nonwoven fabric and a waterproofing coating layer, and a production method therefor | |
| JP2002292608A (ja) | 木質系基材及びその製造方法 | |
| JP4378441B2 (ja) | 積層成形体の製造方法 | |
| KR20210114170A (ko) | 벽지 및 이의 제조방법 | |
| KR102436619B1 (ko) | 친환경 발포 벽지 및 이의 제조방법 | |
| JP3436749B2 (ja) | 発泡成形体の製造装置および積層発泡成形体の製造方法とそれにより得られる発泡成形体 | |
| JP4961377B2 (ja) | 調湿パネル | |
| PL242997B1 (pl) | Sposób wytwarzania płyt osłonowych na bazie włókien lignocelulozowych spajanych środkami spożywczymi | |
| US20250296293A1 (en) | Packaging material comprising a cellulose foam | |
| JP2023109091A (ja) | 自己吸着性積層体 | |
| WO2024209865A1 (ja) | 熱可塑性繊維シート | |
| JPH10219585A (ja) | 耐水性低密度構造体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22855904 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023541463 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280053877.X Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18681644 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022855904 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2022855904 Country of ref document: EP Effective date: 20240222 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWP | Wipo information: published in national office |
Ref document number: 18681644 Country of ref document: US |