WO2015073863A1 - Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets - Google Patents
Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets Download PDFInfo
- Publication number
- WO2015073863A1 WO2015073863A1 PCT/US2014/065763 US2014065763W WO2015073863A1 WO 2015073863 A1 WO2015073863 A1 WO 2015073863A1 US 2014065763 W US2014065763 W US 2014065763W WO 2015073863 A1 WO2015073863 A1 WO 2015073863A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fabric
- sheet
- structuring fabric
- cellulosic web
- structuring
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims description 118
- 230000002745 absorbent Effects 0.000 title claims description 60
- 239000002250 absorbent Substances 0.000 title claims description 60
- 239000004744 fabric Substances 0.000 claims abstract description 285
- 230000008569 process Effects 0.000 claims description 51
- 239000000835 fiber Substances 0.000 claims description 24
- 238000001035 drying Methods 0.000 claims description 12
- 238000004519 manufacturing process Methods 0.000 claims description 11
- 238000007605 air drying Methods 0.000 claims description 5
- 239000000123 paper Substances 0.000 description 107
- 238000009530 blood pressure measurement Methods 0.000 description 20
- 230000000052 comparative effect Effects 0.000 description 19
- 230000000694 effects Effects 0.000 description 14
- 238000003854 Surface Print Methods 0.000 description 12
- 238000012360 testing method Methods 0.000 description 11
- 238000012546 transfer Methods 0.000 description 11
- 238000004364 calculation method Methods 0.000 description 9
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 9
- 238000004458 analytical method Methods 0.000 description 8
- 230000001953 sensory effect Effects 0.000 description 7
- 239000000463 material Substances 0.000 description 6
- 238000005259 measurement Methods 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 230000003247 decreasing effect Effects 0.000 description 4
- 229920001971 elastomer Polymers 0.000 description 4
- 238000003490 calendering Methods 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 229920000742 Cotton Polymers 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- 229920002522 Wood fibre Polymers 0.000 description 2
- 230000002730 additional effect Effects 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 210000000481 breast Anatomy 0.000 description 2
- 229920002678 cellulose Polymers 0.000 description 2
- 239000001913 cellulose Substances 0.000 description 2
- 238000012512 characterization method Methods 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 230000001143 conditioned effect Effects 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 239000002655 kraft paper Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 239000011122 softwood Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 239000002025 wood fiber Substances 0.000 description 2
- 241000208140 Acer Species 0.000 description 1
- 241000609240 Ambelania acida Species 0.000 description 1
- 244000099147 Ananas comosus Species 0.000 description 1
- 235000007119 Ananas comosus Nutrition 0.000 description 1
- 235000018185 Betula X alpestris Nutrition 0.000 description 1
- 235000018212 Betula X uliginosa Nutrition 0.000 description 1
- 244000025254 Cannabis sativa Species 0.000 description 1
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 description 1
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 description 1
- 240000000491 Corchorus aestuans Species 0.000 description 1
- 235000011777 Corchorus aestuans Nutrition 0.000 description 1
- 235000010862 Corchorus capsularis Nutrition 0.000 description 1
- 244000166124 Eucalyptus globulus Species 0.000 description 1
- 241000945868 Eulaliopsis Species 0.000 description 1
- 244000207543 Euphorbia heterophylla Species 0.000 description 1
- 241000628997 Flos Species 0.000 description 1
- 240000000797 Hibiscus cannabinus Species 0.000 description 1
- 240000006240 Linum usitatissimum Species 0.000 description 1
- 235000004431 Linum usitatissimum Nutrition 0.000 description 1
- 241001148717 Lygeum spartum Species 0.000 description 1
- 240000000907 Musa textilis Species 0.000 description 1
- 241000183024 Populus tremula Species 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000010905 bagasse Substances 0.000 description 1
- 235000009120 camo Nutrition 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 235000005607 chanvre indien Nutrition 0.000 description 1
- 238000004590 computer program Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000008094 contradictory effect Effects 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 239000008367 deionised water Substances 0.000 description 1
- 229910021641 deionized water Inorganic materials 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 230000001815 facial effect Effects 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 239000011121 hardwood Substances 0.000 description 1
- 239000011487 hemp Substances 0.000 description 1
- 230000002706 hydrostatic effect Effects 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000003094 microcapsule Substances 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 230000001902 propagating effect Effects 0.000 description 1
- 238000004445 quantitative analysis Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 239000010902 straw Substances 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H15/00—Pulp or paper, comprising fibres or web-forming material characterised by features other than their chemical constitution
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/14—Making cellulose wadding, filter or blotting paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/30—Multi-ply
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/425—Cellulose series
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
- D21F1/10—Wire-cloths
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/006—Making patterned paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F5/00—Dryer section of machines for making continuous webs of paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F5/00—Dryer section of machines for making continuous webs of paper
- D21F5/18—Drying webs by hot air
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F7/00—Other details of machines for making continuous webs of paper
- D21F7/08—Felts
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F7/00—Other details of machines for making continuous webs of paper
- D21F7/08—Felts
- D21F7/12—Drying
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/002—Tissue paper; Absorbent paper
- D21H27/004—Tissue paper; Absorbent paper characterised by specific parameters
- D21H27/005—Tissue paper; Absorbent paper characterised by specific parameters relating to physical or mechanical properties, e.g. tensile strength, stretch, softness
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/002—Tissue paper; Absorbent paper
- D21H27/004—Tissue paper; Absorbent paper characterised by specific parameters
- D21H27/005—Tissue paper; Absorbent paper characterised by specific parameters relating to physical or mechanical properties, e.g. tensile strength, stretch, softness
- D21H27/007—Tissue paper; Absorbent paper characterised by specific parameters relating to physical or mechanical properties, e.g. tensile strength, stretch, softness relating to absorbency, e.g. amount or rate of water absorption, optionally in combination with other parameters relating to physical or mechanical properties
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/30—Multi-ply
- D21H27/38—Multi-ply at least one of the sheets having a fibrous composition differing from that of other sheets
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/30—Multi-ply
- D21H27/40—Multi-ply at least one of the sheets being non-planar, e.g. crêped
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T15/00—3D [Three Dimensional] image rendering
- G06T15/08—Volume rendering
Definitions
- Our invention relates to paper products such as absorbent hand towels.
- Our invention also relates to processes of manufacturing paper products such as absorbent hand towels.
- absorbent paper products must be able to mop up large amounts of liquid before becoming saturated.
- Absorbency and softness are contradictory properties when it comes to manufacturing paper products.
- Most techniques for increasing the absorbency of paper products will also have the effect of decreasing the perceived softness of the products.
- most techniques for increasing the softness of paper products will have the effect of decreasing the absorbency of the products.
- calendering basesheets that make up the paper products can increase the softness of the products. Calendering, however, also has the effect of reducing the caliper of the basesheets.
- wet and dry strength resins are examples of other techniques that improve the properties of paper products. Such resins are added to the furnish used in a papermaking process, and the resins have the effect of improving the underlying strength of the resulting paper products, e.g., the cross machine direction (CD) or machine direction (MD) wet tensile strength of the products. Wet and dry strength resins, however, also have the undesirable effect of reducing the perceived softness of the resulting products.
- our invention provides an absorbent cellulosic sheet.
- the sheet includes a first ply providing a first surface of the sheet, and a second ply providing a second surface of the sheet, with the second ply being directly attached to the first ply.
- the sheet has a caliper of at least about 255 mils/8 sheets, and the sheet has an SAT capacity of at least about 650 g/m 2 .
- our invention provides an absorbent cellulosic sheet.
- the sheet includes a first ply providing a first surface of the sheet, and a second ply providing a second surface of the sheet.
- the sheet has a tensile ratio of less than about 1.0, and the sheet has a caliper of at least about 255 mils/8 sheets.
- our invention provides an absorbent cellulosic sheet.
- the sheet includes a first ply providing a first surface of the sheet, and a second ply providing a second surface of the sheet.
- the sheet has a tensile ratio of less than about 1.0, and the sheet has an SAT capacity of at least about 675 g/m 2 .
- our invention provides a method of making a paper product.
- the method includes forming an aqueous cellulosic web on a structuring fabric in a papermaking machine, non-compactively dewatering the cellulosic web on the structuring fabric, and drying the cellulosic web to form the paper product.
- a portion of the structuring fabric on which the cellulosic web is formed has a planar volumetric index of at least about 26.
- our invention provides a method of making a paper product.
- the method includes forming an aqueous cellulosic web on a structuring fabric in a papermaking machine, non-compactively dewatering the cellulosic web on the structuring fabric, and drying the cellulosic web to form the paper product.
- a portion of the structuring fabric on which the cellulosic web is formed has a planar volumetric index of at least about 26 during (i) an initial period in which the cellulosic web is formed on the structuring fabric on the papermaking machine and (ii) after the structuring fabric is run for about 950,000 cycles of operation of the papermaking machine.
- our invention provides a papermaking machine for making a paper product using a through air drying process.
- the papermaking machine includes a headbox for supplying a furnish.
- the papermaking machine also includes a structuring fabric having a surface with a contact area, the structuring fabric being configured (i) to receive the furnish from the headbox on the surface to thereby form a cellulosic web from the furnish and (ii) to non-compactively dewater the cellulosic web.
- the portion of the structuring fabric on which the cellulosic web is formed has a planar volumetric index of at least about 26.
- our invention provides an absorbent cellulosic sheet.
- the sheet is made by a method that includes forming an aqueous cellulosic web on a structuring fabric in a papermaking machine, non-compactively dewatering the cellulosic web on the structuring fabric, and drying the cellulosic web to form the absorbent cellulosic sheet.
- a portion of the structuring fabric on which the cellulosic web is formed has a planar volumetric index of at least about 26.
- Figure 1 is a schematic diagram of a papermaking machine configuration that can be used in conjunction with our invention.
- Figures 2A and 2B are photographs of the web contacting surfaces of structuring fabrics.
- Figure 3 is a top view of a structuring fabric for making products according to our invention.
- FIGS. 4A and 4B are views of a contact surface printing apparatus.
- FIG. 5 is a detailed view of the pressing section of the contact surface printing apparatus shown in FIGS. 4 A and 4B.
- FIGS. 6A through 6D are examples of prints of structuring fabrics.
- FIGS. 7A through 7E show the steps of establishing a coordinate system in a print of a structuring fabric.
- FIGS. 8A through 8C show the application of our analytic technique herein as it is applied to a photograph of the knuckles of a structuring fabric.
- FIGS. 9A and 9B show an alternative analytic technique applied to a photograph and print of the knuckles of a structuring fabric.
- FIG. 10 shows the application of an analytic technique to determine a pocket surrounded by knuckles in the structuring fabric shown in FIG. 3.
- FIG. 11 shows the application of an analytic technique to determine the depth of the pocket shown in FIG. 10.
- FIGS. 12A through 12D show planar volumetric indexes for a structuring fabric that can be used to make the products of the invention and planar volumetric indexes for comparative structuring fabrics.
- Figure 13 is a plot showing the relation of caliper and SAT capacity for trial products according to the invention and for comparative products.
- Figure 14 is a plot showing the relation of tensile ratio and caliper for trial products according to the invention and for comparative products.
- Figure 15 is a plot showing the relation of tensile ratio and SAT capacity for trial products according to the invention and for comparative products.
- Figure 16 is a plot showing the relation of stretch ratio and SAT capacity for trial products according to the invention and for comparative products.
- Figure 17 is a plot showing the relation of stretch ratio and caliper for trial products according to the invention and for comparative products.
- Our invention relates to absorbent paper products and methods of making absorbent paper products.
- the absorbent paper products according to our invention have outstanding combinations of properties that are superior to other paper products that are known in the art.
- the paper products according to our invention have combinations of properties particularly well suited for absorbent hand towels.
- paper product encompasses any product incorporating papermaking fibers having cellulose as a major constituent. This would include, for example, products marketed as paper towels, toilet paper, facial tissues, etc.
- Papermaking fibers include virgin pulps or recycle (secondary) cellulosic fibers, or fiber mixes comprising cellulosic fibers.
- Wood fibers include, for example, those obtained from deciduous and coniferous trees, including softwood fibers, such as northern and southern softwood kraft fibers, and hardwood fibers, such as eucalyptus, maple, birch, aspen, or the like.
- fibers suitable for making the products of our invention include non-wood fibers, such as cotton fibers or cotton derivatives, abaca, kenaf, sabai grass, flax, esparto grass, straw, jute hemp, bagasse, milkweed floss fibers, and pineapple leaf fibers.
- non-wood fibers such as cotton fibers or cotton derivatives, abaca, kenaf, sabai grass, flax, esparto grass, straw, jute hemp, bagasse, milkweed floss fibers, and pineapple leaf fibers.
- “Furnishes” and like terminology refers to aqueous compositions including papermaking fibers, and, optionally, wet strength resins, debonders, and the like, for making paper products.
- a variety of furnishes can be used in embodiments of our invention. In some embodiments, furnishes are used according to the specifications described in U.S. Patent No. 8,080,130 (the disclosure of which is incorporated by reference in its entirety). The furnishes in this patent include, among other things, cellulosic long fibers having a coarseness of at least about 15.5 mg/100 mm. Examples of furnishes are also specified in the product examples discussed below.
- the initial fiber and liquid mixture that is dried to a finished product in a papermaking process will be referred to as a "web” and/or a "nascent web.”
- the dried, single-ply product from a papermaking process will be referred to as a
- basesheet Further, the product of a papermaking process may be referred to as an
- absorbent sheet may be the same as a single absorbent sheet
- an absorbent sheet may include a plurality of basesheets, as in a multi-ply structure. Further, an absorbent sheet may have undergone additional processing after being dried in the initial basesheet forming process in order to form a final paper product from a converted basesheet.
- An "absorbent sheet” includes commercial products marketed as, for example, hand towels.
- a "ply” refers to a sheet structure made of papermaking fibers having cellulose as a major constituent, and does not encompass, for example, a glue used to directly attach two plys together. Those skilled in the art will recognize the numerous techniques for directly attaching two or more plys together into a paper product.
- machine direction (MD) and “cross machine direction” (CD) will be used in accordance with their well-understood meaning in the art. That is, the MD of a fabric or other structure refers to the direction that the structure moves on a papermaking machine in a papermaking process, while CD refers to a direction crossing the MD of the structure. Similarly, when referencing paper products, the MD of the paper product refers to the direction on the product that the product moved on the papermaking machine in the papermaking process, and the CD of the product refers to the direction crossing the MD of the product.
- FIG. 1 shows an example of a papermaking machine 10 that can be used to make paper products according to our invention.
- the papermaking machine 10 is configured for a through air drying (TAD) papermaking process in which a structuring fabric 48 is used to form the three-dimensional structure of the paper product.
- TAD through air drying
- furnish supplied through a head box 20 is directed in a jet into a nip formed between a forming fabric 24 and a transfer fabric 28.
- the forming fabric 24 and the transfer fabric 28 pass between a forming roll 32 and a breast roll 36, and then diverge after passing between the forming roll 32 and the breast roll 36.
- the furnish has been formed into a nascent web on the transfer fabric 28.
- the transfer fabric 28 then passes through dewatering zone 40 in which suction boxes 44 remove moisture from the web and the transfer fabric 28, thereby increasing the consistency of the web, for example, from about 10% to about 25% prior to transfer of the web to the structuring fabric 48.
- suction boxes 44 remove moisture from the web and the transfer fabric 28, thereby increasing the consistency of the web, for example, from about 10% to about 25% prior to transfer of the web to the structuring fabric 48.
- the web still has a high moisture content when it is transferred to the structuring fabric 48, the web is deformable such that portions of the web can be drawn into pockets formed between the yarns that make up the structuring fabric 48.
- the pockets in structuring fabrics will be described in detail below.
- the consistency of the web is increased, for example, from about 60% to about 90%.
- the web is thereby more or less permanently imparted with a shape by the structuring fabric 48 that includes domes that are formed where the web is drawn into the pockets of the structuring fabric 48.
- the structuring fabric 48 provides a three-dimensional shape to the web that results in a paper product having dome structures.
- the web is transferred from the structuring fabric 48 to a Yankee dryer 68.
- the transfer can be accomplished without a major degradation of the properties of the web, by contacting the web with adhesive sprayed onto the Yankee dryer 68.
- a further creping is used to dislodge the web from the Yankee dryer 68, and then, the web is taken up by a reel 70.
- the speed of the reel 70 can be controlled relative to the speed of the Yankee dryer 68 to adjust the further crepe that is applied to the web as it is removed from the Yankee dryer 68.
- the basesheets on reel 70 may then be subjected to further processing, as is known in the art, in order to convert the basesheets into specific products.
- the basesheets may be embossed, and two basesheets can be combined into multi-ply products. The specifics of such a converting are discussed below in conjunction with the specific trial examples of products according to our invention.
- Figure 1 demonstrates one type of process in which a structuring fabric is used to impart a three-dimensional shape to a paper product
- a structuring fabric may be used in a papermaking process that does not utilize through air drying (TAD).
- TAD through air drying
- An example of such a "non-TAD" process is disclosed in U.S. Patent No. 7,494,563, the disclosure of which is incorporated by reference in its entirety.
- the invention disclosed herein is not necessarily limited to any particular papermaking process.
- Figures 2A and 2B are magnified photographs of structuring fabrics of the type that can be used as the structuring fabric 48 in the papermaking machine 10 shown in Figure 1. These figures show the surfaces of the fabrics that contact the web in papermaking processes.
- Figures 2 A and 2B are conventional structuring fabrics that are well known in the art. The warp and weft threads that make up the body of the structuring fabrics can be seen in Figures 2 A and 2B.
- FIG. 3 is a detailed drawing of a portion of the web contacting side of the structuring fabric having a configuration for forming products according to our invention.
- the fabric includes warp yarns 202 that run in the machine direction (MD) when the fabric is used in a papermaking process, and weft yarns 204 that run in the cross machine direction (CD) when the fabric is used in a papermaking process.
- MD machine direction
- CD cross machine direction
- the warp and weft yarns 202 and 204 are woven together so as to form the body of the fabric.
- the actual contact surface of the fabric is formed by the knuckles 206, which are formed on the warp yarns 202, but not formed on the weft yarns 204.
- the knuckles 206 are in a plane that makes up the contact surface of the fabric.
- Pockets 210 are defined in the areas between the knuckles 206.
- portions of the web can be drawn into the pockets 210, and it is the portions of the web that are drawn into the pockets 210 that result in dome structures that are present in the resulting paper product, as described above.
- softness, absorbency, and caliper are three important properties for many types of absorbent paper products. We have found that all three of these properties may be affected by the configuration of the structuring fabric used in the process to form the products. In particular, we have found that the softness, absorbency, and caliper of the absorbent paper products may be influenced by the amount of contact area of the structuring fabric, that is, the area formed by the knuckle surfaces of the structuring fabric that the web contacts in the papermaking process. The softness, absorbency, and caliper of the resulting paper products may also be influenced by the size of the pockets between the knuckles in the structuring fabric.
- planar volumetric index includes two variables: the contact area ratio (CAR) and the effective pocket volume (EPV).
- the contact area ratio is defined as the ratio of the contact area formed by the knuckles to the open area in the web contacting side of the structuring fabric.
- the effective pocket volume is defined as an average volume of the pockets in the structuring fabric into which cellulosic fibers of the web may migrate during the papermaking operation.
- the planar volumetric index is defined as the contact area ratio (CAR) multiplied by the effective pocket volume (EPV) multiplied by one hundred, i.e., CAR x EPV x 100.
- CAR contact area ratio
- EPV effective pocket volume
- the structuring fabrics used to form the inventive products and used to practice the inventive methods disclosed herein have a significantly higher planar volumetric index than other fabrics known in the art.
- the contact area ratio and the effective pocket volume must be measured.
- different techniques may be used for measuring the parameters that make up the planar volumetric index of a structuring fabric. Examples of specific techniques that we use for calculating the contact area ratio and the effective pocket volume of structuring fabrics will now be described.
- the contact area of a fabric may be measured by the technique described below. Further details of the following technique, which is also described in U.S. Patent Application Publication Nos. 2014/0133734; 2014/0130996; and 2014/0254885 (the disclosures of which are incorporated by reference in their entirety), will be described below.
- the contact area ratio measurement begins with forming a representation of the knuckles and pockets of the web contacting side of the structuring fabric.
- One type of representation is a print of the structuring fabric.
- Figure 4A is a side view of a contact surface printing apparatus 300
- Figure 4B is a front view of the contact surface printing apparatus 300.
- This printing apparatus 300 includes a C-shaped frame 302 with first and second arms 303 and 305.
- a first plate 304 is movably supported by the first arm 303, and a stationary second plate 306 is supported by the second arm 305.
- a print of the knuckles of a fabric is formed between the first and second plates 304 and 306, as will be described in detail below.
- the first plate 304 is operatively connected to a hand-operated hydraulic pump 308 for actuating movement of the first plate 304 towards the second plate 306.
- the pump 308 has a release valve for allowing the first plate 304 to be retracted from the second plate 306.
- the pump 308, however, can take many other forms so as to effect movement of the first plate 304.
- the pump 308 may be connected to a transducer and transducer indicator 310 for measuring the pressure applied by the pump 308 to the first plate 304 as the first plate 304 is pressed against the second plate 306.
- an ENERPAC® Hydraulic Hand Pump Model CST-18381 by Auctuant Corp. of Milwaukee, Wisconsin can be used.
- a Transducer Techniques Load Cell Model DSM-5K with a corresponding indicator made by Transducer Techniques, Inc., of
- Temecula California, can be used.
- the pump 308, the pressure transducer, and the transducer indicator 310 may be combined into a single unit.
- the frame 302 of the contact surface printing apparatus 300 includes wheels 311 adjacent to the front end of the frame 302, as well as a mount 313 that may be used to hold the pump 308 and/or transducer indicator 310.
- One or more wheels 311 provided to the frame 302 make the frame 302 easier to move.
- An advantageous feature of the contact surface printing apparatus 300, according to embodiments of the invention, is its portability. For example, with a configuration as shown in Figures 4A and 4B, the printing apparatus 300 may be easily moved about sections of a fabric that are mounted on a papermaking machine.
- the ability to form prints of the contact surface of a fabric while the fabric is mounted to a papermaking machine, and, thus, to characterize the fabric according to the techniques described below, provides numerous benefits.
- the wearing of a fabric on a papermaking machine can easily be monitored by using the contact surface printing apparatus 300 to take prints of the knuckles of the fabric after different periods of operation of the papermaking machine.
- the contact surface printing apparatus 300 shown in Figures 4 A and 4B includes a frame structure 302 that connects the first and second plates 304 and 306, in other embodiments, a contact surface printing apparatus 300 need not include such a single frame structure 302. Instead, the first and second plates 304 and 306 may be non-connected structures that are individually aligned to form the print of a fabric. In still other
- the plates 304 and 306 may take vastly different forms from those depicted in Figures 4A and 4B.
- one of the plates 304 and 306 could be formed as an extended surface, while the other plate is formed as a circular structure that is rolled across the extended surface.
- the term "plate,” as used herein, is a broad term that encompasses any structure sufficient for contacting and/or supporting the components for making the print of the fabric.
- the relative motion of the first and second plates 304 and 306 in any embodiment could be reversed, such that the second plate 306 is made movable, while the first plate 304 is held stationary.
- FIG. 5 is a detailed view of Section A of the contact surface printing apparatus 300 shown in Figure 4 A, with the printing apparatus 300 being set up to make a print of a section of a structuring fabric 312.
- the structuring fabric 312 is positioned between the plates 304 and 306, and a strip of pressure measurement film 314 is positioned against the structuring fabric 312.
- Between the pressure measurement film 314 and the first plate 304 is one or more sheets of paper 316.
- Between the structuring fabric 31 and the second plate 306 is a strip of rubber 318.
- Pressure measurement film is a material that is structured such that the application of force upon the film causes microcapsules in the film to rupture, producing an
- the pressure measurement film need not provide an indication of the actual pressure applied by the fabric to the film. Instead, the pressure measurement film need only provide a print image showing the contact surface formed by the knuckles of a fabric.
- the pressure applied to first plate 304 when forming a print of fabric 312 on pressure measurement film 314 can be selected so as to simulate the pressure that would be applied to a web against the fabric 312 in an actual papermaking process. That is, the pump 308 may be used to generate a pressure (as measured by the transducer) on the first plate 304 that simulates the pressure that would be applied to a web against the fabric 312 in a papermaking process. In the papermaking process described above in conjunction with Figure 1 , the simulated pressure would be the pressure that is applied to the web against the fabric 48 to the Yankee dryer 68. In some papermaking processes, such as the
- the pressure applied to the web against the fabric 48 is generally in the range of six hundred psi. Accordingly, to simulate this papermaking process, six hundred psi of pressure would be applied by the hydraulic pump 308 to the first plate 304 when forming the image of the knuckles of fabric 312 in the pressure measurement film 314. For such an operation, it has been found that medium pressure 10-50 MPa Presclace film by FujiFilm can provide a good image of the knuckles of a structuring fabric.
- the paper 316 acts as a cushion to improve the print of the fabric 312 formed on the pressure measurement film 314. That is, the paper 316 provides compressibility and a smooth surface, such that the knuckles of the fabric 312 may "sink" into the pressure measurement film 314, which, in turn, forms a high resolution image of the knuckles in the pressure measurement film 314.
- construction and kraft are examples of types of paper that can be used for the film 314.
- the strip of rubber 318 creates a level contact surface for supporting the fabric 312.
- the plates 304 and 306 are made of a metallic material, such as steel.
- a steel plate most likely has imperfections that reduce the quality of the print of the knuckles of the fabric 312 formed in the pressure measurement paper 316.
- Those skilled in the art will recognize that other alternative materials to the paper 316 and rubber 318 may be used as structures to provide the level surfaces between the plates 304 and 306 of the printing apparatus 300.
- a print is made of the knuckles of a fabric in materials other than pressure measurement film.
- a material that can be used to form prints of a fabric is wax paper.
- a print of the contact surface of a fabric may be made in a wax surface by pressing the contact surface of the fabric against the wax paper.
- the print in the wax paper can be made using the plates 304 and 306 in the print apparatus 300 described above, or with other configurations of the plates.
- the wax paper print can then be analyzed in the same manner as a pressure measurement film print, as will be described below.
- Figures 6A through 6D show examples of prints of knuckles formed in pressure measurement film using the contact surface printing apparatus 300.
- the distinctive shapes and patterns of the knuckles of the fabrics can be seen.
- the knuckles form the contact surface for the fabric.
- high resolution prints of the knuckles in a pressure measurement film such as those shown in Figures 6A through 6D, provide an excellent representation of the contact surface of a fabric.
- a system for analyzing the prints of knuckles such as those shown in Figures 6A through 6D, will be described.
- graphical analysis will be conducted on a conventional computer system.
- a computer system will include well- known components, such as at least one computer processor (e.g., a central processing unit or a multiple processing unit) that is connected to a communication infrastructure (e.g., a communications bus, a cross-over bar device, or a network).
- a further component of the computer system is a display interface (or other output interface) that forwards video graphics, text, etc., for display on a display screen.
- the computer system may still further include such common components as a keyboard, a mouse device, a main memory, a hard disk drive, a removable-storage drive, a network interface, etc.
- a print of the contact area of the knuckles of a fabric is converted to a computer readable image using a photoscanner.
- Any type of photoscanner may be used to generate the computer readable image; however, a photoscanner having at least 2400 dots per inch (dpi) has been found to provide a good image for analysis.
- dpi dots per inch
- an imaging analysis program can apply an exact scale to the image, and the exact scaling will be used in the calculation of the surface characteristics of the structuring fabric (as will be described below).
- the scanned image may be stored in a non-transitory computer-readable medium in order to facilitate the analysis described below.
- a non-transitory computer readable medium comprises all computer-readable media except for a transitory, propagating signal. Examples of non-transitory computer readable media include, for example, a hard disk drive and/or a removable storage drive, representing a disk drive, a magnetic tape drive, an optical disk drive, etc.
- the scanned image, as well as characteristics of the contact surface scanned image that are determined according to the techniques described below, may be associated with a database.
- a “database,” as used herein, means a collection of data organized in such a way that a computer program may quickly select desired pieces of the data that constitute the database.
- An example is an electronic filing system.
- the term “database” may be used as shorthand for a “database management system.”
- an image analysis program is used with the scanned images of the knuckles of a fabric.
- Such an image analysis program is developed, for example, with computational software that works with graphical images.
- computational development software is
- the image analysis program will be used to specifically identify the knuckles in the fabric print image of the structuring fabric, and, with known scaling of the fabric print image, the image analysis program can calculate the sizes of the knuckles and estimate sizes of the pockets.
- any size area that includes a plurality of knuckles and a pocket could be used for the analysis described below.
- it has been found that a 1.25 inch by 1.25 inch area of an image of a fabric allows for a good estimation of properties, such as pocket sizes using the techniques described herein.
- Figures 7 A through 7E depict the steps of identifying the knuckles in a magnified portion of the scanned image of a print using the image analysis program.
- a magnified portion of an image 600 is viewed on the display screen of the computer system running the analysis program.
- the image 600 which may be formed using the print technique described above, shows the knuckles 602.
- the scaling of the image 600 can be input into an analysis program.
- Such a scaling may be input, for example, as 2400 dpi, from which the analysis program can apply the scale SC to the image 600.
- the analysis program will then use the scale to calculate the sizes and positions of the knuckles, as described below.
- Figures 7B and 7C show steps for identifying a specific knuckle 602A using the analysis program.
- the knuckle 602A is initially selected based on its location at a center region of the magnified image 600. In this step, a rough outline of the knuckle 602A is applied.
- the rectangular box 604, which may be a stored shape in the analysis program, is initially applied around the knuckle 602A in order to initiate the knuckle identification process. The initial rectangular box 604 shape may then be more closely refined to match the shape of the knuckle 602A, as shown in Figure 7C.
- the ends 606 and 608 are reshaped to be more rounded, and, thus, they more closely correspond to the ends of the knuckle 602A.
- further refinements could be made to the outline of the knuckle 602A until a sufficient match is made. Such refinements might be conducted by further magnifying the image 600.
- guidelines 610 and 612 are drawn.
- the guidelines 610 and 612 are each drawn so as to pass through the center of the knuckle 602A and extend in straight lines through the centers of the other knuckles.
- the guidelines 610 and 612 are also drawn to not cross the areas where pockets are formed in the fabric, which are known to correspond to the areas between groups of knuckles.
- the guidelines 610 and 612 do not cross the area of the pockets that are formed between the knuckles.
- guidelines 610 and 612 are drawn, as shown in Figure 7E, further guidelines are drawn. These guidelines are drawn in a similar manner to guidelines 610 and 612, i.e., through the centers of the knuckles and not passing through areas where pockets are formed. To aid in the process of drawing the guidelines, a lower magnification may be used. With the guidelines, a coordinate system is, in effect, established for the positions of the knuckles. The analysis program, therefore, can now identify the size and shape of the knuckles based on the outline, and can identify the locations of the knuckles as determined by the points where the guidelines cross. The analysis program further has the scale SC of the image 600 input.
- the analysis program can apply the scale to the outline knuckle 602A and the knuckle positioning, to calculate the actual sizes and spacing of the knuckles.
- the analysis program may calculate the frequency of the guidelines such as the number of times that the guidelines 612 cross guideline 610 per a unit length. The frequency of each set of guidelines 610 and 612 will be used in calculations of properties of the fabric, and in other aspects of the invention, as will be described below.
- the knuckles are all about the same size and all about the same shape, and the knuckles are regularly spaced along the guidelines. This is not surprising, inasmuch as most fabrics for papermaking machines are manufactured with highly consistent yarn patterns, which results in very consistent knuckle sizes and positions.
- the consistency in size, shape, and placement of the knuckles allows for accurate estimates of the size and shapes of all the knuckles on the contact surface of a fabric based on a single selected knuckle, or on a limited number of identified knuckles, and a close estimate of the sizes and locations of the knuckles can be achieved without identifying each knuckle.
- more than one knuckle could be identified, and the outlines and guidelines could be drawn at different portions of an image.
- the guidelines 610 and 612 define a plurality of unit cells.
- a particular unit cell 613 is shown between guideline segments 61 OA, 610B, 612A, and 612B.
- the unit cell 613 in effect, demonstrates the minimum repeating pattern in the fabric, and the maximum allowable pocket size. It should be noted that, while the fabric shown in Figures 7A through 7E has about one warp knuckle per unit cell, other fabrics may have more than one warp knuckle and/or more than one weft knuckle per unit cell. In other words, the unit cells defined by the knuckle patterns will vary with different fabric patterns.
- any or all of the steps shown in Figures 7A through 7E can either be performed by a user on a display screen, or alternatively, may be automated so as to be performed upon execution of the analysis program. That is, the analysis program may be configured to automatically identify knuckles as the darkened regions of images, outline the knuckles, and then draw the guidelines based on the indentified knuckles in the manner described above.
- the knuckle size and positioning data can be exported from the analysis program to a conventional spreadsheet program to calculate the properties of the fabric. Examples of the determinations made by the analysis program and the calculations that follow from such determinations are
- weft UKA weft KW weft LW - ((2 ⁇ weft
- weft area % weft KD x warp UKA
- Total % In- TKCA warp area % + weft area %
- the fabric from which image 600 was obtained only included knuckles 602 on the warp threads.
- Other fabrics may include knuckles on the weft threads, such as the fabrics that formed the prints in Figures 6B and 6D.
- the knuckles on the weft threads can be identified using the outlining technique described above, and the guidelines can be drawn through the weft knuckles using the technique described above.
- the contact surface of a fabric may be characterized by using a print of the knuckles of the fabric that is formed, for example, by the contact surface printing apparatus 300, in other embodiments, an image of the contact surface of the fabric may be obtained in a different manner.
- An alternative to forming a print of the knuckles of the fabric is to photograph the knuckles of a fabric, and then use the above-described procedures and techniques for analyzing an image formed from the photograph.
- a photograph with 2400 dpi has been found to provide sufficiently high and low resolution so as to be analyzed by the techniques described herein.
- FIG. 8A An example of a photograph 700 of the portion of a papermaking fabric with knuckles is shown in Figure 8A, and the application of the analytic above-described technique to the image generated from photograph 700 are shown in Figures 8B and 8C.
- the photograph 700 in Figure 8 A shows the fabric 701 next to a ruler R.
- the scale for the image 700A can be input based on the photographed ruler R. That is, ruler R in the photograph 700 provides an input from which the analysis can apply a scale to the image.
- the displayed image 700A, along with the scale SC, is shown in Figure 8B.
- FIG. 8A is an image generated from a photograph of the surface of a fabric using the above described image analysis program.
- a unit cell 813 is defined by the guideline segments 81 OA, 81 OB, 812A, and 812B.
- the unit cell 813 formed by the guideline segments 81 OA, 81 OB, 812A, and 812B is a substantially non-rectangular, parallelogram shape.
- an angle ⁇ is defined at the corner A where guideline segments 81 OA and 812B intersect, and the angle ⁇ is also defined at the corner B where the guideline segments 81 OB and 812A intersect.
- This angle ⁇ can be readily determined using the image analysis program based on the difference in orientation angles of the guidelines. Further, the image analysis program can also determine the distance between the guideline segments 81 OA and 81 OB ("DIST 1") and the distance between guideline segments 812A and 812B (“DIST 2”) based on the scale of the image in the manner generally described above. Having determined the intersecting angle ⁇ , the DIST 1, and the DIST 2, the area of the unit cell (UCA) can be calculated using either of the Formula (1) or Formula (2):
- Table 2 shows examples of determinations made by the analysis program and the calculations that follow from such determinations when using the alternative technique based on a non-rectangular, parallelogram unit cell area calculation.
- weft area % weft KD x weft UKA
- PA (1/PD) - (warp UKA x warp KDUC) - (weft UKA x weft KDUC)
- the effective volume of a pocket is the product of the cross- sectional area of the pocket at the surface of the structuring fabric (i.e., between the knuckle surfaces) and the depth of the pocket into which cellulosic fibers in the web can migrate during the papermaking process.
- the cross-sectional area of the pockets is the same as the estimate of the Pocket Area, as described in TABLES 1 and 2 above.
- the depth of pockets of a structuring fabric can be determined, as follows.
- Figure 10 shows a magnified photograph of a structuring fabric. With the photograph, and using the image analysis program described above, four knuckles Kl to K4 are identified. A parallelogram has been drawn in a manner that connects the knuckles Kl to K4, with the lines of the parallelogram being drawn to not pass through the pocket area that is formed between the knuckles Kl to K4. With the parallelogram drawn, a profile direction line PL can be drawn that passes from the knuckle Kl , through the center of the pocket, to knuckle K3. The profile direction line PL will be used to determine the pocket depth using a digital microscope, as described below.
- the pocket depth of a structuring fabric is determined as the depth in the pocket to which the cellulosic fibers could penetrate in the paper making process. In the case of the fabric shown in Figure 10, the maximum fiber migration depth is at the center of the pocket. It follows that a profile direction line could alternatively be drawn from knuckle K2 to knuckle K4 passing through the center of the pocket, and the alternative profile direction line could be used for the pocket depth determination described below. Those skilled in the art will also recognize that different structuring fabrics will have different configurations of knuckles and pockets, but a profile direction line could easily be determined for different structuring fabrics in the same manner as the profile direction line is determined in Figure 10.
- Figure 11 is a -screenshot of a program used to determine the profile of a pocket of the structuring fabric shown in Figure 10.
- the screenshot was formed using a VHX-1000 Digital Microscope manufactured by Keyence Corporation of Osaka, Japan.
- the microscope was equipped with VHX-H3M application software, also provided by Keyence Corporation.
- the microscopic image of the pocket is shown in the top portion of Figure 11. In this image, the knuckles K' 1 and K'3 and the pocket between the knuckles can easily be seen.
- a depth determination line DL has been drawn from point D to point C, with the depth determination line DL passing through the knuckles K' 1 and K'3 and through the center of the pocket.
- the depth determination line DL is drawn to closely approximate the profile determination line PL that is shown in Figure 10. That is, based on inspection of the depth determination line DL derived using the knuckle and pocket image shown in Figure 10, a user can draw the depth determination line DL in the microscopic image shown in Figure 11, with the depth determination line DL passing through the areas that correspond to the knuckles K'3 and K' 1 and the center portion of the pocket.
- the digital microscope can then be instructed to calculate the depth profile of the pocket along the depth determination line DL, as is shown in the bottom portion of Figure 11.
- the profile of the pocket is highest at the areas corresponding to the knuckles K'3 and K' l, and the profile falls to its lowest point at the center of the pocket.
- the pocket depth is determined from this profile as starting from the height of the knuckles K'3 and K' l, which is marked by the line A on the depth profile.
- the knuckles K'3 and K' 1 do not have the exact same height.
- the height A is determined as an average between the two heights of the knuckles K'3 and K' 1.
- the pocket depth is determined as ending at a point just above the lowest point of the depth profile, marked by the line B on the depth profile.
- the depth of the pocket from line A to line B approximately corresponds to the depth in the pocket to which the cellulosic fibers in the web can migrate in a papermaking process.
- the VHX-H3M software (discussed above) forms the full depth profile from a plurality of slices in the thickness direction of the fabric. Also, note that in forming the depth profile, the VHX-H3M software employs a filtering function to smooth the depth profile formed from the thickness slices.
- the measured pocket depth will slightly vary from pocket to pocket in a fabric. We have found, however, that an average of five measured pocket depths for a structuring fabric provides a good characterization of the pocket depth.
- the measurements of pocket depth herein, and the measurements that follow from the measurement of the pocket depth, such as planar volumetric index, are an average over five measured pockets for the structuring fabric.
- the planar volumetric index for structuring fabrics may easily be calculated as the contact area ratio (CAR) multiplied by the effective pocket volume (EPV) multiplied by one hundred, where the EPV is the product of the pocket area estimate (PA in TABLE 1 above) and the measured pocket depth.
- a non- rectangular, parallelogram planar volumetric index can be calculated as the contact area ratio (CAR) multiplied by the effective pocket volume (EPV) multiplied by one hundred, where the CAR and EPV are calculated using the non-rectangular, parallelogram unit cell area calculation technique described above (the EPV being the product of the pocket area estimate PA in TABLE 2 above and the measured pocket depth).
- the planar volumetric index and non-rectangular, parallelogram planar volumetric index for structuring fabrics used to form absorbent paper products according to the invention will be described below.
- the planar volumetric index and non-rectangular, parallelogram planar volumetric index for structuring fabrics used to form absorbent paper products according to the invention will be described below.
- Durability is another important aspect related to the structuring fabric used in a papermaking process.
- the web contacting surface formed by the knuckles in a structuring fabric is worn as the structuring fabric is used on a papermaking machine.
- the wear has the effect of increasing the size of the knuckles, which, in turn, has the effect of increasing the contact area of the structuring fabric.
- the wear also has the effect of decreasing the pocket volume by decreasing the pocket depth. It follows that as the contact area increases and the pocket depth decreases, the planar volumetric index and adjusted planar volumetric index for the structuring fabric change. The changes in planar volumetric index and adjusted planar volumetric index will affect the properties of the resulting paper products, for example, by changing the size of the dome structures formed in the resulting paper products.
- Sanding the contact surface of a structuring fabric is an effective way to simulate the wear on the structuring fabric that occurs during a papermaking process. Specific amounts of the contact surface can be sanded off to simulate the wear on the structuring fabric after different amounts of operation on a papermaking machine.
- a sanding experiment was conducted on a fabric shown in Figure 3 in order to simulate wear on the fabric.
- TABLE 3 shows the results of the sanding experiment by indicating properties of the structuring fabric, with the properties having been determined according to the above-described techniques, particularly the technique described in TABLE 1. More specifically, TABLE 3 shows the initial, unsanded, properties of the fabric shown in Figure 3 referred to as Fabric Reference A.
- the contact area did not significantly increase as sanding was applied to the structuring fabric. Without being bound by theory, it is believed that the relatively constant contact area can result from warp yarns of a structuring fabric having a substantially flat shape, as is the case with the particular fabric tested for TABLE 3.
- the data shown in TABLE 2 also demonstrates that the pocket depth did not significantly decrease as the contact surface of the fabric was sanded. With the contact area and pocket depth remaining relatively constant, it follows that the planar volumetric index also remained relatively constant as the fabric was subjected to more sanding. The constant planar volumetric index indicates that the fabric will be likely to produce paper products with consistent properties through the life of the fabric on a papermaking machine. Along these lines, it has been found that the 0.109 mm of surface removed in the sanding trial with Fabric Reference B closely corresponds to about 950,000 cycles of operation during a TAD process on a papermaking machine having the
- FIG. 12A The calculated planar volumetric index and non-rectangular, parallelogram planar volumetric index for the structuring fabric in References A to D is shown in Figure 12A.
- the planar volumetric index and non-rectangular, parallelogram planar volumetric index for Comparative Fabrics are also shown in Figure 12 A, as well as in Figures 12B through 12D.
- the Comparative Fabrics are structuring fabrics that are known in the art.
- a print of the fabrics showing the knuckle and pocket structure is also shown in Figures 12A through 12D.
- FIGS 12A through 12D show the substantial differences between the planar volumetric index in the structure fabric of References A to D and the Comparative Fabrics 1 to 10.
- the planar volumetric indexes in References A to D were between about 26 and about 30, whereas the planar volumetric indexes in the Comparative Fabrics 1 to 10 were much lower.
- the non-rectangular, parallelogram planar volumetric indexes in References A to D were between about 27 and about 31.5, whereas the non-rectangular, parallelogram planar volumetric indexes in the Comparative Fabrics 1 to 10 were much lower.
- Those skilled in the art will appreciate many advantages of the combination of contact area ratio and pocket volume that are quantified by the planar volumetric index and non-rectangular, parallelogram planar volumetric index of the structuring fabric in
- the greater contact area provides more of a support surface for the web during the paper making process, in effect, providing an almost belt-like forming surface.
- the greater pocket depth allows the fabric to run for a longer period of time before becoming too worn for effective use. That is, the initially deep pockets will still have an effective depth even after the contact surface is substantially worn during a papermaking process.
- the deep pockets also may allow for greater caliper products to be formed. More specifically, the caliper of the resulting product is partially related to the dome-structures of product that are formed by portions of the web moving into the pockets during the papermaking process.
- the structuring fabric of References A to D provides for larger domes, which, in turn, provide for more caliper in the final paper product.
- these aspects flowing from the planar volumetric indexes and non-rectangular, parallelogram planar volumetric indexes of the structuring fabric of References A to D are at least partially the cause of the outstanding properties of the products according to our invention that are described in detail below.
- planar volumetric and non-rectangular, parallelogram planar volumetric indexes for the fabric in References A to D are within a narrow ranges described above.
- References A to D simulate the wear on the fabric during its operation on a papermaking machine as shown in Figure 1 , and it has been found that Fabric Reference B correlates to about 950,000 cycles of operation on the papermaking machine.
- the fabric of References A to D when used in a papermaking process as described above, including non-compactively dewatering and drying the cellulosic web on the structuring fabric, the fabric of References A to D will have a planar volumetric index of at least about 26, and a non-rectangular, parallelogram planar volumetric index of at least about 27, through 950,000 cycles of operation of the papermaking machine.
- the fabric that is shown and characterized in Figures 3 and 12A and TABLE 3 can be used to form paper products, such as absorbent sheets in the form of hand towels.
- paper products manufactured with the structuring fabric have an outstanding combination of properties. These properties will now be described, followed by specific examples of products made with the structuring fabric.
- two-ply paper products such as absorbent sheets
- the two-ply paper products have a caliper of at least about 255 mils/8 sheets.
- the two-ply paper products have a caliper of at least about 260 mils/8 sheets, and further, the two-ply products have a caliper of at least about 265 mils/8 sheets. It should be noted that the two plies of these products are directly attached without an intermediately ply, as discussed above. Those skilled in the art will appreciate that such calipers for two-ply products are, in and of themselves, outstanding.
- SAT capacity is measured with a simple absorbency tester. In this test, a sample product 2.0 inches (5.08 cm) in diameter is mounted between a top flat plastic cover and a bottom grooved sample plate. The sample is held in place by a 1/8 inch (0.32 cm) wide circumference flange area. The sample is not compressed by the holder. Deionized water at 73 °F (22.8 °C) is introduced to the sample at the center of the bottom sample plate through a three mm diameter conduit.
- This water is at a hydrostatic head of minus five mm. Flow is initiated by a pulse introduced at the start of the measurement by the instrument mechanism. Water is thus imbibed by the sample from this central entrance point radially outward by capillary action. When the rate of water imbibation decreases below 0.005 g water per five seconds, the test is terminated. The amount of water removed from the reservoir and absorbed by the sample is weighed and reported as grams of water per gram of sample or per square meter of sample. The absorbed amount (g/m 2 ) is used for purposes of calculating SAT converting loss. When testing a basesheet for multi-ply towel, the number of plies used in the towel is tested.
- SAT Water absorbent capacity
- two-ply paper products have an SAT capacity of at least about 650 g/m 2 . In further embodiments of our invention, the two-ply paper products have an SAT capacity of at least about 675 g/m 2 .
- these SAT capacities for two-ply paper products are, in and of themselves, outstanding. In fact, as will be demonstrated with the specific examples described below, the combination of caliper and SAT capacity for the two-ply paper products according to our invention is not found in conventional paper products.
- Dry tensile strengths (MD and CD) and stretch at break are measured with a standard Instron® test device or other suitable elongation tensile tester that may be configured in various ways, typically, using 3 inch (76.2 mm) or 1 inch (25.4 mm) wide strips of tissue or towel, conditioned in an atmosphere of 23° ⁇ 1°C (73.4° ⁇ 1°F) at 50% relative humidity for 2 hours.
- the tensile test is run at a crosshead speed of 2 in/min (50.8 mm/min).
- the tensile ratio of a paper product is the ratio of the tensile strength of the product in the MD of the product to the tensile strength of the product in the CD.
- the stretch ratio of a paper product is the ratio of the MD stretch at break to the CD stretch at break of the product.
- paper products are provided that have a tensile ratio of less than about 1.1, and in still further embodiments, paper products are provided that have a tensile ratio of less than about 1.0.
- these tensile ratios are less than the tensile ratio for other products known in the art. It follows that paper products according to our invention exhibit more CD tensile than other paper products known in the art. The result is that paper products according to our invention have a more consistent tensile strength in all directions, i.e., the tensile strength is about the same in the MD and CD directions of the products.
- Sensory softness of the paper products can be determined by using a panel of trained human subjects in a test area conditioned to TAPPI standards (temperature of 71.2 °F to 74.8 °F, relative humidity of 48% to 52%).
- the softness evaluation relies on a series of physical references with predetermined softness values that are always available to each trained subject as they conducted the testing.
- the trained subjects directly compare test samples to the physical references to determine the softness level of the test samples.
- the trained subjects then assign a number to a particular paper product, with a higher sensory softness number indicating a higher the perceived softness.
- the sensory softness of our inventive paper products is very good, even though the inventive products have a higher caliper and absorbency than other known paper products.
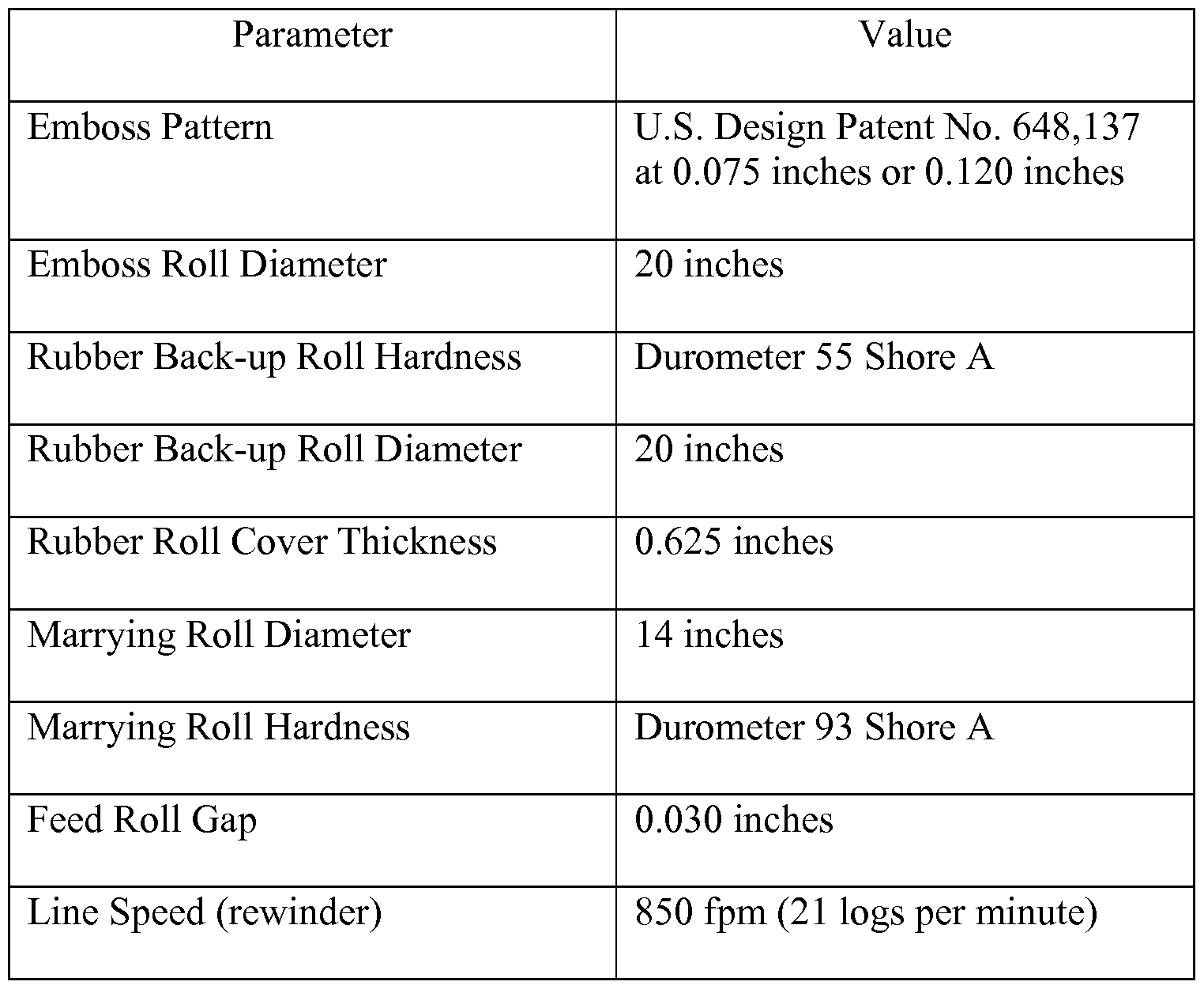
- the basesheets produced in Trials A to E were converted into two-ply absorbent sheets using standard conversion equipment.
- the conversion process included embossing using the pattern shown in U.S. Design Patent No. 648,137 (the disclosure of which is incorporated by reference in its entirety).
- the emboss penetration was set at 0.075 inches for some trials, and at 0.120 inches for other trials.
- the specific converting process parameters are shown in TABLE 5.
- the two-ply trial products had a caliper of at least about 255 mils/8 sheets and an SAT capacity of at least about 650 g/m 2 . Further, some of the trial products had an SAT capacity of more than 700 g/m 2 , and four trial products had a caliper of greater than 265 mils/8 sheets.
- none of the two- ply comparative products had the combination of caliper and SAT capacity of the two-ply trial products. The only product that had the combination of SAT capacity and caliper was a three-ply comparative product. Of course, as will be appreciated by those skilled in the art, the cost associated with manufacturing a three-ply product is significantly greater than that for a two-ply product.
- the absorbency and caliper of paper products are, in general, inversely related to the perceived softness of the paper products.
- the data in TABLES 6 and 7, in combination with the data shown in Figure 13 demonstrates the outstanding combination absorbency, caliper, and softness for the products of our invention. While our inventive paper products demonstrate high absorbency and caliper, the softness of the paper products, as indicated by the sensory softness values indicated in TABLES 6 and 7, was still relatively high. For comparison, similar commercially marketed hand towels may generally have a sensory softness of 5.1 to 6.8.
- Figure 14 shows further properties of the trial products according to our invention, as well as additional properties of comparative two-ply and three-ply products. Specifically, Figure 14 shows the relation of tensile ratio and caliper for the trial products and the same comparison products shown in Figure 13.
- the trial products all had a tensile ratio of less than about 1.00 with the SAT capacities of at least about 650 g/m 2 . More specifically, the trial products had tensile ratios from about 0.85 to about 1.0. On the other hand, most of the comparison products had a tensile ratio of greater than 1.00.
- tensile ratios in the ranges of the trial products provide for products that have more consistent strength in all directions.
- the comparison products having tensile ratios significantly greater than 1.0 do not have a consistent strength in all directions, but rather, show significantly more strength in the MD than in the CD.
- Figure 15 demonstrates the SAT capacity as a function of tensile ratio for the trial products according to our invention and the comparison paper products.
- the two-ply trial products had SAT capacities of at least about 650 g/m 2 , and tensile ratios of about 0.85 to about 1.0.
- this combination of SAT capacity and tensile ratio make the trial products distinct from the two-ply and three- ply comparison products.
- Figures 16 and 17 show the stretch ratio in relation to SAT capacity and caliper, respectively, for trial products according to the invention and the comparison products. Once again, it can be seen that the trial products had unique combinations of properties that are not found in any of the comparison products.
- the invention can be used to produce desirable paper products such as hand towels.
- the invention is applicable to the paper products industry.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Theoretical Computer Science (AREA)
- Computer Graphics (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Textile Engineering (AREA)
- Paper (AREA)
- Sanitary Thin Papers (AREA)
- Treatment Of Fiber Materials (AREA)
- Laminated Bodies (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Body Washing Hand Wipes And Brushes (AREA)
- Solid-Sorbent Or Filter-Aiding Compositions (AREA)
- Treatment Of Liquids With Adsorbents In General (AREA)
Abstract
Description









Claims
Priority Applications (19)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BR122017024523-6A BR122017024523B1 (en) | 2013-11-14 | 2014-11-14 | PROCESS TO DETERMINE CHARACTERISTICS OF A FABRIC |
| CN201480061848.3A CN105873758B (en) | 2013-11-14 | 2014-11-14 | The method of soft absorbent sheet and the soft absorbent sheet of manufacture with high-absorbable and big thickness |
| KR1020217026355A KR102423780B1 (en) | 2013-11-14 | 2014-11-14 | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
| JP2016530887A JP6793546B2 (en) | 2013-11-14 | 2014-11-14 | Flexible absorbent sheet with high absorbency and high caliper |
| CA2928466A CA2928466C (en) | 2013-11-14 | 2014-11-14 | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
| BR112016011094A BR112016011094B8 (en) | 2013-11-14 | 2014-11-14 | Absorbent cellulosic sheet having high absorbency, high caliber, and good perceived softness |
| KR1020217026356A KR102419653B1 (en) | 2013-11-14 | 2014-11-14 | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
| KR1020217026358A KR102442684B1 (en) | 2013-11-14 | 2014-11-14 | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
| AU2014348421A AU2014348421B2 (en) | 2013-11-14 | 2014-11-14 | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
| BR122021012179-6A BR122021012179B1 (en) | 2013-11-14 | 2014-11-14 | METHODS FOR MAKING A PAPER PRODUCT, AND PAPER MAKING MACHINES FOR MAKING A PAPER PRODUCT |
| KR1020167015137A KR102415170B1 (en) | 2013-11-14 | 2014-11-14 | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
| EP14861889.5A EP3068619A4 (en) | 2013-11-14 | 2014-11-14 | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
| MX2016006311A MX359952B (en) | 2013-11-14 | 2014-11-14 | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets. |
| EA201690985A EA031293B1 (en) | 2013-11-14 | 2014-11-14 | Oft, absorbent sheet having high absorbency and high caliper |
| MX2018007104A MX367715B (en) | 2013-11-14 | 2014-11-14 | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets. |
| HK16111786.7A HK1223593A1 (en) | 2013-11-14 | 2016-10-12 | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
| AU2018271325A AU2018271325B2 (en) | 2013-11-14 | 2018-11-29 | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
| AU2020202607A AU2020202607A1 (en) | 2013-11-14 | 2020-04-17 | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
| AU2020202606A AU2020202606A1 (en) | 2013-11-14 | 2020-04-17 | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201361904177P | 2013-11-14 | 2013-11-14 | |
| US61/904,177 | 2013-11-14 | ||
| US14/541,380 US9404224B2 (en) | 2013-11-14 | 2014-11-14 | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
| US14/541,380 | 2014-11-14 | ||
| US14/541,316 | 2014-11-14 | ||
| US14/541,316 US9303363B2 (en) | 2013-11-14 | 2014-11-14 | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015073863A1 true WO2015073863A1 (en) | 2015-05-21 |
Family
ID=53042674
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US2014/065763 WO2015073863A1 (en) | 2013-11-14 | 2014-11-14 | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
Country Status (13)
| Country | Link |
|---|---|
| US (8) | US9404224B2 (en) |
| EP (1) | EP3068619A4 (en) |
| JP (3) | JP6793546B2 (en) |
| KR (4) | KR102419653B1 (en) |
| CN (3) | CN105873758B (en) |
| AU (4) | AU2014348421B2 (en) |
| BR (2) | BR122021012179B1 (en) |
| CA (2) | CA2928466C (en) |
| CL (3) | CL2016001144A1 (en) |
| EA (3) | EA031293B1 (en) |
| HK (1) | HK1223593A1 (en) |
| MX (4) | MX359952B (en) |
| WO (1) | WO2015073863A1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20150129146A1 (en) * | 2013-11-14 | 2015-05-14 | Georgia-Pacific Consumer Products Lp | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
| KR20180016483A (en) * | 2015-06-08 | 2018-02-14 | 쥐피씨피 아이피 홀딩스 엘엘씨 | Flexible absorbent sheet, structured fabric for making flexible absorbent sheet, and method of making flexible absorbent sheet |
| KR20190015312A (en) * | 2016-06-07 | 2019-02-13 | 쥐피씨피 아이피 홀딩스 엘엘씨 | A soft absorbent sheet, a structured fabric for making a soft absorbent sheet, and a method of making a soft absorbent sheet |
| US10934665B2 (en) | 2015-06-08 | 2021-03-02 | Gpcp Ip Holdings Llc | Methods of making soft absorbent sheets and absorbent sheets made by such methods |
Families Citing this family (66)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8968517B2 (en) | 2012-08-03 | 2015-03-03 | First Quality Tissue, Llc | Soft through air dried tissue |
| FI126174B (en) * | 2012-12-04 | 2016-07-29 | Valmet Automation Oy | Measurement of tissue paper |
| EP3142625A4 (en) | 2014-05-16 | 2017-12-20 | First Quality Tissue, LLC | Flushable wipe and method of forming the same |
| AU2015320307A1 (en) * | 2014-09-25 | 2017-03-16 | Gpcp Ip Holdings Llc | Methods of making paper products using a multilayer creping belt, and paper products made using a multilayer creping belt |
| US9988763B2 (en) | 2014-11-12 | 2018-06-05 | First Quality Tissue, Llc | Cannabis fiber, absorbent cellulosic structures containing cannabis fiber and methods of making the same |
| WO2016086019A1 (en) | 2014-11-24 | 2016-06-02 | First Quality Tissue, Llc | Soft tissue produced using a structured fabric and energy efficient pressing |
| CA2967986C (en) | 2014-12-05 | 2023-09-19 | Structured I, Llc | Manufacturing process for papermaking belts using 3d printing technology |
| US10538882B2 (en) | 2015-10-13 | 2020-01-21 | Structured I, Llc | Disposable towel produced with large volume surface depressions |
| WO2017066465A1 (en) * | 2015-10-13 | 2017-04-20 | First Quality Tissue, Llc | Disposable towel produced with large volume surface depressions |
| CN109328166A (en) | 2015-10-14 | 2019-02-12 | 上品纸制品有限责任公司 | The system and method for being bundled product and forming bundle product |
| USD790865S1 (en) * | 2015-11-24 | 2017-07-04 | Milliken & Company | Fabric |
| USD790228S1 (en) * | 2015-11-24 | 2017-06-27 | Milliken & Company | Fabric |
| JP6755097B2 (en) * | 2016-01-22 | 2020-09-16 | 日本フイルコン株式会社 | Industrial textiles |
| WO2017139786A1 (en) | 2016-02-11 | 2017-08-17 | Structured I, Llc | Belt or fabric including polymeric layer for papermaking machine |
| US20170314206A1 (en) | 2016-04-27 | 2017-11-02 | First Quality Tissue, Llc | Soft, low lint, through air dried tissue and method of forming the same |
| MX2019002123A (en) | 2016-08-26 | 2019-08-16 | Method of producing absorbent structures with high wet strength, absorbency, and softness. | |
| CA3036821A1 (en) | 2016-09-12 | 2018-03-15 | Structured I, Llc | Former of water laid asset that utilizes a structured fabric as the outer wire |
| US10995455B2 (en) | 2016-11-14 | 2021-05-04 | Gpcp Ip Holdings Llc | Paper product having an improved handfeel |
| US11583489B2 (en) | 2016-11-18 | 2023-02-21 | First Quality Tissue, Llc | Flushable wipe and method of forming the same |
| CN106812015A (en) * | 2017-01-21 | 2017-06-09 | 白城福佳科技有限公司 | A kind of paper machine for producing modeling line paper |
| US10619309B2 (en) | 2017-08-23 | 2020-04-14 | Structured I, Llc | Tissue product made using laser engraved structuring belt |
| JP7133943B2 (en) * | 2018-02-28 | 2022-09-09 | 大王製紙株式会社 | tissue paper |
| JP7116556B2 (en) * | 2018-02-28 | 2022-08-10 | 大王製紙株式会社 | tissue paper |
| US10786972B2 (en) | 2018-06-04 | 2020-09-29 | The Procter & Gamble Company | Thick and absorbent and/or flexible toilet tissue |
| US10814587B2 (en) | 2018-06-04 | 2020-10-27 | The Procter & Gamble Company | Fibrous structures comprising a movable surface |
| DE102018114748A1 (en) | 2018-06-20 | 2019-12-24 | Voith Patent Gmbh | Laminated paper machine clothing |
| US11697538B2 (en) | 2018-06-21 | 2023-07-11 | First Quality Tissue, Llc | Bundled product and system and method for forming the same |
| US11738927B2 (en) | 2018-06-21 | 2023-08-29 | First Quality Tissue, Llc | Bundled product and system and method for forming the same |
| MX2021000831A (en) | 2018-08-05 | 2021-04-28 | David Paul Goodrich | Protective products, such as envelopes, having a unique combination of interior padding of expanded slit sheet paper. |
| US11479919B2 (en) | 2018-08-23 | 2022-10-25 | Eastman Chemical Company | Molded articles from a fiber slurry |
| US11492756B2 (en) | 2018-08-23 | 2022-11-08 | Eastman Chemical Company | Paper press process with high hydrolic pressure |
| US11421387B2 (en) | 2018-08-23 | 2022-08-23 | Eastman Chemical Company | Tissue product comprising cellulose acetate |
| US11639579B2 (en) | 2018-08-23 | 2023-05-02 | Eastman Chemical Company | Recycle pulp comprising cellulose acetate |
| US11492757B2 (en) | 2018-08-23 | 2022-11-08 | Eastman Chemical Company | Composition of matter in a post-refiner blend zone |
| US11441267B2 (en) | 2018-08-23 | 2022-09-13 | Eastman Chemical Company | Refining to a desirable freeness |
| US11401660B2 (en) | 2018-08-23 | 2022-08-02 | Eastman Chemical Company | Broke composition of matter |
| US11230811B2 (en) | 2018-08-23 | 2022-01-25 | Eastman Chemical Company | Recycle bale comprising cellulose ester |
| US11466408B2 (en) | 2018-08-23 | 2022-10-11 | Eastman Chemical Company | Highly absorbent articles |
| US11519132B2 (en) | 2018-08-23 | 2022-12-06 | Eastman Chemical Company | Composition of matter in stock preparation zone of wet laid process |
| US11390991B2 (en) | 2018-08-23 | 2022-07-19 | Eastman Chemical Company | Addition of cellulose esters to a paper mill without substantial modifications |
| US11421385B2 (en) | 2018-08-23 | 2022-08-23 | Eastman Chemical Company | Soft wipe comprising cellulose acetate |
| US11512433B2 (en) | 2018-08-23 | 2022-11-29 | Eastman Chemical Company | Composition of matter feed to a head box |
| US11525215B2 (en) | 2018-08-23 | 2022-12-13 | Eastman Chemical Company | Cellulose and cellulose ester film |
| US11390996B2 (en) | 2018-08-23 | 2022-07-19 | Eastman Chemical Company | Elongated tubular articles from wet-laid webs |
| US11401659B2 (en) | 2018-08-23 | 2022-08-02 | Eastman Chemical Company | Process to produce a paper article comprising cellulose fibers and a staple fiber |
| US11530516B2 (en) | 2018-08-23 | 2022-12-20 | Eastman Chemical Company | Composition of matter in a pre-refiner blend zone |
| US11332888B2 (en) | 2018-08-23 | 2022-05-17 | Eastman Chemical Company | Paper composition cellulose and cellulose ester for improved texturing |
| US11339537B2 (en) | 2018-08-23 | 2022-05-24 | Eastman Chemical Company | Paper bag |
| US11396726B2 (en) | 2018-08-23 | 2022-07-26 | Eastman Chemical Company | Air filtration articles |
| US11286619B2 (en) | 2018-08-23 | 2022-03-29 | Eastman Chemical Company | Bale of virgin cellulose and cellulose ester |
| US11299854B2 (en) | 2018-08-23 | 2022-04-12 | Eastman Chemical Company | Paper product articles |
| US11408128B2 (en) | 2018-08-23 | 2022-08-09 | Eastman Chemical Company | Sheet with high sizing acceptance |
| US11492755B2 (en) | 2018-08-23 | 2022-11-08 | Eastman Chemical Company | Waste recycle composition |
| US11420784B2 (en) | 2018-08-23 | 2022-08-23 | Eastman Chemical Company | Food packaging articles |
| US11306433B2 (en) | 2018-08-23 | 2022-04-19 | Eastman Chemical Company | Composition of matter effluent from refiner of a wet laid process |
| US11414791B2 (en) | 2018-08-23 | 2022-08-16 | Eastman Chemical Company | Recycled deinked sheet articles |
| US11414818B2 (en) | 2018-08-23 | 2022-08-16 | Eastman Chemical Company | Dewatering in paper making process |
| US11332885B2 (en) | 2018-08-23 | 2022-05-17 | Eastman Chemical Company | Water removal between wire and wet press of a paper mill process |
| US11313081B2 (en) | 2018-08-23 | 2022-04-26 | Eastman Chemical Company | Beverage filtration article |
| US10927506B2 (en) | 2018-11-30 | 2021-02-23 | Kimberly-Clark Worldwide, Inc. | Papermaking fabrics having machine and cross-machine direction elements and paper products made therewith |
| US10927507B2 (en) | 2018-11-30 | 2021-02-23 | Kimberly-Clark Worldwide, Inc. | Papermaking fabrics having machine and cross-machine direction elements and paper products made therewith |
| USD891789S1 (en) * | 2018-11-30 | 2020-08-04 | Kimberly-Clark Worldwide, Inc. | Papermaking fabric |
| MX2023007263A (en) * | 2020-12-17 | 2023-10-09 | First Quality Tissue Llc | Wet laid disposable absorent structures with high wet strenght and method of making the same. |
| WO2023244237A1 (en) * | 2022-06-16 | 2023-12-21 | First Quality Tissue, Llc | Wet laid disposable absorbent structures with high wet strength and method of making the same |
| US11976421B2 (en) | 2022-06-16 | 2024-05-07 | First Quality Tissue, Llc | Wet laid disposable absorbent structures with high wet strength and method of making the same |
| US11952721B2 (en) * | 2022-06-16 | 2024-04-09 | First Quality Tissue, Llc | Wet laid disposable absorbent structures with high wet strength and method of making the same |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4507173A (en) * | 1980-08-29 | 1985-03-26 | James River-Norwalk, Inc. | Pattern bonding and creping of fibrous products |
| WO2008027799A2 (en) * | 2006-08-30 | 2008-03-06 | Georgia-Pacific Consumer Products Lp | Multi-ply paper towel |
| EP2088237A1 (en) * | 2008-02-01 | 2009-08-12 | Georgia-Pacific Consumer Products LP | High basis weight TAD towel prepared from coarse furnish |
| US20130068868A1 (en) * | 2011-09-21 | 2013-03-21 | Michael Alan Hermans | High Bulk Rolled Tissue Products |
| US20140209264A1 (en) * | 2013-01-31 | 2014-07-31 | Kimberly-Clark Worldwide, Inc. | Tissue having high improved cross-direction stretch |
Family Cites Families (182)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3905863A (en) | 1973-06-08 | 1975-09-16 | Procter & Gamble | Process for forming absorbent paper by imprinting a semi-twill fabric knuckle pattern thereon prior to final drying and paper thereof |
| US3953638A (en) * | 1973-11-26 | 1976-04-27 | The Procter & Gamble Company | Multi-ply absorbent wiping product having relatively inextensible center ply bonded to highly extensible outer plies |
| US3974025A (en) | 1974-04-01 | 1976-08-10 | The Procter & Gamble Company | Absorbent paper having imprinted thereon a semi-twill, fabric knuckle pattern prior to final drying |
| GB1529728A (en) | 1975-11-27 | 1978-10-25 | Jwi Ltd | Woven seam in fabric and method of making same |
| US4460023A (en) | 1980-10-16 | 1984-07-17 | Huyck Corporation | Method of making dryer fabric having zones of different permeability |
| US4784190A (en) | 1980-10-16 | 1988-11-15 | Huyck Corporation | Dryer fabric having longitudinal zones of different permeability |
| US4695498A (en) | 1982-07-20 | 1987-09-22 | Asten Group, Inc. | Papermakers flat woven fabric |
| US5114777B2 (en) | 1985-08-05 | 1997-11-18 | Wangner Systems Corp | Woven multilayer papermaking fabric having increased stability and permeability and method |
| US4771814A (en) | 1987-04-13 | 1988-09-20 | Niagara Lockport Industries, Inc. | Seam for multilayer papermaking fabric and method of making same |
| US4892781A (en) * | 1987-10-14 | 1990-01-09 | Asten Group, Inc. | Base fabric structures for seamed wet press felts |
| US4940630A (en) | 1987-10-14 | 1990-07-10 | Asten Group, Inc. | Base fabric structures for seamed wet press felts |
| JP2558155B2 (en) | 1988-08-31 | 1996-11-27 | 日本フイルコン株式会社 | Single woven fabric for papermaking with horizontal surface of auxiliary weft on the papermaking surface |
| US5026587A (en) | 1989-10-13 | 1991-06-25 | The James River Corporation | Wiping fabric |
| US4979543A (en) | 1989-11-16 | 1990-12-25 | Albany International Corp. | Pin seamed planar press fabric |
| US5499026A (en) | 1990-01-11 | 1996-03-12 | Varitronix Limited | Conductive touch pad with capacitive blocking filter |
| JP2558169B2 (en) | 1990-03-27 | 1996-11-27 | 日本フイルコン株式会社 | Single woven fabric for papermaking with horizontal surface of auxiliary weft on the papermaking surface |
| US5117865A (en) | 1990-06-06 | 1992-06-02 | Asten Group, Inc. | Papermakers fabric with flat high aspect ratio yarns |
| US5230371A (en) | 1990-06-06 | 1993-07-27 | Asten Group, Inc. | Papermakers fabric having diverse flat machine direction yarn surfaces |
| US5199467A (en) | 1990-06-06 | 1993-04-06 | Asten Group, Inc. | Papermakers fabric with stacked machine direction yarns |
| US5411062A (en) | 1990-06-06 | 1995-05-02 | Asten Group, Inc. | Papermakers fabric with orthogonal machine direction yarn seaming loops |
| US5343896A (en) | 1990-06-06 | 1994-09-06 | Asten Group, Inc. | Papermakers fabric having stacked machine direction yarns |
| US5713396A (en) | 1990-06-06 | 1998-02-03 | Asten, Inc. | Papermakers fabric with stacked machine and cross machine direction yarns |
| USRE35966E (en) | 1990-06-06 | 1998-11-24 | Asten, Inc. | Papermakers fabric with orthogonal machine direction yarn seaming loops |
| US5148838A (en) | 1990-06-06 | 1992-09-22 | Asten Group, Inc. | Papermakers fabric with orthogonal machine direction yarn seaming loops |
| US5101866A (en) | 1991-01-15 | 1992-04-07 | Niagara Lockport Industries Inc. | Double layer papermakers fabric having extra support yarns |
| EP0586033B1 (en) | 1992-06-30 | 1998-03-25 | Canon Kabushiki Kaisha | Photosensitive drum, process cartridge and image forming apparatus |
| CA2123716A1 (en) | 1993-06-07 | 1994-12-08 | Walter H. Breyer | Flushable, laminated toilet seat cover |
| US5429686A (en) | 1994-04-12 | 1995-07-04 | Lindsay Wire, Inc. | Apparatus for making soft tissue products |
| US5454405A (en) | 1994-06-02 | 1995-10-03 | Albany International Corp. | Triple layer papermaking fabric including top and bottom weft yarns interwoven with a warp yarn system |
| US5897745A (en) | 1994-06-29 | 1999-04-27 | The Procter & Gamble Company | Method of wet pressing tissue paper |
| US5549790A (en) | 1994-06-29 | 1996-08-27 | The Procter & Gamble Company | Multi-region paper structures having a transition region interconnecting relatively thinner regions disposed at different elevations, and apparatus and process for making the same |
| EP0767850B1 (en) | 1994-06-29 | 1999-04-28 | The Procter & Gamble Company | Web patterning apparatus comprising a felt layer and a photosensitive resin layer and method of forming the apparatus |
| US5556509A (en) | 1994-06-29 | 1996-09-17 | The Procter & Gamble Company | Paper structures having at least three regions including a transition region interconnecting relatively thinner regions disposed at different elevations, and apparatus and process for making the same |
| US5620565A (en) * | 1994-06-29 | 1997-04-15 | Kimberly-Clark Corporation | Production of soft paper products from high and low coarseness fibers |
| US5871887A (en) | 1994-06-29 | 1999-02-16 | The Procter & Gamble Company | Web patterning apparatus comprising a felt layer and a photosensitive resin layer |
| US5814190A (en) * | 1994-06-29 | 1998-09-29 | The Procter & Gamble Company | Method for making paper web having both bulk and smoothness |
| US5582681A (en) | 1994-06-29 | 1996-12-10 | Kimberly-Clark Corporation | Production of soft paper products from old newspaper |
| US6200419B1 (en) | 1994-06-29 | 2001-03-13 | The Procter & Gamble Company | Paper web having both bulk and smoothness |
| US5456293A (en) | 1994-08-01 | 1995-10-10 | Wangner Systems Corporation | Woven papermaking fabric with diagonally arranged pockets and troughs |
| US5542455A (en) | 1994-08-01 | 1996-08-06 | Wangner Systems Corp. | Papermaking fabric having diagonal rows of pockets separated by diagonal rows of strips having a co-planar surface |
| US5709250A (en) | 1994-09-16 | 1998-01-20 | Weavexx Corporation | Papermakers' forming fabric having additional fiber support yarns |
| US5518042A (en) | 1994-09-16 | 1996-05-21 | Huyck Licensco, Inc. | Papermaker's forming fabric with additional cross machine direction locator and fiber supporting yarns |
| US6436234B1 (en) * | 1994-09-21 | 2002-08-20 | Kimberly-Clark Worldwide, Inc. | Wet-resilient webs and disposable articles made therewith |
| US5520225A (en) * | 1995-01-23 | 1996-05-28 | Wangner Systems Corp. | Pocket arrangement in the support surface of a woven papermaking fabric |
| US5817213A (en) | 1995-02-13 | 1998-10-06 | Wangner Systems Corporation | Paper product formed from embossing fabric |
| CA2212144C (en) | 1995-02-15 | 2001-04-10 | The Procter & Gamble Company | Method of applying a photosensitive resin to a substrate for use in papermaking |
| US5544678A (en) | 1995-04-14 | 1996-08-13 | Jwi Ltd. | Composite forming fabric woven with an Nx2N machine side layer |
| US5555917A (en) | 1995-08-11 | 1996-09-17 | Wangner Systems Corporation | Sixteen harness multi-layer forming fabric |
| US5925217A (en) * | 1995-12-29 | 1999-07-20 | Kimberly-Clark Tissue Company | System for making absorbent paper products |
| US5832962A (en) | 1995-12-29 | 1998-11-10 | Kimberly-Clark Worldwide, Inc. | System for making absorbent paper products |
| US5853547A (en) * | 1996-02-29 | 1998-12-29 | Asten, Inc. | Papermaking fabric, process for producing high bulk products and the products produced thereby |
| GB9609761D0 (en) | 1996-05-10 | 1996-07-17 | Jwi Ltd | Low air permeability papermaking fabric including flattened secondary weft yarns and pin seam |
| US5694980A (en) | 1996-06-20 | 1997-12-09 | Wangner Systems Corporation | Woven fabric |
| US5713397A (en) | 1996-08-09 | 1998-02-03 | Wangner Systems Corporation | Multi-layered through air drying fabric |
| US5954097A (en) | 1996-08-14 | 1999-09-21 | The Procter & Gamble Company | Papermaking fabric having bilaterally alternating tie yarns |
| US6296736B1 (en) * | 1997-10-30 | 2001-10-02 | Kimberly-Clark Worldwide, Inc. | Process for modifying pulp from recycled newspapers |
| US5937914A (en) | 1997-02-20 | 1999-08-17 | Weavexx Corporation | Papermaker's fabric with auxiliary yarns |
| US5799707A (en) | 1997-03-24 | 1998-09-01 | Jwi Ltd. | Single layer papermakers forming fabric |
| US6140260A (en) | 1997-05-16 | 2000-10-31 | Appleton Mills | Papermaking felt having hydrophobic layer |
| DE19811685C1 (en) | 1998-03-18 | 1999-06-02 | Achter Viktor Gmbh & Co Kg | Fabric with nominal fracture line, used e.g. for cladding vehicle interiors and in agriculture |
| US6112774A (en) | 1998-06-02 | 2000-09-05 | Weavexx Corporation | Double layer papermaker's forming fabric with reduced twinning. |
| TW580530B (en) * | 1998-08-06 | 2004-03-21 | Kimberly Clark Co | Roll of tissue sheets having improved properties |
| USH1974H1 (en) | 1998-08-11 | 2001-07-03 | Astenjohnson, Inc. | Woven loop press base fabric having high density top layer |
| US5988229A (en) | 1998-08-20 | 1999-11-23 | Wangner Systems Corporation | Papermakers forming fabric with weft dominated paper support surface |
| WO2000019014A1 (en) | 1998-09-30 | 2000-04-06 | The Procter & Gamble Company | High caliper paper and papermaking belt for producing the same |
| PT1002892E (en) | 1998-11-18 | 2002-06-28 | Heimbach Gmbh Thomas Josef | TEXTILE PRODUCT FOR SURFACE COATING |
| US6148869A (en) | 1998-12-17 | 2000-11-21 | Wangner Systems Corporation | Dual layer papermaking fabric formed in a balanced weave |
| DE19917832C2 (en) | 1999-04-20 | 2001-09-13 | Sca Hygiene Prod Gmbh | Paper machine clothing and tissue paper made with it |
| DE19917869C2 (en) | 1999-04-20 | 2003-05-22 | Sca Hygiene Prod Gmbh | Paper machine clothing and tissue paper made with it |
| DE19923088C1 (en) | 1999-05-20 | 2000-10-12 | Heimbach Gmbh Thomas Josef | Woven blanket for drying section of papermaking machine has paired longitudinal filaments pulled out into long and short loops at end sides for smooth surface on paper side when locked together by inserted wire |
| DE29908887U1 (en) | 1999-05-20 | 2000-07-06 | Thomas Josef Heimbach GmbH & Co., 52353 Düren | Paper machine clothing, especially as a dryer fabric |
| US6349749B1 (en) | 1999-07-09 | 2002-02-26 | Geschmay Corp. | Woven fabric |
| US6162327A (en) | 1999-09-17 | 2000-12-19 | The Procter & Gamble Company | Multifunctional tissue paper product |
| US6334467B1 (en) | 1999-12-08 | 2002-01-01 | Astenjohnson, Inc. | Forming fabric |
| US6227256B1 (en) | 1999-12-13 | 2001-05-08 | Albany International Corp. | Multi-layer papermaking fabric having long weft floats on its support and machine surfaces |
| GB0005344D0 (en) | 2000-03-06 | 2000-04-26 | Stone Richard | Forming fabric with machine side layer weft binder yarns |
| US6899790B2 (en) | 2000-03-06 | 2005-05-31 | Georgia-Pacific Corporation | Method of providing papermaking fibers with durable curl |
| US6660129B1 (en) | 2000-10-24 | 2003-12-09 | The Procter & Gamble Company | Fibrous structure having increased surface area |
| US6752907B2 (en) * | 2001-01-12 | 2004-06-22 | Georgia-Pacific Corporation | Wet crepe throughdry process for making absorbent sheet and novel fibrous product |
| AU2002316602B2 (en) | 2001-07-09 | 2006-11-09 | Astenjohnson, Inc. | Multilayer through-air dryer fabric |
| US7622020B2 (en) * | 2002-04-23 | 2009-11-24 | Georgia-Pacific Consumer Products Lp | Creped towel and tissue incorporating high yield fiber |
| GB0221643D0 (en) | 2002-09-18 | 2002-10-30 | Voith Fabrics Heidenheim Gmbh | Papermachine clothing with wear-resistant weave |
| US7662257B2 (en) * | 2005-04-21 | 2010-02-16 | Georgia-Pacific Consumer Products Llc | Multi-ply paper towel with absorbent core |
| US7494563B2 (en) | 2002-10-07 | 2009-02-24 | Georgia-Pacific Consumer Products Lp | Fabric creped absorbent sheet with variable local basis weight |
| US8394236B2 (en) * | 2002-10-07 | 2013-03-12 | Georgia-Pacific Consumer Products Lp | Absorbent sheet of cellulosic fibers |
| US7588660B2 (en) * | 2002-10-07 | 2009-09-15 | Georgia-Pacific Consumer Products Lp | Wet-pressed tissue and towel products with elevated CD stretch and low tensile ratios made with a high solids fabric crepe process |
| AU2003279792A1 (en) * | 2002-10-07 | 2004-05-04 | Fort James Corporation | Fabric crepe process for making absorbent sheet |
| US7585389B2 (en) | 2005-06-24 | 2009-09-08 | Georgia-Pacific Consumer Products Lp | Method of making fabric-creped sheet for dispensers |
| US6834684B2 (en) | 2002-10-24 | 2004-12-28 | Albany International Corp. | Paired warp triple layer forming fabrics with optimum sheet building characteristics |
| US7048012B2 (en) | 2002-10-24 | 2006-05-23 | Albany International Corp. | Paired warp triple layer forming fabrics with optimum sheet building characteristics |
| US6837276B2 (en) | 2002-11-07 | 2005-01-04 | Albany International Corp. | Air channel dryer fabric |
| EP1567718B1 (en) * | 2002-11-07 | 2013-04-17 | Georgia-Pacific Consumer Products LP | Absorbent sheet exhibiting resistance to moisture penetration |
| US6837275B2 (en) | 2002-11-07 | 2005-01-04 | Albany International Corp. | Air channel dryer fabric |
| US6923219B2 (en) | 2003-04-11 | 2005-08-02 | J.B. Martin Company, Inc. | Double-sided fabric: flat side / woven pile fabric |
| US7059359B2 (en) * | 2003-05-22 | 2006-06-13 | Voith Fabrics | Warp bound composite papermaking fabric |
| US6978809B2 (en) | 2003-09-29 | 2005-12-27 | Voith Fabrics | Composite papermaking fabric |
| US7007722B2 (en) | 2003-11-17 | 2006-03-07 | Voith Paper Patent Gmbh | Forming fabric |
| US8440055B2 (en) | 2004-01-30 | 2013-05-14 | Voith Patent Gmbh | Press section and permeable belt in a paper machine |
| US7585395B2 (en) | 2004-01-30 | 2009-09-08 | Voith Patent Gmbh | Structured forming fabric |
| US7476294B2 (en) | 2004-10-26 | 2009-01-13 | Voith Patent Gmbh | Press section and permeable belt in a paper machine |
| US8293072B2 (en) * | 2009-01-28 | 2012-10-23 | Georgia-Pacific Consumer Products Lp | Belt-creped, variable local basis weight absorbent sheet prepared with perforated polymeric belt |
| PT2492393T (en) * | 2004-04-14 | 2016-09-02 | Georgia Pacific Consumer Products Lp | Absorbent product with elevated cd stretch and low tensile ratios made with a high solids fabric crepe process |
| US7207356B2 (en) | 2004-05-19 | 2007-04-24 | Voith Paper Patent Gmbh | Through air dryer fabric |
| US20050260409A1 (en) | 2004-05-21 | 2005-11-24 | Voith Fabrics Patent Gmbh | Mechanically and thermally responsive polymer yarn for industrial fabric application and industrial fabric |
| SE529130C2 (en) | 2004-05-26 | 2007-05-08 | Metso Paper Karlstad Ab | Paper machine for manufacturing fiber web of paper, comprises clothing that exhibits three-dimensional structure for structuring fiber web |
| US7198067B2 (en) | 2004-08-04 | 2007-04-03 | Albany International Corp. | Warp-runner triple layer fabric with paired intrinsic warp binders |
| DE102004044572A1 (en) | 2004-09-15 | 2006-03-30 | Voith Fabrics Patent Gmbh | Paper machine clothing |
| DE102004044569A1 (en) | 2004-09-15 | 2006-03-30 | Voith Fabrics Patent Gmbh | Paper machine clothing |
| US8178025B2 (en) * | 2004-12-03 | 2012-05-15 | Georgia-Pacific Consumer Products Lp | Embossing system and product made thereby with both perforate bosses in the cross machine direction and a macro pattern |
| US7124781B2 (en) | 2005-02-01 | 2006-10-24 | Albany International Corp. | Multiple contour binders in triple layer fabrics |
| RU2399710C2 (en) | 2005-04-20 | 2010-09-20 | Олбэни Интернэшнл Корп. | Fabric for drying with continuous air flow |
| US7473336B2 (en) | 2005-04-28 | 2009-01-06 | Albany International Corp. | Multiaxial fabrics |
| CN100580452C (en) * | 2005-05-18 | 2010-01-13 | 东华大学 | Yarn or fabric surface characteristics optical and mechanical combination measurement method and apparatus |
| US7395840B2 (en) | 2005-05-26 | 2008-07-08 | Nippon Filcon Co. Ltd. | Industrial single-layer fabric having concave-convex surface |
| US20060278294A1 (en) | 2005-06-08 | 2006-12-14 | Voith Fabrics Patent Gmbh | Hybrid warp exchange triple layer forming fabric |
| DE102005029573A1 (en) | 2005-06-25 | 2007-01-04 | Voith Patent Gmbh | Papermaking fabric |
| DE102005046907A1 (en) | 2005-09-30 | 2007-04-12 | Voith Patent Gmbh | Method and device for producing a tissue web |
| JP2007132868A (en) * | 2005-11-11 | 2007-05-31 | Dainippon Printing Co Ltd | Apparatus and method for measuring shape of cell on gravure plate |
| JP4236660B2 (en) * | 2005-11-25 | 2009-03-11 | 大王製紙株式会社 | Sanitary thin paper and method for producing the same |
| DE102005056618A1 (en) | 2005-11-25 | 2007-05-31 | Voith Patent Gmbh | tissue structure |
| US7360560B2 (en) | 2006-01-31 | 2008-04-22 | Astenjohnson, Inc. | Single layer papermakers fabric |
| WO2007096218A1 (en) | 2006-02-25 | 2007-08-30 | Voith Patent Gmbh | Fabric belt for machine for producing web material, especially paper or card |
| WO2007106442A2 (en) | 2006-03-10 | 2007-09-20 | Astenjohnson, Inc. | Double layer papermakers fabric with pockets for bulk enhancement |
| US8187422B2 (en) | 2006-03-21 | 2012-05-29 | Georgia-Pacific Consumer Products Lp | Disposable cellulosic wiper |
| US8540846B2 (en) * | 2009-01-28 | 2013-09-24 | Georgia-Pacific Consumer Products Lp | Belt-creped, variable local basis weight multi-ply sheet with cellulose microfiber prepared with perforated polymeric belt |
| US7815768B2 (en) | 2006-04-19 | 2010-10-19 | Albany International Corp. | Multi-layer woven creping fabric |
| US7524403B2 (en) | 2006-04-28 | 2009-04-28 | Voith Paper Patent Gmbh | Forming fabric and/or tissue molding belt and/or molding belt for use on an ATMOS system |
| US20080023169A1 (en) | 2006-07-14 | 2008-01-31 | Fernandes Lippi A | Forming fabric with extended surface |
| US7611607B2 (en) | 2006-10-27 | 2009-11-03 | Voith Patent Gmbh | Rippled papermaking fabrics for creped and uncreped tissue manufacturing processes |
| WO2008073301A2 (en) | 2006-12-08 | 2008-06-19 | Astenjohnson, Inc. | Machine side layer weave design for composite forming fabrics |
| US7604026B2 (en) | 2006-12-15 | 2009-10-20 | Albany International Corp. | Triangular weft for TAD fabrics |
| DE102006061114A1 (en) | 2006-12-22 | 2008-06-26 | Voith Patent Gmbh | Fabric tape for a machine for producing web material and method for producing such a fabric tape |
| US7743795B2 (en) | 2006-12-22 | 2010-06-29 | Voith Patent Gmbh | Forming fabric having binding weft yarns |
| US7721769B2 (en) | 2007-01-19 | 2010-05-25 | Voith Patent Gmbh | Paper machine fabric with trapezoidal shaped filaments |
| US8167152B1 (en) | 2007-02-08 | 2012-05-01 | 3Form, Inc. | Variable height and angle panel mounting systems, methods, and apparatus |
| US20080196784A1 (en) | 2007-02-15 | 2008-08-21 | Scott Quigley | Wear side weave pattern of a composite forming fabric |
| US7644738B2 (en) | 2007-03-28 | 2010-01-12 | Albany International Corp. | Through air drying fabric |
| US7513277B2 (en) | 2007-05-23 | 2009-04-07 | Voith Patent Gmbh | Low tensile creep belt |
| US7879193B2 (en) | 2007-09-06 | 2011-02-01 | Voith Patent Gmbh | Structured forming fabric and method |
| US7879195B2 (en) | 2007-09-06 | 2011-02-01 | Voith Patent Gmbh | Structured forming fabric and method |
| US7879194B2 (en) | 2007-09-06 | 2011-02-01 | Voith Patent Gmbh | Structured forming fabric and method |
| DE102007046113A1 (en) | 2007-09-21 | 2009-04-02 | Voith Patent Gmbh | forming fabric |
| US7892402B2 (en) | 2007-10-05 | 2011-02-22 | Albany International Corp. | Flat woven full width on-machine-seamable fabric |
| EP2209943B1 (en) | 2007-10-11 | 2013-07-31 | Voith Patent GmbH | Structured papermaking fabric |
| SE531891C2 (en) * | 2007-11-20 | 2009-09-01 | Metso Paper Karlstad Ab | Structural lining and method for making a tissue paper web |
| US8080130B2 (en) * | 2008-02-01 | 2011-12-20 | Georgia-Pacific Consumer Products Lp | High basis weight TAD towel prepared from coarse furnish |
| US7878224B2 (en) | 2008-02-19 | 2011-02-01 | Voith Patent Gmbh | Forming fabric having binding warp yarns |
| CA2622653A1 (en) | 2008-02-22 | 2009-08-22 | Roger Danby | Triple weft layer double wrap industrial filtration fabric |
| US8043477B2 (en) | 2008-02-25 | 2011-10-25 | Voith Patent Gmbh | Belt and method of making a belt for a paper making machine |
| US8002950B2 (en) | 2008-06-11 | 2011-08-23 | Voith Patent Gmbh | Structured fabric for papermaking and method |
| US20100186921A1 (en) | 2008-07-03 | 2010-07-29 | Quigley Scott D | Structured forming fabric, papermaking machine and method |
| US8328990B2 (en) | 2008-07-03 | 2012-12-11 | Voith Patent Gmbh | Structured forming fabric, papermaking machine and method |
| US8038847B2 (en) * | 2008-07-03 | 2011-10-18 | Voith Patent Gmbh | Structured forming fabric, papermaking machine and method |
| US20100193149A1 (en) | 2008-07-03 | 2010-08-05 | Quigley Scott D | Structured forming fabric, papermaking machine and method |
| US7993493B2 (en) * | 2008-07-03 | 2011-08-09 | Voith Patent Gmbh | Structured forming fabric, papermaking machine and method |
| US8114254B2 (en) | 2008-07-30 | 2012-02-14 | Voith Patent Gmbh | Structured forming fabric, papermaking machine, and method |
| US8216427B2 (en) | 2008-09-17 | 2012-07-10 | Albany International Corp. | Structuring belt, press section and tissue papermaking machine for manufacturing a high bulk creped tissue paper web and method therefor |
| DE102008043917A1 (en) | 2008-11-20 | 2010-05-27 | Voith Patent Gmbh | Press felt and process for its production |
| DE102008054990A1 (en) | 2008-12-19 | 2010-06-24 | Voith Patent Gmbh | Apparatus and method for producing a material web |
| US7717141B1 (en) | 2009-02-06 | 2010-05-18 | Voith Patent Gmbh | Forming fabric with dual combination binder weft yarns |
| US7896034B2 (en) | 2009-03-18 | 2011-03-01 | Voith Patent Gmbh | Heat- and corrosion-resistant fabric |
| DE102009002121A1 (en) | 2009-04-02 | 2010-10-14 | Voith Patent Gmbh | Seam press felt with flat and non-woven support structure |
| US8251103B2 (en) | 2009-11-04 | 2012-08-28 | Weavexx Corporation | Papermaker's forming fabric with engineered drainage channels |
| USD648137S1 (en) | 2010-05-21 | 2011-11-08 | Georgia-Pacific Consumer Products Lp | Absorbent paper |
| US20120024489A1 (en) | 2010-07-30 | 2012-02-02 | Scott Quigley | Structured fabric |
| US8211271B2 (en) | 2010-08-19 | 2012-07-03 | The Procter & Gamble Company | Paper product having unique physical properties |
| USD684137S1 (en) | 2010-11-08 | 2013-06-11 | Zipbuds, LLC | Zippered headphone |
| US20120193041A1 (en) | 2011-01-27 | 2012-08-02 | Feng Sun | Multi-Display Dual-Function Shade for Glass Window/Door |
| US8622095B2 (en) | 2011-02-02 | 2014-01-07 | Voith Patent Gmbh | Structured fabric for use in a papermaking machine and the fibrous web produced thereon |
| US8480857B2 (en) | 2011-02-02 | 2013-07-09 | Voith Patent Gmbh | Structured fabric for use in a papermaking machine and the fibrous web produced thereon |
| US8444827B2 (en) | 2011-02-02 | 2013-05-21 | Voith Patent Gmbh | Structured fabric |
| JP5912033B2 (en) * | 2011-11-22 | 2016-04-27 | 大王製紙株式会社 | Paper towel manufacturing method |
| US8808506B2 (en) * | 2012-02-13 | 2014-08-19 | Voith Patent Gmbh | Structured fabric for use in a papermaking machine and the fibrous web produced thereon |
| US20130206348A1 (en) * | 2012-02-13 | 2013-08-15 | Scott Quigley | Structured fabric for use in a papermaking machine and the fibrous web produced thereon |
| US9062416B2 (en) * | 2012-11-13 | 2015-06-23 | Georgia-Pacific Consumer Products Lp | Apparatus, system, and process for determining characteristics of a surface of a papermaking fabric |
| US9382663B2 (en) * | 2012-11-13 | 2016-07-05 | Georgia-Pacific Consumer Products Lp | Apparatus, system, and process for determining characteristics of a surface of a papermaking fabric |
| US8702905B1 (en) * | 2013-01-31 | 2014-04-22 | Kimberly-Clark Worldwide, Inc. | Tissue having high strength and low modulus |
| US9594993B2 (en) | 2013-11-07 | 2017-03-14 | Scantrush Sa | Two dimensional barcode and method of authentication of such barcode |
| BR122021012179B1 (en) | 2013-11-14 | 2022-09-20 | Gpcp Ip Holdings Llc | METHODS FOR MAKING A PAPER PRODUCT, AND PAPER MAKING MACHINES FOR MAKING A PAPER PRODUCT |
| JP6105536B2 (en) | 2014-09-22 | 2017-03-29 | リンナイ株式会社 | Double solenoid valve |
| US10138601B2 (en) * | 2015-06-08 | 2018-11-27 | Gpcp Ip Holdings Llc | Soft absorbent sheets, structuring fabrics for making soft absorbent sheets, and methods of making soft absorbent sheets |
| US9963831B2 (en) * | 2015-06-08 | 2018-05-08 | Gpcp Ip Holdings Llc | Soft absorbent sheets, structuring fabrics for making soft absorbent sheets, and methods of making soft absorbent sheets |
-
2014
- 2014-11-14 BR BR122021012179-6A patent/BR122021012179B1/en active IP Right Grant
- 2014-11-14 BR BR112016011094A patent/BR112016011094B8/en active IP Right Grant
- 2014-11-14 EA EA201690985A patent/EA031293B1/en not_active IP Right Cessation
- 2014-11-14 WO PCT/US2014/065763 patent/WO2015073863A1/en active Application Filing
- 2014-11-14 CA CA2928466A patent/CA2928466C/en active Active
- 2014-11-14 MX MX2016006311A patent/MX359952B/en active IP Right Grant
- 2014-11-14 EP EP14861889.5A patent/EP3068619A4/en active Pending
- 2014-11-14 JP JP2016530887A patent/JP6793546B2/en active Active
- 2014-11-14 AU AU2014348421A patent/AU2014348421B2/en not_active Ceased
- 2014-11-14 KR KR1020217026356A patent/KR102419653B1/en active IP Right Grant
- 2014-11-14 CN CN201480061848.3A patent/CN105873758B/en active Active
- 2014-11-14 KR KR1020217026355A patent/KR102423780B1/en active IP Right Grant
- 2014-11-14 EA EA201891598A patent/EA036317B1/en not_active IP Right Cessation
- 2014-11-14 US US14/541,380 patent/US9404224B2/en active Active
- 2014-11-14 MX MX2018007104A patent/MX367715B/en unknown
- 2014-11-14 CN CN201811090527.2A patent/CN109208389B/en active Active
- 2014-11-14 EA EA202090733A patent/EA038862B1/en unknown
- 2014-11-14 CN CN201710587981.8A patent/CN107142778B/en active Active
- 2014-11-14 KR KR1020167015137A patent/KR102415170B1/en active IP Right Grant
- 2014-11-14 CA CA3177688A patent/CA3177688A1/en active Pending
- 2014-11-14 US US14/541,316 patent/US9303363B2/en active Active
- 2014-11-14 KR KR1020217026358A patent/KR102442684B1/en active IP Right Grant
-
2015
- 2015-12-16 US US14/970,812 patent/US9574306B2/en active Active
-
2016
- 2016-05-12 CL CL2016001144A patent/CL2016001144A1/en unknown
- 2016-05-13 MX MX2019002634A patent/MX2019002634A/en unknown
- 2016-05-13 MX MX2019002633A patent/MX2019002633A/en unknown
- 2016-06-24 US US15/191,785 patent/US9611591B2/en active Active
- 2016-10-12 HK HK16111786.7A patent/HK1223593A1/en unknown
-
2017
- 2017-01-12 US US15/404,339 patent/US9957667B2/en active Active
- 2017-01-17 US US15/407,311 patent/US9915032B2/en active Active
- 2017-03-27 US US15/469,618 patent/US9988766B2/en active Active
-
2018
- 2018-05-03 CL CL2018001197A patent/CL2018001197A1/en unknown
- 2018-05-31 US US15/994,092 patent/US10704203B2/en active Active
- 2018-11-29 AU AU2018271325A patent/AU2018271325B2/en not_active Expired - Fee Related
-
2019
- 2019-01-15 JP JP2019004126A patent/JP6755343B2/en active Active
- 2019-06-12 CL CL2019001613A patent/CL2019001613A1/en unknown
-
2020
- 2020-03-03 JP JP2020035741A patent/JP6811884B2/en active Active
- 2020-04-17 AU AU2020202606A patent/AU2020202606A1/en not_active Abandoned
- 2020-04-17 AU AU2020202607A patent/AU2020202607A1/en not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4507173A (en) * | 1980-08-29 | 1985-03-26 | James River-Norwalk, Inc. | Pattern bonding and creping of fibrous products |
| WO2008027799A2 (en) * | 2006-08-30 | 2008-03-06 | Georgia-Pacific Consumer Products Lp | Multi-ply paper towel |
| EP2088237A1 (en) * | 2008-02-01 | 2009-08-12 | Georgia-Pacific Consumer Products LP | High basis weight TAD towel prepared from coarse furnish |
| US20130068868A1 (en) * | 2011-09-21 | 2013-03-21 | Michael Alan Hermans | High Bulk Rolled Tissue Products |
| US20140209264A1 (en) * | 2013-01-31 | 2014-07-31 | Kimberly-Clark Worldwide, Inc. | Tissue having high improved cross-direction stretch |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3068619A4 * |
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10704203B2 (en) | 2013-11-14 | 2020-07-07 | Gpcp Ip Holdings Llc | Absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
| US9303363B2 (en) | 2013-11-14 | 2016-04-05 | Georgia-Pacific Consumer Products Lp | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
| US20160097164A1 (en) * | 2013-11-14 | 2016-04-07 | Georgia-Pacific Consumer Products Lp | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
| US9404224B2 (en) * | 2013-11-14 | 2016-08-02 | Georgia-Pacific Consumer Products Lp | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
| US20160305072A1 (en) * | 2013-11-14 | 2016-10-20 | Georgia-Pacific Consumer Products Lp | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
| US9574306B2 (en) * | 2013-11-14 | 2017-02-21 | Georgia-Pacific Consumer Products Lp | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
| US9611591B2 (en) | 2013-11-14 | 2017-04-04 | Georgia-Pacific Consumer Products Lp | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
| US20150129146A1 (en) * | 2013-11-14 | 2015-05-14 | Georgia-Pacific Consumer Products Lp | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
| US9915032B2 (en) | 2013-11-14 | 2018-03-13 | Gpcp Ip Holdings Llc | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
| US9957667B2 (en) | 2013-11-14 | 2018-05-01 | Gpcp Ip Holdings Llc | Absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
| US9988766B2 (en) | 2013-11-14 | 2018-06-05 | Gpcp Ip Holdings Llc | Process of determining features of a papermaking fabric based on sizes and locations of knuckles and pockets in the fabric |
| JP7044850B2 (en) | 2015-06-08 | 2022-03-30 | ジーピーシーピー アイピー ホールディングス エルエルシー | Flexible absorbent sheets, structural woven fabrics for making flexible absorbent sheets, and methods for making flexible absorbent sheets. |
| JP2018524486A (en) * | 2015-06-08 | 2018-08-30 | ジーピーシーピー アイピー ホールディングス エルエルシー | Flexible absorbent sheet, structural fabric for producing flexible absorbent sheet, and method for producing flexible absorbent sheet |
| US10934665B2 (en) | 2015-06-08 | 2021-03-02 | Gpcp Ip Holdings Llc | Methods of making soft absorbent sheets and absorbent sheets made by such methods |
| JP2021046656A (en) * | 2015-06-08 | 2021-03-25 | ジーピーシーピー アイピー ホールディングス エルエルシー | Flexible absorptive sheet, texture woven fabric for producing flexible absorptive sheet, and method for producing flexible absorptive sheet |
| US11021840B2 (en) | 2015-06-08 | 2021-06-01 | Gpcp Ip Holdings Llc | Soft absorbent sheets, structuring fabrics for making soft absorbent sheets, and methods of making soft absorbent sheets |
| KR20180016483A (en) * | 2015-06-08 | 2018-02-14 | 쥐피씨피 아이피 홀딩스 엘엘씨 | Flexible absorbent sheet, structured fabric for making flexible absorbent sheet, and method of making flexible absorbent sheet |
| US11686049B2 (en) | 2015-06-08 | 2023-06-27 | Gpcp Ip Holdings Llc | Methods of making soft absorbent sheets and absorbent sheets made by such methods |
| US11753772B2 (en) | 2015-06-08 | 2023-09-12 | Gpcp Ip Holdings Llc | Methods of making fabric-creped absorbent cellulosic sheets |
| US11788232B2 (en) | 2015-06-08 | 2023-10-17 | Gpcp Ip Holdings Llc | Methods of making fabric-creped absorbent cellulosic sheets |
| KR102614042B1 (en) * | 2015-06-08 | 2023-12-14 | 쥐피씨피 아이피 홀딩스 엘엘씨 | Flexible absorbent sheet, structured fabric for making flexible absorbent sheet, and method of making flexible absorbent sheet |
| KR20190015312A (en) * | 2016-06-07 | 2019-02-13 | 쥐피씨피 아이피 홀딩스 엘엘씨 | A soft absorbent sheet, a structured fabric for making a soft absorbent sheet, and a method of making a soft absorbent sheet |
| JP2019525012A (en) * | 2016-06-07 | 2019-09-05 | ジーピーシーピー アイピー ホールディングス エルエルシー | Flexible absorbent sheet, structured fabric for producing flexible absorbent sheet, and method for producing flexible absorbent sheet |
| KR102532267B1 (en) * | 2016-06-07 | 2023-05-12 | 쥐피씨피 아이피 홀딩스 엘엘씨 | Soft absorbent sheet, structured fabric for producing soft absorbent sheet, and method for producing soft absorbent sheet |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU2018271325B2 (en) | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets | |
| WO2018081192A1 (en) | Creped fibrous structures | |
| WO2020091748A1 (en) | Embossed multi-ply tissue products |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14861889 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2928466 Country of ref document: CA |
|
| ENP | Entry into the national phase |
Ref document number: 2016530887 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2016/006311 Country of ref document: MX |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 122021012180 Country of ref document: BR |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112016011094 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 2014348421 Country of ref document: AU Date of ref document: 20141114 Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014861889 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014861889 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20167015137 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 201690985 Country of ref document: EA |
|
| ENP | Entry into the national phase |
Ref document number: 112016011094 Country of ref document: BR Kind code of ref document: A2 Effective date: 20160516 |