WO2022113810A1 - ポリアミドマルチフィラメントおよびその製造方法、並びに織編物 - Google Patents
ポリアミドマルチフィラメントおよびその製造方法、並びに織編物 Download PDFInfo
- Publication number
- WO2022113810A1 WO2022113810A1 PCT/JP2021/041990 JP2021041990W WO2022113810A1 WO 2022113810 A1 WO2022113810 A1 WO 2022113810A1 JP 2021041990 W JP2021041990 W JP 2021041990W WO 2022113810 A1 WO2022113810 A1 WO 2022113810A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polyamide
- multifilament
- dtex
- stretching
- polyamide multifilament
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/60—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polyamides
Definitions
- the present invention relates to a polyamide multifilament. More specifically, the present invention relates to a high-strength polyamide multifilament capable of providing a thin fabric knitted fabric having excellent softness, lightness, and durability when the polyamide multifilament of the present invention is used for a woven or knitted fabric.
- Polyamide fiber which is a synthetic fiber, has excellent properties in its unique softness, high strength, color development during dyeing, heat resistance, hygroscopicity, etc., so it is widely used in clothing applications such as innerwear and outdoor jackets. There is.
- Patent Document 1 by increasing the number of stretching rollers and stretching in multiple stages, high-magnification stretching without fluff is possible, and a high-strength polyamide multifilament is obtained.
- this high-strength polyamide multifilament while maintaining high-order passability, product quality, and durability, the transparency of the lace ground yarn makes the pattern look beautiful, providing lace knitting with excellent texture.
- a heating cylinder is installed in the spinning portion to give an advantage in relaxing the orientation of the polymer, and a crystal structure is efficiently constructed by a stretching step of performing low-spinning high-magnification stretching in one-step stretching.
- the present invention solves the above-mentioned problems, and since the fineness of fibers and the fineness of single yarns are increasing with the thinning of woven and knitted fabrics, it has high strength and appropriate elongation, and has fluff and tarmi. It is an object of the present invention to provide a polyamide multifilament in which the above is suppressed. More specifically, the polyamide multifilament of the present invention provides a woven or knitted fabric having a softness and a lightweight feeling, and having excellent high-order passability, product quality, and durability.
- the present invention adopts the following configuration.
- (3) A woven or knitted fabric partially using the polyamide multifilament according to (1) or (2).
- the polyamide multifilament of the present invention provides a polyamide multifilament having high strength, appropriate elongation, and suppressing fluff and tarmi. Furthermore, the polyamide multifilament of the present invention can provide a woven or knitted fabric having a softness and a lightweight feeling, and having excellent high-order passability, product quality, and durability.
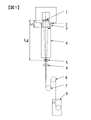
- FIG. 1 Schematic diagram showing an embodiment of a manufacturing apparatus that can be preferably used in the method for manufacturing a polyamide multifilament of the present invention.
- the polyamide constituting the polyamide multifilament of the present invention is a resin composed of a high molecular weight body in which so-called hydrocarbon groups are linked to the main chain via an amide bond, and the polyamide has excellent yarn-making properties and mechanical properties. Therefore, mainly polycaproamide (nylon 6) and polyhexamethylene adipamide (nylon 66) are preferable, and nylon 6 is more preferable because it is difficult to gel and has good yarn-making property.
- “mainly” is 80 mol as the ⁇ -caprolactam unit constituting the polycaprolamide in the case of polycarbonate, and as the hexamethylenediammonium adipate unit constituting the polyhexamethylene adipamide in the polyhexamethylene adipamide. % Or more, more preferably 90 mol% or more.
- the other components are not particularly limited, but are, for example, polydodecanoamide, polyhexamethylene adipamide, polyhexamethylene azelamide, polyhexamethylene sebacamide, polyhexamethylene dodecanoamide, and polymethoxylylen adipa. Examples thereof include units of aminocarboxylic acid, dicarboxylic acid, diamine and the like, which are monomers constituting mid, polyhexamethylene terephthalamide, polyhexamethylene isophthalamide and the like.
- the polyamide does not contain various additives such as a matting agent typified by titanium oxide, but the additive is added as long as the effect is not impaired such as a heat resistant agent. May be contained as needed. Further, the content thereof may be in the range of 0.001 to 0.3% by weight with respect to the polymer, if necessary.
- the polyamide multifilament of the present invention covers all of the total fineness, strength, elongation, and the number of fluff and tarmi per 100,000 m. That is, by reducing the total fineness, softness and lightness can be obtained, but durability is deteriorated. On the other hand, since durability is proportional to total fineness and single yarn fineness, it is necessary to increase the strength in order to satisfy durability at the same time as softness and lightness, in order to maintain high-order passability and product quality. Should be an appropriate elongation. In addition, it is necessary to suppress the generation of fluff and tarmi in order to improve high-order passability and product quality.
- the present inventors have studied diligently, and have excellent fineness, strength, elongation, fluff, etc. to realize a woven or knitted fabric having excellent high-order passability, product quality, product durability, excellent softness, and a lightweight feeling. We found an appropriate area for the number of tarmi.
- the polyamide multifilament of the present invention is characterized in that the total fineness is 56 dtex or less. Within this range, the woven and knitted fabric is excellent in softness and lightness. More preferably, it is 44 dtex or less.
- the polyamide multifilament of the present invention has a strength of 7.0 cN / dtex or more. Within such a range, the durability of the woven and knitted fabric becomes a level that can withstand actual use. Further, the higher the strength, the more preferable, but the upper limit value in the present invention is about 8.0 cN / dtex.
- the polyamide multifilament of the present invention has an elongation of 33 to 50%. Within such a range, yarn breakage in the higher-order processing process is reduced, and higher-order passability and product quality are improved. In particular, it has excellent high-order passability when knitting and weaving at high speed.
- the elongation is less than 33%, yarn breakage in higher-order processing processes such as woven fabric manufacturing process (warping process, weaving process) and knitting manufacturing process (warping process, knitting process) increases and higher passability. Will get worse.
- the dimensional stability of the woven and knitted fabric is reduced, and the product quality is reduced.
- the elongation exceeds 50%, the strength is lowered and the durability (burst strength, tear strength) of the woven or knitted fabric is lowered. More preferably, it is 35 to 45%.
- the polyamide multifilament of the present invention has one or less fluff / tarmi per 100,000 m. If the number is more than one, the fluff and tarmi parts will be caught by the reeds and needles in the weaving and knitting processes, and the thread breakage will increase and the high-order passability will deteriorate. In addition, the tension change caused by the fluff / tarmi part getting caught in the reed or the needle causes the defect of Sujimura and the product quality becomes inferior.
- the polyamide multifilament of the present invention preferably has a dry heat shrinkage rate of 12.0% or less at 180 ° C.
- 180 ° C. is a general temperature applied to a dimensional stabilization set of a woven or knitted fabric using a polyamide multifilament, and the dry heat shrinkage rate at this temperature indicates the degree of filament shrinkage generated in the woven or knitted fabric manufacturing process.
- the temperature By setting the temperature to 0.0% or less, the dimensional stability of the woven and knitted fabric can be obtained, and the defect of sink marks can be suppressed.
- the cross-sectional shape of the polyamide multifilament of the present invention is not particularly limited, and may be, for example, a round cross section, a flat cross section, a lens type cross section, a multi-leaf cross section, a hollow cross section, or any other known irregular cross section.
- the polyamide multifilament of the present invention preferably has 3 or more filaments.
- the upper limit is preferably 144 or less in the case of a total fineness of 56 dtex and 27 or less in the case of a total fineness of 11 dtex.
- the polyamide multifilament of the present invention preferably has a single yarn fineness of 0.4 to 10 dtex.
- the finer the fineness of a single yarn the softer the woven or knitted fabric for clothing, but the more easily pilling occurs due to rubbing or the like, and the durability of the product decreases. Within this range, a woven or knitted fabric having excellent softness and durability can be obtained.
- FIG. 1 shows an embodiment of a manufacturing apparatus by a direct spinning and drawing method preferably used in the method for manufacturing a polyamide multifilament of the present invention.
- the polyamide resin is melted, the polyamide polymer is weighed and transported by a gear pump, and finally extruded from the discharge hole provided in the spinneret 1 to form each filament.
- each filament discharged from the spinneret 1 in this way is surrounded by a gas supply device 2 that blows out steam to suppress aging stains on the spinneret, and around the entire circumference for slow cooling.
- a multi-layered heating cylinder 3 is provided in the cooling device 4, and the yarn is cooled and solidified to room temperature by the cooling device 4. After that, the oil is applied by the lubrication device 5, and each filament is focused to form a multifilament, entangled by the fluid entanglement nozzle device 6, passes through the take-up roller 7 and the draw roller 8, and at that time, the take-up roller 7 and the draw roller 8 are used. Stretching according to the ratio of peripheral speeds. Further, the yarn is heat-treated by heating the drawing roller 8 and wound by the winding device 9.
- the sulfuric acid relative viscosity of the polyamide polymer used for melt spinning is 2.5 to 4.0, and the melting temperature of melt spinning is higher than 20 ° C and 85 ° C with respect to the melting point of polyamide.
- the temperature of the gas supply device and the heating cylinder should be 250 ° C. or higher, and the polyamide polymer discharged from the discharge hole under the mouthpiece should be slowly cooled to start cooling.
- the LS is 100 to 180 mm, convergence is imparted by spraying pressure air, the pre-stretching entanglement degree (CF value) is 20 to 50, the take-up roller speed is 700 to 1500 m / min, and the stretching ratio is 3.0 to 3.
- the temperature of the stretching roller is set to 35 ° C lower or higher and 15 ° C lower than the polymer melting point, and the stretching roller and filament are heated.
- it can be preferably manufactured by setting the tension (winding tension) between the drawing roller and the winding device to 0.15 to 0.20 cN / dtex.
- the relative sulfuric acid viscosity of the polyamide resin is preferably 2.5 to 4.0. Within this range, a high-strength polyamide multifilament can be obtained.
- a heating cylinder 3 is provided on the upper part of the cooling device 4 so as to surround each filament all around.
- the orientation of the polyamide polymer discharged from the spinneret 1 can be relaxed.
- High-strength multifilament can be obtained by relaxing the orientation by slow cooling from the base surface to cooling. If the heating cylinder is not installed, it is difficult to obtain fibers that satisfy the strength because the orientation is not sufficiently relaxed by slow cooling from the base surface to cooling.
- the cooling device 4 is a cooling device that blows cooling rectified air from a certain direction, an annular cooling device that blows cooling rectified air from the outer peripheral side toward the center side, or an annular cooling device that blows cooling rectified air from the center side to the outer periphery. It can be manufactured by any method such as an annular cooling device that blows cooling rectified air toward the air.
- the vertical distance LS (cooling start distance LS) from the lower surface of the spinneret to the upper end of the cooling air blowing portion of the cooling device 4 is preferably in the range of 100 to 180 mm.
- the cooling start distance LS By lengthening the cooling start distance LS by 100 mm or more, fiber that promotes orientation relaxation and satisfies the strength can be obtained, and by shortening it by 180 mm or less, yarn sway can be suppressed and productivity can be ensured. More preferably, 110 to 170 mm is more preferable.
- the convergence of the traveling multifilament before the take-up roller 7 is enhanced.
- the filament separation property from the stretching roller 8 of the traveling multifilament is improved, and not only fluff and tarmi are suppressed, but also the filament is formed. It is possible to prevent the yarn from being broken by being taken by the stretching roller. In particular, as the total fineness becomes finer, it is necessary to lower the appropriate tension, so that the filament is easily taken by the stretching roller 8 and fluff and tarmi are easily generated.
- entanglement is applied by the fluid entanglement nozzle device 6 in front of the take-up roller 7, and the degree of entanglement (CF value) before stretching is controlled to 20 to 50.
- the entanglement degree referred to here is an automatic entanglement degree tester (manufactured by Rothschild) having the same performance as the method described in JIS L1013 for a sample obtained by winding a traveling multifilament around a take-up roller 7 and collecting the multifilament. Measured using ENTANGLEMENT TESTERR-2040).
- the measurement speed was 2.5 m / min
- the trip tension level was 1.2 cN / dtex
- the thread length was 20 mm until the next needle stick after the trip
- the number of repeated measurements was 50
- the samples were continuously measured.
- the opening length (mm) from the needle stick to the thread to the trip tension level (1.2 cN / dtex) and tripping was measured, and 50,000 (mm) was measured in 50 trips.
- the value divided by the total fiber length (mm) was taken as the degree of entanglement (the number of entanglements per 1 m).
- the design of the fluid entanglement nozzle device and the method of controlling the ejection pressure of the fluid in the fluid entanglement nozzle device are useful.
- the degree of entanglement can be controlled to 20 to 50.
- the degree of entanglement is adjusted to 20 or more, the convergence is improved, the filament separation property from the stretching roller is improved, fluff and tarmi are suppressed, and the number of fluff and tarmi per 100,000 m is 1 or less.
- the filament is taken by the drawing roller to suppress yarn breakage.
- the damage caused by the entangled compressed air is reduced, and in particular, the finer the total fineness and the finer the single yarn fineness, the greater the damage to the filament, so that the decrease in strength is suppressed. Achieves an intensity of 7.0 cN / dtex. In addition, it suppresses yarn breakage due to damage to the filament caused by compressed air pressure. More preferably, it is 30 to 45.
- the stretching is preferably one-step stretching.
- the elongation is 33 to 50%, it can be appropriately adjusted by the draw ratio, but the fineness and the fineness of the single yarn are increasing, and by one-step stretching, the traveling multifilament has a drawing roller and low tension. Suppresses rubbing underneath to prevent damage to the filament and prevent a decrease in strength.
- the appropriate stretching ratio in one-step stretching is 3. It is preferably 0 to 3.5 times. When it is 3.0 times or more, high strength can be obtained, and when it is 3.5 times or less, an appropriate elongation can be obtained, and a polyamide multifilament in which fluff and tarmi are suppressed can be obtained. It is preferably 3.1 to 3.4 times.
- the heat setting treatment is performed by bringing the yarn into contact with the heated body after stretching.
- a method in which a heating heater is provided inside the drawing roller and the yarn gripped (contacted) by the drawing roller is heat-set is preferably used.
- the heat setting temperature is preferably 35 ° C. lower than the melting point of the polyamide resin and 15 ° C. lower than the melting point of the polyamide resin.
- the melting point of the polyamide resin used in the polyamide multifilament of the present invention is 225 ° C, 190 ° C ⁇ heat setting temperature ⁇ 210 ° C.
- the fiber crystal structure is sufficiently fixed, and a strength of 7.0 cN / dtex and a dry heat shrinkage rate of 180 ° C of 12.0% or less are achieved. In addition, it suppresses the winding tightness in which the multifilament shrinks after winding, and prevents the product drum from being unable to be removed from the winding roller.
- the winding tension between the drawing roller 8 and the winding device 9 is 0.15 cN / dtex or more.
- a method of controlling the tension between the stretching roller 8 and the winding device 9 within the applied range a method of controlling the peripheral speed ratio of the stretching roller 8 and the winding roller (not shown) in the winding device is useful. .. Although it depends on the total fineness and the stretching ratio, the stretching roller peripheral speed / winding roller peripheral speed can be adjusted to a tension in the range of 1.02 to 1.08.
- the take-up tension of the traveling multifilament from the drawing roller 8 is ensured, fluff and tarmi are less likely to occur, and the number of fluff and tarmi per 100,000 m is 1. It will be less than one.
- the upper limit of the take-up tension of the present invention is 0.20 cN / dtex, and when this value is exceeded, the strain stress of the polymer remains, and the multifilament shrinks on the take-up roller.
- the product drum cannot be removed from the take-up roller, which may make production impossible.
- the finer the total fineness the easier it is for the filament to be taken by the drawing roller 8, the worse the yarn separation property, and the more likely it is that fluff and tarmi are generated. Therefore, it is important to control this range.
- the polyamide multifilament of the present invention can be knitted, woven and woven by a commonly used method.
- Knitted fabrics include tricot fabrics, Russell fabrics, which are warp knitted fabrics, and single circular knitted fabrics, double circular knitted fabrics, molded circular knitted fabrics, which are circular knitted fabrics, or molded flat knitted fabrics, which are flat knitted fabrics. It may be any of.
- the knitting organization includes a half organization of warp knitted fabric, a back half organization, a quinz code organization, a satin organization, a satin net organization, a power net organization, a triconet organization, other change organizations, etc. It can be used without particular limitation, such as a Tenjiku reversible structure, a milling structure, an interlock structure, a reversible structure, and other changing structures.
- a general woven fabric such as a plain weave, a twill weave, a satin weave, a entwined structure such as a gauze or a roast, a dobby structure, and a jacquard structure can be appropriately selected.
- the polyamide multifilament of the present invention is used as raw silk for woven and knitted fabrics. Further, the dyeing after the fabric is formed, the subsequent post-processing, and the final set conditions may be performed according to a known method, and the use of acid dyes and reactive dyes as dyes and, of course, the colors are not limited.
- the polyamide multifilament of the present invention can be used for women's underwear slips, camisole, petticoat, shorts, tights, underpants, T-shirts, U-neck shirts, round neck shirts, body suits, etc. Gardle etc.
- it can be used for gloves, supporters, sweat bands, linings, and the like.
- the obtained fiber sample is rewound at a speed of 500 m / min, and a laser fluff detector is installed at a location 2 mm away from the thread being rewound, and the total number of detected defects is the number per 100,000 m. Converted to and displayed.
- the yarn is continuously dry-heat-treated at the dry-heat-treated portion between the yarn-feeding roller and the yarn-drawing roller, and the shrinkage rate due to heat is continuously measured.
- the measurement was performed at a yarn feeding speed of 10 m / min and a heater temperature of 180 ° C. for 3 minutes, and the average value was taken as the dry heat shrinkage rate (%).
- the target sample is a sample collected by winding a traveling multifilament around a take-up roller 7.
- an automatic entanglement tester (ENTANGLEMENT TESTERR-2040 manufactured by Rothschild) having the same performance as the method described in JIS L1013, trip from the needle stick portion to the measurement thread to the measurement thread under the following setting conditions.
- the opening length (mm) from reaching the tension level to tripping is measured and calculated.
- Measurement speed 2.5 m / min
- Number of repeated measurements: 50 times CF value total spread length / 50,000.
- (B) Durability The burst strength was measured and used as an index of durability.
- the burst strength was measured by measuring the knitted fabric according to the JIS L1096 (2010) A method and the Murren method. The measurement was performed 3 times, and the average value was evaluated on a 4-point scale according to the following criteria. S: 300 kPa or more and A: 280 kPa or more and less than 300 kPa B: 260 kPa or more and less than 280 kPa C: less than 260 kPa S and A were considered to have passed the durability.
- Example 1 Manufacturing of polyamide multifilament
- nylon 6 chips having a relative sulfuric acid viscosity ( ⁇ r) of 3.3 and a melting point of 225 ° C. were dried by a conventional method so that the water content was 0.03% by mass or less.
- the obtained nylon 6 chips were melted at a spinning temperature (melting temperature) of 298 ° C. and discharged from a spinneret (discharge amount: 41.68 g / min).
- a spinneret As the spinneret, a spinneret having 20 holes, a round shape, a hole diameter of ⁇ 0.25, and 4 yarns / mouthpiece was used.
- the yarn After being discharged from the spinneret, the yarn is cooled and solidified to room temperature by passing it through a cooling device for cold air at 18 ° C. , Take-up roller (1st goded roll: 1GD) speed 1000m / min, through a stretching roller heated to 195 ° C. (2nd goded roll: 2GD), stretched at a stretching ratio of 3.3 times to a winding speed of 3200m / min. , The winding tension was 0.18 cN / dtex to obtain 33 dtex, 5-filament nylon 6 multifilament. The results of evaluation of the obtained nylon 6 multifilament are shown in Table 1.
- the obtained multifilament was warped by 576 lines and wound around a beam, and the yarn wound around the beam was aged to prepare warp yarns. Subsequently, the multifilament obtained by a 28G Russell knitting machine was knitted with a power net structure at a mixing ratio of 77% of the obtained multifilament and 23% of polyurethane of 140d. Next, the raw machine was refined, dyed, and finished and set at 180 ° C. to obtain an inner Russell knit. Table 1 shows the results of evaluation of the obtained knitted fabric.
- Examples 2 and 3 [Comparative Examples 1 and 2] A 33dtex, 5-filament nylon 6 multifilament was obtained in the same manner as in Example 1 except that the degree of entanglement before stretching was changed as shown in Tables 1 and 2 by adjusting the compressed air pressure. The evaluation results are shown in Tables 1 and 2.
- Example 4 A 33 dtex, 5-filament nylon 6 multifilament was obtained by the same method as in Example 1 except that the discharge rate was changed to 37.26 g / min, the draw ratio was changed to 3.0 times, and the take-up speed was changed to 2950 m / min. .. The evaluation results are shown in Table 1.
- Example 5 A 33dtex, 5-filament nylon 6 multifilament was obtained by the same method as in Example 1 except that the discharge rate was changed to 42.32 g / min, the draw ratio was changed to 3.5 times, and the take-up speed was changed to 3350 m / min. .. The evaluation results are shown in Table 1.
- Example 3 A 33dtex, 5-filament nylon 6 multifilament was obtained by the same method as in Example 1 except that the discharge rate was changed to 36.25 g / min, the draw ratio was changed to 2.9 times, and the take-up speed was changed to 2870 m / min. .. The evaluation results are shown in Table 2.
- Example 6 A 33 dtex, 5-filament nylon 6 multifilament was obtained in the same manner as in Example 1 except that the take-up speed was set to 3180 m / min and the take-up tension was changed to 0.15 cN / dtex. The evaluation results are shown in Table 1.
- Example 7 A 33 dtex, 5-filament nylon 6 multifilament was obtained by the same method as in Example 1 except that the take-up speed was set to 3220 m / min and the take-up tension was changed to 0.20 cN / dtex. The evaluation results are shown in Table 1.
- Example 8 and 9 [Comparative Examples 6 and 7] A 33dtex, 5-filament nylon 6 multifilament was obtained in the same manner as in Example 1 except that the temperature of the stretching roller was changed as shown in Table 1. The evaluation results are shown in Tables 1 and 2.
- Example 10 Discharge rate is 49.84 g / min, number of holes is 72, round shape, hole diameter ⁇ 0.25, 3 threads / mouthpiece is used, draw ratio is 3.3 times, draw roller temperature is 200 ° C, winding speed. Nylon 6 multifilaments of 56 dtex and 24 filaments were obtained by the same method as in Example 1 except that the winding tension was changed to 0.16 g / dtex at 3100 m / min. The evaluation results are shown in Table 1.
- Example 11 A discharge rate of 19.20 g / min, a hole number of 48, a round shape, a hole diameter of ⁇ 0.20, 6 threads / mouthpiece, a draw ratio of 3.2 times, a take-up speed of 3040 m / min, and a take-up tension.
- a nylon 6 multifilament of 11 dtex and 8 filaments was obtained in the same manner as in Example 1 except that the value was changed to 0.2 cN / dtex. The evaluation results are shown in Table 3.
- the obtained multifilament was warped with 1000 threads and wound around a beam, and the yarn wound around the beam was glued and dried to prepare warp yarns. Subsequently, the woven fabric was woven by passing it through a water jet loom and driving the obtained multifilament into a warp and weft. The woven fabric was refined, heat-set (intermediate set) at 180 ° C, dyed, and calendar-processed at 180 ° C to obtain a woven fabric for an outdoor jacket. Table 3 shows the evaluation results of the obtained woven fabric.
- Example 9 Nylon 6 multifilaments of 11 dtex and 8 filaments were obtained by the same method as in Example 11 except that the take-up speed was set to 3160 m / min and the take-up tension was changed to 0.13 g / dtex. The evaluation results are shown in Table 3.
- Example 10 Nylon 6 multifilaments of 11 dtex and 8 filaments were obtained in the same manner as in Example 11 except that the temperature of the stretching roller was changed to 180 ° C. The evaluation results are shown in Table 3.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Knitting Of Fabric (AREA)
- Artificial Filaments (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202180062182.3A CN116096948A (zh) | 2020-11-30 | 2021-11-16 | 聚酰胺复丝及其制造方法和编织物 |
| JP2021572589A JPWO2022113810A1 (https=) | 2020-11-30 | 2021-11-16 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020197984 | 2020-11-30 | ||
| JP2020-197984 | 2020-11-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022113810A1 true WO2022113810A1 (ja) | 2022-06-02 |
Family
ID=81755966
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/041990 Ceased WO2022113810A1 (ja) | 2020-11-30 | 2021-11-16 | ポリアミドマルチフィラメントおよびその製造方法、並びに織編物 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JPWO2022113810A1 (https=) |
| CN (1) | CN116096948A (https=) |
| TW (1) | TW202237916A (https=) |
| WO (1) | WO2022113810A1 (https=) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60128166A (ja) * | 1983-12-08 | 1985-07-09 | Toray Ind Inc | ポリアミド繊維の製造方法 |
| WO2018021011A1 (ja) * | 2016-07-26 | 2018-02-01 | 東レ株式会社 | ポリアミドマルチフィラメントおよびそれを用いたレース編物、ストッキング |
| WO2019146600A1 (ja) * | 2018-01-25 | 2019-08-01 | 東レ株式会社 | ポリアミドマルチフィラメントおよびそれを用いたレース編物 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20120114275A (ko) * | 2009-11-26 | 2012-10-16 | 데이진 가부시키가이샤 | 복합 재료 |
| JP6699381B2 (ja) * | 2016-06-14 | 2020-05-27 | 東レ株式会社 | ポリアミドマルチフィラメント、その製造方法、エアバッグ用基布およびエアバッグ |
| JP2020147858A (ja) * | 2019-03-11 | 2020-09-17 | ユニチカトレーディング株式会社 | ポリアミド複合糸、織編物、ポリアミド複合糸の製造方法、及び積層生地 |
-
2021
- 2021-11-16 JP JP2021572589A patent/JPWO2022113810A1/ja active Pending
- 2021-11-16 CN CN202180062182.3A patent/CN116096948A/zh active Pending
- 2021-11-16 WO PCT/JP2021/041990 patent/WO2022113810A1/ja not_active Ceased
- 2021-11-24 TW TW110143711A patent/TW202237916A/zh unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60128166A (ja) * | 1983-12-08 | 1985-07-09 | Toray Ind Inc | ポリアミド繊維の製造方法 |
| WO2018021011A1 (ja) * | 2016-07-26 | 2018-02-01 | 東レ株式会社 | ポリアミドマルチフィラメントおよびそれを用いたレース編物、ストッキング |
| WO2019146600A1 (ja) * | 2018-01-25 | 2019-08-01 | 東レ株式会社 | ポリアミドマルチフィラメントおよびそれを用いたレース編物 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2022113810A1 (https=) | 2022-06-02 |
| CN116096948A (zh) | 2023-05-09 |
| TW202237916A (zh) | 2022-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5983899B1 (ja) | 極細高強力ポリアミドマルチフィラメントおよびそれを用いたカバリング糸、ストッキング、織物 | |
| JP4523938B2 (ja) | 複合弾性糸のエアジェット製造方法 | |
| JP6687035B2 (ja) | ポリアミドマルチフィラメントおよびそれを用いたレース編物、ストッキング | |
| JP6879362B2 (ja) | ポリアミドマルチフィラメントおよびそれを用いたレース編物 | |
| US20150159303A1 (en) | Core-Sheath Conjugated Fiber | |
| JP6806047B2 (ja) | 高温染色可能なポリアミド繊維 | |
| JP7363766B2 (ja) | ポリアミドマルチフィラメントおよびカバリング弾性糸 | |
| WO2022113810A1 (ja) | ポリアミドマルチフィラメントおよびその製造方法、並びに織編物 | |
| TW202338176A (zh) | 複合假撚加工紗、編織/針織物及衣服 | |
| TW202332816A (zh) | 紡織品及使用其的衣料 | |
| TW202503134A (zh) | 聚醯胺複絲和編織物 | |
| JP2021085122A (ja) | ポリアミド繊維、およびそれを用いたレース、編織物 | |
| HK40031563A (en) | Polyamide multifilament and knitted lace manufactured using same | |
| HK40004650A (zh) | 聚酰胺复丝和使用它的花边针织物、长筒袜 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2021572589 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21897784 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21897784 Country of ref document: EP Kind code of ref document: A1 |