WO2021246270A1 - ポリアミドモノフィラメント - Google Patents
ポリアミドモノフィラメント Download PDFInfo
- Publication number
- WO2021246270A1 WO2021246270A1 PCT/JP2021/020116 JP2021020116W WO2021246270A1 WO 2021246270 A1 WO2021246270 A1 WO 2021246270A1 JP 2021020116 W JP2021020116 W JP 2021020116W WO 2021246270 A1 WO2021246270 A1 WO 2021246270A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber diameter
- less
- hole
- diameter
- fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/60—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polyamides
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D1/00—Treatment of filament-forming or like material
- D01D1/06—Feeding liquid to the spinning head
- D01D1/09—Control of pressure, temperature or feeding rate
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D1/00—Treatment of filament-forming or like material
- D01D1/10—Filtering or de-aerating the spinning solution or melt
- D01D1/106—Filtering
Definitions
- the present invention relates to a polyamide monofilament. More specifically, the present invention relates to a polyamide monofilament suitable for obtaining a filter having excellent filtration performance such as an automobile filter, a medical filter, and an acoustic filter. In particular, the present invention provides a polyamide monofilament having excellent mesh opening uniformity, suitable for obtaining a filter having good filtration performance, having few knots and fine threads, and having excellent fiber diameter uniformity.
- Polyamide fiber is widely used for clothing and industrial materials because it has excellent mechanical properties, chemical resistance, and heat resistance. In industrial materials, it is widely used for filters using monofilament woven fabrics (screen gauze woven fabrics), and has a wide range of applications such as automobile filters, medical filters, and acoustic filters.
- Patent Document 1 a gelled polymer is mixed in the yarn as a factor of knotting, and this portion is not sufficiently stretched.
- the spinning pack is configured by providing a sintered filter made of short metal fibers and gelling. Techniques for sufficiently dispersing the compound have been reported.
- the core-sheath structure has a small number of nodes and a small number of nodes, including fine nodes that have become apparent, as opposed to the fineness of a monofilament having high strength, high modulus, and uniform fiber diameter in the longitudinal direction. Techniques for obtaining polyester monofilaments have been reported.
- the discharge hole 1 is formed by connecting the inflow hole 2, the measuring hole 3 having a cross-sectional area smaller than that of the inflow hole 2, and the relaxation hole 4 having a cross-sectional area larger than that of the measuring hole 3 in order.
- a melt-spinning die that can extend the cleaning cycle of the spinnery surface by high-speed spinning by using a spinneret, and a melt-spinning method using the same have been reported.
- the accumulation of dirt on the base surface can be further reduced and the discharge fluctuation can be reduced, so that the production of filaments with less yarn spots can be expected.
- Patent Document 1 Although it is effective as a technique for suppressing knotting, there is no mention of fine yarn, and it is insufficient as a technique for solving fine yarn.
- the methods for evaluating the quality of abnormal fineness have been the capture rate of the number of nodes by a slab catcher and the evaluation of fineness spots in the longitudinal direction (averaged) by a Wooster tester. There was a possibility that it would be a complaint. Further, in this conventional technique, there is a problem that fineness spots in the longitudinal direction are likely to occur due to destabilization of ejection of the mouthpiece.
- Patent Document 2 in the polyester monofilament yarn having a core-sheath structure, a monofilament having less knotting yarn can be obtained, but in the production of the polyamide monofilament, the polyamide itself is easily thermally deteriorated and thermally decomposed, which causes knotting.
- This conventional technique is not sufficient for suppressing knotting and fine yarn of polyamide monofilament because it is easy to make a thermally deteriorated polymer and sublimates of low molecular weight materials (monomers, oligomers, etc.) are likely to be generated in comparison with polyester. be.
- the upper limit of the diameter of the relaxation hole is as low as 0.75 mm, and the dirt accumulation density per unit circumference is high, so that there is a problem that knotting is likely to occur.
- the present invention is a polyamide monofilament for high-quality filters, which has uniform fineness spots and suppresses knots.
- the presence of knots leads to thread breakage and scum during warping and weaving.
- a monofilament having knots is woven, since the knots have a large diameter with respect to the fiber diameter, clogging occurs in a portion adjacent to the knots when the knots are formed, and the quality of the woven fabric is significantly deteriorated.
- the presence of fine yarns smaller than the normal fiber diameter has become apparent as the quality of filters has improved.
- the presence of fine yarns widens the opening of the fabric, allowing foreign matter to pass through and lead to poor filtration, so suppression of fine yarns is extremely important.
- the present invention provides a polyamide monofilament having excellent openness uniformity of a gauze fabric, few knots and fine threads suitable for obtaining a filter having good filtration performance, and excellent fiber diameter uniformity.
- the present invention adopts the following configuration.
- Fine yarn having a fiber diameter of 135% or more with respect to the fiber diameter of 200,000 m in the fiber longitudinal direction is one or less, and the fiber diameter is 80% or less with respect to the fiber diameter.
- a polyamide monofilament having excellent mesh opening uniformity of a gauze fabric suitable for obtaining a filter having good filtration performance, few knots and fine threads, and excellent fiber diameter uniformity.
- the node in the present invention is a knob-shaped local fiber diameter abnormality existing in the fiber longitudinal direction, and means a thick fiber diameter of 120% or more with respect to the standard fiber diameter.
- the fine thread means a fine fiber diameter of 90% or less with respect to the standard fiber diameter.
- Knots and fine threads are measured with an optical external shape detection device (PSD-200 manufactured by Sensotropic) at a traveling speed of 800 m / min, a thread length interval of 0.07 mm, and a thread length of 200,000 m.
- PSD-200 manufactured by Sensotropic
- the polyamide monofilament of the present invention has one or less nodes having a fiber diameter of 135% or more with respect to the fiber diameter, which exists in the fiber longitudinal direction of 200,000 m, and has a fiber diameter of 80% or less with respect to the fiber diameter.
- a filter having good uniformity of monofilament, excellent uniformity of opening of the gauze fabric, and good filtration performance can be obtained. If there is more than one knot with a fiber diameter of 135% or more of the fiber diameter, opening or clogging will occur in the portion adjacent to the knot when the fabric is made of gauze, and the uniformity of opening will decrease. ..
- the polyamide monofilament of the present invention has 10 or less nodes having a fiber diameter of 120% or more and less than 135% with respect to the fiber diameter, existing in 200,000 m in the fiber longitudinal direction, and has more than 80% and 90% with respect to the fiber diameter. It is preferable that the number of fine yarns having a fiber diameter of% or less is 10 or less. By setting the number of knots having a fiber diameter of 120% or more and less than 135% with respect to the fiber diameter to 10 or less, it is possible to suppress the defect of clogging of the gauze fabric, and the uniformity of the opening of the gauze fabric is further improved. However, it is possible to improve the filtration performance of the filter.
- the number of fine yarns having a fiber diameter of more than 80% and 90% or less with respect to the fiber diameter is 10 or less, it is possible to suppress the defect of opening the gauze fabric, and similarly, the opening of the gauze fabric.
- the uniformity is further improved, and the filtration performance of the filter can be improved.
- the number of fine threads having a fiber diameter is 5 or less.
- the polyamide monofilament of the present invention preferably has a CV% of fiber diameter of 1.0% or less when measured at 200,000 m in the fiber longitudinal direction.
- the CV% of the fiber diameter can be calculated by the percentage obtained by dividing the standard deviation of the fiber diameter by the average value of the fiber diameter, and indicates the degree of fineness unevenness in the longitudinal direction. The lower the value, the better the uniformity of the fiber diameter. Is shown.
- a monofilament having no fineness unevenness in the fiber longitudinal direction and having excellent fiber diameter uniformity can be obtained.
- a filter having excellent opening uniformity of the gauze fabric and good filtration performance can be obtained.
- a more preferable CV% of the fiber diameter is 0.8% or less.
- the minimum value of the strong elongation product when measured 50 times continuously is 90% or more and 100% or less of the average value. If there are knots or fine threads, the points become break points and tend to become weak threads, which tends to locally reduce the durability of the gauze fabric. When it is 90% or more, the durability of the gauze fabric and the durability of the filter are improved.
- the polyamide monofilament of the present invention preferably has a fineness of 6 to 50 dtex for high mesh filter applications. More preferably, it is 8 to 47 dtex. In particular, for high-definition high-mesh filter applications, the fineness is preferably 6 to 13 dtex. Further, as will be described later, in the production of the polyamide monofilament of the present invention, by setting the value to 50 dtex or less, it is possible to obtain a polyamide monofilament having excellent filtration performance without knots or fine threads by suppressing cooling spots even in a cooling facility by air cooling. You can. Further, by setting the value to 6 dtex or more, it is possible to obtain a polyamide monofilament having excellent filtration performance without knots or fine threads by suppressing discharge fluctuations.
- the polyamide monofilament of the present invention preferably has a strength of 4.0 cN / dtex or more and an elongation of 30 to 60%. Within such a range, the durability of the gauze fabric can be guaranteed.
- the manufacturing method for obtaining the polyamide monofilament of the present invention is shown below.
- the polyamide referred to in the present invention is a high-molecular-weight body in which a so-called hydrocarbon group is linked to the main chain via an amide bond, and is preferably polycapro because of its excellent dyeability, wash fastness, and mechanical properties. It is a polyamide composed of an amide or a polyhexamethylene adipamide.
- the term "mainly” as used herein is a polyamide containing mainly ⁇ -caprolactam units constituting the polycaprolamide and mainly containing the polyhexamethylenediaminediammonium adipade unit, and these units are contained in an amount of 80 mol% or more. It is preferable to use 90 mol% or more.
- the other components are not particularly limited, but are, for example, polydodecanoamide, polyhexamethylene azelamide, polyhexamethylene sebacamide, polyhexamethylene dodecanomid, polymethoxylen adipamide, and polyhexamethylene terephthalamide. , Aminocarboxylic acid, dicarboxylic acid and other units which are monomers constituting polyhexamethylene isophthalamide and the like.
- the degree of polymerization of the polyamide may be appropriately selected from the range common sense for producing industrial fibers, but is preferably in the range of 2.0 to 3.3 with a relative viscosity of 98% sulfuric acid, and more preferably 2.
- the range of 4 to 3.3 is preferable. Within such a range, it becomes possible to obtain a polyamide monofilament having the strength required for a gauze fabric with good silk-reeling properties.
- the moisture content of the polyamide resin chip used for spinning it is preferable to adjust the moisture content of the polyamide resin chip used for spinning to 0.11 to 0.15% by drying or the like. Within this range, it becomes possible to suppress the knots and fine threads of the polyamide monofilament.
- the water content referred to here is a value measured by putting a polyamide resin chip sample into a trace moisture meter, vaporizing the moisture at 230 ° C. for 30 minutes, and reading the moisture value.
- the melt spinning temperature of the polyamide resin chip is preferably a temperature exceeding the melting point of the polyamide resin, that is, melting at a melting point of plus 20 to 40 ° C. Within this range, it becomes possible to suppress the knots and fine threads of the polyamide monofilament.
- the basic production process may be a known technique, for example, a method of continuously performing a spinning-drawing step (direct spinning and drawing method), or once winding an undrawn yarn. It is obtained by a method of stretching later (two-step method).
- the polyamide resin chips melted by the extruder are applied to the melt spinning pack 10, and the spun yarns are discharged from the spinning spouts 11 having round holes in which two discharge holes are arranged in a circumferential shape.
- the yarns are cooled by a uniflow type chimney 12 that is blown from one direction, the yarns are divided into yarns one by one, a spinning oil is applied by a refueling guide 13, and then the yarns are picked up by a first gode roller 14. It is stretched between the second god roller 15 and the third god roller 16, heat-treated by the third and fourth god rollers (16, 17), and wound by the winding device 18.
- the melt spinning pack used in the production of the polyamide monofilament of the present invention is a melt spinning pack in which at least a spinneret, a pressure plate, a metal wire filter, and a sand filter medium layer or a rectifying plate are arranged, and is a metal wire filter and a sand filter medium layer or.
- the melt-spun pack described in Patent Document 1 provided with a sintered filter made of short metal fibers having a substantially polygonal cross section between the rectifying plate and the rectifying plate is used.
- the filtration accuracy of the metal wire filter, sand filter medium layer or rectifying plate constituting the molten spinning pack is improved, and the metal short fibers having a substantially polygonal shape are used to make the metal short fibers mutual. This is because entanglement occurs and the filterability and dispersibility are further improved.
- the substantially polygonal shape is preferably a shape having an acute-angled cross-sectional shape. This is because the heat-denatured gelled polymer can be finely dispersed by colliding with the acute-angled portion of the cross section, and the heat-denatured gelled polymer can be further subdivided by forming the acute-angled cross-sectional shape. be.
- the spinneret used in the production of the polyamide monofilament of the present invention is formed by connecting a polymer inflow hole, a measuring hole having a cross-sectional area smaller than the inflow hole, and a relaxation hole having a cross-sectional area larger than the measuring hole in order. Use the existing melt spinning mouthpiece.
- low molecular weight polymers (monomers, oligomers, etc.) discharged from the spinneret sublimate and accumulate as dirt around the polymer discharge holes over time.
- a mold release material such as silicone is applied to the polymer discharge side surface of the melt spinning spout in order to improve the mold release property of the polymer.
- dirt accumulation around the polymer discharge hole and polymer release are performed. Due to the deterioration of the performance, the ejection state of the polymer from the spinneret becomes unstable, yarn spots in the yarn longitudinal direction occur, knots and fine yarns are generated, and further, yarn breakage is induced.
- Patent Document 3 Japanese Unexamined Patent Publication No. 9-268417
- the ratio (D2 / D1) of the measuring hole diameter (D1) to the relaxation hole diameter (D2) is 1.75 to 2.5
- the relaxation hole diameter (D2) Is 0.40 to 0.75 mm, and it is clearly stated that a molten spinneret for high-speed spinning that can be taken up at a high speed of 2000 m / min or more, which can extend the cleaning cycle of the mouthpiece surface by suppressing fineness spots by stabilizing discharge and reducing yarn breakage, is provided. is doing.
- FIG. 1 shows an example of a discharge hole provided in the spinneret used in the present invention.
- the discharge hole 1 is formed so that the inflow hole 2, the measuring hole 3, and the relaxation hole 4 are continuous in this order along the flow direction of the molten polymer.
- the measuring hole 3 has a smaller cross-sectional area than the inflow hole 2 and measures the molten polymer that has flowed in from the inflow hole 2.
- the relaxation hole 4 following the measurement hole 3 reduces the accumulation density of dirt per unit circumference around the polymer discharge hole by expanding the cross-sectional area as compared with the measurement hole 3, and also has the effect of reducing the ballast by relaxing the pressure of the molten polymer. Can be demonstrated.
- the back pressure of the discharge hole tends to decrease by making the relaxation hole diameter (D2) larger than the measuring hole diameter (D1) as described above. It is necessary to reduce the measuring hole diameter (D1) as much as the back pressure decrease. On the other hand, if the measuring hole diameter (D1) is small, it is difficult to uniformly fill the entire discharge hole with the molten polymer, and the discharge becomes unstable.
- the measuring hole diameter (D1) is preferably designed so that the ratio (L1 / D1) to the measuring hole length (L1) is 2.0 to 3.5.
- the ratio (D2 / D1) of the measuring hole diameter (D1) to the relaxation hole diameter (D2) is preferably 2.6 to 4.0.
- the molten polymer has a large cross-sectional area in the relaxation hole having a diameter larger than that of the measuring hole, so that the pressure of the molten polymer squeezed by the measuring hole is relaxed and the dirt around the discharge hole is removed. It is possible to suppress thread picking and reduce discharge fluctuations. In addition, it reduces the shear rate and stress of the molten polymer, suppresses the generation of frictional heat, and suppresses stains.
- the peripheral length is larger than the polymer discharge amount due to the larger relaxation hole diameter, the accumulation density of dirt per unit peripheral length can be reduced. Therefore, a polyamide monofilament having stable ejection of the molten polymer and good fiber diameter uniformity can be obtained. More preferably, it is 3.0 to 3.7.
- the relaxation hole diameter (D2) is 0.8 to 1.4 mm.
- the relaxation hole diameter (D2) is 1.4 mm or more, it is difficult to uniformly fill the entire discharge hole (particularly in the relaxation hole), the discharge state is liable to fluctuate, and only knots and fine threads are generated. There are also many spinning yarn breaks. More preferably, it is 1.0 to 1.2 mm.
- the spinning speed is 300 to 1000 m / min, preferably 300 to 600 m / min in the case of two steps, and 300 to 800 m / min in the case of one step. Within this range, a polyamide monofilament having few knots and fine threads and excellent fiber diameter uniformity can be obtained.
- A. Number of knots and fine threads (1) Place one package on the creel. (2) The thread is unwound at a speed of 800 m / min and passed through an optical inspection device (PSD-200 manufactured by Sensotropic). (3) The fiber diameter is measured at intervals of 0.07 m in yarn length. The measurement is carried out for 250 minutes. (4) A node having a fiber diameter of 135% or more with respect to the fiber diameter One node was set for each measured value in which the fiber diameter was increased by 35% or more (fiber diameter of 135% or more) with respect to the standard fiber diameter. (5) A node having a fiber diameter of 120% or more and less than 135% with respect to the fiber diameter. Therefore, one section was used.
- Fine yarn having a fiber diameter of 80% or less with respect to the fiber diameter One fine yarn was used for each measured value reduced by 20% or more (fiber diameter less than 80%) with respect to the standard fiber diameter. .. (7) Fine yarn having a fiber diameter of more than 80% and 90% or less with respect to the fiber diameter Measured with a decrease of 10% or more and less than 20% (fiber diameter of more than 80% and 90% or less) with respect to the standard fiber diameter. One fine thread was used for each value.
- Aperture volatility The polyamide monofilament was warped to 20 lines / mm with a warping machine, and weaved to 20 lines / mm (so that the opening was square) with a rapier loom. This trial weaving fabric was observed with a scanning electron microscope (ESEM-2700 manufactured by Nikon) at a magnification of 1000 times, and the interfiber distance of each opening at any 20 locations (the widest part of each opening) was observed. Each measurement) was measured on the order of 0.1 ⁇ m.
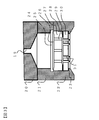
- Example 1 The melt spinning pack shown in FIG. 3, which is composed of a spinneret 30, a pressure plate 27, a metal wire filter 26, a sintered filter 25, and a sand filter medium 24, was used.
- the spinneret 30 has an inflow of a measuring hole diameter ⁇ (D1) 0.30 mm, a measuring hole length (L1) 0.75 mm, a relaxation hole diameter ⁇ (D2) 1.0 mm, and a measuring hole length (L2) 1.0 mm as shown in FIG. It is a discharge hole having a hole 2, a measuring hole 3, and a relaxation hole 4, and has four discharge holes.
- the sintered filter 25 is a sintered filter (thickness 2 mm) made of short stainless steel fibers having a substantially polygonal cross section, a length of 1.0 to 3.0 mm, a converted diameter of 30 to 60 ⁇ m, and an aspect ratio of 10 to 100. , Filtration accuracy 40 ⁇ m).
- Nylon 66 chips with 98% sulfuric acid relative viscosity of 2.8 are dried, the moisture content is adjusted to 0.13%, and then melted at a melting temperature of 290 ° C., and the polymer discharge rate per molten spinning pack is 6.5 g.
- the discharge amount was adjusted so as to be / minute, and the yarn was subjected to a melt spinning pack, and the spun yarn was discharged from a round-hole spinneret having two discharge holes arranged in a circumferential shape. Then, by the heating means provided to the base downstream side, heated the heating gas flow path (not shown), 130 ° C.
- the steam to die after supplying an amount of the base area of 1 cm 2 per 150 mg / min, single The yarns are cooled by a uniflow type chimney that blows from the direction, the yarns are divided into one yarn, and the spinning oil is applied with a refueling guide so that the adhesion amount is 0.5%, and then the spinning speed is 500 m.
- the thread was wound at / minute.
- the undrawn yarn was drawn 4.3 times with a drawing machine to obtain a nylon 66 monofilament.
- the obtained nylon 66 monofilament was evaluated for the number of nodes, fineness spots, strength product, and aperture ratio of the filter. The results are shown in Table 1.
- Examples 2 to 6, Comparative Examples 1 to 2 Spinning in the same manner as in Example 1 except that the measuring hole diameter (D1) 7, the measuring hole length (L1) 6, the relaxation hole diameter (D2) 9, and the relaxation hole length (L2) 8 shown in FIG. 1 were changed as shown in Table 1. , Stretching was performed to obtain a nylon 66 monofilament. The results are shown in Table 1.
- Example 7 Nylon 66 monofilament was obtained by spinning and stretching in the same manner as in Example 1 except that the spinning speed was changed as shown in Table 2. The results are shown in Table 2.
- Example 8 Using a spinneret having two discharge holes, adjust the discharge amount so that the polymer discharge amount per melt spinning pack is 15 g / min, and measure the measuring hole diameter (D1) 7 shown in FIG. Nylon 66 monofilament was obtained by spinning and stretching in the same manner as in Example 1 except that the hole length (L1) 6, the relaxation hole diameter (D2) 9, and the relaxation hole length (L2) 8 were changed as shown in Table 2. The results are shown in Table 2.
- Example 9 Using the spinning device shown in FIG. 2, the first Gode roller 14 takes over at a spinning speed of 760 m / min, stretches 4.1 times between the second Gode roller 15 and the third Gode roller 16, and the third and fourth Gode rollers (16). , 17) was heat-treated at 170 ° C., and the same procedure as in Example 1 was carried out except that the winding device 18 was used for winding at 3000 m / min to obtain a nylon 66 monofilament. The results are shown in Table 2.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
- Artificial Filaments (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21817409.2A EP4141153A4 (en) | 2020-06-02 | 2021-05-27 | POLYAMIDE MONOFILAMENT |
| JP2021534684A JP7722185B2 (ja) | 2020-06-02 | 2021-05-27 | ポリアミドモノフィラメント |
| CN202180027255.5A CN115427617B (zh) | 2020-06-02 | 2021-05-27 | 聚酰胺单丝 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-095968 | 2020-06-02 | ||
| JP2020095968 | 2020-06-02 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021246270A1 true WO2021246270A1 (ja) | 2021-12-09 |
Family
ID=78831094
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/020116 Ceased WO2021246270A1 (ja) | 2020-06-02 | 2021-05-27 | ポリアミドモノフィラメント |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP4141153A4 (https=) |
| JP (1) | JP7722185B2 (https=) |
| CN (1) | CN115427617B (https=) |
| WO (1) | WO2021246270A1 (https=) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS549225B2 (https=) * | 1971-08-09 | 1979-04-23 | ||
| JPH09209212A (ja) * | 1996-01-04 | 1997-08-12 | Bayer Faser Gmbh | 耐摩耗性の溶融紡糸モノフイラメント |
| JPH09268417A (ja) | 1996-03-29 | 1997-10-14 | Toray Ind Inc | 溶融紡糸用口金および溶融紡糸方法 |
| JPH09511801A (ja) * | 1995-02-09 | 1997-11-25 | ローヌ−プーラン ヴィスコスイス ソシエテ アノニム | 精密織物用ポリアミド−6,6モノフィラメント |
| JP2014231651A (ja) | 2013-05-29 | 2014-12-11 | 東レ株式会社 | ポリアミドモノフィラメントの製造方法 |
| WO2019044449A1 (ja) | 2017-08-30 | 2019-03-07 | 東レ株式会社 | 高精細ハイメッシュフィルター用単成分ポリエステルモノフィラメント |
| WO2019208404A1 (ja) * | 2018-04-25 | 2019-10-31 | 東レ株式会社 | ポリアミドモノフィラメント |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW371679B (en) * | 1996-02-21 | 1999-10-11 | Toray Industries | Method for producing coarse and fine polyesteramide staple |
| JP4042585B2 (ja) * | 2002-02-18 | 2008-02-06 | 東レ株式会社 | ポリアミドマルチフィラメントおよびそれからなるブラシ |
| EP2927357A4 (en) * | 2012-11-28 | 2016-12-21 | Toray Industries | POLYAMIDE CRACKED YARN FOR CLOTHING AND WEB OR MESH WEAR FOR CLOTHING THEREOF |
| WO2019181912A1 (ja) * | 2018-03-23 | 2019-09-26 | 株式会社クラレ | 半芳香族ポリアミド繊維およびその製造方法 |
-
2021
- 2021-05-27 JP JP2021534684A patent/JP7722185B2/ja active Active
- 2021-05-27 CN CN202180027255.5A patent/CN115427617B/zh active Active
- 2021-05-27 WO PCT/JP2021/020116 patent/WO2021246270A1/ja not_active Ceased
- 2021-05-27 EP EP21817409.2A patent/EP4141153A4/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS549225B2 (https=) * | 1971-08-09 | 1979-04-23 | ||
| JPH09511801A (ja) * | 1995-02-09 | 1997-11-25 | ローヌ−プーラン ヴィスコスイス ソシエテ アノニム | 精密織物用ポリアミド−6,6モノフィラメント |
| JPH09209212A (ja) * | 1996-01-04 | 1997-08-12 | Bayer Faser Gmbh | 耐摩耗性の溶融紡糸モノフイラメント |
| JPH09268417A (ja) | 1996-03-29 | 1997-10-14 | Toray Ind Inc | 溶融紡糸用口金および溶融紡糸方法 |
| JP2014231651A (ja) | 2013-05-29 | 2014-12-11 | 東レ株式会社 | ポリアミドモノフィラメントの製造方法 |
| WO2019044449A1 (ja) | 2017-08-30 | 2019-03-07 | 東レ株式会社 | 高精細ハイメッシュフィルター用単成分ポリエステルモノフィラメント |
| WO2019208404A1 (ja) * | 2018-04-25 | 2019-10-31 | 東レ株式会社 | ポリアミドモノフィラメント |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4141153A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7722185B2 (ja) | 2025-08-13 |
| CN115427617A (zh) | 2022-12-02 |
| EP4141153A1 (en) | 2023-03-01 |
| CN115427617B (zh) | 2024-02-09 |
| EP4141153A4 (en) | 2025-03-26 |
| JPWO2021246270A1 (https=) | 2021-12-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI496966B (zh) | 聚酯單絲、及其製造方法、及使用其之網版用紗之製造方法 | |
| JP5780237B2 (ja) | ポリアミド極細繊維並びにその溶融紡糸方法及び装置 | |
| US7943071B2 (en) | Polyethylene terephthalate filament having high tenacity for industrial use | |
| TWI760592B (zh) | 聚醯胺複絲及使用其之蕾絲織物 | |
| TW201630649A (zh) | 聚伸苯硫醚單絲及其製造方法暨絲餅 | |
| JP7275733B2 (ja) | 高強度ポリアミドモノフィラメント | |
| JP4905320B2 (ja) | ポリアミドモノフィラメントの製造方法 | |
| WO2021246270A1 (ja) | ポリアミドモノフィラメント | |
| JP6160250B2 (ja) | ポリアミドモノフィラメントの製造方法 | |
| JP2010520384A (ja) | ポリエステル原糸及びこれを含む織物 | |
| JP7647550B2 (ja) | ポリアミド46マルチフィラメント | |
| JP2022157916A5 (https=) | ||
| CN119265731A (zh) | 聚苯硫醚单丝及其制造方法、以及纤维卷装体 | |
| JP2008208513A (ja) | ポリアミドモノフィラメントの製造装置およびその製造方法 | |
| JP4519649B2 (ja) | ポリアミドヤーン方法およびポリアミドヤーン | |
| US7165963B2 (en) | Spinneret for producing circular cross section yarn and process for making the same | |
| JP2006265758A (ja) | ポリアミドモノフィラメントおよびその製造方法 | |
| WO2023136307A1 (ja) | ポリアミドマルチフィラメントおよび織物 | |
| JP2022156186A (ja) | 溶融紡糸装置および溶融紡糸方法 | |
| CN120882923A (zh) | 聚酰胺复丝和编织物 | |
| JPH1193015A (ja) | モノフィラメントおよびその製造方法 | |
| HK40031563A (en) | Polyamide multifilament and knitted lace manufactured using same | |
| JPH0819565B2 (ja) | ファインデニールポリエステル繊維の製造方法 | |
| JPS6359413A (ja) | 太単糸ポリアミド繊維 | |
| JP2005206991A (ja) | 分繊用ポリ乳酸マルチフィラメント |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2021534684 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21817409 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021817409 Country of ref document: EP Effective date: 20221122 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |