WO2023017606A1 - 軸受けの検査方法 - Google Patents
軸受けの検査方法 Download PDFInfo
- Publication number
- WO2023017606A1 WO2023017606A1 PCT/JP2021/029757 JP2021029757W WO2023017606A1 WO 2023017606 A1 WO2023017606 A1 WO 2023017606A1 JP 2021029757 W JP2021029757 W JP 2021029757W WO 2023017606 A1 WO2023017606 A1 WO 2023017606A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- shaft
- bearing
- applying
- inspection method
- sensor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images







Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M13/00—Testing of machine parts
- G01M13/04—Bearings
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M7/00—Vibration-testing of structures; Shock-testing of structures
- G01M7/02—Vibration-testing by means of a shake table
Definitions
- the present disclosure relates to a method for inspecting bearings that support shafts.
- Patent Document 1 describes a device for detecting abnormalities in bearings.
- the device described in WO 2005/030001 comprises means for converting mechanical vibrations of the bearing into electrical signals.
- a vibration waveform is obtained from the electrical signal. If there is a flaw in the bearing, a peak appears in the vibration waveform at the frequency corresponding to the flaw.
- Patent Document 1 If the damage on the bearing is small, the peak may not appear at the frequency corresponding to the damage due to noise. For this reason, the device described in Patent Document 1 has a problem that it is impossible to detect flaws in the initial stage existing in the bearing.
- An object of the present disclosure is to provide a bearing inspection method capable of accurately detecting the presence of flaws even when the flaws present in the bearing are small.
- a bearing inspection method includes a first application step of applying a first load to the shaft by pressing a roller against one of the shaft or a member that rotates with the shaft, and vibration is generated by the rotation of the shaft. and a detection step of detecting vibration by the sensor while rotating the shaft after the mounting step. The detection step is performed after the first application step is performed.
- a bearing inspection method comprises a braking step of pressing a first shoe against a braking member that rotates with a shaft, an attaching step of attaching a sensor to a member that generates vibration due to rotation of the shaft, and after the attaching step a detection step of detecting the vibration with the sensor while rotating the shaft.
- the detection step is performed after the braking step has been performed.
- the bearing inspection method includes a setting step of setting the rotation speed of the shaft to be higher than the rated speed, an attachment step of attaching the sensor to a member that generates vibration due to the rotation of the shaft, and an attachment step. and a detecting step of detecting the vibration with a sensor while rotating the shaft later.
- the detection step is performed after the setting step is performed.
- the bearing inspection method includes an anti-lubrication process of removing lubricating oil for the bearing and injecting a degreasing agent into the bearing, and an installation process of attaching the sensor to a member that generates vibration when the shaft rotates. and a detection step of detecting vibration by a sensor while rotating the shaft after the mounting step. The detection step is performed after the anti-lubrication step is performed.
- FIG. 5 is a diagram showing another example of loads acting on bearings
- FIG. 1 is a diagram showing an example of an elevator device.
- the elevator system comprises a car 1 and a counterweight 2.
- the car 1 moves up and down in the hoistway 3 .
- a counterweight 2 moves up and down the hoistway 3 .
- a car 1 and a counterweight 2 are suspended in a hoistway 3 by ropes 4 .
- FIG. 1 shows, as an example, a 1:1 roping elevator system.
- the hoist 5 drives the car 1.
- the control device 6 controls the hoist 5 . That is, movement of the car 1 is controlled by the control device 6 .
- FIG. 1 shows an example in which a hoisting machine 5 and a control device 6 are provided in a machine room 7 above the hoistway 3 .
- the hoisting machine 5 and the control device 6 may be provided in the hoistway 3 .
- the hoisting machine 5 may be provided at the top of the hoistway 3 or may be provided in the pit of the hoistway 3 .
- FIG. 2 is a diagram showing an example of the hoisting machine 5.
- the hoisting machine 5 comprises a motor 10 (not shown in FIG. 2 ), a shaft 11 , bearings 12 , bearing base 13 , machine base 14 , drive sheave 15 and braking device 16 .
- the motor 10 generates a driving force for rotating the shaft 11.
- Shaft 11 is rotatably supported by bearing 12 .
- shaft 11 is supported by two bearings 12 .
- the bearing 12 is provided on the bearing stand 13 . That is, the shaft 11 is rotatably provided on the bearing stand 13 via the bearing 12 .
- the bearing pedestal 13 is supported by the machine pedestal 14 .
- a vibration isolating member may be provided between the bearing base 13 and the machine base 14 .
- a driving sheave 15 is provided on the shaft 11 .
- the drive sheave 15 rotates with the shaft 11 .
- a rope 4 is wound around the drive sheave 15 .
- the drive sheave 15 rotates, ie the shaft 11 rotates, the car 1 moves in a direction corresponding to the direction of rotation of the drive sheave 15 .
- the brake device 16 keeps the drive sheave 15 stationary. In normal elevator operation, the braking device 16 is not used to slow down the car 1 . Normal operation is operation for carrying a user of the elevator to the destination floor. Deceleration of car 1 is performed by motor 10 . The braking device 16 generates a force to hold the traction sheave 15 stationary when the car 1 is stopped.
- the brake device 16 includes a brake disc 17 and brake shoes 18.
- a brake disc 17 is provided on the shaft 11 .
- a brake disc 17 may be provided on the drive sheave 15 .
- Brake disc 17 rotates with shaft 11 .
- Brake disc 17 is an example of a brake member that rotates with shaft 11 .
- the brake shoe 18 faces the brake disc 17.
- the brake shoe 18 is movably provided so as to contact and separate from the brake disc 17 .
- a resistance force against the drive sheave 15, that is, a force for holding the drive sheave 15 stationary is generated.
- the vibration component is also referred to as a specific vibration component.
- FIG. 3 is a flow chart showing an example of an inspection method for the bearing 12 according to the first embodiment.
- FIG. 4 is a diagram for explaining a method for inspecting the bearing 12.
- Elevator maintenance personnel first perform the mounting process of mounting the sensor 20 in S101.
- the sensor 20 has a function of detecting vibration.
- sensor 20 is an acceleration sensor.
- the sensor 20 is mounted on a member that vibrates when the shaft 11 rotates.
- FIG. 4 shows an example in which the sensor 20 is attached to the bearing base 13 .
- the sensor 20 may be attached to the pedestal 13 by magnets.
- the maintenance staff performs a preparatory step for temporarily amplifying the specific vibration component only during inspection.
- the preparation process may be performed before the attachment process. Details of the preparation process will be described later.
- the maintenance staff performs a detection step for detecting scratches on the bearing 12.
- the detection step is performed after both the mounting and preparation steps have been performed. That is, the detection process is performed with the sensor 20 attached to the bearing base 13 and with treatment for amplifying the specific vibration component.
- the shaft 11 is driven by the motor 10. Vibration is detected by the sensor 20 while rotating the shaft 11 . Detection of vibration by the sensor 20 is preferably performed while the car 1 makes one round trip between the landing on the lowest floor and the landing on the top floor.
- the vibration information detected by the sensor 20 is transmitted to the terminal 19 carried by the maintenance personnel.
- analysis processing of the information received from the sensor 20 is performed.
- the analysis processing may include envelope processing or FFT processing. Other processing may be included in the analysis processing.
- the terminal 19 may have a function of displaying information received from the sensor 20 on a display without having the analysis processing function and the determination processing function.
- the terminal 19 may have the function of saving the information received from the sensor 20 without the display function.
- FIG. 3 shows a preferred example in which the preparatory step includes four steps: application step, braking step, setting step, and anti-lubrication step.
- the preparation process may include at least one of the applying process, the braking process, the setting process, and the anti-lubricating process.
- the preparation process may include only the application process.
- the preparation process may include only the applying process and the braking process.
- the detection step is performed after the preparation step is performed. When the preparation process includes the application process and the braking process, the detection process is performed after the application process and the braking process are performed.
- the application process is a process for applying a load to the shaft 11 from a direction orthogonal to the shaft 11 .
- the inspection of the bearings 12 is carried out when the car 1 is unoccupied, i.e., when it is unloaded.
- a load is applied to the shaft 11 with reference to a state in which no one is on the car 1 .
- FIG. 4 shows an example in which a pressure device 21 is used to apply a load to the shaft 11 in the applying process.
- the shaft 11 rotates while a load is applied to the shaft 11 by the pressurizing device 21 . Vibration is detected by the sensor 20 in this state.
- the load acting on the shaft 11 can be forcibly changed. This makes it possible to temporarily amplify the vibration component corresponding to the damage generated in the bearing 12 only during inspection.
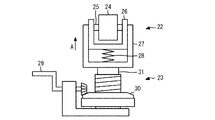
- FIG. 5 is a diagram showing an example of the pressurizing device 21.
- the pressurizing device 21 includes a pressurizing portion 22 and a jack portion 23 .
- the pressure unit 22 includes rollers 24 , shafts 25 , support bases 26 , guides 27 and springs 28 .
- the roller 24 is rotatably supported by the support base 26 via the shaft 25 .
- the support base 26 is supported by the guide 27 so as to be movable in the A direction with respect to the guide 27 .
- the A direction is a particular direction perpendicular to axis 25 .
- a spring 28 is provided between the support base 26 and the guide 27 . A spring 28 presses the support base 26 against the guide 27 in the A direction.
- the rollers 24 are pressed against the outer peripheral surface of the drive sheave 15 .
- the shaft 11 is arranged horizontally.
- the pressurizing part 22 is arranged such that the shaft 25 is parallel to the shaft 11 .
- a load is applied to the shaft 11 by pressing the rollers 24 against the drive sheave 15 .
- the drive sheave 15 is an example of a member that rotates with the shaft 11 .
- the rollers 24 may be pressed against a member other than the drive sheave 15 .
- the roller 24 may be pressed directly against the shaft 11 .
- the load applied to the shaft 11 by the pressurizing device 21 can be adjusted by the jack portion 23.
- the jack portion 23 includes a handle 29 , a jack mechanism 30 and a pressing portion 31 .
- FIG. 5 shows an example in which the pressing portion 31 is displaced by the jack mechanism 30 when the handle 29 is operated.
- the jack portion 23 is arranged so that the direction in which the pressing portion 31 is displaced coincides with the A direction.
- FIG. 6 is a diagram showing an example of loads acting on the bearing 12.
- FIG. The vertical axis shown in FIG. 6 indicates the load acting on the bearing 12 .
- the horizontal axis shown in FIG. 6 indicates the pushing amount of the pressing portion 31 .
- the rollers 24 are pressed against the drive sheave 15 from below. In this state, when the pressing portion 31 is displaced upward, that is, when the amount of pressing increases, the roller 24 is strongly pressed against the drive sheave 15 . As a result, the load acting on the bearing 12 is reduced as shown in FIG.
- maintenance personnel may change the load acting on the bearing 12 to a plurality of values and detect vibration each time. For example, in the first applying process, the maintenance worker presses the roller 24 against the drive sheave 15 from below and sets the amount of pressing of the pressing portion 31 to P1. Thereby, the first load is applied to the shaft 11 from the pressure device 21 . Also, a load L1 acts on the bearing 12 . The maintenance personnel performs the detection process while applying the first load to the shaft 11 .
- the maintenance worker sets the pushing amount of the pressing portion 31 to P2 while pressing the roller 24 against the drive sheave 15 from below.
- the second load is applied to the shaft 11 from the pressurizing device 21 .
- a load L2 acts on the bearing 12 .
- the second load is greater than the first load. The maintenance personnel performs the detection process while applying the second load to the shaft 11 .
- FIG. 6 shows an example of performing the third application step and the fourth application step after that.
- the pushing amount is set to P3, and the third load is applied from the pressurizing device 21 to the shaft 11 .
- the third load is greater than the second load.
- the pushing amount is set to P4, and the fourth load is applied from the pressurizing device 21 to the shaft 11 .
- the fourth load is greater than the third load.
- the detection step is performed both after the third application step has been performed and after the fourth application step has been performed.
- FIG. 7 is a diagram for explaining another example of the application process.
- FIG. 7 shows an example in which the rollers 24 are pressed against the drive sheave 15 from above.
- the pressure member 22 is arranged such that the shaft 25 is parallel to the shaft 11 .
- the shaft 11 rotates while a load is applied to the shaft 11 by the pressurizing device 21 . Vibration is detected by the sensor 20 in this state.
- FIG. 8 is a diagram showing another example of the load acting on the bearing 12.
- FIG. 8 When the pressing portion 31 is displaced downward while the rollers 24 are pressed against the drive sheave 15 from above, that is, when the pushing amount increases, the rollers 24 are strongly pressed against the drive sheave 15 . As a result, the load acting on the bearing 12 increases as shown in FIG.
- maintenance personnel may change the load acting on the bearing 12 to a plurality of values and detect vibration each time. For example, in the first applying process, the maintenance worker presses the roller 24 against the drive sheave 15 from above and sets the amount of pressing of the pressing portion 31 to P1. Thereby, the first load is applied to the shaft 11 from the pressure device 21 . Also, a load L5 acts on the bearing 12 . The maintenance personnel performs the detection process while applying the first load to the shaft 11 .
- the maintenance worker sets the pushing amount of the pressing portion 31 to P2 while pressing the roller 24 against the drive sheave 15 from above.
- the second load is applied to the shaft 11 from the pressurizing device 21 .
- a load L6 acts on the bearing 12 .
- the second load is greater than the first load. The maintenance personnel performs the detection process while applying the second load to the shaft 11 .
- FIG. 8 shows an example in which the third application step and the fourth application step are performed thereafter.
- the pushing amount is set to P3
- the third load is applied from the pressurizing device 21 to the shaft 11 .
- the pushing amount is set to P4, and the fourth load is applied from the pressurizing device 21 to the shaft 11 .
- the detection step is performed both after the third application step has been performed and after the fourth application step has been performed.
- maintenance personnel may change the direction in which the roller 24 is pressed when inspecting the bearing 12 and detect vibration each time. For example, the maintenance worker presses the roller 24 against the drive sheave 15 from below in the first application step. After that, the maintenance worker performs the detection process while pressing the roller 24 against the drive sheave 15 from below.
- the maintenance worker presses the roller 24 against the drive sheave 15 from above in the second applying process. After that, the maintenance worker performs the detection process while pressing the roller 24 against the drive sheave 15 from above.
- the maintenance personnel may press the rollers 24 against the drive sheave 15 from above in the first application process, and may press the rollers 24 against the drive sheave 15 from below in the second application process.
- the load acting on the bearings 12 may be changed to a plurality of values, and vibration may be detected each time.
- the load acting on the bearings 12 may be changed to a plurality of values, and vibration may be detected each time.
- the braking process is a process for increasing the load torque acting on the shaft 11 .
- the brake shoe 32 is pressed against the brake disc 17 .
- the preparation process includes a braking process, the shaft 11 rotates in the detection process with the brake shoe 32 pressed against the brake disc 17 . Vibration is detected by the sensor 20 in this state.
- the load torque acting on the shaft 11 can be forcibly changed. This makes it possible to temporarily amplify the vibration component corresponding to the damage generated in the bearing 12 only during inspection.
- the braking device 16 is a device for holding the traction sheave 15 stationary, as described above. Therefore, if the shaft 11 is rotated while the brake shoe 18 is pressed against the brake disc 17, the brake disc 17 may be damaged by frictional heat. Therefore, when the preparation process includes a braking process, it is preferable to press the brake shoe 32 having a smaller coefficient of friction than the coefficient of friction of the brake shoe 18 against the brake disc 17 .
- the brake shoe 18 faces the brake disk 17 while the elevator is in normal operation. For this reason, maintenance personnel perform the first replacement process of replacing the brake shoes 18 with the brake shoes 32 before performing the braking process. As a result, the brake shoe 18 is removed from the brake device 16 and the brake shoe 32 is arranged to face the brake disc 17 . In the braking process, the brake shoe 32 is pressed against the brake disc 17 . The detection step is performed after the braking step has been performed.
- the maintenance staff After performing the detection process, the maintenance staff performs a second replacement process of replacing the brake shoes 32 with the brake shoes 18 before starting normal operation of the elevator.
- the brake shoe 32 is removed from the brake device 16 and the brake shoe 18 is arranged to face the brake disc 17 .
- the brake shoes 18 In normal operation of the elevator, the brake shoes 18 are pressed against the brake discs 17 to ensure the necessary stationary holding force.
- the setting process is a process for increasing the rotational speed of the shaft 11 .
- the rotational speed of shaft 11 does not exceed the rated speed.
- the rotation speed of the shaft 11 is set to be higher than the rated speed.
- the rotation speed of the shaft 11 is set to the first speed.
- the first speed is a speed greater than the rated speed.
- the safety device works when the rotation speed of the shaft 11 becomes higher than the second speed.
- the first speed is preferably a speed lower than the second speed.
- the axis 11 rotates at the first speed in the detection process performed after the setting process. Vibration is detected by the sensor 20 while the shaft 11 is rotating at the first speed.
- the rotation speed of the shaft 11 can be forcibly changed. This makes it possible to temporarily amplify the vibration component corresponding to the damage generated in the bearing 12 only during inspection.
- the anti-lubrication process is a process for deteriorating the lubricating performance of the bearing 12 .
- the hoist 5 contains lubricating oil for the bearings 12 .
- the lubricating oil for the bearing 12 is drained by opening the valve, and the degreaser is injected into the bearing 12 from the grease nipple.
- the shaft 11 rotates in a state in which the lubricating oil is removed and the degreasing agent is injected in the detection process performed after the anti-lubricating process. Vibration is detected by the sensor 20 in this state.
- the lubrication performance of the bearing 12 can be forcibly deteriorated. This makes it possible to temporarily amplify the vibration component corresponding to the damage generated in the bearing 12 only during inspection.
- the maintenance staff will perform the filling process of filling the hoisting machine 5 with lubricating oil for the bearings 12 before starting the normal operation of the elevator after performing the detection process. conduct. This ensures smooth rotation of the shaft 11 during normal operation of the elevator.
- a preparatory process for temporarily amplifying the specific vibration component only during inspection is performed before the detection process is performed. Therefore, even if the damage present on the bearing 12 is small, the presence of this damage can be detected with high accuracy.
- a method for inspecting the bearing 12 provided in the hoisting machine 5 of the elevator device has been described. This is an example. The method described above may be employed when inspecting bearings provided in other equipment of the elevator system. Also, the above-described method may be employed when inspecting bearings provided in equipment other than the elevator device.
- the inspection method according to the present disclosure can be used to inspect bearings that support shafts.
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Testing Of Devices, Machine Parts, Or Other Structures Thereof (AREA)
- Measurement Of Mechanical Vibrations Or Ultrasonic Waves (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/029757 WO2023017606A1 (ja) | 2021-08-12 | 2021-08-12 | 軸受けの検査方法 |
| JP2023541190A JP7460030B2 (ja) | 2021-08-12 | 2021-08-12 | 軸受けの検査方法 |
| CN202180101414.1A CN117836600B (zh) | 2021-08-12 | 2021-08-12 | 轴承的检查方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/029757 WO2023017606A1 (ja) | 2021-08-12 | 2021-08-12 | 軸受けの検査方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023017606A1 true WO2023017606A1 (ja) | 2023-02-16 |
Family
ID=85199702
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/029757 Ceased WO2023017606A1 (ja) | 2021-08-12 | 2021-08-12 | 軸受けの検査方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7460030B2 (https=) |
| CN (1) | CN117836600B (https=) |
| WO (1) | WO2023017606A1 (https=) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62832A (ja) * | 1985-06-27 | 1987-01-06 | Akebono Brake Res & Dev Center Ltd | ブレ−キジヤダ−試験装置 |
| JPH05294573A (ja) * | 1992-04-20 | 1993-11-09 | Toshiba Corp | エレベータ走行試験装置 |
| JPH09136776A (ja) * | 1995-11-13 | 1997-05-27 | Hitachi Building Syst Co Ltd | エレベータ用回転軸受の損傷検出装置 |
| JPH1194713A (ja) * | 1997-09-19 | 1999-04-09 | Toyota Central Res & Dev Lab Inc | 摩擦材料の減衰特性測定方法 |
| JP2002022617A (ja) * | 2000-07-05 | 2002-01-23 | Mitsubishi Electric Corp | 軸受診断装置 |
| JP2017181441A (ja) * | 2016-03-31 | 2017-10-05 | Jfeスチール株式会社 | 回転軸受の状態判定装置および状態判定方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105372061B (zh) * | 2015-11-13 | 2018-01-02 | 东南大学 | 一种滚珠丝杠副轴向加载装置 |
| DE102017212666B4 (de) * | 2017-07-24 | 2023-03-02 | Vdeh-Betriebsforschungsinstitut Gmbh | Verfahren und Vorrichtung zur Bestimmung des Zustands eines mechanischen Bauteils |
| WO2020089508A1 (en) * | 2018-11-02 | 2020-05-07 | Kone Corporation | Arrangement for detecting bearing failures in elevator |
| CN110530639B (zh) * | 2019-10-08 | 2023-09-22 | 五邑大学 | 一种高速列车轴箱轴承故障诊断方法 |
| CN212539621U (zh) * | 2020-06-08 | 2021-02-12 | 潍坊科技学院 | 一种可施加复杂载荷的轴承实验台 |
-
2021
- 2021-08-12 JP JP2023541190A patent/JP7460030B2/ja active Active
- 2021-08-12 WO PCT/JP2021/029757 patent/WO2023017606A1/ja not_active Ceased
- 2021-08-12 CN CN202180101414.1A patent/CN117836600B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62832A (ja) * | 1985-06-27 | 1987-01-06 | Akebono Brake Res & Dev Center Ltd | ブレ−キジヤダ−試験装置 |
| JPH05294573A (ja) * | 1992-04-20 | 1993-11-09 | Toshiba Corp | エレベータ走行試験装置 |
| JPH09136776A (ja) * | 1995-11-13 | 1997-05-27 | Hitachi Building Syst Co Ltd | エレベータ用回転軸受の損傷検出装置 |
| JPH1194713A (ja) * | 1997-09-19 | 1999-04-09 | Toyota Central Res & Dev Lab Inc | 摩擦材料の減衰特性測定方法 |
| JP2002022617A (ja) * | 2000-07-05 | 2002-01-23 | Mitsubishi Electric Corp | 軸受診断装置 |
| JP2017181441A (ja) * | 2016-03-31 | 2017-10-05 | Jfeスチール株式会社 | 回転軸受の状態判定装置および状態判定方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7460030B2 (ja) | 2024-04-02 |
| CN117836600A (zh) | 2024-04-05 |
| JPWO2023017606A1 (https=) | 2023-02-16 |
| CN117836600B (zh) | 2025-06-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3817218B2 (ja) | エレベータのブレーキトルク測定装置および測定方法 | |
| US20100154527A1 (en) | Elevator Brake Condition Testing | |
| FI123238B (fi) | Menetelmä ja järjestely nostokoneiston jarrun jarrutusvoiman uudistamiseksi | |
| US7637357B2 (en) | Elevator apparatus with sheave rotational speed difference determination for detecting an abnormality | |
| CN101264840A (zh) | 电梯设备 | |
| TW200817270A (en) | Method of checking lift braking equipment, a method for placing a lift installation in operation and equipment for carrying out placing in operation | |
| WO2010050434A1 (ja) | エレベーター | |
| JP4937095B2 (ja) | エレベータ用巻上機ブレーキの制動力試験装置および試験方法 | |
| CN101932520B (zh) | 电梯装置及其试验方法 | |
| CN120423399A (zh) | 在用电梯制动器安全性能检测方法 | |
| JP2011057316A (ja) | エレベータ | |
| CN1902122A (zh) | 电梯的制动装置 | |
| CN110740958B (zh) | 电梯控制装置及电梯控制方法 | |
| JP7460030B2 (ja) | 軸受けの検査方法 | |
| CN207946186U (zh) | 一种电梯曳引机制动力矩动态测试装置 | |
| JPWO2003074407A1 (ja) | エレベータの非常止め試験装置 | |
| CN115628896B (zh) | 变扭矩变载工况下电梯主轴的动态性能测试平台和方法 | |
| CN101565141B (zh) | 电梯设备 | |
| EP1717474A1 (en) | Brake device and hoist for elevator | |
| JP7212871B1 (ja) | エレベータ綱車用ブレーキの検査方法 | |
| JP2021116148A (ja) | ロープ式エレベータの摩耗検査システム、および、摩耗検査方法 | |
| CN118936716A (zh) | 一种电梯曳引机制动器惯量模拟试验装置 | |
| CN1747886A (zh) | 电梯的紧急制动装置 | |
| CN220437631U (zh) | 电梯制动器静态制动力矩检测仪 | |
| JP7655652B2 (ja) | 巻上機ブレーキの動トルク診断装置および動トルク診断方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21953501 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023541190 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202180101414.1 Country of ref document: CN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21953501 Country of ref document: EP Kind code of ref document: A1 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 202180101414.1 Country of ref document: CN |