WO2021166698A1 - 内部離型剤含有繊維強化複合成形品 - Google Patents
内部離型剤含有繊維強化複合成形品 Download PDFInfo
- Publication number
- WO2021166698A1 WO2021166698A1 PCT/JP2021/004415 JP2021004415W WO2021166698A1 WO 2021166698 A1 WO2021166698 A1 WO 2021166698A1 JP 2021004415 W JP2021004415 W JP 2021004415W WO 2021166698 A1 WO2021166698 A1 WO 2021166698A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- molded product
- reinforced composite
- release agent
- composite molded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/003—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised by the matrix material, e.g. material composition or physical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/56—Coatings, e.g. enameled or galvanised; Releasing, lubricating or separating agents
- B29C33/60—Releasing, lubricating or separating agents
- B29C33/62—Releasing, lubricating or separating agents based on polymers or oligomers
- B29C33/64—Silicone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/18—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length in the form of a mat, e.g. sheet moulding compound [SMC]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2063/00—Use of EP, i.e. epoxy resins or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2007/00—Flat articles, e.g. films or sheets
- B29L2007/002—Panels; Plates; Sheets
Definitions
- the present invention relates to a fiber-reinforced composite molded product using a mold release agent for a fiber-reinforced composite material.
- Fiber reinforced resin materials are used in a wide range of fields such as aircraft fields, automobile fields, sports and leisure applications, etc. because of their high strength and high rigidity.
- Such a fiber reinforced resin material is molded by various molding methods such as resin transfer molding, autoclave molding, drawing molding, compression molding, injection molding, and filament winding molding according to its use and shape. When these molding methods are selected, it is necessary to remove the molded product from the mold after molding, so a mold release agent is widely used.
- a mold release agent (external mold release agent) is applied (or sprayed) to a mold to form a thin film composed of a mold release agent component on the mold surface, thereby separating the mold from the molded product.
- the mold is secured.
- a mold release agent (internal mold release agent) is added in advance to a resin composition made of a thermosetting resin, and when the resin composition is cured in the mold, it is applied to the surface of the molded product.
- a method of developing mold releasability by bleeding out the mold release agent component is also adopted.
- Patent Document 3 a technique for adding a liquid epoxy resin composition that facilitates mold release from a mold, a technique for adding liquid silicone in order to provide a liquid epoxy resin molding material having excellent continuous moldability, and a technique for adding liquid silicone.
- Patent Document 4 there is also an example in which a fiber-reinforced composite material capable of exhibiting excellent mold releasability can be provided by using a fluorine-based mold release agent.
- Japanese Unexamined Patent Publication No. 2010-274612 Japanese Unexamined Patent Publication No. 2011-89071 Japanese Unexamined Patent Publication No. 2015-151457 JP-A-2017-203107
- the polyether and epoxy-modified liquid silicones used in Patent Document 3 do not have a sufficient releasability effect on epoxy resins, and are used in molding for industrial applications based on thin walls and complex shapes. It is difficult to obtain a molded product by adding a small amount without using an external mold release agent.
- the release agent used in Patent Document 4 is 25 ° C. or higher and 100 ° C. or lower in order to reduce bleeding property for a material that is stored at a low temperature before curing, such as a prepreg or a sheet molding compound material. It is said to have a melting point or a softening point.
- a mold release agent that solidifies at room temperature increases the hardness of the material itself, which may cause deterioration in handleability and mechanical properties after molding.
- an external mold release agent although there is a description that it is not necessary to apply an external mold release agent frequently because there is no index for a state with good mold release property, a material for which molding is performed without applying an external mold release agent. Has not been provided.
- the adhesiveness and adhesion to the adhesive and paint are completely opposite to those at the time of molding. Is required. Since the release agent layer formed on the surface of the molded product may lead to poor adhesion or paint peeling, it is necessary to sufficiently remove the release agent layer on the surface by sanding or the like. The removal of the release agent leads to a large amount of time and cost as the release agent layer formed on the surface of the molded product becomes thicker.
- the subject of the present invention is that, in view of various problems in the prior art described above, when an epoxy resin composition to which an internal mold release agent is added is used as a molding material for a fiber-reinforced composite molded product, an external mold release agent is used. Achieves high productivity and quality by effectively exhibiting mold releasability with a small amount of internal mold release agent added, and does not require special surface treatment such as sanding treatment.
- An object of the present invention is to provide a fiber-reinforced composite molded product capable of exhibiting high adhesiveness to a part.
- the present inventor has good mold releasability from the mold in the following fiber-reinforced composite molded products. Therefore, they have found that it is possible to realize a fiber-reinforced composite molded product that exhibits high adhesiveness only by a simple degreasing treatment without sanding, and a bonded structure in which it is bonded to other members.
- the present invention has the following configuration.
- the fiber-reinforced resin molded product in the present invention can achieve high productivity and quality by effectively exhibiting mold releasability with a small amount of mold release agent added and without using an external mold release agent. At the same time, high adhesiveness to other members can be exhibited without performing special surface treatment such as sanding treatment.
- the fiber-reinforced composite molded product of the present invention is a fiber-reinforced composite molded product formed by containing silicone oil as an internal mold release agent in a reinforcing fiber and an epoxy resin, and the surface of the molded product is subjected to a flight time type secondary.
- the ratio of fragment ion intensities detected when analyzed by the ion mass analysis method is represented by the relationship of the following formula (I), and more preferably satisfies the relationship of the formula (II). It is a fiber reinforced composite molded product. 3 ⁇ A / B ⁇ 20 ... (I) 3 ⁇ A / B ⁇ 5 ... (II)
- B Strength of the fragment ion having the highest strength among the fragment ions derived from the epoxy resin.
- the epoxy resin used in the fiber-reinforced composite molded product in the present invention is not particularly limited as long as it is a compound having two or more epoxy groups in the compound, and for example, bisphenol A type epoxy resin, bisphenol F type epoxy resin, and bisphenol AD type.
- Epoxy resin naphthalene type epoxy resin, biphenyl type epoxy resin, glycidylamine type epoxy resin, dicyclopentadiene type epoxy resin, phenol novolac type epoxy resin, aliphatic epoxy resin, alicyclic epoxy resin, prepolymer of the epoxy resin , Copolymers of the epoxy resin and other polymers such as polyether-modified epoxy resin and silicone-modified epoxy resin. These may be used alone or in combination of two or more.
- the epoxy resin in the present invention is curable and cured by using various curing agents such as an acid anhydride-based curing agent, an amine-based curing agent, a phenol-based curing agent, and a thiol-based curing agent. It is preferable because the physical properties can be adjusted.
- an acid anhydride-based curing agent it is generally preferable from the viewpoint of improving heat resistance and chemical resistance
- an amine-based curing agent it is generally preferable from the viewpoint of low-temperature curability and high adhesiveness.
- An isocyanate component may be used as another component in the present invention in order to increase heat resistance.
- the isocyanate compound is not particularly limited as long as it has two or more isocyanate groups on average in one molecule, and known aliphatic isocyanates and aromatic isocyanates can be used. Polyisocyanate compounds and the like may be used alone or in combination of two or more.
- the reactivity with the functional groups is appropriate when adding an internal mold release agent having a reactive functional group, and particularly when using an aromatic isocyanate. Since it is more reactive than aliphatic isocyanates, it is more likely to react with the modifying groups of the added silicone release agent, and it is necessary to increase the amount of internal release agent added and the amount of functional group equivalent. While it is difficult to control the properties of the fiber-reinforced composite molded product toward the development of high physical properties, the mold release agent can form a regular and uniform layer on the surface of the molded product.
- the resin may contain other fillers and additives according to the required properties, as long as the object of the present invention is not impaired.
- fillers and additives for example, curing accelerators, inorganic fillers, flame retardants, conductivity-imparting agents, crystal nucleating agents, UV absorbers, antioxidants, vibration damping agents, antibacterial agents, insect repellents, deodorants, anticoloring agents, heat stabilizers.
- the reinforcing fiber in the present invention is not particularly limited, and carbon fiber, glass fiber, aramid fiber, and other reinforcing fibers in which these are mixed can be used. Among them, it is preferable to contain carbon fiber from the viewpoint of exhibiting preferable high mechanical properties and easiness of designing the properties. Further, as for the fiber form, a continuous fiber form, a short fiber form and the like can be appropriately selected.
- Internal mold release agent examples of the internal mold release agent added to the fiber-reinforced composite molded product of the present invention include metal soaps, polyethylene wax, animal and vegetable waxes such as carbana wax, fatty acid ester-based, silicone-based, and fluorine-based nonionic surfactants.
- a silicone-based mold release agent is preferable because it has excellent mold release properties.
- silicone oil among the silicone release agents, the impregnation property of the resin composition into the reinforcing fibers can be improved.
- the release agent is a liquid, it is possible to prevent the release agent from being strained by the fibers when impregnated into the reinforcing fibers, and it is handled in a semi-cured state like a prepreg or a sheet molding compound.
- the material the hardness of the semi-cured material can be kept soft.
- the silicone oil a modified silicone oil having reactivity in which functional groups R 1 to R 3 are introduced into the side chain or the terminal of the polysiloxane as represented by the following formula (I) or (II) is further used. preferable.
- R 1 and R 2 represent a functional group containing any one of an amino group, an epoxy group, a carboxyl group, a thiol group, a carbinol group, a methacryl group and a phenol group.
- R 3 is a methyl group, an amino group, an epoxy group, a carboxyl group, a thiol group, a carbinol group, a methacryl group and a phenol group.
- the functional group R reacts with the matrix resin in the matrix resin after molding, and the release agent component is immobilized in the matrix resin, and the release agent component is fixed with time after molding. Can be suppressed from bleeding out to the surface of the molded product, and a decrease in adhesive strength can be suppressed in the bonding process of the molded product.
- the release agent component remaining inside the molded product moves to the surface side due to aging, and a fragile layer is formed at the adhesive interface and the coating film interface. This is because the peeling progresses due to the fact that the peeling is suppressed, whereas the peeling suppressing effect is produced by the immobilization.
- the length and structure of the siloxane existing between the two functional groups R in the same molecule or between the functional group R and the end of the siloxane chain have a great effect on both releasability and adhesiveness.
- a functional group R include an amino group, an epoxy group, a carboxyl group, a thiol group, a carbinol group, a methacryl group, a phenol group and the like, and can be appropriately selected from these.
- the thiol group and carboxyl group modification has a lower reactivity with the epoxy resin than the amino group and carbinol group modification, so that a bleed amount capable of exhibiting releasability can be secured with a small amount of addition.
- the compatibility is high, and since it can be well dispersed in the matrix resin, it can be uniformly bleeded on the surface of the molded product, and good releasability can be stably obtained.
- side chain modification is generally performed as in the formula (I), and it can be selected according to the resin and molding conditions. If the functional group equivalents are modified at both ends or at the ends as in the formula (II), the variation in the functional group equivalent is small and the behavior in the matrix resin can be easily controlled. Therefore, the variation in the degree of expression of releasability is also small.
- the release agent layer can be formed when the epoxy resin is cured only by the release agent component existing at a very short distance from the mold surface. Therefore, when the release agent is dispersed in the uncured epoxy resin in a coarse state, the particle density of the release agent decreases, so that the release agent component does not exist, that is, the epoxy resin directly forms the mold. Since the area in contact is increased, the releasability is extremely deteriorated.
- the viscosity of the release agent is preferably 50 mm 2 / s or more and 1,000 mm 2 / s or less because it is easy to measure at the time of preparation. If the viscosity is lower than 50 mm 2 / s, it is difficult to handle at the time of compounding and the separation from the matrix resin becomes faster, and if it is higher than 1,000 mm 2 / s, it becomes difficult to finely disperse at the time of stirring after stirring.
- the functional group equivalent that is, the molecular weight per functional group R is preferably 300 g / mol or more and 2,000 g / mol or less.
- the functional group equivalent is smaller than 300 g / mol, the ratio of the siloxane chain exhibiting the releasability to the addition amount of the release agent becomes low, so that the addition amount must be increased, and the addition amount must be increased from 2,000 g / mol. If it becomes large, the compatibility with the epoxy resin becomes low, so that it aggregates in the resin and cannot be bleeded uniformly on the surface. In addition, the appearance of the molded product may be poor and the mechanical properties of the molded product may be deteriorated. be.
- the amount of these internal mold release agents added is preferably 0.1 part by mass or more and 1 part by mass or less with respect to 100 parts by mass of the epoxy resin. If it is out of this range, the resin composition for fiber reinforced resin material is adhered or painted due to poor mold release due to lack of mold release agent or excessive bleed-out of mold release agent during molding or post-molding process. There is a risk of hindering such processes.
- a two-component resin is used as the partner to which the internal mold release agent is added, it may be added to either the main agent or the curing agent, or may be added after the main agent and the curing agent are mixed. Further, it is preferable that the temperature at the time of addition is lower than the reactive temperature of the release agent and the resin, and the viscosity is such that the resin and the release agent can be mixed by stirring.
- FIG. 1 is a diagram schematically showing a mold release agent state on the surface of a fiber-reinforced composite molded product, comparing the concept of the manifestation form of the effect according to the present invention with the prior art.
- a silicone release agent is used to exhibit high mold release property during molding of a fiber-reinforced composite molded product, a uniform release agent layer is used regardless of whether the external mold release agent or the internal mold release agent is used. It is said that it is only necessary to be able to make the surface of the molded product.
- Fig. 1 is a diagram schematically showing a mold release agent state on the surface of a fiber-reinforced composite molded product, comparing the concept of the manifestation form of the effect according to the present invention with the prior art.
- the film of the mold release agent is distributed in a mottled manner on the surface of the molded product as in (b-1), so that the number of epoxy resins is large. It is exposed on the surface with an area of 10 ⁇ m square or more. Therefore, the mold and the resin are highly adhered to each other in the exposed portion of the epoxy resin, and a large amount of energy is required to break this bond, so that the releasability is significantly reduced.
- the wettability of the surface of the molded product at this time is lower than that of (a-3) because the epoxy resin itself has some polarity, and is about 70 to 80 degrees (b-3). ..
- the surface state of the fiber-reinforced composite molded product in the present invention is the state of (c-1).
- the surface (c-1) of the molded product of the present invention is simply located in an intermediate state between (a-1) and (b-1), and the epoxy resin component is exposed in the gap between the release agent components. It is in a state.
- This gap region is extremely minute (on the order of several nanometers to several micrometers square) and is evenly distributed.
- the surface area of the release agent layer is reduced by the amount that the resin component is exposed, a sufficient amount of the release agent is present on the surface of the molded product as compared with the conventional technique (a), and the macro surface characteristic of wettability is also present.
- the release agent component on the outermost surface in contact with the adhesive is considered to be the earliest to precipitate from the molded product, and it is presumed that the unreacted residue R is relatively large. Therefore, it is considered that this residue R undergoes a curing reaction with these molecules when an adhesive or paint is applied to form a strong bond at the interface with the surface of the molded product and exhibit strong adhesiveness. ..
- both the component derived from the internal releasable agent silicone oil
- the component derived from the epoxy resin need to be uniformly and evenly present on the surface of the molded product.
- fragment ion intensity measured by time-of-flight secondary ion mass spectrometry TOF-SIMS: Time-of-Flight Second Condition Ion Mass Spectrometry
- TOF-SIMS analysis is a fragment ion (secondary ion) released by irradiating the sample surface in ultra-high vacuum with pulsed ions (primary ion) to obtain a certain amount of kinetic energy from the sample surface. ) Is detected by a time-of-flight mass spectrometer. Secondary ions accelerated by the same energy pass through the analyzer at a speed corresponding to the mass, but since the distance to the detector is constant, the time to reach there (flight time) is a function of mass. By precisely measuring the distribution of this flight time, the mass distribution of secondary ions, that is, the mass spectrum can be obtained.
- the ratio of fragment ion intensity detected when analyzed by time-of-flight secondary ion mass spectrometry to the fiber-reinforced composite molded product of the present invention is related to the following formula (I), more preferably formula (II). ) Must be represented. 3 ⁇ A / B ⁇ 20 ... (I) 3 ⁇ A / B ⁇ 5 ... (II) A: Strength of the fragment ion having the highest strength among the fragment ions derived from the silicone oil B: Strength of the fragment ion having the highest strength among the fragment ions derived from the epoxy resin.
- an increase in the ionic strength ratio also means that the distribution of the mold release agent increases not only in the plane direction but also in the thickness direction of the molded product.
- the high-concentration region of the release agent component expands in the thickness direction, that region becomes a mechanically fragile region, so that sufficient adhesiveness cannot be exhibited as it is, and the release agent layer is formed by sanding or the like. It will need to be physically removed.
- the release agent layer is appropriate in both the surface direction and the thickness direction, and the adhesiveness can be exhibited only by degreasing treatment with a solvent such as alcohols. Adhesiveness can be further improved while ensuring moldability.
- Fragment ions derived from such silicone oil and epoxy resin can detect various ions having various masses.
- the fragment ions are detected as derived silicone oil, for example, 73 SiC 3 H 9 +, 147 SiC 5 H 15 O +, 207 Si 3 C 5 H 15 O 3 + and the like.
- the fragment ion derived from the epoxy resin cannot be uniquely shown because it differs depending on the type of epoxy resin and curing agent used. For example, in the case of bisphenol A type epoxy resin ⁇ amine-based curing agent, 107 C 7 H 7 O +, 135 C 9 H 11 O +, 42 C 2 H 4 N +, 44 C 2 H 6 N +, 58 C 3 H 8 N +, CxHy +, etc. are detected as fragment ions.
- the ionic strength is calculated by performing Poisson correction on the observed intensity.
- the Poisson correction supplements the ionic strength guided by the mass spectrometer during the dead time in TOF-SIMS, and the strength increases after the correction as compared with the case before the correction.
- the ratio of the fragment ions having the highest strength is taken as an index of the surface state.
- the method of taking the ratio is not limited to this, and the strength ratio can be taken by summing up a plurality of ionic strengths.
- the contact angle of the surface of the molded product with water is 90 degrees or more.
- the contact angle is an index for ensuring the releasability, and if it is smaller than 90 degrees, it means that the release agent layer cannot exhibit the releasability, and if it is 90 degrees or more, it means that the releasability is high. Can be expressed.
- the base material for molding and the molding method of the fiber-reinforced composite molded product of the present invention are not particularly limited, and known materials and molding methods can be applied.
- a base material for molding a sheet molding compound (SMC) group in which a reinforcing fiber base material in which chopped strands cut to a fiber length of about 0.1 mm to 5 mm are dispersed in a mat shape and impregnated with a matrix resin is impregnated. It can be used as a prepreg base material in which a material or a reinforcing fiber continuously aligned in one direction is impregnated with a matrix resin.
- these base materials have excellent mold releasability and high productivity can be achieved in the fiber reinforced resin molded product obtained by the press molding or the autoclave molding method.
- the resin composition of the present invention is not limited to these reinforcing fiber base materials, and can be applied to various molding methods such as resin transfer molding, drawing molding, injection molding, and filament winding molding. Further, high productivity can be similarly realized in the fiber-reinforced resin molded product obtained from the above-mentioned base material and the molding method.
- the volume ratio of the reinforcing fibers to the resin composition is preferably 10 to 90%. If the volume ratio is less than 10%, even if the mold releasability is good, it cannot withstand the local load applied to the molded product at the time of demolding and is easily broken. The absolute amount of the agent is reduced, which may cause poor mold release.
- the molding temperature of the fiber-reinforced composite molded product of the present invention at the time of curing molding is preferably 30 ° C. or higher and 200 ° C. or lower. If the molding temperature is less than 30 ° C, the curing reaction proceeds while the viscosity at the time of molding is high, and if the molding temperature exceeds 200 ° C, the molding time becomes too short for the fast-curing resin. Mold bleed-out is suppressed.
- the fiber-reinforced composite molded product of the present invention is molded by press molding, it is preferable to flow the product so that the ratio of the area after molding to the area before molding is 300% or less.
- Press molding is often selected for high-cycle molding, which requires a reduction in the processing time of the release agent, but if molding is performed at a flow rate greater than 300% at this time, the flow tends to be biased. Along with this, the resin and the mold release agent contained therein are biased, which causes poor mold release.
- the fiber-reinforced composite molded product of the present invention is obtained by arranging a reinforcing fiber laminate in a cavity of a molding die and injecting the resin into the cavity from a resin injection port provided in the molding die. It is preferable to stir the resin immediately before the start of the injection port. This is because molding is performed in a one-component or two-component resin composition to which an internal release agent is added in a state where the internal release agent is well dispersed in the resin composition, so that the effect of exhibiting the release property varies. This is because it becomes smaller.
- the fiber reinforced composite molded product of the present invention is obtained from a material such as a prepreg or a sheet molding compound (SMC), which is formed through an intermediate base material, in which it is more difficult to control the release agent in the resin composition. Even in some cases, the effect can be exhibited.
- the time until molding is preferably within 3 months after the preparation of the resin composition before curing. This is because for materials such as prepreg and SMC that are required to be stored for a long period of time in a semi-cured state, the degree of curing varies due to the long-term semi-cured state, so the flow during molding becomes uneven. Therefore, the bleeding of the mold release agent on the surface of the molded product is not uniform, and the mold release property is deteriorated. In order to ensure better releasability, it is preferably within 2 months after preparation.
- the fiber-reinforced composite molded product in the present invention can be used as a bonded structure bonded to a component made of metal or another fiber-reinforced composite molded product with an adhesive.
- a structure that is lighter and more rigid than metal can be realized by joining with an adhesive.
- high adhesive strength can be achieved without requiring a special pretreatment process other than degreasing, but in order to achieve higher adhesive quality, atmospheric pressure plasma treatment, corona treatment, ultraviolet rays, etc. can be achieved. Energy ray processing such as processing can also be adopted.
- Resin Composition The resin raw materials are mixed in a normal temperature environment according to the blending ratios shown in the above resin formulations (1), (2), and (3), and Examples 1 to 12 and Tables of Table 1 show.
- a resin composition was prepared by adding an internal mold release agent according to Comparative Examples 1 to 8 of 2 and then stirring the mixture.
- Resin molding plate molding Formulations (1) and (2) A release film (registered by Toray Industries, Inc. It was injected in a form sandwiched between trademark) "high smooth grade” and cured under the condition of 140 ° C. for 2 hours to obtain a resin molded plate.
- a release film registered by Toray Industries, Inc. It was injected in a form sandwiched between trademark) "high smooth grade” and cured under the condition of 140 ° C. for 2 hours to obtain a resin molded plate.
- Formulation (3) The resin composition prepared by the above-mentioned method was further kept in an atmosphere of 40 ° C. for 24 hours. After holding, the thickened composition was placed in a mold set to a thickness of 2 mm by a spacer made of "Teflon (registered trademark)" having a thickness of 2 mm. It was charged by sandwiching it between smooth grades), and a resin molded plate was obtained by press molding under the conditions of 10 MPa and 140 ° C. for 20 minutes.
- Teflon registered trademark
- the releasability evaluation was carried out using the resin compositions of Tables 1 and 2.
- the measuring jig 1 shown in FIG. 2A was used for the releasability evaluation.
- the measuring jig 1 has a circular shape in a plan view, and is composed of an upper jig 2 and a lower jig 3 having a columnar convex portion 4.
- a columnar metal piece 6 having a columnar hole 5 that engages with the convex portion 4 and an upper jig 2 are placed on the lower jig 3, and the upper jig 2 and the lower jig 3 are placed on the lower jig 3. Concluded.
- Formulation (1) After preheating the jig to 140 ° C., the resin composition 7 prepared by the above method is injected onto the metal piece 6 of the measuring jig 1 and heated in an oven at 140 ° C. for 2 hours. An evaluation test piece 9 was prepared which was cured and the resin cured product 8 was adhered to the metal piece.
- Formulation (2) After preheating the jig to 100 ° C., the resin composition 7 prepared by the above method is injected onto the metal piece 6 of the measuring jig 1 and heated in an oven at 180 ° C. for 2 hours. An evaluation test piece 9 was prepared, which was cured and the resin cured product 8 was also adhered to the metal piece.
- Formulation (3) The resin composition 7 prepared by the above-mentioned method was further kept in an atmosphere of 40 ° C. for 24 hours. After preheating the measuring jig 1 assembled as described above to about 140 ° C., the resin composition 7 is placed on the surface of the metal piece 6, and the pressure of about 10 MPa is applied to the press machine under the condition of about 140 ° C. for 20 minutes. An evaluation test piece 9 was prepared by heat-curing and similarly adhering the cured resin product 8 to the metal piece.
- one 15 mm square base material (1) is placed on the metal piece 6 together with the resin composition 7 in order to reinforce the cured resin product when measuring the mold release force.
- the silicone rubber cord 10 is attached to the wall surface of the upper jig 2 so that the cured resin 8 adheres to the upper jig 2 and the mold release force is not overestimated. Arranged along.
- the releasability evaluation is performed by forming a cured resin product 8 and then removing the lower jig 3 and the rubber cord 10 into a cylinder 11 having the same diameter in the hole 5 of the metal piece 6.
- a load P was applied to the cylinder 11 so as to separate the cured resin 8 from the metal piece 6, and the value obtained by dividing the maximum load at that time by the area of the cured resin 8 was taken as the mold release force. ..
- the fracture surfaces of the metal piece 6 and the cured resin product 8 after the test were visually observed, and the removability of the resin burrs remaining on the surface of the metal piece 6 was also evaluated.
- the measurement was performed using an electromechanical universal material tester Instron 5565 manufactured by Instron.
- the evaluation criteria are as follows. ⁇ ... The cured resin product 8 is peeled off from the metal piece 6, and no burrs remain on the metal piece 6. ⁇ ... The cured resin product 8 is peeled off from the metal piece 6, but burrs remain on the metal piece 6. The generated burrs can be removed by polishing with sandpaper. ⁇ : The cured resin product 8 is peeled off from the metal piece 6, but burrs remain on the metal piece 6. The generated burrs can only be removed with a scraper. X ... The cured resin product 8 breaks the base metal and does not peel off from the metal piece 6.
- Adhesiveness evaluation (preparation of test pieces) Formulation (1): Seven base materials (1) are laminated on a metal tool plate, and the base material is impregnated with the resin composition 7 prepared by the above-mentioned method by a VaRTM (Vacum Assisted Resin Transfer Molding) molding method. Then, after curing in an oven at 140 ° C. for 2 hours, a fiber-reinforced resin molded plate (1) having a thickness of 2 mm was obtained.
- VaRTM Vaum Assisted Resin Transfer Molding
- Formulation (2) Seven base materials (1) are laminated on a metal tool plate, the base material is impregnated with the resin composition 7 prepared by the above-mentioned method by the VaRTM molding method, and the temperature is 180 ° C. in an oven. After curing for 2 hours, a fiber-reinforced resin molded plate (2) having a thickness of 2 mm was obtained.
- the fiber-reinforced resin composition was charged to a press machine heated to 140 ° C. so as to have a charge rate of 50%, and heat-cured for 20 minutes to obtain a fiber-reinforced resin molded plate (3) having a thickness of 3 mm. ) Was obtained.
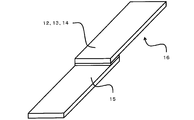
- the obtained fiber-reinforced resin molded plates (1) to (4) were cut into strip pieces 12, 13, 14 and 15 having a width of 25 mm and a length of 100 mm, respectively.
- the strip pieces 12, 13 and 14 are bonded to the strip pieces 15 and a two-component urethane adhesive (Pliogrip 2400/2808B manufactured by Ashland), respectively, and JIS K6850 (2017).
- the single wrap share test piece 16 adheresive width: 12.5 mm, adhesive length: 25 mm, adhesive thickness: 0.5 mm described in the above was prepared.
- Examples 1-12, Comparative Examples 1-8 In Examples 1 to 12, the contact angle of the mold release surface was 90 degrees or more, and resin burrs did not occur, or even if they did occur, the burrs could be removed by polishing with a slight force, and high mold releasability was exhibited.
- the ratio of the fragment ionic strength derived from the silicone oil to the fragment ionic strength derived from the epoxy resin was a value of 3 to 20, and it was found that both the releasability and the adhesiveness were good in Examples 3 and 7. ..
- Comparative Examples 1 to 8 the case where a non-reactive and non-silicone oil mold release agent was used, and the case where the amount of the silicone oil added in Examples 1 to 12 was extremely reduced and increased were examined. went.
- the contact angle was 90 degrees or less, which was a non-water-repellent surface, and the cured resin product 8 did not peel off from the metal piece 6 and caused the base material to break, resulting in mold releasability. (In these comparative examples, it was judged that the adhesiveness was sufficient, and the above-mentioned adhesiveness evaluation was omitted).
- the fiber-reinforced composite molded product of the present invention has good mold release properties for aircraft applications, automobile applications, sports applications, and other general industrial applications, and uses an external mold release agent with a small amount of mold release agent added. Even if it is not done, it effectively develops mold releasability to achieve high productivity and quality, and also develops high adhesion to other parts without special surface treatment such as sanding treatment. It can exhibit excellent mechanical properties.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Textile Engineering (AREA)
- Physics & Mathematics (AREA)
- Mathematical Physics (AREA)
- Reinforced Plastic Materials (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21756765.0A EP4108403A4 (en) | 2020-02-21 | 2021-02-05 | Internal mold release agennt-containing fiber-reinforced composite molded article |
| US17/800,404 US12466113B2 (en) | 2020-02-21 | 2021-02-05 | Internal mold release agent-containing fiber-reinforced composite molded article |
| CN202180007531.1A CN114845847A (zh) | 2020-02-21 | 2021-02-05 | 含有内部脱模剂的纤维增强复合成型品 |
| JP2021507537A JP7678983B2 (ja) | 2020-02-21 | 2021-02-05 | 内部離型剤含有繊維強化複合成形品 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020027995 | 2020-02-21 | ||
| JP2020-027995 | 2020-02-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021166698A1 true WO2021166698A1 (ja) | 2021-08-26 |
Family
ID=77391028
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/004415 Ceased WO2021166698A1 (ja) | 2020-02-21 | 2021-02-05 | 内部離型剤含有繊維強化複合成形品 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12466113B2 (https=) |
| EP (1) | EP4108403A4 (https=) |
| JP (1) | JP7678983B2 (https=) |
| CN (1) | CN114845847A (https=) |
| WO (1) | WO2021166698A1 (https=) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220141362A (ko) * | 2021-04-12 | 2022-10-20 | 삼성전자주식회사 | 사출물을 제작하는 방법 및 사출물을 포함하는 전자 장치 |
| CN116731373A (zh) * | 2023-06-30 | 2023-09-12 | 歌尔股份有限公司 | 一种碳纤维片材及其制备方法及电子设备 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03287628A (ja) * | 1990-04-03 | 1991-12-18 | Nitto Boseki Co Ltd | ガラス繊維強化樹脂積層板 |
| JP2010229326A (ja) * | 2009-03-27 | 2010-10-14 | Kaneka Corp | コーティング剤およびコーティングシート |
| JP2010274612A (ja) | 2009-05-30 | 2010-12-09 | Toho Tenax Co Ltd | Rtm成形法によるfrp成形品の製造方法とそのための金型 |
| JP2011089071A (ja) | 2009-10-26 | 2011-05-06 | Toray Ind Inc | エポキシ樹脂組成物、繊維強化複合材料およびそれを有してなる釣竿穂先 |
| JP2015151457A (ja) | 2014-02-14 | 2015-08-24 | 住友ベークライト株式会社 | 液状エポキシ樹脂組成物及び液状エポキシ樹脂成形材料 |
| JP2017132858A (ja) * | 2016-01-26 | 2017-08-03 | 日立化成株式会社 | 熱硬化性樹脂組成物、プリプレグ、樹脂付きフィルム、積層板及び多層プリント配線板 |
| JP2017203107A (ja) | 2016-05-11 | 2017-11-16 | 三菱ケミカル株式会社 | 成形材料および繊維強化複合材料 |
| WO2019188020A1 (ja) * | 2018-03-27 | 2019-10-03 | 東レ株式会社 | 繊維強化複合材料用内部離型剤、繊維強化複合材、その成形方法および繊維強化樹脂成形品の接合方法 |
| WO2019208040A1 (ja) * | 2018-04-23 | 2019-10-31 | 三菱ケミカル株式会社 | 炭素繊維強化複合材料用エポキシ樹脂組成物、プリプレグ、炭素繊維強化複合材料 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7695668B2 (en) * | 2005-02-28 | 2010-04-13 | Zeon Corporation | Process for producing molded object of curable resin and molded cured resin |
| CN103080182B (zh) * | 2010-09-24 | 2015-04-01 | 东丽株式会社 | 纤维增强复合材料用环氧树脂组合物、预浸料坯及纤维增强复合材料 |
| JP5746855B2 (ja) * | 2010-12-13 | 2015-07-08 | 花王株式会社 | 吸収性物品 |
| US8735733B2 (en) * | 2011-01-18 | 2014-05-27 | Hitachi Chemical Company, Ltd. | Resin composition, prepreg laminate obtained with the same and printed-wiring board |
| JP6434437B2 (ja) * | 2016-03-24 | 2018-12-05 | 藤森工業株式会社 | 剥離性に優れた離型フィルム |
| US11581212B2 (en) * | 2017-03-28 | 2023-02-14 | Showa Denko Materials Co., Ltd. | Prepreg for coreless substrate, coreless substrate and semiconductor package |
| JP7130922B2 (ja) * | 2017-06-21 | 2022-09-06 | 昭和電工マテリアルズ株式会社 | プリント配線板、プリプレグ、積層体及び半導体パッケージ |
| CN107759816B (zh) * | 2017-08-31 | 2020-08-28 | 中国石油大学(华东) | 一种碳纤维复合材料的表面处理方法 |
| JP7198476B2 (ja) * | 2018-07-09 | 2023-01-04 | 株式会社コバヤシ | プリプレグ用離型フィルム |
-
2021
- 2021-02-05 WO PCT/JP2021/004415 patent/WO2021166698A1/ja not_active Ceased
- 2021-02-05 EP EP21756765.0A patent/EP4108403A4/en active Pending
- 2021-02-05 US US17/800,404 patent/US12466113B2/en active Active
- 2021-02-05 CN CN202180007531.1A patent/CN114845847A/zh active Pending
- 2021-02-05 JP JP2021507537A patent/JP7678983B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03287628A (ja) * | 1990-04-03 | 1991-12-18 | Nitto Boseki Co Ltd | ガラス繊維強化樹脂積層板 |
| JP2010229326A (ja) * | 2009-03-27 | 2010-10-14 | Kaneka Corp | コーティング剤およびコーティングシート |
| JP2010274612A (ja) | 2009-05-30 | 2010-12-09 | Toho Tenax Co Ltd | Rtm成形法によるfrp成形品の製造方法とそのための金型 |
| JP2011089071A (ja) | 2009-10-26 | 2011-05-06 | Toray Ind Inc | エポキシ樹脂組成物、繊維強化複合材料およびそれを有してなる釣竿穂先 |
| JP2015151457A (ja) | 2014-02-14 | 2015-08-24 | 住友ベークライト株式会社 | 液状エポキシ樹脂組成物及び液状エポキシ樹脂成形材料 |
| JP2017132858A (ja) * | 2016-01-26 | 2017-08-03 | 日立化成株式会社 | 熱硬化性樹脂組成物、プリプレグ、樹脂付きフィルム、積層板及び多層プリント配線板 |
| JP2017203107A (ja) | 2016-05-11 | 2017-11-16 | 三菱ケミカル株式会社 | 成形材料および繊維強化複合材料 |
| WO2019188020A1 (ja) * | 2018-03-27 | 2019-10-03 | 東レ株式会社 | 繊維強化複合材料用内部離型剤、繊維強化複合材、その成形方法および繊維強化樹脂成形品の接合方法 |
| WO2019208040A1 (ja) * | 2018-04-23 | 2019-10-31 | 三菱ケミカル株式会社 | 炭素繊維強化複合材料用エポキシ樹脂組成物、プリプレグ、炭素繊維強化複合材料 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4108403A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021166698A1 (https=) | 2021-08-26 |
| US20230106971A1 (en) | 2023-04-06 |
| US12466113B2 (en) | 2025-11-11 |
| EP4108403A4 (en) | 2024-03-20 |
| EP4108403A1 (en) | 2022-12-28 |
| CN114845847A (zh) | 2022-08-02 |
| JP7678983B2 (ja) | 2025-05-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102456527B1 (ko) | 금속-섬유 강화 수지 재료 복합체 및 그 제조 방법 | |
| US12257745B2 (en) | Sheet molding compound and fiber-reinforced composite | |
| JP5505776B2 (ja) | ホットメルト型接着剤及びrtm成形方法 | |
| WO2019188020A1 (ja) | 繊維強化複合材料用内部離型剤、繊維強化複合材、その成形方法および繊維強化樹脂成形品の接合方法 | |
| JP6011923B2 (ja) | 樹脂シート、およびそれを用いた繊維強化複合成形体の製造方法 | |
| JP7678983B2 (ja) | 内部離型剤含有繊維強化複合成形品 | |
| JP6919076B1 (ja) | 複合積層体及び金属−樹脂接合体 | |
| JP7501232B2 (ja) | 積層体並びに該積層体に用いられる部材及び樹脂組成物 | |
| JP6240560B2 (ja) | マトリックス材 | |
| JP2017203107A (ja) | 成形材料および繊維強化複合材料 | |
| US9670356B2 (en) | Matrix material | |
| JP2021130791A (ja) | エポキシ樹脂を用いたシートモールディングコンパウンドおよびその成形品 | |
| JP6569215B2 (ja) | マトリックス材 | |
| WO2016017446A1 (ja) | プライマー組成物および複合物品 | |
| TW202120336A (zh) | 複合積層體及接合體 | |
| US12109766B2 (en) | Fiber-reinforced composite molded article and method for molding same | |
| JP7480865B2 (ja) | 車両用サイドステップ及びその製造方法 | |
| JP6919077B2 (ja) | 表面処理金属材、複合積層体及び、金属−非金属接合体並びにそれらの製造方法 | |
| KR20170003953A (ko) | 분사 가능한 탄소섬유-에폭시 물질 및 방법 | |
| JP2011057907A (ja) | 熱硬化性樹脂組成物とそれを用いたプリプレグ | |
| JP6923765B1 (ja) | 表面処理基材、複合積層体及び、接合体並びにそれらの製造方法 | |
| JP2022102952A (ja) | 複合積層体及びその製造方法、並びに複合積層体を使用した接合体及びその製造方法 | |
| WO2023190322A1 (ja) | 接着シート | |
| JP2022096062A (ja) | 電池ケースのトップカバー及びその製造方法 | |
| WO2011123321A1 (en) | Composite part, composite part precursor and adhesive composition |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2021507537 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21756765 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021756765 Country of ref document: EP Effective date: 20220921 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 17800404 Country of ref document: US |