WO2014162677A1 - Steel sheet for nitriding and production method therefor - Google Patents
Steel sheet for nitriding and production method therefor Download PDFInfo
- Publication number
- WO2014162677A1 WO2014162677A1 PCT/JP2014/001603 JP2014001603W WO2014162677A1 WO 2014162677 A1 WO2014162677 A1 WO 2014162677A1 JP 2014001603 W JP2014001603 W JP 2014001603W WO 2014162677 A1 WO2014162677 A1 WO 2014162677A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel sheet
- nitriding
- steel
- ferrite
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/36—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.7% by weight of carbon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/08—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases only one element being applied
- C23C8/24—Nitriding
- C23C8/26—Nitriding of ferrous surfaces
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/28—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases more than one element being applied in one step
- C23C8/30—Carbo-nitriding
- C23C8/32—Carbo-nitriding of ferrous surfaces
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/009—Pearlite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
Definitions
- the present invention is a steel sheet for steel nitriding suitable as a material for machine parts used by nitriding for improving durability, particularly formability and punchability before nitriding.
- the present invention relates to a nitriding steel sheet having excellent (punchability) and a method for producing the same.
- Machine parts used in automobile transmissions, etc. are surface-hardened (surface) after forming the steel material into the desired part shape to improve fatigue strength and abrasion resistance.
- -hardening treatment
- Typical examples of such surface hardening treatment include carburizing treatment and nitriding treatment.
- the carburizing process is the most common surface hardening process.
- carburizing for applying a hardening (quenching) after the carbon is diffused and permeated (carburization) in the surface layer of the steel in the A 3 transformation point of the steel (transformation point) or more, the quenching from high temperature A reduction in the shape accuracy of the parts is unavoidable due to the influence of the distortion that occurs.
- the toughness of the steel is significantly reduced. Therefore, after quenching, tempering for recovery of toughness and correction of part shape are essential. Therefore, when carburizing treatment is adopted, there are disadvantages that the number of processes required for manufacturing parts increases and the manufacturing cost increases.
- the nitriding treatment is usually a treatment in which steel is heated to a temperature of about 500 to 600 ° C. lower than the A 1 transformation point, and nitrogen is diffused and penetrated (nitrided) into the surface layer of the steel.
- the surface hardening of the steel is achieved without quenching. That is, the nitriding process has a relatively low processing temperature and is not accompanied by steel phase transformation at the time of cooling. Therefore, there is an advantage that the accuracy of the part shape is not lowered due to the transformation strain.
- the volume variation of the steel surface layer due to nitriding is small, and there is an advantage that it is easy to maintain good shape accuracy of the parts.
- the object to be treated is kept in a treatment atmosphere at 550 to 600 ° C. for several hours, and the generation reaction (generating reaction) of iron carbide (iron-carbide) is intervened and nitrogen is directed from the steel surface toward the steel. Is diffused.
- the surface hardness obtained after the treatment is lower than that of the conventional nitriding treatment, but the time required for nitriding can be greatly shortened. For these reasons, in recent years, there are many cases where soft nitriding treatment is employed as surface hardening treatment instead of carburizing treatment.
- Patent Document 1 and Patent Document 2 C: 0.01 to less than 0.08%, Si: 0.005 to 1.00%, Mn: 0.010 to 3.00%, P: 0.001 to 0.150%, N: 0.0002 to 0.0100% by weight ratio , Cr: More than 0.15 to 5.00%, Al: More than 0.060 to 2.00%, and further, steel with a composition containing one or two of Ti and V may be rolled up at 500 ° C or higher after hot rolling Then, a technique for manufacturing a nitriding steel sheet by performing cold rolling at a reduction rate of 50% or more and performing recrystallization annealing has been proposed.
- the C content which adversely affects the formability is suppressed to less than 0.08%, and at the same time, nitriding accelerating elements of Al, Cr, Ti and / or V are contained at the same time.
- a carbon steel plate By using a carbon steel plate, a nitriding steel plate having excellent formability and nitriding properties is obtained.
- Patent Document 3 discloses a steel sheet for soft nitriding, in which the steel plate composition is C: 0.01 to 0.10 mass%, Si: 0.1 mass% or less, Mn: O.1 to l.0 mass%, P: 0.05 mass% or less, S: 0.01mass% or less, Al: 0.01-0.06mass%, Cr: 0.05-0.50mass%, V: 0.01-0.30mass%, N: 0.01mass% or less, with the balance being Fe and inevitable impurities A technology has been proposed.
- the surface hardening characteristics by soft nitriding treatment are achieved by reducing the alloying elements and reducing the cost and excellent formability, and simultaneously adding Cr and V, which are nitriding promoting elements. It is said that a steel sheet for soft nitriding that is excellent in both (surface hardening property) and steel plate excellent in nitriding properties can be obtained.
- the thin steel sheet material is blanked to a predetermined dimension prior to the forming process. Also, the holes of various shapes are often piercing after the molding process. Therefore, the material steel plates of these parts are required to have excellent formability and excellent punchability.
- the punchability of the steel sheet deteriorates, sagging and burrs generated on the punched surface during punching become significant, and the dimensional accuracy of the machine parts is impaired. Microcrack is likely to occur on the punched end face, which may adversely affect the strength properties of the machine parts.
- Patent Documents 1 and 2 contain a large amount of Al as a nitriding promoting element. Therefore, there are concerns about the occurrence of inner defects and surface defects due to Al-containing inclusions, and a large amount of Al-containing slag is generated. This increases the cost of smelting during refining.
- the present invention solves the above-mentioned problems of the prior art, and can be widely used as a material for parts of automobile transmissions, etc., and is excellent in formability before nitriding and has excellent punchability and It aims at providing the manufacturing method.
- the present inventors conducted extensive research on various factors affecting the formability and punchability of a steel sheet in addition to the surface hardening characteristics of the steel sheet by nitriding treatment.
- the chemical composition and microstructure of the steel sheet to a predetermined range, in addition to being able to impart good hardening characteristics by nitriding, sufficient formability to the steel before nitriding And found that punchability can be imparted.
- the present invention has been completed by further studies based on the above-described findings, and the gist of the present invention is as follows.
- the second phase, the area fraction of the entire ferrite structure is 70% or more, the average grain size of the ferrite is 5 ⁇ m or more and 25 ⁇ m or less, the cementite steel sheet rolling direction present in the second phase
- a steel sheet for nitriding treatment having a structure having an average major axis of 3.0 ⁇ m or less in cross section.
- a steel sheet having excellent formability and punchability and having good hardening characteristics by nitriding can be obtained.
- the steel sheet of the present invention is indeed suitable as a material for a molded part that is subjected to nitriding treatment, such as a transmission part of an automobile, and has a remarkable industrial effect.
- the steel sheet of the present invention is not limited to gas nitrocarburizing treatment or salt bath nitrocarburizing treatment, but is not limited to plasma nitriding, plasma nitriding, or gas nitriding. ), Carbonitriding (carbonitriding), nitrosulphurizing, and other various steel sheets for nitriding treatment.
- the steel sheet of the present invention has a structure composed of a ferrite that is a main phase (sometimes referred to as “polygonal ferrite”) and a second phase.
- the second phase is pearlite and / or bainite.
- the fraction of the entire structure of the ferrite is 70% or more
- the average crystal grain size of the ferrite is 5 ⁇ m or more and 25 ⁇ m or less
- the average major axis in the rolling direction section of the cementite present in the second phase is 3.0 ⁇ m or less It is.
- Main Phase Ferrite
- the steel sheet of the present invention ensures the formability of the steel sheet by using soft ferrite as the main phase.
- the main phase is other than ferrite, good formability cannot be imparted to the steel sheet.
- a steel sheet having a ferrite single-phase structure cannot secure sufficient strength as a material steel sheet that can be widely applied to transmission parts and the like of automobiles. Therefore, this invention steel plate is taken as the structure which consists of the ferrite which is a main phase, and the following 2nd phases.
- Second phase pearlite and / or bainite
- the remaining second phase other than ferrite is one or two selected from pearlite and bainite.
- the second phase in the steel sheet structure plays a role of reinforcing the strength of the steel sheet whose main phase is soft ferrite.
- the martensite is softened by the temperature rise during the nitriding treatment, and the strength fluctuation of the steel sheet increases. Therefore, in order to maintain stable steel sheet strength even after nitriding treatment maintained at about 500 to 600 ° C., the second phase in the steel sheet structure needs to be pearlite and / or bainite.
- the area fraction of ferrite as the main phase needs to be 70% or more.
- the formability of the steel sheet tends to be insufficient.
- the punchability of the steel sheet is also reduced, for example, the shear surface ratio of the punched end face is reduced when the steel sheet is punched.
- the ferrite area fraction is preferably 97% or less, and preferably 95% or less. Is more preferable.
- Average grain size of ferrite 5 ⁇ m or more and 25 ⁇ m or less If the average grain size of ferrite exceeds 25 ⁇ m, the surface properties of the steel sheet will deteriorate during the forming process, or the smoothness of the punched surface will be reduced. It also leads to punching deterioration. Further, when the crystal grain size of ferrite is increased, the crystal grain boundaries are decreased, and therefore, there is a concern that the grain boundary diffusion of N during nitriding treatment is suppressed and the time required for nitriding treatment becomes longer. On the other hand, when the average crystal grain size of ferrite is less than 5 ⁇ m, the steel sheet is hardened and the formability tends to be lowered. Therefore, the average crystal grain size of ferrite is 5 ⁇ m or more and 25 ⁇ m or less. Preferably they are 5 micrometers or more and 15 micrometers or less.
- Average length in the rolling direction cross section of the cementite present in the second phase 3.0 ⁇ m or less
- the stress concentration ratio at the cementite / ferrite interface is increased, facilitating the generation of fine cracks and increasing the fracture surface ratio at the punched end face. Pullability is reduced. Therefore, the average major axis is 3.0 ⁇ m or less.
- the average major axis is preferably 1.0 ⁇ m or more.
- % which is a unit of component element content means “% by mass” unless otherwise specified.
- C 0.02% or more and 0.08% or less C is an element having an action of strengthening steel through solid solution strengthening and formation of a second phase. If the C content is less than 0.02%, sufficient steel sheet strength cannot be secured as a component material. On the other hand, when the C content exceeds 0.08%, the strength of the steel sheet is excessively increased and the formability is lowered. In addition, the fraction of the second phase is increased and it is difficult to obtain a desired form of cementite. Therefore, the C content is 0.02% or more and 0.08% or less. Preferably they are 0.04% or more and 0.06% or less.
- Si 0.1% or less Si is an element effective for deoxidation of steel, and has an effect of strengthening steel by solid solution strengthening.
- the Si content is preferably set to 0.01% or more.
- the Si content is 0.1% or less.
- it is 0.05% or less.
- Mn 0.2% to 1.8%
- Mn is an element that strengthens steel by solid solution strengthening.
- S present as an impurity in the steel is fixed as a precipitate, and has an effect of reducing adverse effects caused by S. If the Mn content is less than 0.2%, the above-mentioned effects cannot be obtained sufficiently, and the necessary steel sheet strength cannot be ensured. On the other hand, if the Mn content exceeds 1.8%, the strength of the steel sheet is excessively increased, and a band-like structure due to micro segregation is easily formed, thereby improving the formability and punchability of the steel sheet. Incurs a decline. Therefore, the Mn content is 0.2% to 1.8%. Preferably they are 0.2% or more and 1.2% or less.
- P 0.05% or less
- P is an element present as an impurity in the steel, and if it is contained in a large amount, the formability and toughness of the steel sheet decrease. Therefore, the P content is 0.05% or less. Preferably it is 0.03% or less.
- S 0.02% or less S is also an element present as an impurity in steel, and if it is contained in a large amount, the formability and toughness of the steel sheet are lowered. Therefore, the S content is 0.02% or less. Preferably it is 0.01% or less.
- Al 0.01% or more and 0.06% or less
- Al is an element added for deoxidation of steel. If the Al content in the steel is less than 0.01%, a sufficient deoxidation effect cannot be obtained. On the other hand, if the Al content in the steel exceeds 0.06%, the deoxidation effect is saturated, and the possibility that internal defects and surface defects increase due to an increase in inclusions in the steel increases. Therefore, the Al content is 0.01% or more and 0.06% or less. Preferably they are 0.02% or more and 0.05% or less.
- Cr 0.5% or more and 1.5% or less Cr has an effect of increasing the hardness of the steel sheet surface layer by forming nitrides in the steel by nitriding, and is an important alloying element in the present invention. Moreover, it also has the effect
- N 0.01% or less N is an element present as an impurity in steel. A large amount of N reduces the formability of the steel sheet, and may combine with a nitriding promoting element such as Cr before nitriding to reduce the hardening characteristics by nitriding. Therefore, the N content is 0.01% or less. Preferably it is 0.005% or less.
- the steel sheet according to the present invention may further include one or two selected from V %: 0.005% to 0.075%, Nb: 0.005% to 0.025%, Ti: 0.005% to 0.025%. It may contain seeds or more.
- V 0.005% or more and 0.075% or less
- V is an element having an effect of increasing the hardness of the steel sheet surface layer portion by forming a nitride in the steel by nitriding treatment. Further, since V is a carbonitride / nitride forming element, it also has the effect of increasing the strength of the steel by particle dispersion strengthening (precipitation strengthening). Therefore, in the steel sheet of the present invention, V can be contained for the purpose of controlling the hardening characteristics by nitriding treatment or adjusting the strength level of the steel sheet. In order to sufficiently exhibit the above effects, the V content is preferably 0.005% or more.
- the V content when the V content is excessive, it causes a decrease in formability due to excessive strengthening of the steel sheet, embrittlement of the hardened portion due to nitriding treatment, and is also economically disadvantageous. Therefore, the V content is preferably 0.005% or more and 0.075% or less. More preferably, it is 0.025% or more and 0.075% or less.
- Nb 0.005% or more and 0.025% or less
- Nb is a carbonitride-forming element and has an effect of increasing the strength of steel by particle dispersion strengthening (precipitation strengthening). If the Nb content is less than 0.005%, the above effect cannot be obtained sufficiently. On the other hand, if the Nb content exceeds 0.025%, the strength of the steel sheet is excessively increased and the formability may be reduced. Therefore, the Nb content is preferably 0.005% or more and 0.025% or less. More preferably, it is 0.005% or more and 0.015% or less.
- Ti 0.005% or more and 0.025% or less
- Ti is also a carbonitride-forming element and has an action of increasing the strength of steel by particle dispersion strengthening (precipitation strengthening). If the Ti content is less than 0.005%, the above effects cannot be obtained sufficiently. On the other hand, if the Ti content exceeds 0.025%, the strength of the steel sheet is excessively increased and the formability may be deteriorated. Therefore, the Ti content is preferably 0.005% or more and 0.025% or less. More preferably, it is 0.005% or more and 0.015% or less.
- the balance other than the above components is Fe and inevitable impurities.
- Inevitable impurities include Cu: 0.03% or less, Ni: 0.03% or less, Mo: 0.03% or less, Sn: 0.003% or less, Sb: 0.003% or less, O: 0.005% or less.
- the steel plate according to the present invention is obtained by heating and hot rolling a steel material having the above chemical composition, and then cooling and winding it.
- the steel used in the present invention can be melted by any known melting method such as a converter method or an electric furnace method.
- the molten steel is made into a steel material (slab) by continuous casting or ingot casting and bloom rolling. If necessary, various preliminary treatments, secondary smelting, and surface treatment of steel materials can be performed.
- Heating temperature of steel material 1050 ° C. or higher and 1250 ° C. or lower If the heating temperature of the steel material is lower than 1050 ° C., it is difficult to ensure a desired finishing temperature during hot rolling. On the other hand, when the heating temperature of the steel material exceeds 1250 ° C., the energy required for heating increases and the surface properties of the steel sheet are liable to occur. Therefore, the heating temperature of the steel material before hot rolling is set to 1050 ° C. or more and 1250 ° C. or less. Preferably they are 1100 degreeC or more and 1200 degrees C or less.
- the steel material cooled to room temperature may be reheated, or the steel material being cooled after casting may be additionally heated or retained.
- rough rolling and finish rolling are performed, However about rough rolling conditions should just follow a conventional method and it does not need to specifically limit.
- Finishing temperature Ar 3 transformation point or higher (Ar 3 transformation point + 100 ° C) or lower If the finishing temperature in the hot rolling process is lower than the Ar 3 transformation point, the unrecrystallized ferrite structure expanded in the rolling direction (un-recrystallized ferrite) microstructure) and a pancake-shaped coarse ferrite structure are formed, and ferrite having a desired particle diameter cannot be obtained, and the formability and punchability of the steel sheet are lowered. Also, the in-plane anisotropy of the mechanical properties of the steel sheet is enhanced.
- the finishing temperature should be not less than the Ar 3 transformation point and not more than (Ar 3 transformation point + 100 ° C.). It is preferably (Ar 3 transformation point + 20 ° C.) or more and (Ar 3 transformation point + 100 ° C.) or less.
- a steel plate being rolled may be additionally heated using a heating device such as a sheet bar heater or an edge heater.
- Cooling rate from finishing temperature to 750 ° C 40 ° C / s to 80 ° C / s
- the steel sheet after hot rolling is cooled to 40 ° C / s to 80 ° C / s in the temperature range from the finishing temperature to 750 ° C. Cool at speed (forced cooling). Preferably, it is 45 ° C./s or more and 75 ° C./s or less.
- the cooling rate in this temperature range is less than 40 ° C./s, the structure of the hot-rolled steel sheet tends to be coarsened, and ferrite or cementite having a desired shape cannot be obtained.
- Cooling rate from 750 ° C to the cooling stop temperature 15 ° C / s to 35 ° C / s Cooling stop temperature: 500 ° C to 650 ° C
- the temperature range from 750 ° C to the cooling stop temperature is 15 ° C / s to 35 ° C Cool (forced cooling) at a cooling rate of / s or less. Preferably, it is 15 ° C./s or more and 25 ° C./s or less.
- the cooling rate in this temperature range is less than 15 ° C./s, the structure of the hot-rolled steel sheet is easily coarsened, and it becomes difficult to obtain ferrite and cementite having a desired shape.
- the cooling rate in this temperature range exceeds 35 ° C./s, the progress of ferrite transformation is suppressed, and a desired fraction of ferrite cannot be obtained.
- the cooling stop temperature is set to 500 ° C. or more and 650 ° C. or less. Preferably they are 500 degreeC or more and 600 degrees C or less.
- the steel sheet cooled until it reaches the cooling stop temperature may be immediately wound or may be allowed to cool for a short time until it is wound by a winder (coiler).
- cooling refers to air cooling in the atmosphere without forced cooling by water injection.
- high-pressure water compressed air
- Winding temperature 500 ° C or more and 650 ° C or less
- the winding temperature is less than 500 ° C, martensite and excessively much bainite are generated, the steel plate becomes hard, and the formability of the steel plate decreases. The steel sheet strength after nitriding becomes unstable.
- the coiling temperature exceeds 650 ° C., the pearlite is coarsened, and a cementite having a desired shape cannot be obtained. Therefore, the coiling temperature is set to 500 ° C. or more and 650 ° C. or less. Preferably they are 500 degreeC or more and 600 degrees C or less.
- temper rolling may be applied for shape correction or adjustment of surface roughness.
- a steel material obtained by melting steels A to L containing the constituent elements shown in Table 1 and the balance consisting of Fe and inevitable impurities was hot-rolled under the conditions shown in Table 2 to obtain a sheet thickness of 2.3 mm.
- the hot-rolled steel sheet was pickled and descaled, and then subjected to temper rolling with an elongation of 0.5%. Samples were taken from each hot-rolled steel sheet after temper rolling and subjected to microstructure observation, tensile test, and punching test. Furthermore, the hot-rolled steel sheet after temper rolling was subjected to nitriding treatment, and the hardness test was performed on the hot-rolled steel sheet after nitriding treatment.
- the microstructure of the steel sheet is obtained by taking a sample of the thickness cross section parallel to the rolling direction at a 1/4 width position from the steel sheet before nitriding, mirror polishing, and performing nital ( After being corroded by nital), a 1/4 thickness position was confirmed using an image taken at an appropriate magnification of 500 to 5000 times with an optical microscope or a scanning electron microscope.
- the area ratio of the ferrite was obtained by image analysis using the above image, and this was used as the ferrite fraction.
- the average crystal grain size of ferrite was calculated from the grain size number by obtaining the grain size in accordance with the method specified in Japanese Industrial Standard JIS G 0551-2005 using the above image. .
- the average major axis of cementite present in the second phase was calculated by calculating the major axis of each cementite within the observation range by using the image and calculating the arithmetic average.
- the hot rolled steel sheet after temper rolling was subjected to gas soft nitriding treatment, and the cross-sectional hardness (nitrided layer cross-sectional hardness) of the steel sheet after gas soft nitriding treatment was measured.
- nitriding gas a gas obtained by mixing ammonia (NH 3 ) and an endothermic converted gas at an equal volume ratio was used.
- the gas soft nitriding temperature was 570 ° C.
- the holding time at the gas soft nitriding temperature was 150 minutes
- oil cooling was performed after the holding.
- Each steel sheet (invention example) conforming to the present invention has excellent formability, excellent punchability of the steel sheet, and excellent surface hardening property by nitriding treatment. ing.
- the other steel sheets (comparative examples) in which the chemical composition and microstructure of the steel are outside the scope of the present invention any one of the characteristics of formability, punchability, and surface hardening characteristics by nitriding treatment, or all characteristics However, the level is insufficient.
Abstract
Description
例えば、特許文献1および特許文献2には、重量比でC:0.01~0.08%未満、Si:0.005~1.00%、Mn:0.010~3.00%、P:0.001~0.150%、N:0.0002~0.0100%、Cr:0.15超~5.00%、Al:0.060超~2.00%を含有し、さらに、Ti、Vの1種または2種を含有する組成の鋼を、熱間圧延後500℃以上で巻き取るか、その後50%以上の圧下率で冷間圧延を施し、再結晶焼鈍(recrystallization annealing)を行うことで、窒化用鋼板を製造する技術が提案されている。これらの技術によると、成形性(formability)に悪影響を及ぼすC含有量を0.08%未満に抑制するとともに、Al、Cr、Tiおよび/またはVの窒化促進元素(nitriding accelerating elements)を同時に含有した低炭素鋼板とすることで、成形性および窒化性に優れた窒化用鋼板が得られるとされている。 Various techniques have been proposed for nitriding steel sheets having excellent formability.
For example, in Patent Document 1 and Patent Document 2, C: 0.01 to less than 0.08%, Si: 0.005 to 1.00%, Mn: 0.010 to 3.00%, P: 0.001 to 0.150%, N: 0.0002 to 0.0100% by weight ratio , Cr: More than 0.15 to 5.00%, Al: More than 0.060 to 2.00%, and further, steel with a composition containing one or two of Ti and V may be rolled up at 500 ° C or higher after hot rolling Then, a technique for manufacturing a nitriding steel sheet by performing cold rolling at a reduction rate of 50% or more and performing recrystallization annealing has been proposed. According to these technologies, the C content which adversely affects the formability is suppressed to less than 0.08%, and at the same time, nitriding accelerating elements of Al, Cr, Ti and / or V are contained at the same time. By using a carbon steel plate, a nitriding steel plate having excellent formability and nitriding properties is obtained.
特許文献1および2で提案された技術では、窒化促進元素として多量のAlを含有する。そのため、Al系介在物(Al-containing inclusion)に起因する内部欠陥(inner defect)および表面欠陥(surface defect)の発生が懸念されるうえ、Al系スラグ(Al-containing slag)が多量に発生して精錬時の溶製コストが高くなる。 However, none of the above prior art studies the punchability of the steel sheet. In addition, the following problems remain.
The techniques proposed in Patent Documents 1 and 2 contain a large amount of Al as a nitriding promoting element. Therefore, there are concerns about the occurrence of inner defects and surface defects due to Al-containing inclusions, and a large amount of Al-containing slag is generated. This increases the cost of smelting during refining.
[1] 質量%で、
C :0.02%以上0.08%以下、 Si:0.1%以下、
Mn:0.2%以上1.8%以下、 P :0.05%以下、
S :0.02%以下、 Al:0.01%以上0.06%以下、
Cr:0.5%以上1.5%以下、 N :0.01%以下
を含有し、残部がFeおよび不可避的不純物からなる組成と、フェライト(ferrite)を主相とし、パーライト(pearlite)および/またはベイナイト(bainite)を第二相とし、前記フェライトの組織全体に占める面積分率が70%以上、前記フェライトの平均結晶粒径が5μm以上25μm以下、前記第二相中に存在するセメンタイト(cementite)の鋼板圧延方向断面における平均長径が3.0μm以下である組織とを有する窒化処理用鋼板。 The present invention has been completed by further studies based on the above-described findings, and the gist of the present invention is as follows.
[1] By mass%
C: 0.02% to 0.08%, Si: 0.1% or less,
Mn: 0.2% to 1.8%, P: 0.05% or less,
S: 0.02% or less, Al: 0.01% or more and 0.06% or less,
Cr: 0.5% or more and 1.5% or less, N: 0.01% or less, with the balance consisting of Fe and inevitable impurities, with ferrite as the main phase, pearlite and / or bainite The second phase, the area fraction of the entire ferrite structure is 70% or more, the average grain size of the ferrite is 5μm or more and 25μm or less, the cementite steel sheet rolling direction present in the second phase A steel sheet for nitriding treatment having a structure having an average major axis of 3.0 μm or less in cross section.
C :0.02%以上0.08%以下、 Si:0.1%以下、
Mn:0.2%以上1.8%以下、 P :0.05%以下、
S :0.02%以下、 Al:0.01%以上0.06%以下、
Cr:0.5%以上1.5%以下、 N :0.01%以下
を含有し、残部がFeおよび不可避的不純物からなる組成を有する鋼素材を、1050℃以上1250℃以下に加熱し、Ar3変態点以上(Ar3変態点+100℃)以下の仕上げ温度で熱間圧延を施し、前記仕上げ温度から750℃までの温度範囲を40℃/s以上80℃/s以下の冷却速度で冷却し、次いで750℃から500℃以上
650℃以下の冷却停止温度までの温度範囲を15℃/s以上35℃/s以下の冷却速度で冷却し、500℃以上650℃以下の巻取り温度で巻き取る窒化処理用鋼板の製造方法。 [3] In mass%,
C: 0.02% to 0.08%, Si: 0.1% or less,
Mn: 0.2% to 1.8%, P: 0.05% or less,
S: 0.02% or less, Al: 0.01% or more and 0.06% or less,
A steel material containing Cr: 0.5% or more and 1.5% or less, N: 0.01% or less, and the balance consisting of Fe and inevitable impurities is heated to 1050 ° C or higher and 1250 ° C or lower, and Ar 3 transformation point or higher ( (Ar 3 transformation point + 100 ° C) or less, and hot rolling at a finishing temperature of 750 ° C or less, cooling the temperature range from the finishing temperature to 750 ° C at a cooling rate of 40 ° C / s to 80 ° C / s, and then from 750 ° C 500 ℃ or higher
A method for producing a steel sheet for nitriding treatment in which a temperature range up to a cooling stop temperature of 650 ° C. or lower is cooled at a cooling rate of 15 ° C./s to 35 ° C./s and wound at a winding temperature of 500 ° C. to 650 ° C.
本発明鋼板は、主相であるフェライト(ferrite)(「ポリゴナルフェライト(polygonal ferrite)」とも称することもある)と、第二相からなる組織を有する。前記第二相は、パーライトおよび/またはベイナイトである。更に、前記フェライトの組織全体に占める分率が70%以上、前記フェライトの平均結晶粒径が5μm以上25μm以下、前記第二相中に存在するセメンタイトの鋼板圧延方向断面における平均長径が3.0μm以下である。 First, the structure of the nitriding steel sheet of the present invention will be described.
The steel sheet of the present invention has a structure composed of a ferrite that is a main phase (sometimes referred to as “polygonal ferrite”) and a second phase. The second phase is pearlite and / or bainite. Furthermore, the fraction of the entire structure of the ferrite is 70% or more, the average crystal grain size of the ferrite is 5 μm or more and 25 μm or less, the average major axis in the rolling direction section of the cementite present in the second phase is 3.0 μm or less It is.
本発明鋼板は、軟質なフェライトを主相とすることで、鋼板の成形性を確保する。フェライト以外を主相とする場合には、鋼板に良好な成形性を付与することができない。但し、フェライト単相組織の鋼板では、自動車の変速機部品等に広範に適用できる素材鋼板として十分な強度を確保することができない。したがって、本発明鋼板は、主相であるフェライトと、以下の第二相からなる組織とする。 Main Phase: Ferrite The steel sheet of the present invention ensures the formability of the steel sheet by using soft ferrite as the main phase. When the main phase is other than ferrite, good formability cannot be imparted to the steel sheet. However, a steel sheet having a ferrite single-phase structure cannot secure sufficient strength as a material steel sheet that can be widely applied to transmission parts and the like of automobiles. Therefore, this invention steel plate is taken as the structure which consists of the ferrite which is a main phase, and the following 2nd phases.
フェライト以外の残部となる第二相は、パーライトおよびベイナイトのうちから選ばれる1種または2種とする。鋼板組織中の第二相は、軟質なフェライトを主相とする鋼板の強度を補強する役割を担う。ここで、第二相をマルテンサイトとした組織強化を利用する場合には、窒化処理時の昇温によってマルテンサイトが軟化し、鋼板の強度変動が大きくなる。したがって、500~600℃程度に保持される窒化処理を経ても安定した鋼板強度を維持するには、鋼板組織中の第二相をパーライトおよび/またはベイナイトとする必要がある。 Second phase: pearlite and / or bainite The remaining second phase other than ferrite is one or two selected from pearlite and bainite. The second phase in the steel sheet structure plays a role of reinforcing the strength of the steel sheet whose main phase is soft ferrite. Here, when utilizing the structure strengthening in which the second phase is martensite, the martensite is softened by the temperature rise during the nitriding treatment, and the strength fluctuation of the steel sheet increases. Therefore, in order to maintain stable steel sheet strength even after nitriding treatment maintained at about 500 to 600 ° C., the second phase in the steel sheet structure needs to be pearlite and / or bainite.
鋼板に良好な成形性を付与するには、主相であるフェライトの面積分率を70%以上とする必要がある。フェライトの面積分率が70%未満の場合には、鋼板の成形性が不十分な水準となり易い。また、鋼板の打抜時に打抜端面の剪断面比率が低下するなど、鋼板の打抜性も低下する。一方、フェライトの面積分率が高すぎる場合には、鋼板の強度が必要な水準に達しない場合があるため、フェライトの面積分率は97%以下とするのが好ましく、95%以下とするのがより好ましい。 Area fraction in the entire structure of ferrite: 70% or more In order to give good formability to the steel sheet, the area fraction of ferrite as the main phase needs to be 70% or more. When the ferrite area fraction is less than 70%, the formability of the steel sheet tends to be insufficient. Moreover, the punchability of the steel sheet is also reduced, for example, the shear surface ratio of the punched end face is reduced when the steel sheet is punched. On the other hand, if the ferrite area fraction is too high, the strength of the steel sheet may not reach the required level. Therefore, the ferrite area fraction is preferably 97% or less, and preferably 95% or less. Is more preferable.
フェライトの平均結晶粒径が25μmを超える場合には、成形加工時に鋼板の表面性状が悪化したり、打抜破面の平滑性が低下して鋼板の打抜性劣化にも通ずる。また、フェライトの結晶粒径が粗大化すると、結晶粒界が減少することから、窒化処理時のNの粒界拡散が抑制され、窒化処理に要する時間が長くなることも懸念される。一方、フェライトの平均結晶粒径が5μm未満となる場合には、鋼板が硬質化して成形性が低下し易い。したがって、フェライトの平均結晶粒径は5μm以上25μm以下とする。好ましくは5μm以上15μm以下である。 Average grain size of ferrite: 5 μm or more and 25 μm or less If the average grain size of ferrite exceeds 25 μm, the surface properties of the steel sheet will deteriorate during the forming process, or the smoothness of the punched surface will be reduced. It also leads to punching deterioration. Further, when the crystal grain size of ferrite is increased, the crystal grain boundaries are decreased, and therefore, there is a concern that the grain boundary diffusion of N during nitriding treatment is suppressed and the time required for nitriding treatment becomes longer. On the other hand, when the average crystal grain size of ferrite is less than 5 μm, the steel sheet is hardened and the formability tends to be lowered. Therefore, the average crystal grain size of ferrite is 5 μm or more and 25 μm or less. Preferably they are 5 micrometers or more and 15 micrometers or less.
第二相中に存在するセメンタイトの鋼板の圧延方向断面における平均長径が3.0μmを超えると、鋼板の打抜時、セメンタイトとフェライトとの界面での応力集中度(stress concentration ratio)が高まり、微細なクラックの発生が容易となって打抜端面での破断面比率(fracture surface ratio)が増加する等、鋼板の打抜性が低下する。したがって、上記平均長径は3.0μm以下とする。但し、上記セメンタイトが極端に微小になると、鋼板の打抜端面での微小割れが生じ易くなる。したがって、上記平均長径は1.0μm以上であることが好ましい。 Average length in the rolling direction cross section of the cementite present in the second phase: 3.0 μm or less When the average long diameter in the rolling direction cross section of the steel sheet of the cementite present in the second phase exceeds 3.0 μm, The stress concentration ratio at the cementite / ferrite interface is increased, facilitating the generation of fine cracks and increasing the fracture surface ratio at the punched end face. Pullability is reduced. Therefore, the average major axis is 3.0 μm or less. However, if the cementite is extremely small, micro cracks are likely to occur on the punched end surface of the steel sheet. Therefore, the average major axis is preferably 1.0 μm or more.
Cは、固溶強化(solid solution strengthening)および第二相の形成を通じて、鋼を高強度化する作用を有する元素である。C含有量が0.02%未満では、部品素材として十分な鋼板強度が確保できない。一方、C含有量が0.08%を超えると、鋼板の強度が過度に高まり、成形性が低下する。また、第二相の分率が高まるとともに、所望の形態のセメンタイトも得難くなる。したがって、Cの含有量は0.02%以上0.08%以下とする。好ましくは0.04%以上0.06%以下である。 C: 0.02% or more and 0.08% or less C is an element having an action of strengthening steel through solid solution strengthening and formation of a second phase. If the C content is less than 0.02%, sufficient steel sheet strength cannot be secured as a component material. On the other hand, when the C content exceeds 0.08%, the strength of the steel sheet is excessively increased and the formability is lowered. In addition, the fraction of the second phase is increased and it is difficult to obtain a desired form of cementite. Therefore, the C content is 0.02% or more and 0.08% or less. Preferably they are 0.04% or more and 0.06% or less.
Siは、鋼の脱酸に有効な元素であり、固溶強化により鋼を強化する作用も有する。これらの効果を得るためには、Si含有量を0.01%以上とすることが好ましい。しかし、Si含有量が0.1%を超えると、熱間圧延の際に難剥離性スケールが生成して、鋼板の表面性状の悪化が顕著となる。したがって、Si含有量は0.1%以下とする。好ましくは0.05%以下である。 Si: 0.1% or less Si is an element effective for deoxidation of steel, and has an effect of strengthening steel by solid solution strengthening. In order to obtain these effects, the Si content is preferably set to 0.01% or more. However, when the Si content exceeds 0.1%, a hard-peeling scale is generated during hot rolling, and the surface properties of the steel sheet are significantly deteriorated. Therefore, the Si content is 0.1% or less. Preferably it is 0.05% or less.
Mnは、固溶強化により鋼を強化する元素である。また、鋼中に不純物として存在するSを析出物として固定し、Sに起因する悪影響を低減する作用も有する。Mn含有量が0.2%未満では、前記作用が十分に得られず、必要な鋼板強度が確保できない。一方、Mn含有量が1.8%を超えると、鋼板の強度が過度に上昇するうえ、ミクロ偏析(micro segregation)に起因するバンド状の組織が形成され易くなり、鋼板の成形性や打抜性の低下を招く。したがって、Mn含有量は0.2%以上1.8%以下とする。好ましくは0.2%以上1.2%以下である。 Mn: 0.2% to 1.8% Mn is an element that strengthens steel by solid solution strengthening. In addition, S present as an impurity in the steel is fixed as a precipitate, and has an effect of reducing adverse effects caused by S. If the Mn content is less than 0.2%, the above-mentioned effects cannot be obtained sufficiently, and the necessary steel sheet strength cannot be ensured. On the other hand, if the Mn content exceeds 1.8%, the strength of the steel sheet is excessively increased, and a band-like structure due to micro segregation is easily formed, thereby improving the formability and punchability of the steel sheet. Incurs a decline. Therefore, the Mn content is 0.2% to 1.8%. Preferably they are 0.2% or more and 1.2% or less.
Pは、鋼中に不純物として存在する元素であり、多量に含有すると鋼板の成形性や靱性が低下する。したがって、P含有量は0.05%以下とする。好ましくは0.03%以下である。 P: 0.05% or less P is an element present as an impurity in the steel, and if it is contained in a large amount, the formability and toughness of the steel sheet decrease. Therefore, the P content is 0.05% or less. Preferably it is 0.03% or less.
Sも、鋼中に不純物として存在する元素であり、多量に含有すると鋼板の成形性や靱性が低下する。したがって、S含有量は0.02%以下とする。好ましくは0.01%以下である。 S: 0.02% or less S is also an element present as an impurity in steel, and if it is contained in a large amount, the formability and toughness of the steel sheet are lowered. Therefore, the S content is 0.02% or less. Preferably it is 0.01% or less.
Alは、鋼の脱酸のために添加される元素である。鋼中のAl含有量として0.01%未満では、十分な脱酸効果が得られない。一方、鋼中のAl含有量として0.06%を超えると、脱酸効果が飽和するうえ、鋼中介在物の増加によって内部欠陥および表面欠陥が増加する可能性が高まる。したがって、Al含有量は0.01%以上0.06%以下とする。好ましくは0.02%以上0.05%以下である。 Al: 0.01% or more and 0.06% or less Al is an element added for deoxidation of steel. If the Al content in the steel is less than 0.01%, a sufficient deoxidation effect cannot be obtained. On the other hand, if the Al content in the steel exceeds 0.06%, the deoxidation effect is saturated, and the possibility that internal defects and surface defects increase due to an increase in inclusions in the steel increases. Therefore, the Al content is 0.01% or more and 0.06% or less. Preferably they are 0.02% or more and 0.05% or less.
Crは、窒化処理により鋼中に窒化物を形成して鋼板表層部の硬度を高める効果があり、本発明において重要な合金元素である。また、鋼中のセメンタイトを微細化する作用も有する。こうした効果を十分に発現するうえでは、Cr含有量を0.5%以上とする必要がある。但し、Cr含有量が1.5%を超えると、窒化処理によって最表層硬化部の著しい脆化を招く一方、硬化深さは逆に低下することがある。したがって、Cr含有量は0.5%以上1.5%以下とする。好ましくは0.5%以上1.0%以下である。 Cr: 0.5% or more and 1.5% or less Cr has an effect of increasing the hardness of the steel sheet surface layer by forming nitrides in the steel by nitriding, and is an important alloying element in the present invention. Moreover, it also has the effect | action which refines | miniaturizes the cementite in steel. In order to fully exhibit such effects, the Cr content needs to be 0.5% or more. However, if the Cr content exceeds 1.5%, the hardened portion of the outermost layer is significantly embrittled by the nitriding treatment, while the hardening depth may be decreased. Therefore, the Cr content is 0.5% or more and 1.5% or less. Preferably they are 0.5% or more and 1.0% or less.
Nは、鋼中に不純物として存在する元素である。多量のNは、鋼板の成形性を低下させるうえ、窒化処理前にCr等の窒化促進元素と化合して、窒化による硬化特性を低める可能性がある。したがって、N含有量は0.01%以下とする。好ましくは0.005%以下である。 N: 0.01% or less N is an element present as an impurity in steel. A large amount of N reduces the formability of the steel sheet, and may combine with a nitriding promoting element such as Cr before nitriding to reduce the hardening characteristics by nitriding. Therefore, the N content is 0.01% or less. Preferably it is 0.005% or less.
Vは、窒化処理により鋼中に窒化物を形成して鋼板表層部の硬度を高める効果を有する元素である。また、Vは、炭窒化物形成元素(carbide / nitride forming elements)であることから、粒子分散強化(particle dispersion strengthening)(析出強化(precipitation strengthening))によって、鋼を高強度化する作用も有する。そのため、本発明鋼板では、窒化処理による硬化特性を制御したり、鋼板の強度水準を調整する目的で、Vを含有させることができる。前記の効果を十分に発現するうえでは、V含有量を0.005%以上とすることが好ましい。一方、V含有量が過剰になると、鋼板の過剰な高強度化による成形性の低下や、窒化処理による硬化部の脆化(embrittlement)を招く他、経済的にも不利となる。したがって、V含有量は0.005%以上0.075%以下とすることが好ましい。より好ましくは0.025%以上0.075%以下である。 V: 0.005% or more and 0.075% or less V is an element having an effect of increasing the hardness of the steel sheet surface layer portion by forming a nitride in the steel by nitriding treatment. Further, since V is a carbonitride / nitride forming element, it also has the effect of increasing the strength of the steel by particle dispersion strengthening (precipitation strengthening). Therefore, in the steel sheet of the present invention, V can be contained for the purpose of controlling the hardening characteristics by nitriding treatment or adjusting the strength level of the steel sheet. In order to sufficiently exhibit the above effects, the V content is preferably 0.005% or more. On the other hand, when the V content is excessive, it causes a decrease in formability due to excessive strengthening of the steel sheet, embrittlement of the hardened portion due to nitriding treatment, and is also economically disadvantageous. Therefore, the V content is preferably 0.005% or more and 0.075% or less. More preferably, it is 0.025% or more and 0.075% or less.
Nbは、炭窒化物形成元素であり、粒子分散強化(析出強化)によって鋼を高強度化する作用を有する。Nb含有量が0.005%未満では、前記効果が十分に得られない。一方、Nb含有量が0.025%を超えると、鋼板の強度が過度に高まり、成形性が低下するおそれがある。したがって、Nb含有量は0.005%以上0.025%以下とすることが好ましい。より好ましくは0.005%以上0.015%以下である。 Nb: 0.005% or more and 0.025% or less Nb is a carbonitride-forming element and has an effect of increasing the strength of steel by particle dispersion strengthening (precipitation strengthening). If the Nb content is less than 0.005%, the above effect cannot be obtained sufficiently. On the other hand, if the Nb content exceeds 0.025%, the strength of the steel sheet is excessively increased and the formability may be reduced. Therefore, the Nb content is preferably 0.005% or more and 0.025% or less. More preferably, it is 0.005% or more and 0.015% or less.
Tiも、炭窒化物形成元素であり、粒子分散強化(析出強化)によって鋼を高強度化する作用を有する。Ti含有量が0.005%未満では、前記効果が十分に得られない。一方、Ti含有量が0.025%を超えると、鋼板の強度が過度に高まり、成形性が低下するおそれがある。したがって、Ti含有量は0.005%以上0.025%以下とすることが好ましい。より好ましくは0.005%以上0.015%以下である。 Ti: 0.005% or more and 0.025% or less Ti is also a carbonitride-forming element and has an action of increasing the strength of steel by particle dispersion strengthening (precipitation strengthening). If the Ti content is less than 0.005%, the above effects cannot be obtained sufficiently. On the other hand, if the Ti content exceeds 0.025%, the strength of the steel sheet is excessively increased and the formability may be deteriorated. Therefore, the Ti content is preferably 0.005% or more and 0.025% or less. More preferably, it is 0.005% or more and 0.015% or less.
本発明に係る鋼板は、前記の化学組成を有する鋼素材を、加熱して熱間圧延したのち、冷却して巻き取ることにより得られる。
本発明に用いる鋼の溶製は、転炉法や電炉法等、公知の溶製方法のいずれによっても可能である。溶製した鋼は、連続鋳造または造塊・分塊圧延(ingot casting and bloom rolling)等により鋼素材(スラブ(slab))とする。なお、必要に応じて、各種予備処理(preliminary treatments)や二次精錬(secondary smelting)、鋼素材の表面手入などを実施することができる。 Next, the manufacturing method of the nitriding steel sheet according to the present invention will be described.
The steel plate according to the present invention is obtained by heating and hot rolling a steel material having the above chemical composition, and then cooling and winding it.
The steel used in the present invention can be melted by any known melting method such as a converter method or an electric furnace method. The molten steel is made into a steel material (slab) by continuous casting or ingot casting and bloom rolling. If necessary, various preliminary treatments, secondary smelting, and surface treatment of steel materials can be performed.
鋼素材の加熱温度が1050℃未満では、熱間圧延時に所望の仕上げ温度を確保することが困難となる。一方、鋼素材の加熱温度が1250℃を超えると、加熱に要するエネルギーが増大するうえ、鋼板の表面性状の不良が生じ易くなる。したがって、熱間圧延前の鋼素材の加熱温度は1050℃以上1250℃以下とする。好ましくは1100℃以上1200℃以下である。 Heating temperature of steel material: 1050 ° C. or higher and 1250 ° C. or lower If the heating temperature of the steel material is lower than 1050 ° C., it is difficult to ensure a desired finishing temperature during hot rolling. On the other hand, when the heating temperature of the steel material exceeds 1250 ° C., the energy required for heating increases and the surface properties of the steel sheet are liable to occur. Therefore, the heating temperature of the steel material before hot rolling is set to 1050 ° C. or more and 1250 ° C. or less. Preferably they are 1100 degreeC or more and 1200 degrees C or less.
本発明では、鋼素材を上記温度範囲に加熱したのち、粗圧延および仕上げ圧延(熱間圧延)を施すが、粗圧延条件については常法に従えば良く、特に限定する必要はない。 In the heating of the steel material, the steel material cooled to room temperature may be reheated, or the steel material being cooled after casting may be additionally heated or retained.
In this invention, after heating a steel raw material to the said temperature range, rough rolling and finish rolling (hot rolling) are performed, However About rough rolling conditions should just follow a conventional method and it does not need to specifically limit.
熱間圧延工程での仕上げ温度がAr3変態点を下回ると、圧延方向に展伸した未再結晶フェライト組織(un-recrystallized ferrite microstructure)やパンケーキ状(pancake-shaped)の粗大フェライト組織が形成され、所望の粒径のフェライトが得られない上、鋼板の成形性や打抜性が低下する。また、鋼板の機械的特性の面内異方性(in-plane anisotropy)も強まる。一方、仕上げ温度が(Ar3変態点+100℃)を超えると、鋼板の表面性状の悪化を招き易い上、フェライト組織が粗大化しやすくなり、所望の粒径のフェライトを得難くなる。したがって、仕上げ温度はAr3変態点以上(Ar3変態点+100℃)以下とする。好ましくは(Ar3変態点+20℃)以上(Ar3変態点+100℃)以下である。なお、必要な仕上げ温度を確保するために、シートバーヒーター(sheet bar heater)あるいはエッヂヒーター(edge heater)などの加熱装置を利用して、圧延中の鋼板を追加加熱してもよい。 Finishing temperature: Ar 3 transformation point or higher (Ar 3 transformation point + 100 ° C) or lower If the finishing temperature in the hot rolling process is lower than the Ar 3 transformation point, the unrecrystallized ferrite structure expanded in the rolling direction (un-recrystallized ferrite) microstructure) and a pancake-shaped coarse ferrite structure are formed, and ferrite having a desired particle diameter cannot be obtained, and the formability and punchability of the steel sheet are lowered. Also, the in-plane anisotropy of the mechanical properties of the steel sheet is enhanced. On the other hand, when the finishing temperature exceeds (Ar 3 transformation point + 100 ° C.), the surface properties of the steel sheet are easily deteriorated, and the ferrite structure is easily coarsened, making it difficult to obtain ferrite having a desired particle diameter. Therefore, the finishing temperature should be not less than the Ar 3 transformation point and not more than (Ar 3 transformation point + 100 ° C.). It is preferably (Ar 3 transformation point + 20 ° C.) or more and (Ar 3 transformation point + 100 ° C.) or less. In order to secure a necessary finishing temperature, a steel plate being rolled may be additionally heated using a heating device such as a sheet bar heater or an edge heater.
熱間圧延後の鋼板は、仕上げ温度から750℃までの温度範囲を40℃/s以上80℃/s以下の冷却速度で冷却(強制冷却(forced cooling))する。好ましくは45℃/s以上75℃/s以下である。この温度範囲での冷却速度が40℃/s未満の場合、熱延鋼板の組織が粗大化し易く、所望の形状のフェライトやセメンタイトが得られない。一方、この温度範囲での冷却速度が80℃/sを超える場合、熱延鋼板にマルテンサイトあるいは過度に多くのベイナイトやパーライトが生成し易くなり、所望の分率のフェライトや所望の第二相が得難くなる。 Cooling rate from finishing temperature to 750 ° C: 40 ° C / s to 80 ° C / s The steel sheet after hot rolling is cooled to 40 ° C / s to 80 ° C / s in the temperature range from the finishing temperature to 750 ° C. Cool at speed (forced cooling). Preferably, it is 45 ° C./s or more and 75 ° C./s or less. When the cooling rate in this temperature range is less than 40 ° C./s, the structure of the hot-rolled steel sheet tends to be coarsened, and ferrite or cementite having a desired shape cannot be obtained. On the other hand, when the cooling rate in this temperature range exceeds 80 ° C./s, martensite or excessively much bainite and pearlite are easily generated in the hot-rolled steel sheet, and a desired fraction of ferrite and a desired second phase are formed. Becomes difficult to obtain.
冷却停止温度:500℃以上650℃以下
750℃から冷却停止温度までの温度範囲は、15℃/s以上35℃/s以下の冷却速度で冷却(強制冷却)する。好ましくは15℃/s以上25℃/s以下である。この温度範囲での冷却速度が15℃/s未満の場合、熱延鋼板の組織が粗大化し易く、所望の形状のフェライトやセメンタイトが得難くなる。一方、この温度範囲での冷却速度が35℃/sを超える場合、フェライト変態(ferrite transformation)の進行が抑制され、所望の分率のフェライトが得られない。 Cooling rate from 750 ° C to the cooling stop temperature: 15 ° C / s to 35 ° C / s Cooling stop temperature: 500 ° C to 650 ° C The temperature range from 750 ° C to the cooling stop temperature is 15 ° C / s to 35 ° C Cool (forced cooling) at a cooling rate of / s or less. Preferably, it is 15 ° C./s or more and 25 ° C./s or less. When the cooling rate in this temperature range is less than 15 ° C./s, the structure of the hot-rolled steel sheet is easily coarsened, and it becomes difficult to obtain ferrite and cementite having a desired shape. On the other hand, when the cooling rate in this temperature range exceeds 35 ° C./s, the progress of ferrite transformation is suppressed, and a desired fraction of ferrite cannot be obtained.
巻取り温度が500℃未満の場合には、マルテンサイトや過度に多くのベイナイトが生成することにより鋼板が硬質化して、鋼板の成形性が低下したり、窒化処理後の鋼板強度が不安定となる。一方、巻取り温度が650℃を超える場合には、パーライトが粗大化して、所望の形状のセメンタイトが得られなくなる。したがって、巻取り温度は500℃以上650℃以下とする。好ましくは500℃以上600℃以下である。 Winding temperature: 500 ° C or more and 650 ° C or less When the winding temperature is less than 500 ° C, martensite and excessively much bainite are generated, the steel plate becomes hard, and the formability of the steel plate decreases. The steel sheet strength after nitriding becomes unstable. On the other hand, when the coiling temperature exceeds 650 ° C., the pearlite is coarsened, and a cementite having a desired shape cannot be obtained. Therefore, the coiling temperature is set to 500 ° C. or more and 650 ° C. or less. Preferably they are 500 degreeC or more and 600 degrees C or less.
鋼板のミクロ組織は、窒化処理前の鋼板から、板幅1/4位置の圧延方向に平行な板厚断面の試料を採取し、鏡面研磨(mirror polishing)してナイタール(nital)で腐食した後、光学顕微鏡(optical microscope)あるいは走査型電子顕微鏡(scanning electron microscope)により、板厚1/4位置を500~5000倍の適当な倍率で撮影した画像を用いて確認した。
ミクロ組織におけるフェライトの分率は、前記画像を用い、フェライトの占める面積率を画像解析(image analysis)により求め、これをフェライトの分率とした。
フェライトの平均結晶粒径は、前記画像を用いて、日本工業規格JIS G 0551-2005に規定の方法に準拠して結晶粒径(grain diameter)を求め、粒度番号(grain size number)から算出した。
第二相(パーライトおよび/またはベイナイト)中に存在するセメンタイトの平均長径は、前記画像を用い、観察範囲内の個々のセメンタイトの長径を求め、相加平均(arithmetic average)して算出した。これらの結果を表2にあわせて示す。 (1) Microstructure observation The microstructure of the steel sheet is obtained by taking a sample of the thickness cross section parallel to the rolling direction at a 1/4 width position from the steel sheet before nitriding, mirror polishing, and performing nital ( After being corroded by nital), a 1/4 thickness position was confirmed using an image taken at an appropriate magnification of 500 to 5000 times with an optical microscope or a scanning electron microscope.
For the ferrite fraction in the microstructure, the area ratio of the ferrite was obtained by image analysis using the above image, and this was used as the ferrite fraction.
The average crystal grain size of ferrite was calculated from the grain size number by obtaining the grain size in accordance with the method specified in Japanese Industrial Standard JIS G 0551-2005 using the above image. .
The average major axis of cementite present in the second phase (perlite and / or bainite) was calculated by calculating the major axis of each cementite within the observation range by using the image and calculating the arithmetic average. These results are also shown in Table 2.
鋼板の成形性について、引張試験による延性により評価した。引張試験は、窒化処理前の鋼板から、鋼板の板幅1/4位置にて試験方向が圧延方向となるように採取したJIS Z 2241-2011に規定の5号試験片を用いて、JIS Z 2241-2011の規定に準拠して行い、引張強さ(TS)と破断伸び(elongation after fracture)(EL)を測定し、強度伸びバランス(strength-elongation balance)(TS×EL)を算出した。ここで、強度伸びバランスの値が16GPa・%以上である鋼板を良好な成形性を有するものと判定した。 (2) Tensile test (evaluation of formability)
The formability of the steel sheet was evaluated by the ductility by a tensile test. Tensile tests were conducted using JIS Z 2241-2011 No. 5 test specimens taken from steel sheets before nitriding so that the test direction was the rolling direction at the 1/4 width position of the steel sheet. The measurement was conducted in accordance with the provisions of 2241-2011, and the tensile strength (TS) and elongation after fracture (EL) were measured to calculate the strength-elongation balance (TS × EL). Here, a steel sheet having a strength elongation balance value of 16 GPa ·% or more was determined to have good formability.
窒化処理前の鋼板から直径50mmの円板状の試験片を打ち抜いて(クリアランス(clearance):鋼板の板厚の5%)、試験片の打抜端面における剪断面比率(sheared surface ratio)を測定するとともに、破断面領域での微小亀裂の有無を確認した。剪断面比率が60%以上であり、破断面領域に亀裂が認められない場合を、打抜性が良好な鋼板であると判定した。 (3) Punching test (evaluation of punchability)
A 50 mm diameter disk-shaped specimen is punched from the steel sheet before nitriding (clearance: 5% of the thickness of the steel sheet) and the sheared surface ratio at the punched end face of the specimen is measured. In addition, the presence or absence of microcracks in the fracture surface area was confirmed. When the shear surface ratio was 60% or more and no crack was observed in the fracture surface area, it was determined that the steel sheet had good punchability.
調質圧延後の熱延鋼板にガス軟窒化処理を施し、ガス軟窒化処理後の鋼板の断面硬さ(窒化層断面硬さ)を測定した。窒化ガスにはアンモニア(NH3)と吸熱型変成ガス(endothermic converted gas)を等量比(equal volume ratio)で混合したガスを用いた。ガス軟窒化処理の温度は570℃、ガス軟窒化処理の温度における保持時間は150分とし、保持後油冷(oil cooling)した。鋼板の断面硬さは、ガス軟窒化処理後の鋼板の圧延方向に平行な板厚断面の試料を採取し、JIS Z 2244-2009の規定に準拠して、鋼板の表面から深さ0.2mm位置でのビッカース硬さ(Vickers hardness)(HV0.1)を測定した。ここで測定したビッカース硬さの値が250以上の場合を、鋼板の窒化処理による表面硬化特性が良好であると判定した。
これらの結果を表3に示す。 (4) Hardness test (Evaluation of surface hardening characteristics by nitriding treatment)
The hot rolled steel sheet after temper rolling was subjected to gas soft nitriding treatment, and the cross-sectional hardness (nitrided layer cross-sectional hardness) of the steel sheet after gas soft nitriding treatment was measured. As the nitriding gas, a gas obtained by mixing ammonia (NH 3 ) and an endothermic converted gas at an equal volume ratio was used. The gas soft nitriding temperature was 570 ° C., the holding time at the gas soft nitriding temperature was 150 minutes, and oil cooling was performed after the holding. For the cross-sectional hardness of the steel sheet, a sample with a thickness cross-section parallel to the rolling direction of the steel sheet after gas soft nitriding was taken, and a depth of 0.2 mm from the surface of the steel sheet in accordance with the provisions of JIS Z 2244-2009. Vickers hardness (HV0.1) was measured. When the value of the Vickers hardness measured here was 250 or more, it was determined that the surface hardening property of the steel sheet by nitriding treatment was good.
These results are shown in Table 3.


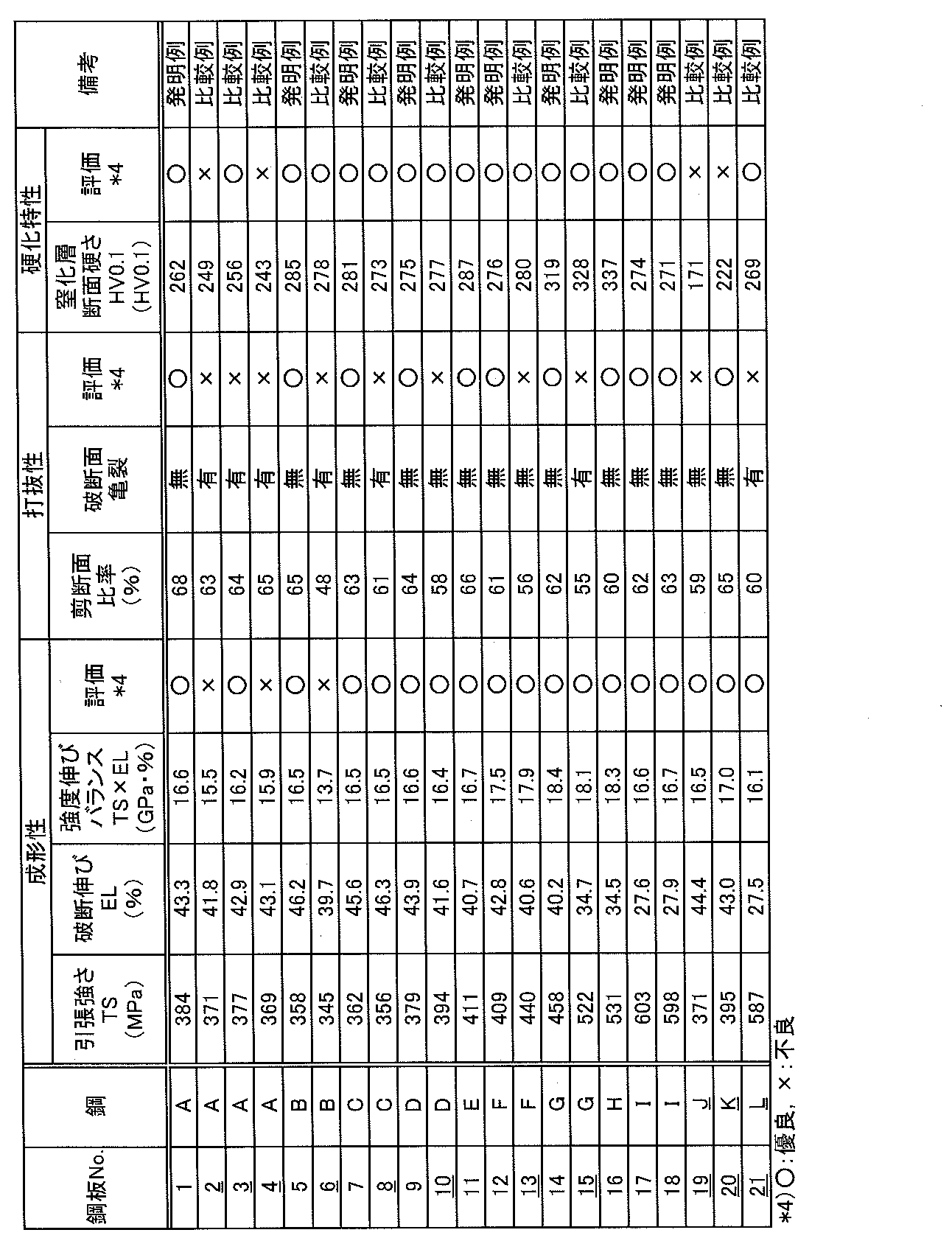
本出願は、2013年4月2日に日本に出願された特願2013-076824号に基づき優先権を主張するものであって、その内容の全てここに取り込む。 Each steel sheet (invention example) conforming to the present invention has excellent formability, excellent punchability of the steel sheet, and excellent surface hardening property by nitriding treatment. ing. On the other hand, in the other steel sheets (comparative examples) in which the chemical composition and microstructure of the steel are outside the scope of the present invention, any one of the characteristics of formability, punchability, and surface hardening characteristics by nitriding treatment, or all characteristics However, the level is insufficient.
This application claims priority based on Japanese Patent Application No. 2013-077684 filed in Japan on April 2, 2013, the entire contents of which are incorporated herein.
Claims (4)
- 質量%で、
C :0.02%以上0.08%以下、 Si:0.1%以下、
Mn:0.2%以上1.8%以下、 P :0.05%以下、
S :0.02%以下、 Al:0.01%以上0.06%以下、
Cr:0.5%以上1.5%以下、 N :0.01%以下
を含有し、残部がFeおよび不可避的不純物からなる組成と、フェライトを主相とし、パーライトおよび/またはベイナイトを第二相とし、前記フェライトの組織全体に占める分率が70%以上、前記フェライトの平均結晶粒径が5μm以上25μm以下、前記第二相中に存在するセメンタイトの鋼板圧延方向断面における平均長径が3.0μm以下である組織とを有することを特徴とする窒化処理用鋼板。 % By mass
C: 0.02% to 0.08%, Si: 0.1% or less,
Mn: 0.2% to 1.8%, P: 0.05% or less,
S: 0.02% or less, Al: 0.01% or more and 0.06% or less,
Cr: 0.5% or more and 1.5% or less, N: 0.01% or less, with the balance consisting of Fe and inevitable impurities, ferrite as the main phase, pearlite and / or bainite as the second phase, A structure in which the fraction of the entire structure is 70% or more, the average crystal grain size of the ferrite is 5 μm or more and 25 μm or less, and the average major axis in the rolling direction section of the cementite existing in the second phase is 3.0 μm or less. A steel sheet for nitriding treatment, comprising: - 前記組成に加えて更に、質量%で、V:0.005%以上0.075%以下、Nb:0.005%以上0.025%以下、Ti:0.005%以上0.025%以下のうちから選ばれる1種または2種以上を含有することを特徴とする請求項1に記載の窒化処理用鋼板。 In addition to the above composition, the composition further contains one or more selected from the group consisting of V: 0.005% to 0.075%, Nb: 0.005% to 0.025%, Ti: 0.005% to 0.025%. The steel sheet for nitriding according to claim 1, wherein
- 質量%で、
C :0.02%以上0.08%以下、 Si:0.1%以下、
Mn:0.2%以上1.8%以下、 P :0.05%以下、
S :0.02%以下、 Al:0.01%以上0.06%以下、
Cr:0.5%以上1.5%以下、 N :0.01%以下
を含有し、残部がFeおよび不可避的不純物からなる組成を有する鋼素材を、1050℃以上1250℃以下に加熱し、Ar3変態点以上(Ar3変態点+100℃)以下の仕上げ温度で熱間圧延を施し、前記仕上げ温度から750℃までの温度範囲を40℃/s以上80℃/s以下の冷却速度で冷却し、次いで750℃から500℃以上650℃以下の冷却停止温度までの温度範囲を15℃/s以上35℃/s以下の冷却速度で冷却し、500℃以上650℃以下の巻取り温度で巻き取ることを特徴とする窒化処理用鋼板の製造方法。 % By mass
C: 0.02% to 0.08%, Si: 0.1% or less,
Mn: 0.2% to 1.8%, P: 0.05% or less,
S: 0.02% or less, Al: 0.01% or more and 0.06% or less,
A steel material containing Cr: 0.5% or more and 1.5% or less, N: 0.01% or less, and the balance consisting of Fe and inevitable impurities is heated to 1050 ° C or higher and 1250 ° C or lower, and Ar 3 transformation point or higher ( (Ar 3 transformation point + 100 ° C) or less, and hot rolling at a finishing temperature of 750 ° C or less, cooling the temperature range from the finishing temperature to 750 ° C at a cooling rate of 40 ° C / s to 80 ° C / s, and then from 750 ° C Cooling at a cooling rate of 15 ° C / s or more and 35 ° C / s or less, and winding at a winding temperature of 500 ° C or more and 650 ° C or less. A method of manufacturing a steel sheet for nitriding treatment. - 前記組成に加えて更に、質量%で、V:0.005%以上0.075%以下、Nb:0.005%以上0.025%以下、Ti:0.005%以上0.025%以下のうちから選ばれる1種または2種以上を含有することを特徴とする請求項3に記載の窒化処理用鋼板の製造方法。 In addition to the above composition, the composition further contains one or more selected from the group consisting of V: 0.005% to 0.075%, Nb: 0.005% to 0.025%, Ti: 0.005% to 0.025%. The method for producing a steel sheet for nitriding treatment according to claim 3.
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| MX2015013940A MX2015013940A (en) | 2013-04-02 | 2014-03-20 | Steel sheet for nitriding and production method therefor. |
| US14/781,440 US20160032431A1 (en) | 2013-04-02 | 2014-03-20 | Steel sheet for nitriding and production method therefor |
| CN201480019178.9A CN105102659B (en) | 2013-04-02 | 2014-03-20 | Nitrogen treatment steel plate and its manufacture method |
| KR1020157027610A KR101733513B1 (en) | 2013-04-02 | 2014-03-20 | Steel sheet for nitriding and production method therefor |
| EP14779834.2A EP2955242B1 (en) | 2013-04-02 | 2014-03-20 | Steel sheet for nitriding and production method therefor |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-076824 | 2013-04-02 | ||
| JP2013076824A JP5630523B2 (en) | 2013-04-02 | 2013-04-02 | Steel sheet for nitriding treatment and method for producing the same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014162677A1 true WO2014162677A1 (en) | 2014-10-09 |
Family
ID=51657992
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/001603 WO2014162677A1 (en) | 2013-04-02 | 2014-03-20 | Steel sheet for nitriding and production method therefor |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20160032431A1 (en) |
| EP (1) | EP2955242B1 (en) |
| JP (1) | JP5630523B2 (en) |
| KR (1) | KR101733513B1 (en) |
| CN (1) | CN105102659B (en) |
| MX (1) | MX2015013940A (en) |
| TW (1) | TWI548755B (en) |
| WO (1) | WO2014162677A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105364433A (en) * | 2015-11-27 | 2016-03-02 | 昆山惠众机电有限公司 | Hot-working die production technology |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107406942B (en) * | 2015-03-24 | 2019-10-18 | 杰富意钢铁株式会社 | Tufftride steel and component and its manufacturing method |
| US10808311B2 (en) | 2015-12-04 | 2020-10-20 | Nippon Steel Corporation | Nitrided plate part and method for producing the same |
| JP6576851B2 (en) * | 2016-02-17 | 2019-09-18 | 学校法人大同学園 | Half blanking test method |
| KR101917453B1 (en) * | 2016-12-22 | 2018-11-09 | 주식회사 포스코 | Steel plate having excellent ultra low-temperature toughness and method for manufacturing same |
| US20220403487A1 (en) * | 2019-11-18 | 2022-12-22 | Arcelormittal | Forged part of steel and a method of manufacturing thereof |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0925513A (en) | 1995-07-12 | 1997-01-28 | Nippon Steel Corp | Production of nitriding steel sheet excellent in formability |
| JPH0925543A (en) | 1995-07-12 | 1997-01-28 | Nippon Steel Corp | Nitriding steel sheet excellent in formability and its press formed body |
| JP2005171331A (en) | 2003-12-12 | 2005-06-30 | Jfe Steel Kk | Steel sheet for soft nitriding having excellent formability, and its production method |
| WO2008123366A1 (en) * | 2007-03-27 | 2008-10-16 | Nippon Steel Corporation | High-strength hot rolled steel sheet being free from peeling and excelling in surface and burring properties and process for manufacturing the same |
| JP2012177167A (en) * | 2011-02-28 | 2012-09-13 | Jfe Steel Corp | Steel sheet for soft nitriding treatment, and its manufacturing method |
| JP2012177176A (en) * | 2011-02-28 | 2012-09-13 | Jfe Steel Corp | Steel sheet for soft nitriding treatment, and its manufacturing method |
| WO2013047755A1 (en) * | 2011-09-30 | 2013-04-04 | 新日鐵住金株式会社 | High-strength hot-dip galvanized steel plate having excellent impact resistance and method for producing same, and high-strength alloyed hot-dip galvanized steel sheet and method for producing same |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3477955B2 (en) * | 1995-11-17 | 2003-12-10 | Jfeスチール株式会社 | Method for producing high-strength hot-rolled steel sheet having ultrafine structure |
| KR100611541B1 (en) * | 2000-05-31 | 2006-08-10 | 제이에프이 스틸 가부시키가이샤 | Cold-rolled steel sheet having excellent strain aging hardening properties and method for producing the same |
| JP3863818B2 (en) * | 2002-07-10 | 2006-12-27 | 新日本製鐵株式会社 | Low yield ratio steel pipe |
| JP4962594B2 (en) * | 2010-04-22 | 2012-06-27 | Jfeスチール株式会社 | High-strength hot-dip galvanized steel sheet excellent in workability and manufacturing method thereof |
| CA2832890C (en) * | 2011-04-13 | 2016-03-29 | Nippon Steel & Sumitomo Metal Corporation | Hot-rolled steel sheet for gas nitrocarburizing and manufacturing method thereof |
| KR101735220B1 (en) * | 2012-06-27 | 2017-05-12 | 제이에프이 스틸 가부시키가이샤 | Steel sheet for soft-nitriding and method for manufacturing the same |
| EP2868764B1 (en) * | 2012-06-27 | 2019-07-24 | JFE Steel Corporation | Steel sheet for soft nitriding and method for manufacturing the same |
-
2013
- 2013-04-02 JP JP2013076824A patent/JP5630523B2/en active Active
-
2014
- 2014-03-20 CN CN201480019178.9A patent/CN105102659B/en active Active
- 2014-03-20 KR KR1020157027610A patent/KR101733513B1/en active IP Right Grant
- 2014-03-20 EP EP14779834.2A patent/EP2955242B1/en active Active
- 2014-03-20 MX MX2015013940A patent/MX2015013940A/en active IP Right Grant
- 2014-03-20 US US14/781,440 patent/US20160032431A1/en not_active Abandoned
- 2014-03-20 WO PCT/JP2014/001603 patent/WO2014162677A1/en active Application Filing
- 2014-03-31 TW TW103111885A patent/TWI548755B/en active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0925513A (en) | 1995-07-12 | 1997-01-28 | Nippon Steel Corp | Production of nitriding steel sheet excellent in formability |
| JPH0925543A (en) | 1995-07-12 | 1997-01-28 | Nippon Steel Corp | Nitriding steel sheet excellent in formability and its press formed body |
| JP2005171331A (en) | 2003-12-12 | 2005-06-30 | Jfe Steel Kk | Steel sheet for soft nitriding having excellent formability, and its production method |
| WO2008123366A1 (en) * | 2007-03-27 | 2008-10-16 | Nippon Steel Corporation | High-strength hot rolled steel sheet being free from peeling and excelling in surface and burring properties and process for manufacturing the same |
| JP2012177167A (en) * | 2011-02-28 | 2012-09-13 | Jfe Steel Corp | Steel sheet for soft nitriding treatment, and its manufacturing method |
| JP2012177176A (en) * | 2011-02-28 | 2012-09-13 | Jfe Steel Corp | Steel sheet for soft nitriding treatment, and its manufacturing method |
| WO2013047755A1 (en) * | 2011-09-30 | 2013-04-04 | 新日鐵住金株式会社 | High-strength hot-dip galvanized steel plate having excellent impact resistance and method for producing same, and high-strength alloyed hot-dip galvanized steel sheet and method for producing same |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2955242A4 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105364433A (en) * | 2015-11-27 | 2016-03-02 | 昆山惠众机电有限公司 | Hot-working die production technology |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101733513B1 (en) | 2017-05-08 |
| TW201500560A (en) | 2015-01-01 |
| EP2955242A1 (en) | 2015-12-16 |
| CN105102659B (en) | 2017-04-05 |
| MX2015013940A (en) | 2015-12-08 |
| US20160032431A1 (en) | 2016-02-04 |
| EP2955242A4 (en) | 2016-02-10 |
| EP2955242B1 (en) | 2017-05-03 |
| JP5630523B2 (en) | 2014-11-26 |
| KR20150126661A (en) | 2015-11-12 |
| CN105102659A (en) | 2015-11-25 |
| JP2014201764A (en) | 2014-10-27 |
| TWI548755B (en) | 2016-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101733513B1 (en) | Steel sheet for nitriding and production method therefor | |
| CN103958713B (en) | Nitrogenize hot-rolled steel sheet, nitrogenize cold-rolled steel sheet and their manufacture method and use their trolley part | |
| WO2013180180A1 (en) | High strength cold-rolled steel plate and manufacturing method therefor | |
| JP6065121B2 (en) | High carbon hot rolled steel sheet and manufacturing method thereof | |
| US10077485B2 (en) | Steel sheet for soft-nitriding and method for manufacturing the same | |
| WO2016120914A1 (en) | High-strength plated steel sheet and production method for same | |
| WO2015146173A1 (en) | High-carbon hot-rolled steel sheet and method for producing same | |
| EP2868764B1 (en) | Steel sheet for soft nitriding and method for manufacturing the same | |
| CN107208207B (en) | High-strength steel sheet and method for producing same | |
| JPWO2019151048A1 (en) | High carbon hot rolled steel sheet and manufacturing method thereof | |
| JP5614329B2 (en) | Steel sheet for soft nitriding treatment and method for producing the same | |
| JP5614330B2 (en) | Steel sheet for soft nitriding treatment and method for producing the same | |
| WO2016194273A1 (en) | Hot-rolled steel sheet, full hard cold-rolled steel sheet, and method for producing hot-rolled steel sheet | |
| JP4488228B2 (en) | Induction hardening steel | |
| JP2007162138A (en) | Steel sheet for nitriding treatment and its production method | |
| JP7444096B2 (en) | Hot rolled steel sheet and its manufacturing method | |
| TW201400625A (en) | Steel sheet for soft-nitriding and method for manufacturing the same | |
| TW201400627A (en) | Steel sheet for soft-nitriding and method for manufacturing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201480019178.9 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14779834 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2014779834 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014779834 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14781440 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2015/013940 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20157027610 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201506978 Country of ref document: ID |