WO2018064289A1 - Glass reinforcement - Google Patents
Glass reinforcement Download PDFInfo
- Publication number
- WO2018064289A1 WO2018064289A1 PCT/US2017/053931 US2017053931W WO2018064289A1 WO 2018064289 A1 WO2018064289 A1 WO 2018064289A1 US 2017053931 W US2017053931 W US 2017053931W WO 2018064289 A1 WO2018064289 A1 WO 2018064289A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- acid
- coating
- glass
- cementitious
- glass reinforcement
- Prior art date
Links
- 239000011521 glass Substances 0.000 title claims abstract description 136
- 230000002787 reinforcement Effects 0.000 title claims abstract description 125
- 238000000576 coating method Methods 0.000 claims abstract description 116
- 239000011248 coating agent Substances 0.000 claims abstract description 115
- 239000003513 alkali Substances 0.000 claims abstract description 100
- 239000002516 radical scavenger Substances 0.000 claims abstract description 78
- 239000003365 glass fiber Substances 0.000 claims abstract description 67
- 239000002253 acid Substances 0.000 claims abstract description 53
- 239000000203 mixture Substances 0.000 claims abstract description 32
- 238000004519 manufacturing process Methods 0.000 claims abstract description 31
- 230000003014 reinforcing effect Effects 0.000 claims abstract description 31
- 229920000642 polymer Polymers 0.000 claims abstract description 27
- 239000007788 liquid Substances 0.000 claims abstract description 15
- 239000002002 slurry Substances 0.000 claims description 21
- WWZKQHOCKIZLMA-UHFFFAOYSA-N Caprylic acid Natural products CCCCCCCC(O)=O WWZKQHOCKIZLMA-UHFFFAOYSA-N 0.000 claims description 20
- ZQPPMHVWECSIRJ-KTKRTIGZSA-N oleic acid Chemical compound CCCCCCCC\C=C/CCCCCCCC(O)=O ZQPPMHVWECSIRJ-KTKRTIGZSA-N 0.000 claims description 17
- WRIDQFICGBMAFQ-UHFFFAOYSA-N (E)-8-Octadecenoic acid Natural products CCCCCCCCCC=CCCCCCCC(O)=O WRIDQFICGBMAFQ-UHFFFAOYSA-N 0.000 claims description 15
- LQJBNNIYVWPHFW-UHFFFAOYSA-N 20:1omega9c fatty acid Natural products CCCCCCCCCCC=CCCCCCCCC(O)=O LQJBNNIYVWPHFW-UHFFFAOYSA-N 0.000 claims description 15
- QSBYPNXLFMSGKH-UHFFFAOYSA-N 9-Heptadecensaeure Natural products CCCCCCCC=CCCCCCCCC(O)=O QSBYPNXLFMSGKH-UHFFFAOYSA-N 0.000 claims description 15
- 239000005642 Oleic acid Substances 0.000 claims description 15
- ZQPPMHVWECSIRJ-UHFFFAOYSA-N Oleic acid Natural products CCCCCCCCC=CCCCCCCCC(O)=O ZQPPMHVWECSIRJ-UHFFFAOYSA-N 0.000 claims description 15
- 239000004744 fabric Substances 0.000 claims description 15
- QXJSBBXBKPUZAA-UHFFFAOYSA-N isooleic acid Natural products CCCCCCCC=CCCCCCCCCC(O)=O QXJSBBXBKPUZAA-UHFFFAOYSA-N 0.000 claims description 15
- 150000007524 organic acids Chemical class 0.000 claims description 10
- XNGIFLGASWRNHJ-UHFFFAOYSA-L phthalate(2-) Chemical compound [O-]C(=O)C1=CC=CC=C1C([O-])=O XNGIFLGASWRNHJ-UHFFFAOYSA-L 0.000 claims description 9
- GONOPSZTUGRENK-UHFFFAOYSA-N benzyl(trichloro)silane Chemical compound Cl[Si](Cl)(Cl)CC1=CC=CC=C1 GONOPSZTUGRENK-UHFFFAOYSA-N 0.000 claims description 8
- 238000009835 boiling Methods 0.000 claims description 8
- FUZZWVXGSFPDMH-UHFFFAOYSA-N n-hexanoic acid Natural products CCCCCC(O)=O FUZZWVXGSFPDMH-UHFFFAOYSA-N 0.000 claims description 8
- OEIWPNWSDYFMIL-UHFFFAOYSA-N dioctyl benzene-1,4-dicarboxylate Chemical compound CCCCCCCCOC(=O)C1=CC=C(C(=O)OCCCCCCCC)C=C1 OEIWPNWSDYFMIL-UHFFFAOYSA-N 0.000 claims description 7
- OBETXYAYXDNJHR-UHFFFAOYSA-N alpha-ethylcaproic acid Natural products CCCCC(CC)C(O)=O OBETXYAYXDNJHR-UHFFFAOYSA-N 0.000 claims description 6
- 229920001577 copolymer Polymers 0.000 claims description 6
- NWUYHJFMYQTDRP-UHFFFAOYSA-N 1,2-bis(ethenyl)benzene;1-ethenyl-2-ethylbenzene;styrene Chemical compound C=CC1=CC=CC=C1.CCC1=CC=CC=C1C=C.C=CC1=CC=CC=C1C=C NWUYHJFMYQTDRP-UHFFFAOYSA-N 0.000 claims description 5
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical group [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 5
- 239000003456 ion exchange resin Substances 0.000 claims description 5
- 229920003303 ion-exchange polymer Polymers 0.000 claims description 5
- 150000007522 mineralic acids Chemical class 0.000 claims description 5
- 238000000151 deposition Methods 0.000 claims description 4
- 229920001944 Plastisol Polymers 0.000 description 26
- 239000004999 plastisol Substances 0.000 description 26
- 239000000835 fiber Substances 0.000 description 25
- 239000000463 material Substances 0.000 description 24
- 239000004568 cement Substances 0.000 description 19
- 239000000654 additive Substances 0.000 description 12
- 239000010440 gypsum Substances 0.000 description 12
- 229910052602 gypsum Inorganic materials 0.000 description 12
- 239000004800 polyvinyl chloride Substances 0.000 description 12
- 238000000034 method Methods 0.000 description 11
- 229920000915 polyvinyl chloride Polymers 0.000 description 11
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 11
- 230000032683 aging Effects 0.000 description 10
- 238000012360 testing method Methods 0.000 description 9
- 230000000996 additive effect Effects 0.000 description 8
- 230000008901 benefit Effects 0.000 description 8
- 238000009941 weaving Methods 0.000 description 8
- 238000010276 construction Methods 0.000 description 6
- -1 polyethylene Polymers 0.000 description 6
- 230000008859 change Effects 0.000 description 5
- 230000001419 dependent effect Effects 0.000 description 5
- 230000002829 reductive effect Effects 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 239000002904 solvent Substances 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 4
- 239000004745 nonwoven fabric Substances 0.000 description 4
- 239000004014 plasticizer Substances 0.000 description 4
- 238000004513 sizing Methods 0.000 description 4
- 239000002759 woven fabric Substances 0.000 description 4
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 239000006185 dispersion Substances 0.000 description 3
- 239000012760 heat stabilizer Substances 0.000 description 3
- 239000011159 matrix material Substances 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 239000005662 Paraffin oil Substances 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- 229920002472 Starch Polymers 0.000 description 2
- 230000002411 adverse Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- OSGAYBCDTDRGGQ-UHFFFAOYSA-L calcium sulfate Chemical compound [Ca+2].[O-]S([O-])(=O)=O OSGAYBCDTDRGGQ-UHFFFAOYSA-L 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 239000002270 dispersing agent Substances 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 239000003063 flame retardant Substances 0.000 description 2
- 230000002431 foraging effect Effects 0.000 description 2
- 238000009472 formulation Methods 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 238000009940 knitting Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000004570 mortar (masonry) Substances 0.000 description 2
- 239000000123 paper Substances 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000008107 starch Substances 0.000 description 2
- 235000019698 starch Nutrition 0.000 description 2
- 238000006467 substitution reaction Methods 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 238000009864 tensile test Methods 0.000 description 2
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- 229920002748 Basalt fiber Polymers 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 239000012963 UV stabilizer Substances 0.000 description 1
- NHWNVPNZGGXQQV-UHFFFAOYSA-J [Si+4].[O-]N=O.[O-]N=O.[O-]N=O.[O-]N=O Chemical compound [Si+4].[O-]N=O.[O-]N=O.[O-]N=O.[O-]N=O NHWNVPNZGGXQQV-UHFFFAOYSA-J 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 229940095564 anhydrous calcium sulfate Drugs 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 239000010426 asphalt Substances 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 229910021538 borax Inorganic materials 0.000 description 1
- 238000009435 building construction Methods 0.000 description 1
- AXCZMVOFGPJBDE-UHFFFAOYSA-L calcium dihydroxide Chemical compound [OH-].[OH-].[Ca+2] AXCZMVOFGPJBDE-UHFFFAOYSA-L 0.000 description 1
- 239000000920 calcium hydroxide Substances 0.000 description 1
- 229910001861 calcium hydroxide Inorganic materials 0.000 description 1
- ZOMBKNNSYQHRCA-UHFFFAOYSA-J calcium sulfate hemihydrate Chemical compound O.[Ca+2].[Ca+2].[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O ZOMBKNNSYQHRCA-UHFFFAOYSA-J 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000008199 coating composition Substances 0.000 description 1
- 239000004567 concrete Substances 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 239000002178 crystalline material Substances 0.000 description 1
- 239000013530 defoamer Substances 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 239000008367 deionised water Substances 0.000 description 1
- 229910021641 deionized water Inorganic materials 0.000 description 1
- 230000002939 deleterious effect Effects 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- HBGGXOJOCNVPFY-UHFFFAOYSA-N diisononyl phthalate Chemical group CC(C)CCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCC(C)C HBGGXOJOCNVPFY-UHFFFAOYSA-N 0.000 description 1
- KPUWHANPEXNPJT-UHFFFAOYSA-N disiloxane Chemical class [SiH3]O[SiH3] KPUWHANPEXNPJT-UHFFFAOYSA-N 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 230000009970 fire resistant effect Effects 0.000 description 1
- 239000010881 fly ash Substances 0.000 description 1
- 229920000876 geopolymer Polymers 0.000 description 1
- 239000004746 geotextile Substances 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000004816 latex Substances 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000006072 paste Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 239000002893 slag Substances 0.000 description 1
- 239000004328 sodium tetraborate Substances 0.000 description 1
- 235000010339 sodium tetraborate Nutrition 0.000 description 1
- 239000002689 soil Substances 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000010902 straw Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 239000004634 thermosetting polymer Substances 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 239000004034 viscosity adjusting agent Substances 0.000 description 1
- 239000000080 wetting agent Substances 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B14/00—Use of inorganic materials as fillers, e.g. pigments, for mortars, concrete or artificial stone; Treatment of inorganic materials specially adapted to enhance their filling properties in mortars, concrete or artificial stone
- C04B14/38—Fibrous materials; Whiskers
- C04B14/42—Glass
- C04B14/44—Treatment for enhancing alkali resistance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B1/00—Producing shaped prefabricated articles from the material
- B28B1/52—Producing shaped prefabricated articles from the material specially adapted for producing articles from mixtures containing fibres, e.g. asbestos cement
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C13/00—Fibre or filament compositions
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C25/00—Surface treatment of fibres or filaments made from glass, minerals or slags
- C03C25/10—Coating
- C03C25/1025—Coating to obtain fibres used for reinforcing cement-based products
- C03C25/103—Organic coatings
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C25/00—Surface treatment of fibres or filaments made from glass, minerals or slags
- C03C25/10—Coating
- C03C25/48—Coating with two or more coatings having different compositions
- C03C25/50—Coatings containing organic materials only
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B14/00—Use of inorganic materials as fillers, e.g. pigments, for mortars, concrete or artificial stone; Treatment of inorganic materials specially adapted to enhance their filling properties in mortars, concrete or artificial stone
- C04B14/38—Fibrous materials; Whiskers
- C04B14/42—Glass
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B20/00—Use of materials as fillers for mortars, concrete or artificial stone according to more than one of groups C04B14/00 - C04B18/00 and characterised by shape or grain distribution; Treatment of materials according to more than one of the groups C04B14/00 - C04B18/00 specially adapted to enhance their filling properties in mortars, concrete or artificial stone; Expanding or defibrillating materials
- C04B20/10—Coating or impregnating
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B20/00—Use of materials as fillers for mortars, concrete or artificial stone according to more than one of groups C04B14/00 - C04B18/00 and characterised by shape or grain distribution; Treatment of materials according to more than one of the groups C04B14/00 - C04B18/00 specially adapted to enhance their filling properties in mortars, concrete or artificial stone; Expanding or defibrillating materials
- C04B20/10—Coating or impregnating
- C04B20/1018—Coating or impregnating with organic materials
- C04B20/1029—Macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B20/00—Use of materials as fillers for mortars, concrete or artificial stone according to more than one of groups C04B14/00 - C04B18/00 and characterised by shape or grain distribution; Treatment of materials according to more than one of the groups C04B14/00 - C04B18/00 specially adapted to enhance their filling properties in mortars, concrete or artificial stone; Expanding or defibrillating materials
- C04B20/10—Coating or impregnating
- C04B20/1018—Coating or impregnating with organic materials
- C04B20/1029—Macromolecular compounds
- C04B20/1033—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B20/00—Use of materials as fillers for mortars, concrete or artificial stone according to more than one of groups C04B14/00 - C04B18/00 and characterised by shape or grain distribution; Treatment of materials according to more than one of the groups C04B14/00 - C04B18/00 specially adapted to enhance their filling properties in mortars, concrete or artificial stone; Expanding or defibrillating materials
- C04B20/10—Coating or impregnating
- C04B20/1055—Coating or impregnating with inorganic materials
- C04B20/107—Acids or salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B24/00—Use of organic materials as active ingredients for mortars, concrete or artificial stone, e.g. plasticisers
- C04B24/04—Carboxylic acids; Salts, anhydrides or esters thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B28/00—Compositions of mortars, concrete or artificial stone, containing inorganic binders or the reaction product of an inorganic and an organic binder, e.g. polycarboxylate cements
- C04B28/02—Compositions of mortars, concrete or artificial stone, containing inorganic binders or the reaction product of an inorganic and an organic binder, e.g. polycarboxylate cements containing hydraulic cements other than calcium sulfates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2103/00—Function or property of ingredients for mortars, concrete or artificial stone
- C04B2103/0068—Ingredients with a function or property not provided for elsewhere in C04B2103/00
- C04B2103/0094—Agents for altering or buffering the pH; Ingredients characterised by their pH
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00474—Uses not provided for elsewhere in C04B2111/00
- C04B2111/00612—Uses not provided for elsewhere in C04B2111/00 as one or more layers of a layered structure
Definitions
- the present disclosure relates to a glass reinforcement and a method for making a glass reinforcement.
- Cementitious boards useful in the construction industry are known to contain inorganic, hydraulically setting material, such as a modified cement or gypsum. Hydraulic gypsum and cement, once set, have very little tensile strength and are usually reinforced with facing materials which improve the resistance to tensile and flexural loads. This has been the basis for using paper facing on conventional gypsum wall board and non-woven glass fiber scrim in cement boards.
- Glass fiber meshes have been popular as a facing sheet in cement boards because they can increase the dimensional stability in the presence of moisture and provide greater physical and mechanical properties.
- most glass fiber compositions, other than AR glass degrade in the alkali environment of a cement core, so they are typically coated with a protective finish.
- Current glass scrim reinforcements typically include a coating of PVC plastisol, a blend of PVC particles dispersed in plasticizer (usually phthalate based).
- plasticizer usually phthalate based
- coatings typically contain heat stabilizers and varsol (or other paraffin oil based solvent) to control viscosity.
- heat stabilizer it is not advisable to dry PVC at too high a temperature or it will de-polymerize.
- the solvent used to control viscosity also tends to evaporate during drawings and yields voids in the coating, leading to decreased alkali resistance in certain locations such that an alkaline environment will attack uncoated glass fiber surfaces.
- a glass reinforcement for a cementitious board is included.
- the glass reinforcement includes at least one glass fiber and a coating on the at least one glass fiber, the coating comprising a polymer composition and an alkali scavenger, wherein the alkali scavenger comprises an acid having a pKa of greater than about 3, wherein the acid is in a liquid state at 25 °C.
- a reinforcing cementitious board in another embodiment, includes (a) a cementitious core; and (b) a glass reinforcement disposed on at least one face of the cementitious core.
- the glass reinforcement includes at least one glass fiber and a coating on the at least one glass fiber, the coating including a polymer composition and an alkali scavenger, wherein the alkali scavenger includes an acid having a pKa of greater than about 3, wherein the acid is in a liquid state at 25 °C.
- a method of making a cementitious board is provided.
- the method includes (a) providing a glass reinforcement including at least one glass fiber and a coating on the at least one glass fiber, the coating including a polymer composition and an alkali scavenger, wherein the alkali scavenger includes an acid having a pKa of greater than about 3, wherein the acid is in a liquid state at 25 °C.
- the method further includes (b) depositing a cementitious slurry on the glass reinforcement; and (c) forming the cementitious slurry and the glass reinforcement into the cementitious board.
- FIG. 1 includes a side cross-sectional view of an exemplary cementitious board showing an embedded glass reinforcement.
- FIG. 2 includes a graphical depiction of viscosity of a plastisol coating and an exemplary alkali resistant coating after mixing.
- FIG. 3 includes a graphical depiction of viscosity of a plastisol coating and an exemplary alkali resistant coating after 1 month.
- FIG. 4 includes a graphical depiction of a strength of a yarn with a plastisol coating and an exemplary alkali resistant coating.
- FIGs. 5 and 6 include a graphical depiction of a strength of a yarn with a plastisol coating and an exemplary alkali resistant coating after an aging test.
- FIG. 7 includes a graphical depiction of a strength of a yarn having a plastisol coating and an exemplary alkali resistant coating at varying concentrations after an aging test.
- FIG. 8 is a graphical depiction of a strength of a scrim with a plastisol coating with and without an exemplary alkali resistant coating after an aging test.
- FIGs. 9 and 10 include a graphical depiction of a strength of a scrim having a plastisol coating and an exemplary alkali resistant coating after an aging test.
- filament is intended to mean an elongated structure or fiber of any suitable length.
- scrim is intended to mean a woven or nonwoven fabric that includes at least two filaments oriented in two different directions, including but not limited to a mesh.
- said scrim is intended to mean a scrim in which at least one filament overlies at least one other filament to create the scrim.
- matrix is intended to mean a woven or nonwoven fabric that includes any suitable arrangement of filaments other than an arrangement of filaments in a scrim, including an arrangement of randomly oriented filaments. Unless indicated otherwise, all measurements are at room temperature, i.e. about 25°C. For instance, values for viscosity are at about 25°C, unless indicated otherwise.
- the terms “comprises”, “comprising”, “includes”, “including”, “has”, “having” or any other variation thereof, are intended to cover a non-exclusive inclusion.
- a method, article, or apparatus that comprises a list of features is not necessarily limited only to those features but may include other features not expressly listed or inherent to such method, article, or apparatus.
- “or” refers to an inclusive-or and not to an exclusive-or. For example, a condition A or B is satisfied by any one of the following: A is true (or present) and B is false (or not present), A is false (or not present) and B is true (or present), and both A and B are true (or present).
- the present invention provides a glass reinforcement.
- the glass reinforcement includes at least one glass fiber and a coating on the at least one glass fiber.
- the coating includes a polymer composition and an alkali scavenger to provide an alkali resistant coating that increases the alkali resistance of the glass reinforcement when exposed to an alkaline environment.
- the alkaline environment is a cementitious environment.
- the glass reinforcement may be used for any product desired.
- the glass reinforcement may be used for a cementitious board.
- the coating in combination with the glass fiber provides a glass reinforcement with desirable physical properties.
- the alkali scavenger included within the coating provides resistance to an alkali environment without degradation of the glass fiber. Any reasonable alkali scavenger is envisioned.
- An exemplary alkali scavenger is an acid.
- the acid is a "weak acid", i.e. with a pKa of greater than 3, such as greater than 5, such as greater than 10, greater than 15, or even greater than 20.
- the acid includes an organic acid, an inorganic acid, an ion exchange resin, or combination thereof. Further, the acid is in a liquid state at room temperature (about 25°C), improving the dispersion of the acid within the coating.
- the physical state of the acid is an indication of crystallinity of the acid.
- the liquid state of the acid indicates a 0% crystallinity, wherein a solid state of the acid would indicate a crystalline material.
- the acid typically has an advantageous boiling point.
- the boiling point of the acid is greater than about 250°C, such as greater than about 300°C, such as greater than about 350°C.
- the boiling point of the acid provides particular advantages, such as improved alkali resistance and less malodor than an acid with a boiling point lower than 250°C.
- the acid includes an organic acid, an inorganic acid, an ion exchange resin, or combination thereof.
- the acid includes at least 10 carbon groups and optionally, at least one ethylenic bond.
- the acid includes hexanoic acid, octanoic acid, oleic acid, or combination thereof.
- the alkali scavenger consists essentially of an organic acid.
- the alkali scavenger consists of an organic acid.
- the organic acid consists essentially of hexanoic acid, octanoic acid, oleic acid, or combination thereof.
- the organic acid consists of hexanoic acid, octanoic acid, oleic acid, or combination thereof.
- the alkali scavenger is an organic acid that is liquid at room temperature and has a boiling point greater than 250°C.
- the alkali scavenger is soluble and dispersible within the coating.
- the liquid alkali scavenger does not settle but rather, remains as a stable, homogenous dispersion within the coating, even after 28 days.
- the alkali scavenger does not chemically react with the coating components, as evidenced by the stabilized viscosity when the alkali scavenger is present in the coating.
- the liquid alkali scavenger when present within the coating with a polymer, such as a polyvinyl chloride, the liquid alkali scavenger further is miscible with the polymer.
- a solid alkali scavenger is immiscible, i.e. a final coating, when cured, has microscopic defects at the interface of the alkali scavenger and the polymer, such as a polyvinyl chloride, resulting in a reduced alkali resistance.
- the alkali scavenger is present within the coating at about 0.5% by weight to about 20.0% by weight, such as about 0.5% by weight to about 10.0% by weight, such as about 1.0% by weight to about 10.0% by weight, such as about 1.0% by weight to about 7.0% by weight, such as about 1.0% by weight to about 6.0% by weight, such as about 1.0% by weight to about 5.0% by weight of the total weight of the coating. It will be appreciated that the amount of alkali scavenger can be within a range between any of the minimum and maximum values noted above.
- the alkali scavenger can be present in an amount such as not to adversely impact the viscosity of the coating.
- the inclusion of the alkali scavenger does not substantially change the original viscosity of the coating.
- the viscosity of the coating is changed by not more than 10% prior to cure, such as not more than 8% prior to cure, such as not more than 6% prior to cure, such as not more than 4% prior to cure, compared to a coating without an alkali scavenger.
- the inclusion of the alkali scavenger does not adversely impact the cure temperature of the coating compared to a coating without an alkali scavenger.
- the cure temperature of the coating does not change by more than 5%, compared to a coating without an alkali scavenger.
- the coating on the glass fiber includes any reasonable polymer composition.
- the polymer composition includes any reasonable polymer such as polyvinyl chloride (PVC), polyethylene, polypropylene, polyamide, or any combination of these polymers.
- the polymer composition is plastisol, the plastisol including a dispersion of PVC, a plasticizer, and optionally, one or more additives.
- the polyvinyl chloride is a flexible polyvinyl chloride.
- Any reasonable plasticizer is envisioned and includes, for example, a phthalate.
- the phthalate is diisononyl phthalate, dioctyl terephthalate, or combination thereof.
- the polymer composition includes a vinyl chloride copolymer, diisonoyl phthalate, dioctyl terephthalate, or combination thereof.
- the polymer composition consists essentially of a vinyl chloride copolymer, diisonoyl phthalate, dioctyl terephthalate, or combination thereof.
- the polymer composition consists of a vinyl chloride copolymer, diisonoyl phthalate, dioctyl terephthalate, or combination thereof.
- the coating can be provided with any reasonable additive.
- exemplary additives include a viscosity modifier, an additive for improved heat resistance, a defoamer, a re-wetting agent, a mold inhibitor, a fire retardant, a coloring agent, the like, or combination thereof. Any reasonable amount of additive is envisioned.
- the additive to the coating can promote greater affinity to set gypsum, or to modified cement-based mortars, for example.
- the polymer is provided within a solvent. Any reasonable solvent is envisioned, such as paraffin oil based solvent, an alcohol ethoxylate, or
- the coating includes about 40 weight % to about 60 weight % polyvinyl chloride resin, about 25 weight% to about 40 weight % plasticizer, and about 2 weight % to about 10 weight % additives.
- the coating may be coated on individual strands of fiber, filaments, or yarn.
- the coating coats the front surface, the back surface, or combination thereof of the glass reinforcement.
- the coating coats a combination of both the front surface and the back surface of the glass reinforcement.
- the glass fiber is coated with the coating without any exposed surface of the glass fiber.
- the coating provides a homogenous, continuous coating on the glass fiber without any exposed surface of the glass fiber.
- the coating substantially coats the glass fibers at any reasonable thickness.
- the coating substantially coats the glass fibers at a thickness of greater than about 50 ⁇ , such as about 50 ⁇ to about ⁇ .
- the thickness of the coating can be within a range between any of the minimum and maximum values noted above.
- the glass fiber may be in the form of a fiber, a yarn, chopped fibers, the like, or combinations thereof.
- the glass fiber includes E-glass, AR-glass, C-glass, ECR- glass, R-glass, S-glass, or combination thereof.
- the term "fiber” as used herein refers to filamentary materials. Often, “fiber” is used synonymously with "filament”.
- filament is intended to mean an elongated structure or fiber of any suitable length. It is generally accepted that a filament routinely has a finite length that is at least 100 times its diameter. In most cases, it is prepared by drawing a glass fiber from a molten bath, spinning, or by deposition on a substrate. In a particular embodiment, the fibers are assembled into a yarn which may be generally described as an assemblage of filaments, fibers, or strands, either natural or manufactured, to form a continuous length that is suitable for use in weaving or interweaving into textile materials. In another embodiment, the fibers are provided at any length envisioned suitable for use in a non- woven configuration. Further, the fibers may or may not include a sizing composition. In an embodiment, the sizing composition is present to adhere the assemblage of filaments to create a bond between the glass fiber and the coating. Any sizing is envisioned and includes, for example, starch, a silane, an epoxy, or combination thereof.
- the glass fiber may be formed into the glass reinforcement in the form of a scrim, a woven mat, a non- woven mat, a braided fabric, a knitted fabric, a chopped strand, or combination thereof.
- a "chopped strand” typically describes randomly oriented chopped filaments or fibers, wherein the chopped filaments or fibers are randomly oriented
- a non-woven mat may have filaments, fibers, or swirled continuous filament that are randomly-oriented or oriented in a specified configuration.
- a "knitted fabric” typically includes fabrics produced by interloping chains of filaments, roving, or yarn.
- the glass reinforcement is in the form of a scrim.
- the term “scrim” is intended to mean a woven or nonwoven fabric that includes at least two filaments oriented in two different directions, including but not limited to a mesh.
- a scrim may also be known as a "laid-scrim” and describes a fabric that is non- woven with warp yarns and weft yarns.
- the term "laid scrim” is intended to mean a scrim in which at least one filament overlies at least one other filament to create the scrim.
- the term "mat” is intended to mean a woven or nonwoven fabric that includes any suitable arrangement of filaments other than an arrangement of filaments in a scrim, including an arrangement of randomly oriented filaments.
- a "woven mat” describes a fabric have warp yarns and weft yarns that are intertwined at an intersection point.
- the warp yarns refer to yarns, fibers, or roving running lengthwise in long lengths and approximately parallel.
- the weft yarns refer to the threads that transverse the warp yarns. In a particular embodiment, the weft yarns run perpendicular to the warp and are also called fill, filling, yarn or woof.
- the glass reinforcement includes at least one polymeric fiber, at least one basalt fiber, or combination thereof.
- the polymeric fiber includes at least one yarn of a polyvinyl alcohol, at least one yarn of polyethylene, at least one yarn of polyester, or combination thereof.
- the fibers may be converted to a glass reinforcement, such as a fabric form, by a conventional weaving operation, such as a loom, or a non- weaving operation. Any other construction can also be envisioned for the glass reinforcement.
- constructions include stitchbonding or warp knitting. Any conventional means include plain weaving, twill or satin weaving, unidirectional weaving, knitting or stitchbonding.
- fine-fiber strands of yarn from the forming operation can be air dried on forming tubes to provide sufficient integrity to undergo a twisting operation. Twist provides additional integrity to yarn before it is subjected to the weaving process. Any twist is envisioned.
- a typical twist includes up to about 0.7 turns/inch to about 1.0 turns/inch. In many instances, heavier yarns may be used for the weaving operation.
- Plying typically includes retwisting the twisted strands in the opposite direction from the original twist. Any type of twist is envisioned.
- the two types of twist normally used are known as S and Z, which indicate the direction in which the twisting is done.
- S and Z which indicate the direction in which the twisting is done.
- two or more strands twisted together with an S twist are plied with a Z twist in order to give a balanced yarn.
- the yarn properties such as strength, bundle diameter, and yield, can be manipulated by the twisting and plying operations.
- Zero twist-yarns may also be used. This input can offer the ease of spreading of (twistless) roving with the coverage of fine-filament yarns.
- the major characteristics of the knit or woven embodiments of this invention include its style or weave pattern, fabric count, and the construction of warp yarn and weft yarn.
- fabric count identifies the number of warp and weft yarns per inch.
- these major characteristics contribute to the glass reinforcement properties such as drapability and performance of the final cementitious board.
- the glass reinforcement Prior to coating, has a desirable areal weight. For instance, the areal weight is about 15 grams/m 2 to about 300 grams/m 2 , such as about 30 grams/m 2 to about 150 grams/m .
- the glass reinforcement has a thickness of about 5 mils to about 22 mils, such as about 10 mils to about 15 mils prior to coating.
- the linear density of fibers of the glass reinforcement is typically about 33 tex to about 136 tex where yarns are employed, to about 2,500 tex where rovings are employed.
- the glass reinforcement may also possess an ASTM D5034 tensile strength of at least about 70 pounds per inch (lbs/in), such as at least about 85 pounds per inch to about 95 pounds per inch, such as at least about 100 pounds per inch to about 130 pounds per inch, or even greater in the machine direction and in the cross -machine direction. It will be appreciated that the areal weight, thickness, linear density, and tensile strength can be within a range between any of the minimum and maximum values noted above.
- the coating can be applied to the glass fibers by any reasonable method.
- the glass fibers may be coated with the coating before forming the glass reinforcement (i.e. by coating the alkali-resistant film, filament, or yarn), in-line concurrently with formation of the glass reinforcement, or off-line coating after formation of the glass reinforcement.
- the coating can be applied in at least one layer or at least one pass.
- the number of layers or passes of the coating typically depends on the material chosen for the glass reinforcement as well as its construction. The number of applications of the coating may be dependent upon the desired amount of coating to provide the glass reinforcement.
- the number of applications of the coating may be dependent on the desired porosity for the final glass reinforcement.
- a high porosity may be desired to aid in the embedding of the glass reinforcement in the cementitious board.
- Subsequent layers of the coating to reduce porosity may not be necessary except in the case where a very smooth surface of the cementitious board is desired.
- "Porosity" as used herein may be dependent upon the intersections of the yarns to allow for openings between the spacing of the yarns as well as dependent on the amount of coating applied on the yarns. For instance, less spacing between the yarns provides lower porosity compared to greater spacing between the yarns.
- the coating on the at least glass fiber is typically cured. Any reasonable cure temperature is envisioned. Cure temperature is typically dependent upon the
- composition of the coating composition of the coating.
- the glass reinforcement may have an optional secondary coating to impart further properties to the glass reinforcement.
- the optional secondary coating may provide, for example, reduced porosity, increased adhesion to the cementitious material, resistance to slurry penetration, reduced corrosion, improved strength or fire resistance, reduced water resistance, reduced "fuzziness" of the surface, or any combination thereof.
- the optional secondary coating is distinguished from the alkali resistant coating. Any reasonable composition for the optional secondary coating is envisioned.
- the optional secondary coating may be a resinous mixture containing one or more resins.
- the resin may be a thermoplastic resin or a thermoset resin.
- the optional secondary coating may include a UV stabilizer, a mold retardant, an additional alkali-resistant formulation, a water repellant, a flame retardant, a dispersant, a catalyst, a filler, the like, and combinations thereof.
- the optional secondary coating can be applied to the glass reinforcement before and/or after joining the glass reinforcement to the cementitious core.
- the glass reinforcement is a facing material which may be embedded within a cementitious layer as to present a fibrous surface embedded totally, or only partially, on at least one face of a cementitious board.
- at least a portion of the glass reinforcement can be embedded to between about 0.01 inches and about 0.25 inches from a surface or edge of the cementitious product.
- Partially embedded refers to a depth within the cementitious product of at least about 0.01 inches.
- the glass reinforcement can be substantially embedded.
- Substantially embedded refers to a depth within the cementitious product of at least about 0.05 inches.
- the glass reinforcement can be partially or substantially embedded in a cementitious slurry or mixture that is thereafter dried, hardened, or otherwise cured to provide a cementitious product with the glass reinforcement partially or substantially embedded to a suitable depth from a surface or edge of the cementitious product.
- the cementitious layer typically includes a cementitious matrix material, such as cement paste, mortar or concrete, and/or other types of materials such as gypsum, geopolymers (inorganic resins), and geotextiles.
- the cementitious material includes gypsum.
- the material may be formed by mixing water with powdered anhydrous calcium sulfate or calcium sulfate hemihydrate (CaS0 4 - 1/2H 2 0), also known as calcined gypsum, to form a slurry and thereafter allowing the slurry to set into calcium sulfate dihydrate (CaS0 4 -2H 2 0), a relatively hard material.
- the cementitious material of the cementitious board will in general include at least about 85 weight % set gypsum or cement, based on the total weight % of the cementitious material.
- the cementitious material further includes at least one additive that improves the performance of the resulting cementitious board.
- Additives include chopped fibers dispersed throughout the cement.
- the chopped fibers are AR-glass fiber but may also include, for example, other types of glass fiber, aramid, polyolefin, carbon, graphite, polyester, PVA, polypropylene, natural fiber, cellulosic fiber, rayon, straw, paper, hybrid, or combination thereof.
- the cementitious material may include at least one other ingredient or additive such as, for example, fly ash, latex, slag and metalcaolin, a resin, such as acrylic, polyvinyl acetate, or the like, ceramic, including silicon oxide, titanium oxide, and silicon nitrite, a setting accelerator, water and/or a fire resistant additive, such as siloxane, borax, a filler, a setting retardant, a dispersing agent, a dye and a colorant, a light stabilizer and a heat stabilizer, a shrinkage reducing admixture, an air entraining agent, a setting accelerator, a defoaming agent, or combination thereof.
- the cementitious material may contain a curing agent.
- a material that improves the water- resistant properties of the cementitious product is also included.
- a cementitious board 100 including a cementitious core 102, a glass reinforcement 10, and a separate glass reinforcement 20.
- the surface 104 of the cementitious core 102 is faced with one or more layers of the glass reinforcement 10 and separate glass reinforcement 20. Any number of layers of glass reinforcement 10 and separate glass reinforcement 20 is envisioned. Although not illustrated, a single glass reinforcement 10 may be used that reinforces an entire perimeter of the cementitious board 100.
- the glass reinforcement 10 includes warp yarns 12 and weft yarns 14 in a laid scrim with the glass fibers of warp yarns 12 and weft yarns 14 having the coating containing the alkali scavenger.
- the glass reinforcement 10 and separate glass reinforcement 20 may be the same or a different material. In a particular embodiment, the glass reinforcement 10 and the separate glass reinforcement 20 are the same material.
- a thin cementitious layer 106 is on the surface 104 of the cementitious board 100.
- the cementitious core 102 can further include any performance additive 108 which can be added to the slurry precursor of the cementitious core 102.
- the cementitious board 100 can be made by forming an aqueous cementitious slurry which contains excess water and placing the cementitious slurry on the facing material, such as glass reinforcement 10.
- the alkali scavenger forms a soapy layer when the cementitious slurry contacts the glass reinforcement 10.
- the glass reinforcement 10 may be folded around the perimeter of the cementitious board 100 before final setting of the cementitious core 102. Folding can be accomplished by any reasonable method such as a combination of guide flanges and rollers which embed the glass reinforcement 10 within the board 100.
- the separate glass reinforcement 20 may be disposed within the aqueous cementitious slurry before final setting of the cementitious core 102. Aided by heating, excess water evaporates through the glass reinforcement 10 and separate glass reinforcement 20 as the slurry sets to provide a set cement.
- heating may be at any reasonable temperature to evaporate the water contained within the slurry. For instance, the heating may occur at temperatures of about 280°F to about 350°F.
- the dwell time the material is exposed to at those temperatures typically varies, depending on the machine used. In an example, the dwell time is about 30 seconds to about 120 seconds.
- the glass reinforcement 10 and separate glass reinforcement 20 should be at least be sufficiently porous to permit water in the aqueous slurry from which the core is made to evaporate therethrough, and may be porous enough to permit the slurry to pass through and form a continuous or discontinuous film.
- the glass reinforcement provides a product with advantageous properties such as desirable alkali resistance, tensile strength, and modulus of rupture.
- the coated glass fiber has an initial strength that does not increase or decrease by more than 10%, compared to a coated glass fiber with an alkali scavenger. For instance, the strength of the coated glass fiber with an alkali scavenger is greater than a coated glass fiber without an alkali scavenger after 3 days in a trialkali bath at 80°C. Additionally, the strength of the coated glass fiber with an alkali scavenger is greater than a coated glass fiber without an alkali scavenger after 28 days in a trialkali bath at 25°C.
- the glass reinforcement provides a cementitious board with a desirable tensile strength.
- the glass reinforcement provides a cementitious board with a tensile strength of at least about 525 N, such as least about 550 N, such as at least about 575 N, or even greater than 600 N.
- the modulus of rupture is at least about 600 psi, such as at least about 650 psi, such as at least about 700 psi.
- the glass reinforcement has a Gurley Stiffness measurement such that the glass reinforcement is sufficiently drapable and lacking in shape memory so as to be curved around the edge of a product to be reinforced, such as a gypsum board or a cement board, during manufacture of the same.
- the glass reinforcement can be employed in many end-use reinforcement applications, such as, for example, gypsum and cement boards, asphalt and road reinforcement, roofing applications, soil reinforcement, polymer-matrix reinforcement, and as stand-alone coated fabrics in filters, screens and garment applications.
- the glass reinforcement and cementitious board of this invention are useful in all sorts of building construction applications. They are strong, having a screw strength of at least about 20 lbs., for gypsum cores of conventional densities and compositions. Some examples include shaft wall assemblies for elevators and stairways, fire doors and fire walls, roofing and siding substrates, with or without insulation, exterior stucco systems, and tile backer boards. Some of the most desirable and useful applications for this invention are in EIF systems (also called EIFS, for Exterior Insulation Finishing Systems), or as tile backer boards.
- EIF systems also called EIFS, for Exterior Insulation Finishing Systems
- Embodiment 1 A glass reinforcement for a cementitious board including at least one glass fiber and a coating on the at least one glass fiber, the coating including a polymer composition and an alkali scavenger, wherein the alkali scavenger includes an acid having a pKa of greater than about 3, wherein the acid is in a liquid state at 25 °C.
- a reinforcing cementitious board including: (a) a cementitious core; and (b) a glass reinforcement disposed on at least one face of the cementitious core; the glass reinforcement including at least one glass fiber and a coating on the at least one glass fiber, the coating including a polymer composition and an alkali scavenger, wherein the alkali scavenger includes an acid having a pKa of greater than about 3, wherein the acid is in a liquid state at 25 °C.
- Embodiment 3 A method of making a cementitious board including: (a) providing a glass reinforcement including at least one glass fiber and a coating on the at least one glass fiber, the coating including a polymer composition and an alkali scavenger, wherein the alkali scavenger includes an acid having a pKa of greater than about 3, wherein the acid is in a liquid state at 25°C; (b) depositing a cementitious slurry on the glass reinforcement; and (c) forming the cementitious slurry and the glass reinforcement into the cementitious board.
- Embodiment 4 The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any one of the preceding embodiments, wherein the acid has pK a greater than 5, such as greater than about 10, such as greater than about 15, or even greater than 20.
- Embodiment 5 The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any one of the preceding embodiments, wherein the acid includes an organic acid, an inorganic acid, an ion exchange resin, or combination thereof.
- Embodiment 6 The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any one of the preceding embodiments, wherein the acid has a boiling point of greater than about 250°C, such as greater than about 300°C, such as greater than about 350°C.
- Embodiment 7 The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any of the preceding embodiments, wherein the acid includes at least 10 carbon groups and optionally, at least one ethylenic bond.
- Embodiment 8 The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any of the preceding embodiments, wherein the acid includes hexanoic acid, octanoic acid, oleic acid, or combination thereof.
- Embodiment 9 The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any of the preceding embodiments, wherein the polymer composition includes a vinyl chloride copolymer, diisonoyl phthalate, dioctyl terephthalate, or combination thereof.
- Embodiment 10 The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any one of the preceding embodiments, wherein the alkali scavenger is present within the coating at about 0.5% by weight to about 20.0% by weight, such as about 1.0% by weight to about 10.0% by weight, such as about 1.0% by weight to about 5% by weight of the total weight of the coating.
- Embodiment 11 The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any of the preceding embodiments, wherein the viscosity of the coating does not change by more than 10% prior to cure, compared to a coating without an alkali scavenger.
- Embodiment 12 The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any of the preceding embodiments, wherein the cure temperature of the coating does not change by more than 5%, compared to a coating without an alkali scavenger.
- Embodiment 13 The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any of the preceding embodiments, wherein the alkali resistance of the coating is improved by greater than 10%, such as greater than 20%, such as greater than 30%, such as greater than 50%, compared to a coating without an alkali scavenger.
- Embodiment 14 The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any one of the preceding embodiments, wherein the glass reinforcement includes a scrim, a woven mat, a non-woven mat, a braided fabric, a knitted fabric, a chopped strand, or combination thereof.
- Embodiment 15 The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any of the preceding embodiments, wherein the glass fiber includes E-glass, AR-glass, C-glass, ECR-glass, R-glass, S-glass, or combination thereof.
- Embodiment 16 The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any one of the preceding embodiments, wherein the coating substantially coats the glass fibers at a thickness of about 50 ⁇ to about ⁇ .
- Embodiment 17 The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any one of the proceeding embodiments, wherein the coated glass fiber has an initial strength that not increase or decrease by more than 10% compared to a coated glass fiber without an alkali scavenger.
- Embodiment 18 The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any one of the preceding embodiments, wherein the strength of the coated glass fiber is greater than a coated glass fiber without an alkali scavenger after 3 days in a trialkali bath at 80°C.
- Embodiment 19 The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any one of the preceding embodiments, wherein the strength of the coated glass fiber is greater than a coated glass fiber without an alkali scavenger after 28 days in a trialkali bath at 25 °C.
- Embodiment 20 The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any one of the preceding embodiments, having a tensile strength of at least about 525 N.
- Embodiment 21 The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any one of the preceding embodiments, having a modulus of rupture (MOR) of at least about 600 psi.
- Embodiment 22 The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any one of the preceding embodiments, wherein the glass reinforcement is disposed at on least one face of a cementitious core.
- MOR modulus of rupture
- Embodiment 23 The reinforcing cementitious board or the method of making the cementitious board of any one of embodiments 2-22, wherein the cementitious core includes a cement matrix.
- Embodiment 24 The method of making the cementitious board of any one of embodiments 3-23, wherein the alkali scavenger forms a soapy layer when the cementitious slurry contacts the glass reinforcement.
- Embodiment 25 The method of making the cementitious board of any one of embodiments 3-24, wherein the coating on the at least one glass fiber is cured.
- Embodiment 26 The method of making the cementitious board of any one of embodiments 3-25, further including heating the cementitious slurry to provide a set cement.
- An E-glass fiber has a starch based sizing and 68tex size.
- the scavenger of hexanoic acid or oleic acid is added an amount of about 2.0 wt% based on the total weight of the coating is mixed into plastisol (obtained from Sigma- Aldrich).
- the scavengers have good solubility in plastisol and good coating on the glass fiber.
- Control is a plastisol without any alkali scavenger. Viscosity is measured by rotational rheometer.
- Viscosity data can also be seen in Table 1 of an alkali scavenger of oleic acid at 2 wt% in plastisol after 2, 7, and 28 storage days. Viscosity is measured by rotational rheometer. Table 1
- Viscosity data after 28 days demonstrates that a reaction does not occur between the alkali scavenger and the components of the PVC plastisol formulation.
- Alkali permeability is tested by permeation test method used in ASTM EN374.
- the strength of the yarn coated with plastisol with and without an alkali scavenger is measured by Instron tensile testing with ASTM D2256 testing method. As seen in FIG. 4, the addition of the weak acid does not substantially impact the strength of the yarn compared to plastisol without any alkali scavenger (i.e. Control T6).
- the strength of the yarn coated with plastisol with an alkali scavenger of oleic acid at varying levels is measured by Instron tensile testing with ASTM D2256 testing method.
- FIG. 7 shows the aging in the trialkali solution at 80°C for 3 days.
- levels of oleic acid below 6 wt% advantageously increases the strength of the yarn.
- the strength of the yarn decreases and is worse than the strength of the yarn without any alkali scavenger, showing a deleterious impact of the alkali scavenger on the strength of the yarn with the greater amount of alkali scavenger.
- FIG. 8 shows the results of aging at room temperature for 28 days of a yarn coated with plastisol with an alkali scavenger of oleic acid at 2 wt% and a yarn coated with plastisol without an alkali scavenger.
- the addition of 2 wt% oleic acid has a better strength over time compared to a yarn coated with plastisol without any alkali scavenger.
- a scrim aging test is performed.
- An oleic acid is used as the alkali scavenger compared to a plastisol solution without an alkali scavenger.
- the coating compositions are placed on a scrim.
- Scrims include E-glass yarns coated with plastisol with and without the alkali scavenger, construction has 8 yarns per inch in machine direction and 7.5 yarns/inch in cross direction.
- FIG. 9 shows the results of the strength of the scrim after 3 days in hot trialkali.
- FIG. 10 shows the results of the strength of the scrim after 3 days in a hot water bath. Scrims are embedded in cement to make a standard cement board. Then the cement boards are soaked in hot water at 80°C for 3 days for aging. Aging test shows an
- Control 1 and 2 are two cement boards made from two different batches using the plastisol without an alkali scavenger.
- Oleic 1 and Oleic 2 are results for two cement boards from two different batches of plastisol with an oleic acid alkali scavenger at 2% based on the total weight of the coating.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Structural Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Geochemistry & Mineralogy (AREA)
- General Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Civil Engineering (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Laminated Bodies (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
Abstract
A glass reinforcement for a cementitious board is provided. The glass reinforcement includes at least one glass fiber and a coating on the at least one glass fiber. The coating includes a polymer composition and an alkali scavenger, wherein the alkali scavenger includes an acid having a pKa of greater than about 3, wherein the acid is in a liquid state at 25C. Further provided is a reinforcing cementitious board and a method of making a cementitious board.
Description
GLASS REINFORCEMENT
TECHNICAL FIELD
The present disclosure relates to a glass reinforcement and a method for making a glass reinforcement.
BACKGROUND ART
Cementitious boards useful in the construction industry are known to contain inorganic, hydraulically setting material, such as a modified cement or gypsum. Hydraulic gypsum and cement, once set, have very little tensile strength and are usually reinforced with facing materials which improve the resistance to tensile and flexural loads. This has been the basis for using paper facing on conventional gypsum wall board and non-woven glass fiber scrim in cement boards.
Glass fiber meshes have been popular as a facing sheet in cement boards because they can increase the dimensional stability in the presence of moisture and provide greater physical and mechanical properties. However, most glass fiber compositions, other than AR glass, degrade in the alkali environment of a cement core, so they are typically coated with a protective finish.
Current glass scrim reinforcements typically include a coating of PVC plastisol, a blend of PVC particles dispersed in plasticizer (usually phthalate based). Typically, such coatings contain heat stabilizers and varsol (or other paraffin oil based solvent) to control viscosity. Despite the presence of the heat stabilizer, it is not advisable to dry PVC at too high a temperature or it will de-polymerize. The solvent used to control viscosity also tends to evaporate during drawings and yields voids in the coating, leading to decreased alkali resistance in certain locations such that an alkaline environment will attack uncoated glass fiber surfaces.
As such, an improved reinforcing fabric for cementitious boards is desired.
SUMMARY OF THE INVENTION
In an embodiment, a glass reinforcement for a cementitious board is included. The glass reinforcement includes at least one glass fiber and a coating on the at least one glass fiber, the coating comprising a polymer composition and an alkali scavenger, wherein the alkali scavenger comprises an acid having a pKa of greater than about 3, wherein the acid is in a liquid state at 25 °C.
In another embodiment, a reinforcing cementitious board is provided. The reinforcing cementitious board includes (a) a cementitious core; and (b) a glass reinforcement disposed
on at least one face of the cementitious core. The glass reinforcement includes at least one glass fiber and a coating on the at least one glass fiber, the coating including a polymer composition and an alkali scavenger, wherein the alkali scavenger includes an acid having a pKa of greater than about 3, wherein the acid is in a liquid state at 25 °C.
In yet another embodiment, a method of making a cementitious board is provided.
The method includes (a) providing a glass reinforcement including at least one glass fiber and a coating on the at least one glass fiber, the coating including a polymer composition and an alkali scavenger, wherein the alkali scavenger includes an acid having a pKa of greater than about 3, wherein the acid is in a liquid state at 25 °C. The method further includes (b) depositing a cementitious slurry on the glass reinforcement; and (c) forming the cementitious slurry and the glass reinforcement into the cementitious board.
BRIEF DESCRIPTION OF THE DRAWINGS
The present disclosure may be better understood, and its numerous features and advantages made apparent to those skilled in the art by referencing the accompanying drawings.
FIG. 1 includes a side cross-sectional view of an exemplary cementitious board showing an embedded glass reinforcement.
FIG. 2 includes a graphical depiction of viscosity of a plastisol coating and an exemplary alkali resistant coating after mixing.
FIG. 3 includes a graphical depiction of viscosity of a plastisol coating and an exemplary alkali resistant coating after 1 month.
FIG. 4 includes a graphical depiction of a strength of a yarn with a plastisol coating and an exemplary alkali resistant coating.
FIGs. 5 and 6 include a graphical depiction of a strength of a yarn with a plastisol coating and an exemplary alkali resistant coating after an aging test.
FIG. 7 includes a graphical depiction of a strength of a yarn having a plastisol coating and an exemplary alkali resistant coating at varying concentrations after an aging test.
FIG. 8 is a graphical depiction of a strength of a scrim with a plastisol coating with and without an exemplary alkali resistant coating after an aging test.
FIGs. 9 and 10 include a graphical depiction of a strength of a scrim having a plastisol coating and an exemplary alkali resistant coating after an aging test.
The use of the same reference symbols in different drawings indicates similar or identical items.
DETAILED DESCRIPTION OF THE PREFERRED EMBODIMENT(S)
The following description in combination with the figures is provided to assist in understanding the teachings disclosed herein. The following discussion will focus on specific implementations and embodiments of the teachings. This focus is provided to assist in describing the teachings and should not be interpreted as a limitation on the scope or applicability of the teachings. However, other teachings can certainly be used in this application.
Before addressing details of the embodiments described below, some terms are defined or clarified. The term "filament" is intended to mean an elongated structure or fiber of any suitable length. The term "scrim" is intended to mean a woven or nonwoven fabric that includes at least two filaments oriented in two different directions, including but not limited to a mesh. The term "laid scrim" is intended to mean a scrim in which at least one filament overlies at least one other filament to create the scrim. The term "mat" is intended to mean a woven or nonwoven fabric that includes any suitable arrangement of filaments other than an arrangement of filaments in a scrim, including an arrangement of randomly oriented filaments. Unless indicated otherwise, all measurements are at room temperature, i.e. about 25°C. For instance, values for viscosity are at about 25°C, unless indicated otherwise.
As used herein, the terms "comprises", "comprising", "includes", "including", "has", "having" or any other variation thereof, are intended to cover a non-exclusive inclusion. For example, a method, article, or apparatus that comprises a list of features is not necessarily limited only to those features but may include other features not expressly listed or inherent to such method, article, or apparatus. Further, unless expressly stated to the contrary, "or" refers to an inclusive-or and not to an exclusive-or. For example, a condition A or B is satisfied by any one of the following: A is true (or present) and B is false (or not present), A is false (or not present) and B is true (or present), and both A and B are true (or present).
Also, the use of "a" or "an" is employed to describe elements and components described herein. This is done merely for convenience and to give a general sense of the scope of the invention. This description should be read to include one or at least one and the singular also includes the plural, or vice versa, unless it is clear that it is meant otherwise. For example, when a single item is described herein, more than one item may be used in place of a single item. Similarly, where more than one item is described herein, a single item may be substituted for that more than one item.
Unless otherwise defined, all technical and scientific terms used herein have the same meaning as commonly understood by one of ordinary skill in the art to which this invention
belongs. The materials, methods, and examples are illustrative only and not intended to be limiting. To the extent not described herein, many details regarding specific materials and processing acts are conventional and may be found in reference books and other sources within the structural arts and corresponding manufacturing arts.
In an embodiment, the present invention provides a glass reinforcement. The glass reinforcement includes at least one glass fiber and a coating on the at least one glass fiber. The coating includes a polymer composition and an alkali scavenger to provide an alkali resistant coating that increases the alkali resistance of the glass reinforcement when exposed to an alkaline environment. For instance, the alkaline environment is a cementitious environment. In an embodiment, the glass reinforcement may be used for any product desired. In a particular embodiment, the glass reinforcement may be used for a cementitious board. The coating in combination with the glass fiber provides a glass reinforcement with desirable physical properties.
The alkali scavenger included within the coating provides resistance to an alkali environment without degradation of the glass fiber. Any reasonable alkali scavenger is envisioned. An exemplary alkali scavenger is an acid. In particular, the acid is a "weak acid", i.e. with a pKa of greater than 3, such as greater than 5, such as greater than 10, greater than 15, or even greater than 20. In an embodiment, the acid includes an organic acid, an inorganic acid, an ion exchange resin, or combination thereof. Further, the acid is in a liquid state at room temperature (about 25°C), improving the dispersion of the acid within the coating. The physical state of the acid is an indication of crystallinity of the acid. The liquid state of the acid indicates a 0% crystallinity, wherein a solid state of the acid would indicate a crystalline material. Further, the acid typically has an advantageous boiling point. For instance, the boiling point of the acid is greater than about 250°C, such as greater than about 300°C, such as greater than about 350°C. Although not being bound by theory, the boiling point of the acid provides particular advantages, such as improved alkali resistance and less malodor than an acid with a boiling point lower than 250°C. In an embodiment, the acid includes an organic acid, an inorganic acid, an ion exchange resin, or combination thereof. In a particular embodiment, the acid includes at least 10 carbon groups and optionally, at least one ethylenic bond. In a more particular embodiment, the acid includes hexanoic acid, octanoic acid, oleic acid, or combination thereof. In an embodiment, the alkali scavenger consists essentially of an organic acid. In a particular embodiment, the alkali scavenger consists of an organic acid. In an embodiment, the organic acid consists essentially of hexanoic acid, octanoic acid, oleic
acid, or combination thereof. In a particular embodiment, the organic acid consists of hexanoic acid, octanoic acid, oleic acid, or combination thereof.
In an embodiment, the alkali scavenger is an organic acid that is liquid at room temperature and has a boiling point greater than 250°C. In particular, the alkali scavenger is soluble and dispersible within the coating. Advantageously, the liquid alkali scavenger does not settle but rather, remains as a stable, homogenous dispersion within the coating, even after 28 days. Further, the alkali scavenger does not chemically react with the coating components, as evidenced by the stabilized viscosity when the alkali scavenger is present in the coating. Advantageous, when present within the coating with a polymer, such as a polyvinyl chloride, the liquid alkali scavenger further is miscible with the polymer.
"Miscible" as used herein provides a final coating, when cured, that does not have
microscopic defects at the interface of the alkali scavenger and the polymer, such as a polyvinyl chloride. In contrast, a solid alkali scavenger is immiscible, i.e. a final coating, when cured, has microscopic defects at the interface of the alkali scavenger and the polymer, such as a polyvinyl chloride, resulting in a reduced alkali resistance.
Any amount of alkali scavenger is envisioned within the coating. In an embodiment, the alkali scavenger is present within the coating at about 0.5% by weight to about 20.0% by weight, such as about 0.5% by weight to about 10.0% by weight, such as about 1.0% by weight to about 10.0% by weight, such as about 1.0% by weight to about 7.0% by weight, such as about 1.0% by weight to about 6.0% by weight, such as about 1.0% by weight to about 5.0% by weight of the total weight of the coating. It will be appreciated that the amount of alkali scavenger can be within a range between any of the minimum and maximum values noted above. In a particular embodiment, the alkali scavenger can be present in an amount such as not to adversely impact the viscosity of the coating. For instance, the inclusion of the alkali scavenger does not substantially change the original viscosity of the coating. In particular, the viscosity of the coating is changed by not more than 10% prior to cure, such as not more than 8% prior to cure, such as not more than 6% prior to cure, such as not more than 4% prior to cure, compared to a coating without an alkali scavenger. In an embodiment, the inclusion of the alkali scavenger does not adversely impact the cure temperature of the coating compared to a coating without an alkali scavenger. For instance, the cure temperature of the coating does not change by more than 5%, compared to a coating without an alkali scavenger.
The coating on the glass fiber includes any reasonable polymer composition. In an embodiment, the polymer composition includes any reasonable polymer such as polyvinyl
chloride (PVC), polyethylene, polypropylene, polyamide, or any combination of these polymers. In a particular embodiment, the polymer composition is plastisol, the plastisol including a dispersion of PVC, a plasticizer, and optionally, one or more additives. In a more particular embodiment, the polyvinyl chloride is a flexible polyvinyl chloride. Any reasonable plasticizer is envisioned and includes, for example, a phthalate. In an embodiment, the phthalate is diisononyl phthalate, dioctyl terephthalate, or combination thereof. In a particular embodiment, the polymer composition includes a vinyl chloride copolymer, diisonoyl phthalate, dioctyl terephthalate, or combination thereof. In a further embodiment, the polymer composition consists essentially of a vinyl chloride copolymer, diisonoyl phthalate, dioctyl terephthalate, or combination thereof. In a more particular embodiment, the polymer composition consists of a vinyl chloride copolymer, diisonoyl phthalate, dioctyl terephthalate, or combination thereof.
Additionally, the coating can be provided with any reasonable additive. Exemplary additives include a viscosity modifier, an additive for improved heat resistance, a defoamer, a re-wetting agent, a mold inhibitor, a fire retardant, a coloring agent, the like, or combination thereof. Any reasonable amount of additive is envisioned. In an embodiment, the additive to the coating can promote greater affinity to set gypsum, or to modified cement-based mortars, for example. In an embodiment, the polymer is provided within a solvent. Any reasonable solvent is envisioned, such as paraffin oil based solvent, an alcohol ethoxylate, or
combination thereof. In an embodiment, the coating includes about 40 weight % to about 60 weight % polyvinyl chloride resin, about 25 weight% to about 40 weight % plasticizer, and about 2 weight % to about 10 weight % additives.
In a particular embodiment, the coating may be coated on individual strands of fiber, filaments, or yarn. In an embodiment, the coating coats the front surface, the back surface, or combination thereof of the glass reinforcement. In an embodiment, the coating coats a combination of both the front surface and the back surface of the glass reinforcement. In a particular embodiment, the glass fiber is coated with the coating without any exposed surface of the glass fiber. In a more particular embodiment, the coating provides a homogenous, continuous coating on the glass fiber without any exposed surface of the glass fiber. For instance, the coating substantially coats the glass fibers at any reasonable thickness. In a particular embodiment, the coating substantially coats the glass fibers at a thickness of greater than about 50 μηι, such as about 50 μηι to about ΙΟΟμιτι. It will be appreciated that the thickness of the coating can be within a range between any of the minimum and maximum values noted above.
The glass fiber may be in the form of a fiber, a yarn, chopped fibers, the like, or combinations thereof. Typically, the glass fiber includes E-glass, AR-glass, C-glass, ECR- glass, R-glass, S-glass, or combination thereof. The term "fiber" as used herein refers to filamentary materials. Often, "fiber" is used synonymously with "filament". The term
"filament" is intended to mean an elongated structure or fiber of any suitable length. It is generally accepted that a filament routinely has a finite length that is at least 100 times its diameter. In most cases, it is prepared by drawing a glass fiber from a molten bath, spinning, or by deposition on a substrate. In a particular embodiment, the fibers are assembled into a yarn which may be generally described as an assemblage of filaments, fibers, or strands, either natural or manufactured, to form a continuous length that is suitable for use in weaving or interweaving into textile materials. In another embodiment, the fibers are provided at any length envisioned suitable for use in a non- woven configuration. Further, the fibers may or may not include a sizing composition. In an embodiment, the sizing composition is present to adhere the assemblage of filaments to create a bond between the glass fiber and the coating. Any sizing is envisioned and includes, for example, starch, a silane, an epoxy, or combination thereof.
Any assembly of the glass fiber into a glass reinforcement is envisioned. In an embodiment, the glass fiber may be formed into the glass reinforcement in the form of a scrim, a woven mat, a non- woven mat, a braided fabric, a knitted fabric, a chopped strand, or combination thereof. A "chopped strand" typically describes randomly oriented chopped filaments or fibers, wherein the chopped filaments or fibers are randomly oriented
individually or in a group. In an embodiment, a "non-woven mat" may have filaments, fibers, or swirled continuous filament that are randomly-oriented or oriented in a specified configuration. A "knitted fabric" typically includes fabrics produced by interloping chains of filaments, roving, or yarn. In a particular embodiment, the glass reinforcement is in the form of a scrim. The term "scrim" is intended to mean a woven or nonwoven fabric that includes at least two filaments oriented in two different directions, including but not limited to a mesh. A scrim may also be known as a "laid-scrim" and describes a fabric that is non- woven with warp yarns and weft yarns. The term "laid scrim" is intended to mean a scrim in which at least one filament overlies at least one other filament to create the scrim. The term "mat" is intended to mean a woven or nonwoven fabric that includes any suitable arrangement of filaments other than an arrangement of filaments in a scrim, including an arrangement of randomly oriented filaments. A "woven mat" describes a fabric have warp yarns and weft yarns that are intertwined at an intersection point. The warp yarns refer to yarns, fibers, or
roving running lengthwise in long lengths and approximately parallel. The weft yarns refer to the threads that transverse the warp yarns. In a particular embodiment, the weft yarns run perpendicular to the warp and are also called fill, filling, yarn or woof. Although warp yarns and weft yarns are described, any angle of the yarn is envisioned.
Although primarily described as glass fibers, other fibers may be envisioned. In an embodiment, the glass reinforcement includes at least one polymeric fiber, at least one basalt fiber, or combination thereof. In an embodiment, the polymeric fiber includes at least one yarn of a polyvinyl alcohol, at least one yarn of polyethylene, at least one yarn of polyester, or combination thereof.
The fibers may be converted to a glass reinforcement, such as a fabric form, by a conventional weaving operation, such as a loom, or a non- weaving operation. Any other construction can also be envisioned for the glass reinforcement. In an embodiment, constructions include stitchbonding or warp knitting. Any conventional means include plain weaving, twill or satin weaving, unidirectional weaving, knitting or stitchbonding. In an embodiment, fine-fiber strands of yarn from the forming operation can be air dried on forming tubes to provide sufficient integrity to undergo a twisting operation. Twist provides additional integrity to yarn before it is subjected to the weaving process. Any twist is envisioned. A typical twist includes up to about 0.7 turns/inch to about 1.0 turns/inch. In many instances, heavier yarns may be used for the weaving operation. This is normally accomplished by twisting together two or more single strands, followed by a plying operation. Plying typically includes retwisting the twisted strands in the opposite direction from the original twist. Any type of twist is envisioned. The two types of twist normally used are known as S and Z, which indicate the direction in which the twisting is done. Typically, two or more strands twisted together with an S twist are plied with a Z twist in order to give a balanced yarn. Thus, the yarn properties, such as strength, bundle diameter, and yield, can be manipulated by the twisting and plying operations. Zero twist-yarns may also be used. This input can offer the ease of spreading of (twistless) roving with the coverage of fine-filament yarns.
The major characteristics of the knit or woven embodiments of this invention include its style or weave pattern, fabric count, and the construction of warp yarn and weft yarn. As used herein, "fabric count" identifies the number of warp and weft yarns per inch. In combination, these major characteristics contribute to the glass reinforcement properties such as drapability and performance of the final cementitious board.
Prior to coating, the glass reinforcement has a desirable areal weight. For instance, the areal weight is about 15 grams/m 2 to about 300 grams/m 2 , such as about 30 grams/m 2 to about 150 grams/m . In an embodiment, the glass reinforcement has a thickness of about 5 mils to about 22 mils, such as about 10 mils to about 15 mils prior to coating. The linear density of fibers of the glass reinforcement is typically about 33 tex to about 136 tex where yarns are employed, to about 2,500 tex where rovings are employed. In an embodiment, the glass reinforcement may also possess an ASTM D5034 tensile strength of at least about 70 pounds per inch (lbs/in), such as at least about 85 pounds per inch to about 95 pounds per inch, such as at least about 100 pounds per inch to about 130 pounds per inch, or even greater in the machine direction and in the cross -machine direction. It will be appreciated that the areal weight, thickness, linear density, and tensile strength can be within a range between any of the minimum and maximum values noted above.
The coating can be applied to the glass fibers by any reasonable method. The glass fibers may be coated with the coating before forming the glass reinforcement (i.e. by coating the alkali-resistant film, filament, or yarn), in-line concurrently with formation of the glass reinforcement, or off-line coating after formation of the glass reinforcement. In an embodiment, the coating can be applied in at least one layer or at least one pass. The number of layers or passes of the coating typically depends on the material chosen for the glass reinforcement as well as its construction. The number of applications of the coating may be dependent upon the desired amount of coating to provide the glass reinforcement.
Furthermore, the number of applications of the coating may be dependent on the desired porosity for the final glass reinforcement. Typically, a high porosity may be desired to aid in the embedding of the glass reinforcement in the cementitious board. Subsequent layers of the coating to reduce porosity may not be necessary except in the case where a very smooth surface of the cementitious board is desired. "Porosity" as used herein may be dependent upon the intersections of the yarns to allow for openings between the spacing of the yarns as well as dependent on the amount of coating applied on the yarns. For instance, less spacing between the yarns provides lower porosity compared to greater spacing between the yarns. After application, the coating on the at least glass fiber is typically cured. Any reasonable cure temperature is envisioned. Cure temperature is typically dependent upon the
composition of the coating.
In an embodiment, the glass reinforcement may have an optional secondary coating to impart further properties to the glass reinforcement. In a particular embodiment, the optional secondary coating may provide, for example, reduced porosity, increased adhesion to the
cementitious material, resistance to slurry penetration, reduced corrosion, improved strength or fire resistance, reduced water resistance, reduced "fuzziness" of the surface, or any combination thereof. The optional secondary coating is distinguished from the alkali resistant coating. Any reasonable composition for the optional secondary coating is envisioned. In an embodiment, the optional secondary coating may be a resinous mixture containing one or more resins. For instance, the resin may be a thermoplastic resin or a thermoset resin. In a particular embodiment, the optional secondary coating may include a UV stabilizer, a mold retardant, an additional alkali-resistant formulation, a water repellant, a flame retardant, a dispersant, a catalyst, a filler, the like, and combinations thereof. The optional secondary coating can be applied to the glass reinforcement before and/or after joining the glass reinforcement to the cementitious core.
In an embodiment, the glass reinforcement is a facing material which may be embedded within a cementitious layer as to present a fibrous surface embedded totally, or only partially, on at least one face of a cementitious board. For example, at least a portion of the glass reinforcement can be embedded to between about 0.01 inches and about 0.25 inches from a surface or edge of the cementitious product. "Partially embedded," as used herein, refers to a depth within the cementitious product of at least about 0.01 inches. In a particular embodiment, the glass reinforcement can be substantially embedded. "Substantially embedded," as used herein, refers to a depth within the cementitious product of at least about 0.05 inches. For example, the glass reinforcement can be partially or substantially embedded in a cementitious slurry or mixture that is thereafter dried, hardened, or otherwise cured to provide a cementitious product with the glass reinforcement partially or substantially embedded to a suitable depth from a surface or edge of the cementitious product.
Any cementitious material is envisioned for the cementitious layer. The cementitious layer typically includes a cementitious matrix material, such as cement paste, mortar or concrete, and/or other types of materials such as gypsum, geopolymers (inorganic resins), and geotextiles. In an embodiment, the cementitious material includes gypsum. If gypsum is used, the material may be formed by mixing water with powdered anhydrous calcium sulfate or calcium sulfate hemihydrate (CaS04- 1/2H20), also known as calcined gypsum, to form a slurry and thereafter allowing the slurry to set into calcium sulfate dihydrate (CaS04-2H20), a relatively hard material. The cementitious material of the cementitious board will in general include at least about 85 weight % set gypsum or cement, based on the total weight % of the cementitious material.
In an embodiment, the cementitious material further includes at least one additive that improves the performance of the resulting cementitious board. Additives include chopped fibers dispersed throughout the cement. In an embodiment, the chopped fibers are AR-glass fiber but may also include, for example, other types of glass fiber, aramid, polyolefin, carbon, graphite, polyester, PVA, polypropylene, natural fiber, cellulosic fiber, rayon, straw, paper, hybrid, or combination thereof. The cementitious material may include at least one other ingredient or additive such as, for example, fly ash, latex, slag and metalcaolin, a resin, such as acrylic, polyvinyl acetate, or the like, ceramic, including silicon oxide, titanium oxide, and silicon nitrite, a setting accelerator, water and/or a fire resistant additive, such as siloxane, borax, a filler, a setting retardant, a dispersing agent, a dye and a colorant, a light stabilizer and a heat stabilizer, a shrinkage reducing admixture, an air entraining agent, a setting accelerator, a defoaming agent, or combination thereof. In an embodiment, the cementitious material may contain a curing agent. In an embodiment, a material that improves the water- resistant properties of the cementitious product is also included.
As seen in FIG. 1, a cementitious board 100 is provided, including a cementitious core 102, a glass reinforcement 10, and a separate glass reinforcement 20. The surface 104 of the cementitious core 102 is faced with one or more layers of the glass reinforcement 10 and separate glass reinforcement 20. Any number of layers of glass reinforcement 10 and separate glass reinforcement 20 is envisioned. Although not illustrated, a single glass reinforcement 10 may be used that reinforces an entire perimeter of the cementitious board 100.
In the illustrated embodiment, the glass reinforcement 10 includes warp yarns 12 and weft yarns 14 in a laid scrim with the glass fibers of warp yarns 12 and weft yarns 14 having the coating containing the alkali scavenger. The glass reinforcement 10 and separate glass reinforcement 20 may be the same or a different material. In a particular embodiment, the glass reinforcement 10 and the separate glass reinforcement 20 are the same material. In an embodiment, a thin cementitious layer 106 is on the surface 104 of the cementitious board 100. The cementitious core 102 can further include any performance additive 108 which can be added to the slurry precursor of the cementitious core 102.
Any method of manufacturing the cementitious board 100 is envisioned, including molding, extrusion, and semi-continuous processes. Typically, the cementitious board 100 can be made by forming an aqueous cementitious slurry which contains excess water and placing the cementitious slurry on the facing material, such as glass reinforcement 10. In an embodiment, the alkali scavenger forms a soapy layer when the cementitious slurry contacts the glass reinforcement 10. The glass reinforcement 10 may be folded around the perimeter
of the cementitious board 100 before final setting of the cementitious core 102. Folding can be accomplished by any reasonable method such as a combination of guide flanges and rollers which embed the glass reinforcement 10 within the board 100. Furthermore, the separate glass reinforcement 20 may be disposed within the aqueous cementitious slurry before final setting of the cementitious core 102. Aided by heating, excess water evaporates through the glass reinforcement 10 and separate glass reinforcement 20 as the slurry sets to provide a set cement. In an embodiment, heating may be at any reasonable temperature to evaporate the water contained within the slurry. For instance, the heating may occur at temperatures of about 280°F to about 350°F. The dwell time the material is exposed to at those temperatures typically varies, depending on the machine used. In an example, the dwell time is about 30 seconds to about 120 seconds. In an embodiment, the glass reinforcement 10 and separate glass reinforcement 20 should be at least be sufficiently porous to permit water in the aqueous slurry from which the core is made to evaporate therethrough, and may be porous enough to permit the slurry to pass through and form a continuous or discontinuous film.
The glass reinforcement provides a product with advantageous properties such as desirable alkali resistance, tensile strength, and modulus of rupture. In an embodiment, the coated glass fiber has an initial strength that does not increase or decrease by more than 10%, compared to a coated glass fiber with an alkali scavenger. For instance, the strength of the coated glass fiber with an alkali scavenger is greater than a coated glass fiber without an alkali scavenger after 3 days in a trialkali bath at 80°C. Additionally, the strength of the coated glass fiber with an alkali scavenger is greater than a coated glass fiber without an alkali scavenger after 28 days in a trialkali bath at 25°C. In an embodiment, the glass reinforcement provides a cementitious board with a desirable tensile strength. For instance, the glass reinforcement provides a cementitious board with a tensile strength of at least about 525 N, such as least about 550 N, such as at least about 575 N, or even greater than 600 N. In an embodiment, the modulus of rupture is at least about 600 psi, such as at least about 650 psi, such as at least about 700 psi. Further, the glass reinforcement has a Gurley Stiffness measurement such that the glass reinforcement is sufficiently drapable and lacking in shape memory so as to be curved around the edge of a product to be reinforced, such as a gypsum board or a cement board, during manufacture of the same.
Applications for the glass reinforcement are numerous. The glass reinforcement can be employed in many end-use reinforcement applications, such as, for example, gypsum and cement boards, asphalt and road reinforcement, roofing applications, soil reinforcement,
polymer-matrix reinforcement, and as stand-alone coated fabrics in filters, screens and garment applications.
In a particular embodiment, the glass reinforcement and cementitious board of this invention are useful in all sorts of building construction applications. They are strong, having a screw strength of at least about 20 lbs., for gypsum cores of conventional densities and compositions. Some examples include shaft wall assemblies for elevators and stairways, fire doors and fire walls, roofing and siding substrates, with or without insulation, exterior stucco systems, and tile backer boards. Some of the most desirable and useful applications for this invention are in EIF systems (also called EIFS, for Exterior Insulation Finishing Systems), or as tile backer boards.
Many different aspects and embodiments are possible. Some of those aspects and embodiments are described herein. After reading this specification, skilled artisans will appreciate that those aspects and embodiments are only illustrative and do not limit the scope of the present invention. Embodiments may be in accordance with any one or more of the items as listed below.
Embodiment 1. A glass reinforcement for a cementitious board including at least one glass fiber and a coating on the at least one glass fiber, the coating including a polymer composition and an alkali scavenger, wherein the alkali scavenger includes an acid having a pKa of greater than about 3, wherein the acid is in a liquid state at 25 °C.
Embodiment 2. A reinforcing cementitious board including: (a) a cementitious core; and (b) a glass reinforcement disposed on at least one face of the cementitious core; the glass reinforcement including at least one glass fiber and a coating on the at least one glass fiber, the coating including a polymer composition and an alkali scavenger, wherein the alkali scavenger includes an acid having a pKa of greater than about 3, wherein the acid is in a liquid state at 25 °C.
Embodiment 3. A method of making a cementitious board including: (a) providing a glass reinforcement including at least one glass fiber and a coating on the at least one glass fiber, the coating including a polymer composition and an alkali scavenger, wherein the alkali scavenger includes an acid having a pKa of greater than about 3, wherein the acid is in a liquid state at 25°C; (b) depositing a cementitious slurry on the glass reinforcement; and (c) forming the cementitious slurry and the glass reinforcement into the cementitious board.
Embodiment 4. The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any one of the preceding embodiments, wherein
the acid has pKa greater than 5, such as greater than about 10, such as greater than about 15, or even greater than 20.
Embodiment 5. The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any one of the preceding embodiments, wherein the acid includes an organic acid, an inorganic acid, an ion exchange resin, or combination thereof.
Embodiment 6. The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any one of the preceding embodiments, wherein the acid has a boiling point of greater than about 250°C, such as greater than about 300°C, such as greater than about 350°C.
Embodiment 7. The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any of the preceding embodiments, wherein the acid includes at least 10 carbon groups and optionally, at least one ethylenic bond.
Embodiment 8. The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any of the preceding embodiments, wherein the acid includes hexanoic acid, octanoic acid, oleic acid, or combination thereof.
Embodiment 9. The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any of the preceding embodiments, wherein the polymer composition includes a vinyl chloride copolymer, diisonoyl phthalate, dioctyl terephthalate, or combination thereof.
Embodiment 10. The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any one of the preceding embodiments, wherein the alkali scavenger is present within the coating at about 0.5% by weight to about 20.0% by weight, such as about 1.0% by weight to about 10.0% by weight, such as about 1.0% by weight to about 5% by weight of the total weight of the coating.
Embodiment 11. The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any of the preceding embodiments, wherein the viscosity of the coating does not change by more than 10% prior to cure, compared to a coating without an alkali scavenger.
Embodiment 12. The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any of the preceding embodiments, wherein the cure temperature of the coating does not change by more than 5%, compared to a coating without an alkali scavenger.
Embodiment 13. The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any of the preceding embodiments, wherein the alkali resistance of the coating is improved by greater than 10%, such as greater than 20%, such as greater than 30%, such as greater than 50%, compared to a coating without an alkali scavenger.
Embodiment 14. The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any one of the preceding embodiments, wherein the glass reinforcement includes a scrim, a woven mat, a non-woven mat, a braided fabric, a knitted fabric, a chopped strand, or combination thereof.
Embodiment 15. The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any of the preceding embodiments, wherein the glass fiber includes E-glass, AR-glass, C-glass, ECR-glass, R-glass, S-glass, or combination thereof.
Embodiment 16. The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any one of the preceding embodiments, wherein the coating substantially coats the glass fibers at a thickness of about 50μιτι to about ΙΟΟμιτι.
Embodiment 17. The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any one of the proceeding embodiments, wherein the coated glass fiber has an initial strength that not increase or decrease by more than 10% compared to a coated glass fiber without an alkali scavenger.
Embodiment 18. The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any one of the preceding embodiments, wherein the strength of the coated glass fiber is greater than a coated glass fiber without an alkali scavenger after 3 days in a trialkali bath at 80°C.
Embodiment 19. The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any one of the preceding embodiments, wherein the strength of the coated glass fiber is greater than a coated glass fiber without an alkali scavenger after 28 days in a trialkali bath at 25 °C.
Embodiment 20. The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any one of the preceding embodiments, having a tensile strength of at least about 525 N.
Embodiment 21. The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any one of the preceding embodiments, having a modulus of rupture (MOR) of at least about 600 psi.
Embodiment 22. The glass reinforcement, the reinforcing cementitious board, or the method of making the cementitious board of any one of the preceding embodiments, wherein the glass reinforcement is disposed at on least one face of a cementitious core.
Embodiment 23. The reinforcing cementitious board or the method of making the cementitious board of any one of embodiments 2-22, wherein the cementitious core includes a cement matrix.
Embodiment 24. The method of making the cementitious board of any one of embodiments 3-23, wherein the alkali scavenger forms a soapy layer when the cementitious slurry contacts the glass reinforcement.
Embodiment 25. The method of making the cementitious board of any one of embodiments 3-24, wherein the coating on the at least one glass fiber is cured.
Embodiment 26. The method of making the cementitious board of any one of embodiments 3-25, further including heating the cementitious slurry to provide a set cement.
The following example is provided to better disclose and teach processes and compositions of the present invention. It is for illustrative purposes only, and it must be acknowledged that minor variations and changes can be made without materially affecting the spirit and scope of the invention as recited in the claims that follow.
EXAMPLES
Example 1
An E-glass fiber has a starch based sizing and 68tex size. The scavenger of hexanoic acid or oleic acid is added an amount of about 2.0 wt% based on the total weight of the coating is mixed into plastisol (obtained from Sigma- Aldrich). The scavengers have good solubility in plastisol and good coating on the glass fiber. Coating is at a DPU (wherein DPU = coating weight / glass weight) of 1.34.
As seen in FIGs. 2 and 3, the addition of either the hexanoic acid or oleic acid did not substantially impact the viscosity of plastisol after immediate mixing and after aging for 1 month. "Control" is a plastisol without any alkali scavenger. Viscosity is measured by rotational rheometer.
Viscosity data can also be seen in Table 1 of an alkali scavenger of oleic acid at 2 wt% in plastisol after 2, 7, and 28 storage days. Viscosity is measured by rotational rheometer.
Table 1

Viscosity data after 28 days demonstrates that a reaction does not occur between the alkali scavenger and the components of the PVC plastisol formulation.
Further, the addition of the alkali scavenger does not substantially impact the curing temperature of the coating. Results can be seen in Table 2.
Table 2

Alkali permeability is tested by permeation test method used in ASTM EN374.
Results can be seen in Table 3.
Table 3
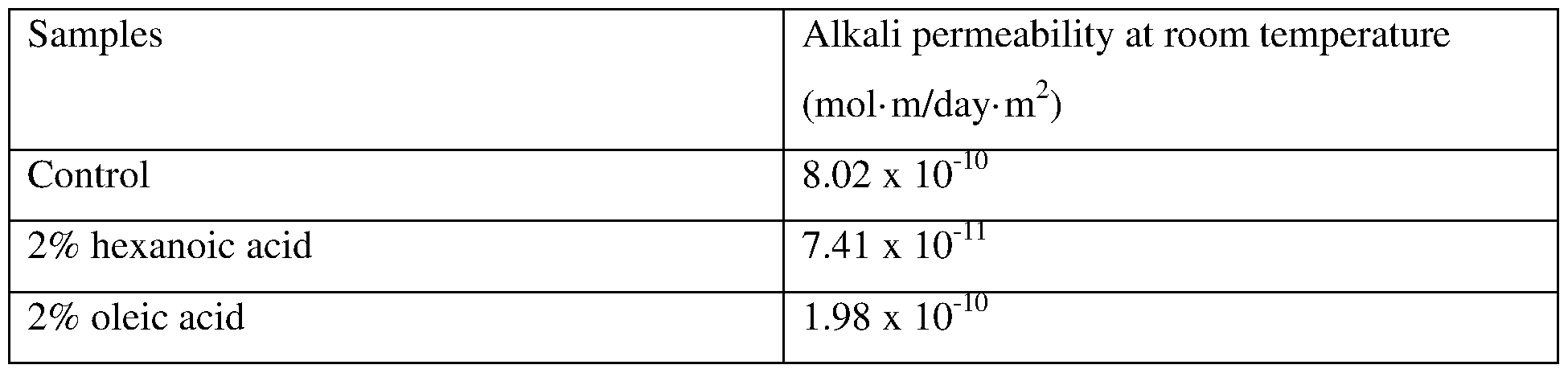
As seen in Table 3, the addition of the weak acid provides decreased alkali permeability compared to the Control.
The strength of the yarn coated with plastisol with and without an alkali scavenger is measured by Instron tensile testing with ASTM D2256 testing method. As seen in FIG. 4, the addition of the weak acid does not substantially impact the strength of the yarn compared to plastisol without any alkali scavenger (i.e. Control T6).
An aging test is conducted on the yarn in a trialkali solution, where the trialkali solution equals 4g/L KOH + lg/L NaOH +0.5g/L Ca(OH)2 in deionized water. Results of the strength of the yarn can be seen in FIGs. 5 and 6 for aging at room temperature for 28 days
and at 80°C for 3 day, respectively. Clearly, the addition of the weak acids improves the alkali resistance of the glass fiber compared to the Control.
The strength of the yarn coated with plastisol with an alkali scavenger of oleic acid at varying levels is measured by Instron tensile testing with ASTM D2256 testing method. FIG. 7 shows the aging in the trialkali solution at 80°C for 3 days. As seen in FIG. 7, levels of oleic acid below 6 wt% advantageously increases the strength of the yarn. Unexpectedly, it was discovered that at levels above 6wt%, the strength of the yarn decreases and is worse than the strength of the yarn without any alkali scavenger, showing a deleterious impact of the alkali scavenger on the strength of the yarn with the greater amount of alkali scavenger.
FIG. 8 shows the results of aging at room temperature for 28 days of a yarn coated with plastisol with an alkali scavenger of oleic acid at 2 wt% and a yarn coated with plastisol without an alkali scavenger. As seen in FIG. 8, the addition of 2 wt% oleic acid has a better strength over time compared to a yarn coated with plastisol without any alkali scavenger.
A scrim aging test is performed. An oleic acid is used as the alkali scavenger compared to a plastisol solution without an alkali scavenger. The coating compositions are placed on a scrim. Scrims include E-glass yarns coated with plastisol with and without the alkali scavenger, construction has 8 yarns per inch in machine direction and 7.5 yarns/inch in cross direction. FIG. 9 shows the results of the strength of the scrim after 3 days in hot trialkali. FIG. 10 shows the results of the strength of the scrim after 3 days in a hot water bath. Scrims are embedded in cement to make a standard cement board. Then the cement boards are soaked in hot water at 80°C for 3 days for aging. Aging test shows an
improvement with the weak acid alkali scavengers compared to the Control. Control 1 and 2 are two cement boards made from two different batches using the plastisol without an alkali scavenger. Oleic 1 and Oleic 2 are results for two cement boards from two different batches of plastisol with an oleic acid alkali scavenger at 2% based on the total weight of the coating.
Certain features, for clarity, described herein in the context of separate embodiments, may also be provided in combination in a single embodiment. Conversely, various features that are, for brevity, described in the context of a single embodiment, may also be provided separately or in any subcombination. Further, reference to values stated in ranges includes each and every value within that range.
Benefits, other advantages, and solutions to problems have been described above with regard to specific embodiments. However, the benefits, advantages, solutions to problems, and any feature(s) that may cause any benefit, advantage, or solution to occur or become
more pronounced are not to be construed as a critical, required, or essential feature of any or all the claims.
The specification and illustrations of the embodiments described herein are intended to provide a general understanding of the structure of the various embodiments. The specification and illustrations are not intended to serve as an exhaustive and comprehensive description of all of the elements and features of apparatus and systems that use the structures or methods described herein. Separate embodiments may also be provided in combination in a single embodiment, and conversely, various features that are, for brevity, described in the context of a single embodiment, may also be provided separately or in any subcombination. Further, reference to values stated in ranges includes each and every value within that range. Many other embodiments may be apparent to skilled artisans only after reading this specification. Other embodiments may be used and derived from the disclosure, such that a structural substitution, logical substitution, or another change may be made without departing from the scope of the disclosure. Accordingly, the disclosure is to be regarded as illustrative rather than restrictive.
Claims
1. A glass reinforcement for a cementitious board comprising at least one glass fiber and a coating on the at least one glass fiber, the coating comprising a polymer composition and an alkali scavenger, wherein the alkali scavenger comprises an acid having a pKa of greater than about 3, wherein the acid is in a liquid state at 25 °C.
2. The glass reinforcement of claim 1, wherein the acid comprises an organic acid, an inorganic acid, an ion exchange resin, or combination thereof.
3. The glass reinforcement of claim 1, wherein the acid has a boiling point of greater than about 250°C, such as greater than about 300°C, such as greater than about 350°C.
4. The glass reinforcement of claim 1, wherein the acid comprises at least 10 carbon groups and optionally, at least one ethylenic bond.
5. The glass reinforcement of claim 1, wherein the acid comprises hexanoic acid, octanoic acid, oleic acid, or combination thereof.
6. The glass reinforcement of claim 1, wherein the polymer composition comprises a vinyl chloride copolymer, diisonoyl phthalate, dioctyl terephthalate, or combination thereof.
7. The glass reinforcement of claim 1, wherein the glass reinforcement is disposed at on least one face of a cementitious core.
8. A reinforcing cementitious board comprising:
(a) a cementitious core; and
(b) a glass reinforcement disposed on at least one face of the cementitious core; the glass reinforcement comprising at least one glass fiber and a coating on the at least one glass fiber, the coating comprising a polymer composition and an alkali scavenger, wherein the alkali scavenger comprises an acid having a pKa of greater than about 3, wherein the acid is in a liquid state at 25 °C.
9. The reinforcing cementitious board of claim 8, wherein the acid comprises an organic acid, an inorganic acid, an ion exchange resin, or combination thereof.
10. The reinforcing cementitious board of claim 8, wherein the acid has a boiling point of greater than about 250°C, such as greater than about 300°C, such as greater than about 350°C.
11. The reinforcing cementitious board of claim 8, wherein the acid comprises hexanoic acid, octanoic acid, oleic acid, or combination thereof.
12. The reinforcing cementitious board of claim 8, wherein the polymer composition comprises a vinyl chloride copolymer, diisonoyl phthalate, dioctyl terephthalate, or combination thereof.
13. The reinforcing cementitious board of claim 8, wherein the glass reinforcement comprises a scrim, a woven mat, a non-woven mat, a braided fabric, a knitted fabric, a chopped strand, or combination thereof.
14. A method of making a cementitious board comprising:
(a) providing a glass reinforcement comprising at least one glass fiber and a coating on the at least one glass fiber, the coating comprising a polymer composition and an alkali scavenger, wherein the alkali scavenger comprises an acid having a pKa of greater than about 3, wherein the acid is in a liquid state at 25 °C;
(b) depositing a cementitious slurry on the glass reinforcement; and
(c) forming the cementitious slurry and the glass reinforcement into the cementitious board.
15. The method of making the cementitious board of claim 14, wherein the coating on the at least one glass fiber is cured.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| MX2019003003A MX2019003003A (en) | 2016-09-29 | 2017-09-28 | Glass reinforcement. |
| LTEPPCT/US2017/053931T LT3519370T (en) | 2016-09-29 | 2017-09-28 | Glass reinforcement |
| RU2019109994A RU2724082C1 (en) | 2016-09-29 | 2017-09-28 | Glass fittings, reinforced cement slab and method for production of cement slab |
| EP17857397.8A EP3519370B1 (en) | 2016-09-29 | 2017-09-28 | Glass reinforcement |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201662401528P | 2016-09-29 | 2016-09-29 | |
| US62/401,528 | 2016-09-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018064289A1 true WO2018064289A1 (en) | 2018-04-05 |
Family
ID=61687646
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US2017/053931 WO2018064289A1 (en) | 2016-09-29 | 2017-09-28 | Glass reinforcement |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20180086666A1 (en) |
| EP (1) | EP3519370B1 (en) |
| LT (1) | LT3519370T (en) |
| MX (1) | MX2019003003A (en) |
| PT (1) | PT3519370T (en) |
| RU (1) | RU2724082C1 (en) |
| WO (1) | WO2018064289A1 (en) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1997013815A2 (en) * | 1995-09-28 | 1997-04-17 | Baran Advanced Materials (94) Ltd. | Polymer coated powders |
| US5804313A (en) * | 1996-07-15 | 1998-09-08 | Ppg Industries, Inc. | Polyamide and acrylic polymer coated glass fiber reinforcements, reinforced polymeric composites and a method of reinforcing a polymeric material |
| US5855663A (en) * | 1992-11-27 | 1999-01-05 | Petoca, Ltd. | Carbon fibers for reinforcement of cement and cement composite material |
| US6054205A (en) * | 1997-05-29 | 2000-04-25 | Clark-Schwebel Tech-Fab Company | Glass fiber facing sheet and method of making same |
| WO2012078366A2 (en) * | 2010-12-10 | 2012-06-14 | United States Gypsum Company | Improved fiberglass mesh scrim reinforced cementitious board system |
| US20140087612A1 (en) | 2012-09-24 | 2014-03-27 | George Hart | Plastisol compositions including organosilicon compound(s) |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA387549A (en) * | 1940-03-19 | C. Simpson Donald | Glass fibre processing | |
| US4133928A (en) * | 1972-03-22 | 1979-01-09 | The Governing Council Of The University Of Toronto | Fiber reinforcing composites comprising portland cement having embedded therein precombined absorbent and reinforcing fibers |
| GB1465059A (en) * | 1973-07-03 | 1977-02-23 | Pilkington Brothers Ltd | Glass fibres |
| DE19507787C2 (en) * | 1995-03-06 | 2000-11-09 | Gruenzweig & Hartmann | Process for improving the mechanical properties of a glass fiber fleece |
| JP5198468B2 (en) * | 2006-12-15 | 2013-05-15 | ピーピージー・インダストリーズ・オハイオ・インコーポレイテッド | Sizing composition and thermoplastic resin composite reinforced with glass fiber |
| EP2836636A4 (en) * | 2012-04-13 | 2016-01-06 | Saint Gobain Adfors Canada Ltd | A reinforcing fabric, a cementitious board, and method of forming the cementitious board |
-
2017
- 2017-09-28 RU RU2019109994A patent/RU2724082C1/en active
- 2017-09-28 US US15/718,376 patent/US20180086666A1/en not_active Abandoned
- 2017-09-28 MX MX2019003003A patent/MX2019003003A/en unknown
- 2017-09-28 EP EP17857397.8A patent/EP3519370B1/en active Active
- 2017-09-28 WO PCT/US2017/053931 patent/WO2018064289A1/en unknown
- 2017-09-28 PT PT178573978T patent/PT3519370T/en unknown
- 2017-09-28 LT LTEPPCT/US2017/053931T patent/LT3519370T/en unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5855663A (en) * | 1992-11-27 | 1999-01-05 | Petoca, Ltd. | Carbon fibers for reinforcement of cement and cement composite material |
| WO1997013815A2 (en) * | 1995-09-28 | 1997-04-17 | Baran Advanced Materials (94) Ltd. | Polymer coated powders |
| US5804313A (en) * | 1996-07-15 | 1998-09-08 | Ppg Industries, Inc. | Polyamide and acrylic polymer coated glass fiber reinforcements, reinforced polymeric composites and a method of reinforcing a polymeric material |
| US6054205A (en) * | 1997-05-29 | 2000-04-25 | Clark-Schwebel Tech-Fab Company | Glass fiber facing sheet and method of making same |
| WO2012078366A2 (en) * | 2010-12-10 | 2012-06-14 | United States Gypsum Company | Improved fiberglass mesh scrim reinforced cementitious board system |
| US20140087612A1 (en) | 2012-09-24 | 2014-03-27 | George Hart | Plastisol compositions including organosilicon compound(s) |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3519370A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3519370A4 (en) | 2020-04-29 |
| EP3519370A1 (en) | 2019-08-07 |
| LT3519370T (en) | 2022-04-11 |
| PT3519370T (en) | 2022-02-08 |
| RU2724082C1 (en) | 2020-06-19 |
| EP3519370B1 (en) | 2021-11-03 |
| MX2019003003A (en) | 2019-08-05 |
| US20180086666A1 (en) | 2018-03-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2530912C (en) | Fabric reinforcement and cementitious boards faced with same | |
| AU2009333357B2 (en) | Polyolefin coated fabric reinforcement and cementitious boards reinforced with same | |
| US7049251B2 (en) | Facing material with controlled porosity for construction boards | |
| US20130295360A1 (en) | Reinforcing fabric, a cementitious board, and method of forming the cementitious board | |
| EP3519370B1 (en) | Glass reinforcement | |
| JP7295113B2 (en) | Reinforcement layer, cementitious board, and method of forming cementitious board | |
| AU2007202174B2 (en) | Facing material with controlled porosity for construction boards |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17857397 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2017857397 Country of ref document: EP Effective date: 20190429 |