WO2022175548A1 - Improved electrochemical ammonia synthesis - Google Patents
Improved electrochemical ammonia synthesis Download PDFInfo
- Publication number
- WO2022175548A1 WO2022175548A1 PCT/EP2022/054365 EP2022054365W WO2022175548A1 WO 2022175548 A1 WO2022175548 A1 WO 2022175548A1 EP 2022054365 W EP2022054365 W EP 2022054365W WO 2022175548 A1 WO2022175548 A1 WO 2022175548A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- oxygen
- source
- cathode
- potential
- lithium
- Prior art date
Links
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 title claims abstract description 292
- 229910021529 ammonia Inorganic materials 0.000 title claims abstract description 142
- 230000015572 biosynthetic process Effects 0.000 title claims abstract description 75
- 238000003786 synthesis reaction Methods 0.000 title claims abstract description 73
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims abstract description 175
- 229910052760 oxygen Inorganic materials 0.000 claims abstract description 172
- 239000001301 oxygen Substances 0.000 claims abstract description 172
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims abstract description 171
- 229910052744 lithium Inorganic materials 0.000 claims abstract description 137
- 238000000034 method Methods 0.000 claims abstract description 112
- 229910052757 nitrogen Inorganic materials 0.000 claims abstract description 87
- 238000005868 electrolysis reaction Methods 0.000 claims abstract description 72
- 150000001768 cations Chemical class 0.000 claims abstract description 51
- -1 lithium cations Chemical class 0.000 claims abstract description 25
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 claims description 125
- 230000009467 reduction Effects 0.000 claims description 46
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 claims description 44
- 229910052751 metal Inorganic materials 0.000 claims description 32
- 239000002184 metal Substances 0.000 claims description 32
- 239000001257 hydrogen Substances 0.000 claims description 26
- 229910052739 hydrogen Inorganic materials 0.000 claims description 26
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 claims description 25
- 239000000758 substrate Substances 0.000 claims description 21
- 229910052723 transition metal Inorganic materials 0.000 claims description 17
- 150000003624 transition metals Chemical class 0.000 claims description 17
- 239000000203 mixture Substances 0.000 claims description 16
- 239000006260 foam Substances 0.000 claims description 14
- 230000036961 partial effect Effects 0.000 claims description 12
- 230000001105 regulatory effect Effects 0.000 claims description 11
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 7
- 150000001298 alcohols Chemical class 0.000 claims description 6
- 230000005587 bubbling Effects 0.000 claims description 6
- DNJIEGIFACGWOD-UHFFFAOYSA-N ethanethiol Chemical compound CCS DNJIEGIFACGWOD-UHFFFAOYSA-N 0.000 claims description 6
- 150000004649 carbonic acid derivatives Chemical class 0.000 claims description 5
- 239000012528 membrane Substances 0.000 claims description 5
- 229920001223 polyethylene glycol Polymers 0.000 claims description 5
- 229910001220 stainless steel Inorganic materials 0.000 claims description 5
- 239000010935 stainless steel Substances 0.000 claims description 5
- OUUQCZGPVNCOIJ-UHFFFAOYSA-M Superoxide Chemical class [O-][O] OUUQCZGPVNCOIJ-UHFFFAOYSA-M 0.000 claims description 3
- 150000001299 aldehydes Chemical class 0.000 claims description 3
- 125000005907 alkyl ester group Chemical group 0.000 claims description 3
- 150000001356 alkyl thiols Chemical class 0.000 claims description 3
- 125000005233 alkylalcohol group Chemical group 0.000 claims description 3
- 150000007524 organic acids Chemical class 0.000 claims description 3
- 235000005985 organic acids Nutrition 0.000 claims description 3
- 150000002978 peroxides Chemical class 0.000 claims description 3
- 229940068917 polyethylene glycols Drugs 0.000 claims description 3
- 238000002474 experimental method Methods 0.000 description 59
- 238000006722 reduction reaction Methods 0.000 description 47
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 40
- 238000000151 deposition Methods 0.000 description 36
- 239000003792 electrolyte Substances 0.000 description 36
- 230000001404 mediated effect Effects 0.000 description 36
- 230000008021 deposition Effects 0.000 description 32
- 230000001351 cycling effect Effects 0.000 description 30
- 239000007789 gas Substances 0.000 description 28
- 238000006243 chemical reaction Methods 0.000 description 27
- 239000010949 copper Substances 0.000 description 27
- 229910001416 lithium ion Inorganic materials 0.000 description 24
- 239000000243 solution Substances 0.000 description 24
- 230000000875 corresponding effect Effects 0.000 description 21
- 238000005259 measurement Methods 0.000 description 20
- 239000000376 reactant Substances 0.000 description 20
- 230000002829 reductive effect Effects 0.000 description 20
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 20
- 230000007423 decrease Effects 0.000 description 17
- 230000008569 process Effects 0.000 description 16
- 241000894007 species Species 0.000 description 16
- 239000002904 solvent Substances 0.000 description 15
- 239000000654 additive Substances 0.000 description 13
- 125000004122 cyclic group Chemical group 0.000 description 12
- 230000000284 resting effect Effects 0.000 description 12
- 239000011575 calcium Substances 0.000 description 10
- 238000009792 diffusion process Methods 0.000 description 10
- 230000000694 effects Effects 0.000 description 10
- 239000011777 magnesium Substances 0.000 description 10
- 239000011734 sodium Substances 0.000 description 10
- 239000000010 aprotic solvent Substances 0.000 description 9
- 230000008859 change Effects 0.000 description 9
- 230000000737 periodic effect Effects 0.000 description 9
- 239000011148 porous material Substances 0.000 description 9
- 238000004769 chrono-potentiometry Methods 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 8
- 230000015556 catabolic process Effects 0.000 description 7
- 239000000126 substance Substances 0.000 description 7
- BTBUEUYNUDRHOZ-UHFFFAOYSA-N Borate Chemical compound [O-]B([O-])[O-] BTBUEUYNUDRHOZ-UHFFFAOYSA-N 0.000 description 6
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 6
- 238000005481 NMR spectroscopy Methods 0.000 description 6
- 238000006731 degradation reaction Methods 0.000 description 6
- RSAZYXZUJROYKR-UHFFFAOYSA-N indophenol Chemical compound C1=CC(O)=CC=C1N=C1C=CC(=O)C=C1 RSAZYXZUJROYKR-UHFFFAOYSA-N 0.000 description 6
- 239000010410 layer Substances 0.000 description 6
- IDBFBDSKYCUNPW-UHFFFAOYSA-N lithium nitride Chemical compound [Li]N([Li])[Li] IDBFBDSKYCUNPW-UHFFFAOYSA-N 0.000 description 6
- 230000007246 mechanism Effects 0.000 description 6
- 239000000523 sample Substances 0.000 description 6
- 238000003860 storage Methods 0.000 description 6
- 230000002194 synthesizing effect Effects 0.000 description 6
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 5
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 5
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 5
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 5
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 5
- 229910052788 barium Inorganic materials 0.000 description 5
- DSAJWYNOEDNPEQ-UHFFFAOYSA-N barium atom Chemical compound [Ba] DSAJWYNOEDNPEQ-UHFFFAOYSA-N 0.000 description 5
- 229910052791 calcium Inorganic materials 0.000 description 5
- 230000003247 decreasing effect Effects 0.000 description 5
- 239000011888 foil Substances 0.000 description 5
- 239000011521 glass Substances 0.000 description 5
- 239000011244 liquid electrolyte Substances 0.000 description 5
- 229910003002 lithium salt Inorganic materials 0.000 description 5
- 159000000002 lithium salts Chemical class 0.000 description 5
- 229910052749 magnesium Inorganic materials 0.000 description 5
- 150000005677 organic carbonates Chemical class 0.000 description 5
- 230000003647 oxidation Effects 0.000 description 5
- 238000007254 oxidation reaction Methods 0.000 description 5
- 229910052700 potassium Inorganic materials 0.000 description 5
- 239000011591 potassium Substances 0.000 description 5
- RUOJZAUFBMNUDX-UHFFFAOYSA-N propylene carbonate Chemical compound CC1COC(=O)O1 RUOJZAUFBMNUDX-UHFFFAOYSA-N 0.000 description 5
- 229910052708 sodium Inorganic materials 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- 229910021642 ultra pure water Inorganic materials 0.000 description 5
- 239000012498 ultrapure water Substances 0.000 description 5
- 229910052727 yttrium Inorganic materials 0.000 description 5
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 5
- YEJRWHAVMIAJKC-UHFFFAOYSA-N 4-Butyrolactone Chemical compound O=C1CCCO1 YEJRWHAVMIAJKC-UHFFFAOYSA-N 0.000 description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 4
- XOJVVFBFDXDTEG-UHFFFAOYSA-N Norphytane Natural products CC(C)CCCC(C)CCCC(C)CCCC(C)C XOJVVFBFDXDTEG-UHFFFAOYSA-N 0.000 description 4
- 229910052783 alkali metal Inorganic materials 0.000 description 4
- 150000001340 alkali metals Chemical class 0.000 description 4
- 229910052784 alkaline earth metal Inorganic materials 0.000 description 4
- 150000001342 alkaline earth metals Chemical class 0.000 description 4
- 150000001875 compounds Chemical class 0.000 description 4
- JHIVVAPYMSGYDF-UHFFFAOYSA-N cyclohexanone Chemical compound O=C1CCCCC1 JHIVVAPYMSGYDF-UHFFFAOYSA-N 0.000 description 4
- BGTOWKSIORTVQH-UHFFFAOYSA-N cyclopentanone Chemical compound O=C1CCCC1 BGTOWKSIORTVQH-UHFFFAOYSA-N 0.000 description 4
- 238000003487 electrochemical reaction Methods 0.000 description 4
- 150000003949 imides Chemical class 0.000 description 4
- 238000004502 linear sweep voltammetry Methods 0.000 description 4
- 229910000069 nitrogen hydride Inorganic materials 0.000 description 4
- 230000008929 regeneration Effects 0.000 description 4
- 238000011069 regeneration method Methods 0.000 description 4
- 150000003839 salts Chemical class 0.000 description 4
- 230000003746 surface roughness Effects 0.000 description 4
- 241001466460 Alveolata Species 0.000 description 3
- OIFBSDVPJOWBCH-UHFFFAOYSA-N Diethyl carbonate Chemical compound CCOC(=O)OCC OIFBSDVPJOWBCH-UHFFFAOYSA-N 0.000 description 3
- KMTRUDSVKNLOMY-UHFFFAOYSA-N Ethylene carbonate Chemical compound O=C1OCCO1 KMTRUDSVKNLOMY-UHFFFAOYSA-N 0.000 description 3
- 239000012298 atmosphere Substances 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 238000011109 contamination Methods 0.000 description 3
- JBTWLSYIZRCDFO-UHFFFAOYSA-N ethyl methyl carbonate Chemical compound CCOC(=O)OC JBTWLSYIZRCDFO-UHFFFAOYSA-N 0.000 description 3
- 239000012535 impurity Substances 0.000 description 3
- 230000007774 longterm Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000002161 passivation Methods 0.000 description 3
- 238000000550 scanning electron microscopy energy dispersive X-ray spectroscopy Methods 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- ZPFAVCIQZKRBGF-UHFFFAOYSA-N 1,3,2-dioxathiolane 2,2-dioxide Chemical compound O=S1(=O)OCCO1 ZPFAVCIQZKRBGF-UHFFFAOYSA-N 0.000 description 2
- RYHBNJHYFVUHQT-UHFFFAOYSA-N 1,4-Dioxane Chemical compound C1COCCO1 RYHBNJHYFVUHQT-UHFFFAOYSA-N 0.000 description 2
- GFTPTQVIOIDDRL-UHFFFAOYSA-N 2,3-dimethylbutane-1,2,3-triol Chemical compound CC(C)(O)C(C)(O)CO GFTPTQVIOIDDRL-UHFFFAOYSA-N 0.000 description 2
- 238000004438 BET method Methods 0.000 description 2
- XTHFKEDIFFGKHM-UHFFFAOYSA-N Dimethoxyethane Chemical compound COCCOC XTHFKEDIFFGKHM-UHFFFAOYSA-N 0.000 description 2
- 238000009620 Haber process Methods 0.000 description 2
- 229910001290 LiPF6 Inorganic materials 0.000 description 2
- MUBZPKHOEPUJKR-UHFFFAOYSA-N Oxalic acid Chemical compound OC(=O)C(O)=O MUBZPKHOEPUJKR-UHFFFAOYSA-N 0.000 description 2
- 239000002202 Polyethylene glycol Substances 0.000 description 2
- DHXVGJBLRPWPCS-UHFFFAOYSA-N Tetrahydropyran Chemical compound C1CCOCC1 DHXVGJBLRPWPCS-UHFFFAOYSA-N 0.000 description 2
- 238000000026 X-ray photoelectron spectrum Methods 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 2
- 150000005215 alkyl ethers Chemical class 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 2
- 229930188620 butyrolactone Natural products 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 230000001276 controlling effect Effects 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 150000003983 crown ethers Chemical class 0.000 description 2
- 238000005137 deposition process Methods 0.000 description 2
- SBZXBUIDTXKZTM-UHFFFAOYSA-N diglyme Chemical compound COCCOCCOC SBZXBUIDTXKZTM-UHFFFAOYSA-N 0.000 description 2
- IEJIGPNLZYLLBP-UHFFFAOYSA-N dimethyl carbonate Chemical compound COC(=O)OC IEJIGPNLZYLLBP-UHFFFAOYSA-N 0.000 description 2
- POLCUAVZOMRGSN-UHFFFAOYSA-N dipropyl ether Chemical compound CCCOCCC POLCUAVZOMRGSN-UHFFFAOYSA-N 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 238000000840 electrochemical analysis Methods 0.000 description 2
- 150000002170 ethers Chemical class 0.000 description 2
- 239000003337 fertilizer Substances 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 229930195733 hydrocarbon Natural products 0.000 description 2
- 150000002430 hydrocarbons Chemical class 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 230000016507 interphase Effects 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 229910003473 lithium bis(trifluoromethanesulfonyl)imide Inorganic materials 0.000 description 2
- 229910001540 lithium hexafluoroarsenate(V) Inorganic materials 0.000 description 2
- ACFSQHQYDZIPRL-UHFFFAOYSA-N lithium;bis(1,1,2,2,2-pentafluoroethylsulfonyl)azanide Chemical compound [Li+].FC(F)(F)C(F)(F)S(=O)(=O)[N-]S(=O)(=O)C(F)(F)C(F)(F)F ACFSQHQYDZIPRL-UHFFFAOYSA-N 0.000 description 2
- VDVLPSWVDYJFRW-UHFFFAOYSA-N lithium;bis(fluorosulfonyl)azanide Chemical compound [Li+].FS(=O)(=O)[N-]S(F)(=O)=O VDVLPSWVDYJFRW-UHFFFAOYSA-N 0.000 description 2
- QSZMZKBZAYQGRS-UHFFFAOYSA-N lithium;bis(trifluoromethylsulfonyl)azanide Chemical compound [Li+].FC(F)(F)S(=O)(=O)[N-]S(=O)(=O)C(F)(F)F QSZMZKBZAYQGRS-UHFFFAOYSA-N 0.000 description 2
- MCVFFRWZNYZUIJ-UHFFFAOYSA-M lithium;trifluoromethanesulfonate Chemical compound [Li+].[O-]S(=O)(=O)C(F)(F)F MCVFFRWZNYZUIJ-UHFFFAOYSA-M 0.000 description 2
- 238000004949 mass spectrometry Methods 0.000 description 2
- 238000001465 metallisation Methods 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 150000004767 nitrides Chemical class 0.000 description 2
- 238000010926 purge Methods 0.000 description 2
- 238000011002 quantification Methods 0.000 description 2
- 230000009257 reactivity Effects 0.000 description 2
- 230000002441 reversible effect Effects 0.000 description 2
- 229920006395 saturated elastomer Polymers 0.000 description 2
- 238000001878 scanning electron micrograph Methods 0.000 description 2
- 230000035945 sensitivity Effects 0.000 description 2
- 238000007086 side reaction Methods 0.000 description 2
- 239000007784 solid electrolyte Substances 0.000 description 2
- 238000001179 sorption measurement Methods 0.000 description 2
- 238000001228 spectrum Methods 0.000 description 2
- HXJUTPCZVOIRIF-UHFFFAOYSA-N sulfolane Chemical compound O=S1(=O)CCCC1 HXJUTPCZVOIRIF-UHFFFAOYSA-N 0.000 description 2
- 238000001308 synthesis method Methods 0.000 description 2
- ZUHZGEOKBKGPSW-UHFFFAOYSA-N tetraglyme Chemical compound COCCOCCOCCOCCOC ZUHZGEOKBKGPSW-UHFFFAOYSA-N 0.000 description 2
- RBYFNZOIUUXJQD-UHFFFAOYSA-J tetralithium oxalate Chemical compound [Li+].[Li+].[Li+].[Li+].[O-]C(=O)C([O-])=O.[O-]C(=O)C([O-])=O RBYFNZOIUUXJQD-UHFFFAOYSA-J 0.000 description 2
- JFZKOODUSFUFIZ-UHFFFAOYSA-N trifluoro phosphate Chemical compound FOP(=O)(OF)OF JFZKOODUSFUFIZ-UHFFFAOYSA-N 0.000 description 2
- YFNKIDBQEZZDLK-UHFFFAOYSA-N triglyme Chemical compound COCCOCCOCCOC YFNKIDBQEZZDLK-UHFFFAOYSA-N 0.000 description 2
- 238000011179 visual inspection Methods 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- 101000993059 Homo sapiens Hereditary hemochromatosis protein Proteins 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 1
- 229910018540 Si C Inorganic materials 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 1
- 238000002835 absorbance Methods 0.000 description 1
- 239000003929 acidic solution Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 239000012496 blank sample Substances 0.000 description 1
- 239000012490 blank solution Substances 0.000 description 1
- 238000011088 calibration curve Methods 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 230000003197 catalytic effect Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 150000001879 copper Chemical class 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000002596 correlated effect Effects 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000002484 cyclic voltammetry Methods 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 239000007772 electrode material Substances 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 238000000724 energy-dispersive X-ray spectrum Methods 0.000 description 1
- 239000002360 explosive Substances 0.000 description 1
- 150000004678 hydrides Chemical class 0.000 description 1
- 150000002431 hydrogen Chemical class 0.000 description 1
- 238000002847 impedance measurement Methods 0.000 description 1
- 238000001566 impedance spectroscopy Methods 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- 239000003317 industrial substance Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000002262 irrigation Effects 0.000 description 1
- 238000003973 irrigation Methods 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 238000012417 linear regression Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 150000002642 lithium compounds Chemical class 0.000 description 1
- 238000003760 magnetic stirring Methods 0.000 description 1
- 238000013178 mathematical model Methods 0.000 description 1
- 239000006262 metallic foam Substances 0.000 description 1
- 230000000116 mitigating effect Effects 0.000 description 1
- 230000000877 morphologic effect Effects 0.000 description 1
- 239000003345 natural gas Substances 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- QJGQUHMNIGDVPM-UHFFFAOYSA-N nitrogen group Chemical group [N] QJGQUHMNIGDVPM-UHFFFAOYSA-N 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 239000012044 organic layer Substances 0.000 description 1
- 150000002926 oxygen Chemical class 0.000 description 1
- 230000003071 parasitic effect Effects 0.000 description 1
- 230000008092 positive effect Effects 0.000 description 1
- 238000000079 presaturation Methods 0.000 description 1
- 230000005588 protonation Effects 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 238000011946 reduction process Methods 0.000 description 1
- 238000001275 scanning Auger electron spectroscopy Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 238000004611 spectroscopical analysis Methods 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 235000011149 sulphuric acid Nutrition 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 239000013026 undiluted sample Substances 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25B—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES FOR THE PRODUCTION OF COMPOUNDS OR NON-METALS; APPARATUS THEREFOR
- C25B15/00—Operating or servicing cells
- C25B15/08—Supplying or removing reactants or electrolytes; Regeneration of electrolytes
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25B—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES FOR THE PRODUCTION OF COMPOUNDS OR NON-METALS; APPARATUS THEREFOR
- C25B1/00—Electrolytic production of inorganic compounds or non-metals
- C25B1/01—Products
- C25B1/27—Ammonia
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25B—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES FOR THE PRODUCTION OF COMPOUNDS OR NON-METALS; APPARATUS THEREFOR
- C25B15/00—Operating or servicing cells
- C25B15/02—Process control or regulation
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25B—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES FOR THE PRODUCTION OF COMPOUNDS OR NON-METALS; APPARATUS THEREFOR
- C25B9/00—Cells or assemblies of cells; Constructional parts of cells; Assemblies of constructional parts, e.g. electrode-diaphragm assemblies; Process-related cell features
- C25B9/05—Pressure cells
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25B—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES FOR THE PRODUCTION OF COMPOUNDS OR NON-METALS; APPARATUS THEREFOR
- C25B9/00—Cells or assemblies of cells; Constructional parts of cells; Assemblies of constructional parts, e.g. electrode-diaphragm assemblies; Process-related cell features
- C25B9/17—Cells comprising dimensionally-stable non-movable electrodes; Assemblies of constructional parts thereof
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25B—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES FOR THE PRODUCTION OF COMPOUNDS OR NON-METALS; APPARATUS THEREFOR
- C25B9/00—Cells or assemblies of cells; Constructional parts of cells; Assemblies of constructional parts, e.g. electrode-diaphragm assemblies; Process-related cell features
- C25B9/60—Constructional parts of cells
- C25B9/65—Means for supplying current; Electrode connections; Electric inter-cell connections
Definitions
- the present invention relates to a method for electrochemical ammonia synthesis, and an apparatus for said electrochemical ammonia synthesis.
- Ammonia is one of the most important necessities for modern society, and is currently the second most produced industrial chemical. It is primarily used as a fertilizer, enabling the explosive growth of the global population during the past century, as well as a reactant in the chemical industry. Recently, ammonia is also being considered as an energy carrier for renewable energy sources.
- the main advantage as an energy carrier lies in its ease of transportation, as ammonia can be liquefied and stored at comparatively milder conditions than hydrogen.
- ammonia currently relies on the Haber-Bosch process, which requires high temperatures of 400-500 °C, high pressures above 100-150 bar, and a hydrogen source. Consequently, the Haber-Bosch process is highly energy demanding, resulting in ca. 1 % of the global energy consumption, and since the hydrogen is typically supplied from steam-reformed natural gas, the process gives rise to significant CO 2 emissions. Additionally, the high-pressure reaction conditions require large centralized facilities, with a high cost of installation and cost for transportation to the point of use of the produced ammonia.
- ammonia may be produced electrochemically by reduction of nitrogen (N2) to ammonia (NH 3 ), as shown by equation 1, where the energy can be provided from renewable sources like wind or solar power:
- the electrochemical ammonia synthesis may be carried out under mild conditions, i.e. below 100 °C and at near atmospheric pressure. However, the process selectivity towards ammonia, and hence the faradaic efficiency of the process, will depend on the process parameters, including temperature, pressure, current supply and potential, and the types of reactants.
- the electrochemical ammonia synthesis may be lithium mediated, as observed experimentally and illustrated in Figure 1.
- the Li mediated process typically involves an aprotic solvent, a proton source, and a lithium salt, in addition to a nitrogen supply. When applying a potential of -3 V vs.
- Li metal shown in Figure 1, to the left, as the lithium reduction.
- This potential is also referred to as the lithium reduction potential.
- the formed Li metal is extremely reactive, and is therefore able to split the strong triple bond and disassociate N2, forming intermediate compounds, such as for example lithium nitride L1 3 N, in a non electrochemical reaction at room temperature (shown in Figure 1, second image to the left).
- the proton source subsequently hydrogenates the intermediate compounds, e.g. lithium nitride, whereby ammonia may be formed and Li ions released to the solution (shown in Figure 1, two images to the right).
- the exact mechanism is however not yet fully elucidated, but the process is known to reliably forms ammonia from N2 and a proton source at ambient conditions with Faradaic efficiencies of around 10-20%.
- the hydrogen reaction competes with the ammonia synthesis, and thus affects the ammonia selectivity and faradaic efficiency.
- Initial faradaic efficiencies of 18.5 % (at ambient pressure, and a current density of 8 mA/cm 2 ) and 30 % (at 10 bar, and a current density of 2 mA/cm 2 ) may be obtained via the lithium mediated nitrogen reduction to ammonia.
- WO 2012/129472 [1] discloses that the cathode may be cleaned by washing with steam/water and subsequent drying, whereby the deposited lithium nitride may be removed and the cathode reused.
- the process may be simplify by using air instead of pure nitrogen as the source of nitrogen.
- the efficiency of the ammonia synthesis is known to decrease in the presence of oxygen, because the oxygen reduction reaction competes with the ammonia synthesis, as described by Tsuneto et al. [5]
- US 2006/0049063 [6] discloses electrochemical ammonia synthesis based on purified hydrogen and nitrogen.
- the present disclosure provides an electrochemical ammonia synthesis method with improved efficiency and stability. This is surprisingly obtained when the electrochemical ammonia synthesis is carried out in the presence of oxygen, meaning that oxygen must be present in a defined amount. Specifically this is obtained when the oxygen is present in a predefined or specified concentration supplied by a source of oxygen, thereby providing a predefined oxygen concentration. For example, particularly high efficiencies may be obtained with a source of oxygen providing a predefined oxygen concentration below 20 mol%, such as between 0.1-10 mol%, more preferably between 0.2-2 mol%, corresponding to an oxygen partial pressure of between 0.02-2.5 bar.
- An aspect of the disclosure relates to a method for electrochemical ammonia synthesis, comprising the steps of:
- a source of cations preferably lithium cations, a source of nitrogen, a source of oxygen, and a source of protons, wherein the oxygen source provides a predefined oxygen concentration, - subjecting the cell to a potential and current load, whereby ammonia is synthesized.
- the cathode is contacted with a source of mediating cations, in addition to oxygen and the reactants nitrogen and protons.
- the electrolysis cells may comprise the source of cations, e.g. as part of the electrolyte, which may be a solvent electrolyte into which the cations are dissolved. Particularly high efficiencies have been seen for ammonia synthesis mediated by lithium cations, and electrolysis cells including lithium cations.
- the sources of protons may also be comprised within the electrolysis cell, e.g. the electrolyte, or be supplied externally to the electrolysis cells,
- the sources of nitrogen and/or oxygen are preferably supplied to the electrolysis cells, and more preferably the source is a combined nitrogen and oxygen source.
- a further aspect of the disclosure relates to an apparatus for electrochemical ammonia synthesis configured for the method according to the first aspect. This may be obtained by an apparatus comprising the one or more electrolysis cells, and means to regulate the power source input and the nitrogen and/or oxygen input to the electrolysis cells.
- Another aspect of the disclosure relates to an apparatus for electrochemical ammonia synthesis, comprising:
- At least one electrolysis cell having a cathode, said electrolysis cell connectable to at least one power source, and at least one nitrogen source, and at least one oxygen source, and
- At least one controller configured for regulating the power source input to the electrolysis cells, and the oxygen input to the electrolysis cells, wherein the apparatus is configured for
- a source of cations preferably lithium cations, a source of nitrogen, a source of oxygen, and a source of protons
- the apparatus may be adapted for different types of electrolysis cells, and preferably the apparatus is adapted for electrolysis cells, which comprise a source of cations.
- the cations are one or more metal cations, where the metal is selected from groups 1-13 of the periodic table and combinations thereof, more preferably the metal is selected from the group consisting of: alkali metals, alkaline earth metals, and/or transition metals, more preferably the metal is selected from groups 1, 2, 3 of the periodic table and combinations thereof, and most preferably the metal is selected from the group consisting of: lithium (Li), sodium (Na), potassium (K), magnesium (Mg), calcium (Ca), barium (Ba), yttrium (Y), and combinations thereof.
- the metal is selected from groups 1-13 of the periodic table and combinations thereof, more preferably the metal is selected from the group consisting of: alkali metals, alkaline earth metals, and/or transition metals, more preferably the metal is selected from groups 1, 2, 3 of the periodic table and combinations thereof, and most preferably the metal is selected from the group consisting of: lithium (Li), sodium (Na), potassium (K), magnesium (Mg), calcium (Ca), barium
- the presently disclosed electrochemical ammonia synthesis method and apparatus may provide further improved efficiency and stability, by use of a pulsed cathode potential, including a pulsed cathodic current load.
- the pulsed cathode potential may be obtained by cycling the potential of the cathode between a cation reduction potential, such as the lithium reduction potential, and a less negative potential, e.g. the potential corresponding to the cell open circuit voltage.
- the pulsed cathode potential, and the associated pulsed cathodic current load implies that at periods of high negative cathode potential, e.g. at the lithium reduction potential, and periods of high cathodic current load, the cations/Li ions are reduced and reoxidised at the cathode, simultaneously with conversion of nitrogen and protons into ammonia.
- the pulsed operation further implies that at periods of lower negative cathode potential, e.g. where the cell voltage is OCP, and periods of no/low cathodic current load, the cathode is regenerated, and/or the cathode potential is regenerated.
- Figure 1 shows an embodiment of lithium mediated electrochemical nitrogen reduction to ammonia, according to the present disclosure.
- Figure 2 shows an embodiment of possible cathode reactions during lithium mediated electrochemical ammonia synthesis, according to the present disclosure.
- Figure 3 shows an embodiment of an electrolysis flow cell according to the present disclosure.
- Figure 4 shows photographic embodiments of cathodes used for electrochemical ammonia synthesis, where the cathode of (A) was exposed to a constant cathodic current load, and the cathode of (B) was exposed to pulsed cathodic current load.
- Figure 5 shows the electrode potentials as a function of time for lithium mediated ammonia synthesis under a constant cathodic current load of -2 mA/cm 2 .
- Figure 6 shows the electrode potentials as a function of time for lithium mediated ammonia synthesis under a continuously pulsed cathodic current load, where the current load is cycled between -2 mA/cm 2 and 0 mA/cm 2 .
- Figure 7 shows a close up of some of the cycles of Figure 6.
- Figure 8 shows NMR data for the nitrogen content of the experimental setup.
- Figure 9 shows a modelled heatmap of the predicted FE as a function of the ratio of nitrogen to lithium (x-axis) and proton to lithium (y-axis) diffusion rates.
- Figure 10A shows a modelled heatmap of the predicted FE as a function of the ratio of nitrogen to lithium (x-axis) and proton to lithium (y-axis) diffusion rates, where the system is either without the presence of oxygen (red star), or with a modelled presence of oxygen (purple star) based on a reduced r Li .
- Figure 10B shows a FE contour along the green dashed line of Figure 9.
- Figure 11 shows measured FE as a function of the oxygen content in the reaction atmosphere, using different current loads at 10 bar (A), and different oxygen sensor set-ups at 20 bar (B).
- Figure 12 shows predicted Faradaic efficiency (FE) as a function of the oxygen content, for experiments conducted at 10, 20, and 30 bar, where (A) shows a first preliminary prediction, and (B) shows a corrected prediction.
- FE Faradaic efficiency
- Figure 13 shows the electrode potentials as a function of time for a lithium mediated ammonia synthesis under a constant cathodic current load of -4 mA/cm 2 for a system comprising different amounts of oxygen contents between 0.5 to 0.77 O2.
- Figure 14 shows measured Faradaic efficiency (FE) as a function of the oxygen content, for experiments conducted at 10 and 20 bar, where the oxygen content is shown in (A) molar concentration, or in (B) partial pressure.
- FE Faradaic efficiency
- Figure 15 shows a photograph of a synthesized Cu electrode according to an embodiment of Example 11.
- Figure 16 shows representative SEM images of pristine Ni foam (a-c) and Cu electrodeposited on Ni foam (HBTCu) with the hydrogen bubble template (HBT) method (d-f) according to an embodiment of Example 11.
- Figure 17 shows an embodiment of a tested HBTCu electrode according to Example 11.
- Figure 18 shows SEM-EDX of an embodiment of the synthesized HBTCu according to Example 11.
- Figure 19 shows XPS spectra of an embodiment of the HBTCu according to Example 11.
- Figure 20 shows capacitive cycling data of an embodiment of the HBTCu according to Example 11.
- Figure 21 shows (a) chronopotentiometry, and (b) linear sweep voltammetry of a Mo foil, Cu foil, and an embodiment of the HBTCu according to Example 11.
- Figure 22 shows the capacitive cycling data of a Cu stub in 2M LiCICU in THF according to Example 12.
- Ammonia may be produced electrochemically by reduction of nitrogen (N2) to ammonia (NH 3 ).
- N2 nitrogen
- NH 3 ammonia
- protons and electrons are required as indicated by equation (1).
- the electrochemical reaction may further be mediated by the presence of additional substances.
- the selectivity of the electrochemical production of ammonia may be promoted by the presence of cations, e.g. lithium cations, as well as specific solvents and solvent additives, into which the cations may be dissolved.
- the reactants and substances taking part in the electrochemical ammonia synthesis are either continuously supplied from externally to the reaction site in the cell, or present and stored within the cell.
- an ammonia electrolysis cell may be operated by external sources supplying power, nitrogen, oxygen, cations, and protons, e.g. supplied as hydrogen.
- the substances which are not directly consumed reactants, e.g. the cations, may be supplied or stored within the cell, e.g. in the form of an electrolyte comprising a solvent with dissolved cations and additives.
- the electrolysis cell is connectable to at least one power source, at least one nitrogen source, and at least one oxygen source.
- the cell is further fluidly connectable to at least one proton source, and/or cation source.
- the electrolysis cell have an electrolyte comprising a proton source and/or cation source.
- electrochemical ammonia synthesis is carried out in an electrolysis cell, i.e. a device where an external voltage and/or current load, may be applied to drive the synthesis reaction.
- an electrolysis cell i.e. a device where an external voltage and/or current load
- Li ions in a solution are subjected to a potential of -3 V vs. reversible hydrogen electrode (RHE), the so-called lithium reduction potential, including a current supply at the cathode, the Li ions are reduced to Li metal on the surface of the cathode by electrolysis.
- RHE reversible hydrogen electrode
- the electrical potential is applied across the electrodes of the electrolysis cell, i.e. the anode and cathode, where the electrodes are separated by the electrolyte comprising the solution of Li ions.
- the cathode potential is measured by use of a reference electrode (RE).
- RE reference electrode
- the cathode At the cathode, reduction can take place, and electrons are consumed to e.g. reduce Li ions to Li metal.
- the cathode is also referred to as the working electrode (WE), and the consumed electrons referred to as the cathodic current load.
- WE working electrode
- the cathodic current load At the anode, oxidation takes place, and the corresponding amount of electrons are released e.g. by oxidation of hydrogen.
- the anode is also referred to as the counter electrode (CE), and the produced electrons or current may be referred to as an anode current load.
- CE counter electrode
- the cathode potential is advantageously varied.
- the open circuit voltage also referred to as the open circuit potential (OCP)
- OCP the open circuit potential
- the cathode potential is negative, and includes a cathodic current load, and at the less negative cathode potential, e.g. cell OCP, no cathodic current load is present.
- a change in the cathode potential from e.g. the lithium reduction potential and to cell OCP may be referred to as one cycle.
- the cathode potential, and the associated cathodic current load is operated cyclic, i.e. the cycle is repeated multiple times, and preferably repeated in a periodic manner without interruption of the operation cell.
- This operation may also be referred to as a continuously pulsed operation, comprising pulses of a first cathode potential, including a first cathodic current load, and pulses of a second cathode potential, including a second cathodic current load.
- the electrolysis selectivity towards ammonia will depend on the process parameters, including the voltage/current supply pattern, as well as the operational temperature, pressure, and the types of reactants.
- the energy efficiency will further depend on the electrolysis configuration and cell type, e.g. whether it is a single compartment cell or a flow cell.
- the electrochemical ammonia synthesis is exemplified as being mediated by lithium ions.
- the skilled person will know that the synthesis may be similarly mediated by other cations, and/or additional cations, and their corresponding metal, having similar properties to lithium.
- Metals in the vicinity of lithium in the periodic table of elements may have similar solubility, reactivity, and/or reduction potentials as lithium.
- the synthesis may be mediated by one or more metal cations selected from the groups 1-13 of the periodic table of elements.
- the synthesis is mediated by one or more metals and their corresponding cations.
- the synthesis is mediated by one or more metal cations selected from the groups consisting of: alkali metals, alkaline earth metals, and/or transition metals.
- the synthesis is mediated by cations which are reduced to metal at a similar cation reduction potential as lithium, and/or which have similar reactivity towards nitridation and protonation, such as sodium (Na), potassium (K), magnesium (Mg), calcium (Ca), barium (Ba), yttrium (Y), and combinations thereof.
- the associated apparatus for the electrochemical ammonia synthesis may be adapted for different types of electrolysis cells, and preferably the apparatus is adapted for electrolysis cells, which comprise a source of cations.
- the apparatus comprises electrolysis cells comprising a source of cations, e.g. an electrolyte comprising dissolved cations, which preferably are lithium cations.
- the cations are one or more metal cations, where the metal is selected from groups 1-13 of the periodic table and combinations thereof, more preferably the metal is selected from the group consisting of: alkali metals, alkaline earth metals, and/or transition metals, more preferably the metal is selected from groups 1, 2, 3 of the periodic table and combinations thereof, and most preferably the metal is selected from the group consisting of: lithium (Li), sodium (Na), potassium (K), magnesium (Mg), calcium (Ca), barium (Ba), yttrium (Y), and combinations thereof.
- the metal is selected from groups 1-13 of the periodic table and combinations thereof, more preferably the metal is selected from the group consisting of: alkali metals, alkaline earth metals, and/or transition metals, more preferably the metal is selected from groups 1, 2, 3 of the periodic table and combinations thereof, and most preferably the metal is selected from the group consisting of: lithium (Li), sodium (Na), potassium (K), magnesium (Mg), calcium (Ca), barium
- the Faradaic efficiency (FE) of an electrochemical ammonia synthesis is calculated based on the concentration, C NH 3, of synthesized ammonia in the electrolyte, which is measured via either a colorimetric or isotope sensitive method, along with the total electrolyte volume, V, after each measurement. This is compared with the total charged passed, Q, as shown in Equation 3, where F is Faraday’s constant, and 3 is the number of electrons transferred during the reaction for each mole of NH3.
- the energy efficiency, h, of an electrochemical ammonia synthesis is based on the total amount of energy put into the system via the potentiostat, Em, and compared that to the energy contained in the total amount of ammonia produced during the experiment, E out ., as shown in Equation 4. (Eq. 4)
- E out is defined by the free energy of reaction of ammonia oxidation to N2 and water times the amount of ammonia produced, while Em is given by the total cell voltage between the counter electrode (CE) and working electrode (WE), multiplied by the current to get the instantaneous power, and integrated over time, as shown in Equations 5 and 6.
- the resulting electrode potentials as a function of time for lithium mediated ammonia synthesis under the constant cathodic current load of -2 mA/cm 2 are shown in Figure 5, are further described in Example 3. It is clearly seen that the working electrode (WE) potential, or the cathode potential, is not stable and degrades rapidly over time from 0 V vs Li7Li to around -12 V vs Li7Li. The decrease and degradation of the WE potential corresponds to an increase in the system energy input to sustain the desired current density of -2 mA/cm 2 . After less than 1 hour of operation at -2 mA/cm 2 the system is overloaded.
- WE working electrode
- the cathode degradation mechanism is speculated to be related to the lithium salt reduction, where not all of the metallic lithium undergoes further reactions, e.g. nitridation, as illustrated by the possible reaction mechanism (not balanced) in Figure 2.
- the metallic lithium may form Li- amides or hydrides, as illustrated by the lower and upper reaction paths in Figure 2 (not balanced).
- the deposited metallic lithium which do not undergo further reactions, forms fresh lithium deposits that do not promote formation of ammonia and which are not released as lithium ions back to the solution, as illustrated in Figure 1.
- the deposits therefore decrease the overall efficiency of the system, as well as decrease the ionic conductivity of the solution as the lithium ions are depleted from solution, thereby increasing the overall resistance in the cell.
- the continuous deposition of lithium limits the up-scalability of the process, as a continued supply of lithium salt would be required to sustain synthesizing ammonia. This also leads to an accumulation of lithium species on the electrode surface, which slowly increases the needed potential to run the reaction.
- the degradation mechanism is further supported by visual inspection of the cathodes.
- the electrode surface of the constant deposition experiment of Example 3 had big deposits of lithium species on the surface, as shown in Figure 4A. The deposits may result in the observed passivation of the electrode and associated instability of the system as shown in Figure 5.
- electrochemical ammonia synthesis experiments were carried out as described in Examples 1-2, using cyclic or pulsed cathode potential and current load.
- the cathode current load was pulsed between -2 mA/cm 2 and 0 A, corresponding to cathode potential pulses between the lithium reduction potential and OCV.
- the experiments are further described in Example 4.
- the pulsed operation implies alternating periods of Li deposition and no deposition.
- FIG. 6-7 The resulting electrode potentials as a function of time for lithium mediated ammonia synthesis under the pulsed cathodic current load are shown in Figures 6-7.
- Figure 6 shows cycling between -2 and 0 mA/cm 2 (lighter grey curve, related to the grey y-axis to the right), for a total of 100 C of charge passed (black curve, related to the black y- axis to the right).
- the cathode potential, or working electrode (WE) potential black curve, related to the y-axis to the left
- WE working electrode
- Figure 7 shows a close up of the cycling.
- a deposition current of -2 mA/cm 2 (light gray curve, related to the grey y-axis to the right)
- the cathode degrades and the WE potential (black curve, related to the left y-axis) decreases.
- the current is changed to zero, corresponding to the cell potential is OCV, the cathode potential is seen to be regenerated and stabilize around -3 V.
- the regeneration of the degraded cathode during the periods of cell OCV is speculated to be due removal of the build-up lithium species on the surface of the electrode.
- the resting time between the deposition pulses may allow the lithium to react fully with nitrogen in solution significantly prevented the WE potential from drifting cathodic over time.
- the cycling procedure stabilizes the WE potential because it “resets” the surface by removing the deposited material, and replenishes the lithium in the solution, and produces ammonia. This is further supported by visual inspection of the cathodes.
- the electrode surface of the pulsed experiment of Example 4 shown in Figure 4B was seen to be free of the big deposits of lithium species that was present on the surface of the cathodes of Example 3, cf. Figure 4A.
- the Faradaic efficiency also increases with the continuous cycling method, as charge is not wasted on forming unreactive lithium deposits. Furthermore, the overall energy efficiency is improved, due to the decrease in needed potential to sustain the same current, i.e. the average WE potential is lower. Moreover, by cycling the potential from a very negative lithium reducing potential, to a less negative potential at which lithium is not reduced, while potentially still synthesizing ammonia, the Faradaic and energy efficiency is further increased, since ammonia may be formed at potentials less negative than -3 V vs RHE.
- the improvement in Faradaic efficiency and energy efficiency, as well as the efficiency of the cathode regeneration, will depend on the cyclic or pulsed operation patterns.
- the pulsed operation is regular and periodical, i.e. similar pulse sizes and durations are applied.
- the cathode potential, including the cathodic current load is changed between two configurations, such that the cathode potential is pulsed between a first cathode potential, including a first cathodic current load, and a second cathode potential, including a second cathodic current load.
- the cathode potential may be pulsed between the lithium reduction potential, and a less negative cathode potential, such as the potential corresponding to the cell OCV.
- the cathode potential is pulsed between a first cathode potential, including a first cathodic current load, and a second cathode potential, including a second cathodic current load.
- the cathode potential is pulsed between the cation reduction potential and a less negative cathode potential.
- the cathode potential is pulsed between the lithium reduction potential and a less negative cathode potential.
- the cathode potential is pulsed between the lithium reduction potential and the cell OCP.
- the Faradaic efficiency, energy efficiency, and cathode regeneration may be further improved.
- the duration of the pulses at the second cathode current load may be longer than the duration of the pulses at the first cathode current load.
- the duration of the pulses at the second cathode current load may advantageous be the same or shorter than the duration of the pulses at the first current load.
- the duration of both the first and second pulses may be 1 min.
- the duration of the pulses at the first cathode potential is between 0.5-60 min, more preferably between 0.7-30 min, and most preferably between 0.8-10 min, such as 1 or 2 min.
- the duration of the pulses at the second cathode potential is between 1-120 min, such as 1 or 2 min, more preferably between 2-60 min, and most preferably between 3-30 min, such as 3-5 or 10 min.
- the pulses of at the first cathodic current load has a duration of between 0.5-60 min, more preferably between 0.7-30 min, and most preferably between 0.8-10 min, such as 1 or 2 min.
- the pulses at the second cathodic current load has a duration of between 1-120 min or 5-120 min, such as 1 or 2 min, more preferably between 2-60 min or 6-60 min, and most preferably between 3-30 min or 7-30 min, such as 8 or 10 min.
- the Faradaic efficiency, energy efficiency, and cathode regeneration may be further improved.
- the first cathodic current load is below -1 mA/cm 2 , preferably around - 100 mA/cm 2
- the second cathodic current load is -0.5 mA/cm 2 , preferably 0 mA/cm 2 or even positive, where the current load is based on the geometrical area of the electrode, referred to in the units by cm geo 2 .
- the pulsed operation may be referred to as pulsating DC.
- the pulsed operation may be referred to as pulsating AC.
- high current load pulses are obtainable for cathodes comprising high surface area electrodes, as described in Example 11.
- the pulsed cathodic current load is pulsating DC and/or pulsating AC.
- the pulses at the first cathodic current load has a current density below -1 mA/cm geo 2 , such as -2, -5, or -10 mA/cm geo 2 , more preferably above -50 mA/cm geo 2 , such as -60, -70, -80, -90, -100, -200, -400, -600, - 800, or -1000 mA/cm geo 2 .
- the pulses at the second cathodic current load has a current density above -0.5 mA/cm geo 2 , such as 0 mA/cm geo 2 or 0.1 mA/cm geo 2 .
- the faradaic efficiency of the process and the energy efficiency will depend on other process parameters than the voltage/current pattern. For example, it was found that surprisingly high efficiencies may be obtained at mild temperature and pressure conditions, such as temperatures between 10-150 °C, and/or a pressure equal to or below 20 bar.
- the temperature is between 10-150 °C, more preferably between 20-130 °C, and most preferably between 25-120 °C, such as 50 or 100 °C.
- the pressure is equal to or below 20 bar, such as 15, 10, 5, 1 bar or ambient pressure.
- the faradaic efficiency of the process and the energy efficiency will also depend on the reactant type and concentrations, as well as their accessibility and costs. For example, certain reactants were found advantageous as sources of Li ions, nitrogen, and protons. Furthermore, to ensure sufficient concentration of the reactants, the reactants may be supplied via a filter, e.g. protons may be supplied to the cathode via a proton exchange membrane.
- the source of cations is advantageously comprised within the electrolysis cell, e.g. as part of a liquid electrolyte.
- the cation source is stored within the cell from which it may be supplied to the reaction sites.
- the liquid may be a molten salt or a solution comprising the cations, such as lithium cations.
- a cation concentration which is sufficient for facilitating the mediation, and which at the same time do not impede the availability of other reactants at the reaction sites, is further advantageous.
- the lithium concentration is preferably between 0.1 - 3 M.
- the source of Li ions is selected from the group consisting of: molten Li salt, Li solutions, and combinations thereof, such as LiCICL, LiPF6, UE3F4, LiAsF6, Lithium tri(pentaflouroethyl)trifluorophosphate, lithium trifluoromethanesulfonate, lithium bis(fluorosulfonyl)imide, lithium cyclo- difluoromethane-1,1-bis(sulfonyl)imide, lithium cyclo-hexafluoropropane-1,1- bis(sulfonyl)imide, lithium bis(trifluoromethanesulfonyl)imide), lithium bis(perfluoroethanesulfonyl)imide, lithium bis(oxalate)borate, lithium difluoro(oxalate)borate, lithium bis(fluoromalnato)borate solutions.
- the solutions has a Li concentration
- the source of nitrogen is advantageously continuously supplied from externally to the cell, such that the consumed nitrogen is continuously replaced and the synthesis may be carried out continuously.
- Nitrogen is easily accessible as air, which comprises ca.
- the Faradaic efficiency will depend on the nitrogen concentration, as illustrated in Figure 9.
- Figure 9 shows an embodiment of a model of the Faradaic efficiency (FE) as a function of the relative diffusion rates of nitrogen (G NS ) and proton (m), reflecting the concentration of the reacting species, as further described in Example 8.
- the nitrogen source is oxygen separated or purified nitrogen.
- the gaseous nitrogen may be supplied as gas to the liquid electrolyte, where it liquidly dissolved.
- the source of nitrogen is selected from the group consisting of: gaseous N2, liquidly dissolved N2, and combinations thereof.
- the source of protons may also be continuously supplied from externally to the cell, such that the consumed protons are continuously replaced and the synthesis may be carried out continuously.
- gaseous hydrogen may be supplied to an anode of the electrolysis cell, where the hydrogen is oxidized to protons that are dissolved in the liquid electrolyte.
- the source of protons may be supplied or stored within the cell, e.g. as part of an electrolyte which acts as a proton source or comprises dissolved protons.
- a sufficient proton concentration is desired. This may for example be obtained by the dissolved protons being transferred to the reaction sites at the cathode via a proton exchange membrane.
- the source of protons is selected from the group consisting of: gaseous H2, liquidly dissolved H2, ethanol (EtOH), water (H2O), alkyl alcohols, especially te/f-butanol, perfluorinated alcohols, polyethyleneglycols, ethanethiol, alkyl thiols, alkyl ketones, alkyl esters, and combinations thereof.
- the concentration of the protons within the proton source is between 0.01-100 vol%, more preferably between 0.01 - 5 vol%, and most preferably between 0.05-3 or 0.1-2 vol%.
- the source of protons is combined with a proton exchange membrane.
- the reaction kinetics and the selectivity of the ammonia synthesis at the cathode also depends on the simultaneous electrochemical reactions occurring, e.g. the competing hydrogen evolution which may occur at the cathode, as described in equation (2).
- the method or the electrolysis cell advantageously comprises a liquid electrolyte comprising an essentially aprotic solvent, such as tetrahydrofuran (THF) or propylene carbonate or any organic carbonates, which can be diethyl carbonate, ethyl methyl carbonate, ethylene carbonate and variations of these.
- the method or electrolysis cell comprises an essentially aprotic solvent, selected from the group of: tetrahydrofuran (THF), oxane, diethyl ether, dipropyl ether, diglyme, dimethoxyethane, triglyme, tetraglyme, polyethyleneglycol alkyl ethers, dioxane, organic carbonates, e.g.
- THF tetrahydrofuran
- oxane diethyl ether
- dipropyl ether dipropyl ether
- diglyme dimethoxyethane
- triglyme triglyme
- tetraglyme polyethyleneglycol alkyl ethers
- dioxane organic carbonates
- dimethyl carbonate dimethyl carbonate, ethylene carbonate, diethyl carbonate, ethyl methyl carbonate, propylene carbonate, dialkyl carbonates, butyrolactone, cyclopentanone, cyclohexanone, sulfolane, ethylene sulfate (DTD), trimethylglycerol, and mixtures thereof, and preferably is selected from the group of: tetrahydrofuran, organic carbonates, propylene carbonate, and mixtures thereof.
- the electrolyte may comprise a mixture of the aprotic solvent and the proton source, whereby the electrolyte solvent is essentially or near aprotic.
- the electrolyte may comprise a mixture of THF with 1 vol% ethanol as proton source.
- the aprotic solvent is selected from the group consisting of: tetrahydrofuran (THF), ethanol (EtOH), and combinations thereof, such as THF-1 vol% EtOH or THF with 1 vol% EtOH.
- solvent additives which may prevent solvent degradation under the operational potential and current loads, are preferably included.
- Such additives are preferably included in a suitable concentration, which is typically below 5 vol% of the solvent.
- the essentially aprotic solvent comprises one or more additives selected from the group of: perfluorinated hydrocarbons, perfluorinated ethers, highly fluorinated organic tetrkisalkyl phosphonium perfluorinated phosphates, tetrakisalkyl phosphonium perfluoroalkyl sulfonates, tetrakisalkyl phosphonium perfluoroalkyl carboxylates, crown ethers, and mixtures thereof, wherein preferably the concentration of the additives is between 0-100 vol%, more preferably between 0.01-5 vol%, and most preferably is between 0.05-3 or 0.1-2 vol%.
- additives selected from the group of: perfluorinated hydrocarbons, perfluorinated ethers, highly fluorinated organic tetrkisalkyl phosphonium perfluorinated phosphates, tetrakisalkyl phosphonium perfluoroalkyl sul
- the selectivity and stability of the electrochemical ammonia synthesis may be mediated and/or promoted by the presence of specific cations, solvents, and solvent additives. It was further surprisingly seen that the selectivity and stability of the electrochemical ammonia synthesis may be mediated by the presence of low concentrations of oxygen at the cathode.
- the electrochemical ammonia synthesis is advantageously carried out in the presence of oxygen, meaning that oxygen must be present in a defined amount. Specifically this is obtained when the oxygen is present in a predefined or specified concentration supplied by a source of oxygen, thereby providing a predefined oxygen concentration.
- a source of oxygen providing a predefined oxygen concentration below 20 vol% or correspondingly a mole fraction below 20%.
- the oxygen concentration is advantageously below 20 mol%, such as between 0.1-10 mol%, more preferably between 0.2-5 mol%.
- the partial pressure of a gas e.g. oxygen (pC>2)
- pC>2 is generally directly proportional to the gas mole fraction, e.g. the oxygen mole fraction, and the temperature.
- a specific oxygen mole fraction range of ca. 1.4% may correspond to an oxygen partial pressure of ca. 0.14 bar at 10 bar, as illustrated in Figures 14A-B.
- an oxygen mole fraction of ca may correspond to an oxygen partial pressure of ca.
- 0.7% may correspond to an oxygen partial pressure of ca. 0.14 bar at 20 bar, as it also follows from Figures 14A-B.
- the predefined oxygen concentration corresponds to the source of oxygen comprising an oxygen partial pressure of between 0.02 - 2.5 bar, such as 0.01 - 0.5 bar or 0.02 - 0.4 bar, more preferably between 0.05 - 0.4 bar, and most preferably between 0.06 - 0.3 bar, such as 0.07, 0.1, 0.15, or 0.2 bar.
- the preferred partial pressure of oxygen is directly related to the amount of oxygen present irrespective of the pressure.
- oxygen concentrations below 2 vol%, more preferably oxygen concentrations below 1 vol%, such as between 0.2 - 0.8 vol%, resulted in surprisingly high Faradaic efficiencies for the ammonia synthesis.
- oxygen impurities may be highly variable during the operation of a system, and e.g. be absent at some points, and typically amount to very small amounts such as less than 10 ppm.
- the surprising effect of small amount of oxygen particularly improves the cost- efficiency of the method and related apparatus and systems. Since highly pure nitrogen gas (>99.999%), where the O2 is removed from air down to ppm levels via cryogenic separation in large facilities, is not needed. Thus, the method is particularly suitable for decentralized systems.
- the positive effect of the O2 content on the Faradaic efficiency is surprising, because previously established experiments using synthetic air was shown to be detrimental to the system, and significantly reducing the FE to ⁇ 4% [5],
- the cathode is contacted with a source of oxygen, wherein the oxygen concentration is below 2%, while subjecting the cell to a potential and current load, whereby ammonia is synthesized.
- the cathode is contacted with a source of oxygen providing a predefined oxygen concentration.
- the oxygen concentration is below 20%, such as between 0.1 -10 %, such as 0.2 - 5%, 0.2 - 2% or 0.2 - 1.5%, more preferably between 0.3 - 1%, and most preferably between 0.4 - 0.8%.
- the source of oxygen comprises an oxygen partial pressure of between 0.02 - 2.5 bar, such as 0.01 - 0.5 bar or 0.02 - 0.4 bar, more preferably between 0.02 - 0.3 bar or between 0.05 - 0.4 bar, and most preferably between 0.05 - 0.2 bar or between 0.06 - 0.3 bar, such as 0.07, 0.1, 0.15, or 0.2 bar.
- Air is a convenient and accessible source of both nitrogen and oxygen.
- the nitrogen and oxygen source may be oxygen separated or purified nitrogen, which is supplied as gas to the electrolysis cell, e.g. to the liquid electrolyte, where it liquidly dissolved.
- Other sources of oxygen which may be utilized and may show an equally beneficial behaviour include, but is not limited to, gasses such as CO2, CO, NO x , or H2O, and alcohols, aldehydes, peroxides, superoxides, and organic acids which contain oxygen, and oxygen from transition metal electrodes in the form of oxides and carbonates.
- the sources of oxygen may be continuously supplied from externally to the cell, e.g. as gas to the cell, and/or be supplied or stored within the cell, e.g. as part of an electrolyte.
- the sources of nitrogen and/or oxygen are supplied to the electrolysis cells, and more preferably the source is a combined nitrogen and oxygen source.
- Oxygen mediation of the electrochemical ammonia synthesis is particularly surprising because the presence of oxygen conventionally is expected to decrease the Faradaic efficiency, because oxygen reduction together with hydrogen evolution as mentioned in Equation (2), will be competing reactions to the ammonia synthesis.
- FIG. 10 shows an embodiment of a model of the Faradaic efficiency (FE) for a system comprising 1 vol% oxygen at 10 bar, The model is further described in Example 8.
- the FE is seen to increase with the relative diffusion rates of nitrogen and protons, which corresponds to the concentrations of nitrogen and protons at the reaction sites.
- the FE is also seen to increase significantly in, when a system without oxygen (the lower positioned star) is exposed to the presence of 1 vol% oxygen (the upper positioned star).
- Figure 11 shows embodiments of the Faradaic efficiency (FE) as a function of the oxygen content, for a system at different current loads (A), using different oxygen sensors (B), and at different pressures.
- FE Faradaic efficiency
- A current loads
- B oxygen sensors
- Example 9 a peak in the FE is observed in the range between 0.2 - 1.5 vol% oxygen, and particularly for lower pressure systems the peak is between 0.2 - 0.8 vol% oxygen.
- the presence of oxygen may further improve the stability of the system, and particularly the stability of the working electrode.
- Figure 13 shows the electrode potentials as a function of time for a lithium mediated ammonia synthesis under a constant cathodic current load of -4 mA/cm 2 for a system comprising different amounts of oxygen contents between 0.5 to 0.77 O2, where the stability was observed for up to 120 hours. The measurements are further described in Example 10.
- the steady cathodic current load may imply continuous cation reduction and deposition, e.g. continuous Li metal deposition, at the cathode.
- the ammonia synthesis may advantageously be operated by using cyclic or pulsed cathode potential and current load, where the pulsed operation implies alternating periods of cation/Li deposition and no deposition.
- the method described in Examples 1 and 4 may be used, where the cathode current load is pulsed between -2 mA/cm 2 and 0 A, corresponding to cathode potential pulses between the lithium reduction potential and OCV.
- Example 7 describes a model of oxygen’s effect on lithium diffusivity and the lithium mediated electrochemical nitrogen reduction.
- Example 8 describes an embodiment of oxygen mediated electrochemical nitrogen reduction, and
- Example 9 describes an embodiment of the stability of oxygen mediated electrochemical nitrogen reduction.
- Figure 14 shows measured Faradaic efficiency (FE) as a function of the oxygen content, for experiments conducted at 10 and 20 bar, where the oxygen content is shown in (A) molar concentration, or in (B) partial pressure.
- FE Faradaic efficiency
- the electrochemical ammonia synthesis may be carried out in any type of electrolysis cell.
- the synthesis is done in a single compartment cell, as further described in Examples 1-5, or a flow cell, as described in Example 6.
- the electrolysis cell is selected from the group consisting of: single compartment cells, and flow cells.
- Figure 3 shows an embodiment of a flow cell for electrochemical ammonia synthesis, where nitrogen is supplied to the electrolyte as a continuous gas flow, and hydrogen is supplied as a continuous gas flow.
- the chemical reactants and products are fluids which are stored outside the cell and fed by pumps into the cell to store electricity, e.g. by producing ammonia.
- the storage capacity and ammonia production capacity depend on the size of the storage tank or container.
- the chemical reactants are continuously supplied from an external source to the cell, and the products (e.g. ammonia) are extracted to a storage outside the system.
- the reactants and products are charge-neutral species, such as hydrogen, nitrogen and ammonia.
- the storage tanks can also be open for continuous flow to an external source or storage, i.e. corresponding to a flow battery with infinite capacity.
- the flow controlling means also known as balance-of-system components, may include a number of compressors, expanders, condensers, and pumps.
- the electrolysis cells may be assembled into an apparatus connectable to one or more independent or decentralized power sources, which advantageously are renewable power sources such as wind power, hydropower, solar energy, geothermal energy, bioenergy, and mixtures thereof.
- the apparatus may be operated as an on-site ammonia production unit at a decentralised location, and the apparatus may further be adapted to be mobile, and to synthesize ammonia in amounts of 0.01 - 10 kg/day, more preferably 0.1 - 10 kg/day, and most preferably 0.1-5 kg/day, such as up to 1, 2, 3, or 4 kg/day, with a Faradaic efficiency above 50%, and operated at current loads equal to or above 100 mA/cm 2 .
- An on-site, decentralised ammonia production unit further has the advantage that voluminous tanks or containers for storing the produced ammonia product may be avoided or reduced. Due to the controllable and restricted amount of power, and thus corresponding restricted amounts of synthesized ammonia per day, the ammonia may be extracted from the electrolysis cell and directly distributed to a site of demand and further matched to the demand. For example, the ammonia may be extracted from the electrolyte of the cell, and continuously supplied to an irrigation system of a greenhouse or farm, thereby providing fertilizer for the plants after demand. This way a more simple apparatus and system may be obtained without, or with a reduced, need for product storage.
- the operational conditions of the electrolysis cells may be controlled by a controller, such as a potentiostat. Further advantageously the controller is configured for both regulating the power source input to the cells, as well as the supply of reactants and additives into the cells, and particularly the supply of nitrogen and/or oxygen.
- the apparatus comprises at least one electrolysis cell and a potentiostat configured for carrying out the method according to the present disclosure.
- the apparatus comprises one or more electrolysis cells connectable to one or more power sources and one or more nitrogen and/or oxygen sources, and at least one controller configured for regulating the power source input and the oxygen input to the electrolysis cells, such that the cells are operated according to the method according to the present disclosure.
- the apparatus comprises one or more power sources, preferably renewable power sources, optionally selected from the group of: wind power, hydropower, solar energy, geothermal energy, bioenergy, and mixtures thereof.
- the apparatus is configured as a decentralized and/or mobile unit, adapted to synthesize ammonia in amounts of 0.01 - 10 kg/day, more preferably 0.1 - 10 kg/day, and most preferably 0.1 - 5 kg/day, such as up to 1, 2, 3, or 4 kg/day, preferably with a Faradaic efficiency above 50%, and operated at current loads equal to or above 100 mA/cm 2 .
- the nitrogen and oxygen source are advantageously a combined nitrogen and oxygen source, such as air.
- the apparatus preferably further comprises an oxygen separator fluidly connectable to the oxygen and/or nitrogen source.
- the oxygen separator is preferably configured to provide separated air with an oxygen concentration above 0% and below 20%, preferably below 2, 5, or 10%, and most preferably between 0.8 - 1.5%, such as 0.3, 0.4, 0.5, 0.8, or 1%.
- the apparatus comprises an oxygen separator fluidly connectable to the oxygen source and/or nitrogen source.
- the cathode advantageously comprises a high surface area (HAS) electrode or substrate
- HAS high surface area
- ECSA electrochemical active surface area
- a high surface cathode may have a geometrical surface area of 1 cm geo 2 , corresponding to the electrode having a length and width of 1 cm, whereas the specific surface area or the ECSA including the surface roughness and tortuosity due to the porosity, is much higher.
- a minor degree of surface roughness e.g. a roughness factor due to scratches, may result in an ECSA of ca. 1.5-2.0 cm 2 E cs A /cm geo 2 , as measured via capacitive cycling as described in Examples 11-12.
- high surface electrodes may have a roughness factor above 5, more preferably above 10.
- surprisingly improved performance and FE may be obtained for a cathode configured to have a surface roughness factor between 10-100 or 30-80 such as 50,
- High surface area electrodes may be obtained by any suitable synthesis routes, which may provide porosity between 25-55%, such as 30-50%, and/or average pore diameters of between 100 nm - 50 pm, such as 500 nm - 1 pm, and/or specific surface areas or ECSA of between 1-100 cm 2 /g.
- a high surface electrode may be synthesized by hydrogen bubbling templating (HBT) on a substrate, which results in an alveolate, highly and finely porous dendritic structure.
- HBT hydrogen bubbling templating
- the electrode porosity and surface area characteristics are typically measured by gas adsorption techniques, such as the BET method.
- Example 11 describes an embodiment of a high surface area electrode, exemplified as a high surface area Cu electrodes synthesized through hydrogen bubbling templating (HBT) on a transition metal substrate, preferably a porous transition metal substrate, such as Ni foam or stainless steel mesh substrates.
- the porous transition metal substrate is advantageously a highly porous substrate, having macropores and a porosity between 50-95%, more preferably 75-90%, and pore, such as a metal foam or mesh.
- a resulting Cu electrode may be referred to as HBTCu.
- a HBTCu was characterized as described in Example 11 and Figures 15-19, and the electrochemical performance for ammonia synthesis was tested as shown in Figures 20-21. Improved performance was particularly observed for HBTCu structures comprising deposited Cu forming an alveolate, highly porous, secondary dendritic structure on the surface of the primary, pristine Ni foam.
- the cathode comprises a high surface area metal electrode, preferably a high surface area electrode comprising a metal selected from the group of: Cr, Fe, Ni, Cu, Zn, and combinations thereof.
- the cathode comprises a Cu electrode made by hydrogen bubbling templating on a transition metal substrate, preferably a porous transition metal substrate, such as Ni foam or stainless steel mesh substrate.
- the cathode comprises a porosity of between 25- 55%, such as 30-50%. In a further embodiment, the cathode comprises pores having an average pore diameter of between 100 nm - 50 pm, such as 500 nm - 1 pm, In a further embodiment, the cathode is configured to have a specific surface area between 1-100 cm 2 /g, such as 2-50 cm 2 /g, 3-25 cm 2 /g, or 2-10 cm 2 /g, as measured by BET. In a further embodiment, the cathode is configured to have a surface roughness factor of above 5, more preferably above 10, and most preferably between 10-100 or 30-80 such as 50, 60, or 70, as measured by capacitive cycling.
- Example 1 Lithium mediated electrochemical nitrogen reduction The measurements were done in a 3-electrode single compartment glass cell enclosed in an electrochemical autoclave. 30 mL electrolyte of 0.3 M LiCICU (Battery grade, dry, 99.99%, Sigma Aldrich) in 99 vol.% tetrahydrofuran (THF, anhydrous, >99.9%, inhibitor-free, Sigma Aldrich) and 1 vol.% ethanol (EtOH, anhydrous, Honeywell) was prepared in an Ar glovebox.
- LiCICU Battery grade, dry, 99.99%, Sigma Aldrich
- THF tetrahydrofuran
- EtOH anhydrous, Honeywell
- the electrolyte was pre-saturated with purified (SAES Pure Gas, MicroTorr MC1-902F) N2 (5.0, Air Liquide) gas for 1-2 hours at approximately 5 mL/min, in a sealed glass cell in the glovebox. This gas cleaning was done to avoid any ammonia or labile nitrogen containing contaminants in the gas itself.
- purified SAES Pure Gas, MicroTorr MC1-902F
- N2 5.0, Air Liquide
- the working electrode (WE) was a Mo foil (+99.9%, Goodfellow) spot-welded with Mo wire (99.85%, Goodfellow) for electrical connection.
- the WE Prior to electrochemical tests, the WE was dipped in 2% HCI (VWR Chemicals) to dissolve any surface species of Li, and rinsed in ultrapure water (18.2 MW resistivity, Millipore, Synergy UV system), then EtOH.
- the WE was polished using Si-C paper (Buehler, CarbiMet P1200), and rinsed thoroughly in EtOH.
- the counter electrode (CE) consisted of a Pt mesh (99.9%, Goodfellow), and the reference electrode (RE) was a Ptwire (99.99%, Goodfellow).
- the CE and RE were both boiled in ultrapure water, and dried overnight at 100 °C, then flame-annealed.
- the single compartment glass cell and a magnetic stirring bar (VWR, glass covered) was cleaned in ultra pure water, and dried overnight at 100 °C.
- the WE and CE were -0.5 cm apart, and the surface area of the WE facing the CE was 1.8 cm 2 .
- Ar gas 5.0, Air Liquide
- the denser Ar gas substantially displaced the atmospheric N2 and O2 in the system.
- we injected electrolyte into the cell in Ar atmosphere checked that the stirring bar in the cell was rotating despite the thickness of the autoclave bottom, and the autoclave was closed. Finally, the pressure was increased to 10 bar with either N2 or Ar depending on the intended experiment, and de-pressurized to 3 bar a total of 9 times, then filled to 10 bar, and the electrochemical experiments were started.
- the electrochemical experimental procedure included potential controlled impedance spectroscopy to determine the resistance in our cell, with 85% manual iR- drop correction, a linear sweep voltammetry (LSV) from open circuit voltage (OCV) until lithium reduction was clearly seen, then chronopotentiometry (CP), followed by another impedance measurement to ensure that the resistance has not changed.
- LSV linear sweep voltammetry
- CP chronopotentiometry
- deposition potential a steady current density of -2 mA/cm 2 was used (hereafter denoted deposition potential), or a cyclic method with -2 mA/cm 2 for 1 min, followed by 0 mA/cm 2 (hereafter denoted resting potential) for 3-8 min, depending on whether the WE potential needed to be increased, decreased or stabilized.
- Synthesized ammonia was quantified by a modified colorimetric indophenol method, previously described [2]
- the sample absorbance was analysed by UVA/is spectroscopy (UV-2600, Shimadzu) in the range from 400 nm to 1000 nm.
- the blank solution was subtracted from each spectrum, and the difference between the peak around 630 nm and the trough at 850 nm was used.
- a fitted curve of the difference between the peak and trough of each concentration showed a linear regression with an R 2 value of 0.998.
- We utilized this method as opposed to the more common peak based method, because long experiments might have solvent breakdown, which can give a falsely high peak at the ammonia wavelength, due to interference from the evolved solvent background.
- the amount of ammonia in the headspace was quantified by de-gassing the system through an ultrapure water trap. For each measurement, a 0.5 mL sample of the water trap was taken, and four 0.5 mL samples were taken from the electrolyte. One sample from the electrolyte was used as a background, and the mean and standard deviation of the remaining 3 samples was reported. The uncertainty reported therefore stems from the indophenol procedure. The remaining samples were treated as described previously [2], to determine the ammonia concentration. If the expected concentration of ammonia exceeded the concentration limits of the indophenol method, the sample was accordingly diluted with ultrapure water after drying.
- Example 2 Background test - Control experiment
- Example 1 Although the method described in Example 1 has been proven to synthesize ammonia, we performed a simplified version of the protocol to further validate our results.
- the electrolyte was pre-saturated with Ar instead of N2, and after injection into the autoclave cell, the pumping and purging procedure was carried out with Ar instead of N2.
- An electrochemical cycling experiment with -2 mA/cm 2 for 1 min followed by 0 mA/cm 2 for 3-4 minutes was carried out, with a 3 hour rest at 0 mA/cm 2 after around 15 hours, to allow full diffusion of any potential ammonia in solution. Additionally, ammonia contamination in blank measurements at OCV for 24 hours at 10 bar N2, were also measured.
- Figure 8 shows NMR data from using a previously developed THF suppression method [3,4]
- the red curve is an Ar blank sample, magnified by 100 to show the spectra in comparison to the blue curve, which is the isotope labelled experiment with a combination of 15 N2 and 14 N2 gas (see below).
- the pressure in the autoclave was raised to 10 bar and purged to 3 bar a total of 9 times with 14 N2, then the 15 N2 gas was added up to 5.5 bar, and lastly the 14 N2 gas up to 10 bar.
- the relative ratio measured via mass spectrometry was 78% 14 N2 and 22% 15 N2 supplied to the system.
- Two 0.5 ml_ samples from the electrolyte were taken after electrolysis, and one of them was diluted 5:1 to fall in the appropriate range of the calibration curve previously made. The samples were then treated according to the previously published protocols to quantitatively determine the isotope concentration of the produced ammonia via NMR, where the undiluted sample was used to ensure the desired ratio of 5 from the dilution step.
- the autoclave volume was 380 cm 3 , and experiments were all at 10 bar, meaning we could not fill up the entire autoclave with 15 N2, as those bottles are 416 ml_, and contain a total of 5 L of gas. For this reason, we aimed at utilizing a mixed composition gas of 14 N2 and 15 N2, and confirmed via mass-spectroscopy that approx. 78 vol.% 14 N2 and 22 vol.% 15 N2was achieved. From the single NMR sample seen in Figure 8, we measured an 15 NH3 concentration of 15.6 p.p.m. and an 14 NH3 concentration of 67.1 p.p.m, totalling 82.6 p.p.m., with 82 rel.% 14 NHs to 18 rel.% 15 NH3.
- Example 3 Comparative test - Constant deposition
- the method described in Example 1 was used, where during CP, a steady current density of -2 mA/cm 2 was used (also denoted deposition potential).
- the resulting electrode potentials as a function of time for lithium mediated ammonia synthesis under the constant cathodic current load of -2 mA/cm 2 are shown in Figure 5.
- the constant deposition measurements shown in Figure 5 were repeated 3 times and all of them overloaded within 2.5 hours.
- the mean FE of the measurements was amount of ammonia made was 21.2 ⁇ 1.6 %, with a mean energy efficiency 2.3 ⁇ 0.3 %.
- the CE potential (solid, and two dashed grey curves, related to the left y-axis) is stable throughout the experiment (around 5 V vs Li7Li). After around 40 min, the experiment has a significant decrease in WE potential, leading to an eventual overload, most likely due to passivation of the electrode
- the process is not stable over long time. It is speculated that as the lithium salt is reduced, not all of the metallic lithium undergoes nitridation, leading to fresh lithium depositing onto metallic lithium that does not form ammonia. This decreases the overall efficiency of the system, and decreases the ionic conductivity of the solution as the lithium ions are depleted from solution, thereby increasing the overall resistance in the cell. The continuous deposition of lithium thus limits the up-scalability of the process, as a continued supply of lithium salt would be required to sustain synthesizing ammonia. This also leads to an accumulation of lithium species on the electrode surface, which slowly increases the needed potential to run the reaction.
- Example 1 The method described in Example 1 was used, where the method consisted of short deposition pulses of 1 min at -2 mA/cm 2 followed by 3-8 min at 0 mA/cm 2 , as seen in Figures 6-7.
- Figure 6 shows cycling method between -2 and 0 mA/cm 2 (light grey curve, related to the grey y-axis to the right), for a total of 100 C of charge passed (black curve, related to the black y-axis to the right).
- the working electrode potential black curve, related to the y-axis to the left
- the CE potential is also stable (around 4 V vs Li7Li).
- Figure 7 shows a close up of the cycling.
- the WE potential increased for the entire 1 min duration.
- the WE potential was initially stable around -3 V (corresponding to 0 V vs Li7Li), until it eventually started decreasing after some minutes, due to lithium species fully dissolving from the surface. At this point, another Li depositing pulse was applied.
- the cyclic method further has the advantage that the potential is cycled from a very negative lithium reducing potential, to a less negative potential at which lithium is not reduced, while potentially still synthesizing ammonia.
- the cycling enables the reduced metallic lithium to react with nitrogen at a lower potential without depositing more lithium, thereby fully forming the nitride and producing ammonia.
- the lithium in solution will also not deplete over time, as all the plated lithium has time to dissolve from the surface of the cathode, thereby stabilizing the working electrode potential.
- the overall energy efficiency of the cycling will be higher compared to the continuous deposition process, as ammonia could be formed at potentials less negative than -3 V vs RHE.
- the electrochemical lithium mediated nitrogen reduction process with a constant applied potential or current described in Example 3 resulted in constant deposition of lithium onto the WE invariably leading to a build up of unreactive species on the surface, increasing the needed potential to continue running the experiment over time.
- the issue was circumvented by the cycling method, wherein lithium was reduced for 1 min at -2 mA/cm 2 , and then allowed to rest at 0 mA/cm 2 for a variable time of 3-8 min, until the surface species of lithium was chemically dissolved. This assured a high lithium concentration near the surface of the electrode, and allowed for fine control of the WE potential throughout the experiment.
- Example 4 Based on Example 4, a long-term experiment spanning 125 hours and passing 180 C was carried out. By varying the resting potential time, the WE potential was controlled to be in the desired low potential region across the entire experiment, with the CE potential reaching a maximum of 5 V vs Li+/Li. This experiment used 2 vol.% EtOH instead of 1 vol.%, as passing such large amounts of charge would significantly impact the total EtOH concentration throughout the experiment. The proton source must eventually be replenished in this system, as the current source is EtOH oxidation on the CE.
- a continuous deposition experiment with lithium wherein there is a perfect balance between the amount deposited, and the amount of Li dissolving when synthesizing ammonia, may be carried out.
- Examples 4-5 may be repeated using a flow cell instead of the 3-electrode single compartment glass cell.
- the measurements may be carried out in a flow cell as shown in Figure 3, where nitrogen is supplied to the electrolyte as a continuous gas flow, and hydrogen is supplied as a continuous gas flow.
- Example 7 Cation mediated electrochemical nitrogen reduction
- the 30 ml_ electrolyte of 0.3 M LiCICU of Examples 1, 4 and 5 may be substituted with an electrolyte comprising one or more metal cations, where the metal is lithium (Li), sodium (Na), potassium (K), magnesium (Mg), calcium (Ca), barium (Ba), and/or yttrium (Y).
- the metal is lithium (Li), sodium (Na), potassium (K), magnesium (Mg), calcium (Ca), barium (Ba), and/or yttrium (Y).
- Examples 4 and 5 are repeated, and similar ammonia synthesis with improved efficiency and stability, by use of the pulsed cathode potential, including a pulsed cathodic current load, can be obtained.
- Example 8 Model of oxygen’s effect on lithium diffusivity and the lithium mediated electrochemical nitrogen reduction
- Li + , H + , and N2 The competition of Li + , H + , and N2 to the surface governs the FE of the lithium- mediated nitrogen reduction (LiNR). Specifically, reducing the diffusion rate of Li + and H + and increasing the diffusion rate of N2 may result in an increased FE, as illustrated in the heatmap of the predicted FE in Figure 9.
- SEI solid electrolyte interphase
- the SEI is an organic layer may created through various parasitic side reactions between reduced lithium and solvent species.
- the SEI layer may increase the stability of lithium-ions by restricting the access to the reduced lithium at the cathode. It is further speculated that oxygen can have a significant impact on the SEI layer’s composition resulting in increased homogeneity as well as reduced lithium diffusivity. This effect on lithium diffusivity could have a significant impact on the FE.
- FIG. 10A shows a heatmap of the predicted FE as a function of the ratio of nitrogen to lithium (x-axis) and proton to lithium (y-axis) diffusion rates.
- the red star indicates the expected location of a 10 bar experiment without the presence of oxygen.
- the purple star indicates the location of that system if r Li were independently reduced by an order of magnitude.
- Figure 10B shows a FE contour along the green dashed line clearly showing the dramatic faradaic efficiency (FE) gains that can occur when r Li is reduced.
- FE faradaic efficiency
- oxygen s presence changes the SEI composition and reduces the lithium diffusivity, an optimal oxygen concentration would be expected. This follows from the trade-off between oxygen improving the FE at low concentrations due to restricted lithium diffusivity, and significantly reducing it at high concentrations due to ORR’s (oxygen reduction reaction) domination over NRR (nitrogen reduction reaction).
- Example 9 Oxygen mediated electrochemical nitrogen reduction To verify the predictions made by the theoretic model, a set of experiments with different amounts of O2 added at two pressures (10 and 20 bar) were conducted. All experiments were performed in a home-built autoclave at a constant current of -2 or 4 mA/cm 2 until the system either overloaded or reached 50 C.
- Figures 11 and 12 shows the influence of oxygen content in the reaction atmosphere on the Faradaic efficiency of the Li-mediated ammonia synthesis.
- Figure 11A shows the influence at two different current loads, measured at 10 bar N2 with variable O2 content, where the O2 content is measured via a mass spectrometer through a 1 pm orifice displaced 10 cm from the autoclave.
- Figure 11 B shows the influence of O2 in 20 bar N2 by moving the 1 pm orifice inside the autoclave for greater precision
- Figure 12 shows the expected influence when experiments are carried out at 10 (triangular symbol), 20 (square symbols) and 30 bar (circular symbols), where (A) shows a first preliminary prediction, and (B) shows a corrected prediction.
- Example 10 Stability of oxygen mediated electrochemical nitrogen reduction Similar experimental conditions as for Example 9 were used, and the stability of the systems were investigated. Specifically, stability experiments were carried out using chronopotentiometry with -4 mA/crri2 at 20 bar N2 with variable O2 content.
- Figure 13 shows the electrode potentials as a function of time for a lithium mediated ammonia synthesis under a constant cathodic current load of -4 mA/cm 2 for a system comprising different amounts of oxygen contents between 0.50 to 0.77 O2.
- a maximum of 50 C charge black curve
- the CE potential green curve
- the CE potential is stable throughout the measurements time, and representative data from a 50 C experiment is shown. Additional to the significant increase in the faradaic efficiency of the system due to added O2, an apparent increase in the WE potential is also observed with the addition of O2.
- Cycling experiments are also conducted for systems including oxygen concentrations below 1 vol%.
- the cycling is as described in Examples 4-5, and shows the beneficial coupling of the stability achieved from cycling with the increased FE and stability from the addition of O2.
- Example 11 Synthesis and testing of hydrogen bubble template Cu (HBTCu): A substrate such as Ni foam (99.5 %, porosity: 95 %, pores/cm: 20, Goodfellow), stainless steel mesh, or other transition metal substrates was cut into 0.5 cm 2 pieces, cleaned in H 3 PO 4 (85 %, Supelco) and sonicated three times in ethanol (EtOH). Representative SEM (scanning electron microscope) images of the pristine Ni foam is seen in Figures 16a-c.
- the substrate was attached to a Cu wire (99.98+ %, Goodfellow) and used as the working electrode.
- electrolyte copper salt containing acidic solution such as a 0.4 M CUSO4 (Merck) in 1.5 M H2SO4 (99.999%, Sigma Aldrich) solution was used.
- a constant current was applied for a certain time such that the porous Cu deposited on the Ni foam. For example -5A may be applied for 15 seconds.
- the electrodes were cleaned in EtOH and dried in vacuum before being stored in an Ar glovebox to prevent oxidation of Cu.
- FIG. 16d-f Representative SEM images of Cu electrodeposited on Ni foam (HBTCu) with the hydrogen bubble template (HBT) method is seen in Figures 16d-f.
- a photograph of the synthesized Cu electrode is shown in Figure 15. It is seen that the deposited Cu electrode forms an alveolate, highly porous, secondary dendritic structure on the surface of the primary, pristine Ni foam. Due to the dendritic and porous structure, the electrode comprises an advantageously high surface area. This higher surface area can be utilised to increase the ammonia formation rates per geometric surface area.
- the synthesized HBTCu electrode may comprise a porosity of between 25-55%, such as 30-50%, and pores having an average pore diameter of between 100 nm - 50 pm, such as 500 nm - 1 pm,
- the pore size and porosity of the dendritic structure is templated such that the specific surface area is between 1-100 cm 2 /g, such as 2-50 cm 2 /g, 3-25 cm 2 /g, or 2-10 cm 2 /g, as measured by gas adsorption techniques, such as the BET method.
- the HBTCu electrode structure was further characterized by SEM-EDX and XPS.
- Figure 18 shows SEM-EDX of an embodiment of the HBTCu. A small Ni signal can be observed in the EDX spectrum since EDX is not a surface sensitive measurement (sensitivity low pm). The thickness of the deposited porous Cu film is shown to be in the low pm regime, which is why some Ni can be seen. The surface sensitive method XPS (low nm) does not depict any Ni on the surface.
- Figure 19 shows XPS spectra of an embodiment of the HBTCu, showing (a) Survey, (b) Cu 2p, (c) Ni 2p, (d) O 1s and (e) C 1s. No peak in the Ni 2p window is seen.
- the HBTCu electrode is tested for lithium mediated ammonia synthesis under constant and cyclic cathodic current load, as described in Examples 3 and 4. After the electrochemical tests, the HBTCu structure is characterized by SEM.
- Figure 17 shows an embodiment of a tested HBTCu electrode. The dendritic and high surface area structure is similar to the as-synthesized structure, and the electrode appears physically stable even after testing.
- Figure 20 shows representative capacitive cycling data of 0.5 cm geo 2 HBTCu in 2 M UCIO 4 .
- the electrochemical active surface area (ECSA) measurement was repeated on three independent HBTCu electrodes. An average ECSA of 66.5 cm2 was determined, making the roughness factor about 66.5, as measured via the capacitive cycling.
- Figure 21 shows (a) representative chronopotentiometry (CP), and (b) linear sweep voltammetry at 20 bar N2 atmosphere. All experiments were carried out three independent times. For comparison, the tests were carried out on a HBTCu electrode as well as on a Mo foil and Cu foil, where Mo foil (-2 mA cm geo 2 , 0.3 M UCIO 4, shown as dotted curve), Cu foil (-2 mA cm geo 2 , 2M LiCICL, shown as dashed curve) and HBTCu (-100 mA cm geo 2 , 2 M LiCICU , shown as straight line). The CE potential of the Cu foil experiment was smoothed due to a loose connection.
- Example 12 Measurement of ECSA and roughness factor
- the electrochemical active surface area (ECSA) and corresponding roughness factor of the HBTCu electrode of Example 11 may be determined with capacitive cycling.
- FIG. 22 shows the capacitive cycling data of a Cu stub in 2M LiCICL in THF, where (a) shows CVs of Cu stub in 2M LiCICL in THF from scan rates between 10-60 mV/s, and (b) shows change in current versus scan rate.
- the specific capacitance C s ec was calculated to be 0.017 mF/cm 2 .
- the specific capacitance of the investigated material (Cu) has to be determined. Therefore, a polycrystalline Cu stub with known surface area (0.2 cm 2 ) was polished and CVs were taken at scan rates ranging from 10 to 60 mV/s in an electrolyte similar to the one used for the Li mediated ammonia synthesis ( 2M LiCICL in THF), as illustrated in Figure 22a.
- the change in current is determined at the middle of the potential window (-0.1 V vs OCV) and plotted against the scan rate, as illustrated in Figure 22 b.
- the slope of that graph divided by the known surface area of the Cu stub is the specific capacitance of Cu in this chosen electrolyte.
- the corresponding roughness factor may be calculated by conversion as known to the skilled person within the field.
- the roughness factor is the ratio of the ECSA divided by the geometric surface area.
- the average ECSA of 66.5 cm 2 of Example 11 may be converted to a corresponding roughness factor of about 66.5 (0.5 cm 2 geometric surface area, 2 sided electrode), when measured via the capacitive cycling.
- a method for electrochemical ammonia synthesis comprising the steps of:
- the oxygen concentration is between 0.1 - 10 %, such as 0.2 - 5%, 0.2 - 2% or 0.2 - 1.5%, more preferably between 0.3 - 1%, and most preferably between 0.4 - 0.8%.
- the source of oxygen comprises an oxygen partial pressure of between 0.02 - 2.5 bar, such as 0.01 - 0.5 bar or 0.02 - 0.4 bar, more preferably between 0.02 - 0.3 bar or between 0.05 - 0.4 bar, and most preferably between 0.05 - 0.2 bar or between 0.06 - 0.3 bar, such as 0.07, 0.1, 0.15, or 0.2 bar,
- the cathode potential is pulsed between the cation reduction potential and a less negative cathode potential.
- the cations are one or more metal cations, where the metal is selected from groups 1-13 of the periodic table and combinations thereof, more preferably the metal is selected from the group consisting of: alkali metals, alkaline earth metals, and/or transition metals, more preferably the metal is selected from groups 1, 2, 3 of the periodic table and combinations thereof, and most preferably the metal is selected from the group consisting of: lithium (Li), sodium (Na), potassium (K), magnesium (Mg), calcium (Ca), barium (Ba), yttrium (Y), and combinations thereof.
- the cathode potential is pulsed between the lithium reduction potential and a less negative cathode potential.
- the cathode potential is pulsed between the lithium reduction potential and the cell OCP.
- the duration of the pulses at the first cathode potential is between 0.5-60 min, more preferably between 0.7- 30 min, and most preferably between 0.8-10 min, such as 1 or 2 min.
- duration of the pulses at the second cathode potential is between 1-120 min, such as 1 or 2 min, more preferably between 2-60 min, and most preferably between 3-30 min, such as 3-5 or 10 min.
- pulses at the first cathodic current load has a duration of between 0.5-60 min, more preferably between 0.7-30 min, and most preferably between 0.8-10 min, such as 1 or 2 min.
- pulses at the second cathodic current load has a duration of between 1-120 min, such as 1 or 2 min, more preferably between 2-60 min, and most preferably between 3-30 min, such as 8 or 10 min.
- the pulses at the first cathodic current load has a current density below -1 mA/cm geo 2 , such as -2, -5, or -10 mA/cmg eo 2 , more preferably above -50 mA/cm geo 2 , such as -60, -70, -80, - 90, -100, -200, -400, -600, -800, or -1000 mA/cm geo 2 .
- the temperature is between 10-150 °C, more preferably between 20-130 °C, and most preferably between 25-120 °C, such as 50 or 100 °C.
- the source of Li ions is selected from the group consisting of: molten Li salt, Li solutions, and combinations thereof, such as LiCICL LiPF6, UE3F4, LiAsF6, Lithium tri(pentaflouroethyl)trifluorophosphate, lithium trifluoromethanesulfonate, lithium bis(fluorosulfonyl)imide, lithium cyclo-difluoromethane-1,1-bis(sulfonyl)imide, lithium cyclo-hexafluoropropane-1,1-bis(sulfonyl)imide, lithium bis(trifluoromethanesulfonyl)imide), lithium bis(perfluoroethanesulfonyl)imide, lithium bis(oxalate)borate,
- the source of oxygen is selected from the group of: air, CO2, CO, NO x , or H2O, alcohols, aldehydes, peroxides, superoxides, and organic acids which contain oxygen, and oxygen from transition metal electrodes in the form of oxides and carbonates.
- the source of protons is selected from the group consisting of: gaseous H2, liquidly dissolved H2, ethanol (EtOH), water (H2O), alkyl alcohols, te/f-butanol, perfluorinated alcohols, polyethyleneglycols, ethanethiol, alkyl thiols, alkyl ketones, alkyl esters, and mixtures thereof.
- dimethyl carbonate dimethyl carbonate, ethylene carbonate, diethyl carbonate, ethyl methyl carbonate, propylene carbonate, dialkyl carbonates, butyrolactone, cyclopentanone, cyclohexanone, sulfolane, ethylene sulfate (DTD), trimethylglycerol, and mixtures thereof, and preferably is selected from the group of: tetrahydrofuran, organic carbonates, propylene carbonate, and mixtures thereof.
- the essentially aprotic solvent comprises one or more additives selected from the group of: perfluorinated hydrocarbons, perfluorinated ethers, highly fluorinated organic tetrakisalkyl phosphonium perfluorinated phosphates, tetrakisalkyl phosphonium perfluoroalkyl sulfonates, tetrakisalkyl phosphonium perfluoroalkyl carboxylates, crown ethers, and mixtures thereof, wherein preferably the concentration of the additives is between 0 - 100 vol%, more preferably between 0.01 - 5 vol%, and most preferably between 0.05 - 3 or 0.1 - 2 vol%.
- additives selected from the group of: perfluorinated hydrocarbons, perfluorinated ethers, highly fluorinated organic tetrakisalkyl phosphonium perfluorinated phosphates, tetrakisalkyl phosphonium perfluoro
- electrolysis cell is selected from the group consisting of: single compartment cells, and flow cells.
- the cathode comprises a high surface area metal electrode, preferably a high surface area electrode comprising a metal selected from the group of: Cr, Fe, Ni, Cu, Zn, and combinations thereof, most preferably a high surface Cu electrode, such as a Cu electrode made by hydrogen bubbling templating on a transition metal substrate, preferably a porous transition metal substrate, such as a Ni foam or stainless steel mesh substrate.
- An apparatus for electrochemical ammonia synthesis comprising an electrolysis cell and a potentiostat, wherein the potentiostat is configured for carrying out the method according to any of items 1-32.
- At least one electrolysis cell having a cathode, said electrolysis cell connectable to at least one power source, and at least one nitrogen source, and at least one oxygen source, and
- At least one controller configured for regulating the power source input to the electrolysis cells and the oxygen input to the electrolysis cells, wherein the apparatus is configured for
- a source of cations preferably lithium cations, a source of nitrogen, a source of oxygen, and a source of protons
- the apparatus comprising one or more power sources, preferably renewable power sources, optionally selected from the group of: wind power, hydropower, solar energy, geothermal energy, bioenergy, and mixtures thereof.
- power sources preferably renewable power sources, optionally selected from the group of: wind power, hydropower, solar energy, geothermal energy, bioenergy, and mixtures thereof.
- any of items 34-39 wherein the apparatus is configured as a decentralized unit and/or a mobile unit, and adapted to synthesize ammonia in amounts of between 0.01 - 10 kg/day, more preferably 0.1 - 10 kg/day, and most preferably 0.1 - 5 kg/day, such as up to 1, 2, 3 or 4 kg/day.
- the apparatus is configured as a decentralized unit and/or a mobile unit, and adapted to synthesize ammonia in amounts of between 0.01 - 10 kg/day, more preferably 0.1 - 10 kg/day, and most preferably 0.1 - 5 kg/day, such as up to 1, 2, 3 or 4 kg/day.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Automation & Control Theory (AREA)
- Electrolytic Production Of Non-Metals, Compounds, Apparatuses Therefor (AREA)
Abstract
Description

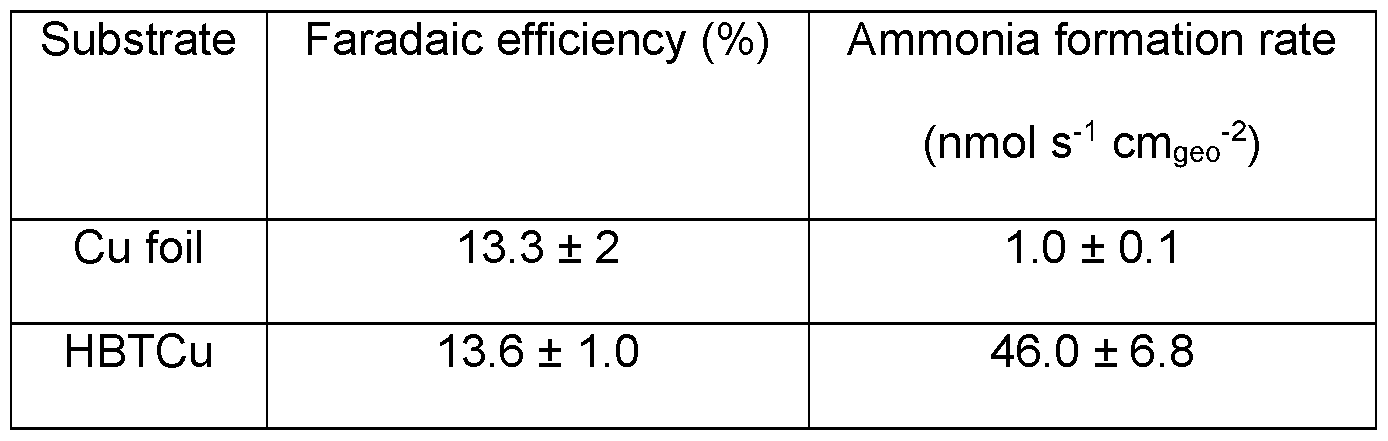
Claims
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AU2022223350A AU2022223350A1 (en) | 2021-02-22 | 2022-02-22 | Improved electrochemical ammonia synthesis |
| EP22709296.2A EP4294963A1 (en) | 2021-02-22 | 2022-02-22 | Improved electrochemical ammonia synthesis |
| US18/547,076 US20240150918A1 (en) | 2021-02-22 | 2022-02-22 | Improved Electrochemical Ammonia Synthesis |
| CA3204744A CA3204744A1 (en) | 2021-02-22 | 2022-02-22 | Improved electrochemical ammonia synthesis |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US202163151890P | 2021-02-22 | 2021-02-22 | |
| US63/151,890 | 2021-02-22 | ||
| DKPA202170128 | 2021-03-23 | ||
| DKPA202170128 | 2021-03-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022175548A1 true WO2022175548A1 (en) | 2022-08-25 |
Family
ID=80685491
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/EP2022/054365 WO2022175548A1 (en) | 2021-02-22 | 2022-02-22 | Improved electrochemical ammonia synthesis |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20240150918A1 (en) |
| EP (1) | EP4294963A1 (en) |
| AU (1) | AU2022223350A1 (en) |
| CA (1) | CA3204744A1 (en) |
| WO (1) | WO2022175548A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024052575A2 (en) | 2022-09-09 | 2024-03-14 | Danmarks Tekniske Universitet | Flow cell for electrochemical ammonia synthesis |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20060049063A1 (en) | 2004-09-07 | 2006-03-09 | Murphy Oliver J | Electrochemical synthesis of ammonia |
| WO2012129472A2 (en) | 2011-03-23 | 2012-09-27 | Ceramatec, Inc. | Ammonia synthesis using lithium ion conductive membrane |
| US20190382906A1 (en) * | 2017-02-08 | 2019-12-19 | Siemens Aktiengesellschaft | Pulsed Electrolysis with Reference to the Open Circuit Voltage |
| US20190382904A1 (en) * | 2018-06-15 | 2019-12-19 | Benjamin Joseph Hertzberg | Electrochemical synthesis of ammonia |
-
2022
- 2022-02-22 US US18/547,076 patent/US20240150918A1/en active Pending
- 2022-02-22 AU AU2022223350A patent/AU2022223350A1/en active Pending
- 2022-02-22 WO PCT/EP2022/054365 patent/WO2022175548A1/en active Application Filing
- 2022-02-22 EP EP22709296.2A patent/EP4294963A1/en active Pending
- 2022-02-22 CA CA3204744A patent/CA3204744A1/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20060049063A1 (en) | 2004-09-07 | 2006-03-09 | Murphy Oliver J | Electrochemical synthesis of ammonia |
| WO2012129472A2 (en) | 2011-03-23 | 2012-09-27 | Ceramatec, Inc. | Ammonia synthesis using lithium ion conductive membrane |
| US20190382906A1 (en) * | 2017-02-08 | 2019-12-19 | Siemens Aktiengesellschaft | Pulsed Electrolysis with Reference to the Open Circuit Voltage |
| US20190382904A1 (en) * | 2018-06-15 | 2019-12-19 | Benjamin Joseph Hertzberg | Electrochemical synthesis of ammonia |
Non-Patent Citations (6)
| Title |
|---|
| A. C. NIELANDER ET AL.: "A Versatile Method for Ammonia Detection in a Range of Relevant Electrolytes via Direct Nuclear Magnetic Resonance Techniques", ACS, vol. 9, no. 7, July 2019 (2019-07-01), pages 5797 - 5802 |
| A. TSUNETO ET AL.: "Lithium-mediated electrochemical reduction of high pressure N to NH", JOURNAL OF ELECTROANALYTICAL CHEMISTRY, vol. 367, 1994, pages 183 - 188, XP026533260, DOI: 10.1016/0022-0728(93)03025-K |
| P. L. SEARLE: "The berthelot or indophenol reaction and its use in the analytical chemistry of nitrogen. A review", ANALYST, vol. 109, no. 5, 1984, pages 549, XP055429658, DOI: 10.1039/AN9840900549 |
| S. Z. ANDERSEN ET AL.: "A rigorous electrochemical ammonia synthesis protocol with quantitative isotope measurements", NATURE, vol. 570, no. 7762, 2019, pages 504 - 508, XP036888199, DOI: 10.1038/s41586-019-1260-x |
| TSUNETO A ET AL: "Lithium-mediated electrochemical reduction of high pressure N"2 to NH"3", JOURNAL OF ELECTROANALYTICAL CHEMISTRY AND INTERFACIAL ELECTROCHEMISTRY, ELSEVIER, AMSTERDAM, NL, vol. 367, no. 1-2, 4 March 1994 (1994-03-04), pages 183 - 188, XP026533260, ISSN: 0022-0728, [retrieved on 19940304], DOI: 10.1016/0022-0728(93)03025-K * |
| WANG MENGFAN ET AL: "Over 56.55% Faradaic efficiency of ambient ammonia synthesis enabled by positively shifting the reaction potential", NATURE COMMUNICATIONS, vol. 10, no. 1, 1 December 2019 (2019-12-01), XP055865404, Retrieved from the Internet <URL:https://www.nature.com/articles/s41467-018-08120-x.pdf> DOI: 10.1038/s41467-018-08120-x * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024052575A2 (en) | 2022-09-09 | 2024-03-14 | Danmarks Tekniske Universitet | Flow cell for electrochemical ammonia synthesis |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2022223350A1 (en) | 2023-09-21 |
| EP4294963A1 (en) | 2023-12-27 |
| CA3204744A1 (en) | 2022-08-25 |
| US20240150918A1 (en) | 2024-05-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Hartmann et al. | A comprehensive study on the cell chemistry of the sodium superoxide (NaO 2) battery | |
| EP2789580B1 (en) | Photocatalyst, hydrogen generation device, and energy system containing niobium nitride | |
| Zhang et al. | Zn electrode with a layer of nanoparticles for selective electroreduction of CO 2 to formate in aqueous solutions | |
| Gregory et al. | Conditions for the deposition of CdTe by electrochemical atomic layer epitaxy | |
| AU2017216250B2 (en) | Method and cell for conversion of dinitrogen into ammonia | |
| CN111727170A (en) | Fe-N-C catalyst, preparation method and application thereof | |
| US20230086549A1 (en) | Electrochemical ammonia synthesis | |
| US20240150918A1 (en) | Improved Electrochemical Ammonia Synthesis | |
| Verlato et al. | CO 2 reduction to formic acid at low overpotential on BDD electrodes modified with nanostructured CeO 2 | |
| US8021536B2 (en) | Method and apparatus for achieving maximum yield in the electrolytic preparation of group IV and V hydrides | |
| Moore et al. | Tuning the composition of electrodeposited bimetallic tin–lead catalysts for enhanced activity and durability in carbon dioxide electroreduction to formate | |
| Zhang et al. | Addressing transport issues in non-aqueous Li–air batteries to achieving high electrochemical performance | |
| Jin et al. | Electrochemical nitrogen fixation for green ammonia: recent progress and challenges | |
| US20230272541A1 (en) | A method of continuous electrochemical dinitrogen reduction | |
| KR102128228B1 (en) | Method for ammonia synthesis using lithium super ionic conductor | |
| EP4352281A1 (en) | A method and cell for reducing dinitrogen to ammonia | |
| Alwast | Electrochemical Model Studies on Metal-air and Lithium-ion Batteries | |
| Bi | Impacts of electrolyzer design, operation, and measurement on ammonia electrosynthesis in aqueous and non-aqueous media | |
| WO2022040311A1 (en) | Lithium-mediated electrochemical ammonia synthesis | |
| Shin et al. | Insight into Fluoride Additives to Enhance Ammonia Production from Lithium‐Mediated Electrochemical Nitrogen Reduction Reaction | |
| Lin et al. | Oxide‐Encapsulated Silver Electrocatalysts for Selective and Stable Syngas Production from Reactive Carbon Capture Solutions | |
| CN116888304A (en) | Process for producing carbon monoxide or organic compound | |
| Yan et al. | Bi-Eu Bimetallic Electrocatalysts Enabling Industrial-Scale Electrolysis of Co2 with a~ 100% Faradaic Efficiency |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22709296 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 3204744 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18547076 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022223350 Country of ref document: AU Ref document number: AU2022223350 Country of ref document: AU |
|
| ENP | Entry into the national phase |
Ref document number: 2022223350 Country of ref document: AU Date of ref document: 20220222 Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022709296 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022709296 Country of ref document: EP Effective date: 20230922 |