WO2020255775A1 - 繊維強化エポキシ樹脂複合シート、繊維強化複合板および繊維強化成形体、ならびにそれらの製造方法 - Google Patents
繊維強化エポキシ樹脂複合シート、繊維強化複合板および繊維強化成形体、ならびにそれらの製造方法 Download PDFInfo
- Publication number
- WO2020255775A1 WO2020255775A1 PCT/JP2020/022511 JP2020022511W WO2020255775A1 WO 2020255775 A1 WO2020255775 A1 WO 2020255775A1 JP 2020022511 W JP2020022511 W JP 2020022511W WO 2020255775 A1 WO2020255775 A1 WO 2020255775A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- epoxy resin
- fiber
- reinforced
- composite sheet
- resin composite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/241—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres
- C08J5/243—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres using carbon fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/38—Layered products comprising a layer of synthetic resin comprising epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/12—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by the relative arrangement of fibres or filaments of different layers, e.g. the fibres or filaments being parallel or perpendicular to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2307/00—Use of elements other than metals as reinforcement
- B29K2307/04—Carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2663/00—Use of EP, i.e. epoxy resins or derivatives thereof for preformed parts, e.g. for inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
- B32B2260/023—Two or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/106—Carbon fibres, e.g. graphite fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/70—Scrap or recycled material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/726—Permeability to liquids, absorption
- B32B2307/7265—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/18—Aircraft
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2363/00—Characterised by the use of epoxy resins; Derivatives of epoxy resins
Definitions
- the present invention relates to a fiber-reinforced epoxy resin composite sheet, a fiber-reinforced composite plate and a fiber-reinforced molded product, and a method for producing them. These are suitably used for sports and leisure applications, general industrial applications, aircraft material applications, and the like.
- Fiber reinforced resin composites are lightweight, high-strength, and highly rigid, so they are widely used from sports and leisure applications to industrial applications such as automobiles and aircraft.
- a method for producing such a fiber-reinforced resin composite material there is a method of using an intermediate material, that is, a prepreg, in which a reinforcing material made of long fibers (continuous fibers) such as reinforcing fibers is impregnated with a matrix resin.
- a method for producing such a fiber-reinforced resin composite material there is a method of using an intermediate material, that is, a prepreg, in which a reinforcing material made of long fibers (continuous fibers) such as reinforcing fibers is impregnated with a matrix resin.
- this method there is an advantage that the content of the reinforcing fiber of the obtained fiber-reinforced resin composite material can be easily controlled and the content can be designed to be high.
- thermosetting epoxy resins having excellent adhesion to carbon fibers have been often used as matrix resins.
- thermosetting epoxy resins generally tend to have a brittle cured product and low impact resistance. Therefore, when a thermosetting epoxy resin is used, it is an issue to improve the impact resistance of the fiber reinforced resin composite material.
- thermoplastic resin composite in general, can be molded in a shorter time than a thermosetting resin composite, which can contribute to high productivity and cost reduction.
- Patent Document 1 has a problem that the size of the molded product is limited because the autoclave is used and the molding time is long, so that the productivity is low and the cost is high.
- the present invention has been made in view of the above circumstances, and an object of the present invention is to provide a fiber-reinforced epoxy resin composite sheet having excellent molding processability.
- the present inventors examined from various angles in order to solve the above problems. As a result, they have found that the above object can be achieved by the epoxy resin film and the opened reinforcing fibers oriented in a predetermined direction laminated on one or both surfaces thereof, and completed the present invention.
- the fiber-reinforced epoxy resin composite sheet according to the first aspect of the present invention is a fiber-reinforced epoxy resin composite sheet containing an epoxy resin film and reinforcing fibers laminated on one or both surfaces of the epoxy resin film.
- the opened fibers are oriented in a predetermined direction, and the volume content Vf of the reinforcing fibers is 5 to 70%.
- FIG. 1 is a schematic view showing a configuration example of an apparatus used when manufacturing the fiber-reinforced epoxy resin composite sheet of the present embodiment.
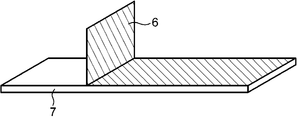
- FIG. 2 is a schematic view showing a test sample used for evaluating the aluminum adhesive strength in this example.
- the fiber-reinforced epoxy resin composite sheet in the present embodiment is a fiber-reinforced epoxy resin composite sheet containing an epoxy resin film and reinforcing fibers laminated on one or both surfaces thereof, and the reinforcing fibers are fibers that have been opened. Is oriented in a predetermined direction, and the volume content Vf of the reinforcing fiber is 5 to 70%. According to the fiber-reinforced epoxy resin composite sheet of the present embodiment, the molding processability and the like are excellent.
- epoxy resin composition means a resin composition containing an epoxy resin and a solvent, optionally a curing agent, a curing accelerator, a thermoplastic resin other than the epoxy resin, an additive, and the like.
- solid content means a component excluding a solvent, and includes not only a solid epoxy resin but also a semi-solid or viscous liquid component.
- the epoxy resin used in the fiber-reinforced epoxy resin composite sheet in the present embodiment means a compound having two or more epoxy groups in one molecule.
- the weight average molecular weight (Mw) of the epoxy resin is a value measured as a polystyrene-equivalent value by gel permeation chromatography.
- the "epoxy equivalent" of an epoxy resin is defined as "the mass of an epoxy resin containing one equivalent of an epoxy group” and can be measured according to JIS K7236: 2001.
- the fiber-reinforced epoxy resin composite sheet in the present embodiment can be produced by using an epoxy resin composition containing an epoxy resin.
- Epoxy resins generally include thermosetting epoxy resins and thermoplastic epoxy resins. It is desirable to use a thermosetting epoxy in the fiber-reinforced epoxy resin composite sheet in the present embodiment. However, the epoxy resin in the present embodiment can also be molded without using a curing agent.
- Epoxy resin is generally a typical thermosetting resin.
- Thermosetting epoxy resin has a relatively low molecular weight.
- the thermoplastic epoxy resin used in the fiber-reinforced epoxy resin composite sheet in the present embodiment preferably has a high molecular weight.
- the epoxy resin composition used in the fiber-reinforced epoxy resin composite sheet in the present embodiment may contain a curing agent, but if it does not contain a curing agent, it can be heat-molded many times. Since the epoxy resin in the present embodiment can be stored at room temperature even if it contains a curing agent, it has good handleability. Further, since it can be molded by press molding, it can be molded in a processing time that cannot be achieved by a conventional epoxy resin. As a result, it is optimized for the production of high value-added fiber-reinforced epoxy resin composite sheet and can contribute to mass production of general-purpose products.
- the epoxy resin is not particularly limited, and known ones can be used. As such an epoxy resin, it is preferable that the epoxy resin has a weight average molecular weight of 1500 or more. Alternatively, the epoxy resin may be a mixture of an epoxy resin having a weight average molecular weight of 1500 or more and an epoxy resin having a weight average molecular weight of less than 1500.
- the content of the epoxy resin in the epoxy resin composition is preferably 25% by mass or more, more preferably 30% by mass or more. Further, the content of the epoxy resin in the epoxy resin composition is preferably 85% by mass or less, more preferably 80% by mass or less.
- the content of the epoxy resin depends on the viscosity of the epoxy resin, the type of solvent, the content of the curing agent contained if necessary, and the like, but if the content of the epoxy resin is equal to or higher than the above lower limit, the epoxy resin composition This is preferable because the solvent is easily volatilized when the film is formed. Further, when the content of the epoxy resin is not more than the above upper limit, it is preferable because it is easy to handle when the epoxy resin composition is formed into a film.
- epoxy resin with a weight average molecular weight of 1500 or more By using an epoxy resin having a weight average molecular weight of 1500 or more as the epoxy resin, a fiber-reinforced epoxy resin composite sheet having excellent impact resistance can be obtained.
- an epoxy resin having a weight average molecular weight of 1500 or more and an epoxy resin having a weight average molecular weight of less than 1500 may be used in combination.
- the ratio of the epoxy resin having a weight average molecular weight of 1500 or more to 100 parts by mass of the total epoxy resin is preferably 60 parts by mass or more, more preferably 65 parts by mass or more, still more preferably 70 parts by mass or more, still more preferably. Is 90 parts by mass or more, and the upper limit thereof is preferably 100 parts by mass.
- the proportion of the epoxy resin having a weight average molecular weight of 1500 or more is not more than the above lower limit, it tends to be possible to obtain a fiber-reinforced epoxy resin composite sheet having excellent impact resistance.
- the epoxy resin by constructing more of the epoxy resin with an epoxy resin having a weight average molecular weight of 1500 or more, easy film formation and better impact resistance can be realized. Further, by setting the weight average molecular weight of the epoxy resin to 100,000 or less, the resin can have a preferable viscosity that is not excessively high, so that the handling of the resin can be facilitated.
- the weight average molecular weight of the epoxy resin having a weight average molecular weight of 1500 or more is preferably 2000 or more. Further, the weight average molecular weight of the epoxy resin having a weight average molecular weight of 1500 or more is preferably 100,000 or less, more preferably 80,000 or less.
- the epoxy equivalent of an epoxy resin having a weight average molecular weight of 1500 or more is preferably 800 g / eq or more and 50,000 g / eq or less, and more preferably 850 g / eq or more and 40,000 g / eq or less.
- An epoxy resin having a weight average molecular weight of 1500 or more can be produced by using a general method for producing a thermoplastic epoxy resin.
- a divalent phenolic compound having an aromatic structure and / or an alicyclic structure, preferably a divalent phenolic compound having an aromatic structure and an alicyclic structure, and a bifunctional epoxy resin are combined in the presence of a catalyst. It can be obtained by subjecting it to a heating addition reaction.
- the divalent phenol compound having an aromatic structure and an alicyclic structure is not particularly limited, and is, for example, 1,1-bis (4-hydroxyphenyl) cyclohexane or bis (4-hydroxyphenyl) -3,3,5-. Trimethylcyclohexane or the like can be preferably used. These may be used individually by 1 type, or may be used in combination of 2 or more type. Among them, bis (4-hydroxyphenyl) -3,3,5-trimethylcyclohexane is particularly preferable.
- the purity of bis (4-hydroxyphenyl) -3,3,5-trimethylcyclohexane used is preferably 96% or more, more preferably 98% or more. By setting the purity to 96% or more, it is possible to easily achieve a sufficient high molecular weight.
- the raw material dihydric phenol compound another dihydric phenol compound may be used in combination with the divalent phenol compound having the above aromatic structure and alicyclic structure.
- the other divalent phenol compound any compound may be used as long as it is a compound in which two hydroxyl groups are bonded to an aromatic ring.
- bisphenols such as bisphenol A, bisphenol F, bisphenol S, bisphenol B and bisphenol AD, biphenol, catechol, resorcin, hydroquinone, dihydroxynaphthalene and the like can be mentioned.
- a compound in which these compounds are substituted with a non-interfering substituent such as an alkyl group, an aryl group, an ether group or an ester group may be used.
- divalent phenol compounds preferably selected from bisphenol A, bisphenol F, bisphenol S, 4,5'-biphenol, and 3,3', 5,5'-tetramethyl-4,4'-biphenol.
- bisphenol A preferably selected from bisphenol A, bisphenol F, bisphenol S, 4,5'-biphenol, and 3,3', 5,5'-tetramethyl-4,4'-biphenol.
- These other divalent phenol compounds may be used alone or in combination of two or more.
- the amount used is preferably 30% by mass or less of the total divalent phenol compounds used as the raw material. That is, 70% by mass or more and 100% by mass or less of the raw material dihydric phenol compound is preferably a dihydric phenol compound having an aromatic structure and an alicyclic structure.
- the raw material bifunctional epoxy resin may be any compound as long as it has two epoxy groups in the molecule.
- bisphenol A type epoxy resin bisphenol F type epoxy resin, bisphenol S type epoxy resin and other bisphenol type epoxy resin, biphenol type epoxy resin, alicyclic epoxy resin, catechol, resorcin, hydroquinone and other monocyclic divalent phenols.
- examples thereof include diglycidyl ether, diglycidyl ether of dihydroxynaphthalene, diglycidyl ether of dihydric alcohol, diglycidyl ester of divalent carboxylic acid such as phthalic acid, isophthalic acid, tetrahydrophthalic acid and hexahydrophthalic acid.
- Epoxy resins available as commercially available products include, but are not limited to, for example, jER1055, jER1004, jER1007, jER1009, jER1010, jER1256, jER4250, jER4275, jER1256B40, jER1255HX30, YX8100BH30, YX6954BH30, YX7200P EPICLON3050, EPICLON4050, EPICLON7050, EPICLON HM-091 and EPICLON HM-101 (all product names and all manufactured by DIC Corporation), YD-903N, YD- 904, YD-907, YD-7910, YD-6020, YP-50, YP-50S, YP-70, ZX-1356-2, FX-316, YDF2004 and YDF-2005RD (all
- epoxy resin having a weight average molecular weight of 1500 or more one of these may be used alone, or two or more of them may be used in combination.
- epoxy resin with a weight average molecular weight of less than 1500 an epoxy resin having a weight average molecular weight of less than 1500 may be used together with an epoxy resin having a weight average molecular weight of 1500 or more as long as the effects of the present invention are not impaired.
- an epoxy resin having a weight average molecular weight of less than 1500, preferably 1300 or less the strength, elastic modulus, heat resistance and handleability of the obtained fiber-reinforced epoxy resin composite sheet can be improved.
- the molecular weight of the epoxy resin having a weight average molecular weight of less than 1500 is preferably 200 or more, more preferably 250 or more.
- the molecular weight of the epoxy resin having a weight average molecular weight of less than 1500 is 200 or more, it is possible to prevent the epoxy resin from easily volatilizing, and as a result, the epoxy resin is elastic on the surface of the release film or the release paper. A resin film can be suitably produced without being damaged.
- the epoxy equivalent of an epoxy resin having a weight average molecular weight of less than 1500 is preferably 90 g / eq or more and 800 g / eq or less, and more preferably 100 g / eq or more and 750 g / eq or less.
- the ratio of the epoxy resin having a weight average molecular weight of less than 1500 to 100 parts by mass of the total epoxy resin is preferably 40 parts by mass or less, more preferably 35 parts by mass or less, still more preferably 30 parts by mass or less, still more preferably 10 parts by mass or less. Is.
- the lower limit is 0 parts by mass.
- the epoxy resin having a weight average molecular weight of less than 1500 is not particularly limited, but a bifunctional or higher functional epoxy resin is preferably used.
- a bifunctional or higher functional epoxy resin is preferably used.
- bisphenol A type epoxy resin, bisphenol F type epoxy resin, bisphenol AF type epoxy resin, bisphenol S type epoxy resin, bisphenol E type epoxy resin, bisphenol Z type epoxy resin, bisphenol AD type epoxy resin and other bisphenol type epoxy resins Biphenyl type epoxy resin, naphthalene type epoxy resin, dicyclopentadiene type epoxy resin, phenol novolac type epoxy resin, cresol novolac type epoxy resin, trisphenol methane type epoxy resin, tetraglycidyl diaminodiphenyl methane resin, triglycidyl aminophenol resin, etc.
- Glysidylamine type epoxy resin glycidyl ether type epoxy resin other than the above such as tetrakis (glycidyloxyphenyl) ethane and tris (glycidyloxy) methane, and modified epoxy resin, phenol aralkyl type epoxy resin, alicyclic epoxy And so on.
- a trifunctional or higher functional epoxy resin is used because more excellent strength, elastic modulus and heat resistance can be obtained.
- para-type or meta-type triglycidyl aminophenol type epoxy resin, tetraglycidyl diaminodiphenylmethane type epoxy resin, phenol novolac type epoxy resin, and cresol novolac type epoxy resin are preferably used.
- jER825 epoxy equivalent 175 g / eq
- jER827 epoxy equivalent 185 g / eq
- jER828 epoxy equivalent 189 g / eq
- jER834 epoxy equivalent
- epoxy resin having a weight average molecular weight of less than 1500 one of these may be used alone, or two or more of them may be used in combination.
- the epoxy resin composition in the present invention may contain a curing agent.
- the curing agent is used for imparting strength, elastic modulus, heat resistance, adhesion to reinforcing fibers, and the like.
- the curing agent used in the present invention is not particularly limited.
- dicyandiamides, ureas, imidazoles, aromatic amines, other amine-based curing agents, acid anhydrides, boron chloride amine complexes, phenols, organic phosphine compounds, benzoxazines and the like can be used.
- Dicyandiamide has a high melting point, and its compatibility with epoxy resin is suppressed in the low temperature range. Therefore, when used as a curing agent, an epoxy resin composition having an excellent pot life tends to be obtained, which is preferable. Further, the inclusion of dicyandiamide tends to improve the mechanical properties of the cured resin, which is preferable.
- the content thereof is the number of moles of active hydrogen of dicyandiamide with respect to the total number of moles of epoxy groups contained in the epoxy resin contained in the epoxy resin composition.
- the amount is preferably 0.4 times or more and 1 time or less.
- dicyandiamides examples include, but are not limited to, DICY7 and DICY15 (both are trade names and both are manufactured by Mitsubishi Chemical Corporation), and DICYANEX1400F (trade name, manufactured by Air Products & Chemicals, Inc.).
- Ureas are not particularly limited as long as they have a dimethylureido group in the molecule, generate an isocyanate group and dimethylamine by heating at a high temperature, and these activate the epoxy resin in the present invention.
- aromatic dimethylurea in which a dimethylureido group is bonded to an aromatic ring
- aliphatic dimethylurea in which a dimethylureido group is bonded to an aliphatic compound, and the like can be mentioned.
- aromatic dimethylurea is preferable from the viewpoint that the curing rate can be increased and the tendency to improve the heat resistance and bending strength of the cured resin product can be imparted.
- aromatic dimethylurea for example, phenyldimethylurea, methylenebis (phenyldimethylurea), trilenbis (dimethylurea) and the like are preferably used.
- Specific examples include 4,4'-methylenebis (phenyldimethylurea) (MBPDMU), 3-phenyl-1,1-dimethylurea (PDMU), 3- (3,4-dichlorophenyl) -1,1-dimethylurea.
- DCMU 3- (3-chloro-4-methylphenyl) -1,1-dimethylurea, 2,4-bis (3,3-dimethylureido) toluene (TBDMU), m-xylylene diisocyanate and dimethylamine
- DCMU 3- (3-chloro-4-methylphenyl) -1,1-dimethylurea, 2,4-bis (3,3-dimethylureido) toluene
- TBDMU 2,4-bis (3,3-dimethylureido) toluene
- m-xylylene diisocyanate dimethylamine
- dimethylurea obtained from.
- DCMU, MBPDMU, TBDMU, and PDMU are more preferable from the viewpoint of being able to increase the curing rate and impart a tendency to improve the heat resistance of the cured resin product.
- TBDMU 2,4-bis (3,3-dimethylureido) toluene
- Examples of the aliphatic dimethylurea include dimethylurea obtained from isophorone diisocyanate and dimethylamine, dimethylurea obtained from hexamethylene diisocyanate and dimethylamine, and the like.
- DCMU products can also be used for ureas.
- Examples of commercially available DCMU products include, but are not limited to, DCMU-99 (trade name, manufactured by Hodogaya Chemical Co., Ltd.).
- Examples of commercially available MBPDMU products include Technology MDU-11 (trade name, manufactured by A & C Catalysts), Omicure 52 (trade name, manufactured by PIT Japan Co., Ltd.), and the like. Not limited.
- Examples of commercially available PDMU products include, but are not limited to, Omicure 94 (trade name, manufactured by PIT Japan Co., Ltd.).
- TBDMU products examples include Omicure 24 (trade name, manufactured by PIT Japan Co., Ltd.), U-CAT 3512T (trade name, manufactured by Sun Appro Co., Ltd.), and the like. Not limited.
- Examples of commercially available aliphatic dimethylurea products include, but are not limited to, U-CAT 3513N (trade name, manufactured by Sun Appro Co., Ltd.).
- the content thereof is preferably 1 part by mass or more and 15 parts by mass or less with respect to 100 parts by mass of the epoxy resin contained in the epoxy resin composition. Yes, more preferably 2 parts by mass or more and 10 parts by mass or less.
- the content of ureas is 1 part by mass or more, the epoxy resin contained in the epoxy resin composition can be sufficiently cured and cured, and the mechanical properties and heat resistance of the epoxy resin are improved. A tendency can be given.
- the content of ureas is 15 parts by mass or less, the toughness of the obtained cured product tends to be maintained high.
- the imidazoles may be imidazoles.
- imidazole adduct, inclusion imidazole, microcapsule type imidazole, imidazole compound coordinated with a stabilizer, or the like can also be used.
- imidazoles have a nitrogen atom having an unshared electron pair in their structure, which can activate the epoxy group of the epoxy resin in the present invention, and can promote curing and curing. ..
- imidazole examples include, for example, 2-methylimidazole, 2-ethyl-4-methylimidazole, 2-undecyl imidazole, 2-heptadecyl imidazole, 1,2-dimethyl imidazole, 2-phenyl imidazole, 2-phenyl.
- the imidazole treated with adduct treatment, inclusion treatment with a different molecule, microcapsule treatment, or coordinated with a stabilizer is a substance or compound modified with the above-mentioned imidazole.
- imidazoles Commercially available products may be used as the imidazoles.
- Commercially available products of imidazole include 2E4MZ, 2P4MZ, 2PZ-CN, C11Z-CNS, C11Z-A, 2MZA-PW, 2MA-OK, 2P4MHZ-PW and 2PHZ-PW (all trade names and Shikoku Chemicals Corporation) (Manufactured by the company), etc., but is not limited to these.
- PN-50, PN-50J, PN-40, PN-40J, PN-31, and PN-23 which have a structure in which an imidazole compound is ring-opened and added to the epoxy group of an epoxy resin.
- PN-H both are trade names and both are manufactured by Ajinomoto Fine-Techno Co., Ltd., but are not limited thereto.
- inclusion imidazole examples include, for example, TIC-188, KM-188, HIPA-2P4MHZ, NIPA-2P4MHZ, TEP-2E4MZ, HIPA-2E4MZ, and NIPA-2E4MZ (all are trade names, and all are Nippon Soda Corporation). (Manufactured), etc., but is not limited to these.
- microcapsule type imidazole examples include, for example, Novacure HX3721, HX3722, HX3742 and HX3748 (all trade names, both manufactured by Asahi Kasei E-Materials Co., Ltd.), LC-80 (trade name, manufactured by A & C Catalysts), etc. However, it is not limited to these.
- the imidazole compound coordinated with the stabilizer is, for example, Shikoku in Cureduct P-0505 (bisphenol A diglycidyl ether / 2-ethyl-4-methylimidazole adduct), which is an imidazole adduct manufactured by Shikoku Kasei Kogyo Co., Ltd. It can be prepared by combining L-07N (epoxy-phenol-boric acid ester compound), which is a stabilizer manufactured by Kasei Kogyo Co., Ltd. The same effect can be obtained even when an imidazole compound such as various imidazoles or imidazole adducts mentioned above is used instead of the above-mentioned cure duct P-0505.
- an imidazole compound having low solubility in an epoxy resin is preferably used, and from this point of view, the imidazole compound is preferably Cure Duct P-0505.
- the content thereof is preferably 1 part by mass or more and 15 parts by mass or less with respect to 100 parts by mass of the epoxy resin contained in the epoxy resin composition. More preferably, it is 2 parts by mass or more and 10 parts by mass or less.
- the content of the imidazoles is 1 part by mass or more, the curing and curing promoting action of the epoxy resin contained in the epoxy resin composition and the heat resistance tend to be sufficiently obtained.
- the content of imidazoles is 15 parts by mass or less, a cured product having more excellent molding characteristics tends to be obtained.
- aromatic amines examples include 3,3'-diisopropyl-4,4'-diaminodiphenylmethane, 3,3'-di-t-butyl-4,4'-diaminodiphenylmethane, and 3,3'-diethyl-.
- 4,4'-diaminodiphenyl sulfone and 3,3'-diaminodiphenyl can be obtained from the viewpoint of obtaining a cured product having excellent heat resistance and elastic modulus and a small decrease in heat resistance due to linear expansion coefficient and moisture absorption. It is preferable to use one or more selected from sulfones. 4,4'-diaminodiphenyl sulfone is also preferable from the viewpoint that the tack life of the prepreg can be maintained for a long period of time. 3,3'-diaminodiphenyl sulfone is preferable because it can increase the elastic modulus and toughness of the cured product.
- the heat resistance and elastic modulus of the cured resin product can be easily adjusted, which is preferable. ..
- aromatic amines may be used alone or in combination as appropriate.
- aromatic amines Commercially available products may be used as the aromatic amines.
- Commercial products of 4,4'-diaminodiphenyl sulfone include Seika Cure S (trade name, active hydrogen equivalent 62 g / eq, manufactured by Wakayama Seika Kogyo Co., Ltd.), Sumi Cure S (trade name, active hydrogen equivalent 62 g / eq, Sumitomo Chemical Co., Ltd.). (Manufactured by Chemical Co., Ltd.), etc., but is not limited to these.
- 3,3'-diaminodiphenyl sulfone products examples include, but are not limited to, 3,3'-DAS (trade name, active hydrogen equivalent 62 g / eq, manufactured by Mitsui Kagaku Fine Co., Ltd.).
- aromatic amines include MDA-220 (trade name, active hydrogen equivalent 50 g / eq, manufactured by Mitsui Chemicals, Inc.), "jER Cure (registered trademark)" W (active hydrogen equivalent 45 g / eq,).
- the epoxy resin composition in the present invention contains aromatic amines as a curing agent
- the content thereof is, especially in diaminodiphenyl sulfone, with respect to the epoxy equivalent number of all the epoxy resins contained in the epoxy resin composition.
- the active hydrogen equivalent number of the amino group is preferably 0.5 times or more and 1.5 times or less, and more preferably 0.6 times or more and 1.4 times or less.
- the acid anhydride examples include a dicarboxylic acid compound having one cyclic acid anhydride group (-C (O) OC (O)-) in one molecule, or a cyclic acid anhydride group in one molecule.
- a tetracarboxylic acid compound having two can be mentioned. Specifically, dodecenyl succinic anhydride, polyadipic anhydride, polyazelineic anhydride, methyltetrahydrophthalic anhydride, methylhexahydrophthalic anhydride, methylhymic anhydride, hexahydrophthalic anhydride, phthalic anhydride, anhydrous.
- Trimellitic anhydride 3-acetamidophthalic anhydride, 4-pentene-1,2-dicarboxylic anhydride, 6-bromo-1,2-dihydro-4H-3,1-benzoxazine-2,4-dione, Examples thereof include 2,3-anthracene dicarboxylic acid anhydride, benzophenone tetracarboxylic acid dianhydride, and 3,3', 4,4'-biphenyltetracarboxylic acid dianhydride. These may be used individually by 1 type, or may be used in combination of 2 or more type.
- the content thereof is the ratio of the number of acid groups of the acid anhydride to the number of epoxy equivalents of the epoxy resin in the epoxy resin composition. It is preferably 0.5 or more and 1.5 or less, more preferably 0.6 or more and 1.4 or less, and further preferably 0.7 or more and 1.3 or less.
- Phenols generally increase the crosslink density of the cured product. Therefore, by using phenols, a cured product having excellent heat resistance, moisture resistance, chemical resistance and the like can be obtained.
- TD-2131 TD-2106, TD-2093, TD-2091, TD-2090, VH-4150, VH-4170, KH-6021, KA-1160, KA-1163 and KA-1165.
- the content thereof is preferably the number of active hydrogen equivalents of the hydroxyl groups of the phenols with respect to the epoxy equivalents of the epoxy resin contained in the epoxy resin composition. Is an amount such that it is 0.5 times or more and 1.5 times or less, and more preferably 0.6 times or more and 1.4 times or less.
- organic phosphine compound examples include tri-n-propylphosphine, tri-n-butylphosphine, triphenylphosphine, tetramethylphosphonium bromide, tetramethylphosphonium iodide, tetramethylphosphonium hydrooxide, trimethylcyclohexylphosphonium chloride, and trimethyl.
- the content thereof is preferably 0.1 part by mass or more and 5 parts by mass with respect to 100 parts by mass of the epoxy resin contained in the epoxy resin composition. Parts or less, more preferably 0.5 parts by mass or more and 3 parts by mass or less.
- the content of the organic phosphine compound is 0.1 part by mass or more, the epoxy resin contained in the epoxy resin composition tends to have a sufficient curing and curing promoting action and heat resistance.
- the content of the organic phosphine compound is 5 parts by mass or less, a cured product having better molding processability tends to be obtained.
- benzoxazines the oxazine ring is opened by heat to generate a phenolic hydroxyl group, which generally increases the crosslink density of the cured product like phenols. Therefore, by using benzoxazines, a cured product having excellent heat resistance, moisture resistance, flame retardancy, chemical resistance and the like can be obtained.
- benzoxazines include benzoxazine FA and benzoxazine Pd (both trade names and both manufactured by Shikoku Kasei Kogyo Co., Ltd.), JBZ-OP100N and JBZ-BP100N (both trade names, And all of them are JFE Chemical Co., Ltd.), BF-BXZ and BS-BXZ (both are product names, and all are manufactured by Konishi Chemical Industry Co., Ltd.), CR-276 (product name, manufactured by Tohoku Kako Co., Ltd.), etc. However, it is not limited to these.
- the content thereof is a hydroxyl group generated when the benzoxazines are heated with respect to the epoxy equivalent of the epoxy resin contained in the epoxy resin composition.
- the number of active hydrogen equivalents of the above is preferably 0.3 times or more and 3.0 times or less, more preferably 0.4 times or more and 2.5 times or less.
- the epoxy resin composition preferably contains a solvent in order to appropriately adjust the viscosity at the time of handling such as laminating the epoxy resin film and the reinforcing fiber.
- the solvent is used to ensure handleability and workability when manufacturing the epoxy resin film.
- the content of the solvent is not particularly limited, but usually, the epoxy resin composition is prepared so that the solid content concentration is preferably 25% by mass or more and 85% by mass or less, and more preferably 30% by mass or more and 80% by mass or less. Will be done.
- the solvent contained in the epoxy resin composition is not particularly limited, and for example, acetone, methyl ethyl ketone, toluene, xylene, methyl isobutyl ketone, ethyl acetate, butyl acetate, propyl acetate, cyclohexanone, ethylene glycol monomethyl ether, ethylene glycol monomethyl ether.
- examples thereof include acetic acid, N, N-dimethylformamide, N, N-dimethylacetamide, methanol, ethanol and the like. These solvents can be appropriately used as a mixed solvent of two or more kinds.
- the epoxy resin composition may contain a thermoplastic resin other than the epoxy resin, if necessary, for the purpose of imparting functions such as resin flow control and toughness at the time of laminating the epoxy resin film and the reinforcing fiber.
- Thermoplastic resins other than epoxy resins include, for example, polyamides, polyesters, polycarbonates, polyethersulfones, polyphenylene ethers, polyphenylene sulfides, polyetheretherketones, polyetherketones, polyimides, polytetrafluoroethylenes, polyethers, polyolefins, and liquid crystal polymers.
- the epoxy resin composition preferably contains one or more selected from the polyether sulfone and the polyvinyl formal resin from the viewpoint of excellent resin flow controllability and the like.
- the polyether sulfone is preferable from the viewpoint of further enhancing the heat resistance and flame retardancy of the epoxy resin composition.
- the polyvinyl formal resin is preferable from the viewpoint that the tack of the obtained prepreg can be easily controlled within an appropriate range without impairing the heat resistance of the epoxy resin composition, and the adhesiveness between the reinforcing fiber and the epoxy resin composition is improved.
- block polymers are preferred because they improve the toughness and impact resistance of the cured product.
- Vinilec (registered trademark) K (average molecular weight: 59,000), Vinilec (registered trademark) L (average molecular weight: 66,000), Vinilec (registered trademark) H (average molecular weight: 73,000) And Vinilec (registered trademark) E (average molecular weight: 126,000) (both are trade names and both are manufactured by JNC Co., Ltd.), but are not limited thereto.
- one or more selected from polyether sulfone and polyetherimide as other thermoplastic resins is the epoxy resin composition in the present invention. It is preferable that it is contained in a product.
- examples of commercially available products of polyether sulfone include Sumika Excel (registered trademark) 3600P (average molecular weight: 16,400), Sumika Excel (registered trademark) 5003P (average molecular weight: 30,000), and Sumika Excel (registered trademark) 5200P.
- polyetherimide (Average molecular weight: 35,000), Sumika Excel (registered trademark) 7600P (average molecular weight: 45,300) (all manufactured by Sumitomo Chemical Co., Ltd.) and the like, but are not limited thereto.
- Commercially available products of polyetherimide include, for example, ULTEM1000 (average molecular weight: 32,000), ULTEM1010 (average molecular weight: 32,000), ULTEM1040 (average molecular weight: 20,000) (all are trade names, and all are SABIC. Innovative Plastics Co., Ltd.), etc., but not limited to these.
- thermoplastic resins may be used alone, or two or more thereof may be used in combination.
- the content thereof is preferably 15 parts by mass or less, more preferably 10 parts by mass, based on 100 parts by mass of the total epoxy resin in the epoxy resin composition. It is less than a part.
- the content of the thermoplastic resin other than the epoxy resin is 15 parts by mass or less, the effect of improving the resin flow control and the molding processability tends to be satisfactorily exhibited while maintaining the impact resistance.
- the epoxy resin composition may contain various known additives, if necessary, as long as the effects of the present invention are not impaired. Specifically, an antioxidant or a light stabilizer may be added to the epoxy resin composition in order to improve the storage stability of the composition or to avoid discoloration or alteration of the cured product.
- Sumilyzer BHT Sumilyzer S
- Sumilyzer BP-76 Sumilyzer MDP-S
- Sumilyzer GM Sumilyzer BBM-S
- Sumilyzer WX-R Sumilyzer NW
- Sumilyzer BP-179 Sumilyzer.
- the amount thereof added is not particularly limited. However, it is preferably in the range of 0.001 part by mass or more and 20 parts by mass or less, and more preferably 0.01 parts by mass or more and 15 parts by mass or less with respect to 100 parts by mass of the total epoxy resin in the epoxy resin composition. ..
- thermocurable elastomers include thermoplastic elastomers, flame retardants (eg, phosphorus-containing epoxy resins, red phosphorus, phosphazene compounds, phosphates, phosphate esters, etc.), silicone oils, wet dispersants, etc.
- flame retardants eg, phosphorus-containing epoxy resins, red phosphorus, phosphazene compounds, phosphates, phosphate esters, etc.
- silicone oils wet dispersants, etc.
- the epoxy resin film forming a part of the structure of the fiber-reinforced epoxy resin composite sheet in the present embodiment is a film made of an epoxy resin composition.
- the solvent content in the epoxy resin film is preferably 0.2% by mass or more and 10% by mass or less.
- the epoxy resin film is an intermediate material for producing the fiber-reinforced epoxy resin composite sheet according to the present embodiment.
- Reinforcing fibers are laminated on one or both surfaces of the epoxy resin film with the opened fibers oriented in a predetermined direction to obtain a fiber-reinforced epoxy resin composite sheet. As will be described in detail later, when the reinforcing fibers are laminated, heat treatment, pressure treatment and the like are performed as necessary.
- the method for producing the epoxy resin film is not particularly limited, but a method of applying the epoxy resin composition to the surface of a base material such as a PET film or a paper pattern to form a film is preferable.
- a method of applying the epoxy resin composition to the surface of a base material such as a PET film or a paper pattern to form a film is preferable.
- the film forming method include roll coating, reverse coating, comma coating, knife coating, die coating, gravure coating, melt extrusion method, solution casting method, T die method, calendar method and the like. You may use the method of. Further, by using the coextrusion method or the laminating method, it is possible to increase the thickness or to laminate layers having different resin compositions to produce a film.
- the drying, curing reaction, or a combination thereof of the epoxy resin composition may be allowed to proceed to the extent that the film shape can be maintained by heating or the like.
- the epoxy resin composition contains a solvent
- the solvent is contained in the epoxy resin film when the entire epoxy resin film is 100% by mass by removing most of the solvent by using techniques such as heating, depressurization, and air drying. It is preferable to remove the solvent so that the amount is 0.2% by mass or more and 10% by mass or less.
- the solvent content in the epoxy resin film is more preferably 0.3% by mass or more, still more preferably 0.5% by mass or more, and even more preferably 1.0% by mass or more.
- the solvent content in the epoxy resin film is more preferably 8% by mass or less, further preferably 6% by mass or less, and even more preferably 3% by mass or less.
- the solvent content of the epoxy resin film is 10% by mass or less, the solvent content of the obtained fiber-reinforced epoxy resin composite sheet is unlikely to exceed 5% by mass (described later), there are few voids, molding processability, etc. Therefore, an excellent fiber-reinforced epoxy resin composite sheet can be obtained.
- the solvent content of the epoxy resin film can be determined by heating the epoxy resin film in an oven at 200 ° C. for 1.5 hours to volatilize the solvent and measuring the weight.
- the thickness of the epoxy resin film is not particularly limited, but is preferably 10 ⁇ m or more, more preferably 15 ⁇ m or more, and particularly preferably 20 ⁇ m or more.
- the thickness of the epoxy resin film is preferably 200 ⁇ m or less, more preferably 100 ⁇ m or less, and particularly preferably 50 ⁇ m or less. If the thickness of the epoxy resin film is at least the above lower limit, the film can be manufactured without being easily repelled by the resin. When the thickness of the epoxy resin film is not more than the above upper limit, it is preferable because the form of the film can be easily maintained during film production.
- the fiber-reinforced epoxy resin composite sheet in the present embodiment includes a film made of the epoxy resin composition as described above and reinforcing fibers laminated on one or both surfaces of the film, and the reinforcing fibers are fibers that have been opened. Are oriented in a predetermined direction. Further, the fiber-reinforced epoxy resin composite sheet in the present embodiment also includes a form in which an epoxy resin film is further laminated on the surface on which the above-mentioned reinforcing fibers are laminated.
- the above-mentioned epoxy resin film, the above-mentioned reinforcing fibers in which the opened fibers are oriented in a predetermined direction, and the above-mentioned epoxy resin film are arranged in this order. It may consist of a laminated structure. According to such a configuration, it is possible to obtain an optimum configuration as an intermediate material in advance for each molded product to be finally manufactured.
- the “lamination” used in the "reinforcing fiber laminated on one or both surfaces of the epoxy resin film” means the physical property value of the epoxy resin film, its shape, and the lamination.
- “lamination after fusion at least partly”, “lamination after adhesion at least partly” and “crimping at least partly” also includes the meaning of "lamination of”. More specifically, the “laminated reinforcing fiber” is a “laminated reinforcing fiber” in a state after being heat-treated, pressurized, cooled, and a combination thereof, if necessary. Is also included.
- a state in which the opened fibers are oriented in a predetermined direction means that, for example, each fiber is parallel or substantially parallel on the same plane with respect to a plurality of fibers opened from the reinforcing fibers. It means a state of extending in the direction, preferably with the same interval or substantially the same interval.
- the material of the reinforcing fiber in which the opened fiber is oriented in a predetermined direction is not particularly limited, and a material known as a reinforcing fiber constituting the fiber-reinforced resin composite sheet may be appropriately selected according to the application and the like.
- Specific examples of the material of the reinforcing fiber include various inorganic fibers such as carbon fiber, aramid fiber, nylon fiber, high-strength polyester fiber, glass fiber, boron fiber, alumina fiber, silicon nitride fiber, and basalt fiber, or organic fiber. Can be used.
- carbon fiber, aramid fiber, glass fiber, boron fiber, alumina fiber and silicon nitride fiber are preferable from the viewpoint of specific strength and specific elasticity.
- carbon fiber is particularly preferable from the viewpoint of molding processability, heat resistance, electromagnetic wave shielding property and light weight.
- the surface treatment with metal may be applied.
- one type may be used alone, or two or more types may be used in combination.
- the volume content Vf of the reinforcing fibers needs to be 5 to 70%. Since the sufficient reinforcing effect of the reinforcing fibers is exhibited by setting the volume content Vf of the reinforcing fibers to 5% or more, the fiber-reinforced epoxy resin composite sheet in the present embodiment has excellent strength, particularly bending strength and tensile strength. Has strength. On the other hand, by setting the volume content Vf of the reinforcing fibers to 70% or less, the fiber-reinforced epoxy resin composite sheet in the present embodiment can maintain good molding processability.
- the volume content Vf of the reinforcing fiber is preferably 20% or more, more preferably 40% or more.
- the volume content Vf of the reinforcing fiber is preferably 65% or less, more preferably 60% or less.
- the volume content Vf of the reinforcing fibers can be set by adjusting the type and thickness of the reinforcing fibers, the fiber width in which the fibers are oriented, the thickness of the resin film, and the like. Then, the mechanical properties of the final molded product can be improved by appropriately controlling the temperature and pressure applied during the production of the fiber-reinforced epoxy resin composite sheet.
- the volume content Vf of the reinforcing fiber in the present specification is a value measured by a combustion method.
- the fiber-reinforced epoxy resin composite sheet according to the present embodiment can be produced by including a step of laminating reinforced fibers in which the opened fibers are oriented in a predetermined direction on one or both surfaces of the epoxy resin film under heating. .. This manufacturing method will be described with reference to the drawings.
- FIG. 1 is a schematic view showing a configuration example of an apparatus used when manufacturing the fiber-reinforced epoxy resin composite sheet of the present embodiment.
- each reference numeral is a heating roll 1, a cooling roll 2, an endless belt 3, a drawing roll 4, a bobbin 5 for winding, a carbon fiber bundle F1, an opening fiber F2, an epoxy resin film R1, and a fiber reinforced epoxy resin.
- the manufacturing apparatus shown in FIG. 1 is an apparatus for continuously producing a fiber-reinforced epoxy resin composite sheet S containing reinforcing fibers in which the opened fibers are oriented in a predetermined direction, using the reinforcing fiber bundle F1 and the epoxy resin film R1. Is.
- the manufacturing apparatus is located below a group of a plurality of pairs (two pairs in FIG. 1) of heating rolls 1 arranged side by side in the vertical direction, and the group of the heating rolls 1 in the vertical direction.
- a plurality of pairs of cooling rolls 2 (two pairs in FIG. 1) arranged side by side, and a pair of endless belts 3 hung in columns of two heating rolls 1 and two cooling rolls 2 arranged in the vertical direction.
- a pair of drawer rolls 4 located below the pair of endless belts 3 and a bobbin 5 for winding are provided.
- a fiber-spreading mechanism is provided in the vicinity of the uppermost heating roll 1 to continuously form the fiber-spreading fibers F2 by opening the reinforcing fiber bundle F1 and spreading it in a band shape.
- the fiber opening mechanism may be, for example, a mechanism capable of expanding a fiber bundle and flattening the long fibers so as to extend in the same direction or substantially the same direction.
- various mechanisms such as a mechanism for striking and expanding the fiber bundle or a mechanism for blowing and expanding the fiber bundle with wind are used.
- the two pairs of heating rolls 1 are each heated by an electric heater, a heating fluid, or the like.
- the two pairs of heating rolls 1 heat the spread fiber F2 into the epoxy resin film R1 by sandwiching the spread fiber F2 and the epoxy resin film R1 from both sides in a state of being overlapped with each other via the endless belt 3. Laminate continuously.
- a plurality of pairs of cooling rolls 2 are cooled by using each as a cooling fluid or the like.
- the plurality of pairs of cooling rolls 2 are made of fiber-reinforced epoxy having a predetermined thickness by cooling the epoxy resin film R1 in which the spread fibers F2 are laminated via the endless belt 3 while sandwiching them from both sides and sending them downward.
- the resin composite sheet S is continuously molded.
- the pair of drawer rolls 4 are continuously pulled downward while applying tension to the manufactured fiber-reinforced epoxy resin composite sheet S.
- the bobbin 5 for winding is rotated by a drive source such as a motor, and the fiber-reinforced epoxy resin composite sheet S drawn out by the pair of drawer rolls 4 is sequentially wound up. As a result, a roll-shaped fiber-reinforced epoxy resin composite sheet S is formed.
- the epoxy resin film R1 and the opened reinforcing fiber are sandwiched in a predetermined direction, for example, on the same plane with substantially the same interval by using a film having high releasability. It is also possible to produce the fiber-reinforced wood epoxy fat composite sheet S by a method of flowing and winding together in substantially parallel directions.
- the spread fibers F2 shown in FIG. 1 may be sent from one side instead of being sent from both sides. ..
- a fiber-reinforced epoxy resin composite sheet S in which the spread fibers F2 are laminated on one surface of the epoxy resin film under heating is obtained.
- the thickness of the fiber-reinforced epoxy resin composite sheet is not particularly limited, but is preferably 25 ⁇ m or more, more preferably 30 ⁇ m or more, and further preferably 35 ⁇ m or more.
- the thickness of the fiber-reinforced epoxy resin composite sheet is preferably 230 ⁇ m or less, more preferably 130 ⁇ m or less, and further preferably 80 ⁇ m or less. When the thickness of the fiber-reinforced epoxy resin composite sheet in the present embodiment is within such a range, the sheet is excellent in molding processability and the mechanical properties of the finally obtained molded product are also good, which is preferable.
- the fibers can be easily impregnated into the resin.
- the strength of the reinforcing fibers can be sufficiently exhibited.
- delamination of a laminate (structure described later) in which a plurality of fiber-reinforced epoxy resin composite sheets are laminated is unlikely to occur, and the fatigue characteristics are also excellent.
- the molding processability when the fiber-reinforced epoxy resin composite sheet is used can be made more excellent.
- the thickness of the fiber-reinforced epoxy resin composite sheet is also affected by the thickness of the resin film, but can be kept within the above range by appropriately controlling the temperature and pressure applied during the production of the fiber-reinforced epoxy resin composite sheet. ..
- the solvent content of the fiber-reinforced epoxy resin composite sheet is preferably 0.02% by mass or more and 5% by mass or less. As described above, the solvent content of the fiber-reinforced epoxy resin composite sheet is affected by the solvent content in the epoxy resin film. When the solvent content of the fiber-reinforced epoxy resin composite sheet is within the above range, the fiber-reinforced epoxy resin composite sheet has few voids and is excellent in molding processability and the like. The solvent content of the fiber-reinforced epoxy resin composite sheet is determined in the same manner as the measurement of the solvent content in the epoxy resin film.
- the fiber-reinforced epoxy resin composite sheet in this embodiment is suitably used for sports applications, general industrial applications, and aerospace applications. More specifically, in sports applications, it is suitably used for golf shafts, fishing rods, rackets for tennis and badminton, stick applications such as hockey, and ski pole applications. Furthermore, in general industrial applications, structural materials for moving objects such as automobiles, ships and railroad vehicles, drive shafts, leaf springs, wind turbine blades, pressure vessels, flywheels, papermaking rollers, roofing materials, cables, repair reinforcement materials, etc. Suitable for use.
- the fiber-reinforced composite plate or fiber-reinforced molded product in which a plurality of fiber-reinforced epoxy resin composite sheets are laminated in the above-described embodiment is applied as a structure used for various purposes.
- This structure may consist only of the fiber-reinforced composite plate, the fiber-reinforced molded product, or a combination thereof according to the present embodiment.
- it may be composed of the fiber-reinforced composite plate, the fiber-reinforced molded product, or a combination thereof and other materials. Examples of other materials include metals, injection-molded thermoplastic resin members, and the like.
- the adhesive strength between the fiber-reinforced composite plate or the like and a metal, for example, aluminum is larger.
- the fiber-reinforced composite plate or the fiber-reinforced molded product in the present embodiment is superior in aluminum adhesive strength as compared with the molded product using the fiber-reinforced polyamide 6 resin composite sheet.
- the aluminum adhesive strength of the fiber-reinforced composite plate or the fiber-reinforced molded product in the present embodiment is preferably 0.3 N. As mentioned above, it is more preferably 0.34 or more, still more preferably 0.4 or more.
- the upper limit is not particularly limited. As described above, it can be seen that the fiber-reinforced epoxy resin composite sheet of the present invention is excellent in versatility from the viewpoint of having excellent adhesive strength with the metal material in the composition of the fiber-reinforced composite plate or the fiber-reinforced molded product.
- the fiber-reinforced composite plate or fiber-reinforced molded body produced from the fiber-reinforced epoxy resin composite sheet of the present invention includes a fiber-reinforced polyamide 6 resin composite sheet and a commercially available thermosetting epoxy resin. It has lower water absorption than impregnated carbon fiber prepreg.
- the water absorption rate of the fiber-reinforced composite plate or the fiber-reinforced molded product is preferably 1.5% or less, more preferably 1.5% or less. It is 1% or less, more preferably 0.8% or less.
- the fiber-reinforced epoxy resin composite sheet of the present invention has low water absorption in the composition of the fiber-reinforced composite plate or the fiber-reinforced molded body, that is, the fiber-reinforced epoxy resin composite sheet as an intermediate material also has low water absorption. It can be seen that is excellent in performance stability.
- Such a structure is composed of the fiber-reinforced epoxy resin composite sheet according to the present embodiment, it is excellent in flame retardancy, heat resistance, versatility and performance stability, and has good mechanical properties. Also has.
- Such a structure can be applied not only to the above-mentioned applications, but also to, for example, interior members of aircraft or automobiles, housings for electric devices, housings for electronic devices, and the like.
- the fiber-reinforced composite plate or the fiber-reinforced molded product in the present embodiment is configured by laminating a plurality of fiber-reinforced epoxy resin composite sheets. When these are manufactured, they are heated and pressed, that is, press-molded in a state where a plurality of fiber-reinforced epoxy resin composite sheets are laminated.
- the heating temperature at this time is preferably 80 to 300 ° C, more preferably 180 to 220 ° C.
- the pressing force is preferably 0.5 to 15 MPa, more preferably 2 to 10 MPa.
- the fiber-reinforced epoxy resin composite sheet according to the first aspect of the present invention is a fiber-reinforced epoxy resin composite sheet containing an epoxy resin film and reinforcing fibers laminated on one or both surfaces of the epoxy resin film.
- the opened fibers are oriented in a predetermined direction, and the volume content Vf of the reinforcing fibers is 5 to 70%.
- the fiber-reinforced epoxy resin composite sheet of the first aspect also includes a form in which an epoxy resin film is further laminated on the surface on which the reinforcing fibers are laminated.
- the fiber-reinforced epoxy resin composite sheet has a structure in which the epoxy resin film, the reinforcing fibers in which the opened fibers are oriented in a predetermined direction, and the epoxy resin film are laminated in this order. It may be.
- the epoxy resin film is preferably made of an epoxy resin having a weight average molecular weight of 1500 or more.
- the epoxy resin film is a mixture of an epoxy resin having a weight average molecular weight of 1500 or more and an epoxy resin having a weight average molecular weight of less than 1500, and the ratio of the epoxy resin having a weight average molecular weight of 1500 or more to 100 parts by mass of the total epoxy resin. May be 60 parts by mass or more.
- the thickness of the fiber-reinforced epoxy resin composite sheet of the first aspect is preferably 25 to 230 ⁇ m. By ensuring such a thickness, the sheet is excellent in moldability.
- the reinforcing fibers are preferably carbon fibers.
- carbon fiber By using carbon fiber, the molding processability, heat resistance, electromagnetic wave shielding property, and light weight of the fiber-reinforced epoxy resin composite sheet can be ensured.
- the solvent content in the epoxy resin film is preferably 0.2% by mass or more and 10% by mass or less. By keeping the solvent content within such a range, the molding processability of the fiber-reinforced epoxy resin composite sheet can be improved.
- a plurality of fiber-reinforced epoxy resin composite sheets of the first aspect are laminated. These are suitable as materials for structures used in various applications.
- the method for producing a fiber-reinforced epoxy resin composite sheet according to a fourth aspect of the present invention is the method for producing a fiber-reinforced epoxy resin composite sheet according to the first aspect, and is opened on one or both surfaces of an epoxy resin film. It includes a step of laminating reinforcing fibers in which the fiber fibers are oriented in a predetermined direction under heating.
- the method for producing a fiber-reinforced molded product according to a fifth aspect of the present invention is the method for producing a fiber-reinforced molded product according to the third aspect, wherein a plurality of the fiber-reinforced epoxy resin composite sheets are laminated in a mold. It includes a step of press molding at a temperature of 80 to 300 ° C. and a pressure of 0.5 to 15 MPa.
- epoxy resin a methyl ethyl ketone solution of the epoxy resin
- A jER1256: Solid bisphenol A type epoxy resin, Mw: about 50,000, epoxy equivalent: about 8,000 g / eq, manufactured by Mitsubishi Chemical Corporation (hardener)
- B Benzoxazine Pd, manufactured by Shikoku Kasei Kogyo Co., Ltd.
- Phenol novolac H-4 manufactured by Meiwa Kasei Co., Ltd.
- carbon fiber D
- TR50S15L PAN-based carbon fiber
- 15K 15000 filament
- Mitsubishi Chemical Corporation e
- T-700 PAN-based carbon fiber
- 12K 12000 filament
- solvent Methyl ethyl ketone
- Example 1 The epoxy resin (a) (solid) and the solvent (liquid) were weighed in a container so that the solid content concentration was 40% by mass. These were mixed and dissolved in a container to obtain a 40 mass% methyl ethyl ketone solution of epoxy resin. This solution was applied onto a silicone-treated PET film using a slot die coating device (manufactured by Yasui Seiki Co., Ltd.) at a coating speed of 2.0 m / min, dried at a drying temperature of 150 ° C. for 6 minutes, and thickened. An epoxy resin film having a temperature of 50 ⁇ m was obtained. 2.1% by mass of the solvent remained in this epoxy resin film.
- the fiber-reinforced epoxy resin composite sheet of the present embodiment was obtained while opening the carbon fiber bundle by the manufacturing apparatus shown in FIG. At this time, the roll temperature (the temperature of the heating roll 1 shown in FIG. 1) was 220 ° C., and the feed rate was 10 m / min.
- the obtained fiber-reinforced epoxy resin composite sheet is obtained by laminating an opened carbon fiber bundle on one side of an epoxy resin film.
- the volume content of the carbon fibers that is, the fiber volume content Vf was 43%, and the thickness of the fiber-reinforced epoxy resin composite sheet was 40 to 60 ⁇ m.
- the obtained fiber-reinforced epoxy resin composite sheet was laminated with 15 sheets in the 0 ° direction, 15 sheets in the 45 ° direction, 15 sheets in the 90 ° direction, and 15 sheets in the ⁇ 45 ° direction, at a temperature of 220 ° C., a pressure of 2 MPa, and A molded product having a size of 300 mm ⁇ 300 mm ⁇ 2 mm (thickness) was obtained under heating and pressurizing conditions (press molding conditions) for 30 minutes.
- Example 2 The epoxy resin (a) (solid), the curing agent (b) and (c) and the solvent (liquid) were weighed in a container so that the solid content concentration was 40% by mass. These were mixed and dissolved in a container to obtain a 40 mass% methyl ethyl ketone solution of epoxy resin. This solution was applied onto a silicone-treated PET film using a slot die coating device (manufactured by Yasui Seiki Co., Ltd.) at a coating speed of 2.0 m / min, dried at a drying temperature of 150 ° C. for 6 minutes, and thickened. An epoxy resin film having a temperature of 50 ⁇ m was obtained. 2.3% by mass of the solvent remained in this epoxy resin film.
- the obtained fiber-reinforced epoxy resin composite sheet is obtained by laminating an opened carbon fiber bundle on one side of an epoxy resin film.
- the volume content of the carbon fibers, that is, the fiber volume content Vf was 40%, and the thickness of the fiber-reinforced epoxy resin composite sheet was 40 to 60 ⁇ m.
- the obtained fiber-reinforced epoxy resin composite sheet was laminated with 15 sheets in the 0 ° direction, 15 sheets in the 45 ° direction, 15 sheets in the 90 ° direction, and 15 sheets in the ⁇ 45 ° direction, at a temperature of 220 ° C., a pressure of 2 MPa, and A molded product having a size of 300 mm ⁇ 300 mm ⁇ 2 mm (thickness) was obtained under heating and pressurizing conditions (press molding conditions) for 30 minutes.
- Example 3 A fiber-reinforced epoxy resin composite sheet having a fiber volume content Vf of 43% and a thickness of 40 to 60 ⁇ m was obtained by the same method as in Example 1 except that the carbon fiber (e) was used.
- the obtained fiber-reinforced epoxy resin composite sheet was laminated 30 sheets in the 0 ° direction and 30 sheets in the 90 ° direction, and was 110 mm under heating and pressurizing conditions (press molding conditions) at a temperature of 120 ° C., a pressure of 5 MPa, and 15 minutes.
- Example 4 A fiber-reinforced epoxy having a fiber volume content Vf of 60% and a thickness of 60 to 80 ⁇ m by the same method as in Example 1 except that the opened carbon fiber bundles are laminated on both sides of the epoxy resin film. A resin composite sheet was obtained.
- the obtained fiber-reinforced epoxy resin composite sheet was laminated with 11 sheets in the 0 ° direction, 11 sheets in the 45 ° direction, 11 sheets in the 90 ° direction, and 11 sheets in the ⁇ 45 ° direction, at a temperature of 220 ° C., a pressure of 2 MPa, and A molded product having a size of 300 mm ⁇ 300 mm ⁇ 2 mm (thickness) was obtained under heating and pressurizing conditions (press molding conditions) for 30 minutes.
- ⁇ Comparative example 1> By the same method as in Example 1 except that a polyamide 6 resin (manufactured by Mitsubishi Chemical Co., Ltd., "Diamiron CZ") film was used as the resin film, the fiber volume content Vf was 43% and the thickness was 40 to 40. A fiber reinforced resin composite sheet having a size of 60 ⁇ m was obtained. Further, a molded product having a size of 300 mm ⁇ 300 mm ⁇ 2 mm (thickness) was obtained by the same method as in Example 1.
- a polyamide 6 resin manufactured by Mitsubishi Chemical Co., Ltd., "Diamiron CZ”
- ⁇ Comparative example 2> As an alternative to the fiber-reinforced epoxy resin composite sheets of Examples 1 to 4, a prepreg (manufactured by Mitsubishi Chemical Corporation, "Pyrofil # 350") in which a thermosetting epoxy resin was impregnated with an aggregate of carbon fibers was used. The volume content of the carbon fibers of this prepreg, that is, the fiber volume content Vf was 58%, and the thickness was 170 ⁇ m. Three prepregs were laminated in the 0 ° direction, three in the 45 ° direction, three in the 90 ° direction, and three in the ⁇ 45 ° direction.
- this laminate was heat-cured in an autoclave under the conditions of a pressure of 590 KPa, a temperature of 130 ° C., and 120 minutes to obtain a molded product having a size of 300 mm ⁇ 300 mm ⁇ 2 mm (thickness).
- the mass change rate of the molded product that is, the hygroscopicity (%) was obtained from the formula: ((B)-(A)) / (A) ⁇ 100.
- This water absorption rate evaluation test was carried out using three test pieces for each of one example or comparative example, and the average value was taken as the moisture absorption rate (%).
- each reference numeral represents an aluminum foil 6 and a test piece 7 of a molded product).
- the adhesive protruding from the test sample was removed with a cutter and stored at 23 ° C. and 50% RH for 24 hours.
- a peeling test was carried out at a tensile speed of 50 mm / min at an angle of 90 ° using a 5582 type universal testing machine manufactured by Instron. This peeling test was carried out at 3 points for each test piece of the molded product, and the average value excluding the data of 0.5 cm at the initial stage and the final stage was taken as the value of the aluminum adhesive strength (N).
- the compacts of Examples 1 to 4 have good bending fracture strength and flexural modulus, and the compacts of Examples 1 to 2 and 4 have good tensile strength. It had the property of tensile modulus. That is, the fiber-reinforced epoxy resin composite sheets of Examples 1 to 4 not only have excellent molding processability due to the relatively thin thickness of the sheet itself, but also use the prepreg of Comparative Example 2. By comparing with the mechanical properties of the molded product, it was found that the mechanical properties of the final molded product in Examples 1 to 4 were also as good as those. In Table 1, "-" indicates unmeasured.
- the molded products of Examples 1 to 4 have a significantly lower water absorption rate and aluminum as compared with the molded product manufactured by using the polyamide 6 resin of Comparative Example 1 as a substitute and the molded product of Comparative Example 2.
- the adhesive strength was high. That is, according to the fiber-reinforced epoxy resin composite sheet of the present invention, it is difficult to cause a decrease in physical properties such as strength of a molded product and a dimensional change due to water absorption, and moreover, a structure composed of a metal material, particularly aluminum. It can be seen that it is preferably used for the body and the like.
- the fiber-reinforced epoxy resin composite sheet according to the present invention has low water absorption and is excellent in adhesive strength to metal materials, particularly aluminum adhesive strength, and thus is also excellent in performance stability and versatility. It turned out to be excellent.
- the present invention has a wide range of industrial applicability in the technical field related to fiber reinforced resin composite sheets, such as sports / leisure applications, general industrial applications, and aircraft material applications.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- Inorganic Chemistry (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Epoxy Resins (AREA)
- Laminated Bodies (AREA)
- Composite Materials (AREA)
- Mechanical Engineering (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021527619A JPWO2020255775A1 (https=) | 2019-06-20 | 2020-06-08 | |
| US17/619,045 US20220289922A1 (en) | 2019-06-20 | 2020-06-08 | Fiber-reinforced epoxy resin composite sheet, fiber-reinforced composite plate and fiber-reinforced molded article, and method for producing same |
| EP20827908.3A EP3970961A4 (en) | 2019-06-20 | 2020-06-08 | FIBER REINFORCED EPOXY REINFORCED COMPOSITE SHEET, FIBER REINFORCED COMPOSITE PLATE AND FIBER REINFORCED MOLDED ARTICLE, AND METHOD FOR PRODUCTION THEREOF |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-114358 | 2019-06-20 | ||
| JP2019114358 | 2019-06-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020255775A1 true WO2020255775A1 (ja) | 2020-12-24 |
Family
ID=74040486
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/022511 Ceased WO2020255775A1 (ja) | 2019-06-20 | 2020-06-08 | 繊維強化エポキシ樹脂複合シート、繊維強化複合板および繊維強化成形体、ならびにそれらの製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20220289922A1 (https=) |
| EP (1) | EP3970961A4 (https=) |
| JP (1) | JPWO2020255775A1 (https=) |
| WO (1) | WO2020255775A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12053908B2 (en) | 2021-02-01 | 2024-08-06 | Regen Fiber, Llc | Method and system for recycling wind turbine blades |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020235485A1 (ja) * | 2019-05-23 | 2020-11-26 | 東レ株式会社 | プリプレグ、積層体および成形品 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08118381A (ja) | 1994-10-19 | 1996-05-14 | Mitsubishi Rayon Co Ltd | Cfrp成形物の製造方法 |
| JP2005330482A (ja) * | 2004-04-23 | 2005-12-02 | Toray Ind Inc | エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 |
| JP2012192565A (ja) * | 2011-03-15 | 2012-10-11 | Mitsubishi Rayon Co Ltd | 複合材料積層板 |
| JP2014208457A (ja) * | 2013-03-28 | 2014-11-06 | 福井県 | 積層成形体 |
| JP2016006131A (ja) * | 2014-06-20 | 2016-01-14 | 学校法人同志社 | プリプレグ積層体 |
| JP2016130011A (ja) * | 2015-12-17 | 2016-07-21 | 株式会社アドウェルズ | 処理方法および処理装置 |
| WO2017022607A1 (ja) * | 2015-08-04 | 2017-02-09 | 福井県 | 繊維強化樹脂シート材の製造方法 |
| JP2019114358A (ja) | 2017-12-21 | 2019-07-11 | スタンレー電気株式会社 | 照明装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000336191A (ja) * | 1999-03-23 | 2000-12-05 | Toray Ind Inc | プリプレグ及び繊維強化複合材料 |
| CN103987764B (zh) * | 2011-12-26 | 2017-09-15 | 东丽株式会社 | 碳纤维基材、预浸料坯及碳纤维增强复合材料 |
| DE112019001974T5 (de) * | 2018-04-16 | 2020-12-24 | AGC Inc. | Laminat und verfahren zu dessen herstellung |
| JP7085098B2 (ja) * | 2018-09-26 | 2022-06-16 | 福井県 | 複合シートの成形方法及び成形装置 |
-
2020
- 2020-06-08 JP JP2021527619A patent/JPWO2020255775A1/ja active Pending
- 2020-06-08 US US17/619,045 patent/US20220289922A1/en not_active Abandoned
- 2020-06-08 EP EP20827908.3A patent/EP3970961A4/en not_active Withdrawn
- 2020-06-08 WO PCT/JP2020/022511 patent/WO2020255775A1/ja not_active Ceased
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08118381A (ja) | 1994-10-19 | 1996-05-14 | Mitsubishi Rayon Co Ltd | Cfrp成形物の製造方法 |
| JP2005330482A (ja) * | 2004-04-23 | 2005-12-02 | Toray Ind Inc | エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 |
| JP2012192565A (ja) * | 2011-03-15 | 2012-10-11 | Mitsubishi Rayon Co Ltd | 複合材料積層板 |
| JP2014208457A (ja) * | 2013-03-28 | 2014-11-06 | 福井県 | 積層成形体 |
| JP2016006131A (ja) * | 2014-06-20 | 2016-01-14 | 学校法人同志社 | プリプレグ積層体 |
| WO2017022607A1 (ja) * | 2015-08-04 | 2017-02-09 | 福井県 | 繊維強化樹脂シート材の製造方法 |
| JP2016130011A (ja) * | 2015-12-17 | 2016-07-21 | 株式会社アドウェルズ | 処理方法および処理装置 |
| JP2019114358A (ja) | 2017-12-21 | 2019-07-11 | スタンレー電気株式会社 | 照明装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3970961A4 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12053908B2 (en) | 2021-02-01 | 2024-08-06 | Regen Fiber, Llc | Method and system for recycling wind turbine blades |
| US12325153B2 (en) | 2021-02-01 | 2025-06-10 | Regen Fiber, Llc | Method and system for recycling wind turbine blades |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2020255775A1 (https=) | 2020-12-24 |
| US20220289922A1 (en) | 2022-09-15 |
| EP3970961A4 (en) | 2023-05-31 |
| EP3970961A1 (en) | 2022-03-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11161975B2 (en) | Curable resin composition, and film, molded article, prepreg, and fiber-reinforced plastic using said curable resin composition | |
| JP6903897B2 (ja) | エポキシ樹脂組成物、並びにこれを用いた成形品、プリプレグ及び繊維強化プラスチック | |
| JP5319673B2 (ja) | エポキシ樹脂組成物及びそれを用いたプリプレグ | |
| KR102081662B1 (ko) | 에폭시 수지 조성물, 프리프레그 및 탄소 섬유 강화 복합 재료 | |
| US9574081B2 (en) | Epoxy-resin composition, and film, prepreg and fiber-reinforced plastic using the same | |
| CN102666638B (zh) | 复合材料组合物 | |
| JP2021001245A (ja) | 繊維強化エポキシ樹脂複合材及び繊維強化プラスチック | |
| JP5469086B2 (ja) | 熱硬化性樹脂組成物とそれを用いたプリプレグ | |
| JP6950174B2 (ja) | エポキシ樹脂組成物、並びにこれを用いた成形品、プリプレグ及び繊維強化プラスチック | |
| JP6521090B2 (ja) | 熱硬化性樹脂組成物、プリプレグ、及び繊維強化プラスチック成形体とその製造方法 | |
| KR20110120314A (ko) | 벤조옥사진 수지 조성물 | |
| JP6766888B2 (ja) | 熱硬化性樹脂組成物、プリプレグ、ならびに繊維強化複合材料およびその製造方法 | |
| JP7509175B2 (ja) | プリプレグ及び繊維強化プラスチック | |
| JPWO2020100785A1 (ja) | 熱硬化性エポキシ樹脂組成物、熱硬化性成形材料の製造方法、熱硬化性成形材料、繊維強化複合材料の製造方法 | |
| WO2020255775A1 (ja) | 繊維強化エポキシ樹脂複合シート、繊維強化複合板および繊維強化成形体、ならびにそれらの製造方法 | |
| JP6782553B2 (ja) | プリプレグの製造方法 | |
| JP2003277471A (ja) | エポキシ樹脂組成物、プリプレグおよび炭素繊維強化複合材料 | |
| JP2019157057A (ja) | 硬化性樹脂組成物、並びにこれを用いたプリプレグ、フィルム及び繊維強化プラスチック | |
| JP2020139000A (ja) | 硬化性樹脂組成物、並びにこれを用いたフィルム、成形品、プリプレグ及び繊維強化プラスチック | |
| JPWO2020080474A1 (ja) | プリプレグ、繊維強化複合樹脂成形体、管状成形体の製造方法、エポキシ樹脂組成物、および管状成形体 | |
| JP7456126B2 (ja) | プリプレグ及び繊維強化プラスチック | |
| US11186674B2 (en) | Epoxy resin composition, prepreg, fiber-reinforced composite material, and method for producing same | |
| JP6321391B2 (ja) | 繊維強化複合材料、プリプレグおよびそれらの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20827908 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021527619 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020827908 Country of ref document: EP Effective date: 20211216 |
|
| WWW | Wipo information: withdrawn in national office |
Ref document number: 2020827908 Country of ref document: EP |