WO2010112605A1 - Anti-corrosive coating composition - Google Patents
Anti-corrosive coating composition Download PDFInfo
- Publication number
- WO2010112605A1 WO2010112605A1 PCT/EP2010/054463 EP2010054463W WO2010112605A1 WO 2010112605 A1 WO2010112605 A1 WO 2010112605A1 EP 2010054463 W EP2010054463 W EP 2010054463W WO 2010112605 A1 WO2010112605 A1 WO 2010112605A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- coating composition
- lithium
- composition according
- magnesium
- resins
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/08—Anti-corrosive paints
- C09D5/082—Anti-corrosive paints characterised by the anti-corrosive pigment
- C09D5/084—Inorganic compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D201/00—Coating compositions based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/82—After-treatment
- C23C22/83—Chemical after-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F11/00—Inhibiting corrosion of metallic material by applying inhibitors to the surface in danger of corrosion or adding them to the corrosive agent
- C23F11/08—Inhibiting corrosion of metallic material by applying inhibitors to the surface in danger of corrosion or adding them to the corrosive agent in other liquids
- C23F11/18—Inhibiting corrosion of metallic material by applying inhibitors to the surface in danger of corrosion or adding them to the corrosive agent in other liquids using inorganic inhibitors
Definitions
- the present invention relates to a coating composition and its use as anti- corrosive primer.
- Hexavalent chromium compounds have long been in use as corrosion inhibitors in paints and conversion coatings for aluminium surfaces.
- hexavalent chromium is toxic and is therefore due to be phased out for environmental, worker safety, and regulatory reasons.
- Hexavalent chromium-free formulations especially struggle to meet corrosion resistance standards based on ASTM B117 salt spray testing, which is a widely accepted aerospace industry method. Over the years several promising options for corrosion protection have been investigated, but implementation has been problematic due to compatibility issues with current technologies.
- Bucheit et al., Corrosion Science, 50 (1994) 205-214 discloses the pre- treatment, prior to coating, of aluminium substrates with an aqueous solution comprising lithium carbonate and lithium hydroxide.
- Coating compositions that contain lithium compounds are disclosed in US 6,069,197 and EP 0 316 066. Coating compositions differ from pre-treatment solutions in that they contain a film-forming resin.
- US 6,069,197 discloses coating compositions comprising aluminium lithium alloy particles and a water- soluble polymer containing carboxylic and/or phosphino-carboxylic acid- functional groups.
- EP 0 316 066 describes a corrosion-inhibiting composition comprising silica particles exchanged with corrosion-inhibiting ions such as lithium.
- NL 7800986 A describes a non-aqueous dispersion as anti-fouling ingredient for solvent-borne coatings for boat hulls.
- the dispersion comprises a salt of lithium, sodium, berrylium, magnesium or calcium, and a thorganotin fluoride.
- US 5089304 describes a composition providing anticorrosive properties to copper substrates.
- the compostion comprises a polybenzimidazole, an organic solvent, and optionally an inorganic salt such as lithium chloride to enhance the solubility of the polybenzimidazole.
- US 2007/106018 A relates to moisture curing coating compositions based on isocyanate-functional polymers.
- the compositions provide anticorrosive properties to steel substrates.
- the composition optionally comprises a catalyst. Suitable catalysts include tin compounds, amines, amidines, guanidines, zinc compounds, cobalt compounds, bismuth compounds, and lithium salts.
- WO 2008/138384 A describes a removable coating composition for the temporary coating of turbine parts.
- the composition comprises a polysiloxane, organic solvent, and a filler.
- the filler can be selected from carbon powder, metal powder, strontium carbonate, calcium carbonate, sodium carbonate, lithium carbonate, magnesium carbonate, and mixtures thereof.
- the object of the present invention is to provide a low-temperature curable coating composition with good anticorrosive properties which is easy to make with commercially available and relatively cheap materials, and which has a robust reproducible performance. Furthermore, it is an object of the present invention to provide an anticorrosive coating composition which has a reduced sensitivity to blistering.
- the coating composition according to the present invention which comprises a film-forming resin, a curing agent for the film- forming resin, and a lithium salt.
- the coating composition according to the present invention is able to provide improved passivation of scribes during corrosion testing, which is recognized by a bright scribe, whereas other hexavalent chromium-free coating systems show dark deteriorated scribes after exposure to an ASTM B117 test.
- the coating composition according to the present invention also has good filiform corrosion resistance, pot-life, and stability. It further has reduced sensitivity to osmotic and/or corrosion-induced blistering.
- the coating composition according to the present invention suitably is a liquid coating composition.
- the composition may comprise a volatile liquid diluent, such as a volatile organic solvent or water.
- the composition may be water- borne, solvent-borne, or solvent-free.
- solvent-free is defined as containing a total volatile liquid diluent content, including water and organic solvent, of less than 5 wt%.
- water-borne is defined as containing at least 5 wt% of volatile liquid diluent, at least 50 wt% of the total weight of the volatile liquid diluent being water.
- solvent borne is defined as having a total volatile liquid diluent content, including water and organic solvent, of at least 5 wt%, more than 50 wt% of the total weight of volatile liquid diluent being organic solvent.
- the coating composition according to the present invention is low temperature curable, which means that it is curable, i.e. can form a network, at a temperature below 120 0 C, preferably below 10O 0 C, more preferably below 80°C, even more preferably below 50 0 C, and most preferably at ambient conditions.
- the film-forming resin can be selected from, e.g., epoxy resins, hydroxy- functional resins (like polyesters and (meth)acrylates), resins with 1 or more blocked hydroxyl groups (like acetals), oxazolidine resins, carboxylic-acid- functional resins), polyacrylates, polyurethanes, polyethers, polyaspartic esters, (blocked) isocyanates, mercapto-functional resins, amine-functional resins, amide-functional resins, imide-functional resins (e.g., epoxy resins, hydroxy- functional resins (like polyesters and (meth)acrylates), resins with 1 or more blocked hydroxyl groups (like acetals), oxazolidine resins, carboxylic-acid- functional resins), polyacrylates, polyurethanes, polyethers, polyaspartic esters, (blocked) isocyanates, mercapto-functional resins, amine-functional resins, amide-functional resin
- alkyd resins resins containing at least one olefinically unsaturated bond
- silane-containing resins silane-containing resins
- polysiloxane resins polysiloxane resins
- mixtures and hybrids thereof Epoxy resins and polyurethanes are the preferred resins for use in the composition according to the present invention.
- Hydroxy-functional resins preferably have a hydroxy functionality between 2.1 and 3.5 and an equivalence weight of at least 200 g/mol, based on solids.
- film-forming resin includes monomers or oligomers which during curing of the coating form a polymeric system.
- monomers or oligomers are siloxanes and silicates (e.g. tetraalkoxysilane or silanes functional ized with epoxy, amine, mercaptan, or olefinic functionalities), alone or in combination with organic monomers or oligomers.
- the polymeric system can be formed from the monomers or oligomers by various technologies, including sol-gel technology.
- the resin is preferably present in the coating composition according to the present invention in an amount of 30-90 vol%, more preferably 40-80 vol%, and most preferably 45-55 vol%, based on the sum of the volumes of the nonvolatile components of the coating composition.
- the volumes of the non-volatile components can be measured directly or they can calculated on the basis of their densities.
- the coating composition further contains a curing agent for the film-forming resin, the type depending on the nature of the film-forming resin.
- Acetoacetate resin-based coating compositions preferably contain a ketimine- based curing agent.
- Epoxy resin-containing compositions preferably contain an aliphatic or aromatic amine curing agent, a polyamide curing agent, or a thiol-based curing agent.
- Suitable epoxy resins are Bisphenol A, Bisphenol F, Bisphenol A/F, Novolac and aliphatic epoxy resins.
- Suitable amine curing agents are aliphatic amines and their adducts (e.g. Ancamine ® 2021 ), phenalkamines, cycloaliphatic amines (e.g. Ancamine ® 2196), amido amines (e.g. Ancamide ® 2426), polyamides and their adducts, and mixtures of thereof.
- the epoxy/NH ratio in epoxy-amine type coating compositions is preferably in the range 0.6 to 2.0, more preferably 0.8 to 1.7.
- the epoxy/NH ratio is preferably 0.6 to 1.4, more preferably 0.8 to 1.2, and most preferably in the range 0.85 to 1.1.
- the epoxy/NH ratio is preferably 0.6 to 2.0, more preferably 0.9 to 1.7, and most preferably in the range 1.3 to 1.7.
- Preferred curing agents for hydroxy-functional resins are isocyanates and isocyanurates.
- Suitable isocyanate curing agents are aliphatic, alicyclic, and aromatic polyisocyanates such as thmethylene diisocyanate, 1 ,2-propylene diisocyanate, tetramethylene diisocyanate, 2,3-butylene diisocyanate, hexamethylene diisocyanate, octamethylene diisocyanate, 2,4-thmethyl hexamethylene diisocyanate, 2,4,4-trimethyl hexamethylene diisocyanate, dodecamethylene diisocyanate, ⁇ , ⁇ '-dipropyl ether diisocyanate, 1 ,3- cyclopentylene diisocyanate, 1 ,2-cyclohexylene diisocyanate, 1 ,4-cyclohexylene diisocyanate, 4-methyl-1 ,3-cyclohexylene diisocyan
- Adducts of polyisocyanates are also suitable, e.g., biurets, isocyanurates, allophonates, uretdiones, and mixtures thereof.
- adducts are the adduct of two molecules of hexamethylene diisocyanate or isophorone diisocyanate to a diol such as ethylene glycol, the reaction product of 3 molecules of hexamethylene diisocyanate and 1 molecule of water, the adduct of 1 molecule of thmethylol propane to 3 molecules of isophorone diisocyanate, the adduct of 1 molecule of pentaerythhtol to 4 molecules of toluene diisocyanate, the isocyanurate of hexamethylene diisocyanate (Desmodur ® N3390, ex Bayer), the uretdione of hexamethylene diisocyanate (Desmodur ® N3400, ex Bayer), the allophon
- (co)polymers of isocyanate- functional monomers such as ⁇ , ⁇ '-dimethyl-m-isopropenyl benzyl isocyanate are suitable for use.
- the above-mentioned isocyanates and adducts thereof may be present in the form of blocked or latent isocyanates.
- the non-volatile content of the coating composition is preferably 35-95 wt%, more preferably 65-85 wt%, and most preferably 70-80 wt%.
- the non-volatile content is most preferably in the range 40-45 wt%.
- the Volatile Organic Content (VOC) of the coating composition (determined according to ASTM D3960) according to the present invention can be more than 700 g/L, but is preferably less than 350 g/L, more preferably less than 250 g/L.
- the lithium salt that is present in the coating composition according to the present invention can be an inorganic or organic lithium salt. Both the anion and the cation of the lithium salt should be soluble in water. Lithium polysilicates and lithium-exchanged (silica) particles are therefore not considered to be lithium salts.
- the lithium salt preferably has a solubility constant in water at a temperature of 25°C (K sp ; 25°C) of at least 1x10 "11 , more preferably in the range 1x10 "11 to 5x10 "2 , and most preferably 1x10 "5 to 2.5x10 "2 .
- the solubility constant is the product of the equilibrium concentrations of the ions in a saturated aqueous solution of the respective lithium salt.
- lithium salts are lithium carbonate, lithium phosphate, lithium sulphate, lithium molybdate, and lithium tetraborate.
- Lithium carbonate and lithium phosphate are preferred salts.
- Lithium carbonate is the most preferred salt.
- the lithium salt is preferably present in the coating composition according to the present invention in an amount of 1 -40 vol%, based on the sum of the volumes of the non-volatile components of the coating composition.
- the coating composition according to the invention comprises one or more additional corrosion inhibitors.
- inorganic inhibitors examples include potassium silicate; hydrogen phosphates such as CaHPO 4 , MgHPO 4 , and SrHPO 4 ; orthophosphates such as co-precipitated (multiphase pigment) zinc orthophosphate, zinc orthophosphate hydrate, zinc aluminium orthophosphate, and organicically modified basic zinc orthophosphate; polyphosphates such as strontium aluminium polyphosphate hydrate, zinc aluminium polyphosphate hydrate, magnesium aluminium polyphosphate, zinc aluminium triphosphate, and magnesium aluminium triphosphate; phosphosilicates such as calcium strontium phosphosilicate and strontium zinc phosphosilicate; other phosphates such as zinc phosphate and strontium borophosphate; hybrid pigments using mixtures of inorganic and organic inhibitors such as Zinc phosphate + ZnO + Zn(DMTD) 2 ; metal oxides such as oxides of zinc, magnesium, aluminium, lithium, molybdate, strontium, cerium, and mixtures thereof; metals like metallic
- metallic Mg is only suitable for use in solvent- borne or solvent-free coatings compositions, because of its reactivity with water.
- organic inhibitors are azoles like imidazoles, thiazoles, tetrazoles, and triazoles like (substituted) benzotriazole, and 2-mercaptobenzothiazole; amines like N-phenyl-1.4-phenylenediamine and Schiff bases (condensation products of amine with aldehyde or ketone) like N,N'-o-phenylen- bis(3methoxysalicylidenimine); amino acids like tryptophan thiole group compounds like DMTD or 1 -phenyl-2.5-dithiohydrazodicarbonamide; phthalazin derivatives like 2-[(7-anilino-5-[1 ,2,4]thazolo [3,4-b][1 ,3,4]thiadiazin-3-yl)methyl] phthalazin
- the most preferred additional corrosion inhibitors are magnesium-containing materials, such as magnesium metal, magnesium oxide, oxyaminophosphate salts of magnesium (e.g. Pigmentan ® 465M), magnesium carbonate, and magnesium hydroxide.
- magnesium metal is suitable employed in the form of particles, for example in the form of powder, flakes, spheres or spheroids.
- stabilizing agents are generally known and commercially available.
- the additional corrosion inhibitors are preferably present in the coating composition in an amount of 0.1 -50 vol%, more preferably 1-20 vol%, and most preferably 1-15 vol%, based on the sum of the volumes of the non-volatile components of the coating composition.
- the volumes of the non-volatile components can be measured directly or they can be calculated on the basis of their densities. For powders. and granular solids, the intrinsic volume or density is used, as opposed to the bulk volume or density.
- a magnesium salt or oxide is present in the composition according to the invention, it is preferably present in a weight ratio Mg:Li of at least 0.1 :1 , more preferably at least 0.5:1 , more preferably at least 1 :1 , and most preferably at least 3:1. This ratio is preferably less than 30:1 , more preferably less than 25:1 , even more preferably less than 15:1 , still more preferably less than 10:1 , and most preferably less than 8:1.
- the weight ratio Mg:Li is preferably less than 500:1 , more preferably less than 300:1 , more preferably less than 250:1 , even more preferably less than 100:1 , even more preferably still less than 50;1 , and most preferably less than 25:1.
- pigments e.g. titanium dioxide or iron oxide yellow
- extenders e.g. talcum, barium sulphate, mica, calcium carbonate, silica, or wollastonite
- rheology modifiers e.g. bentone SD 2 or organic rheology modifiers
- flow and levelling agents e.g. polysiloxanes and polyacrylate levelling additives
- solvents e.g. ketones such as methyl isobutyl ketone, aromatics such as xylene, alcohols such as benzyl alcohol, esters such as butyl acetate, and aliphatic solvents.
- the present invention further relates to the use of the coating composition according to the present invention as an anti-corrosive primer to coat non- ferrous substrates, such as magnesium, magnesium alloys, titanium, aluminium, aluminium alloy, and lithium-aluminium alloy substrates.
- non-ferrous substrate is aluminium alloy.
- suitable aluminium alloys are 2024-T3 (bare or clad), 7075-T6 (bare or clad), 6061 , 6111 , 5052, 5083, 5251 , 5454, 7017, and 7020.
- the coating composition according to the present invention is also suitable to coat ferrous substrates, such as steel, zinc- galvanized steel, galvalume, and galfan.
- the present invention further relates to the use of the coating composition according to the present invention to coat ferrous substrates.
- suitable ferrous substrates are cold and hot rolled steel, Stainless 304, B952 (zinc phosphate-modified), B1000 (iron phosphate-modified), and zinc-modified steel such as EZG 6OG, EZG 6OG with zinc phosphate modification, G90, and Galvanneal HIA Zn/Fe A45
- the coating composition according to the present invention is also suitable to coat non-metallic construction materials like plastics, thermoplastic composites (e.g. CETEX ® from Tencate), and Prepreg-based or Prepreg sandwich-based composites, such as the fibre-reinforced polymers or plastics sold under the name Hexply ® . Also metal matrix composites and ceramic matrix composites can be coated with the coating composition according to the present invention.
- non-metallic construction materials like plastics, thermoplastic composites (e.g. CETEX ® from Tencate), and Prepreg-based or Prepreg sandwich-based composites, such as the fibre-reinforced polymers or plastics sold under the name Hexply ® .
- metal matrix composites and ceramic matrix composites can be coated with the coating composition according to the present invention.
- the coating composition according to the present invention can be used as a primer, a self-priming topcoat, an intermediate coat, or a topcoat and may be applied to the substrate, with and without the use of a hexavalent chromium- free pre-treatment with a sol-gel system such as AC- ® 131 (AC Tech), PreKote ® (Pantheon Chemical), or a chemical conversion coating. It can also be applied to anodized surfaces, such as chromic acid anodized (CAA) surfaces, tartaric sulphuric acid anodized (TSA) surfaces, and boric sulphuric acid anodized (BSAA) surfaces.
- CAA chromic acid anodized
- TSA tartaric sulphuric acid anodized
- BSAA boric sulphuric acid anodized
- the coating composition can advantageously be used as an anticorrosive primer coating for non-ferrous metal substrates.
- the coating composition is applied to a substrate to form a primer layer in a multilayer coating system comprising a primer layer and a topcoat.
- the topcoat may be clear coat or a pigmented topcoat.
- the topcoat comprises a colour and/or effect imparting base coat applied on the primer layer and a clear coat applied on top of the base coat layer.
- the coating composition is especially suitable for use in the aerospace industry.
- the invention further relates to process of improving the corrosion resistance of a metal substrate comprising the steps of a) applying the coating composition according to the invention to the metal substrate, and b) curing the applied coating composition.
- the metal of the metal substrate may be a non-ferrous metal, such as aluminium or an aluminium alloy. Alternatively, the metal may be a ferrous metal.
- the substrate may be the exterior or interior, including structural parts and the cabin, of an aircraft or a part thereof.
- the prepared dispersion is milled using an Eiger ® mini motor mill (50 cc milling chamber) filled with 150 gram Zirconox ® grinding media with a size of 1.7- 2.4 mm.
- the dispersions are passed through the milling chamber until a fineness of grind of less than 25 ⁇ m is achieved.
- Shaking can be used as an alternative method to milling with the mini motor mill. Approximately 150 ml_ of dispersion is prepared in a glass jar of 370 ml_. 400 grams Zirconox ® grinding media (1.7- 2.4 mm) are added to the mixture.
- the B component is added under stirring to ensure sufficient mixing to obtain homogeneous samples. This is especially important for the water-based examples.
- test panels are typically 7.5 cm x 15 cm
- test panels (3 x 6-inch) and 0.8 mm thick.
- the alloy and pretreatments are described in each example. Prior to the coatings application the test panels are subjected to a specific pretreatment method.
- the panels Prior to the pretreatment the panels are degreased using a typical solvent cleaning solution (40% by weight isobutyl alcohol and 60% by weight N- butylacetate) followed by one of the following pretreatments: Method A: Scotch-Brite ® / Solvent Cleaning
- Method B Sol gel application: The panels are abraded using a 3M Scotch-Brite ® , very fine red pad together with an alkaline cleaning solution (e.g. Turco ® Jet Clean 91 , ex Henkel Technologies ) to obtain a water-break-free surface for at least 30 seconds.
- the panel is rinsed and the sol gel (AC-131 CB or BB ex AC Tech) is applied using a hand spray bottle or atomized using a HVLP spray gun with 5 bar pressure. A mist coat of the material is applied covering the substrates.
- the panels are allowed to dry at ambient conditions and can be coated 1 -2 hours after the sol gel application.
- step 2 allow the panels to dry at ambient conditions, apply coating after 1-2 hours drying time.
- Method D SurTec ® 650 RTU: The panels are abraded using a 3M Scotch-Brite ® , very fine red pad together with an alkaline cleaning solution (e.g. Turco ® Jet Clean 91 , ex Henkel
- the panel is rinsed and the SurTec ® 650 RTU (Ready to Use) is applied using a
- HVLP spray gun with 5 bar pressure to atomize the material.
- the panels are stored at ambient conditions 23 ⁇ 2°C / 50 ⁇ 5 % RH for 1 -2 hours before the application.
- the SurTec ® material can be applied by a dipping process as well.
- the panels are burnished using a sanding machine.
- the panel is sanded with P80 sanding paper followed by P220.
- the panels are cleaned using the cleaning solvent prior to paint application. Paint samples have to be applied as soon as possible within 1 hour after burnishing.
- Panels are typically coated by means of spraying using a HVLP gravity feed spray gun. The coatings are allowed to induct for 30 minutes after mixing of the separate components. In all examples typically a polyurethane topcoat is applied, the commercially available Eclipse ® top coat ( ECL-G-101 , ex AkzoNobel Aerospace Coatings) is used with curing solution PC 233 and TR- 109 reducer. Tests performed:
- Fineness of grind The test is performed according to ISO 1524. In brief, paint is applied to a Hegman gauge using a scraper. The fineness of grind is defined as the place where discrete solid particles are clearly visible in the groove of the gauge. This value (fineness of grind) is displayed as Hegman or as micrometers ( ⁇ m)
- Dry film thickness The test is performed according to ISO 2808. In brief, this is a non-destructive precision measurement to measure the thickness of a dried paint system using an Eddy current instrument.
- Eddy current instrument work on the principle that a high frequency electromagnetic field, generated in the probe system of the instrument, will produce eddy currents in a conductor upon which the probe is placed, and that the amplitude and the phase of these currents are a function of the thickness of a non-conductive coating present between the conductor and the probe.
- examples of instruments are the Fischer Isoscope ® MP1 C for non ferrous and the Fischer Dualscope ® for Ferrous and Non-Ferrous substrates).
- Cross-hatch adhesion test The test is performed according to ISO 2409 after 7 days curing and 7 days immersion in water. Briefly, the test method is executed by scribing through the coating to a metal panel with a sharp knife, a first set of 6 parallel lines (2 mm apart). A second, similar set of lines is then scribed on the panel at a 90 degrees angle to the first set. Following this, a strip of tape coated with a pressure-sensitive adhesive is pressed against the painted surface on the scribed portion of the test panel and then quickly removed. The coating is evaluated qualitatively according to the amount of paint removed by the adhesive on the tape. Evaluation scale Crosshatch test:
- Corrosion-resistance of coated parts is measured by means of the standard salt spray (fog) test for paints and varnishes as described in ASTM B117. In this test, the parts are placed in a chamber kept at constant temperature (e.g. 35 0 C) where they are exposed to a fine spray (fog) of a 5 percent salt solution for specified periods of time.
- a scribe (preferably Saint Andrew's cross, 200 - 250 ⁇ m deep and 1 mm wide, U-shape scribe) is made by mechanically milling. After scribing the backsides of the panels are taped (e.g. Tesaflex ® 4163) to prevent corrosion on the backsides and edges of the panels. Panels are evaluated on appearance in the scribe (dark, black, shiny), corrosion products in the scribe (calculating % of area affected of the total scribe area), Corrosion around the scribe is evaluated by measuring the corrosion creep or size of the corrosion blister from the scribe.
- Example 1 Use of lithium carbonate in a solvent-borne epoxy coating This example demonstrates the effect of using a lithium salt in a screening experiment, comparing it to several different chrome-free corrosion inhibitors recommended for aluminium alloys (polyphosphate, e.g. Heucophos ® SRPP, and a zinc aluminium ortho phosphate hydrate, e.g. Heucophos ® ZPA, oxyaminophosphate salt of magnesium, Pigmentan ® 465M).
- polyphosphate e.g. Heucophos ® SRPP
- a zinc aluminium ortho phosphate hydrate e.g. Heucophos ® ZPA, oxyaminophosphate salt of magnesium, Pigmentan ® 465M.
- Component A was prepared according to the following procedure: all components were added in the order displayed in the table (top down) under a high speed dissolver to a 500 ml can. All ingredients were added under stirring. After the addition of the MPA ® 2000X, the mixture was dispersed for a further 10 minutes having a good dispersing vortex (2,000-3,000 rpm) depending on the viscosity to achieve a minimum temperature of 55 0 C to activate the MPA- 2000X rheology agent. The temperature did not exceed 7O 0 C. The remaining Epikote ® 828 and methyl amyl ketone were added and the formulations were milled with an Eiger ® mini motor mill to achieve a fineness of grind of less than 25 ⁇ m.
- the letdown phase (Epikote ® 828, methyl amyl ketone, and BYK ® 358N) was added in this order while stirring the mixture to complete component A.
- the curing solution, component B was prepared separately by mixing with a spatula.
- 2024 T3 clad and bare panels were prepared according to pretreatment method A.
- Component B was added to Component A and was stirred to a homogeneous mixture. 30 minutes after mixing, the paints were applied in one wet coat to a dry film thickness of 20-30 ⁇ m. The coated panels were cured overnight at 23 ⁇ 2°C / 50 ⁇ 5% RH. A polyurethane based topcoat Eclipse ® (ECL-G-101 ) was applied in 2 coats with 30 minutes flash-off between coats, achieving a dry film thickness of 60-70 ⁇ m.
- ECL-G-101 polyurethane based topcoat Eclipse ®
- lithium carbonate exhibits a good anticorrosive nature when incorporated in coatings.
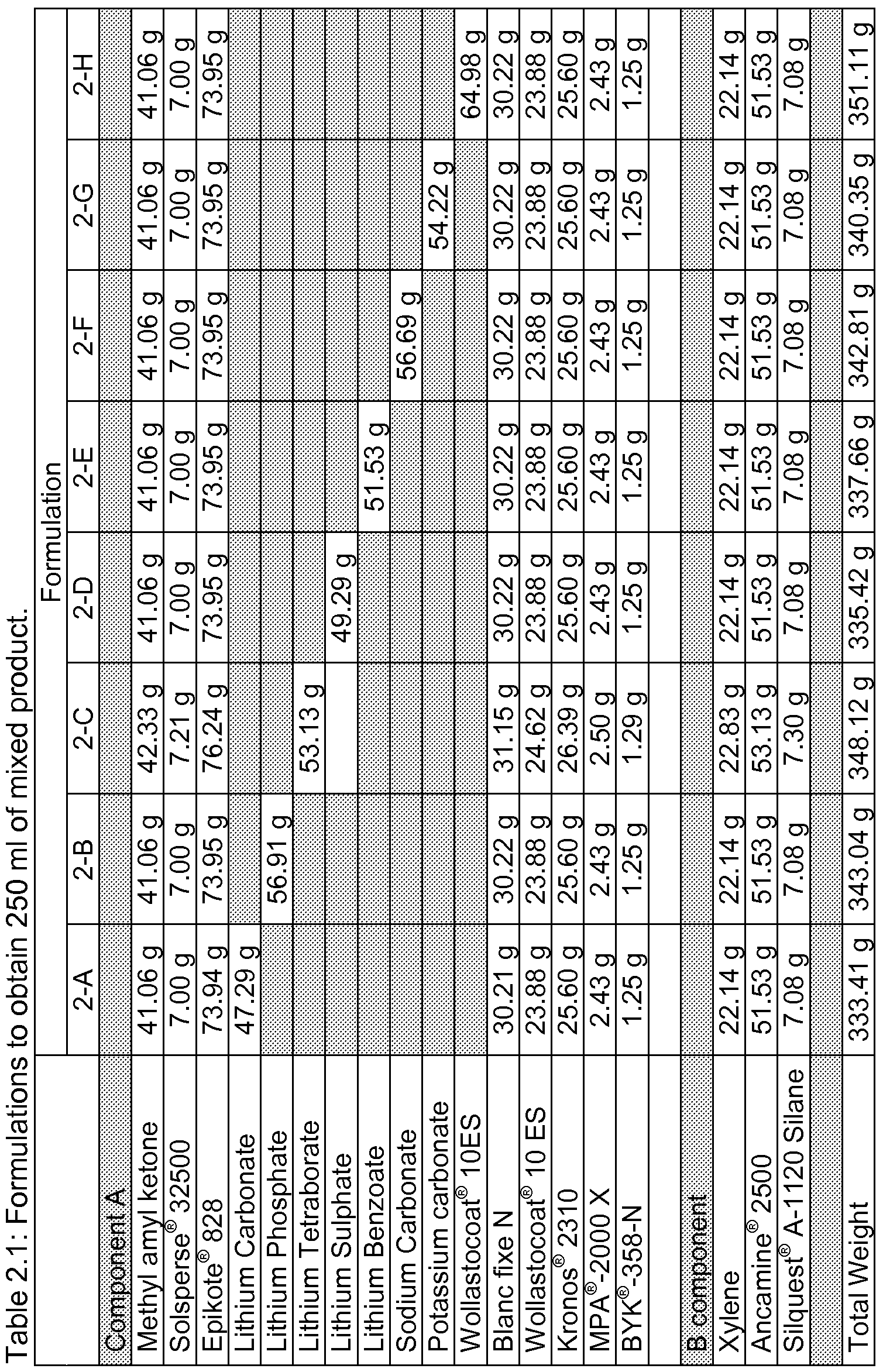
- Example 2 Application of various lithium salts in a solvent-based epoxy amine coating composition. This example demonstrates the activity of lithium salts in general compared to alternative carbonate salts and a commonly used extender. Several lithium salts were selected to be incorporated into the paint formulations. All salts were added to the formulation in the same volume of the dry film based on the density of the lithium salt.
- Component A was prepared according to the following procedure: All components were added under stirring to a 370 ml glass jar. After the addition of the final component, 400 grams of Zirconox ® pearls (1.7-2.4 mm) were added to the mixture. The salts were dispersed to a particle size smaller than 25 ⁇ m by shaking for 10 to 30 minutes on a Skandex ® paint shaker. After shaking, the mixtures were filtered. Component B was prepared separately.
- the 2024 T3 bare and clad panels were prepared according to pretreatment method A.
- Component B was added to component A and the mixture was stirred to a homogeneous mixture. 30 minutes after mixing the paints were applied in one wet coat to a dry film thickness of 20-30 ⁇ m. After overnight cure at ambient condition a polyurethane based topcoat Eclipse ® (ECL-G-101 ) was applied in 2 coats with 30 minutes flash-off between coats, achieving a dry film thickness of 60—70 ⁇ m. All samples were cured at 23 ⁇ 2°C / 50 ⁇ 5 % RH for 7 days before testing.
- the compositions containing lithium salts show a distinct difference in scribe appearance. Shiny, bright scribes are observed with a reduced amount of corrosion products present, suggesting a passivation mechanism. Due to the risk of osmotic blistering, it is not common to include these types of soluble salts in coatings at these high levels. This is confirmed by the evaluation of blistering using the ASTM D-714 scale after exposure in the neutral salt spray. Lithium carbonate and lithium phosphate do not show any sign of osmotic blistering. This osmotic effect is also clearly observed when performing the adhesion tests. All salts except lithium phosphate and lithium carbonate display adhesive failure after immersion in water.
- Lithium phosphate having the lowest solubility shows the lowest degree of brightness in the scribe. Compared to the sodium and potassium salts, the performance of the lithium salt is striking and much better. The results demonstrate that the lithium ion and not the salt specifically is mainly responsible for the passivation effect in the scribe. Low solubility means a lower amount of ions in solution, resulting in dull but still clean scribes, whereas high solubility means high levels of lithium ions in the scribe and shiny scribes. However, all lithium-containing samples display a lower amount of corrosion products in the scribe and a significantly different appearance compared to the uninhibited samples. These observations demonstrate that the addition of lithium salts to coating formulations improves the corrosion protection.
- Example 3 Synergistic effect of lithium carbonate with other chrome-free corrosion inhibitors in a solvent-based epoxy amine coating
- Component A was prepared according to the following procedure: all components were added in the order displayed in the table (top down) under a high speed dissolver to a 500 ml can. All ingredients were added under stirring. After the addition of the MPA ® 2000X, the mixture was dispersed for 10 minutes more having a good dispersing vortex (2,000-3,000 rpm) depending on the viscosity. The temperature should not exceed 7O 0 C. The remaining Epikote ® 828 and methyl amyl ketone were added and the formulations were milled with an Eiger ® mini motor mill to a fineness of grind of less than 25 ⁇ m.
- Epikote ® 828, methyl amyl ketone, and BYK ® 358N were added in this order while stirring the mixture to complete component A.
- the curing solution component B was prepared separately by mixing with a spatula.
- Component B was added to Component A and stirred to a homogeneous mixture.
- the paints were applied in one wet coat to a dry film thickness of 20-30 ⁇ m 30 minutes after mixing. After an overnight cure for 16 hrs and ambient conditions (23 ⁇ 2°C / 50 ⁇ 5% RH) a polyurethane-based topcoat Eclipse ® (ECL- G-101 ) was applied in 2 coats with 30 minutes flash-off between coats, achieving a dry film thickness of 60-70 ⁇ m.
- Example 4 utilization of lithium carbonate and lithium phosphate in a solvent- based epoxy amine coating.
- Example 3 a synergistic effect of lithium carbonate with magnesium oxide and oxyaminophosphate salts of magnesium (Pigmentan ® 465M) was observed. This example is to investigate the performance of lithium carbonate and phosphate with and without combination with these magnesium salts.
- Component A was prepared according to the following procedure: components (methyl amyl ketone, Solsperse ® 32500, Epikote ® 828, magnesium oxide, Blanc Fixe N, Wollastocoat ® 10ES, Kronos 2310 @) were added under a high speed dissolver to a 500 ml_ tin can. After the addition of the MPA ® -2000X, the components were dissolvered at 2,000-3,000 rpm to obtain a minimum temperature of 55°C. The temperature was retained for 15 minutes but should not exceed 70 0 C. The remaining Epikote ® 828 epoxy resin and methyl amyl ketone were added before milling. The mixture was milled with an Eiger ® mini motor mill to a fineness of grind of 25 ⁇ m. After calculation of the yield after milling, component A was completed using the letdown phase. The letdown was added to component A while stirring, obtaining a homogeneous mixture. Component B was prepared separately.
- Component B was been added to component A. The mixture was stirred to a homogeneous mixture. The paints were applied 30 minutes after mixing.
- a polyurethane-based topcoat Eclipse ® (ECL-G-101 ) was applied in 2 coats with 30 minutes flash-off between coats, achieving a dry film thickness of 60-70 ⁇ m. All samples were cured at 23 ⁇ 2°C / 50 ⁇ 5% RH for 7 days before testing.
- the samples containing lithium salt show scribes with significantly different appearance compared to the samples without lithium salts. In all cases the samples with lithium show much less corrosion (white) deposits in the scribe and all but one lithium-containing sample show shiny/bright.
- the samples without lithium 4-A and 4-H show dark scribes with high density corrosion products.
- lithium phosphate shows a dull but light scribe. This behaviour is different compared to the lithium carbonate samples and is most likely caused by a lower solubility of the lithium phosphate. Despite the dull scribe, no corrosion-induced blisters are found for sample 4-D.
- Samples 4C en D also show a higher density of corrosion-induced blisters compared to the samples wherein the lithium salts are combined with magnesium oxide or Pigmentan ® 465M.
- Example 5 Level of lithium carbonate.
- Component A was prepared according to the following procedure: all components were added under stirring to a 370 ml glass jar. After the addition of the final component, 400 grams of Zirconox ® pearls (1.7-2.4 mm) were added to the mixture. The salts were dispersed to a particle size smaller than 25 ⁇ m by shaking for 20 minutes on a Skandex ® shaker. Before continuing, the mixtures were filtered to remove the grinding media. Component B was prepared separately.
- Component B was added to component A and the mixture was stirred to a homogeneous mixture. 30 minutes after mixing the paints were applied in one wet coat to a dry film thickness of 20-30 ⁇ m. After overnight cure at ambient conditions 23 ⁇ 2°C / 50 ⁇ 5% RH, a polyurethane-based topcoat Eclipse ® (ECL- G-101 ) was applied in 2 coats with 30 minutes flash-off, achieving a dry film thickness of 60-70 ⁇ m. Before starting the neutral salt spray test, the samples were cured at 23 ⁇ 2°C / 50 ⁇ 5% RH for 7 days.
- Example 6 Activity in solvent based polyurethane technology
- the example is intended to demonstrate that the activity in lithium-based salts is not limited to the application in epoxy amine technology.
- the example describes the incorporation and activity of lithium carbonate into a polyurethane-based coating.
- Component A was prepared according the following procedure: all components were added under stirring to a 370 ml glass jar. After the addition of the final component, 400 grams of Zirconox ® pearls (1.7-2.4 mm) were added to the mixture. The salts were dispersed to a particle size smaller than 25 ⁇ m by shaking for 10 to 20 minutes on a Skandex ® shaker. After shaking the mixtures were filtered to remove the grinding media.
- T3 clad and bare panels were prepared according to pretreatment method C.
- the panels with chromic acid anodization (CAA) were prepared externally.
- Component B was added to component A and the mixture was stirred to a homogeneous mixture. 30 minutes after mixing the paints were applied in one wet coat to a dry film thickness of 20-30 ⁇ m. After overnight cure a polyurethane-based topcoat Eclipse ® (ECL-G-101 ) was applied in 2 coats with 30 minutes flash-off between coats, achieving a dry film thickness of 60-70 ⁇ m. All samples were cured at 23 ⁇ 2°C / 50 ⁇ 5% RH for 7 days.
- the samples containing lithium carbonate showed clearly shiny scribes after 500 hrs of neutral salt spray exposure. Compared to the uninhibited sample, the lithium carbonate samples showed a much lower corrosion product concentration in the scribe and limited to no creep or corrosion-induced blistering from the scribe. Despite the level of soluble material in the formulation no blistering was observed on the face of the panel.
- Epoxy amine and polyurethane paint technology are very well known in the 2 component paint technology.
- One of the newer technologies is the polyaspartic paint technology. In this technology hindered amines are crosslinked with isocyanate hardeners to obtain a crosslinked paint film.
- the technology is used as primer, topcoat or direct to metal applications (priming topcoat).
- the example demonstrates the activity of lithium salts like lithium carbonate in this technology.
- Component A was prepared according to the following procedure: all components were added under stirring to a 370 ml glass jar. After the addition of the final component, 400 grams of Zirconox ® pearls (1.7-2.4 mm) were added to the mixture. The salts were dispersed to a particle size smaller than 25 ⁇ m by shaking for 10 to 20 minutes on a Skandex ® shaker. After shaking the mixtures were filtered to remove the grinding media. Component B was prepared separately .
- This technology has a moderate adhesion on aluminium alloys. Therefore, for this example, 2024 T3 clad and bare panels were prepared according to pretreatment C. In addition, panels with chromic acid anodization (CAA) were prepared externally.
- CAA chromic acid anodization
- Component B was added to component A and the mixture was stirred to a homogeneous mixture. 30 minutes after mixing the paints were applied in one wet coat to a dry film thickness of 20-30 ⁇ m. After overnight cure a polyurethane-based topcoat Eclipse ® (ECL-G-101 ) was applied in 2 coats with 30 minutes flash-off between coats, achieving a dry film thickness of 60-70 ⁇ m. All samples were cured at 23 ⁇ 2°C / 50 ⁇ 5% RH for 7 days
- Example 8 Lithium salts in water-based epoxy amine technology
- This example demonstrates the use and activity of lithium salts in a water-based epoxy amine composition. Both lithium phosphate and lithium carbonate are compared to a formulation based on barium sulphate. Passivating activity is demonstrated using lithium carbonate and lithium phosphate.
- Component A was prepared according to the following procedure: all components were added under a high speed dissolver to a 500 ml can. All ingredients were added under stirring. After the addition of the barium sulphate, lithium carbonate or lithium phosphate, the mixture was dispersed for 10 minutes under a high speed dissolver having a good dispersing vortex (2,000- 3,000 rpm) depending on the viscosity. The fineness of grind of the barium sulphate sample (formulation A) was already less than 25 ⁇ m after the high speed dissolver process. The other formulations were milled with an Eiger ® mini motor mill to achieve a fineness of grind of less than 25 ⁇ m.
- Ancarez AR555, demineralized water, and Coat-O-Sil 1770 were added in this order while stirring the mixture to complete component A.
- the curing solution (component B: Anquamine ® 419, Dowanol ® PM glycol ether, and demineralized water) was prepared separately by adding the ingredients while stirring.
- 2024 T3 bare and clad panels were prepared using pretreatment method A.
- externally prepared 2024 T3 bare CAA (chromic acid anodized) panels were used as well.
- Component B was added to Component A while stirring to obtain a homogeneous mixture. 30 minutes after mixing the paints were applied in one wet coat to a dry film thickness of 20-30 ⁇ m. The panels were cured by means of a forced cure cycle of 30 minutes at 8O 0 C in a forced draft oven after a flash- off period of 30 minutes after application to ensure good film formation. After the cooling period of 30 minutes, a polyurethane-based topcoat Eclipse ® (ECL-G- 101 ) was applied in 2 coats with 30 minutes flash-off between coats, achieving a dry film thickness of 60-70 ⁇ m.
- ECL-G- 101 polyurethane-based topcoat Eclipse ®
- the samples containing lithium salts show shiny scribes after neutral salt spray exposure on all substrates. This together with an improved resistance to corrosion-induced blistering provides passivation and thus protection to the scribe. As observed in solvent-based paint formulations, the lithium salts also show their protective and active nature in water-based systems.
- Example 9 Application of lithium carbonate in water-based PUR technology.
- This example demonstrates the activity of a lithium salt like lithium carbonate in a water-based polyurethane formulation. Two water-based resins were tested. Table 9.1 Formulations for 250 ml paint.
- Component A was prepared according to the following procedure: Prior to the addition under stirring, the dispersion phase was prepared. All components were added under a high speed dissolver to a 500 ml can. The ingredients were added under stirring. After addition of the barium sulphate or lithium carbonate, the mixture was dispersed for 10 minutes using a high speed dissolver having a good dispersing vortex (2,000-3,000 rpm) depending on the viscosity. The fineness of grind of the barium sulphate dispersion (formulations 9-A and 9-B) was already less than 25 ⁇ m after the high speed dissolver process.
- the other formulation was milled with an Eiger ® mini motor mill using Zirconox ® milling beads (1.7-2.4 mm) to achieve a fineness of grind of less than 25 ⁇ m.
- the hardener (Component B) was prepared separately by adding the individual components while stirring.
- 2024 T3 clad panels were prepared using pretreatment method A.
- 2024 T3 clad CAA (chromic acid anodized) panels were used as well.
- the systems were cured by means of a forced cure cycle of 30 minutes at 8O 0 C in a forced draft oven after a flash-off period of 30 minutes after application.
- a polyurethane-based topcoat Eclipse ® (ECL-G-101 ) was applied in 2 coats with 30 minutes flash-off between coats, achieving a dry film thickness of 60-70 ⁇ m.
- lithium salts can also be added to water-based polyurethane formulations. The example demonstrates that the type of water-based resin does not have an effect on the performance.
- Example 10 Activity of formulations containing lithium salts over various chrome-free pretreatments Over the years, several chrome-free pretreatments and chemical conversion coatings have been developed to replace hexavalent chrome-containing pretreatments.
- the pretreatments and conversion coatings are designed to provide protection to the aluminium alloy. It is of prime importance that a coating formulation adheres well to such a pretreatment. This example is intended to demonstrate that the lithium salt-based formulations are compatible with these pretreatments, having no negative effect in terms of adhesion and osmotic blistering.
- Component A was prepared according to the following procedure: components of the dispersion phase (methyl amyl ketone, Solsperse ® 32500, Epikote ® 828 epoxy resin, magnesium oxide, Blanc Fixe N, Wollastocoat ® 10ES, Kronos ® 2310, and MPA ® -2000X) were added under a high speed dissolver to a 500 ml_ tin can. After the addition, the components were dissolvered (2,000-3,000 rpm) to obtain a temperature of 55°C. The temperature was retained for 15 minutes, not exceeding 70 0 C. The remaining Epikote 828 epoxy resin and methyl amyl ketone were added before milling.
- components of the dispersion phase methyl amyl ketone, Solsperse ® 32500, Epikote ® 828 epoxy resin, magnesium oxide, Blanc Fixe N, Wollastocoat ® 10ES, Kronos ® 2310, and MPA ® -2000X
- the mixture was milled with an Eiger ® mini motor mill to obtain 25 ⁇ m fineness of grind.
- component A was completed using the letdown phase.
- the letdown was added to complete component A while stirring, obtaining a homogeneous mixture.
- TSA is a chrome-free anodization process based on tartaric sulphuric aid which is executed by an external company.
- Component B was added to component A. The mixture was stirred to a homogeneous mixture. The paints were applied 30 minutes after mixing.
- Coatings containing lithium salts are compatible with these chrome-free pretreatments and chemical conversion coatings.
- Example 11 Activity over non ferrous substrates
- the coating compositions were prepared according to the method described in Example 10.
- Component B was added to component A. The mixture was stirred to a homogeneous mixture. The paints were applied 30 minutes after mixing.
- a polyurethane-based topcoat Eclipse ® (ECL-G-101 ) was applied in 2 coats with 30 minutes flash-off between coats, achieving a dry film thickness of 60-70 ⁇ m. All samples were cured at 23 ⁇ 2°C / 50 ⁇ 5% RH for 7 days before testing.
- Alloy 7075 T6 Bare showed an improved scribe appearance when coated with lithium-containing samples (10-B-10-C) compared to the sample without lithium carbonate, but not to the same degree as the other alloys.
- this 7075 T6 Clad showed shiny scribes when coated with lithium carbonate-containing paints, whereas the sample without it showed a dark scribe full of corrosion products.
- the coating compositions were prepared according to the method described in Example 10.
- the substrates were prepared according to the described methods: Steel 37 (1 mm thick): Pretreatment Method E. Steel DC 01 Method ( 1 mm thick): Pretreatment Method E.
- the samples containing lithium carbonate showed a very good resistance to creep from the scribe after 1 ,000 hrs of neutral salt spray (ASTM 117). This performance was equal to or better than the current state of the art chromate- containing technology.
- the example showed that lithium salts like lithium carbonate can also be used to protect ferrous substrates in addition to their performance in non-ferrous substrates.
- An example of a suitable epoxy resin is the Bisphenol A/epichlorohydrin-based Epon 1001 F available from Hexion Specialty Chemicals of Houston, TX, United States. Mixing of components was accomplished by high speed dispersion.
- the bases described above Prior to application, the bases described above were mixed with the manufacturer-recommended amounts of curing agent(s) and solvents to achieve proper cure and application viscosity.
- a suitable curing agent is the polyamide based Ancamide 220 from Air Products of Allentown, PA, United States.
- Sample 13 C Comparative chromate-based primer
- the positive control primer was a commercially available primer qualified to MIL-PRF-23377, Class C2.
- Class C2 describes the standard strontium chromate-containing formulations.
- Corrosion test panels were 3" x 6" pieces of bare 2024-T3 alloy as specified by MIL-PRF-23377 and MIL-PRF-32239. Surface preparation consisted of PreKote application as described above. Following PreKote application, the test panels were coated with the primer formulations 13 A, 13 B, and 13 C described above. After 5 hours, a MIL-PRF-85285 qualified topcoat, Aerodur 5000, was applied. The coating systems were then allowed to cure for one to two weeks prior to scribing and exposure in ASTM B117 salt spray.
- Severe scribe corrosion more than 50% salting in the scribes.
Abstract
Description







































Claims
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/259,773 US8628689B2 (en) | 2009-04-03 | 2010-04-02 | Anti-corrosive coating composition |
| KR1020117024211A KR101948911B1 (en) | 2009-04-03 | 2010-04-02 | Anti-corrosive coating composition |
| RU2011144574/05A RU2531193C2 (en) | 2009-04-03 | 2010-04-02 | Anticorrosion coating composition |
| AU2010230147A AU2010230147B2 (en) | 2009-04-03 | 2010-04-02 | Anti-corrosive coating composition |
| BRPI1006775-2A BRPI1006775B1 (en) | 2009-04-03 | 2010-04-02 | CURABLE COATING COMPOSITION BELOW 120°C, USE OF COATING COMPOSITION, CORROSION RESISTANCE IMPROVEMENT PROCESS OF A METAL SUBSTRATE, AND, SUBSTRATE |
| CN201080015413.7A CN102378793B (en) | 2009-04-03 | 2010-04-02 | Anticorrosive paint composition |
| EP10716781.9A EP2414464B1 (en) | 2009-04-03 | 2010-04-02 | Anti-corrosive coating composition |
| ES10716781T ES2433644T3 (en) | 2009-04-03 | 2010-04-02 | Corrosion Coating Composition |
| KR1020177012403A KR20170054567A (en) | 2009-04-03 | 2010-04-02 | Anti-corrosive coating composition |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16656509P | 2009-04-03 | 2009-04-03 | |
| US61/166,565 | 2009-04-03 | ||
| EP09157874.0 | 2009-04-14 | ||
| EP09157874 | 2009-04-14 | ||
| US25526209P | 2009-10-27 | 2009-10-27 | |
| US61/255,262 | 2009-10-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010112605A1 true WO2010112605A1 (en) | 2010-10-07 |
Family
ID=41137814
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/EP2010/054463 WO2010112605A1 (en) | 2009-04-03 | 2010-04-02 | Anti-corrosive coating composition |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP2414464B1 (en) |
| KR (2) | KR101948911B1 (en) |
| CN (1) | CN102378793B (en) |
| AU (1) | AU2010230147B2 (en) |
| ES (1) | ES2433644T3 (en) |
| RU (1) | RU2531193C2 (en) |
| WO (1) | WO2010112605A1 (en) |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012087671A1 (en) * | 2010-12-20 | 2012-06-28 | 3M Innovative Properties Company | Coating compositions |
| CN103119200A (en) * | 2010-09-24 | 2013-05-22 | 杰富意钢铁株式会社 | Surface treatment fluid for zinc-plated steel sheet, zinc-plated steel sheet, and manufacturing method for the same |
| WO2013083292A1 (en) * | 2011-12-08 | 2013-06-13 | Tata Steel Nederland Technology Bv | Organic coated steel strip |
| WO2014123962A1 (en) * | 2013-02-05 | 2014-08-14 | Air Products And Chemicals, Inc. | Low gloss, high solids polyurea coatings |
| AU2014318733B2 (en) * | 2013-09-11 | 2016-10-06 | Prc-Desoto International, Inc. | Compositions comprising magnesium oxide and amino acid |
| WO2016196252A1 (en) * | 2015-05-29 | 2016-12-08 | Prc-Desoto International, Inc. | Curable film-forming compositions containing lithium silicates as corrosion inhibitors and multilayer coated metal substrates |
| US9944801B2 (en) * | 2014-02-18 | 2018-04-17 | Suzuki Motor Corporation | Metal member having excellent corrosion resistance, method for producing the same, and material and method for repairing metal member |
| US10374085B2 (en) | 2017-11-15 | 2019-08-06 | Samsung Electronics Co., Ltd. | Semiconductor device |
| WO2020212074A1 (en) | 2019-04-15 | 2020-10-22 | Basf Coatings Gmbh | Aqueous coating composition for dipcoating electrically conductive substrates containing bismuth and lithium |
| US10953434B2 (en) | 2015-02-06 | 2021-03-23 | Akzo Nobel Coatings International B.V. | Method for producing a multilayer coating on a metallic substrate |
| EP3812411A1 (en) * | 2019-10-24 | 2021-04-28 | Asahi Kasei Kabushiki Kaisha | Polyisocyanate composition, coating composition and coated substrate |
| US11104823B2 (en) | 2015-04-15 | 2021-08-31 | Henkel Ag & Co. Kgaa | Thin corrosion protective coatings incorporating polyamidoamine polymers |
| CN114134500A (en) * | 2021-10-29 | 2022-03-04 | 北京卫星制造厂有限公司 | Surface bonding force improving treatment method for magnesium-lithium alloy skin |
| WO2023135327A1 (en) * | 2022-01-17 | 2023-07-20 | Akzo Nobel Coatings International B.V. | Coating composition for reinforced protective layer |
| WO2023135328A1 (en) * | 2022-01-17 | 2023-07-20 | Akzo Nobel Coatings International B.V. | Coating composition for reinforced protective layer |
| WO2023135326A1 (en) * | 2022-01-17 | 2023-07-20 | Akzo Nobel Coatings International B.V. | Use of a zinc salt of dmtd in a coating composition |
| EP4332137A1 (en) * | 2022-09-02 | 2024-03-06 | Asahi Kasei Kabushiki Kaisha | Base coating composition, multilayer coating film laminate, and method for forming multilayer coating film laminate |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2727808C2 (en) * | 2012-05-29 | 2020-07-24 | Прк-Десото Интернэшнл, Инк. | Curable film-forming compositions containing lithium silicates as corrosion inhibitors, and multilayered metal substrates with coating |
| CN103013273A (en) * | 2012-11-28 | 2013-04-03 | 天长市开林化工有限公司 | Anticorrosive paint composition |
| EP2942374A1 (en) * | 2014-05-09 | 2015-11-11 | PPG Coatings Europe B.V. | A Coating Composition |
| KR101643575B1 (en) | 2015-11-23 | 2016-07-28 | 한국해양과학기술원 | Method for treating surface of metal substrates for improving efficiency of offshore equipment |
| CN105733441A (en) * | 2016-02-26 | 2016-07-06 | 蚌埠赛尔时代工贸有限公司 | Coating for outside of plastic molds |
| CN106191833A (en) * | 2016-07-11 | 2016-12-07 | 张卫东 | A kind of flame retardant type seeder surface process water-based antirust and preparation method thereof |
| CN106318200B (en) * | 2016-08-17 | 2019-01-11 | 安徽红桥金属制造有限公司 | A kind of modified water-soluble compound closure agent and preparation method thereof |
| WO2018160203A1 (en) * | 2017-03-01 | 2018-09-07 | Ppg Industries Ohio, Inc. | Corrosion inhibitors and coating compositions containing the same |
| US10689542B2 (en) * | 2017-08-10 | 2020-06-23 | Hrl Laboratories, Llc | Multiphase coatings with separated functional particles, and methods of making and using the same |
| AU2021247488B2 (en) * | 2020-03-30 | 2023-11-09 | Akzo Nobel Coatings International B.V. | High temperature curable coating composition |
| CN114058235A (en) * | 2020-08-03 | 2022-02-18 | 广东华润涂料有限公司 | Chromium-free anticorrosive coating composition and product prepared from same |
| CN112029394B (en) * | 2020-08-04 | 2022-03-04 | 航天材料及工艺研究所 | Composition for forming magnesium-lithium alloy surface anticorrosive coating system and preparation method of anticorrosive coating system |
| RU2756372C1 (en) * | 2021-04-14 | 2021-09-29 | Общество с ограниченной ответственностью «Современные защитные технологии» | Composition for applying anti-corrosion coating |
| CN116355489A (en) * | 2021-12-28 | 2023-06-30 | 广东华润涂料有限公司 | Chromium-free anticorrosive coating composition and articles made therefrom |
| CN116355490A (en) * | 2021-12-28 | 2023-06-30 | 广东华润涂料有限公司 | Chromium-free anticorrosive coating composition and articles made therefrom |
| US20230357595A1 (en) * | 2022-05-06 | 2023-11-09 | The Boeing Company | Corrosion resistant adhesive sol-gel |
| US20230357592A1 (en) * | 2022-05-06 | 2023-11-09 | The Boeing Company | Corrosion resistant adhesive sol-gel |
| CN116239935B (en) * | 2023-03-15 | 2024-03-19 | 南京航空航天大学 | Solvent-free self-repairing anticorrosive paint based on lithium salt and preparation and use methods thereof |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5298739A (en) * | 1976-02-17 | 1977-08-18 | Kansai Paint Co Ltd | Inorganic composition |
| NL7800986A (en) | 1977-01-28 | 1978-08-01 | M & T Chemicals Inc | STABLE DISPERSIONS CONTAINING A TRIORGANOTIN FLUORIDE. |
| EP0316066A1 (en) | 1987-11-07 | 1989-05-17 | The British Petroleum Company p.l.c. | Corrosion-inhibiting composition |
| US5089304A (en) | 1990-03-07 | 1992-02-18 | Hoechst Celanese Corp. | Method for producing a corrosion resistant article by applying a polybenzimidazole coating |
| WO1999029795A1 (en) * | 1997-12-05 | 1999-06-17 | Minnesota Mining And Manufacturing Company | Optically clear antistatic pressure-sensitive adhesive film |
| US6069197A (en) | 1998-05-08 | 2000-05-30 | University Of New Orleans Foundation | Adhesive for aluminum using aluminum-lithium corrosion inhibitors |
| EP1770106A2 (en) * | 2005-09-29 | 2007-04-04 | INEOS Melamines GmbH | Modified aminoplast resin solution |
| US20070106018A1 (en) | 2005-11-05 | 2007-05-10 | Bayer Materialscience Ag | Isocyanate-functional prepolymers and coating materials based thereon with improved properties, a process for preparing them and their use |
| US20070128351A1 (en) | 2003-11-13 | 2007-06-07 | Nanna Michael E | Magnesium rich coatings and coating systems |
| WO2008066319A1 (en) * | 2006-11-28 | 2008-06-05 | Woo-Jae Lee | Inorganic pigments composition having high hardness |
| WO2008138384A1 (en) | 2007-05-16 | 2008-11-20 | Siemens Aktiengesellschaft | Material composition for use as a masking material for the protection of regions of a turbine component that are not to be coated and method for coating turbine components |
| US20090155598A1 (en) | 2005-09-15 | 2009-06-18 | Ndsu Research Foundation | Coatings and Coating Systems for Metal Substrates |
| WO2010006987A1 (en) * | 2008-07-16 | 2010-01-21 | Hossein Maleki | Siliceous building material mixture |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1037845A3 (en) * | 1977-02-18 | 1983-08-23 | Хехст Аг (Фирма) | Process for producing thermohardening polymeric coatings |
| CN1025789C (en) * | 1991-04-24 | 1994-08-31 | 东北工学院金属材料研究所 | Inorganic anticorrosive paint and its preparation method |
| US5868819A (en) * | 1996-05-20 | 1999-02-09 | Metal Coatings International Inc. | Water-reducible coating composition for providing corrosion protection |
| US7595372B2 (en) | 2005-04-07 | 2009-09-29 | Momentive Performance Materials Inc. | Epoxy silane oligomer and coating composition containing same |
| US7348370B2 (en) * | 2005-04-27 | 2008-03-25 | United Technologies Corporation | Metal oxides and hydroxides as corrosion inhibitor pigments for a chromate-free corrosion resistant epoxy primer |
| US8231970B2 (en) | 2005-08-26 | 2012-07-31 | Ppg Industries Ohio, Inc | Coating compositions exhibiting corrosion resistance properties and related coated substrates |
| RU2300545C1 (en) * | 2006-04-19 | 2007-06-10 | Открытое акционерное общество "Кронос СПб" | Polymer composition for wear-resistant anticorrosive coating |
| CN101117457A (en) * | 2006-08-01 | 2008-02-06 | 天津市振东涂料有限公司 | Paint for isolating coal slag coking on heating surface |
-
2010
- 2010-04-02 AU AU2010230147A patent/AU2010230147B2/en active Active
- 2010-04-02 KR KR1020117024211A patent/KR101948911B1/en active IP Right Grant
- 2010-04-02 CN CN201080015413.7A patent/CN102378793B/en active Active
- 2010-04-02 ES ES10716781T patent/ES2433644T3/en active Active
- 2010-04-02 WO PCT/EP2010/054463 patent/WO2010112605A1/en active Application Filing
- 2010-04-02 EP EP10716781.9A patent/EP2414464B1/en active Active
- 2010-04-02 RU RU2011144574/05A patent/RU2531193C2/en active
- 2010-04-02 KR KR1020177012403A patent/KR20170054567A/en not_active Application Discontinuation
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5298739A (en) * | 1976-02-17 | 1977-08-18 | Kansai Paint Co Ltd | Inorganic composition |
| NL7800986A (en) | 1977-01-28 | 1978-08-01 | M & T Chemicals Inc | STABLE DISPERSIONS CONTAINING A TRIORGANOTIN FLUORIDE. |
| EP0316066A1 (en) | 1987-11-07 | 1989-05-17 | The British Petroleum Company p.l.c. | Corrosion-inhibiting composition |
| US5089304A (en) | 1990-03-07 | 1992-02-18 | Hoechst Celanese Corp. | Method for producing a corrosion resistant article by applying a polybenzimidazole coating |
| WO1999029795A1 (en) * | 1997-12-05 | 1999-06-17 | Minnesota Mining And Manufacturing Company | Optically clear antistatic pressure-sensitive adhesive film |
| US6069197A (en) | 1998-05-08 | 2000-05-30 | University Of New Orleans Foundation | Adhesive for aluminum using aluminum-lithium corrosion inhibitors |
| US20070128351A1 (en) | 2003-11-13 | 2007-06-07 | Nanna Michael E | Magnesium rich coatings and coating systems |
| US20090155598A1 (en) | 2005-09-15 | 2009-06-18 | Ndsu Research Foundation | Coatings and Coating Systems for Metal Substrates |
| EP1770106A2 (en) * | 2005-09-29 | 2007-04-04 | INEOS Melamines GmbH | Modified aminoplast resin solution |
| US20070106018A1 (en) | 2005-11-05 | 2007-05-10 | Bayer Materialscience Ag | Isocyanate-functional prepolymers and coating materials based thereon with improved properties, a process for preparing them and their use |
| WO2008066319A1 (en) * | 2006-11-28 | 2008-06-05 | Woo-Jae Lee | Inorganic pigments composition having high hardness |
| WO2008138384A1 (en) | 2007-05-16 | 2008-11-20 | Siemens Aktiengesellschaft | Material composition for use as a masking material for the protection of regions of a turbine component that are not to be coated and method for coating turbine components |
| WO2010006987A1 (en) * | 2008-07-16 | 2010-01-21 | Hossein Maleki | Siliceous building material mixture |
Non-Patent Citations (2)
| Title |
|---|
| BUCHEIT ET AL., CORROSION SCIENCE, vol. 50, 1994, pages 205 - 214 |
| DATABASE WPI Week 197739, Derwent World Patents Index; AN 1977-69782Y, XP002587466 * |
Cited By (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103119200B (en) * | 2010-09-24 | 2014-12-17 | 杰富意钢铁株式会社 | Surface treatment fluid for zinc-plated steel sheet, zinc-plated steel sheet, and manufacturing method for the same |
| CN103119200A (en) * | 2010-09-24 | 2013-05-22 | 杰富意钢铁株式会社 | Surface treatment fluid for zinc-plated steel sheet, zinc-plated steel sheet, and manufacturing method for the same |
| EP2620524A1 (en) * | 2010-09-24 | 2013-07-31 | JFE Steel Corporation | Surface treatment fluid for zinc-plated steel sheet, zinc-plated steel sheet, and manufacturing method for same |
| EP2620524A4 (en) * | 2010-09-24 | 2014-04-23 | Jfe Steel Corp | Surface treatment fluid for zinc-plated steel sheet, zinc-plated steel sheet, and manufacturing method for same |
| US9200165B2 (en) | 2010-09-24 | 2015-12-01 | Jfe Steel Corporation | Surface treatment liquid for zinc or zinc alloy coated steel sheet, zinc or zinc alloy-coated steel sheet, and method for manufacturing the same |
| WO2012087671A1 (en) * | 2010-12-20 | 2012-06-28 | 3M Innovative Properties Company | Coating compositions |
| WO2013083292A1 (en) * | 2011-12-08 | 2013-06-13 | Tata Steel Nederland Technology Bv | Organic coated steel strip |
| WO2014123962A1 (en) * | 2013-02-05 | 2014-08-14 | Air Products And Chemicals, Inc. | Low gloss, high solids polyurea coatings |
| US10683424B2 (en) | 2013-02-05 | 2020-06-16 | Evonik Operations Gmbh | Low gloss, high solids polyurea coatings |
| AU2014318733B2 (en) * | 2013-09-11 | 2016-10-06 | Prc-Desoto International, Inc. | Compositions comprising magnesium oxide and amino acid |
| US9944801B2 (en) * | 2014-02-18 | 2018-04-17 | Suzuki Motor Corporation | Metal member having excellent corrosion resistance, method for producing the same, and material and method for repairing metal member |
| US10953434B2 (en) | 2015-02-06 | 2021-03-23 | Akzo Nobel Coatings International B.V. | Method for producing a multilayer coating on a metallic substrate |
| US11104823B2 (en) | 2015-04-15 | 2021-08-31 | Henkel Ag & Co. Kgaa | Thin corrosion protective coatings incorporating polyamidoamine polymers |
| EP3546530A1 (en) * | 2015-05-29 | 2019-10-02 | PRC-Desoto International, Inc. | Curable film-forming compositions containing lithium silicates as corrosion inhibitors and multilayer coated metal substrates |
| US20180162099A1 (en) * | 2015-05-29 | 2018-06-14 | Prc-Desoto International, Inc. | Curable Film-Forming Compositions Containing Lithium Silicates as Corrosion Inhibitors and Multilayer Coated Metal Substrates |
| AU2016271598B2 (en) * | 2015-05-29 | 2018-10-25 | Prc-Desoto International, Inc. | Curable film-forming compositions containing lithium silicates as corrosion inhibitors and multilayer coated metal substrates |
| EP4242272A3 (en) * | 2015-05-29 | 2023-11-01 | PRC-Desoto International, Inc. | Curable film-forming compositions containing lithium silicates as corrosion inhibitors and multilayer coated metal substrates |
| WO2016196252A1 (en) * | 2015-05-29 | 2016-12-08 | Prc-Desoto International, Inc. | Curable film-forming compositions containing lithium silicates as corrosion inhibitors and multilayer coated metal substrates |
| US10886404B2 (en) | 2017-11-15 | 2021-01-05 | Samsung Electronics Co., Ltd. | Semiconductor device |
| US10374085B2 (en) | 2017-11-15 | 2019-08-06 | Samsung Electronics Co., Ltd. | Semiconductor device |
| US11362211B2 (en) | 2017-11-15 | 2022-06-14 | Samsung Electronics Co., Ltd. | Semiconductor device |
| WO2020212074A1 (en) | 2019-04-15 | 2020-10-22 | Basf Coatings Gmbh | Aqueous coating composition for dipcoating electrically conductive substrates containing bismuth and lithium |
| EP3812411A1 (en) * | 2019-10-24 | 2021-04-28 | Asahi Kasei Kabushiki Kaisha | Polyisocyanate composition, coating composition and coated substrate |
| CN114134500A (en) * | 2021-10-29 | 2022-03-04 | 北京卫星制造厂有限公司 | Surface bonding force improving treatment method for magnesium-lithium alloy skin |
| CN114134500B (en) * | 2021-10-29 | 2023-12-12 | 北京卫星制造厂有限公司 | Surface binding force improving treatment method for magnesium-lithium alloy skin |
| WO2023135327A1 (en) * | 2022-01-17 | 2023-07-20 | Akzo Nobel Coatings International B.V. | Coating composition for reinforced protective layer |
| WO2023135328A1 (en) * | 2022-01-17 | 2023-07-20 | Akzo Nobel Coatings International B.V. | Coating composition for reinforced protective layer |
| WO2023135326A1 (en) * | 2022-01-17 | 2023-07-20 | Akzo Nobel Coatings International B.V. | Use of a zinc salt of dmtd in a coating composition |
| EP4332137A1 (en) * | 2022-09-02 | 2024-03-06 | Asahi Kasei Kabushiki Kaisha | Base coating composition, multilayer coating film laminate, and method for forming multilayer coating film laminate |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102378793A (en) | 2012-03-14 |
| KR101948911B1 (en) | 2019-02-15 |
| EP2414464A1 (en) | 2012-02-08 |
| ES2433644T3 (en) | 2013-12-12 |
| KR20120007506A (en) | 2012-01-20 |
| KR20170054567A (en) | 2017-05-17 |
| RU2531193C2 (en) | 2014-10-20 |
| AU2010230147B2 (en) | 2014-10-23 |
| EP2414464B1 (en) | 2013-08-28 |
| AU2010230147A1 (en) | 2011-10-13 |
| CN102378793B (en) | 2016-01-20 |
| RU2011144574A (en) | 2013-05-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8628689B2 (en) | Anti-corrosive coating composition | |
| KR101948911B1 (en) | Anti-corrosive coating composition | |
| KR101296611B1 (en) | Epoxy silane oligomer and coating composition containing same | |
| KR101361811B1 (en) | Epoxy silane oligomer and coating composition containing same | |
| EP2718356B1 (en) | Coating compositions including magnesium hydroxide and related coated substrates | |
| US20060063872A1 (en) | Direct to substrate coatings | |
| PL212402B1 (en) | MoO₃ application | |
| KR20170005053A (en) | A coating composition | |
| US20230279238A1 (en) | Chromium-free anticorrosive coating composition and article made therefrom | |
| JP5361382B2 (en) | Chromium-free and zinc-poor corrosion-resistant pigment mixture, process for its preparation and use of the pigment mixture | |
| CN109385175A (en) | Anticorrosive paint paint suit | |
| EP3548567B1 (en) | Aqueous chromium-free coating composition with anti-corrosive effect for metallic substrates | |
| KR20230160352A (en) | Anticorrosive composition 1 and anticorrosive paint composition | |
| US8025981B2 (en) | Non-chromate corrosion inhibitor formulas based on permanganate sodalite compositions | |
| WO2023135326A1 (en) | Use of a zinc salt of dmtd in a coating composition | |
| KR20170046923A (en) | Cr-free modified epoxy wash primer high adhesion anti-corrosive coating composition and a method of manufacturing the same | |
| WO2023135327A1 (en) | Coating composition for reinforced protective layer | |
| BRPI1006775B1 (en) | CURABLE COATING COMPOSITION BELOW 120°C, USE OF COATING COMPOSITION, CORROSION RESISTANCE IMPROVEMENT PROCESS OF A METAL SUBSTRATE, AND, SUBSTRATE | |
| WO2023135328A1 (en) | Coating composition for reinforced protective layer | |
| AU2021247488B2 (en) | High temperature curable coating composition | |
| TW202344624A (en) | Chromium-free anticorrosive coating composition and article made therefrom | |
| WO2022084119A1 (en) | Coating composition comprising an alkali salt of graphene oxide and coating layers produced from said coating composition | |
| KR100960303B1 (en) | Epoxy coating and coating method of engine room or interior part of ship building | |
| Yin et al. | Zinc Phosphate as an Effective Anticorrosion Pigment in Silane-Based Waterborne Primers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080015413.7 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10716781 Country of ref document: EP Kind code of ref document: A1 |
|
| DPE1 | Request for preliminary examination filed after expiration of 19th month from priority date (pct application filed from 20040101) | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 2010716781 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010230147 Country of ref document: AU Ref document number: 6820/CHENP/2011 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13259773 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012502703 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2010230147 Country of ref document: AU Date of ref document: 20100402 Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20117024211 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2011144574 Country of ref document: RU Kind code of ref document: A |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: PI1006775 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: PI1006775 Country of ref document: BR Kind code of ref document: A2 Effective date: 20110930 |