WO2009020667A1 - Chemical methods for treating a metathesis feedstock - Google Patents
Chemical methods for treating a metathesis feedstock Download PDFInfo
- Publication number
- WO2009020667A1 WO2009020667A1 PCT/US2008/009635 US2008009635W WO2009020667A1 WO 2009020667 A1 WO2009020667 A1 WO 2009020667A1 US 2008009635 W US2008009635 W US 2008009635W WO 2009020667 A1 WO2009020667 A1 WO 2009020667A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- feedstock
- oil
- metathesis
- approximately
- catalyst
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C67/00—Preparation of carboxylic acid esters
- C07C67/475—Preparation of carboxylic acid esters by splitting of carbon-to-carbon bonds and redistribution, e.g. disproportionation or migration of groups between different molecules
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G3/00—Production of liquid hydrocarbon mixtures from oxygen-containing organic materials, e.g. fatty oils, fatty acids
- C10G3/42—Catalytic treatment
- C10G3/44—Catalytic treatment characterised by the catalyst used
- C10G3/47—Catalytic treatment characterised by the catalyst used containing platinum group metals or compounds thereof
-
- C—CHEMISTRY; METALLURGY
- C07—ORGANIC CHEMISTRY
- C07C—ACYCLIC OR CARBOCYCLIC COMPOUNDS
- C07C6/00—Preparation of hydrocarbons from hydrocarbons containing a different number of carbon atoms by redistribution reactions
- C07C6/02—Metathesis reactions at an unsaturated carbon-to-carbon bond
- C07C6/04—Metathesis reactions at an unsaturated carbon-to-carbon bond at a carbon-to-carbon double bond
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G25/00—Refining of hydrocarbon oils in the absence of hydrogen, with solid sorbents
- C10G25/003—Specific sorbent material, not covered by C10G25/02 or C10G25/03
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G3/00—Production of liquid hydrocarbon mixtures from oxygen-containing organic materials, e.g. fatty oils, fatty acids
- C10G3/42—Catalytic treatment
- C10G3/44—Catalytic treatment characterised by the catalyst used
- C10G3/48—Catalytic treatment characterised by the catalyst used further characterised by the catalyst support
- C10G3/49—Catalytic treatment characterised by the catalyst used further characterised by the catalyst support containing crystalline aluminosilicates, e.g. molecular sieves
-
- C—CHEMISTRY; METALLURGY
- C11—ANIMAL OR VEGETABLE OILS, FATS, FATTY SUBSTANCES OR WAXES; FATTY ACIDS THEREFROM; DETERGENTS; CANDLES
- C11B—PRODUCING, e.g. BY PRESSING RAW MATERIALS OR BY EXTRACTION FROM WASTE MATERIALS, REFINING OR PRESERVING FATS, FATTY SUBSTANCES, e.g. LANOLIN, FATTY OILS OR WAXES; ESSENTIAL OILS; PERFUMES
- C11B3/00—Refining fats or fatty oils
- C11B3/02—Refining fats or fatty oils by chemical reaction
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10G—CRACKING HYDROCARBON OILS; PRODUCTION OF LIQUID HYDROCARBON MIXTURES, e.g. BY DESTRUCTIVE HYDROGENATION, OLIGOMERISATION, POLYMERISATION; RECOVERY OF HYDROCARBON OILS FROM OIL-SHALE, OIL-SAND, OR GASES; REFINING MIXTURES MAINLY CONSISTING OF HYDROCARBONS; REFORMING OF NAPHTHA; MINERAL WAXES
- C10G2300/00—Aspects relating to hydrocarbon processing covered by groups C10G1/00 - C10G99/00
- C10G2300/10—Feedstock materials
- C10G2300/1011—Biomass
- C10G2300/1014—Biomass of vegetal origin
-
- C—CHEMISTRY; METALLURGY
- C11—ANIMAL OR VEGETABLE OILS, FATS, FATTY SUBSTANCES OR WAXES; FATTY ACIDS THEREFROM; DETERGENTS; CANDLES
- C11B—PRODUCING, e.g. BY PRESSING RAW MATERIALS OR BY EXTRACTION FROM WASTE MATERIALS, REFINING OR PRESERVING FATS, FATTY SUBSTANCES, e.g. LANOLIN, FATTY OILS OR WAXES; ESSENTIAL OILS; PERFUMES
- C11B3/00—Refining fats or fatty oils
- C11B3/02—Refining fats or fatty oils by chemical reaction
- C11B3/04—Refining fats or fatty oils by chemical reaction with acids
-
- C—CHEMISTRY; METALLURGY
- C11—ANIMAL OR VEGETABLE OILS, FATS, FATTY SUBSTANCES OR WAXES; FATTY ACIDS THEREFROM; DETERGENTS; CANDLES
- C11B—PRODUCING, e.g. BY PRESSING RAW MATERIALS OR BY EXTRACTION FROM WASTE MATERIALS, REFINING OR PRESERVING FATS, FATTY SUBSTANCES, e.g. LANOLIN, FATTY OILS OR WAXES; ESSENTIAL OILS; PERFUMES
- C11B3/00—Refining fats or fatty oils
- C11B3/02—Refining fats or fatty oils by chemical reaction
- C11B3/06—Refining fats or fatty oils by chemical reaction with bases
-
- C—CHEMISTRY; METALLURGY
- C11—ANIMAL OR VEGETABLE OILS, FATS, FATTY SUBSTANCES OR WAXES; FATTY ACIDS THEREFROM; DETERGENTS; CANDLES
- C11B—PRODUCING, e.g. BY PRESSING RAW MATERIALS OR BY EXTRACTION FROM WASTE MATERIALS, REFINING OR PRESERVING FATS, FATTY SUBSTANCES, e.g. LANOLIN, FATTY OILS OR WAXES; ESSENTIAL OILS; PERFUMES
- C11B3/00—Refining fats or fatty oils
- C11B3/10—Refining fats or fatty oils by adsorption
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P30/00—Technologies relating to oil refining and petrochemical industry
- Y02P30/20—Technologies relating to oil refining and petrochemical industry using bio-feedstock
Definitions
- This application relates to metathesis reactions and, in particular, to methods of improving catalyst performance in a metathesis reaction of a natural feedstock.
- Metathesis is a chemical process that is generally known in the art.
- Metathesis is a catalytic reaction that involves the interchange of alkylidene units among compounds containing one or more double bonds (e.g., olefinic compounds) via the formation and cleavage of the carbon-carbon double bonds. Metathesis may occur between two like molecules (often referred to as self-metathesis) and/or it may occur between two different molecules (often referred to as cross-metathesis). Self- metathesis may be represented schematically as shown in Equation I.
- Cross-metathesis may be represented schematically as shown in
- Natural feedstocks of interest typically include, for example, natural oils (e.g., vegetable oils, fish oil, animal fats) and derivatives of natural oils, such as fatty acids and fatty acid alkyl (e.g., methyl) esters. These feedstocks may be converted into industrially useful chemicals (e.g., waxes, plastics, cosmetics, biofuels, etc.) by any number of different metathesis reactions.
- industrially useful chemicals e.g., waxes, plastics, cosmetics, biofuels, etc.
- Significant reaction classes include, for example, self-metathesis, cross-metathesis with olefins, and ring-opening metathesis reactions. Representative examples of useful metathesis catalysts are provided below. Metathesis catalysts can be expensive and, therefore, it is desirable to improve the efficiency of the metathesis catalyst.
- the present invention is a method metathesizing a feedstock.
- the method comprises providing a feedstock comprising a natural oil.
- the method further comprises chemically treating the feedstock under conditions sufficient to diminish catalyst poisons in the feedstock.
- the method further comprises combining a metathesis catalyst with the feedstock under conditions sufficient to metathesize the feedstock.
- the method comprises providing a feedstock comprising a natural oil.
- the method further comprises chemically treating the feedstock under conditions sufficient to diminish non-peroxide poisons in the feedstock.
- the method further comprises combining a metathesis catalyst with the feedstock under conditions sufficient to metathesize the feedstock.
- the method comprises providing a feedstock comprising a natural oil.
- the feedstock has a starting peroxide value.
- the method further comprises chemically treating the feedstock for a time sufficient to reduce the starting peroxide value of the feedstock by approximately 80% or more.
- the method further comprises combining a metathesis catalyst with the feedstock under conditions sufficient to metathesize the feedstock.
- the present application relates to treatment of metathesis feedstocks.
- Such treatments which remove harmful catalyst poisons, are conducted prior to introducing a metathesis catalyst, thereby improving metathesis catalyst performance.
- exemplary feedstocks may include natural oils.
- metalthesis catalyst includes any catalyst or catalyst system that catalyzes a metathesis reaction.
- natural oil or “natural feedstock” refers to an oil derived from a plant or animal source.
- natural oil includes natural oil derivatives, unless otherwise indicated.
- natural oils include, but are not limited to, vegetable oils, algae oils, animal fats, tall oils, derivatives of these oils, combinations of any of these oils, and the like.
- vegetable oils include canola oil, rapeseed oil, coconut oil, corn oil, cottonseed oil, olive oil, palm oil, peanut oil, safflower oil, sesame oil, soybean oil, sunflower oil, linseed oil, palm kernel oil, tung oil, jatropha oil, and castor oil.
- animal fats include lard, tallow, chicken fat, yellow grease, and fish oil.
- Tall oils are by-products of wood pulp manufacture.
- natural oil derivatives refers to the compounds or mixture of compounds derived from the natural oil using any one or combination of methods known in the chemical arts. Such methods include saponification, esterification, hydrogenation (partial or full), isomerization, oxidation, and reduction.
- the natural oil derivative may be a fatty acid methyl ester (FAME) derived from the glyceride of the natural oil.
- FAME fatty acid methyl ester
- Representative examples of natural oil derivatives include fatty acids and fatty acid alkyl (e.g., methyl) esters of the natural oil.
- a feedstock may include canola or soybean oil, for example, refined, bleached, and deodorized soybean oil (i.e., RBD soybean oil).
- Soybean oil is an unsaturated polyol ester of glycerol that typically comprises about 95% weight or greater (e.g., 99% weight or greater) triglycerides of fatty acids.
- Major fatty acids in the polyol esters of soybean oil include saturated fatty acids, for example, palmitic acid (hexadecanoic acid) and stearic acid (octadecanoic acid), and unsaturated fatty acids, for example, oleic acid (9-octadecenoic acid), linoleic acid (9, 12-octadecadienoic acid), and linolenic acid (9,12,15-octadecatrienoic acid).
- catalyst poison includes any chemical species or impurity in a feedstock that reduces or is capable of reducing the functionality (e.g., efficiency, conversion, turnover number) of the metathesis catalyst.
- turnover number or “catalyst turnover” generally refers to the number of moles of feedstock that a mole of catalyst can convert before becoming deactivated.
- peroxides includes any and all peroxides, such as hydrogen peroxides, unless indicated otherwise.
- non-peroxide poisons or “other catalyst poisons,” refers to catalyst poisons other than peroxides that may be found in natural oil feedstocks.
- non-peroxide poisons include, but are not limited to, water, aldehydes, alcohols, byproducts from oxidative degradation, terminal conjugated polyenes, free fatty acids, free glycerin, aliphatic alcohols, nitriles, esters with unsaturated groups near ester groups, d-sphingosine, and additional impurities, including "color bodies.”
- color bodies include trace impurities such as indanes, naphthalenes, phenanthrenes, pyrene, alkylbenzenes, and the like.
- adsorbent refers to any material or substance that is used, or that may be used, to absorb or adsorb another material or substance and includes solid, liquid, and gaseous absorbents and adsorbents.
- the term "catalyst efficiency” is defined as the percent conversion of feedstock and is measured by the GC-analysis of transesterified products, as described below.
- the term “maximum theoretical limit” or “maximum theoretical conversion limit” refers to the apparent maximum feedstock conversion determined through GC-analysis. For each metathesis reaction, there is a minimum catalyst loading amount required to achieve the maximum theoretical limit. Any increase in catalyst loading beyond this minimum loading will not improve conversion. Additionally, no amount of treatment to remove catalyst poisons will improve conversion beyond the maximum theoretical conversion limit. It is noted that different natural oil feedstocks may have different maximum theoretical conversion limits.
- a particular feedstock may have a different maximum theoretical conversion limits based upon the type of metathesis reaction that the feedstock undergoes (cross- v. self- metathesis). For example, based upon experimental data, self-metathesis of a soybean oil derivative has a maximum theoretical conversion limit of approximately 70%.
- the terms "metathesize” and “metathesizing” refer to the reacting of a feedstock in the presence of a metathesis catalyst to form a metathesis product comprising a new olefinic compound. Metathesizing may refer to cross- metathesis (a.k.a.
- metathesizing may refer to reacting two of the same triglycerides present in a natural feedstock (self-metathesis) in the presence of a metathesis catalyst, wherein each triglyceride has an unsaturated carbon- carbon double bond, thereby forming two new olefinic molecules which may include a dimer of the triglyceride.
- metathesizing may refer to reacting an olefin, such as ethylene, and a triglyceride in a natural feedstock having at least one unsaturated carbon-carbon double bond, thereby forming two new olefinic molecules (cross-metathesis).
- an olefin such as ethylene
- a triglyceride in a natural feedstock having at least one unsaturated carbon-carbon double bond, thereby forming two new olefinic molecules (cross-metathesis).
- the presence and level of various impurities for natural oils may vary from location-to-location, field-to-field, or batch-to-batch. It may be difficult to predict the presence or level of certain impurities in the natural oil feedstock without extensive testing on each batch. Accordingly, it is important to be able to design a robust treatment for the various natural oil feedstocks with varying levels of impurities in order to diminish the impurities and improve catalyst performance and product conversion.
- natural feedstocks have varying levels of peroxide impurities.
- the natural oil feedstock may have a peroxide value greater than 1 milliequivalent per 1000 g of feedstock (meq/kg). Typical peroxide values may be greater than 10 meq/kg.
- Food grade natural oils typically have relatively low peroxide values, closer to 1 meq/kg.
- Industrial grade natural oils or fatty acid methyl esters of natural oils typically have higher peroxide values. Based upon these examples for the fatty acid methyl esters of soybean and canola oil, the starting peroxide value is typically greater than 5 milliequivalents per 1000 g of feedstock (meq/kg).
- fatty acid methyl esters of a natural oil may exceed 10 meq/kg.
- the inventors have discovered that catalyst efficiency may be greatly improved using chemical techniques to treat a natural feedstock. Metathesis catalyst poisons may be diminished by chemically treating the feedstock prior to introducing the metathesis catalyst to the feedstock. A chemical treatment may target metathesis catalysts poisons, including peroxides. The inventors have discovered that peroxides are strongly correlated with catalyst efficiency and turnover. This may indicate that peroxides are a significant catalyst poison. Additionally, the inventors have discovered that such treatments also appear to target and react with other, non-peroxide, catalyst poisons, rendering them inactive.
- the inventors have also discovered that treatment of a natural oil feedstock with a low starting peroxide value (e.g., ⁇ 1 meq/kg) is capable of improving catalyst efficiency and turnover, indicating that while peroxide value is an important measure of feedstock quality, it is not the only factor.
- a natural oil feedstock with a low starting peroxide value e.g., ⁇ 1 meq/kg
- Various methods include exposing a metathesis feedstock material (e.g., a vegetable oil) to a chemical treatment in order to diminish metathesis catalyst poisons.
- chemical treatments may include various types of reducing agents, such as sulfite (such as sodium bisulfite), borohydride (such as sodium borohydride), phosphine, thiosulfate, and phosphate.
- reducing agents such as sulfite (such as sodium bisulfite), borohydride (such as sodium borohydride), phosphine, thiosulfate, and phosphate.
- sodium bisulfite or sodium borohydride is used as the reducing agent.
- Reducing agents may react with the peroxides and other catalyst poisons to reduce the poisons into aldehydes, and other water-soluble complexes.
- a chemical treatment may comprise treatment with an inorganic base (such as carbonate, bicarbonate, or hydroxide) coupled with a cation (such as calcium or barium).
- an inorganic base such as carbonate, bicarbonate, or hydroxide
- a cation such as calcium or barium
- the cation-inorganic base reacts with anions (potential catalyst poisons) to create insoluble salts.
- Potential anions present in a natural feedstock include soaps, phosphates, sulfates, and the like.
- the insoluble salts precipitate out of solution to be filtered away from the feedstock. Such a process provides a cleaner feedstock for the metathesis reaction.
- a preferred embodiment of a cation-inorganic base is calcium hydroxide.
- the chemical treatment includes combining a chemical, as described above, in an amount that is 5 wt% or less than the feedstock, 3 wt% or less of the feedstock, 2 wt% or less of the feedstock, and more preferably, 1 wt% or less of the feedstock.
- the chemical treatment is conducted at a temperature between OX and 100°C, between approximately 25°C and 90°C, and more preferably, between approximately 50°C and 80°C.
- the chemical treatment diminishes the peroxide level in the feedstock to less than 1 meq/kg, and more preferably, less than 0.5 meq/kg. In some circumstances, for example when the peroxide value of the feedstock is greater than 5 meq/kg, it may be preferable to diminish the level of peroxides by approximately 80% or more or approximately 90% or more. In some circumstances, for example where the feedstock has a starting peroxide value that is greater than 10 meq/kg, it may be preferable to diminish the level of peroxides by approximately 90% or more or approximately 95% or more.
- the methods may be used to diminish the amount of metathesis catalyst poisons in metathesis feedstocks. This allows metathesis feedstocks prepared in accordance with the methods to be metathesized at a high turnover number of the metathesis catalyst. In other words, diminishing catalyst poisons may assist in improvement to the catalyst efficiency and conversion.
- a 50% or greater conversion of the maximum theoretical limit with 10 ppm/db or less is even more preferable.
- a 50% or more conversion of the maximum theoretical limit with 5 ppm/db or less is even more preferable.
- a 50% or greater conversion of the maximum theoretical limit with 3 ppm/db or less is even more preferable.
- a 50% or greater conversion of the maximum theoretical limit with 2 ppm/db or less is even more preferable.
- a metathesis reaction may catalyze the metathesis of at least 70% of the maximum theoretical conversion limit with a catalyst loading of 30 ppm or less per mol of carbon-carbon double bonds in the feedstock ("ppm/db").
- a 70% or greater conversion of the maximum theoretical limit with 15 ppm/db or less is more preferable.
- a 70% or greater conversion of the maximum theoretical limit with 10 ppm/db or less is even more preferable.
- a 70% or more conversion of the maximum theoretical limit with 5 ppm/db or less is even more preferable.
- a 70% or greater conversion of the maximum theoretical limit with 3 ppm/db or less is even more preferable.
- a 70% or greater conversion of the maximum theoretical limit with 2 ppm/db or less is even more preferable.
- a metathesis reaction may catalyze the metathesis of at least 85% of the maximum theoretical conversion limit with a catalyst loading of 30 ppm or less per mol of carbon-carbon double bonds in the feedstock ("ppm/db").
- An 85% or greater conversion of the maximum theoretical limit with 15 ppm/db or less is more preferable.
- An 85% or greater conversion of the maximum theoretical limit with 10 ppm/db or less is even more preferable.
- An 85% or more conversion of the maximum theoretical limit with 5 ppm/db or less is even more preferable.
- An 85% or greater conversion of the maximum theoretical limit with 3 ppm/db or less is even more preferable.
- a metathesis reaction may catalyze the metathesis of at least 30% conversion of the maximum theoretical limit.
- a 40% or greater conversion of the maximum theoretical limit with 1 ppm/db or less is even more preferable.
- a 50% or more conversion of the maximum theoretical limit with 1 ppm/db or less is even more preferable.
- a 60% or greater conversion of the maximum theoretical limit with 1 ppm/db or less is even more preferable.
- the metathesis feedstock may be treated with sodium bisulfite in order to diminish metathesis catalyst poisons.
- Sodium bisulfite is a reducing agent that may react with peroxides and reduce the peroxides into aldehydes. Bisulfite will further react with aldehydes to form a water-soluble complex.
- the inventors discovered a strong correlation between peroxide levels and catalyst activity. Accordingly, chemical treatments that selectively target peroxides are particularly advantageous. Additionally, chemical treatment by sodium bisulfite may potentially remove other non-peroxide poisons as well, further improving catalyst activity. For example, species like aldehydes may also have an impact on catalyst activity, so it may be helpful to diminish them as well.
- the bisulfite may be prepared as an aqueous solution. It is then mixed with the feedstock under a nitrogen environment or under vacuum. Heating the solution during mixing may accelerate the reaction. The heating is preferably conducted in an oxygen-free environment to prevent formation of additional peroxides. Additionally, it may be desirable to limit the water content in the natural oil in order to limit the amount of poisons created during or after the chemical reaction.
- Preferred reaction temperatures may range from about 25°C to about
- the temperature range from about 50°C to about 70°C.
- Sufficient hold time should be provided to allow the reaction to proceed to completion. The necessary hold time will depend, for example, on mixing intensity and on reaction temperature.
- the sodium bisulfite is preferably added in an amount less than 5 wt% of the feedstock. It is more preferable that the addition of the sodium bisulfite comprise 3 wt% or less of the feedstock. It is more preferable that the addition of the sodium bisulfite comprise 2 wt% or less of the feedstock. It is even more preferable that the addition of the sodium bisulfite comprise 1 wt% or less of the feedstock. Additionally, it is preferable to add approximately 0.1 wt% or more sodium bisulfite to the feedstock.
- a high-intensity mixer may be used in order to accelerate the rate of reaction. Examples of such devices include high shear mixers, centrifugal reactors, etc.
- the feedstock may be washed with water to remove the excess bisulfite and byproducts from the reactions.
- One or more washing steps may be used. During each washing step, a water phase and an organic phase may form.
- the water phase may be separated from the organic phase by gravity settling, by centrifugation, or by other means of liquid-liquid separation, which are known to those skilled in the art.
- the organic phase i.e. the chemically treated feedstock
- a vacuum flash dryer or other suitable means may be used to accomplish the removal of trace water.
- the natural oil feedstocks typically have a starting peroxide value (PV) that ranges from approximately 1 milliequivalent per 1000 g feedstock (meq/kg) to more than 10 meq/kg.
- PV peroxide value
- Chemical treatment with sodium bisulfite preferably diminishes the peroxide value in the feedstock to less than 1 meq/kg. It is more preferable to reduce the peroxide value to less than 0.5 meq/kg.
- the feedstock has a starting peroxide value that is greater than 5 meq/kg, it is preferable to diminish the level of peroxides with a sodium bisulfite treatment by approximately 80% or more.
- the chemically treated feedstock is preferably sparged with nitrogen in order to remove any oxygen that was added by water washing.
- the chemically treated feedstock may be stored under nitrogen until it is ready for use in a metathesis reaction, such as self-metathesis, cross-metathesis, or ring-opening metathesis.
- a metathesis reaction may catalyze the metathesis of at least 50% of the maximum theoretical conversion limit with a catalyst loading of 30 ppm or less per mol of carbon-carbon double bonds in the feedstock ("ppm/db").
- ppm/db ppm or less per mol of carbon-carbon double bonds in the feedstock
- a 50% or greater conversion of the maximum theoretical limit with 15 ppm/db or less is more preferable.
- a 50% or greater conversion of the maximum theoretical limit with 10 ppm/db or less is even more preferable.
- a 50% or more conversion of the maximum theoretical limit with 5 ppm/db or less is even more preferable.
- a metathesis reaction may catalyze the metathesis of at least 70% of the maximum theoretical conversion limit with a catalyst loading of 30 ppm or less per mol of carbon-carbon double bonds in the feedstock ("ppm/db").
- ppm/db ppm/db
- a 70% or greater conversion of the maximum theoretical limit with 15 ppm/db or less is more preferable.
- a 70% or greater conversion of the maximum theoretical limit with 10 ppm/db or less is even more preferable.
- a metathesis reaction may catalyze the metathesis of at least 85% of the maximum theoretical conversion limit with a catalyst loading of 30 ppm or less per mol of carbon-carbon double bonds in the feedstock ("ppm/db"). An 85% or greater conversion of the maximum theoretical limit with 15 ppm/db or less is more preferable.
- a metathesis reaction may catalyze the metathesis of at least 30% conversion of the maximum theoretical limit.
- a 40% or greater conversion of the maximum theoretical limit with 1 ppm/db or less is even more preferable.
- a 50% or more conversion of the maximum theoretical limit with 1 ppm/db or less is even more preferable.
- a 60% or greater conversion of the maximum theoretical limit with 1 ppm/db or less is even more preferable.
- a metathesis feedstock may be treated with sodium borohydride in order to diminish metathesis catalyst poisons.
- Sodium borohydride is a strong reducing agent that will chemically reduce peroxides into aldehydes. It will further chemically reduce aldehydes into alcohols.
- the borohydride may also react with other species present in the feedstock, such as color bodies, free fatty acids, and free glycerin. These additional reactions may also be beneficial to improve catalyst activity or feedstock conversion.
- the sodium borohydride is preferably added in an amount less than 5 wt% of the feedstock. It is more preferable that the addition of the sodium borohydride comprise 3 wt% or less of the feedstock.
- the addition of the sodium borohydride comprise 2 wt% or less of the feedstock. It is even more preferable that the addition of the sodium borohydride comprise 1 wt% or less of the feedstock. Additionally, it is preferable to add approximately 0.1 wt% or more sodium borohydride to the feedstock.
- sodium borohydride may be added directly to the feedstock and mixed under a nitrogen environment or under vacuum.
- the temperature may then be increased to accelerate the reaction.
- Preferred temperatures preferably range from about 25°C to about 90°C. It is even more preferable that the temperature range from about 50°C to about 80°C.
- Hold time is provided to ensure complete reaction. The amount of hold time needed will typically depend on the reaction temperature and mixing intensity.
- a high-intensity mixer may be used in order to accelerate the rate of reaction. Examples of such devices include high shear mixers, centrifugal reactors, etc.
- the feedstock may be washed with water to remove the excess borohydride and byproducts from the reactions.
- the natural oil feedstocks typically have a starting peroxide value (PV) that ranges from approximately 1 milliequivalent per 1000 g feedstock (meq/kg) to more than 10 meq/kg.
- PV peroxide value
- Chemical treatment with sodium borohydride it is preferable to diminish the peroxide value in the feedstock to less than 1 meq/kg. It is more preferable to reduce the peroxide value to less than 0.5 meq/kg.
- the feedstock has a starting peroxide value that is greater than 5 meq/kg, it is preferable to diminish the level of peroxides with a sodium borohydride treatment by approximately 80% or more.
- the chemically treated feedstock may be sparged with nitrogen in order to remove any oxygen that was added by water washing.
- the chemically treated feedstock may be stored under nitrogen until it is ready for use in a metathesis reaction, such as self-metathesis, cross-metathesis, or ring-opening metathesis.
- a metathesis reaction may catalyze the metathesis of at least 50% of the maximum theoretical conversion limit with a catalyst loading of 30 ppm or less per mol of carbon-carbon double bonds in the feedstock ("ppm/db").
- a 50% or greater conversion of the maximum theoretical limit with 15 ppm/db or less is more preferable.
- a 50% or greater conversion of the maximum theoretical limit with 10 ppm/db or less is even more preferable.
- a 50% or more conversion of the maximum theoretical limit with 5 ppm/db or less is even more preferable.
- a 50% or greater conversion of the maximum theoretical limit with 3 ppm/db or less is even more preferable.
- a 50% or greater conversion of the maximum theoretical limit with 2 ppm/db or less is even more preferable.
- a metathesis reaction may catalyze the metathesis of at least 70% of the maximum theoretical conversion limit with a catalyst loading of 30 ppm or less per mol of carbon-carbon double bonds in the feedstock ("ppm/db").
- a 70% or greater conversion of the maximum theoretical limit with 15 ppm/db or less is more preferable.
- a 70% or greater conversion of the maximum theoretical limit with 10 ppm/db or less is even more preferable.
- a 70% or more conversion of the maximum theoretical limit with 5 ppm/db or less is even more preferable.
- a 70% or greater conversion of the maximum theoretical limit with 3 ppm/db or less is even more preferable.
- a metathesis reaction may catalyze the metathesis of at least 85% of the maximum theoretical conversion limit with a catalyst loading of 30 ppm or less per mol of carbon-carbon double bonds in the feedstock ("ppm/db"). An 85% or greater conversion of the maximum theoretical limit with 15 ppm/db or less is more preferable. An 85% or greater conversion of the maximum theoretical limit with 10 ppm/db or less is even more preferable. An 85% or more conversion of the maximum theoretical limit with 5 ppm/db or less is even more preferable.
- a metathesis reaction may catalyze the metathesis of at least 30% conversion of the maximum theoretical limit.
- a 40% or greater conversion of the maximum theoretical limit with 1 ppm/db or less is even more preferable.
- a 50% or more conversion of the maximum theoretical limit with 1 ppm/db or less is even more preferable.
- a 60% or greater conversion of the maximum theoretical limit with 1 ppm/db or less is even more preferable.
- an adsorbent may be added to the feedstock to assist in diminishing the level of catalyst poisons.
- the adsorbent may be added before, during, or after any of the chemical treatment conditions previously described.
- the adsorbent is added during or after the chemical treatment.
- the adsorbent is added after the chemical treatment.
- the adsorbent is added after the temperature of the chemical treatment has been cooled down below approximately 60°C.
- the adsorbent is added after the temperature of the chemical treatment has been cooled down below approximately 40°C.
- the adsorbent treatment may function in at least two capacities.
- the adsorbent may assist the chemical treatment process by further reducing catalyst poisons that would not have been successfully removed by chemical treatment alone. Additionally, the adsorbent may be used to remove any residual chemical additives. The adsorbent may also assist in removing various byproducts from the chemical reactions.
- the amount of adsorbent added to the feedstock ranges from about 0.1 wt% to about 5 wt% when used in conjunction with the chemical treatment. More preferably, the amount of adsorbent added to the feedstock ranges from about 0.1 wt% to about 3 wt%. Even more preferably, the amount of adsorbent added to the feedstock ranges from about 0.2 wt% to about 2 wt%.
- the adsorption treatment step is a matter of hours. More preferably, the adsorption treatment is less than an hour. Even more preferably, the time sufficient for the adsorption treatment is a matter of minutes.
- adsorbents which may be used in combination with a chemical treatment include, but are not limited to, molecular sieves, activated carbon, zeolites, silica gel, Fuller's earth, neutral alumina, basic Alumina, Celite, acid-activated clay, aluminum sulfate, calcium carbonate, Kaolin, magnesium sulfate, potassium chloride, potassium magnesium sulfate, potassium sulfate, soda ash, sodium carbonate, sodium sulfate, magnesium silicate, and the like.
- the adsorbent is a silicate such as magnesium silicate (e.g., MAGNESOL from The Dallas Group of America, Inc.) may be used as the adsorbent for adsorbing catalyst poisons, chemical additives, and byproducts, especially any boron-containing compounds.
- the level of magnesium silicate adsorbent ranges from about 0.1 wt% to about 5 wt% when used in conjunction with the chemical treatment. More preferably, the amount of magnesium silicate ranges from about 0.1 wt% to about 3 wt%. Even more preferably, the level of magnesium silicate ranges from about 0.2 wt% to about 2 wt%.
- Additional hold time and mixing may be provided for the magnesium silicate. Again, the necessary hold time will depend on the temperature and mixing intensity. High intensity mixing may be employed. Typically, the sufficient time for the adsorption treatment step with magnesium silicate is a matter of hours. More preferably, the adsorption treatment with magnesium silicate is less than an hour. Even more preferably, the time sufficient for the adsorption treatment with magnesium silicate is a matter of minutes.
- the magnesium silicate may be added before, during, or after any of the chemical treatment conditions previously described. Preferably, the magnesium silicate is added during or after the chemical treatment. More preferably, the magnesium silicate is added after the chemical treatment.
- the adsorbent may be removed by filtration, centrifugation, pouring or any other method of solid-liquid separation known to those skilled in the art.
- a filter aid such as Celite, can also be added at the time of adsorbent addition to aid subsequent filtration.
- the treated feedstock is typically cooled to less than about 40°C before allowing exposure to air.
- the treated feedstock preferably has a diminished peroxide value of less than 1 meq/kg. It is more preferable that the feedstock has a diminished peroxide value of less than 0.5 meq/kg.
- the feedstock has a starting peroxide value that is greater than 5 meq/kg, it is preferable to diminish the level of peroxides with a chemical and adsorbent treatment by approximately 80% or more. It is more preferable to diminish the level of peroxides with a chemical and adsorbent treatment by approximately 90% or more. In circumstances where the feedstock has a starting peroxide value that is greater than 10 meq/kg, it is preferable to diminish the level of peroxides with a chemical and adsorbent treatment by approximately 90% or more. It is more preferable to diminish the level of peroxides with a chemical and adsorbent treatment by approximately 95% or more.
- combining chemical treatment and adsorbent treatment may be more effective in diminishing catalyst poisons than adsorbent treatment alone.
- the combined treatment may also allow for a lower amount of adsorbent to be used in the treatment.
- higher quantities of the adsorbent may be needed to achieve similar results in terms of diminished peroxide values.
- the use of higher quantities of adsorbent adds an undesired cost to the process.
- adsorbent treatment alone may fail to diminish the other non-peroxide catalyst poisons.
- the treated feedstock is then preferably stored under nitrogen until ready for use in a metathesis reaction, such as self-metathesis, cross-metathesis, or ring-opening metathesis.
- a metathesis reaction such as self-metathesis, cross-metathesis, or ring-opening metathesis.
- the feedstock may be subjected to a metathesis reaction in the presence of a metathesis catalyst.
- metalathesis catalyst includes any catalyst or catalyst system that catalyzes a metathesis reaction. Any known or future-developed metathesis catalyst may be used, alone or in combination with one or more additional catalysts.
- Exemplary metathesis catalysts include metal carbene catalysts based upon transition metals, for example, ruthenium, molybdenum, osmium, chromium, rhenium, and tungsten.
- the olefin metathesis catalyst for carrying out the cross-metathesis reactions of the disclosure is preferably a Group 8 transition metal complex having the structure of formula (III)
- M is a Group 8 transition metal; L 1 , L 2 and L 3 are neutral electron donor ligands; n is 0 or 1 , such that L 3 may or may not be present; m is 0, 1 , or 2; X 1 and X 2 are anionic ligands; and
- R 1 and R 2 are independently selected from hydrogen, hydrocarbyl, substituted hydrocarbyl, heteroatom-containing hydrocarbyl, substituted heteroatom- containing hydrocarbyl, and functional groups, wherein any two or more of X 1 , X 2 , L 1 , L 2 , L 3 , R 1 , and R 2 can be taken together to form a cyclic group, and further wherein any one or more of X 1 , X 2 , L 1 , L 2 , L 3 , R 1 , and R 2 may be attached to a support.
- Preferred catalysts contain Ru or Os as the Group 8 transition metal, with
- a first group of catalysts are commonly referred to as 1 st Generation Grubbs-type catalysts, and have the structure of formula (III).
- M and m are as described above, and n, X 1 , X 2 , L 1 , L 2 , L 3 , R 1 , and R 2 are described as follows.
- n is 0, and L 1 and L 2 are independently selected from phosphine, sulfonated phosphine, phosphite, phosphinite, phosphonite, arsine, stibine, ether, amine, amide, imine, sulfoxide, carboxyl, nitrosyl, pyridine, substituted pyridine, imidazole, substituted imidazole, pyrazine, and thioether.
- Exemplary ligands are trisubstituted phosphines.
- X 1 and X 2 are anionic ligands, and may be the same or different, or are linked together to form a cyclic group, typically although not necessarily a five- to eight- membered ring.
- X 1 and X 2 are each independently hydrogen, halide, or one of the following groups: C 1 -C 20 alkyl, C 5 -C 24 aryl, C 1 -C 20 alkoxy, C 5 -C 24 aryloxy, C 2 -C 20 alkoxycarbonyl, C 6 -C 24 aryloxycarbonyl, C 2 -C 24 acyl, C 2 -C 24 acyloxy, C 1 -C 20 alkylsulfonato, C 5 -C 24 arylsulfonato, C 1 -C 20 alkylsulfanyl, C 5 -C 24 arylsulfanyl, C 1 -C 20 alkylsulfinyl, or C 5
- X 1 and X 2 may be substituted with one or more moieties selected from CrC 12 alkyl, CrC 12 alkoxy, C 5 -C 24 aryl, and halide, which may, in turn, with the exception of halide, be further substituted with one or more groups selected from halide, CrC 6 alkyl, C 1 -C 6 alkoxy, and phenyl.
- X 1 and X 2 are halide, benzoate, C 2 -C 6 acyl, C 2 -C 6 alkoxycarbonyl, C 1 -C 6 alkyl, phenoxy, C 1 -C 6 alkoxy, C 1 -C 6 alkylsulfanyl, aryl, or C 1 -C 6 alkylsulfonyl.
- X 1 and X 2 are each halide,
- CF 3 CO 2 CH 3 CO 2 , CFH 2 CO 2 , (CH 3 ) 3 CO, (CF 3 ) 2 (CH 3 )CO, (CF 3 )(CH 3 J 2 CO, PhO, MeO, EtO, tosylate, mesylate, or trifluoromethane-sulfonate.
- X 1 and X 2 are each chloride.
- R 1 and R 2 are independently selected from hydrogen, hydrocarbyl (e.g., C 1 -C 20 alkyl, C 2 -C 20 alkenyl, C 2 -C 20 alkynyl, C 5 -C 24 aryl, C 6 -C 24 alkaryl, C 6 -C 24 aralkyl, etc.), substituted hydrocarbyl (e.g., substituted C 1 -C 20 alkyl, C 2 -C 20 alkenyl, C 2 -C 20 alkynyl, C 5 -C 24 aryl, C 6 -C 24 alkaryl, C 6 -C 24 aralkyl, etc.), heteroatom-containing hydrocarbyl (e.g., heteroatom-containing C 1 -C 20 alkyl, C 2 -C 20 alkenyl, C 2 -C 20 alkynyl, C 5 - C 24 aryl, C 6 -C 24 alkaryl, C 6 -C 24 aralkyl,
- R 1 and R 2 may also be linked to form a cyclic group, which may be aliphatic or aromatic, and may contain substituents and/or heteroatoms. Generally, such a cyclic group will contain 4 to 12, preferably 5, 6, 7, or 8 ring atoms.
- R 1 is hydrogen and R 2 is selected from C 1 -C 20 alkyl,
- R 2 is phenyl, vinyl, methyl, isopropyl, or t-butyl, optionally substituted with one or more moieties selected from C 1 -C 6 alkyl, C 1 -C 6 alkoxy, phenyl, and a functional group Fn as defined earlier herein.
- R 2 is phenyl or vinyl substituted with one or more moieties selected from methyl, ethyl, chloro, bromo, iodo, fluoro, nitro, dimethylamino, methyl, methoxy, and phenyl.
- Any two or more (typically two, three, or four) of X 1 , X 2 , L 1 , L 2 , L 3 , R 1 , and R 2 can be taken together to form a cyclic group, as disclosed, for example, in U.S. Patent No. 5,312,940 to Grubbs et al.
- X 1 , X 2 , L 1 , L 2 , L 3 , R 1 , and R 2 are linked to form cyclic groups
- those cyclic groups may contain 4 to 12, preferably 4, 5, 6, 7 or 8 atoms, or may comprise two or three of such rings, which may be either fused or linked.
- the cyclic groups may be aliphatic or aromatic, and may be heteroatom- containing and/or substituted.
- the cyclic group may, in some cases, form a bidentate ligand or a tridentate ligand.
- bidentate ligands include, but are not limited to, bisphosphines, dialkoxides, alkyldiketonates, and aryldiketonates.
- Grubbs-type catalysts have the structure of formula (III), wherein L 1 is a carbene ligand having the structure of formula (IV)
- X and Y are heteroatoms typically selected from N, O, S, and P. Since O and S are divalent, p is necessarily zero when X is O or S, and q is necessarily zero when Y is O or S. However, when X is N or P, then p is 1 , and when Y is N or P, then q is 1. In a preferred embodiment, both X and Y are N.
- Q 1 , Q 2 , Q 3 , and Q 4 are linkers, e.g., hydrocarbylene (including substituted hydrocarbylene, heteroatom-containing hydrocarbylene, and substituted heteroatom- containing hydrocarbylene, such as substituted and/or heteroatom-containing alkylene) or -(CO)-, and w, x, y, and z are independently zero or 1 , meaning that each linker is optional. Preferably, w, x, y, and z are all zero. Further, two or more substituents on adjacent atoms within Q 1 , Q 2 , Q 3 , and Q 4 may be linked to form an additional cyclic group.
- hydrocarbylene including substituted hydrocarbylene, heteroatom-containing hydrocarbylene, and substituted heteroatom- containing hydrocarbylene, such as substituted and/or heteroatom-containing alkylene
- w, x, y, and z are independently zero or 1 , meaning that each linker is optional.
- R 3 , R 3A , R 4 , and R 4A are independently selected from hydrogen, hydrocarbyl, substituted hydrocarbyl, heteroatom-containing hydrocarbyl, and substituted heteroatom-containing hydrocarbyl.
- R 4A can be taken together to form a cyclic group, and any one or more of X 1 , X 2 , L 1 , L 2 , L 3 , R 1 , R 2 , R 3 , R 3A , R 4 , and R 4A may be attached to a support.
- R 3A and R 4A are linked to form a cyclic group so that the carbene ligand is an heterocyclic carbene and preferably an N-heterocyclic carbene, such as the N-heterocylic carbene having the structure of formula (Vl)
- R 3 and R 4 are defined above, with preferably at least one of R 3 and R 4 , and more preferably both R 3 and R 4 , being alicyclic or aromatic of one to about five rings, and optionally containing one or more heteroatoms and/or substituents.
- Q is a linker, typically a hydrocarbylene linker, including substituted hydrocarbylene, heteroatom-containing hydrocarbylene, and substituted heteroatom-containing hydrocarbylene linkers, wherein two or more substituents on adjacent atoms within Q may also be linked to form an additional cyclic structure, which may be similarly substituted to provide a fused polycyclic structure of two to about five cyclic groups.
- Q is often, although again not necessarily, a two-atom linkage or a three-atom linkage.
- Examples of N-heterocyclic carbene ligands suitable as L 1 thus include, but are not limited to, the following:
- Examples of functional groups here include carboxyl, C 1 -C 20 alkoxy, C 5 -C 24 aryloxy, C2-C 20 alkoxycarbonyl, C 5 -C 24 alkoxycarbonyl, C 2 -C 24 acyloxy, C-1-C 20 alkylthio, C 5 -C 24 arylthio, C 1 -C 20 alkylsulfonyl, and C 1 -C 20 alkylsulfinyl, optionally substituted with one or more moieties selected from C 1 -C-1 2 alkyl, C 1 -C 12 alkoxy, C 5 -C 14 aryl, hydroxyl, sulfhydryl, formyl, and halide.
- R 11 , R 12 , R 13 , and R 14 are preferably independently selected from hydrogen, C1-C12 alkyl, substituted C 1 -C 12 alkyl, C 1 -C 12 heteroalkyl, substituted C 1 -C 12 heteroalkyl, phenyl, and substituted phenyl.
- any two of R 11 , R 12 , R 13 , and R 14 may be linked together to form a substituted or unsubstituted, saturated or unsaturated ring structure, e.g., a C 4 -C 12 alicyclic group or a C 5 or C ⁇ aryl group, which may itself be substituted, e.g., with linked or fused alicyclic or aromatic groups, or with other substituents.
- R 3 and R 4 are aromatic, they are typically although not necessarily composed of one or two aromatic rings, which may or may not be substituted, e.g., R 3 and R 4 may be phenyl, substituted phenyl, biphenyl, substituted biphenyl, or the like.
- R 3 and R 4 are the same and are each unsubstituted phenyl or phenyl substituted with up to three substituents selected from C 1 -C 20 alkyl, substituted C 1 -C 20 alkyl, C 1 -C 20 heteroalkyl, substituted C 1 -C 20 heteroalkyl, C 5 -C 24 aryl, substituted C 5 -C 24 aryl, C 5 -C 24 heteroaryl, C 6 -C 24 aralkyl, C 6 -C 24 alkaryl, or halide.
- any substituents present are hydrogen, C 1 -C 12 alkyl, C 1 -C 12 alkoxy, C 5 -C 14 aryl, substituted C 5 -C 14 aryl, or halide.
- R 3 and R 4 are mesityl.
- M, m, n, X 1 , X 2 , R 1 , and R 2 are as defined for the first group of catalysts
- L 1 is a strongly coordinating neutral electron donor ligand such as any of those described for the first and second groups of catalysts
- L 2 and L 3 are weakly coordinating neutral electron donor ligands in the form of optionally substituted heterocyclic groups.
- n is zero or 1 , such that L 3 may or may not be present.
- L 2 and L 3 are optionally substituted five- or six-membered monocyclic groups containing 1 to 4, preferably 1 to 3, most preferably 1 to 2 heteroatoms, or are optionally substituted bicyclic or polycyclic structures composed of 2 to 5 such five- or six- membered monocyclic groups. If the heterocyclic group is substituted, it should not be substituted on a coordinating heteroatom, and any one cyclic moiety within a heterocyclic group will generally not be substituted with more than 3 substituents.
- examples of L 2 and L 3 include, without limitation, heterocycles containing nitrogen, sulfur, oxygen, or a mixture thereof.
- nitrogen-containing heterocycles appropriate for L 2 and L 3 include pyridine, bipyridine, pyridazine, pyrimidine, bipyridamine, pyrazine, 1 ,3,5- triazine, 1 ,2,4-triazine, 1 ,2,3-triazine, pyrrole, 2H-pyrrole, 3H-pyrrole, pyrazole, 2H- imidazole, 1 ,2,3-triazole, 1 ,2,4-triazole, indole, 3H-indole, 1 H-isoindole, cyclopenta(b)pyridine, indazole, quinoline, bisquinoline, isoquinoline, bisisoquinoline, cinnoline, quinazoline, naphthyridine
- Examples of sulfur-containing heterocycles appropriate for L 2 and L 3 include thiophene, 1 ,2-dithiole, 1 ,3-dithiole, thiepin, benzo(b)thiophene, benzo(c)thiophene, thionaphthene, dibenzothiophene, 2H-thiopyran, 4H-thiopyran, and thioanthrene.
- oxygen-containing heterocycles appropriate for L 2 and L 3 include 2H-pyran, 4H-pyran, 2-pyrone, 4-pyrone, 1 ,2-dioxin, 1 ,3-dioxin, oxepin, furan, 2H-1-benzopyran, coumarin, coumarone, chromene, chroman-4-one, isochromen-1- one, isochromen-3-one, xanthene, tetrahydrofuran, 1 ,4-dioxan, and dibenzofuran.
- Examples of mixed heterocycles appropriate for L 2 and L 3 include isoxazole, oxazole, thiazole, isothiazole, 1 ,2,3-oxadiazole, 1 ,2,4-oxadiazole, 1 ,3,4- oxadiazole, 1 ,2,3,4-oxatriazole, 1 ,2,3,5-oxatriazole, 3H-1 ,2,3-dioxazole, 3H-1.2- oxathiole, 1 ,3-oxathiole, 4H-1 ,2-oxazine, 2H-1 ,3-oxazine, 1 ,4-oxazine, 1 ,2,5- oxathiazine, o-isooxazine, phenoxazine, phenothiazine, pyrano[3,4-b]pyrrole, indoxazine, benzoxazole, anthranil,
- L 2 and L 3 ligands are aromatic nitrogen-containing and oxygen- containing heterocycles, and particularly preferred L 2 and L 3 ligands are monocyclic N- heteroaryl ligands that are optionally substituted with 1 to 3, preferably 1 or 2, substituents.
- L 2 and L 3 ligands are pyridine and substituted pyridines, such as 3-bromopyridine, 4-bromopyridine, 3,5- dibromopyridine, 2,4,6-tribromopyridine, 2,6-dibromopyridine, 3-chloropyridine, 4- chloropyridine, 3,5-dichloropyridine, 2,4,6-trichloropyridine, 2,6-dichloropyridine, 4- iodopyridine, 3,5-diiodopyridine, 3,5-dibromo-4-methylpyridine, 3,5-dichloro-4- methylpyridine, 3,5-dimethyl-4-bromopyridine, 3,5-dimethylpyridine, 4-methylpyridine, 3,5-diisopropylpyridine, 2,4,6-trimethylpyridine, 2,4,6-triisopropylpyridine, 4-(tert- butyl)pyridine, 4-phenylpyridine, 3,5-diphenylpyridine, 3,5-dichlor
- any substituents present on L 2 and/or L 3 are selected from halo, CrC 20 alkyl, substituted C 1 -C 20 alkyl, C 1 -C 20 heteroalkyl, substituted C 1 -C 20 heteroalkyl, C 5 -C 24 aryl, substituted C 5 -C 24 aryl, C 5 -C 24 heteroaryl, substituted C 5 -C 24 heteroaryl, C 6 -C 24 alkaryl, substituted C 6 -C 24 alkaryl, Ce-C 24 heteroalkaryl, substituted C 6 -C 24 heteroalkaryl, C 6 -C 24 aralkyl, substituted C 6 -C 24 aralkyl, C 6 -C 24 heteroaralkyl, substituted C 6 -C 24 heteroaralkyl, and functional groups, with suitable functional groups including, without limitation, C 1 -C 20 alkoxy, C 5 -C 24 aryloxy, C 2 -C 20 alkylcarbony
- substituents on L 2 and L 3 include, without limitation, halo, C 1 -C 12 alkyl, substituted C 1 -C 12 alkyl, C 1 -C 12 heteroalkyl, substituted C 1 -C 12 heteroalkyl, C 5 -C 14 aryl, substituted C 5 -C 14 aryl, C 5 -C 14 heteroaryl, substituted C 5 -C 14 heteroaryl, C 6 -C 16 alkaryl, substituted C 6 -C 16 alkaryl, C 6 -C 16 heteroalkaryl, substituted C 6 -C 16 heteroalkaryl, C 6 -C 16 aralkyl, substituted C 6 -C 16 aralkyl, C 6 -C 16 heteroa
- L 2 and L 3 may also be taken together to form a bidentate or multidentate ligand containing two or more, generally two, coordinating heteroatoms such as N, O, S, or P, with preferred such ligands being diimine ligands of the Brookhart type.
- One representative bidentate ligand has the structure of formula (VIII)
- R 15 , R 16 , R 17 , and R 18 hydrocarbyl e.g., C 1 -C 20 alkyl, C 2 -C 20 alkenyl, C 2 -C 20 alkynyl, C 5 -C 24 aryl, C 6 -C 24 alkaryl, or C 6 -C 24 aralkyl
- substituted hydrocarbyl e.g., substituted C 1 -C 20 alkyl, C 2 -C 20 alkenyl, C 2 -C 20 alkynyl, C 5 -C 24 aryl, C 6 -C 24 alkaryl, or C 6 -C 24 aralkyl
- heteroatom-containing hydrocarbyl e.g., C 1 -C 20 heteroalkyl, C 5 -C 24 heteroaryl, heteroatom-containing C 6 -C 24 aralkyl, or heteroatom- containing C 6 -C 24 alkaryl
- substituted heteroatom-containing hydrocarbyl e.
- a bidentate ligand or a tridentate ligand examples include, but are not limited to, bisphosphines, dialkoxides, alkyldiketonates, and aryldiketonates.
- P(Ph) 2 CH 2 CH 2 P(Ph) 2 - Specific examples include - P(Ph) 2 CH 2 CH 2 P(Ph) 2 -, -As(Ph) 2 CH 2 CH 2 As(Ph 2 )-, -P(Ph) 2 CH 2 CH 2 C(CFs) 2 O-, binaphtholate dianions, pinacolate dianions, -P(CH 3 ) 2 (CH 2 ) 2 P(CH 3 ) 2 -, and - OC(CH 3 ) 2 (CH 3 ) 2 CO-.
- Preferred bidentate ligands are -P(Ph) 2 CH 2 CH 2 P(Ph) 2 - and - P(CH 3 ) 2 (CH 2 ) 2 P(CH 3 ) 2 -.
- Tridentate ligands include, but are not limited to, (CH 3 ) 2 NCH 2 CH 2 P(Ph)CH 2 CH 2 N(CH 3 ) 2 .
- Other preferred tridentate ligands are those in which any three of X 1 , X 2 , L 1 , L 2 , L 3 , R 1 , and R 2 (e.g., X 1 , L 1 , and L 2 ) are taken together to be cyclopentadienyl, indenyl, or fluorenyl, each optionally substituted with C 2 -C 20 alkenyl, C 2 -C 20 alkynyl, C 1 -C 20 alkyl, C 5 -C 20 aryl, CrC 20 alkoxy, C 2 -C 20 alkenyloxy, C 2 -C 20 alkynyloxy, C 5 -C 20 _aryloxy, C 2 -C 20 alkoxycarbonyl, C 1 -C 20 alkylthi
- X, L 1 , and L 2 are taken together to be cyclopentadienyl or indenyl, each optionally substituted with vinyl, C 1 -C 10 alkyl, C 5 - C 20 aryl, C 1 -C 10 carboxylate, C 2 -C 10 alkoxycarbonyl, C 1 -C 10 alkoxy, or C 5 -C 20 aryloxy, each optionally substituted with C 1 -C 6 alkyl, halide, C 1 -C 6 alkoxy or with a phenyl group optionally substituted with halide, CrC 6 alkyl or C 1 -C 6 alkoxy.
- X, L 1 and L 2 may be taken together to be cyclopentadienyl, optionally substituted with vinyl, hydrogen, methyl, or phenyl.
- Tetradentate ligands include, but are not limited to O 2 C(CH 2 ) 2 P(Ph)(CH 2 ) 2 P(Ph)(CH 2 ) 2 CO 2 , phthalocyanines, and porphyrins.
- Complexes wherein L 2 and R 2 are linked are examples of the fourth group of catalysts, and are commonly called "Grubbs-Hoveyda" catalysts. Examples of Grubbs-Hoveyda-type catalysts include the following:
- transition metal carbene complexes include, but are not limited to: neutral ruthenium or osmium metal carbene complexes containing metal centers that are formally in the +2 oxidation state, have an electron count of 16, are penta-coordinated, and are of the general formula (IX); neutral ruthenium or osmium metal carbene complexes containing metal centers that are formally in the +2 oxidation state, have an electron count of 18, are hexa-coordinated, and are of the general formula (X); cationic ruthenium or osmium metal carbene complexes containing metal centers that are formally in the +2 oxidation state, have an electron count of 14, are tetra-coordinated, and are of the general formula (Xl); and cationic ruthenium or osmium metal carbene complexes containing metal centers that are formally in the +2 oxidation state
- X 1 , X 2 , L 1 , L 2 , n, L 3 , R 1 , and R 2 are as defined for any of the previously defined four groups of catalysts; r and s are independently zero or 1 ; t is an integer in the range of zero to 5;
- Z 3 is any cationic moiety such as -P(R 2 ) 3 + or -N(R 2 J 3 + ; and any two or more of X 1 , X 2 , L 1 , L 2 , L 3 , n, Z 1 , Z 2 , Z 3 , R 1 , and R 2 may be taken together to form a cyclic group, e.g., a multidentate ligand, and wherein any one or more of X 1 , X 2 , L 1 , L 2 , n, L 3 , Z 1 , Z 2 , Z 3 , R 1 , and R 2 may be attached to a support.
- Suitable complexes include Group 8 transition metal carbenes bearing a cationic substituent, such as are disclosed in U.S. Pat. No. 7,365,140 (Piers et al.) having the general structure (XIII):
- M is a Group 8 transition metal
- L 1 and L 2 are neutral electron donor ligands
- X 1 and X 2 are anionic ligands
- R 1 is hydrogen, C 1 -C 12 hydrocarbyl, or substituted C 1 -C 12 hydrocarbyl;
- W is an optionally substituted and/or heteroatom-containing C 1 -C 20 hydrocarbylene linkage;
- Y is a positively charged Group 15 or Group 16 element substituted with hydrogen, CrC 12 hydrocarbyl, substituted C 1 -C 12 hydrocarbyl; heteroatom-containing CrC 12 hydrocarbyl, or substituted heteroatom-containing hydrocarbyl; Z- is a negatively charged counterion; m is zero or 1 ; and n is zero or 1 ; wherein any two or more of L 1 , L 2 , X 1 , X 2 , R 1 , W, and Y can be taken together to form a cyclic group.
- Each of M, L 1 , L 2 , X 1 , and X 2 in structure (XIII) may be as previously defined herein.
- W is an optionally substituted and/or heteroatom-containing C 1 -C 20 hydrocarbylene linkage, typically an optionally substituted C 1 -C 12 alkylene linkage, e.g., -(CH 2 )r where i is an integer in the range of 1 to 12 inclusive and any of the hydrogen atoms may be replaced with a non-hydrogen substituent as described earlier herein with regard to the definition of the term "substituted.”
- the subscript n is zero or 1 , meaning that W may or may not be present. In a preferred embodiment, n is zero.
- Y is a positively charged Group 15 or Group 16 element substituted with hydrogen, C 1 -C 12 hydrocarbyl, substituted C 1 -C 12 hydrocarbyl, heteroatom-containing C 1 -C 12 hydrocarbyl, or substituted heteroatom-containing hydrocarbyl.
- Y is a C 1 -C 12 hydrocarbyl-substituted, positively charged Group 15 or Group 16 element.
- Representative Y groups include P(R 2 ) 3 , P(R 2 K As(R 2 ) 3 , S(R 2 ) 2 , O(R 2 ) 2 , where the R 2 are independently selected from C 1 -C 12 hydrocarbyl; within these, preferred Y groups are phosphines of the structure P(R 2 ) 3 wherein the R 2 are independently selected from C 1 -C 12 alkyl and aryl, and thus include, for example, methyl, ethyl, n-propyl, isopropyl, n- butyl, isobutyl, t-butyl, cyclopentyl, cyclohexyl, and phenyl.
- Y can also be a heterocyclic group containing the positively charged Group 15 or Group 16 element.
- Y may be an optionally substituted pyridinyl, pyrazinyl, or imidazolyl group.
- Z- is a negatively charged counterion associated with the cationic complex, and may be virtually any anion, so long as the anion is inert with respect to the components of the complex and the reactants and reagents used in the metathesis reaction catalyzed.
- Preferred Z- moieties are weakly coordinating anions, such as, for instance, [B(C 6 F 5 ) 4 ]-, [BF 4 ]- [B(C 6 H 6 ) 4 ]-, [CF 3 S(O) 3 ]-, [PF 6 ]- [SbF 6 ]- [AICI 4 ]-, [FSO 3 ]-, [CB 1 IH 6 CI 6 ]- [CBnH 6 Br 6 ]-, and [SO 3 F:SbF 5 ]-
- Preferred anions suitable as Z- are of the formula B(R 15 ) 4 where R 15 is fluoro, aryl, or perfluorinated aryl, typically fluoro or perfluorinated aryl. Most preferred anions suitable as Z- are BF 4 " and B(C 6 F 5 ) " , optimally the latter.
- any two or more of X 1 , X 2 , L 1 , L 2 , R 1 , W, and Y can be taken together to form a cyclic group, as disclosed, for example, in U.S. Patent No. 5,312,940 to Grubbs et al.
- those cyclic groups may be five- or six-membered rings, or may comprise two or three five- or six-membered rings, which may be either fused or linked.
- the cyclic groups may be aliphatic or aromatic, and may be heteroatom-containing and/or substituted, as explained in part (I) of this section.
- One group of exemplary catalysts encompassed by the structure of formula (XIII) are those wherein m and n are zero, such that the complex has the structure of formula (XIV)
- X 1 , X 2 , and L 1 ligands are as described earlier with respect to complexes of formula (I), as are possible and preferred Y + and Z- moieties.
- M is Ru or Os, preferably Ru, and R 1 is hydrogen or C 1 -C 12 alkyl, preferably hydrogen.
- L 1 is preferably a heteroatom-containing carbene ligand having the structure of formula (XV)
- Z 1 and Z 2 are heteroatoms typically selected from N, O, S, and P. Since O and S are divalent, j is necessarily zero when Z 1 is O or S, and k is necessarily zero when Z 2 is O or S. However, when Z 1 is N or P, then j is 1 , and when Z 2 is N or P, then k is 1. In a preferred embodiment, both Z 1 and Z 2 are N.
- Q 1 , Q 2 , Q 3 , and Q 4 are linkers, e.g., C 1 -C 12 hydrocarbylene, substituted C 1 - C 12 hydrocarbylene, heteroatom-containing C 1 -C 12 hydrocarbylene, substituted heteroatom-containing C 1 -C 12 hydrocarbylene, or -(CO)-, and w, x, y, and z are independently zero or 1 , meaning that each linker is optional.
- w, x, y, and z are all zero.
- R 3 , R 3A , R 4 , and R 4A are independently selected from hydrogen, hydrogen, C 1 -C 20 hydrocarbyl, substituted C 1 -C 20 hydrocarbyl, heteroatom-containing C 1 -C 20 hydrocarbyl, and substituted heteroatom-containing C 1 -C 20 hydrocarbyl.
- w, x, y, and z are zero, Z 1 and Z 1 are N, and R 3A and R 4A are linked to form -Q-, such that the complex has the structure of formula (XVII)
- R 3 and R 4 are defined above, with preferably at least one of R 3 and R 4 , and more preferably both R 3 and R 4 , being alicyclic or aromatic of one to about five rings, and optionally containing one or more heteroatoms and/or substituents.
- Q is a linker, typically a hydrocarbylene linker, including C 1 -C 12 hydrocarbylene, substituted CrC 12 hydrocarbylene, heteroatom-containing C 1 -C 12 hydrocarbylene, or substituted heteroatom-containing C 1 -C 12 hydrocarbylene linker, wherein two or more substituents on adjacent atoms within Q may be linked to form an additional cyclic structure, which may be similarly substituted to provide a fused polycyclic structure of two to about five cyclic groups.
- a linker typically a hydrocarbylene linker, including C 1 -C 12 hydrocarbylene, substituted CrC 12 hydrocarbylene, heteroatom-containing C 1 -C 12 hydrocarbylene, or substituted heteroatom-containing C 1 -C 12 hydrocarbylene linker, wherein two or more substituents on adjacent atoms within Q may be linked to form an additional cyclic structure, which may be similarly substituted to provide a fused polycyclic structure of two to about five cyclic groups.
- Examples of functional groups here include carboxyl, C 1 -C 20 alkoxy, C 5 -C 20 aryloxy, C 2 -C 20 alkoxycarbonyl, C 2 -C 20 alkoxycarbonyl, C 2 -C 20 acyloxy, C 1 -C 20 alkylthio, C 5 -C 20 arylthio, C 1 -C 20 alkylsulfonyl, and C 1 -C 20 alkylsulfinyl, optionally substituted with one or more moieties selected from C 1 -C 10 alkyl, C 1 -C 10 alkoxy, C 5 -C 20 aryl, hydroxyl, sulfhydryl, formyl, and halide.
- any two of R 8 , R 9 , R 10 , and R 11 may be linked together to form a substituted or unsubstituted, saturated or unsaturated ring structure, e.g., a C 4 -C 12 alicyclic group or a C 5 or C 6 aryl group, which may itself be substituted, e.g., with linked or fused alicyclic or aromatic groups, or with other substituents.
- a substituted or unsubstituted, saturated or unsaturated ring structure e.g., a C 4 -C 12 alicyclic group or a C 5 or C 6 aryl group, which may itself be substituted, e.g., with linked or fused alicyclic or aromatic groups, or with other substituents.
- suitable solid supports for any of the catalysts described herein may be of synthetic, semi-synthetic, or naturally occurring materials, which may be organic or inorganic, e.g., polymeric, ceramic, or metallic. Attachment to the support will generally, although not necessarily, be covalent, and the covalent linkage may be direct or indirect, if indirect, typically through a functional group on a support surface.
- Non-limiting examples of catalysts that may be used in the reactions of the disclosure include the following, some of which for convenience are identified throughout this disclosure by reference to their molecular weight:
- Ph represents phenyl
- Cy represents cyclohexane
- Me represents methyl
- nBu represents n-butyl
- /-Pr represents isopropyl
- py represents pyridine (coordinated through the N atom)
- Mes represents mesityl (i.e., 2,4,6-trimethylphenyl).
- catalysts useful in the reactions of the present disclosure include the following: ruthenium (II) dichloro (3-methyl-1 ,2-butenylidene) bis(tricyclopentylphosphine) (C716); ruthenium (II) dichloro (3-methyl-1 ,2- butenylidene) bis(tricyclohexylphosphine) (C801); ruthenium (II) dichloro (phenylmethylene) bis(tricyclohexylphosphine) (C823); ruthenium (II) [1 ,3-bis-(2,4,6- trimethylphenyl)-2-imidazolidinylidene) dichloro (phenylmethylene) (triphenylphosphine) (C830), and ruthenium (II) dichloro (vinyl phenylmethylene) bis(tricyclohexylphosphine) (C835); ruthenium (II) dichlor
- Exemplary ruthenium-based metathesis catalysts include those represented by structures 12 (commonly known as Grubbs's catalyst), 14 and 16. Structures 18, 20, 22, 24, 26, 28, 60, 62, 64, 66, and 68 represent additional ruthenium- based metathesis catalysts. Catalysts C627, C682, C697, C712, and C827 represent still additional ruthenium-based catalysts. General structures 50 and 52 represent additional ruthenium-based metathesis catalysts of the type reported in Chemical & Engineering News; February 12, 2007, at pages 37-47.
- Ph is phenyl
- Mes is mesityl
- py is pyridine
- Cp is cyclopentyl
- Cy is cyclohexyl.
- Techniques for using the metathesis catalysts are known in the art (see, for example, U.S. Patent Nos. 7,102,047; 6,794,534; 6,696,597; 6,414,097; 6,306,988; 5,922,863; 5,750,815; and metathesis catalysts with ligands in U.S. Publication No. 2007/0004917 A1), all incorporated by reference herein in their entireties.
- a number of the metathesis catalysts as shown are manufactured by Materia, Inc. (Pasadena, CA).
- Additional exemplary metathesis catalysts include, without limitation, metal carbene complexes selected from the group consisting of molybdenum, osmium, chromium, rhenium, and tungsten.
- the term "complex" refers to a metal atom, such as a transition metal atom, with at least one ligand or complexing agent coordinated or bound thereto.
- a ligand typically is a Lewis base in metal carbene complexes useful for alkyne- or alkene-metathesis.
- Typical examples of such ligands include phosphines, halides and stabilized carbenes.
- Some metathesis catalysts may employ plural metals or metal co-catalysts (e.g., a catalyst comprising a tungsten halide, a tetraalkyl tin compound, and an organoaluminum compound).
- An immobilized catalyst can be used for the metathesis process.
- An immobilized catalyst is a system comprising a catalyst and a support, the catalyst associated with the support. Exemplary associations between the catalyst and the support may occur by way of chemical bonds or weak interactions (e.g. hydrogen bonds, donor acceptor interactions) between the catalyst, or any portions thereof, and the support or any portions thereof. Support is intended to include any material suitable to support the catalyst.
- immobilized catalysts are solid phase catalysts that act on liquid or gas phase reactants and products.
- exemplary supports are polymers, silica or alumina.
- An immobilized catalyst can simplify purification of products and recovery of the catalyst so that recycling the catalyst may be more convenient.
- the metathesis process can be conducted under any conditions adequate to produce the desired metathesis products. For example, stoichiometry, atmosphere, solvent, temperature and pressure can be selected to produce a desired product and to minimize undesirable byproducts.
- the metathesis process may be conducted under an inert atmosphere. Similarly, if a reagent is supplied as a gas, an inert gaseous diluent can be used.
- the inert atmosphere or inert gaseous diluent typically is an inert gas, meaning that the gas does not interact with the metathesis catalyst to substantially impede catalysis.
- inert gases are selected from the group consisting of helium, neon, argon, nitrogen and combinations thereof.
- the solvent chosen may be selected to be substantially inert with respect to the metathesis catalyst.
- substantially inert solvents include, without limitation, aromatic hydrocarbons, such as benzene, toluene, xylenes, etc.; halogenated aromatic hydrocarbons, such as chlorobenzene and dichlorobenzene; aliphatic solvents, including pentane, hexane, heptane, cyclohexane, etc.; and chlorinated alkanes, such as dichloromethane, chloroform, dichloroethane, etc.
- a ligand may be added to the metathesis reaction mixture.
- the ligand is selected to be a molecule that stabilizes the catalyst, and may thus provide an increased turnover number for the catalyst.
- the ligand can alter reaction selectivity and product distribution.
- ligands include Lewis base ligands, such as, without limitation, trialkylphosphines, for example tricyclohexylphosphine and tributyl phosphine; triarylphosphines, such as triphenylphosphine; diarylalkylphosphines, such as, diphenylcyclohexylphosphine; pyridines, such as 2,6-dimethylpyridine, 2,4,6- trimethylpyridine; as well as other Lewis basic ligands, such as phosphine oxides and phosphinites.
- Lewis base ligands such as, without limitation, trialkylphosphines, for example tricyclohexylphosphine and tributyl phosphine
- the metathesis reaction temperature may be a rate-controlling variable where the temperature is selected to provide a desired product at an acceptable rate.
- the metathesis temperature may be greater than -40°C, may be greater than about - 20°C, and is typically greater than about 0°C or greater than about 20°C.
- the metathesis reaction temperature is less than about 150°C, typically less than about 120°C.
- An exemplary temperature range for the metathesis reaction ranges from about 20°C to about 120°C.
- the metathesis reaction can be run under any desired pressure. Typically, it will be desirable to maintain a total pressure that is high enough to keep the cross-metathesis reagent in solution. Therefore, as the molecular weight of the cross- metathesis reagent increases, the lower pressure range typically decreases since the boiling point of the cross-metathesis reagent increases.
- the total pressure may be selected to be greater than about 10 kPa, in some embodiments greater than about 30 kPa, or greater than about 100 kPa. Typically, the reaction pressure is no more than about 7000 kPa, in some embodiments no more than about 3000 kPa.
- An exemplary pressure range for the metathesis reaction is from about 100 kPa to about 3000 kPa.
- the metathesis reaction is catalyzed by a system containing both a transition and a non-transition metal component.
- the most active and largest number of catalyst systems are derived from Group Vl A transition metals, for example, tungsten and molybdenum.
- the unsaturated polyol ester is partially hydrogenated before it is subjected to the metathesis reaction. Partial hydrogenation of the unsaturated polyol ester reduces the number of double bonds that are available for in the subsequent metathesis reaction.
- the unsaturated polyol ester is metathesized to form a metathesized unsaturated polyol ester, and the metathesized unsaturated polyol ester is then hydrogenated (e.g., partially or fully hydrogenated) to form a hydrogenated metathesized unsaturated polyol ester.
- Hydrogenation may be conducted according to any known method for hydrogenating double bond-containing compounds such as vegetable oils.
- the unsaturated polyol ester or metathesized unsaturated polyol ester is hydrogenated in the presence of a nickel catalyst that has been chemically reduced with hydrogen to an active state.
- supported nickel hydrogenation catalysts include those available under the trade designations "NYSOFACT”, “NYSOSEL”, and “Nl 5248 D” (from Englehard Corporation, Iselin, NH). Additional supported nickel hydrogenation catalysts include those commercially available under the trade designations "PRICAT 9910”, “PRICAT 9920”, “PRICAT 9908”, “PRICAT 9936” (from Johnson Matthey Catalysts, Ward Hill, MA).
- the hydrogenation catalyst may comprise, for example, nickel, copper, palladium, platinum, molybdenum, iron, ruthenium, osmium, rhodium, or iridium. Combinations of metals also may be used. Useful catalyst may be heterogeneous or homogeneous. In some embodiments, the catalysts are supported nickel or sponge nickel type catalysts.
- the hydrogenation catalyst comprises nickel that has been chemically reduced with hydrogen to an active state (i.e., reduced nickel) provided on a support.
- the support may comprise porous silica (e.g., kieselguhr, infusorial, diatomaceous, or siliceous earth) or alumina.
- the catalysts are characterized by a high nickel surface area per gram of nickel.
- the particles of supported nickel catalyst may be dispersed in a protective medium comprising hardened triacylglyceride, edible oil, or tallow.
- the supported nickel catalyst is dispersed in the protective medium at a level of about 22 weight% nickel.
- the supported nickel catalysts may be of the type descibed in U.S. Patent No. 3,351 ,566 (Taylor et al.), and incorporated by reference herein. These catalysts comprise solid nickel-silica having a stabilized high nickel surface area of 45 to 60 sq. meters per gram and a total surface area of 225 to 300 sq. meters per gram.
- the catalysts are prepared by precipitating the nickel and silicate ions from solution such as nickel hydrosilicate onto porous silica particles in such proportions that the activated catalyst contains 25 weight% to 50 weight% nickel and a total silica content of 30 weight% to 90 weight%. The particles are activated by calcining in air at 600° F to 900° F, then reducing with hydrogen.
- Useful catalysts having a high nickel content are described in EP 0 168 091 (incorporated by reference herein), wherein the catalyst is made by precipitation of a nickel compound. A soluble aluminum compound is added to the slurry of the precipitated nickel compound while the precipitate is maturing. After reduction of the resultant catalyst precursor, the reduced catalyst typically has a nickel surface area of the order of 90 to 150 sq. m per gram of total nickel. The catalysts have a nickel/aluminum atomic ratio in the range of 2 to 10 and have a total nickel content of more than about 66 weight%.
- Useful high activity nickel/alumina/silica catalysts are described in EP 167,201.
- the reduced catalysts have a high nickel surface area per gram of total nickel in the catalyst.
- Useful nickel/silica hydrogenation catalysts are described in U.S. Patent No. 6,846,772.
- the catalysts are produced by heating a slurry of particulate silica (e.g. kieselguhr) in an aqueous nickel amine carbonate solution for a total period of at least 200 minutes at a pH above 7.5, followed by filtration, washing, drying, and optionally calcination.
- the nickel/silica hydrogenation catalysts are reported to have improved filtration properties.
- U.S. Patent No. 4,490,480 reports high surface area nickel/alumina hydrogenation catalysts having a total nickel content of 5% to 40% weight.
- supported nickel hydrogenation catalysts include those available under the trade designations "NYSOFACT”, “NYSOSEL”, and “Nl 5248 D” (from Englehard Corporation, Iselin, NH). Additional supported nickel hydrogenation catalysts include those commercially available under the trade designations "PRICAT 9910”, “PRICAT 9920”, “PRICAT 9908”, “PRICAT 9936” (from Johnson Matthey Catalysts, Ward Hill, MA).
- Hydrogenation may be carried out in a batch or in a continuous process and may be partial hydrogenation or complete hydrogenation.
- a vacuum is pulled on the headspace of a stirred reaction vessel and the reaction vessel is charged with the material to be hydrogenated (e.g., RBD soybean oil or metathesized RBD soybean oil).
- the material is then heated to a desired temperature.
- the temperature ranges from about 50°C to 350°C, for example, about 100°C to 300°C or about 150°C to 250°C.
- the desired temperature may vary, for example, with hydrogen gas pressure. Typically, a higher gas pressure will require a lower temperature.
- the hydrogenation catalyst is weighed into a mixing vessel and is slurried in a small amount of the material to be hydrogenated (e.g., RBD soybean oil or metathesized RBD soybean oil).
- the slurry of hydrogenation catalyst is added to the reaction vessel. Hydrogen gas is then pumped into the reaction vessel to achieve a desired pressure of H2 gas.
- the H 2 gas pressure ranges from about 15 to 3000 psig, for example, about 15 psig to 90 psig.
- the desired hydrogenation temperature e.g., about 120°C to 200°C
- the reaction mass is cooled to the desired filtration temperature.
- the amount of hydrogenation catalyst is typically selected in view of a number of factors including, for example, the type of hydrogenation catalyst used, the amount of hydrogenation catalyst used, the degree of unsaturation in the material to be hydrogenated, the desired rate of hydrogenation, the desired degree of hydrogenation (e.g., as measure by iodine value (IV)), the purity of the reagent, and the H 2 gas pressure.
- the hydrogenation catalyst is used in an amount of about 10 weight% or less, for example, about 5 weight% or less or about 1 weight% or less.
- the hydrogenation catalyst may be removed from the hydrogenated product using known techniques, for example, by filtration.
- the hydrogenation catalyst is removed using a plate and frame filter such as those commercially available from Sparkler Filters, Inc., Conroe TX.
- the filtration is performed with the assistance of pressure or a vacuum.
- a filter aid may be used.
- a filter aid may be added to the metathesized product directly or it may be applied to the filter.
- Representative examples of filtering aids include diatomaceous earth, silica, alumina, and carbon.
- the filtering aid is used in an amount of about 10 weight % or less, for example, about 5 weight % or less or about 1 weight % or less.
- Other filtering techniques and filtering aids also may be employed to remove the used hydrogenation catalyst.
- the hydrogenation catalyst is removed using centrifugation followed by decantation of the product.
- the natural oil feedstock was chemically treated with sodium bisulfate to diminish the peroxides and additional non-peroxide catalyst poisons.
- the treatment began by filling a 3-neck 500 ml_ round bottom flask with 300 g feedstock of Fatty Acid Methyl Ester (FAME). Next, 0.83 wt% sodium bisulfate (JT Baker Lot #X37H17) was dissolved in 30 g of water and added to the feedstock. The feedstock was then stirred in the flask with an agitator. A nitrogen sparge began as the feedstock was heated to 60°C. The feedstock was held at 60°C for at least 45 minutes to degas. The feedstock remained at 60°C for an additional 90 minutes.
- FAME Fatty Acid Methyl Ester
- the feedstock was removed from the heating mantel and cooled down to 40°C at which point the nitrogen sparge was stopped.
- the treated feedstock was then poured into a separation funnel. Approximately 300 mL of warm water was added to the feedstock. Then, the mixture was shaken vigorously to wash out and separate the treated feedstock from the other components. When the materials separated within the funnel, the water layer was drained from the bottom. The washing step was repeated several times (3 times recommended).
- a rotovap was then used to dry the top layer. A vacuum was pulled on the rotovap with nitrogen, and then the material was heated to 80°C. The vacuum was held at 80°C for 1-2 hours. Then, the material was cooled to 30-40°C before breaking the vacuum with nitrogen.
- the treated feedstock was then stored in two 125 ml_ amber bottles and 1 clear jar, where the feedstock was nitrogen sparged, blanketed, capped, and sealed.
- the light yellow heterogeneous mixture was stirred at 60°C for 1 hr. Towards the end of the hour, the mixture turned a homogeneous orange color.
- To the esterified products was added 2.0 ml_ DI-H2O and 2.0 ml_ ethyl acetate, mixed and the phases separated. The organic phase was diluted with ethyl acetate for GC analysis.
- the GC analysis conditions were: [column: HP-5TM (30m x 0.25 mm ID, 0.25 urn film thickness)]; 100°C for 1 min, 10°C/min to 250°C, hold for 12 min.; Rt 12.6 min (Methyl Palmitate), Rt 14.2 ⁇ 14.5 min (Methyl Linolenate, Methyl Linoleate, and Methyl Oleate), Rt 14.7 min (Methyl Stearate).
- Table 1 shows the type of improvement that sodium bisulfite treatment can have on a natural oil feedstock in terms of removing catalyst poisons and improving conversion.
- the experimental data shows that an excessive amount of metathesis catalyst (10 to 20 ppm catalyst per mol of carbon-carbon double bonds in the feedstock, or "ppm/db") may reach a maximum theoretical conversion limit regardless of the catalyst poison level.
- ppm/db ppm catalyst per mol of carbon-carbon double bonds in the feedstock
- self-metathesis of fatty acid methyl esters of soybean oil has an apparent maximum theoretical conversion limit of approximately 70%.
- the level of metathesis catalyst is lowered below 10 ppm/db, the untreated feedstock has a lower conversion (i.e. 13% conversion with 3 ppm/db metathesis catalyst) (or 19% conversion of the maximum theoretical conversion limit).
- the natural oil feedstock was chemically treated with sodium borohydride to diminish the peroxides and additional non-peroxide catalyst poisons.
- the treatment began by filling a 3-neck 500 mL round bottom flask with 300 g feedstock of Fatty Acid Methyl Ester (FAME). Next, 0.291 g or 0.379 g sodium bisulfate (Aldrich Lot) was added to the flask, for examples MF-SBF6C06 and MF-SBF6D22, respectively. The feedstock was then stirred in the flask with an agitator. A nitrogen sparge was started as the feedstock was heated to 80°C. The feedstock was held at 80°C for at least 45 minutes to degas.
- FAME Fatty Acid Methyl Ester
- the feedstock remained at 80°C for an additional 2 hours.
- 1.5 wt% magnesium silicate (Magnesol) and 1 wt% Celite were added to the flask.
- the feedstock was then removed from the heating mantel and cooled down to 40°C at which point the nitrogen sparge was stopped.
- the treated feedstock was filtered through #4 paper on a Buchher funnel to separate the adsorbent from the feedstock. Twice more, the feedstock was filtered through a Buchner funnel with #2 filter paper.
- the treated and filtered feedstock were then stored in two 125 mL amber bottles and 1 clear jar, where the feedstock was nitrogen sparged, blanketed, and sealed.
- the treated feedstock is then purged with argon for 1 hr to remove oxygen.
- the ruthenium metathesis catalyst 827 in the amount specified in Table 7 was then added to the feedstock, wherein the feedstock underwent a self-metathesis reaction.
- the resulting mixture was stirred at 70°C for 2 hr and cooled to room temperature.
- the percent conversion was determined by the GC-analysis as previously described in Example 1. Samples and tests for PV were run using the American Oil Chemists Society (AOCS) Method Cd 8b-90. The starting and final peroxide values, along with the percent conversion for each sample are shown in Table 2.
- Table 2 shows the improvements that sodium borohydride and adsorbent treatment may have on a natural oil feedstock in terms of removing catalyst poisons and improving conversion.
- the experimental data shows that an excessive amount of metathesis catalyst (10 to 20 ppm catalyst per mol of carbon-carbon double bonds in the feedstock, or "ppm/db") may reach the maximum theoretical conversion limit regardless of the catalyst poison level.
- ppm/db ppm catalyst per mol of carbon-carbon double bonds in the feedstock
Abstract
Description








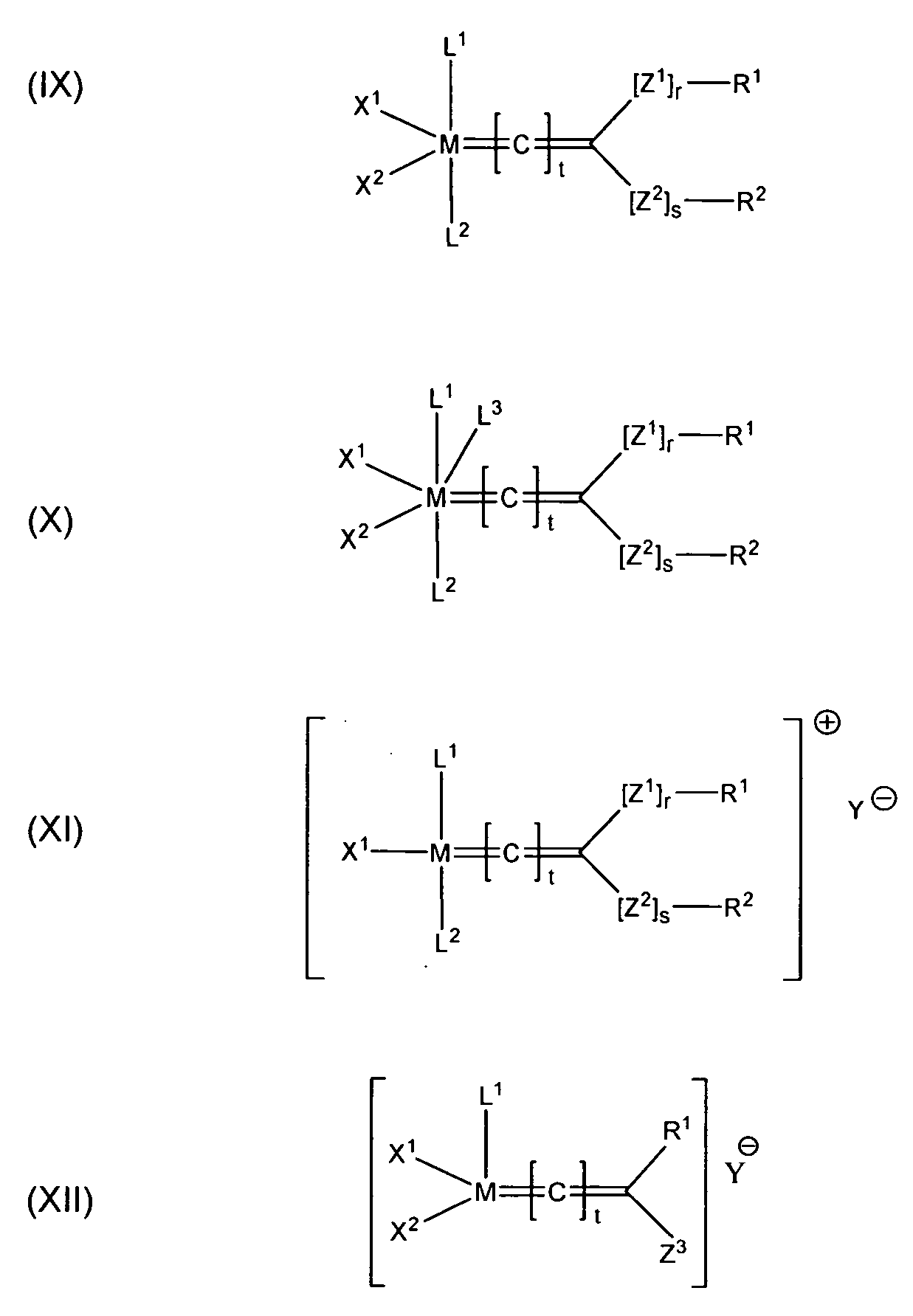















Claims
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN200880111120.1A CN101848881B (en) | 2007-08-09 | 2008-08-11 | For the treatment of the chemical process of metathesis feedstock |
| BRPI0814994-1A2A BRPI0814994A2 (en) | 2007-08-09 | 2008-08-11 | CHEMICAL METHODS FOR TREATMENT OF A METATESE RAW MATERIAL |
| EP08795241.2A EP2183205A4 (en) | 2007-08-09 | 2008-08-11 | Chemical methods for treating a metathesis feedstock |
| MX2010001614A MX2010001614A (en) | 2007-08-09 | 2008-08-11 | Chemical methods for treating a metathesis feedstock. |
| CA2695903A CA2695903C (en) | 2007-08-09 | 2008-08-11 | Chemical methods for treating a metathesis feedstock |
| US12/672,651 US8642824B2 (en) | 2007-08-09 | 2008-08-11 | Chemical methods for treating a metathesis feedstock |
| US14/139,103 US9216941B2 (en) | 2007-08-09 | 2013-12-23 | Chemical methods for treating a metathesis feedstock |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US96418307P | 2007-08-09 | 2007-08-09 | |
| US60/964,183 | 2007-08-09 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US12/672,651 A-371-Of-International US8642824B2 (en) | 2007-08-09 | 2008-08-11 | Chemical methods for treating a metathesis feedstock |
| US14/139,103 Continuation US9216941B2 (en) | 2007-08-09 | 2013-12-23 | Chemical methods for treating a metathesis feedstock |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009020667A1 true WO2009020667A1 (en) | 2009-02-12 |
Family
ID=40341616
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US2008/009635 WO2009020667A1 (en) | 2007-08-09 | 2008-08-11 | Chemical methods for treating a metathesis feedstock |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US8642824B2 (en) |
| EP (1) | EP2183205A4 (en) |
| CN (1) | CN101848881B (en) |
| BR (1) | BRPI0814994A2 (en) |
| CA (1) | CA2695903C (en) |
| MX (1) | MX2010001614A (en) |
| WO (1) | WO2009020667A1 (en) |
Cited By (53)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011135029A1 (en) | 2010-04-28 | 2011-11-03 | Dsm Ip Assets B.V. | Metathesis crosslinkable coating compositions |
| WO2012112828A1 (en) | 2011-02-17 | 2012-08-23 | The Procter & Gamble Company | Bio-based linear alkylphenyl sulfonates |
| WO2012138423A1 (en) | 2011-02-17 | 2012-10-11 | The Procter & Gamble Company | Compositions comprising mixtures of c10-c13 alkylphenyl sulfonates |
| WO2013017786A1 (en) * | 2011-08-02 | 2013-02-07 | Arkema France | Process for preparing amino acids or esters comprising a metathesis step |
| JP2013507441A (en) * | 2009-10-12 | 2013-03-04 | エレバンス・リニューアブル・サイエンシズ,インコーポレーテッド | Process for refining and manufacturing fuel from natural oil feedstocks |
| WO2013096271A1 (en) | 2011-12-22 | 2013-06-27 | Elevance Renewable Sciences, Inc. | Methods for suppressing isomerization of olefin metathesis products, methods of refining natural oils, and methods of producing fuel compositions |
| WO2013096413A2 (en) | 2011-12-22 | 2013-06-27 | Elevance Renewable Sciences, Inc. | Methods for suppressing isomerization of olefin metathesis products, methods of refining natural oils, and methods of producing fuel compositions |
| WO2013140145A1 (en) | 2012-03-18 | 2013-09-26 | Croda International Plc | Metathesis process |
| WO2013188200A1 (en) | 2012-06-12 | 2013-12-19 | Elevance Renewable Sciences, Inc. | Methods for suppressing dehydrogenation |
| WO2013188201A1 (en) | 2012-06-12 | 2013-12-19 | Elevance Renewable Sciences, Inc. | Methods of refining natural oils, and methods of producing fuel compositions |
| WO2014001725A1 (en) | 2012-06-29 | 2014-01-03 | Novance | Method for synthesising biobased unsaturated acids |
| US8692006B2 (en) | 2007-08-09 | 2014-04-08 | Elevance Renewable Sciences, Inc. | Thermal methods for treating a metathesis feedstock |
| WO2014058867A1 (en) | 2012-10-09 | 2014-04-17 | Elevance Renewable Sciences, Inc. | Methods of refining and producing dibasic esters and acids from natural oil feedstocks |
| WO2014058872A1 (en) | 2012-10-09 | 2014-04-17 | Elevance Renewable Sciences, Inc. | Methods of making high-weight esters, acids, and derivatives thereof |
| US8735640B2 (en) | 2009-10-12 | 2014-05-27 | Elevance Renewable Sciences, Inc. | Methods of refining and producing fuel and specialty chemicals from natural oil feedstocks |
| US8741822B2 (en) | 2011-02-13 | 2014-06-03 | Trent University | Esters for use as a base stock and in lubricant applications |
| WO2014138141A1 (en) | 2013-03-05 | 2014-09-12 | The Procter & Gamble Company | Mixed sugar compositions |
| WO2014150470A1 (en) * | 2013-03-14 | 2014-09-25 | Elevance Renewable Sciences, Inc. | Methods for treating a metathesis feedstock with metal alkoxides |
| US8889932B2 (en) | 2008-11-26 | 2014-11-18 | Elevance Renewable Sciences, Inc. | Methods of producing jet fuel from natural oil feedstocks through oxygen-cleaved reactions |
| US8933285B2 (en) | 2008-11-26 | 2015-01-13 | Elevance Renewable Sciences, Inc. | Methods of producing jet fuel from natural oil feedstocks through metathesis reactions |
| US8933131B2 (en) | 2010-01-12 | 2015-01-13 | The Procter & Gamble Company | Intermediates and surfactants useful in household cleaning and personal care compositions, and methods of making the same |
| US9000246B2 (en) | 2009-10-12 | 2015-04-07 | Elevance Renewable Sciences, Inc. | Methods of refining and producing dibasic esters and acids from natural oil feedstocks |
| US9051519B2 (en) | 2009-10-12 | 2015-06-09 | Elevance Renewable Sciences, Inc. | Diene-selective hydrogenation of metathesis derived olefins and unsaturated esters |
| WO2015101909A1 (en) | 2013-12-30 | 2015-07-09 | Versalis S.P.A. | Process for the production of olefinic compounds and a hydrocarbon fuel or a fraction thereof |
| US9133416B2 (en) | 2011-12-22 | 2015-09-15 | Elevance Renewable Sciences, Inc. | Methods for suppressing isomerization of olefin metathesis products |
| US9139493B2 (en) | 2011-12-22 | 2015-09-22 | Elevance Renewable Sciences, Inc. | Methods for suppressing isomerization of olefin metathesis products |
| US9169174B2 (en) | 2011-12-22 | 2015-10-27 | Elevance Renewable Sciences, Inc. | Methods for suppressing isomerization of olefin metathesis products |
| US9169447B2 (en) | 2009-10-12 | 2015-10-27 | Elevance Renewable Sciences, Inc. | Methods of refining natural oils, and methods of producing fuel compositions |
| US9175231B2 (en) | 2009-10-12 | 2015-11-03 | Elevance Renewable Sciences, Inc. | Methods of refining natural oils and methods of producing fuel compositions |
| KR20150129681A (en) * | 2013-03-14 | 2015-11-20 | 엘레반스 리뉴어블 사이언시즈, 인코포레이티드 | Treated metathesis substrate materials and methods of making and using the same |
| CN105189722A (en) * | 2013-03-14 | 2015-12-23 | 埃莱万斯可再生能源科学股份有限公司 | Diene-selective hydrogenation of metathesis-derived olefins and unsaturated esters |
| US9222056B2 (en) | 2009-10-12 | 2015-12-29 | Elevance Renewable Sciences, Inc. | Methods of refining natural oils, and methods of producing fuel compositions |
| US9284515B2 (en) | 2007-08-09 | 2016-03-15 | Elevance Renewable Sciences, Inc. | Thermal methods for treating a metathesis feedstock |
| US9365487B2 (en) | 2009-10-12 | 2016-06-14 | Elevance Renewable Sciences, Inc. | Methods of refining and producing dibasic esters and acids from natural oil feedstocks |
| US9382502B2 (en) | 2009-10-12 | 2016-07-05 | Elevance Renewable Sciences, Inc. | Methods of refining and producing isomerized fatty acid esters and fatty acids from natural oil feedstocks |
| US9388098B2 (en) | 2012-10-09 | 2016-07-12 | Elevance Renewable Sciences, Inc. | Methods of making high-weight esters, acids, and derivatives thereof |
| US9655821B2 (en) | 2013-04-05 | 2017-05-23 | The Procter & Gamble Company | Personal care composition comprising a pre-emulsified formulation |
| US9777245B2 (en) | 2015-01-30 | 2017-10-03 | Trent University | Methods of fractionating metathesized triacylglycerol polyols and uses thereof |
| US9993404B2 (en) | 2015-01-15 | 2018-06-12 | The Procter & Gamble Company | Translucent hair conditioning composition |
| US10000442B2 (en) | 2014-03-27 | 2018-06-19 | Trent University | Certain metathesized natural oil triacylglycerol polyols for use in polyurethane applications and their related properties |
| US10000601B2 (en) | 2014-03-27 | 2018-06-19 | Trent University | Metathesized triacylglycerol polyols for use in polyurethane applications and their related properties |
| US10000724B2 (en) | 2014-03-27 | 2018-06-19 | Trent University | Metathesized triacylglycerol green polyols from palm oil for use in polyurethane applications and their related properties |
| US10265249B2 (en) | 2016-09-29 | 2019-04-23 | The Procter & Gamble Company | Fibrous structures comprising glyceride copolymers |
| US10265434B2 (en) | 2016-09-29 | 2019-04-23 | The Procter & Gamble Company | Absorbent articles comprising glyceride copolymers |
| US10285928B2 (en) | 2016-07-11 | 2019-05-14 | The Procter & Gamble Company | Fibrous structures comprising metathesized unsaturated polyol esters |
| US10343153B2 (en) | 2013-03-14 | 2019-07-09 | Ximo Ag | Metathesis catalysts and reactions using the catalysts |
| US10427146B2 (en) | 2013-10-01 | 2019-10-01 | Ximo Ag | Immobilized metathesis tungsten oxo alkylidene catalysts and use thereof in olefin metathesis |
| US10479960B2 (en) | 2015-07-10 | 2019-11-19 | The Procter & Gamble Company | Fibrous structures comprising a surface softening composition |
| US10806688B2 (en) | 2014-10-03 | 2020-10-20 | The Procter And Gamble Company | Method of achieving improved volume and combability using an anti-dandruff personal care composition comprising a pre-emulsified formulation |
| US10894932B2 (en) | 2016-08-18 | 2021-01-19 | The Procter & Gamble Company | Fabric care composition comprising glyceride copolymers |
| US10912723B2 (en) | 2016-01-20 | 2021-02-09 | The Procter And Gamble Company | Hair conditioning composition comprising monoalkyl glyceryl ether |
| US11304885B2 (en) | 2016-07-08 | 2022-04-19 | The Gillette Company Llc | Liquid compositions for hair removal devices comprising metathesized unsaturated polyol esters |
| US11492758B2 (en) | 2015-02-25 | 2022-11-08 | The Procter & Gamble Company | Fibrous structures comprising a surface softening composition |
Families Citing this family (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9139801B2 (en) * | 2011-07-10 | 2015-09-22 | Elevance Renewable Sciences, Inc. | Metallic soap compositions for various applications |
| EP2804936B1 (en) * | 2012-01-10 | 2016-03-23 | Elevance Renewable Sciences, Inc. | Renewable fatty acid waxes and methods of making |
| WO2014052382A1 (en) | 2012-09-28 | 2014-04-03 | Elevance Renewable Sciences | Polymers containing metathesized natural oil derivatives |
| EP2961778A4 (en) * | 2013-02-27 | 2016-10-05 | Materia Inc | Metal carbene olefin metathesis two catalyst composition |
| US9598531B2 (en) | 2013-02-27 | 2017-03-21 | Materia, Inc. | Olefin metathesis catalyst compositions comprising at least two metal carbene olefin metathesis catalysts |
| US20140274832A1 (en) | 2013-03-12 | 2014-09-18 | Elevance Renewable Sciences, Inc. | Maleinized ester derivatives |
| WO2014163883A2 (en) | 2013-03-13 | 2014-10-09 | Elevance Renewable Sciences | Natural oil derivatives including primary amine functional groups |
| MX367415B (en) | 2013-03-14 | 2019-08-21 | Elevance Renewable Sciences | High-viscosity alpha-olefin copolymer compositions and methods of making and using the same. |
| US20160039737A1 (en) * | 2013-03-14 | 2016-02-11 | Materia, Inc. | Use of soluble metal salts in metathesis reactions |
| WO2014158597A1 (en) | 2013-03-14 | 2014-10-02 | Elevance Renewable Sciences | Natural oil derivatives including (meth)acrylate functional groups |
| EP3004204B1 (en) | 2013-05-31 | 2017-04-26 | Elevance Renewable Sciences, Inc. | Polyesters containing metathesized natural oil derivatives and methods of making |
| CN105492489B (en) * | 2013-07-03 | 2017-06-13 | 马特里亚公司 | Liquid mold composition |
| EP3019510B1 (en) | 2013-07-12 | 2020-12-02 | Verbio Vereinigte BioEnergie AG | Use of immobilized molybden- und tungsten-containing catalysts in olefin cross metathesis |
| EP3060593B8 (en) | 2013-10-22 | 2020-09-02 | Wilmar Trading Pte Ltd | Polyester polyols and methods of making and using the same |
| MY182155A (en) * | 2014-01-30 | 2021-01-18 | Wilmar Trading Pte Ltd | Methods and systems for treating an aqueous effluent |
| EP3699168A1 (en) | 2014-02-18 | 2020-08-26 | Elevance Renewable Sciences, Inc. | Branched-chain esters and methods of making and using the same |
| CA2937376A1 (en) * | 2014-02-26 | 2015-09-03 | Elevance Renewable Sciences, Inc. | Low-voc compositions and methods of making and using the same |
| CN107635958B (en) | 2015-03-24 | 2021-06-29 | 丰益贸易私人有限公司 | Polyol esters of metathesized fatty acids and uses thereof |
| CA2992011A1 (en) | 2015-07-13 | 2017-01-19 | Elevance Renewable Sciences, Inc. | Natural oil-derived wellbore compositions and methods of use |
| WO2017030880A1 (en) | 2015-08-17 | 2017-02-23 | Elevance Renewable Sciences, Inc. | Non-isocyanate polyurethanes and methods of making and using the same |
| PL3353187T3 (en) * | 2015-09-24 | 2021-11-22 | Umicore Ag & Co. Kg | Metal carbene olefin metathesis catalysts |
| WO2017109199A1 (en) | 2015-12-23 | 2017-06-29 | Ximo Ag | Immobilized metal alkylidene catalysts and use thereof in olefin metathesis |
| EP3411351A4 (en) | 2016-02-03 | 2019-09-04 | Elevance Renewable Sciences, Inc. | Alkoxylated unsaturated fatty acids and uses thereof |
| US10077333B2 (en) | 2016-04-20 | 2018-09-18 | Elevance Renewable Sciences, Inc. | Renewably derived polyesters and methods of making and using the same |
| US10280256B2 (en) | 2016-04-20 | 2019-05-07 | Elevance Renewable Sciences, Inc. | Renewably derived polyesters and methods of making and using the same |
| US10280254B2 (en) | 2016-04-20 | 2019-05-07 | Elevance Renewable Sciences, Inc. | Renewably derived polyesters and methods of making and using the same |
| US10155833B2 (en) | 2016-08-18 | 2018-12-18 | Elevance Renewable Sciences, Inc. | High-weight glyceride oligomers and methods of making the same |
| US20180092820A1 (en) | 2016-09-30 | 2018-04-05 | The Procter & Gamble Company | Hair care compositions comprising glyceride copolymers |
| US20180092825A1 (en) | 2016-09-30 | 2018-04-05 | The Procter & Gamble Company | Hair care compositions comprising a gel matrix and glyceride copolymers |
| WO2018080869A1 (en) | 2016-10-25 | 2018-05-03 | Elevance Renewable Sciences, Inc. | Renewably derived polyamides and methods of making the same |
| CN113728082A (en) | 2019-02-21 | 2021-11-30 | 丰益贸易私人有限公司 | Method for producing oligomer of glyceride and product formed therefrom |
| EP3699354A1 (en) | 2019-02-21 | 2020-08-26 | The Procter & Gamble Company | Fabric care compositions that include glyceride polymers |
| CN111760328B (en) * | 2020-07-08 | 2022-06-10 | 山东西奥生物科技有限公司 | Old transformer oil performance recovery process, composite adsorption column and filling and regeneration method thereof |
| KR102493012B1 (en) | 2020-12-18 | 2023-01-31 | 한국화학연구원 | Purification method of feedstock for the olefin metathesis |
| KR102588214B1 (en) | 2021-03-22 | 2023-10-12 | 한국화학연구원 | Method for regenerating metal particle mixture for purifying feedstock for olefin metathesis |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6900347B2 (en) * | 1998-09-01 | 2005-05-31 | Tilliechem, Inc. | Impurity inhibition in olefin metathesis reactions |
| US20050154221A1 (en) * | 2002-04-29 | 2005-07-14 | Zenon Lysenko | Integrate chemical processes for industrial utilization of seed oils |
| WO2006052688A2 (en) * | 2004-11-08 | 2006-05-18 | Abb Lummus Global Inc. | Catalyst and process for the metathesis of ethylene and butene to produce propylene |
Family Cites Families (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2190593A (en) * | 1939-03-03 | 1940-02-13 | Refining Inc | Process of refining animal and vegetable oils |
| US2411822A (en) * | 1943-03-23 | 1946-11-26 | Union Oil Co | Liquid phase dimerization |
| US3856834A (en) * | 1970-08-28 | 1974-12-24 | J Maden | Glyceride oil refining processes |
| IN160358B (en) * | 1983-01-10 | 1987-07-11 | Thiokol Corp | |
| US5091116A (en) | 1986-11-26 | 1992-02-25 | Kraft General Foods, Inc. | Methods for treatment of edible oils |
| US5298271A (en) | 1989-04-14 | 1994-03-29 | Fuji Oil Co., Ltd. | Method of preventing edible oils and fats from deteriorating |
| US5432083A (en) | 1989-12-18 | 1995-07-11 | Oxyrase, Inc. | Enzymatic method for removing oxygen from oils and fats |
| DE69113705T2 (en) | 1990-02-15 | 1996-03-21 | Pq Corp | METHOD FOR TREATING FRYING OIL USING AN ALUMINUM OXIDE AND AMORPHOUS SILICONE COMPOSITION. |
| US5241092A (en) | 1991-05-13 | 1993-08-31 | Praxair Technology, Inc. | Deodorizing edible oil and/or fat with non-condensible inert gas and recovering a high quality fatty acid distillate |
| US5484201A (en) | 1992-01-31 | 1996-01-16 | Goolsbee; James A. | System for the recovery of oil and catalyst from a catalyst/oil mix |
| US5348755A (en) | 1992-03-04 | 1994-09-20 | Calgon Carbon Corporation | Extension of edible oil lifetime using activated carbons |
| US5298638A (en) * | 1992-05-05 | 1994-03-29 | W. R. Grace & Co.-Conn. | Adsorptive removal of sulfur compounds from fatty materials |
| US5315020A (en) | 1992-07-29 | 1994-05-24 | Praxair Technology, Inc. | Method of recovering waste heat from edible oil deodorizer and improving product stability |
| JP2937746B2 (en) | 1993-04-25 | 1999-08-23 | 昭和産業株式会社 | Oil and fat refining method |
| ES2173131T3 (en) | 1995-02-02 | 2002-10-16 | Nestle Sa | MIXING OILS FOR COSMETIC PRODUCTS. |
| NZ303529A (en) | 1995-02-22 | 1998-04-27 | Chris Ritter | Process of extracting sterols and free fatty acids from animal fat by using cyclodextrin |
| JP4193999B2 (en) | 1995-04-05 | 2008-12-10 | ユニリーバー・ナームローゼ・ベンノートシャープ | Fractionation of triglyceride oil |
| US5560950A (en) | 1995-05-31 | 1996-10-01 | Campbell Soup Company | Free fatty acid removal from used frying fat |
| US5597600A (en) | 1995-06-05 | 1997-01-28 | The Dallas Group Of America, Inc. | Treatment of cooking oils and fats with magnesium silicate and alkali materials |
| US6033706A (en) | 1995-11-02 | 2000-03-07 | Lipidia Holding S.A. | Refining of edible oil retaining maximum antioxidative potency |
| MY127634A (en) | 1996-10-31 | 2006-12-29 | Global Palm Products Sdn Bhd | Refining of edible oil rich in natural carotenes and vitamin e |
| DE19813720A1 (en) * | 1998-03-27 | 1999-09-30 | Basf Ag | Process for the production of olefins |
| AU733005B2 (en) | 1998-04-14 | 2001-05-03 | Unilever Plc | Fortification of a vegetable fat with antioxidants |
| SE514725C2 (en) | 1998-06-02 | 2001-04-09 | Karlshamns Ab | Fractionation Procedure |
| US6248911B1 (en) | 1998-08-14 | 2001-06-19 | Pq Corporation | Process and composition for refining oils using metal-substituted silica xerogels |
| US6172248B1 (en) | 1998-11-20 | 2001-01-09 | Ip Holdings, L.L.C. | Methods for refining vegetable oils and byproducts thereof |
| US6129945A (en) | 1998-12-10 | 2000-10-10 | Michael E. George | Methods to reduce free fatty acids and cholesterol in anhydrous animal fat |
| EP1013753B1 (en) | 1998-12-22 | 2006-03-08 | Unilever N.V. | Refining of vegetable oil |
| US6833149B2 (en) | 1999-01-14 | 2004-12-21 | Cargill, Incorporated | Method and apparatus for processing vegetable oil miscella, method for conditioning a polymeric microfiltration membrane, membrane, and lecithin product |
| US6207209B1 (en) | 1999-01-14 | 2001-03-27 | Cargill, Incorporated | Method for removing phospholipids from vegetable oil miscella, method for conditioning a polymeric microfiltration membrane, and membrane |
| AR023947A1 (en) * | 1999-05-10 | 2002-09-04 | Buth Eugene | METHOD OF REFINING GLICERIDE OF EDIBLE OILS, BY TREATMENT WITH SILICATE AND FILTRATION SOLUTIONS |
| FR2795087B1 (en) | 1999-06-18 | 2002-08-02 | Vittori Carlo De | PROCESS FOR FRACTIONATING A COOKING OIL |
| DE60020987T2 (en) * | 1999-11-18 | 2006-05-11 | Pederson, Richard L., San Gabriel | METHATESESynthesis of pheromones or their constituents |
| US6210732B1 (en) | 2000-02-03 | 2001-04-03 | James A. Papanton | Cooking oil additive and method of using |
| US7144433B2 (en) | 2001-03-22 | 2006-12-05 | Oryxe Energy International, Inc. | Method and composition for using organic, plant-derived, oil-extracted materials in fossil fuels for reduced emissions |
| CN102146031B (en) | 2001-03-26 | 2014-08-06 | 陶氏环球技术有限责任公司 | Metathesis of unsaturated fatty acid esters or unsaturated fatty acids with lower olefins |
| US6706299B2 (en) | 2001-03-28 | 2004-03-16 | Council Of Scientific And Industrial Research | Process for the preparation of rice bran oil low in phosphorous content |
| US6368648B1 (en) | 2001-04-13 | 2002-04-09 | The Dallas Group Of America, Inc. | Adsorbent filtration system for treating used cooking oil or fat in frying operations |
| JP4181781B2 (en) | 2001-04-13 | 2008-11-19 | 花王株式会社 | Oil composition |
| US7597783B2 (en) | 2001-07-23 | 2009-10-06 | Cargill, Incorporated | Method and apparatus for processing vegetable oils |
| US6740134B2 (en) | 2001-08-24 | 2004-05-25 | Twin Rivers Technologies, L.P. | Use of a natural oil byproduct as a reduced-emissions energy source |
| CA2418443C (en) | 2002-02-05 | 2007-04-24 | Kabushiki Kaisha Toshiba | Method of treating fats and oils |
| US6638551B1 (en) | 2002-03-05 | 2003-10-28 | Selecto Scientific, Inc. | Methods and compositions for purifying edible oil |
| CN101461425A (en) | 2002-03-22 | 2009-06-24 | 石油加工体系股份有限公司 | Cooking oil antioxidant composition, method of preparation and use |
| WO2007081987A2 (en) | 2006-01-10 | 2007-07-19 | Elevance Renewable Sciences, Inc. | Method of making hydrogenated metathesis products |
| ITMI20071368A1 (en) | 2007-07-09 | 2009-01-10 | Aser S R L | NEW PROCESS FOR THE PRODUCTION OF ESTERS FROM VEGETABLE OILS AND / OR ANIMAL FATS WITH THE USE OF HETEROGENEOUS CATALYSTS, IN PARTICULAR IN THE PRESENCE OF FREE ACIDITY AND WATER. |
| WO2009020665A1 (en) | 2007-08-09 | 2009-02-12 | Elevance Renewable Sciences, Inc. | Thermal methods for treating a metathesis feedstock |
-
2008
- 2008-08-11 BR BRPI0814994-1A2A patent/BRPI0814994A2/en active Search and Examination
- 2008-08-11 MX MX2010001614A patent/MX2010001614A/en active IP Right Grant
- 2008-08-11 US US12/672,651 patent/US8642824B2/en active Active - Reinstated
- 2008-08-11 CA CA2695903A patent/CA2695903C/en not_active Expired - Fee Related
- 2008-08-11 EP EP08795241.2A patent/EP2183205A4/en not_active Withdrawn
- 2008-08-11 CN CN200880111120.1A patent/CN101848881B/en not_active Expired - Fee Related
- 2008-08-11 WO PCT/US2008/009635 patent/WO2009020667A1/en active Application Filing
-
2013
- 2013-12-23 US US14/139,103 patent/US9216941B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6900347B2 (en) * | 1998-09-01 | 2005-05-31 | Tilliechem, Inc. | Impurity inhibition in olefin metathesis reactions |
| US20050154221A1 (en) * | 2002-04-29 | 2005-07-14 | Zenon Lysenko | Integrate chemical processes for industrial utilization of seed oils |
| WO2006052688A2 (en) * | 2004-11-08 | 2006-05-18 | Abb Lummus Global Inc. | Catalyst and process for the metathesis of ethylene and butene to produce propylene |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2183205A4 * |
Cited By (75)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9284515B2 (en) | 2007-08-09 | 2016-03-15 | Elevance Renewable Sciences, Inc. | Thermal methods for treating a metathesis feedstock |
| US8692006B2 (en) | 2007-08-09 | 2014-04-08 | Elevance Renewable Sciences, Inc. | Thermal methods for treating a metathesis feedstock |
| US8933285B2 (en) | 2008-11-26 | 2015-01-13 | Elevance Renewable Sciences, Inc. | Methods of producing jet fuel from natural oil feedstocks through metathesis reactions |
| US8889932B2 (en) | 2008-11-26 | 2014-11-18 | Elevance Renewable Sciences, Inc. | Methods of producing jet fuel from natural oil feedstocks through oxygen-cleaved reactions |
| US9732282B2 (en) | 2009-10-12 | 2017-08-15 | Elevance Renewable Sciences, Inc. | Methods of refining natural oil feedstocks |
| US9469827B2 (en) | 2009-10-12 | 2016-10-18 | Elevance Renewable Sciences, Inc. | Methods of refining natural oil feedstocks |
| US9051519B2 (en) | 2009-10-12 | 2015-06-09 | Elevance Renewable Sciences, Inc. | Diene-selective hydrogenation of metathesis derived olefins and unsaturated esters |
| US9000246B2 (en) | 2009-10-12 | 2015-04-07 | Elevance Renewable Sciences, Inc. | Methods of refining and producing dibasic esters and acids from natural oil feedstocks |
| US10689582B2 (en) | 2009-10-12 | 2020-06-23 | Elevance Renewable Sciences, Inc. | Methods of refining natural oil feedstocks |
| US9284512B2 (en) | 2009-10-12 | 2016-03-15 | Elevance Renewable Sicences, Inc. | Methods of refining and producing dibasic esters and acids from natural oil feedstocks |
| US9169447B2 (en) | 2009-10-12 | 2015-10-27 | Elevance Renewable Sciences, Inc. | Methods of refining natural oils, and methods of producing fuel compositions |
| US9365487B2 (en) | 2009-10-12 | 2016-06-14 | Elevance Renewable Sciences, Inc. | Methods of refining and producing dibasic esters and acids from natural oil feedstocks |
| US9175231B2 (en) | 2009-10-12 | 2015-11-03 | Elevance Renewable Sciences, Inc. | Methods of refining natural oils and methods of producing fuel compositions |
| JP2013507441A (en) * | 2009-10-12 | 2013-03-04 | エレバンス・リニューアブル・サイエンシズ,インコーポレーテッド | Process for refining and manufacturing fuel from natural oil feedstocks |
| JP2016179989A (en) * | 2009-10-12 | 2016-10-13 | エレバンス・リニューアブル・サイエンシズ,インコーポレーテッド | Methods of refining and producing fuel from natural oil feedstocks |
| US8735640B2 (en) | 2009-10-12 | 2014-05-27 | Elevance Renewable Sciences, Inc. | Methods of refining and producing fuel and specialty chemicals from natural oil feedstocks |
| US8957268B2 (en) | 2009-10-12 | 2015-02-17 | Elevance Renewable Sciences, Inc. | Methods of refining natural oil feedstocks |
| US9222056B2 (en) | 2009-10-12 | 2015-12-29 | Elevance Renewable Sciences, Inc. | Methods of refining natural oils, and methods of producing fuel compositions |
| US9464258B2 (en) | 2009-10-12 | 2016-10-11 | Elevance Renewable Sciences, Inc. | Diene-selective hydrogenation of metathesis derived olefins and unsaturated esters |
| US9382502B2 (en) | 2009-10-12 | 2016-07-05 | Elevance Renewable Sciences, Inc. | Methods of refining and producing isomerized fatty acid esters and fatty acids from natural oil feedstocks |
| US8933131B2 (en) | 2010-01-12 | 2015-01-13 | The Procter & Gamble Company | Intermediates and surfactants useful in household cleaning and personal care compositions, and methods of making the same |
| WO2011135029A1 (en) | 2010-04-28 | 2011-11-03 | Dsm Ip Assets B.V. | Metathesis crosslinkable coating compositions |
| US8741822B2 (en) | 2011-02-13 | 2014-06-03 | Trent University | Esters for use as a base stock and in lubricant applications |
| US9359571B2 (en) | 2011-02-13 | 2016-06-07 | Trent University | Esters for use as a base stock and in lubricant applications |
| WO2012112828A1 (en) | 2011-02-17 | 2012-08-23 | The Procter & Gamble Company | Bio-based linear alkylphenyl sulfonates |
| WO2012138423A1 (en) | 2011-02-17 | 2012-10-11 | The Procter & Gamble Company | Compositions comprising mixtures of c10-c13 alkylphenyl sulfonates |
| FR2978763A1 (en) * | 2011-08-02 | 2013-02-08 | Arkema France | PROCESS FOR PREPARING AMINO ACIDS OR ESTERS COMPRISING A METATHESIS STEP |
| CN103917517A (en) * | 2011-08-02 | 2014-07-09 | 阿肯马法国公司 | Process for preparing amino acids or esters comprising a metathesis step |
| US9221745B2 (en) | 2011-08-02 | 2015-12-29 | Arkema France | Process for preparing amino acids or esters comprising a metathesis step |
| CN103917517B (en) * | 2011-08-02 | 2016-06-01 | 阿肯马法国公司 | Comprise the method preparing amino acid or ester of metathesis step |
| WO2013017786A1 (en) * | 2011-08-02 | 2013-02-07 | Arkema France | Process for preparing amino acids or esters comprising a metathesis step |
| WO2013096413A2 (en) | 2011-12-22 | 2013-06-27 | Elevance Renewable Sciences, Inc. | Methods for suppressing isomerization of olefin metathesis products, methods of refining natural oils, and methods of producing fuel compositions |
| US9169174B2 (en) | 2011-12-22 | 2015-10-27 | Elevance Renewable Sciences, Inc. | Methods for suppressing isomerization of olefin metathesis products |
| US9139493B2 (en) | 2011-12-22 | 2015-09-22 | Elevance Renewable Sciences, Inc. | Methods for suppressing isomerization of olefin metathesis products |
| US9133416B2 (en) | 2011-12-22 | 2015-09-15 | Elevance Renewable Sciences, Inc. | Methods for suppressing isomerization of olefin metathesis products |
| WO2013096271A1 (en) | 2011-12-22 | 2013-06-27 | Elevance Renewable Sciences, Inc. | Methods for suppressing isomerization of olefin metathesis products, methods of refining natural oils, and methods of producing fuel compositions |
| US9481627B2 (en) | 2011-12-22 | 2016-11-01 | Elevance Renewable Sciences, Inc. | Methods for suppressing isomerization of olefin metathesis products |
| US9816051B2 (en) | 2012-03-18 | 2017-11-14 | Croda International Plc | Metathesis of olefins using ruthenium based catalytic complexes |
| WO2013140145A1 (en) | 2012-03-18 | 2013-09-26 | Croda International Plc | Metathesis process |
| US9604903B2 (en) | 2012-03-18 | 2017-03-28 | Croda International Plc | Metathesis process |
| WO2013188200A1 (en) | 2012-06-12 | 2013-12-19 | Elevance Renewable Sciences, Inc. | Methods for suppressing dehydrogenation |
| WO2013188201A1 (en) | 2012-06-12 | 2013-12-19 | Elevance Renewable Sciences, Inc. | Methods of refining natural oils, and methods of producing fuel compositions |
| CN104411672A (en) * | 2012-06-29 | 2015-03-11 | 诺文斯公司 | Method for synthesising biobased unsaturated acids |
| US9376366B2 (en) | 2012-06-29 | 2016-06-28 | Oleon S.A.S. | Method for synthesising biobased unsaturated acids |
| WO2014001725A1 (en) | 2012-06-29 | 2014-01-03 | Novance | Method for synthesising biobased unsaturated acids |
| WO2014058867A1 (en) | 2012-10-09 | 2014-04-17 | Elevance Renewable Sciences, Inc. | Methods of refining and producing dibasic esters and acids from natural oil feedstocks |
| US9388098B2 (en) | 2012-10-09 | 2016-07-12 | Elevance Renewable Sciences, Inc. | Methods of making high-weight esters, acids, and derivatives thereof |
| WO2014058872A1 (en) | 2012-10-09 | 2014-04-17 | Elevance Renewable Sciences, Inc. | Methods of making high-weight esters, acids, and derivatives thereof |
| WO2014138141A1 (en) | 2013-03-05 | 2014-09-12 | The Procter & Gamble Company | Mixed sugar compositions |
| US9944860B2 (en) | 2013-03-14 | 2018-04-17 | Elevance Renewable Sciences, Inc. | Methods for treating a metathesis feedstock with metal alkoxides |
| US9388097B2 (en) | 2013-03-14 | 2016-07-12 | Elevance Renewable Sciences, Inc. | Methods for treating substrates prior to metathesis reactions, and methods for metathesizing substrates |
| WO2014150470A1 (en) * | 2013-03-14 | 2014-09-25 | Elevance Renewable Sciences, Inc. | Methods for treating a metathesis feedstock with metal alkoxides |
| US10343153B2 (en) | 2013-03-14 | 2019-07-09 | Ximo Ag | Metathesis catalysts and reactions using the catalysts |
| US11285466B2 (en) | 2013-03-14 | 2022-03-29 | Verbio Vereinigte Bioenergie Ag | Metathesis catalysts and reactions using the catalysts |
| JP2016516039A (en) * | 2013-03-14 | 2016-06-02 | エレヴァンス リニューアブル サイエンシズ インコーポレイテッドElevance Renewable Sciences, Inc. | Processed metathesis substrate material, its production and use |
| CN105189722A (en) * | 2013-03-14 | 2015-12-23 | 埃莱万斯可再生能源科学股份有限公司 | Diene-selective hydrogenation of metathesis-derived olefins and unsaturated esters |
| KR102202927B1 (en) * | 2013-03-14 | 2021-01-14 | 윌마르 트레이딩 피티이 엘티디 | Treated metathesis substrate materials and methods of making and using the same |
| KR20150129681A (en) * | 2013-03-14 | 2015-11-20 | 엘레반스 리뉴어블 사이언시즈, 인코포레이티드 | Treated metathesis substrate materials and methods of making and using the same |
| US9655821B2 (en) | 2013-04-05 | 2017-05-23 | The Procter & Gamble Company | Personal care composition comprising a pre-emulsified formulation |
| US10427146B2 (en) | 2013-10-01 | 2019-10-01 | Ximo Ag | Immobilized metathesis tungsten oxo alkylidene catalysts and use thereof in olefin metathesis |
| WO2015101909A1 (en) | 2013-12-30 | 2015-07-09 | Versalis S.P.A. | Process for the production of olefinic compounds and a hydrocarbon fuel or a fraction thereof |
| US10000724B2 (en) | 2014-03-27 | 2018-06-19 | Trent University | Metathesized triacylglycerol green polyols from palm oil for use in polyurethane applications and their related properties |
| US10000601B2 (en) | 2014-03-27 | 2018-06-19 | Trent University | Metathesized triacylglycerol polyols for use in polyurethane applications and their related properties |
| US10000442B2 (en) | 2014-03-27 | 2018-06-19 | Trent University | Certain metathesized natural oil triacylglycerol polyols for use in polyurethane applications and their related properties |
| US10806688B2 (en) | 2014-10-03 | 2020-10-20 | The Procter And Gamble Company | Method of achieving improved volume and combability using an anti-dandruff personal care composition comprising a pre-emulsified formulation |
| US9993404B2 (en) | 2015-01-15 | 2018-06-12 | The Procter & Gamble Company | Translucent hair conditioning composition |
| US9777245B2 (en) | 2015-01-30 | 2017-10-03 | Trent University | Methods of fractionating metathesized triacylglycerol polyols and uses thereof |
| US11492758B2 (en) | 2015-02-25 | 2022-11-08 | The Procter & Gamble Company | Fibrous structures comprising a surface softening composition |
| US10479960B2 (en) | 2015-07-10 | 2019-11-19 | The Procter & Gamble Company | Fibrous structures comprising a surface softening composition |
| US10912723B2 (en) | 2016-01-20 | 2021-02-09 | The Procter And Gamble Company | Hair conditioning composition comprising monoalkyl glyceryl ether |
| US11304885B2 (en) | 2016-07-08 | 2022-04-19 | The Gillette Company Llc | Liquid compositions for hair removal devices comprising metathesized unsaturated polyol esters |
| US10285928B2 (en) | 2016-07-11 | 2019-05-14 | The Procter & Gamble Company | Fibrous structures comprising metathesized unsaturated polyol esters |
| US10894932B2 (en) | 2016-08-18 | 2021-01-19 | The Procter & Gamble Company | Fabric care composition comprising glyceride copolymers |
| US10265434B2 (en) | 2016-09-29 | 2019-04-23 | The Procter & Gamble Company | Absorbent articles comprising glyceride copolymers |
| US10265249B2 (en) | 2016-09-29 | 2019-04-23 | The Procter & Gamble Company | Fibrous structures comprising glyceride copolymers |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2695903C (en) | 2015-11-03 |
| US9216941B2 (en) | 2015-12-22 |
| US20140121396A1 (en) | 2014-05-01 |
| CA2695903A1 (en) | 2009-02-12 |
| CN101848881B (en) | 2015-09-02 |
| US8642824B2 (en) | 2014-02-04 |
| EP2183205A1 (en) | 2010-05-12 |
| CN101848881A (en) | 2010-09-29 |
| EP2183205A4 (en) | 2013-10-02 |
| US20110160472A1 (en) | 2011-06-30 |
| BRPI0814994A2 (en) | 2015-02-03 |
| MX2010001614A (en) | 2010-04-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9216941B2 (en) | Chemical methods for treating a metathesis feedstock | |
| US8692006B2 (en) | Thermal methods for treating a metathesis feedstock | |
| US9273258B2 (en) | Methods of producing jet fuel from natural oil feedstocks through metathesis reactions | |
| US8895771B2 (en) | Methods of making organic compounds by metathesis and hydrocyanation | |
| US10906861B2 (en) | Methods of making organic compounds by metathesis | |
| EP2076484A2 (en) | Synthesis of terminal alkenes from internal alkenes via olefin metathesis | |
| WO2007081987A2 (en) | Method of making hydrogenated metathesis products | |
| WO2010021740A1 (en) | Telechelic olefin metathesis polymers from renewable feedstocks | |
| US9284515B2 (en) | Thermal methods for treating a metathesis feedstock | |
| Laverdura et al. | Selective catalytic hydrogenation of vegetable oils on lindlar catalyst | |
| WO2014152309A1 (en) | Use of soluble metal salts in metathesis reactions | |
| Lee et al. | Evaluation of Pd/ZSM-5 catalyst for simultaneous reaction of transesterification and partial catalytic transfer hydrogenation of soybean oil under supercritical methanol | |
| BRPI0814997B1 (en) | Methods for pre-treatment of a metathesis process raw material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200880111120.1 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 08795241 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2695903 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2010/001614 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 885/CHENP/2010 Country of ref document: IN |
|
| REEP | Request for entry into the european phase |
Ref document number: 2008795241 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2008795241 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12672651 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: PI0814994 Country of ref document: BR Kind code of ref document: A2 Effective date: 20100209 |