WO2009012216A1 - Viscosity index improver for lubricant compositions - Google Patents
Viscosity index improver for lubricant compositions Download PDFInfo
- Publication number
- WO2009012216A1 WO2009012216A1 PCT/US2008/069966 US2008069966W WO2009012216A1 WO 2009012216 A1 WO2009012216 A1 WO 2009012216A1 US 2008069966 W US2008069966 W US 2008069966W WO 2009012216 A1 WO2009012216 A1 WO 2009012216A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- ethylene
- lubricant composition
- oil
- polymer
- olefin
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M143/00—Lubricating compositions characterised by the additive being a macromolecular hydrocarbon or such hydrocarbon modified by oxidation
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L53/00—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2205/00—Organic macromolecular hydrocarbon compounds or fractions, whether or not modified by oxidation as ingredients in lubricant compositions
- C10M2205/02—Organic macromolecular hydrocarbon compounds or fractions, whether or not modified by oxidation as ingredients in lubricant compositions containing acyclic monomers
- C10M2205/022—Ethene
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2020/00—Specified physical or chemical properties or characteristics, i.e. function, of component of lubricating compositions
- C10N2020/01—Physico-chemical properties
- C10N2020/02—Viscosity; Viscosity index
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2020/00—Specified physical or chemical properties or characteristics, i.e. function, of component of lubricating compositions
- C10N2020/01—Physico-chemical properties
- C10N2020/04—Molecular weight; Molecular weight distribution
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2030/00—Specified physical or chemical properties which is improved by the additive characterising the lubricating composition, e.g. multifunctional additives
- C10N2030/02—Pour-point; Viscosity index
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2030/00—Specified physical or chemical properties which is improved by the additive characterising the lubricating composition, e.g. multifunctional additives
- C10N2030/08—Resistance to extreme temperature
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2030/00—Specified physical or chemical properties which is improved by the additive characterising the lubricating composition, e.g. multifunctional additives
- C10N2030/68—Shear stability
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2030/00—Specified physical or chemical properties which is improved by the additive characterising the lubricating composition, e.g. multifunctional additives
- C10N2030/70—Soluble oils
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/04—Oil-bath; Gear-boxes; Automatic transmissions; Traction drives
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/08—Hydraulic fluids, e.g. brake-fluids
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/25—Internal-combustion engines
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2050/00—Form in which the lubricant is applied to the material being lubricated
- C10N2050/10—Semi-solids; greasy
Definitions
- This invention relates to lubricant compositions including a base oil and a viscosity index improver comprising ethylene/ ⁇ -olefin mterpolymers.
- Modern lubricant compositions are widely used in various applications such as motor oils, transmission fluids, gear oils, power steering fluids, shock absorber fluids, brake fluids, hydraulic fluids and greases.
- the lubricant compositions can have various functions such as (1) controlling friction between surfaces of moving parts, (2) reducing wear of moving parts, (3) reducing corrosion of surfaces of moving parts, particularly metal surfaces; (4) damping mechanical shock in gears; and (5) forming a seal on the walls of engine cylinders.
- Each lubricant composition can contain a base oil and, depending on the application, a combination of additives or modifiers, such as viscosity index improvers, pour point depressants, dispersants, detergents, anti-wear agents, antioxidants, friction modifiers, rust inhibitors, corrosion inhibitors, demulsifiers and anti -foams
- additives or modifiers such as viscosity index improvers, pour point depressants, dispersants, detergents, anti-wear agents, antioxidants, friction modifiers, rust inhibitors, corrosion inhibitors, demulsifiers and anti -foams
- semi-crystalline random copolymers (with 60-70 wt% C 2 , 100-133 CH 3 /IOOOCS) have higher thickening efficiency and higher shear stability due to the lower levels of short chain branching when compared to an amorphous random copolymer (40-50 wt% C 2 , 166-200 CH 3 /1000C's) This suggests that a linear backbone with a minimal amount of side branching is required to achieve high thickening efficiency and shear stability for a polyolefm in an oil solution
- pour point depressants can be added to modify the structure of the waxy oils so that, as the oil cools, the wax does not form a structure that would otherwise trap the rest of the oil and so prevent flow or block filters
- pour point depressants include polyalkylacrylates, long chain alkyl phenols and phthalic acid dialkylarylesters, ethylene butadiene, alpha olefin copolymers with 6-24 carbon atoms (e.g.
- an oil viscosity modifier must have compatibility in a wide range of oil base stocks(paraffmic, napthalenic aromatic) and give a balance of performance over a wide range of conditions (shear and temperature)
- the viscosity index is commonly used as a measure of the rate of change of viscosity of a fluid with temperature. This temperature dependency is common to all fluids including base oils. In general, the higher the viscosity index, the smaller is the relative change in viscosity with temperature.
- the viscosity index (VI) improver or viscosity modifier is used to reduce the temperature dependency of the viscosity of the lubricant compositions so that the lubricant compositions can be used over a wide temperature range In the other words, the VI improvers prevent the lubricant compositions from becoming too thin at a high temperature, e.g., hot summer temperatures, and too viscous at a low temperature, e.g., cold winter temperatures.
- VI improvers include polymethacrylates, olefin copolymers, such as ethylene-propylene copolymers and ethylene- propylene diene-modified copolymers (EPDMs), and hydrogenated styrenic block copolymers such as styrene-ethylene/butylene-styrene copolymer (SEBS).
- olefin copolymers such as ethylene-propylene copolymers and ethylene- propylene diene-modified copolymers (EPDMs)
- EPDMs ethylene-propylene copolymers
- SEBS hydrogenated styrenic block copolymers
- the hydrogenated styrenic block copolymers generally offer good thickening efficiency and excellent low temperature performance. However, these hydrogenated styrenic block copolymers are relatively expensive and have a limited useful life because of their low shear stability.
- the olefin copolymers such as amorphous ethylene-propylene copolymers, may offer good low temperature performance but poor thickening efficiency at high temperatures.
- the comonomer units of olefin copolymers can be distributed in a tapered manner.
- the tapered olefin copolymers such as tapered ethylene-propylene copolymer, are excellent thickeners, have improved low temperature performance, and are able to avoid undesirable interactions with the base oils.
- VI improvers Although there are many VI improvers available in the market for formulating lubricant compositions, there is always a need for new VI improvers for lubricant compositions with improved properties and flexibilities. In particular, it is desirable that VI improvers lend low turbidity to a lubricant composition and lend a low pour point.
- the invention provides an ethylene/ ⁇ -olefm mterpolymer comprising a hard segment and a soft segment, wherein the ethylene/ ⁇ -olefm interpolymer: (a) has a Mw/Mn from about 1.7 to about 3.5; (b) has an ethylene content in the hard segment in the range of from 60 wt% to 95 wt% based on based on total monomer content in hard segment;
- (c) (i) has a hard segment composition of at least 40%, at least one melting point, Tm, in degrees Celsius and an amount of ethylene in weight percent, wt% C 2 , wherein the numerical values of Tm and wt% C 2 correspond to the relationship
- (iv) has a molecular fraction which elutes between O 0 C and 13O 0 C when fractionated using low temperature TREF, characterized in that the fraction has a molar comonomer content of at least 5 percent higher than that of a comparable random ethylene interpolymer fraction elutmg between the same temperatures, wherein said comparable random ethylene interpolymer has the same comonomer(s) and has a melt index, density, and molar comonomer content (based on the whole polymer) withm 10 percent of that of the ethylene/ ⁇ -olefin interpolymer; or
- (v) has a relationship between ethylene content in wt% and log molecular weight such that a line plotted of ethylene content vs log molecular weight as measured by GPC-IR has an absolute slope, m, of equal to or less than 4, and,
- (d) has a turbidity measurement of a 1.0 wt% solution of the ethylene/ ⁇ -olefin interpolymer in oil or a 1,5 wt% solution in dodecane of less than or equal to that of a comparable copolymer wherein the comparable copolymer has the same DSC enthalpy (J/g) at greater than 55 0 C within ⁇ 5 J/g, and the same overall ethylene content within 10%.
- the ethylene/ ⁇ -olefin interpolymer can have one or any combination of the above characteristics.
- the ethylene/ ⁇ -olefin interpolymer has (a) at least one molecular fraction which elutes between 0 0 C and 13O 0 C when fractionated using TREF, characterized in that the fraction has a block index of at least 0.5 and up to about 1 and a molecular weight distribution, Mw/Mn, greater than about 1,3 or (b) an average block index greater than zero and up to about 1.0 and a molecular weight distribution, Mw/Mn, greater than about 1,3.
- the ethylene/ ⁇ -olefin interpolymer is a random block copolymer comprising at least a hard block (or segment) and at least a soft block (or segment).
- the random block copolymer can comprise multiple hard blocks and multiple soft blocks, and the hard blocks and soft blocks can be randomly distributed in a polymeric chain.
- the ⁇ -olefin used in the ethylene/ ⁇ -olefin interpolymer is styrene, propylene, 1-butene, 1-hexene, 1-octene, 4-methyl-l-pentene, norbornene, 1-decene, 1,5-hexadiene, or a combination thereof.
- the ethylene/ ⁇ -olefin interpolymer has a melt index in the range of about 0.1 to about 2000 g/10 minutes, about 2 to about 1500 g/10 minutes, about 2 to about 1000 g/10 minutes or about 2 to about 500 g/10 minutes measured according to ASTM D-1238, Condition 190°C/2.16 kg.
- Fig. 1 shows a plot of T 1n vs wt% C 2 for hard segment majority copolymers of the invention and for Comparative Examples.
- Fig. 2 shows a plot of T 1n vs wt% C 2 for soft segment majority copolymers of the invention and for Comparative Examples.
- Fig. 3 shows a plot of GPC-IR data for Example 1 and Comparatives A and D. DETAILED DESCRIPTION OF THE INVENTION General Definitions
- Polymer means a polymeric compound prepared by polymerizing monomers, whether of the same or a different type.
- the generic term “polymer” embraces the terms “homopolymer,” “copolymer,” “terpolymer” as well as “interpolymer. "
- Interpolymer means a polymer prepared by the polymerization of at least two different types of monomers.
- the generic term “interpolymer” includes the term “copolymer” (which is usually employed to refer to a polymer prepared from two different monomers) as well as the term “terpolymer” (which is usually employed to refer to a polymer prepared from three different types of monomers), It also encompasses polymers made by polymerizing four or more types of monomers.
- ethylene/ ⁇ -olefin interpolymer generally refers to polymers comprising ethylene and an ⁇ -olefin having 3 or more carbon atoms.
- ethylene comprises the majority mole fraction of the whole polymer, i.e., ethylene comprises at least about 50 mole percent of the whole polymer. More preferably ethylene comprises at least about 60 mole percent, at least about 70 mole percent, or at least about 80 mole percent, with the substantial remainder of the whole polymer comprising at least one other comonomer that is preferably an ⁇ -olefin having 3 or more carbon atoms.
- the preferred composition comprises an ethylene content in the range of from about 55 wt% to about 75 wt%, preferably in the range of from about 60 wt% to about 73 wt%, based on the weight of the polymer.
- the ethylene/ ⁇ -olefin interpolymers do not include those produced in low yields or in a minor amount or as a byproduct of a chemical process. While the ethylene/ ⁇ -olefin interpolymers can be blended with one or more polymers, the as-produced ethylene/ ⁇ -olefin interpolymers are substantially pure and often comprise a major component of the reaction product of a polymerization process.
- the ethylene/ ⁇ -olefin interpolymers comprise ethylene and one or more copolymerizable ⁇ -olefin comonomers in polymerized form, characterized by multiple blocks or segments of two or more polymerized monomer units differing in chemical or physical properties. That is, the ethylene/ ⁇ -olefin interpolymers are block interpolymers, preferably multi-block interpolymers or copolymers.
- the terms "interpolymer” and "copolymer” are used interchangeably herein, In some embodiments, the multi-block copolymer can be represented by the following formula:
- n is at least 1, preferably an integer greater than 1, such as 2, 3, 4, 5, 10, 15, 20, 30, 40, 50, 60, 70, 80, 90, 100, or higher
- A represents a hard block or segment
- B represents a soft block or segment
- a blocks and B blocks are randomly distributed along the polymer chain.
- the block copolymers usually do not have a structure as follows.
- the block copolymers do not usually have a third type of block, which comprises different comonomer(s).
- each of block A and block B has monomers or comonomers substantially randomly distributed within the block.
- neither block A nor block B comprises two or more sub-segments (or sub- blocks) of distinct composition, such as a tip segment, which has a substantially different composition than the rest of the block.
- the multi-block polymers typically comprise various amounts of “hard” and “soft” segments
- Hard” segments refer to blocks of polymerized units in which ethylene is present in an amount in the range of from about 60 wt% to about 95 wt%, and preferably in the range of from about 70 wt% to about 85 wt%, based on the weight of the polymer.
- Soft” segments refer to blocks of polymerized units in which the comonomer content (content of monomers other than ethylene) is in the range of from about 30 wt% to about 80 wt%, preferably in the range of from about 35 wt% to about 80 wt%, based on the weight of the polymer.
- the soft segments can often be present in a block interpolymer from about 1 weight percent to about 99 weight percent of the total weight of the block interpolymer, preferably from about 5 weight percent to about 95 weight percent, from about 10 weight percent to about 90 weight percent, from about 15 weight percent to about 85 weight percent, from about 20 weight percent to about 80 weight percent, from about 25 weight percent to about 75 weight percent, from about 30 weight percent to about 70 weight percent, from about 35 weight percent to about 65 weight percent, from about 40 weight percent to about 60 weight percent, or from about 45 weight percent to about 55 weight percent of the total weight of the block interpolymer.
- the hard segments can be present in similar ranges.
- the polymer is said to have a hard segment majority when the amount of hard segment present is greater than 40 % and a soft segment majority when the amount of soft segment is less than 60%.
- the soft segment weight percentage and the hard segment weight percentage can be calculated based on data obtained from DSC or NMR. Such methods and calculations are disclosed in U.S. Patent Application Serial No. 11/376,835, US Patent Application Publication Number 2006-0199930, entitled “Ethylene/ ⁇ -Olefin Block Interpolymers", filed on March 15, 2006, in the name of Colin L.P. Shan, Lonme Hazlitt, et. al. and assigned to Dow Global Technologies Inc., the disclosure of which is incorporated by reference herein in its entirety.
- crystalline if employed, refers to a polymer that possesses a first order transition or crystalline melting point (Tm) as determined by differential scanning calorimetry (DSC) or equivalent technique.
- Tm first order transition or crystalline melting point
- amorphous refers to a polymer lacking a crystalline melting point as determined by differential scanning calorimetry (DSC) or equivalent technique.
- multi-block copolymer or “segmented copolymer” refers to a polymer comprising two or more chemically distinct regions or segments (referred to as “blocks”) preferably joined in a linear manner, that is, a polymer comprising chemically differentiated units which are joined end-to-end with respect to polymerized ethylenic functionality, rather than in pendent or grafted fashion
- the blocks differ in the amount or type of comonomer incorporated therein, the density, the amount of crystallmity, the crystallite size attributable to a polymer of such composition, the type or degree of tacticity (isotactic or syndiotactic), regio-regula ⁇ ty or regio-irregularity, the amount of branching, including long chain branching or hyper-branchmg, the homogeneity, or any other chemical or physical property.
- the multi -block copolymers are characterized by unique distributions of both polydispersity index (PDI or Mw/Mn), block length distribution, and/or block number distribution due to the unique process of making the copolymers. More specifically, when produced in a continuous process, the polymers desirably possess PDI from 1.7 to 2.9, preferably from 1.8 to 2.5, more preferably from 1.8 to 2.2, and most preferably from 1 8 to 2.1.
- PDI polydispersity index
- Mw/Mn block length distribution
- block number distribution due to the unique process of making the copolymers. More specifically, when produced in a continuous process, the polymers desirably possess PDI from 1.7 to 2.9, preferably from 1.8 to 2.5, more preferably from 1.8 to 2.2, and most preferably from 1 8 to 2.1.
- the polymers When produced in a batch or semi-batch process, the polymers possess PDI from 1,0 to 2,9, preferably from 1 3 to 2.5, more preferably from 1,4 to 2.0, and most preferably from 1.4 to 1.8, [23]
- all numbers disclosed herein are approximate values, regardless whether the word "about” or “approximate” is used in connection therewith. They may vary by 1 percent, 2 percent, 5 percent, or, sometimes, 10 to 20 percent. Whenever a numerical range with a lower limit, R L and an upper limit, R L , is disclosed, any number falling within the range is specifically disclosed.
- R R L +k*(R u -R L ), wherein k is a variable ranging from 1 percent to 100 percent with a 1 percent increment, i.e , k is 1 percent, 2 percent, 3 percent, 4 percent, 5 percent,..., 50 percent, 51 percent, 52 percent,..., 95 percent, 96 percent, 97 percent, 98 percent, 99 percent, or 100 percent.
- any numerical range defined by two R numbers as defined in the above is also specifically disclosed.
- Ethylene/ ⁇ -olefin interpolymers containing low crystalhnity hard blocks are polymers that have hard blocks that have melting points that are less than 100°C. These polymers are particularly useful as oil viscosity modifiers.
- Disclosed herein is an ethylene/ ⁇ -olefin interpolymer comprising a hard segment and a soft segment, wherein the ethylene/ ⁇ -olefin interpolymer:
- (a) has a Mw/Mn from about 1.7 to about 3.5;
- (b) has an ethylene content in the hard segment in the range of from 60 wt% to 95 wt% based on based on total monomer content in hard segment; (c) (i) has a hard segment in an amount of at least 40%, at least one melting point, Tm, m degrees Celsius and an amount of ethylene in weight percent, wt% C 2 , wherein the numerical values of Tm and wt% C 2 correspond to the relationship:
- (iv) has a molecular fraction which elutes between O 0 C and 130 0 C when fractionated using low temperature TREF, characterized in that the fraction has a molar comonomer content of at least 5 percent higher than that of a comparable random ethylene interpolymer fraction elutmg between the same temperatures, wherein said comparable random ethylene interpolymer has the same comonomer(s) and has a melt index, density, and molar comonomer content (based on the whole polymer) withm 10 percent of that of the ethylene/ ⁇ -olefin interpolymer; or
- (v) has a relationship between ethylene content in wt% and log molecular weight such that a line plotted of ethylene content vs log molecular weight as measured by GPC-IR has an absolute slope, m, of equal to or less than 4, and,
- (d) has a turbidity measurement of a 1.0 wt% solution of the ethylene/ ⁇ -olefin interpolymer in oil or a 1,5 wt% solution in dodecane of less than or equal to that of a comparable copolymer wherein the comparable copolymer has the same DSC enthalpy (J/g) at greater than 55 0 C within ⁇ 5 J/g, preferably ⁇ 2,5 J/g and has the same ethylene content within 20%.
- J/g DSC enthalpy
- the ethylene/ ⁇ -olefm interpolymer can have one or any combination of the above characteristics.
- Ethylene/ ⁇ -Olefin Interpolymers [26]
- the ethylene/ ⁇ -olefin interpolymers used in embodiments of the invention (also referred to as ''inventive interpolymer” or '"inventive polymer”) comprise ethylene and one or more copolymerizable ⁇ -olefin comonomers in polymerized form, characterized by multiple blocks or segments of two or more polymerized monomer units differing in chemical or physical properties (block interpolymer), preferably a multi-block copolymer.
- the multi-block copolymers possess a PDI fitting a
- the copolymers are further characterized as having both a polydisperse block distribution and a polydisperse distribution of block sizes and possessing a most probable distribution of block lengths.
- Preferred multi- block copolymers are those containing 4 or more blocks or segments including terminal blocks. More preferably, the copolymers include at least 5, 10 or 20 blocks or segments including terminal blocks.
- the ethylene/ ⁇ -olefin interpolymers have a molecular fraction which elutes between 0 0 C and 13O 0 C when fractionated using Temperature Rising Elution Fractionation ("TREF"), characterized in that said fraction has a molar comonomer content higher, preferably at least 5 percent higher, more preferably at least 10 percent higher, than that of a comparable random ethylene interpolymer fraction eluting between the same temperatures, wherein the comparable random ethylene interpolymer contains the same comonomer(s), and has a melt index, density, and molar comonomer content (based on the whole polymer) within 10 percent of that of the block mterpolymer.
- TREF Temperature Rising Elution Fractionation
- the Mw/Mn of the comparable interpolymer is also within 10 percent of that of the block interpolymer and/or the comparable interpolymer has a total comonomer content within 10 weight percent of that of the block interpolymer.
- Comonomer content may be measured using any suitable technique, with techniques based on nuclear magnetic resonance ("NMR") spectroscopy preferred.
- the polymer desirably is first fractionated using TREF into fractions each having an eluted temperature range of 1O 0 C or less. That is, each eluted fraction has a collection temperature window of 1O 0 C or less.
- said block interpolymers have at least one such fraction having a higher molar comonomer content than a corresponding fraction of the comparable interpolymer.
- the inventive polymer is an olefin interpolymer, preferably comprising ethylene and one or more copolymerizable comonomers in polymerized form, characterized by multiple blocks (i.e., at least two blocks) or segments of two or more polymerized monomer units differing m chemical or physical properties (blocked interpolymer), most preferably a multi-block copolymer, said block interpolymer having a peak (but not just a molecular fraction) which elutes between 0 0 C and 130 0 C (but without collecting and/or isolating individual fractions), characterized in that said peak, has a comonomer content estimated by infra-red spectroscopy when expanded using a full width/half maximum (FWHM) area calculation, has an average molar comonomer content higher, preferably at least 5 percent higher, more preferably at least 10 percent higher, than that of a comparable random ethylene interpolymer peak at the same el
- FWHM full
- the Mw/Mn of the comparable interpolymer is also within 10 percent of that of the blocked interpolymer and/or the comparable interpolymer has a total comonomer content within 10 weight percent of that of the blocked interpolymer.
- the full width/half maximum (FWHM) calculation is based on the ratio of methyl to methylene response area [CH 3 /CH 2 ] from the ATREF infra-red detector, wherein the tallest (highest) peak is identified from the base line, and then the FWHM area is determined.
- the FWHM area is defined as the area under the curve between Ti and T 2 , where Ti and T 2 are points determined, to the left and right of the ATREF peak, by dividing the peak height by two, and then drawing a line horizontal to the base line, that intersects the left and right portions of the ATREF curve.
- a calibration curve for comonomer content is made using random ethylene/ ⁇ -olefm copolymers, plotting comonomer content from NMR versus FWHM area ratio of the TREF peak. For this mfra-red method, the calibration curve is generated for the same comonomer type of interest.
- the comonomer content of TREF peak of the inventive polymer can be determined by referencing this calibration curve using its FWHM methyl: methylene area ratio [CH 3 /CH 2 ] of the TREF peak.
- the inventive polymers can be characterized by one or more additional characteristics
- the inventive polymer is an olefin interpolymer, preferably comprising ethylene and one or more copolymenzable comonomers in polymerized form, characterized by multiple blocks or segments of two or more polymerized monomer units differing in chemical or physical properties (blocked interpolymer), most preferably a multi-block copolymer, said block interpolymer having a molecular fraction which elutes between O 0 C and 13O 0 C, when fractionated using TREF increments, characterized in that said fraction has a molar comonomer content higher, preferably at least 5 percent higher, more preferably at least 10, 15, 20 or 25 percent higher, than that of a comparable random ethylene interpolymer fraction eluting between the same temperatures, wherein said comparable random ethylene interpolymer comprises the same comonomer(s), preferably it is the same com
- the Mw/Mn of the comparable interpolymer is also within 10 percent of that of the blocked interpolymer and/or the comparable interpolymer has a total comonomer content within 10 weight percent of that of the blocked interpolymer.
- the ethylene/ ⁇ -olefin interpolymers additionally have a Tm in the range of from -25 0 C to 100 0 C, preferably from 30 0 C to 80 0 C, and more preferably from 35 0 C to 75 0 C . In some embodiments, they may also have a Tm in the range of from 15 0 C to 50 0 C, from 30 0 C to 45 0 C or from 35 0 C to 4O 0 C. In some embodiments, the interpolymers have a Tm that is less than that of a comparable random copolymer with same weight percent comonomer within 10%. In addition, in some embodiments the end of melting occurs at less than 100 0 C, preferably in the range of from 85 0 C to 95 0 C.
- the ethylene/ ⁇ -olefin interpolymers have a hard segment majority and have a melting temperature that is greater than that of a corresponding random copolymer. In another aspect, the ethylene/ ⁇ -olefin interpolymers have a soft segment majority and have a melting temperature that is less than that of a corresponding random copolymer.
- the ethylene/ ⁇ -olefin interpolymers have a turbidity as compared to that of a random or a blend of polymers having the same integrated DSC enthalpy (JIg) above about 55 0 C within 5 J/g, that is less than or equal to the comparative polymers withm ⁇ 10%.
- the interpolymers of the invention have a turbidity of less than 1.5 NTU and a DSC enthalpy at greater than 55 0 C of less than 2
- the ethylene/ ⁇ -olefin interpolymers have a relationship between ethylene and log molecular weight such that a line plotted of ethylene content vs log molecular weight as measured by GPC-IR has an absolute slope, m, of equal to or less than 4.
- the interpolymers of the present invention also have an absolute slope, m, that is less than that for a blend of polymers with the same total weight percent ethylene, within ⁇ 20% preferably within ⁇ 10%, and more preferably within ⁇ 5%.
- the ethylene/ ⁇ -olefin interpolymers have an integrated DSC Enthalpy (J/g) above 30 0 C that is greater than 7,5 J/g, have an MWD > 1.7, a molecular fraction which elutes between 1O 0 C and 13O 0 C, when fractionated using TREF increments, characterized in that said fraction has a molar comonomer content higher, preferably at least 5 percent higher, more preferably at least 10, 15, 20 or 25 percent higher, than that of a comparable random ethylene mterpolymer fraction eluting between the same temperatures, wherein said comparable random ethylene mterpolymer comprises the same comonomer(s), preferably it is the same comonomer(s), and a melt index, density, and molar comonomer content (based on the whole polymer) within 10 percent of that of the blocked mterpolymer, and, a room temperature turbidity of a 1
- the comonomer composition of the TREF peak can be measured using an IR4 mfra-red detector available from Polymer Char, Valencia, Spain (ilLtE;2/>I.ww : gojjmerchar.coiTi/).
- the "composition mode" of the detector is equipped with a measurement sensor (CH 2 ) and composition sensor (CH 3 ) that are fixed narrow band infra-red filters in the region of 2800-3000 cm "1 .
- the measurement sensor detects the methylene (CH 2 ) carbons on the polymer (which directly relates to the polymer concentration in solution) while the composition sensor detects the methyl (CH 3 ) groups of the polymer.
- the mathematical ratio of the composition signal (CH 3 ) divided by the measurement signal (CH 2 ) is sensitive to the comonomer content of the measured polymer in solution and its response is calibrated with known ediylene alpha-olefin copolymer standards.
- the detector when used with an ATREF instrument provides both a concentration (CH 2 ) and composition (CH 3 ) signal response of the eluted polymer during the TREF process.
- a polymer specific calibration can be created by measuring die area ratio of the CH 3 to CH 2 for polymers with known comonomer content (preferably measured by NMR).
- the comonomer content of an ATREF peak of a polymer can be estimated by applying the reference calibration of die ratio of the areas for the individual CH 3 and CH 2 response (i.e. area ratio CH 3 /CH 2 versus comonomer content), [40]
- the area of the peaks can be calculated using a full width/half maximum
- FWHM FWHM calculation after applying the appropriate baselines to integrate the individual signal responses from the TREF chromatogram.
- the full width/half maximum calculation is based on the ratio of methyl to methylene response area [CH3/CH 2 ] from the ATREF infrared detector, wherein die tallest (highest) peak is identified from the base line, and then the FWHM area is determined.
- the FWHM area is defined as the area under the curve between Tl and Tl, where Tl and T2 are points determined, to die left and right of die ATREF peak, by dividing die peak height by two, and then drawing a line horizontal to the base line, that intersects the left and right portions of the ATREF curve.
- the inventive ethylene/ ⁇ -olefin interpolymer is characterized by an average block index, ABI, which is greater than zero and up to about 1.0 and a molecular weight distribution, M w /M n , greater than about 1.3.
- the average block index, ABI is the weight average of the block index ("BI") for each of the polymer fractions obtained in preparative TREF from 2O 0 C and HO 0 C, with an increment of 5 0 C :
- ABI ⁇ (w,BI,) where BI 1 is the block index for the i th fraction of the inventive ethylene/ ⁇ -olefin interpolymer obtained in preparative TREF, and W 1 is the weight percentage of the i th fraction. [43] For each polymer fraction, BI is defined by one of the two following equations (both of which give the same BI value):
- T x is the preparative ATREF elution temperature for the i th fraction (preferably expressed in Kelvin)
- P x is the ethylene mole fraction for the i th fraction, which can be measured by NMR or IR as described above
- P AB is the ethylene mole fraction of the whole ethylene/ ⁇ -olefin interpolymer (before fractionation), which also can be measured by NMR or IR.
- T A and P A are the ATREF elution temperature and the ethylene mole fraction for pure "hard segments" (which refer to the crystalline segments of the interpolymer), As a first order approximation, the T A and P A values are set to those for high density polyethylene homopolymer, if the actual values for the "hard segments" are not available For calculations performed herein, T A is 372 0 K, P A is 1.
- random ethylene copolymers satisfy the following relationship:
- T xo is the ATREF temperature for a random copolymer of the same composition and having an ethylene mole fraction of P x
- the weight average block index, ABI for the whole polymer can be calculated.
- ABI is greater than zero but less than about 0.3 or from about 0.1 to about 0.3. In other embodiments, ABI is greater than about 0.3 and up to about 1.0. Preferably, ABI should be in the range of from about 0.4 to about 0.7, from about 0.5 to about 0.7, or from about 0.6 to about 0.9.
- ABI is in the range of from about 0.3 to about 0.9, from about 0.3 to about 0.8, or from about 0.3 to about 0.7, from about 0.3 to about 0.6, from about 0.3 to about 0.5, or from about 0.3 to about 0.4. In other embodiments, ABI is in the range of from about 0.4 to about 1.0, from about 0.5 to about 1.0, or from about 0.6 to about 1.0, from about 0 7 to about 1.0, from about 0 8 to about 1.0, or from about 0 9 to about 1.0.
- the inventive ethylene/ ⁇ -olefin interpolymer comprises at least one polymer fraction which can be obtained by preparative TREF, wherein the fraction has a block index greater than about 0.1 and up to about 1.0 and a molecular weight distribution, M w /M n , greater than about 1.3.
- the polymer fraction has a block index greater than about 0.6 and up to about 1.0, greater than about 0.7 and up to about 1 0, greater than about 0,8 and up to about 1.0, or greater than about 0 9 and up to about 1.0.
- the polymer fraction has a block index greater than about 0.1 and up to about 1.0, greater than about 0.2 and up to about 1.0, greater than about 0.3 and up to about 1.0, greater than about 0.4 and up to about 1.0, or greater than about 0.4 and up to about 1.0. In still other embodiments, the polymer fraction has a block index greater than about 0 1 and up to about 0.5, greater than about 0.2 and up to about 0.5, greater than about 0.3 and up to about 0 5, or greater than about 0.4 and up to about 0.5.
- the polymer fraction has a block index greater than about 0 2 and up to about 0 9, greater than about 0 3 and up to about 0 8, greater than about 0.4 and up to about 0.7, or greater than about 0 5 and up to about 0 6.
- the inventive polymers preferably possess (1) a PDI of at least 1.3, more preferably at least 1.5, at least 1.7, or at least 2.0, and most preferably at least 2.6, up to a maximum value of 5.0, more preferably up to a maximum of 3.5, and especially up to a maximum of 2.7; (2) a heat of fusion of 80 J/g or less; (3) an ethylene content of at least 50 weight percent; (4) a glass transition temperature, T g , of less than -25 0 C, more preferably less than -3O 0 C, and/or (5) one and only one T m .
- the ethylene/ ⁇ -olefin mterpolymers can have a melt index
- the ethylene/ ⁇ -olefin interpolymers have a melt index, I 2 , from 001 to 10 g/10 minutes, from 0.5 to 50 g/10 minutes, from 1 to 30 g/10 minutes, from 1 to 6 g/10 minutes or from 0.3 to 10 g/10 minutes.
- the melt index for the ethylene/ ⁇ -olefin polymers is lg/10 minutes, 3 g/10 minutes or 5 g/10 minutes.
- the polymers can have molecular weights, M w , from 1,000 g/mole to 5,000,000 g/mole preferably from 1000 g/mole to 1,000,000, more preferably from 10,000 g/mole to 500,000 g/mole, and especially from 10,000 g/mole to 300,000 g/mole.
- the density of the inventive polymers can be from 0.80 to 0.99 g/cm 3 and preferably for ethylene containing polymers from 0.85 g/cm 3 to 0.97 g/cm 3 .
- the density of the ethylene/ ⁇ -olefin polymers ranges from 0.860 to 0.925 g/cm 3 or 0.867 to 0.910 g/cm 3 .
- one such method comprises contacting ethylene and optionally one or more addition polymerizable monomers other than ethylene under addition polymerization conditions with a catalyst composition comprising the admixture or reaction product resulting from combining: (A) a first olefin polymerization catalyst having a high comonomer incorporation index,
- Catalyst (Al) is [N-(2,6-di(l-methylethyl)phenyl)amido)(2-isopropylphenyl)( ⁇ - naphthalen-2-diyl(6-pyridm-2-diyl)methane)]hafnium dimethyl, prepared according to the teachings of WO 03/40195, 2003US0204017, USSN 10/429,024, filed May 2, 2003, and WO 04/24740.
- Catalyst (A2) is [N-(2,6-di(l-methylethyl)phenyl)amido)(2-methylphenyl)(l,2- phenylene-(6-pyridin-2-diyl)methane)]hafnium dimethyl, prepared according to the teachings of WO 03/40195, 2003US0204017, USSN 10/429,024, filed May 2, 2003, and WO 04/24740.
- Catalyst (A3) is bis[N,N'"-(2,4,6-tri(methylphenyl)amido)ethylenediamine]hafnium dibenzyl.
- Catalyst (A4) is bis((2-oxoyl-3-(dibenzo-lH-pyrrole-l-yl)-5-(methyl)phenyl)-2- phenoxymethyl)cyclohexane-l,2-diyl zirconium (IV) dibenzyl, prepared substantially according to the teachings of US-A-2004/0010103.
- Catalyst (A5) is [ ⁇ 2 -2,6-diisopropyl-N-(2-methyl-3-(octylimino)butan-2- yl)benzenamide]tnmethylhafnium, prepared substantially according to the teachings of WO2003/051935, which is herein incorporated by reference.
- Catalyst (Bl) is l,2-bis-(3,5-di-t-butylphenylene)(l-(N-(l- methylethyl)immino)methyl)(2-oxoyl) zirconium dibenzyl
- Catalyst (B2) is l,2-bis-(3,5-di-t-butylphenylene)(l-(N-(2-methylcyclohexyl)- immino)methyl)(2-oxoyl) zirconium dibenzyl
- Catalyst (Cl) is (t-butylamido)dimethyl(3-N-pyrrolyl-l,2,3,3a,7a- ⁇ -inden-l- yl)silanetitanium dimethyl prepared substantially according to the techniques of USP
- Catalyst (C2) is (t-butylamido)di(4-methylphenyl)(2-methyl-l,2,3,3a,7a- ⁇ -inden-l- yl)silanetitanium dimethyl prepared substantially according to the teachings of US-A-
- Catalyst (C3) is (t-butylamido)di(4-methylphenyl)(2-methyl-l,2,3,3a,8a- ⁇ -s-indacen- l-yl)silanetitamum dimethyl prepared substantially according to the teachings of US-A- 2003/004286
- Catalyst (Dl) is bis(dimethyldisiloxane)(mdene-l-yl) zirconium dichloride available from Sigma- Aldnch'
- shuttling agents include diethylzinc, di(i-butyl)zinc, di(n-hexyl)zmc, tnethylaluminum, tnoctylaluminum, triethylgallium, i- butylaluminum bis(dimethyl(t-butyl)siloxane), i-butylalummum bis(di(tnmethylsilyl)amide), n-octylalummum di(pyndme-2-methoxide), bis(n-octadecyl)i-butylalummum, i- butylaluminum bis(di(n-pentyl)amide), n-octylaluminum bis(2,6-di-t-butylphenoxide, n- octylaluminum di(ethyl(l-naphthyl)amide),
- the foregoing process takes the form of a continuous solution process for forming block copolymers, especially multi-block copolymers, preferably linear multi-block copolymers of two or more monomers, more especially ethylene and a C 3 20 olefin or cycloolefin, and most especially ethylene and a C 4 . 20 ⁇ -olefin, using multiple catalysts that are incapable of lnterconversion. That is, the catalysts are chemically distinct, Under continuous solution polymerization conditions, the process is ideally suited for polymerization of mixtures of monomers at high monomer conversions.
- inventive interpolymers may comprise alternating blocks of differing comonomer content (including homopolymer blocks).
- inventive interpolymers may also comprise a distribution in number and/or block size of polymer blocks of diffenng density or comonomer content, which is a Schultz-Flory type of distribution.
- inventive multiblock interpolymers may be prepared using techniques to influence the degree or level of blockiness, That is the amount of comonomer and length of each polymer block or segment can be altered by controlling the ratio and type of catalysts and shuttling agent as well as the temperature of the polymerization, and other polymerization variables.
- a surprising benefit of this phenomenon is the discovery that as the degree of blockiness is increased, the optical properties, solubility of the polymer in solvents and oils, and compatibility between dissimilar polymers are improved. In particular, haze decreases while clarity, increase as the average number of blocks in the polymer increases.
- shuttling agents and catalyst combinations having the desired chain transferring ability high rates of shuttling with low levels of chain termination
- other forms of polymer termination are effectively suppressed, Accordingly, little if any ⁇ -hydnde elimination is observed in the polymerization of ethylene/ ⁇ -olefin comonomer mixtures according to embodiments of the invention, and the resulting crystalline blocks are highly, or substantially completely, linear, possessing little or no long chain branching.
- Polymers with highly crystalline chain ends can be selectively prepared in accordance with embodiments of the invention. In elastomer applications, reducing the relative quantity of polymer that terminates with an amorphous block reduces the intermolecular dilutive effect on crystalline regions.
- the ethylene ⁇ -olefin interpolymers used in the embodiments of the invention are preferably interpolymers of ethylene with at least one C3-C2O ⁇ -olefin. Copolymers of ethylene and a C3-C20 ⁇ -olefin are especially preferred.
- the interpolymers may further comprise C4-C18 diolefin and/or alkenylbenzene. Suitable unsaturated comonomers useful for polymerizing with ethylene include, for example, ethylenically unsaturated monomers, conjugated or nonconjugated dienes, polyenes, alkenylbenzenes, etc.
- Examples of such comonomers include C3-C20 ⁇ -olefins such as propylene, isobutylene, 1- butene, 1-hexene, 1-pentene, 4-methyl-l-pentene, 1-heptene, 1-octene, 1-nonene, 1-decene, and the like. Propylene and non-conjugated dienes are preferred.
- Suitable monomers include styrene, halo- or alkyl-substituted styrenes, vinylbenzocyclobutane, 1,4-hexadiene, 1,7-octadiene, and naphthenics (e.g., cyclopentene, cyclohexene and cyclooctene).
- ethylene/ ⁇ -olefin interpolymers are preferred polymers, other ethylene/olefin polymers may also be used.
- Olefins as used herein refer to a family of unsaturated hydrocarbon-based compounds with at least one carbon-carbon double bond. Depending on the selection of catalysts, any olefin may be used in embodiments of the invention.
- suitable olefins are C3-C20 aliphatic and aromatic compounds containing vinylic unsaturation.
- cyclic compounds such as cyclobutene, cyclopentene, dicyclopentadiene, and norbornene, including but not limited to, norbornene substituted in the 5 and 6 position with Cl-C20 hydrocarbyl or cyclohydrocarbyl groups.
- cyclic compounds such as cyclobutene, cyclopentene, dicyclopentadiene, and norbornene, including but not limited to, norbornene substituted in the 5 and 6 position with Cl-C20 hydrocarbyl or cyclohydrocarbyl groups.
- norbornene substituted in the 5 and 6 position with Cl-C20 hydrocarbyl or cyclohydrocarbyl groups are also included.
- olefin monomers include, but are not limited to propylene, isobutylene, 1-butene, 1-pentene, 1-hexene, 1-heptene, 1-octene, 1-nonene, 1-decene, and 1- dodecene, 1-tetradecene, 1-hexadecene, 1-octadecene, 1-eicosene, 3 -methyl- 1-butene, 3- methyl- 1-pentene, 4-methyl- 1-pentene, 4,6-dimethyl- 1-heptene, 4-vinylcyclohexene, vinylcyclohexane, norbornadiene, ethylidene norbornene, cyclopentene, cyclohexene, dicyclopentadiene, cyclooctene, C4-C40 dienes, including but not limited to 1,3 -butadiene, 1,3-pentadiene, 1,4-hexa
- the ⁇ -olefin is propylene, 1-butene, 1-pentene, 1-hexene, 1-octene or a combination thereof.
- any hydrocarbon containing a vinyl group potentially may be used in embodiments of the invention, practical issues such as monomer availability, cost, and the ability to conveniently remove unreacted monomer from the resulting polymer may become more problematic as the molecular weight of the monomer becomes too high.
- interpolymers comprising ethylene and styrene can be prepared by following the teachings herein
- copolymers comprising ethylene, styrene and a C3-C20 alpha olefin, optionally comprising a C4-C2O diene, having improved properties
- Suitable non-conjugated diene monomers can be a straight chain, branched chain or cyclic hydrocarbon diene having from 6 to 15 carbon atoms.
- non-conjugated dienes include, but are not limited to, straight chain acyclic dienes, such as 1,4-hexadiene, 1,6-octadiene, 1,7-octadiene, 1,9-decadiene, branched chain acyclic dienes, such as 5-methyl- 1,4-hexadiene; 3,7-dimethyl-l,6-octadiene; 3, 7-dimethyl- 1,7- octadiene and mixed isomers of dihydromyricene and dihydroocinene, single ring alicyclic dienes, such as 1,3-cyclopentadiene; 1,4-cyclohexadiene; 1,5-cyclooctadiene and 1,5- cyclododecadiene, and multi-ring alicyclic fused and bridged ring dienes, such as tetrahydroindene, methyl tetrahydroindene, dicyclopentadiene,
- One class of desirable polymers that can be made in accordance with embodiments of the invention are elastomeric mterpolymers of ethylene, a C3-C20 ⁇ -olefin, especially propylene, and optionally one or more diene monomers
- suitable ⁇ -olefins include, but are not limited to, propylene, isobutylene, 1-butene, 1-pentene, 1-hexene, 4-methyl- 1-pentene, and 1-octene
- a particularly preferred ⁇ -olefin is propylene
- the propylene based polymers are generally referred to in the art as EP or EPDM polymers
- Suitable dienes for use in preparing such polymers, especially multi-block EPDM type polymers include conjugated or non-
- the diene containing polymers comprise alternating segments or blocks containing greater or lesser quantities of the diene (including none) and ⁇ -olefm (including none), the total quantity of diene and ⁇ -olefin may be reduced without loss of subsequent polymer properties.
- the diene and ⁇ -olefm monomers are preferentially incorporated into one type of block of the polymer rather than uniformly or randomly throughout the polymer, they are more efficiently utilized and subsequently the crosslink density of the polymer can be better controlled
- Such crosslinkable elastomers and the cured products have advantaged properties, including higher tensile strength and better elastic recovery [64]
- the inventive mterpolymers made with two catalysts incorporating differing quantities of comonomer have a weight ratio of blocks formed thereby from 95 5 to 5 95
- the elastomeric polymers desirably have an ethylene content of from 20 to 90 percent, a diene content of from 0.1 to 10 percent, and an ⁇ -olefin content of from 10 to 80 percent, based on the total weight of the polymer.
- the multi-block elastomeric polymers have an ethylene content of from 60 to 90 percent, a diene content of from 0.1 to 10 percent, and an ⁇ -olefin content of from 10 to 40 percent, based on the total weight of the polymer.
- Preferred polymers are high molecular weight polymers, having a weight average molecular weight (Mw) from 10,000 to about
- ethylene/ ⁇ -olefin interpolymers can be functionalized by incorporating at least one functional group in its polymer structure.
- Exemplary functional groups may include, for example, ethylenically unsaturated mono- and di-functional carboxylic acids, ethylenically unsaturated mono- and di-functional carboxylic acid anhydrides, salts thereof and esters thereof.
- Such functional groups may be grafted to an ethylene/ ⁇ -olefin interpolymer, or it may be copolymerized with ethylene and an optional additional comonomer to form an interpolymer of ethylene, the functional comonomer and optionally other comonomer(s),
- Means for grafting functional groups onto polyethylene are described for example in U.S Patents Nos. 4,762,890, 4,927,888, and 4,950,541, the disclosures of these patents are incorporated herein by reference in their entirety.
- One particularly useful functional group is malic anhydride.
- the amount of the functional group present in the functional interpolymer can vary.
- the functional group can typically be present in a copolymer-type functionalized interpolymer in an amount of at least about 1.0 weight percent, preferably at least about 5 weight percent, and more preferably at least about 7 weight percent
- the functional group will typically be present in a copolymer-type functionalized interpolymer in an amount less than about 40 weight percent, preferably less than about 30 weight percent, and more preferably less than about 25 weight percent.
- the amount of the ethylene/ ⁇ -olefin interpolymer in the lubricant composition disclosed herein can vary from about 0.01 to about 30 wt%, from about 0.05 to about 20 wt%, from about 0.1 to about 15 wt%, from about 0.5 to about 10 wt%, or from about 1 to about 5 wt%, based on the total amount of the lubricant composition.
- Base Oils
- any base oil known to a person of ordinary skill m the art can be used for preparing the lubricant compositions.
- the base oils suitable for preparing lubricant compositions have been described in Mortier et ah, "Chemistry and Technology of Lubricants," 2nd Edition, London, Springer, Chapters 1 and 2 (1996), incorporated herein by reference.
- the lubricant composition may comprise from about 70 to 99 wt% of the base oil, based on the total weight of the lubricant composition.
- the lubricant composition comprises from about 80 to 98 wt% of the base oil, based on the total weight of the lubricant composition.
- the base oil comprises any of the base stocks m Groups
- the API guideline defines a base stock as a lubricant component that may be manufactured using a variety of different processes, Groups I, II and III base stocks are mineral oils, each with specific ranges of the amount of saturates, sulfur content and viscosity index. Group IV base stocks are polyalphaolefins (PAO). Group V base stocks include all other base stocks not included in Group I, II, III, or IV. In particular embodiments, the base oil comprises a combination of the base stocks in Groups I-V.
- the base oil comprises a natural oil, a synthetic oil or a combination thereof.
- suitable natural oils include animal oils (e.g., lard oil), vegetable oils, (e.g., corn oil, castor oil, and peanut oil), oils derived from coal or shale, mineral oils (e.g.. liquid petroleum oils and solvent treated or acid-treated mineral oils of the paraffinic, naphthenic or mixed paraffmic-naphthenic types) and combinations thereof.
- Non-limitmg examples of suitable synthetic lubricating oils include poly- alpha-olef ins, alkylated aromatics, polybutenes, aliphatic diesters, polyol esters, polyalkylene glycols, phosphate esters and combinations thereof.
- the base oil comprises hydrocarbon oils such as polyolefins (e g , polybutylenes, polypropylenes, propylene isobutylene copolymers, polyhexene, polyoctene, polydecene, and the like); alkylbenzenes (e.g., dodecylbenzenes, tetradecylbenzenes, dmonylbenzenes, di-(2-ethylhexyl)benzenes, and the like); polyphenyls (e.g., biphenyls, terphenyls, alkylated polyphenyls, and the like), alkylated diphenyl ethers; alkylated diphenyl sulfides; and the derivatives, isomers, analogs, homologs and combinations thereof.
- hydrocarbon oils such as polyolefins (e g , polybutylenes, polypropylenes, propylene isobut
- the base oil comprises a poly-alpha-olefin (PAO).
- PAO poly-alpha-olefin
- the poly-alpha-olefins may be derived from an alpha-olefin having from about 2 to about 30, or from about 4 to about 20, or from about 6 to about 16 carbon atoms.
- suitable poly-alpha-olefins include those derived from octene, decene, mixtures thereof, and the like.
- These poly-alpha-olefins may have a viscosity from about 2 to about 15, or from about 3 to about 12, or from about 4 to about 8 centistokes at 100 0 C.
- the poly-alpha-olefins may be used together with other base oils such as mineral oils.
- the base oil comprises a polyalkylene glycol or a polyalkylene glycol derivative, wherein the terminal hydroxyl groups of the polyalkylene glycol may be modified by esterification, etherification, acetylation and the like.
- suitable polyalkylene glycols include polyethylene glycol, polypropylene glycol, polyisopropylene glycol, and combinations thereof.
- Non-limiting examples of suitable polyalkylene glycol derivatives include ethers of polyalkylene glycols (e.g., methyl ether of polyisopropylene glycol, diphenyl ether of polyethylene glycol, diethyl ether of polypropylene glycol, etc.), mono- and polycarboxylic esters of polyalkylene glycols, and combinations thereof.
- the polyalkylene glycol or polyalkylene glycol derivative may be used together with other base oils such as poly-alpha-olefins and mineral oils.
- the base oil comprises any of the esters of dicarboxylic acids (e.g., phthalic acid, succinic acid, alkyl succinic acids, alkenyl succinic acids, maleic acid, azelaic acid, suberic acid, sebacic acid, fumaric acid, adipic acid, linoleic acid dimer, malonic acid, alkyl malonic acids, alkenyl malonic acids, and the like) with a variety of alcohols (e.g., butyl alcohol, hexyl alcohol, dodecyl alcohol, 2-ethylhexyl alcohol, ethylene glycol, diethylene glycol monoether, propylene glycol, and the like).
- dicarboxylic acids e.g., phthalic acid, succinic acid, alkyl succinic acids, alkenyl succinic acids, maleic acid, azelaic acid, suberic acid, sebacic acid, fumaric acid, adipic acid, l
- Non-limiting examples of these esters include dibutyl adipate, di(2-ethylhexyl) sebacate, di-n-hexyl fumarate, dioctyl sebacate, diisooctyl azelate, diisodecyl azelate. dioctyl phthalate, didecyl phthalate, dieicosyl sebacate, the 2-ethylhexyl diester of lmoleic acid dimer, and the like.
- the base oil comprises a hydrocarbon prepared by the Fischer- Tropsch process.
- the Fischer- Tropsch process prepares hydrocarbons from gases containing hydrogen and carbon monoxide using a Fischer-Tropsch catalyst These hydrocarbons may require further processing in order to be useful as base oils.
- the hydrocarbons may be dewaxed, hydroisomenzed, and/or hydrocracked using processes known to a person of ordinary skill in the art
- the base oil comprises a refined, unrefined, or rerefined oil.
- Unrefined oils are those obtained directly from a natural or synthetic source without further purification treatment.
- Non-limitmg examples of unrefined oils include shale oils obtained directly from retorting operations, petroleum oils obtained directly from primary distillation, and ester oils obtained directly from an esterification process and used without further treatment.
- Refined oils are similar to the unrefined oils except the former have been further treated by one or more purification processes to improve one or more properties. Many such purification processes are known to those skilled in the art such as solvent extraction, secondary distillation, acid or base extraction, filtration, percolation, and the like.
- Rerefined oils are obtained by applying to refined oils processes similar to those used to obtain refined oils. Such rerefined oils are also known as reclaimed or reprocessed oils and often are additionally treated by processes directed to removal of spent additives and oil breakdown products. Additives
- the lubricant composition may further comprise at least an additive or a modifier (hereinafter designated as "'additive") that can impart or improve any desirable property of the lubricant composition.
- 'additive an additive or a modifier
- Any additive known to a person of ordinary skill in the art may be used in the lubricant compositions disclosed herein. Some suitable additives have been described in Mortier et al, “Chemistry and Technology of Lubricants ,” 2nd Edition, London, Springer, (1996); and Leslie R. Rudnick, "Lubricant Additives: Chemistry and Applications," New York.
- the additive can be selected from the group consisting of detergents, dispersants, fnction modifiers, pour point depressants, demulsifiers, anti-foams, corrosion inhibitors, anti-wear agents, antioxidants, rust inhibitors, and combinations thereof
- concentration of each of the additives in the lubricant composition when used, can range from about 0 001 to about 20 wt%, from about 0.01 to about 10 wt% or from about 0.1 to about 5 wt%, based on the total weight of the lubricant composition.
- the lubricant composition disclosed herein may comprise a detergent that can control varnish, ring zone deposits, and rust by keeping insoluble particles in colloidal suspension and in some cases, by neutralizing acids.
- Any detergent known by a person of ordinary skill in the art may be used m the lubricant composition.
- suitable detergents include metal sulfonates, phenates, salicylates, phosphonates, thiophosphonates and combinations thereof.
- the metal can be any metal suitable for making sulfonate, phenate, salicylate or phosphonate detergents.
- suitable metals include alkali metals, alkaline metals and transition metals. In some embodiments, the metal is Ca, Mg, Ba, K, Na.
- the amount of the detergent may vary from about 0.01 to about 10 wt%, from about 0.05 to about 5 wt%, or from about 0.1 to about 3 wt%, based on the total weight of the lubricant composition.
- Some suitable detergents have been described in Mortier et al, “Chemistry and Technology of Lubricants “ 2nd Edition, London, Springer, Chapter 3, pages 75-85 (1996); and Leslie R Rudnick, "Lubricant Additives:
- the lubricant composition disclosed herein may comprise a dispersant that can prevent sludge, varnish, and other deposits by keeping particles suspended in a colloidal state.
- a dispersant that can prevent sludge, varnish, and other deposits by keeping particles suspended in a colloidal state.
- Any dispersant known by a person of ordinary skill in the art may be used in the lubricant composition.
- suitable dispersants include succinimides, succiamides, benzylamines, succinate esters, succinate ester-amides, Mannich type dispersants, phosphorus-containing dispersants, boron-containing dispersants and combinations thereof.
- the amount of the dispersant may vary from about 0.01 to about 10 wt%, from about 0.05 to about 7 wt%, or from about 0.1 to about 4 wt%, based on the total weight of the lubricant composition.
- the lubricant composition disclosed herein may comprise a friction modifier that can lower the friction between moving parts.
- Any friction modifier known by a person of ordinary skill in the art may be used in the lubricant composition.
- suitable friction modifiers include fatty carboxylic acids; derivatives (e.g., esters, amides, metal salts and the like) of fatty carboxylic acids; mono-, di- or tri-alkyl substituted phosphoric acids or phosphonic acids; derivatives (e.g., esters, amides, metal salts and the like) of mono-, di- or tri-alkyl substituted phosphoric acids or phosphonic acids, mono-, di- or tri-alkyl substituted amines, mono- or di-alkyl substituted amides and combinations thereof
- the friction modifier is selected from the group consisting of aliphatic amines, ethoxylated aliphatic amines, aliphatic carboxylic acid amides, ethoxy
- the friction modifier comprises an aliphatic substituted succinimide formed by reacting an aliphatic succinic acid or anhydride with ammonia or a primary amine.
- the amount of the friction modifier may vary from about 0.01 to about 10 wt%, from about 0.05 to about 5 wt%, or from about 0.1 to about 3 wt%, based on the total weight of the lubricant composition.
- the lubricant composition disclosed herein may comprise a pour point depressant that can lower the pour point of the lubricant composition.
- a pour point depressant Any pour point depressant known by a person of ordinary skill in the art may be used in the lubricant composition.
- suitable pour point depressants include polymethacrylates, polyacrylates, di(tetra-paraffin phenol)phthalate, condensates of tetra- paraffm phenol, condensates of a chlorinated paraffin with naphthalene and combinations thereof.
- the pour point depressant comprises an ethylene- vinyl acetate copolymer, a condensate of chlorinated paraffin and phenol, polyalkyl styrene or the like.
- the amount of the pour point depressant may vary from about 0 01 to about 10 wt%, from about 0.05 to about 5 wt%, or from about 0.1 to about 3 wt%, based on the total weight of the lubricant composition.
- the lubricant composition disclosed herein may comprise a demulsifier that can promote oil-water separation in lubricant compositions that are exposed to water or steam. Any demulsifier known by a person of ordinary skill in the art may be used in the lubricant composition.
- Non-limitmg examples of suitable demulsifiers include anionic surfactants (e.g., alkyl-naphthalene sulfonates, alkyl benzene sulfonates and the like), nonionic alkoxylated alkylphenol resins, polymers of alkylene oxides (e.g , polyethylene oxide, polypropylene oxide, block copolymers of ethylene oxide, propylene oxide and the like), esters of oil soluble acids and combinations thereof.
- the amount of the demulsifier may vary from about 0.01 to about 10 wt%, from about 0.05 to about 5 wt%, or from about 0.1 to about 3 wt%, based on the total weight of the lubricant composition.
- Some suitable demulsifiers have been described in Mortier et ciL, "Chemistry and Technology of Lubricants," 2nd Edition, London, Sp ⁇ nger, Chapter 6, pages 190-193 (1996), which is incorporated herein by reference.
- the lubricant composition disclosed herein may comprise an anti-foam that can break up foams in oils.
- Any anti-foam known by a person of ordinary skill in the art may be used in the lubricant composition.
- suitable anti- foams include silicone oils or polydimethylsiloxanes, fluorosilicones, alkoxylated aliphatic acids, polyethers (e.g., polyethylene glycols), branched polyvinyl ethers, polyacrylates, polyalkoxyammes and combinations thereof
- the anti-foam comprises glycerol monostearate, polyglycol palmitate, a tnalkyl monothiophosphate, an ester of sulfonated ncmoleic acid, benzoylacetone, methyl salicylate, glycerol monooleate, or glycerol dioleate
- the amount of the anti foam may vary from about 0.01 to about 5 wt%, from about
- the lubricant composition disclosed herein may comprise a corrosion inhibitor that can reduce corrosion.
- Any corrosion inhibitor known by a person of ordinary skill in the art may be used in the lubricant composition
- suitable corrosion inhibitor include half esters or amides of dodecylsuccinic acid, phosphate esters, thiophosphates, alkyl imidazolines, sarcosmes and combinations thereof.
- the amount of the corrosion inhibitor may vary from about 0.01 to about 5 wt%, from about 0.05 to about 3 wt%, or from about 0 1 to about 1 wt%, based on the total weight of the lubricant composition.
- Some suitable corrosion inhibitors have been described in Mortier et ai, "Chemistry and Technology of Lubricants " 2nd Edition, London, Springer, Chapter 6, pages 193-196 (1996). which is incorporated herein by reference.
- the lubricant composition disclosed herein may comprise an anti-wear agent that can reduce friction and excessive wear.
- Any anti-wear agent known by a person of ordinary skill in the art may be used in the lubricant composition.
- suitable anti-wear agents include zinc dithiophosphate, metal (e.g., Pb, Sb, Mo and the like) salts of dithiophosphate, metal (e.g , Zn, Pb, Sb, Mo and the like) salts of dithiocarbamate, metal (e.g., Zn, Pb, Sb and the like) salts of fatty acids, boron compounds, phosphate esters, phosphite esters, amine salts of phosphonc acid esters or thiophospho ⁇ c acid esters, reaction products of dicyclopentadiene and thiophosphoric acids and combinations thereof.
- the amount of the anti-wear agent may vary from about 0.01 to about 5 wt%, from about 0.05 to about 3 wt%, or from about 0.1 to about 1 wt%, based on the total weight of the lubricant composition.
- Some suitable anti-wear agents have been described in Leslie R. Rudnick, "Lubricant Additives: Chemistry and Applications ,” New York, Marcel Dekker, Chapter 8, pages 223-258 (2003), which is incorporated herein by reference.
- the lubricant composition disclosed herein may comprise an extreme pressure (EP) agent that can prevent sliding metal surfaces from seizing under conditions of extreme pressure. Any extreme pressure agent known by a person of ordinary skill in the art may be used in the lubricant composition.
- EP extreme pressure
- the extreme pressure agent is a compound that can combine chemically with a metal to form a surface film that prevents the welding of asperities in opposing metal surfaces under high loads.
- suitable extreme pressure agents include sulfurized animal or vegetable fats or oils, sulfurized animal or vegetable fatty acid esters, fully or partially esterified esters of trivalent or pentavalent acids of phosphorus, sulfurized olefins, dihydrocarbyl polysulfides, sulfurized Diels-Alder adducts, sulfurized dicyclopentadiene, sulfurized or co-sulfu ⁇ zed mixtures of fatty acid esters and monounsaturated olefins, co-sulfurized blends of fatty acid, fatty acid ester and alpha-olefin, functionally-substituted dihydrocarbyl polysulfides, thia- aldehydes, thia-ketones, epithio compounds, sulfur-containing acetal derivatives
- the amount of the extreme pressure agent may vary from about 0 01 to about 5 wt%, from about 0.05 to about 3 wt%, or from about 0.1 to about 1 wt%, based on the total weight of the lubricant composition.
- the lubricant composition disclosed herein may comprise an antioxidant that can reduce or prevent the oxidation of the base oil.
- Any antioxidant known by a person of ordinary skill in the art may be used in the lubricant composition.
- suitable antioxidants include amme-based antioxidants (e.g , alkyl diphenylamines.
- phenyl- ⁇ - naphthylamine alkyl or aralkyl substituted phenyl- ⁇ -naphthylamine, alkylated p-phenylene diamines, tetramethyl-diaminodiphenylamine and the like
- phenolic antioxidants e.g., 2-tert- butylphenol, 4-methyl-2,6-di-ferf-butylphenol, 2,4,6-tri-t ⁇ /t-butylphenol, 2,6-di-ter?-butyl-p- cresol, 2,6-di-ferr-butylphenol, 4,4'-methylenebis-(2,6-di-terf-butylphenol), 4,4'-thiobis(6-di- ?erf-butyl-o-cresol) and the like), sulfur-based antioxidants (e.g., dilauryl-3,3'- thiodipropionate, sulfurized phenolic antioxidants and the
- the amount of the antioxidant may vary from about 0.01 to about 10 wt %, from about 0.05 to about 5%, or from about 0.1 to about 3%, based on the total weight of the lubricant composition.
- the lubricant composition disclosed herein may comprise a rust inhibitor that can inhibit the corrosion of ferrous metal surfaces.
- Any rust inhibitor known by a person of ordinary skill in the art may be used in the lubricant composition.
- suitable rust inhibitors include oil-soluble monocarboxylic acids (e.g., 2-ethylhexanoic acid, lauric acid, myristic acid, palmitic acid, oleic acid, linoleic acid, linolenic acid, behenic acid, cerotic acid and the like), oil-soluble polycarboxylic acids [e.g., those produced from tall oil fatty acids, oleic acid, linoleic acid and the like), alkenylsuccinic acids in which the alkenyl group contains 10 or more carbon atoms (e.g., tetrapropenylsuccinic acid, tetradecenylsuccinic acid, hexadecenyls
- the amount of the rust inhibitor may vary from about 0.01 to about 10 wt 0 Io, from about 005 to about 5%, or from about 0 1 to about 3%, based on the total weight of the lubricant composition.
- the additives may be in the form of an additive concentrate having more than one additive
- the additive concentrate may comprise a suitable diluent, most preferably a hydrocarbon oil of suitable viscosity.
- diluent can be selected from the group consisting of natural oils (e.g , mineral oils), synthetic oils and combinations thereof.
- suitable oils e.g , mineral oils
- Non- limiting examples of the mineral oils include paraffin-based oils, naphthenic-based oils, asphaltic-based oils and combinations thereof.
- Non-limiting examples of the synthetic base oils include polyolefin oils (especially hydrogenated alpha-olefin oligomers), alkylated aromatic, polyalkylene oxides, aromatic ethers, and carboxylate esters (especially diester oils) and combinations thereof,
- the diluent is a light hydrocarbon oil, both natural or synthetic Generally, the diluent oil can have a viscosity in the range of 13 to 35 centistokes at 4O 0 C.
- the lubricant composition has a pour point that is less than that of a lubricant composition that does not contain the ethylene/ ⁇ -olefin interpolymer of the invention, instead containing a random copolymer, wherein each polymer is present in an amount of 6.5 wt% based on the weight of the lubncant composition.
- the lubricant composition comprising 1 wt% of the ethylene/o -olefin interpolymer is pourable at 0 0 C.
- Lubricant compositions of the present invention may be a brighter color than lubncant compositions not containing the ethylene/ ⁇ -olefin interpolymer.
- the lubricant composition disclosed herein may be suitable for use as motor oils (or engine oils or crankcase oils), transmission fluids, gear oils, power steering fluids, shock absorber fluids, brake fluids, hydraulic fluids and/or greases.
- the lubricant composition disclosed herein is a motor oil.
- Such a motor oil composition may be used to lubricate all major moving parts in any reciprocating internal combustion engine, reciprocating compressors and in steam engines of crankcase design. In automotive applications, the motor oil composition may also be used to cool hot engine parts, keep the engine free of rust and deposits, and seal the rings and valves against leakage of combustion gases
- the motor oil composition may comprise a base oil and the ethylene/ ⁇ -olefin interpolymer.
- the motor oil composition may further comprise at least an additive.
- the motor oil composition further comprises a pour point depressant, a detergent, a dispersant, an anti-wear, an antioxidant, a friction modifier, a rust inhibitor, or a combination thereof.
- the lubricant composition disclosed herein is a gear oil for either automotive or industrial applications.
- the gear oil composition may be used to lubricate gears, rear axles, automotive transmissions, final drive axles, accessories in agricultural and construction equipment, gear housings and enclosed chain drives.
- the gear oil composition may comprise a base oil and the ethylene/ ⁇ -olefin interpolymer.
- the gear oil composition may further compnse at least an additive.
- the gear oil composition further comprises an anti-wear, an extreme pressure agent, a rust inhibitor, or a combination thereof.
- the lubricant composition disclosed herein is a transmission fluid.
- the transmission fluid composition may be used in either automatic transmission or manual transmission to reduce transmission losses.
- the transmission fluid composition may comprise a base oil and the ethylene/ ⁇ -olefm interpolymer.
- the transmission fluid composition may further comprise at least an additive.
- the transmission fluid composition further comprises a f ⁇ ction modifier, a detergent, a dispersant, an antioxidant, an anti-wear agent, an extreme pressure agent, a pour point depressant, an anti-foam, a corrosion inhibitor or a combination thereof.
- the lubricant composition disclosed herein is a grease used in various applications where extended lubrication is required and where oil would not be retained, e.g., on a vertical shaft.
- the grease composition may comprise a base oil, the ethylene/ ⁇ -olefin interpolymer and a thickener.
- the grease composition further comprise a complexing agent, an antioxidant, an anti-wear agent, an extreme pressure agent, an anti-foam, a corrosion inhibitor or a mixture thereof.
- the thickener is a soap formed by reacting a metal hydroxide (e.g., lithium hydroxide, sodium hydroxide, potassium hydroxide, calcium hydroxide, zinc hydroxide and the like) with a fat, a fatty acid, or an ester.
- a metal hydroxide e.g., lithium hydroxide, sodium hydroxide, potassium hydroxide, calcium hydroxide, zinc hydroxide and the like
- the type of soap used depends on the grease properties desired.
- the thickener may be a non-soap thickener selected from the group consisting of clays, silica gels, carbon black, various synthetic organic materials and combinations thereof
- the thickener comprises a combination of soaps and non-soap thickeners.
- Additives may be added as known to one skilled in the art to adjust the properties of the lubricant compositions as desired. Processes of Preparing Lubricant Compositions
- the lubricant compositions disclosed herein can be prepared by any method known to a person of ordinary skill in the art for making lubricating oils.
- the base oil can be blended or mixed with the ethylene/ ⁇ -olefin interpolymer and optionally at least an additive.
- the ethylene/ ⁇ -olefin interpolymer and the optional additives may be added to the base oil individually or simultaneously.
- the ethylene/ ⁇ -olefin interpolymer and the optional additives are added to the base oil individually in one or more additions and the additions may be in any order.
- the ethylene/ ⁇ -olefm interpolymer and the additives are added to the base oil simultaneously, optionally in the form of an additive concentrate.
- the solubilizing of the ethylene/ ⁇ -olefin interpolymer or any solid additives in the base oil may be assisted by heating the mixture to a temperature between about 25 and about 200 0 C, from about 50 and about 15O 0 C or from about 75 and about 125 0 C.
- Any mixing or dispersing equipment known to a person of ordinary skill in the art may be used for blending, mixing or solubilizing the ingredients,
- the blending, mixing or solubilizing may be carried out with a blender, an agitator, a disperser, a mixer (e.g., Ross double planetary mixers and Collette planetary mixers), a homogenizer (e.g., Gaulin homogeneizers and Rannie homogeneizers), a mill (e.g., colloid mill, ball mill and sand mill) or any other mixing or dispersing equipment known in the art.
- a blender e.g., Ross double planetary mixers and Collette planetary mixers
- a homogenizer e.g., Gaulin homogeneizers and Rannie homogeneizers
- a mill e.g., colloid mill, ball mill and sand mill
- any other mixing or dispersing equipment known in the art e.g., colloid mill, ball mill and
- Embodiments of the invention provide lubricant compositions made from a base oil and the ethylene/ ⁇ -olefin interpolymer,
- the efhylene/ ⁇ -olefin interpolymer is a multi-block copolymer comprising at least one soft block and at least one hard block .
- the gel permeation chromatographic system is either a Polymer
- Calibration of the GPC column set is performed with 21 narrow molecular weight distribution polystyrene standards with molecular weights ranging from 580 to 8,400,000, arranged in 6 "cocktail" mixtures with at least a decade of separation between individual molecular weights.
- the standards are purchased from Polymer Laboratories (Shropshire, UK).
- the polystyrene standards are prepared at 0.025 grams in 50 milliliters of solvent for molecular weights equal to or greater than 1,000,000, and 0.05 grams in 50 milliliters of solvent for molecular weights less than 1,000,000.
- the polystyrene standards are dissolved at 8O 0 C with gentle agitation for 30 minutes.
- the narrow standards mixtures are run first and m order of decreasing highest molecular weight component to minimize degradation.
- the comonomer composition throughout the GPC curve can be measured using an IR4 infra-red detector that is available from Polymer Char, Valencia, Spain (http://www.polymerchar.corn/).
- the "composition mode" of the detector is equipped with a measurement sensor (CH 2 ) and composition sensor (CH 3 ) that are fixed narrow band infra-red filters in the region of 2800-3000 cm "1 .
- the measurement sensor detects the methylene (CH 2 ) carbons on the polymer (which directly relates to the polymer concentration m solution) while the composition sensor detects the methyl (CH 3 ) groups of the polymer.
- the mathematical ratio of the composition signal (CH 3 ) divided by the measurement signal (CH 2 ) is sensitive to the comonomer content of the measured polymer in solution and its response is calibrated with known ethylene alpha-olefin copolymer standards,
- the detector when used with a GPC instrument provides both a concentration (CH 2 ) and composition (CH 3 ) signal response of the eluted polymer during the GPC process.
- a polymer specific calibration can be created by measuring the area ratio of the CH 3 to CH 2 for polymers with known comonomer content (preferably measured by NMR).
- the comonomer distribution of a polymer can be estimated by applying a reference calibration of the ratio of the areas for the individual CH 3 and CH 2 response (i.e. area ratio CH 3 /CH 2 versus comonomer content).
- area ratio CH 3 /CH 2 response By taking the ratio of the CH 3 /CH 2 response at each elution volume, the response to the polymer's composition is measured.
- composition response can be used to estimate the comonomer amount at each elution volume
- Integration of the entire GPC profile provides the average comonomer content of the polymer while the slope of the line from the comonomer versus molecular weight provides an indication of the uniformity of the comonomer distribution.
- the integration region should be set to be greater than 5 weight percent of the polymer on either end of the chromatogram.
- the sample is rapidly heated to 18O 0 C and held isothermal for 3 minutes in order to remove any previous thermal history
- the sample is then cooled to - 4O 0 C at 10°C/mm cooling rate and held at -4O 0 C for 3 minutes.
- the sample is then heated to 150 0 C at 10°C/min. heating rate. The cooling and second heating curves are recorded.
- the DSC melting peak is measured as the maximum in heat flow rate (W/g) with respect to the linear baseline drawn between -3O 0 C and end of melting.
- the heat of fusion is measured as the area under the melting curve between -3O 0 C and the end of melting using a linear baseline.
- Samples for density measurement are prepared according to ASTM D 1928. Measurements are made within one hour of sample pressing using ASTM D792, Method B. Melt Index
- Analytical temperature rising elution fractionation (ATREF) analysis is conducted according to the method described in USP 4,798,081 and Wilde, L; RyIe, T.R ; Knobeloch, D.C.; Peat, LR. ; Determination of Branching Distributions in Polyethylene and Ethylene Copolymers, J. Polym. Sci., 20, 441-455 (1982), which are incorporated by reference herein in their entirety.
- the composition to be analyzed is dissolved in ortho- dichlorobenzene and allowed to crystallize in a column containing an inert support (stainless steel shot) by slowly reducing the temperature to 2O 0 C at a cooling rate of 0.1°C/mm.
- the column is equipped with an infrared detector.
- An ATREF chromatogram curve is then generated by eluting the crystallized polymer sample from the column by slowly increasing the temperature of the eluting solvent (ortho-dichlorobenzene) from 20 to 12O 0 C at a rate of 1.5°C/min.
- the samples are prepared by adding approximately 3g of a 50/50 mixture of tetrachloroethane-d /orthodichlorobenzene to 0 4 g sample in a 10 mm NMR tube.
- the samples are dissolved and homogenized by heating the tube and its contents to 15O 0 C.
- the data are collected using a JEOL EclipseTM 400MHz spectrometer or a Vanan Unity PlusTM 400MHz spectrometer, corresponding to a 13 C resonance frequency of 100.5 MHz.
- the data are acquired using 4000 transients per data file with a 6 second pulse repetition delay. To achieve minimum signal-to-noise for quantitative analysis, multiple data files are added together.
- the spectral width is 25,000 Hz with a minimum file size of 32K data points.
- the samples are analyzed at 130 0 C in a 10 mm broad band probe.
- the comonomer incorporation is determined using Randall's tnad method (Randall, J.C.; JMS-Rev. Macromol. Chem. Phys., C29, 201-317 (1989), which is incorporated by reference herein in its entirety.
- the column is immersed in a thermally controlled oil jacket, set initially to 160 0 C.
- the column is first cooled ballistically to 125 0 C, then slow cooled to 20 0 C at 0.04 0 C per minute and held for one hour.
- Fresh ortho-dichlorobenzene is introduced at about 65 ml/min while the temperature is increased at 0.167 0 C per minute.
- Mooney Viscosity Mooney viscosity is measured in accordance with ASTM D1646-06 at 125°C, ML 1+4 (MU)).
- Turbidity of the oil or solvent solutions were measured using a HACH RATIO Turbidimeter Model 18900 using the 0-20 NTU resolution scale (+/- 0.1 NTU).
- Samples are poured into a cylindrical test jar of clear glass, specifications per ASTM D 97 to the marked level.
- the test jar is closed with a rubber cork bored centrally for the test thermometers.
- the test thermometers are adjusted so that they are coaxial with the jar and immersed so the beginning of the capillary is approximately 3mm below the surface of the sample.
- Samples are then placed in a Forma Scientific Cloud and Pour Console.
- the starting temperature is set at 10° C and adjusted down in 6° intervals until there is no movement in the sample when holding it in a horizontal position for 5 seconds. That reading is recorded and 3° C is added for the final pour point result.
- Thickening efficiency is measured according to ASTM D445, which is herein incorporated by reference. Thickening efficiency of a polymer is equal to the kinematic viscosity at 100 0 C of a 1 wt% polymer solution in oil under zero shear. Permanent Shear Stability Index
- PSSI Permanent Shear Stability Index
- the block architecture of the inventive copolymers may be controlled by the proper selection of catalysts to produce the desired comonomer content in each of the segments at the reactor conditions.
- the amount of comonomer incorporated into each segment type may be predicted by independently performing polymerization tests employing single catalysts.
- the ratio of propylene to ethylene concentrations in the reactor [C3]/[d]) determines the amount of propylene (relative to ethylene) incorporated by each catalyst.
- a 'blocky' structure is produced by statistical coupling of the polymer segments produced by each catalyst type.
- the total comonomer incorporated into the polymer is then controlled by the ratio of catalyst Ai to catalyst A 2 .
- This concept of production and methodology is explained in Arriola et al., "Catalytic Production of Olefin Block Coplymers via Chain Shuttling Polymerization", Science, 312 (2006).
- the wt% ethylene or propylene incorporated into the polymer by catalyst Al, the wt% ethylene or propylene incorporated into the polymer by catalyst A2, and the amount of polymer produced by each of the catalysts can be estimated from the reactor conditions and the overall comonomer content of the polymer.
- the total/overall monomer or comonomer incorporated into the polymer can be estimated as follows:
- the weight fraction of polymer produced by each catalyst can be determined:
- composition of the exemplary block copolymers may be estimated with the appropriate calibrations based on the random copolymers produced by a similar catalyst system and within the same range of molecular weights and overall compositions.
- the product of the previous reaction (17.45 g, 41.5 mmol) is dissolved in ethanol (200 mL). Water (65 mL) is added, precipitating a white solid. Over a 60 minute period, sulfuric acid (1.0 M, 150 mL, 150 mmol) is added via dropping funnel while stirring the reaction mixture. During the reaction, the solid dissolves to form a pale yellow solution, which is heated at reflux temperature for one hour, then allowed to cool to room temperature. Potassium hydroxide pellets (-20 g) are added slowly, while monitoring pH.
- Cocatalyst 1 A mixture of methyldi(Ci 4- i8 alkyl)ammonium salts of tetrakis(pentafluorophenyl)borate (here-in-after armeenium borate), prepared by reaction of a long chain trialkylamine (ArmeenTM M2HT, available from Akzo-Nobel, Inc.), HCl and Li[B(C 6 Fs) 4 ], substantially as disclosed in USP 5,919,9883, Ex. 2.
- Cocatalyst 2 Mixed CM IS alkyldimethylammonium salt of bis(tns(pentafluorophenyl)-alumane)-2-undecylimidazolide, prepared according to USP 6,395,671, Ex. 16.
- shuttling agents include diethylzinc (DEZ, SAl), 5 di(i-butyl)zinc (SA2), di(n-hexyl)zinc (SA3), triethylaluminum (TEA, SA4), trioctylaluminum (SA5), triethylgallium (SA6), i-butylaluminum bis(dimethyl(t- butyl)siloxane) (SA7), i-butylaluminum bis(di(trimethylsilyl)amide) (SA8), n- octylaluminum di(pyridine-2-methoxide) (SA9), bis(n-octadecyl)i-butylaluminum (SAlO), i-butylaluminum bis(di(n-pentyl) amide) (SAI l), n-octylaluminum bis(2,6-0 di-t-but
- Polymerization is stopped by the addition of a small amount of water into the exit line along with any stabilizers or other additives and passing the mixture through a static mixer.
- the product stream is then heated by passing through a heat exchanger before devolatilization.
- the polymer product is recovered by extrusion using a devolatilizing extruder and water cooled pelletizer.
- Process details and results are contained in Table 1, Selected polymer properties are provided in Table 2, For comparative examples A, B, E and F no shuttling agent was introduced into the reactor. [133] Selected polymer properties are provided in Table 2. Comparative
- Example C is Paratone 8941 (ExxonMobil Chemical Co.) and Comparative Example D is Nordel IP 225 (The Dow Chemical Company)
- FTIR measurements were made using according to ASTM D-3900-05 to estimate the total weight percent of ethylene present. Alternatively, the measurement could also be made by NMR. T 1n vs wt% C 2
- inventive polymers comprise a majority of hard segments, they have melting temperatures that are higher than those of comparative random copolymers for a given weight percent of ethylene, based on the weight of the polymer.
- a calibration line may be obtained for any gi ⁇ en comonomer. This relationship for propylene as a comonomer is shown in Figure 1, wherein it can be seen that the numerical values for the melt temperatures for a given weight percent ethylene have the following relationship :
- Tm > 4.1276(wt% C 2 ) - 244.76.
- Table 3 shows the data corresponding to Figure 1.
- inventive polymers comprise a majority of soft segments, they have melting points that are lower than those of comparative random copolymers for a given weight percent of ethylene, based on the weight of the polymer
- This relationship for propylene as the comonomer is shown in Figure 2, wherein it can be seen that the numerical ⁇ alues for the melt temperatures for a given weight percent ethylene have the following relationship:
- Table 4 shows the Example data shown in Figure 2.
- Lubricant compositions comprising each of the example polymers were formulated comprising the same base oil, i.e, Exxon FN1365 IOOLP. The ratio of the base oil to the polymer is 99: 1 by weight for all lubricant compositions. Lubricant compositions were
- lubricant compositions of me present invention meet performance specifications for various motor oils used in for passenger car motor oils (40-50SSI), mid heavy duty (30-40SSI), and premium heavy duty (20-30SSI).
- motor oils used in for passenger car motor oils (40-50SSI), mid heavy duty (30-40SSI), and premium heavy duty (20-30SSI).
- the lubricant composition can meet certain specifications for both high temperature performance and cold temperature performance Examples of such specifications include the results from Examples 1, 2, 3 and 4.
- the thickening efficiency is in the range of 10-14.3 cSt, and the shear stability index is 25.4-50.5 SSI.
- the MRV be below 60,000 cP with little or no yield stress.
- the viscosity should not be more than 6600 cP.
- embodiments of the invention provide various lubricant compositions based on the disclosed ethylene/ ⁇ -olefin interpolymers as viscosity modifiers for all type of oils and lubncants. These include motor oil, transmission fluids, gear oil, etc. These novel polymers could also be used in other hydrocarbons such as diesel fuel, both natural and synthetic, hydraulic fluids and other oils including petroleum derived products, synthetic oil and natural oils.
- the ethylene/ ⁇ -olefin interpolymers can provide a similar benefit in properties as the styrenic block copolymers, such as KRATON ® .
- ethylene/a-olefin interpolymers can be used to thicken motor oil They offer the possibility of improved low temperature performance and good flexibility in formulating motor oil, gear lubricates and greases. By controlling the block distribution of these polymers, low temperature performance can be optimized and the undesirable oil and wax interactions can be avoided. By controlling the level of crystallinity, the polymer duct form can be varied from pellets to bales. Additional advantages and cnaracteristics are apparent to those skilled in the art.
- compositions or methods may include numerous compounds or steps not mentioned herein. In other embodiments, the compositions or methods do not include, or are substantially free of, any compounds or steps not enumerated herein. Variations and modifications from the described embodiments exist. Finally, any number disclosed herein should be construed to mean approximate, regardless of whether the word "about” or “approximately” is used in describing the number. The appended claims intend to cover all those modifications and variations as falling within the scope of the invention.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Graft Or Block Polymers (AREA)
- Lubricants (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
Abstract
A lubricant composition comprises a base oil and a viscosity modifier including an ethylene/α-olefin interpolymer. The ethylene/α-olefin interpolymer has at least a hard segment and at least a soft segment. The soft segment contains a higher amount of comonomers than the hard segment. The hard segment has low crystallinity. The copolymer has a number of unique characteristics disclosed herein. Such copolymers offer the possibility of improved low temperature performance and flexibility in formulating motor oil, gear lubricants and greases, etc.
Description
VISCOSITY INDEX IMPROVER FOR LUBRICANT COMPOSITIONS
CROSS REFERENCE TO RELATED APPLICATIONS
This application claims priority from US Provisional Application No. 60/949,648, attorney docket number 66257, filed on July 13, 2007, which is herein incorporated by reference. This application is related to the following US applications, all filed provisionally and concurrently with the priority application and having attorney docket numbers 66258, 66259 and 65862: Serial No 60/949,690; Serial No 60/949,702 and Serial No. 60/949,670, all of which are herein incorporated by reference.
FIELD OF THE INVENTION
[4] This invention relates to lubricant compositions including a base oil and a viscosity index improver comprising ethylene/α-olefin mterpolymers.
BACKGROUND OF THE INVENTION
[5] The yearly economic losses related to friction and abrasion are estimated to be about 2-7% of the GDP in developed countries including the United States and European countries. A report by the U.S. Department of Energy in 1999 indicated that by adopting various measures to reduce friction and abrasion, motor vehicles and transmission systems in the United Sates save 120 billion US dollars each year. One of those measures includes the application of lubricant compositions in motor vehicles and industrial equipments.
[6] Modern lubricant compositions are widely used in various applications such as motor oils, transmission fluids, gear oils, power steering fluids, shock absorber fluids, brake fluids, hydraulic fluids and greases. The lubricant compositions can have various functions such as (1) controlling friction between surfaces of moving parts, (2) reducing wear of moving parts, (3) reducing corrosion of surfaces of moving parts, particularly metal surfaces; (4) damping mechanical shock in gears; and (5) forming a seal on the walls of engine cylinders. Each lubricant composition can contain a base oil and, depending on the application, a combination of additives or modifiers, such as viscosity index improvers, pour point
depressants, dispersants, detergents, anti-wear agents, antioxidants, friction modifiers, rust inhibitors, corrosion inhibitors, demulsifiers and anti -foams
In general, semi-crystalline random copolymers (with 60-70 wt% C2, 100-133 CH3/IOOOCS) have higher thickening efficiency and higher shear stability due to the lower levels of short chain branching when compared to an amorphous random copolymer (40-50 wt% C2, 166-200 CH3/1000C's) This suggests that a linear backbone with a minimal amount of side branching is required to achieve high thickening efficiency and shear stability for a polyolefm in an oil solution
However at low temperature, the waxy components that are present in the oil (such as waxy paraffins) will make the oil stop flowing at a higher temperature than its cold use temperature (e g - 15°C for Exxon IOOLP base oil) The freezing of oil at cold temperatures (-30 to -350C) can cause catastrophic engine failure due to oil pan starvation and filter clogging To prevent this, pour point depressants can be added to modify the structure of the waxy oils so that, as the oil cools, the wax does not form a structure that would otherwise trap the rest of the oil and so prevent flow or block filters Examples of pour point depressants include polyalkylacrylates, long chain alkyl phenols and phthalic acid dialkylarylesters, ethylene butadiene, alpha olefin copolymers with 6-24 carbon atoms (e.g. 1-hexane and 1-octadecane) The principle of oil wax modification is described, for example, in Ashbaugh, H S ; Radulescu, A ; Prud'homme, R , Schwahn, D , Richeter, D , Fetters, L , Macromolecules, 35, 7044
7053 (2002), and, Klamann, D Lubricants and Related Products, Verlag Chemie 1984 ppl85-203
To be successful, an oil viscosity modifier must have compatibility in a wide range of oil base stocks(paraffmic, napthalenic aromatic) and give a balance of performance over a wide range of conditions (shear and temperature)
[4] Semi crystalline random copolymers are difficult to formulate to obtain robust performance at low temperature (insufficient wax modification capability) Thus, amorphous copolymers are preferred as they are completely soluble in oil at low temperature and the action of the pour point depressant (already present in the formulated oil) is enough to modify the wax and maintain the pourabihty of the oil
. 9
[5] The viscosity index is commonly used as a measure of the rate of change of viscosity of a fluid with temperature. This temperature dependency is common to all fluids including base oils. In general, the higher the viscosity index, the smaller is the relative change in viscosity with temperature. The viscosity index (VI) improver or viscosity modifier is used to reduce the temperature dependency of the viscosity of the lubricant compositions so that the lubricant compositions can be used over a wide temperature range In the other words, the VI improvers prevent the lubricant compositions from becoming too thin at a high temperature, e.g., hot summer temperatures, and too viscous at a low temperature, e.g., cold winter temperatures. Some known VI improvers include polymethacrylates, olefin copolymers, such as ethylene-propylene copolymers and ethylene- propylene diene-modified copolymers (EPDMs), and hydrogenated styrenic block copolymers such as styrene-ethylene/butylene-styrene copolymer (SEBS).
[6] The hydrogenated styrenic block copolymers generally offer good thickening efficiency and excellent low temperature performance. However, these hydrogenated styrenic block copolymers are relatively expensive and have a limited useful life because of their low shear stability.
[7] The olefin copolymers, such as amorphous ethylene-propylene copolymers, may offer good low temperature performance but poor thickening efficiency at high temperatures. The comonomer units of olefin copolymers can be distributed in a tapered manner. Generally, the tapered olefin copolymers, such as tapered ethylene-propylene copolymer, are excellent thickeners, have improved low temperature performance, and are able to avoid undesirable interactions with the base oils.
[8] Although there are many VI improvers available in the market for formulating lubricant compositions, there is always a need for new VI improvers for lubricant compositions with improved properties and flexibilities. In particular, it is desirable that VI improvers lend low turbidity to a lubricant composition and lend a low pour point.
SUMMARY OF INVENTION
[9] The invention provides an ethylene/α-olefm mterpolymer comprising a hard segment and a soft segment, wherein the ethylene/α-olefm interpolymer: (a) has a Mw/Mn from about 1.7 to about 3.5;
(b) has an ethylene content in the hard segment in the range of from 60 wt% to 95 wt% based on based on total monomer content in hard segment;
(c) (i) has a hard segment composition of at least 40%, at least one melting point, Tm, in degrees Celsius and an amount of ethylene in weight percent, wt% C2, wherein the numerical values of Tm and wt% C2 correspond to the relationship
90 0C > Tm > 4.1276(wt% C2) - 244.76; or (ii) has a hard segment composition of less than 40%, at least one melting point, Tm, in degrees Celsius and an amount of ethylene in weight percent, wt% C2. wherein the numerical values of Tm and wt%
C2 correspond to the relationship:
80 0C > Tm < 4.1276(wt% C2) - 264.95; or (iii) is characterized by an average block index greater than zero and up to about 1.0 and a molecular weight distribution, Mw/Mn, greater than about 1.3, or
(iv) has a molecular fraction which elutes between O0C and 13O0C when fractionated using low temperature TREF, characterized in that the fraction has a molar comonomer content of at least 5 percent higher than that of a comparable random ethylene interpolymer fraction elutmg between the same temperatures, wherein said comparable random ethylene interpolymer has the same comonomer(s) and has a melt index, density, and molar comonomer content (based on the whole polymer) withm 10 percent of that of the ethylene/α-olefin interpolymer; or
(v) has a relationship between ethylene content in wt% and log molecular weight such that a line plotted of ethylene content vs log molecular weight as measured by GPC-IR has an absolute slope, m, of equal to or less than 4, and,
(d) has a turbidity measurement of a 1.0 wt% solution of the ethylene/α-olefin interpolymer in oil or a 1,5 wt% solution in dodecane of less than or equal to that of a comparable copolymer wherein the comparable copolymer has the same DSC enthalpy (J/g) at greater than 55 0C within ±5 J/g, and the same overall ethylene content within 10%.
- A -
The ethylene/α-olefin interpolymer can have one or any combination of the above characteristics.
[10] In one embodiment, the ethylene/α-olefin interpolymer has (a) at least one molecular fraction which elutes between 00C and 13O0C when fractionated using TREF, characterized in that the fraction has a block index of at least 0.5 and up to about 1 and a molecular weight distribution, Mw/Mn, greater than about 1,3 or (b) an average block index greater than zero and up to about 1.0 and a molecular weight distribution, Mw/Mn, greater than about 1,3.
[11] In one embodiment, the ethylene/α-olefin interpolymer is a random block copolymer comprising at least a hard block (or segment) and at least a soft block (or segment). Further, the random block copolymer can comprise multiple hard blocks and multiple soft blocks, and the hard blocks and soft blocks can be randomly distributed in a polymeric chain.
[12] In one embodiment, the α-olefin used in the ethylene/α-olefin interpolymer is styrene, propylene, 1-butene, 1-hexene, 1-octene, 4-methyl-l-pentene, norbornene, 1-decene, 1,5-hexadiene, or a combination thereof.
[13] In another embodiment, the ethylene/α-olefin interpolymer has a melt index in the range of about 0.1 to about 2000 g/10 minutes, about 2 to about 1500 g/10 minutes, about 2 to about 1000 g/10 minutes or about 2 to about 500 g/10 minutes measured according to ASTM D-1238, Condition 190°C/2.16 kg.
[14] Additional aspects of the invention and characteristics and properties of various embodiments of the invention will become apparent with the following description
BRIEF DESCRIPTION OF THE DRAWINGS Fig. 1 shows a plot of T1n vs wt% C2 for hard segment majority copolymers of the invention and for Comparative Examples.
Fig. 2 shows a plot of T1n vs wt% C2 for soft segment majority copolymers of the invention and for Comparative Examples.
Fig. 3 shows a plot of GPC-IR data for Example 1 and Comparatives A and D.
DETAILED DESCRIPTION OF THE INVENTION General Definitions
[15] "Polymer" means a polymeric compound prepared by polymerizing monomers, whether of the same or a different type. The generic term "polymer" embraces the terms "homopolymer," "copolymer," "terpolymer" as well as "interpolymer. "
[16] "Interpolymer" means a polymer prepared by the polymerization of at least two different types of monomers, The generic term "interpolymer" includes the term "copolymer" (which is usually employed to refer to a polymer prepared from two different monomers) as well as the term "terpolymer" (which is usually employed to refer to a polymer prepared from three different types of monomers), It also encompasses polymers made by polymerizing four or more types of monomers.
[17] The term "ethylene/α-olefin interpolymer" generally refers to polymers comprising ethylene and an α-olefin having 3 or more carbon atoms. Preferably, ethylene comprises the majority mole fraction of the whole polymer, i.e., ethylene comprises at least about 50 mole percent of the whole polymer. More preferably ethylene comprises at least about 60 mole percent, at least about 70 mole percent, or at least about 80 mole percent, with the substantial remainder of the whole polymer comprising at least one other comonomer that is preferably an α-olefin having 3 or more carbon atoms. For many ethylene/propylene copolymers, the preferred composition comprises an ethylene content in the range of from about 55 wt% to about 75 wt%, preferably in the range of from about 60 wt% to about 73 wt%, based on the weight of the polymer. In some embodiments, the ethylene/α-olefin interpolymers do not include those produced in low yields or in a minor amount or as a byproduct of a chemical process. While the ethylene/α-olefin interpolymers can be blended with one or more polymers, the as-produced ethylene/α-olefin interpolymers are substantially pure and often comprise a major component of the reaction product of a polymerization process.
[18] The ethylene/α-olefin interpolymers comprise ethylene and one or more copolymerizable α-olefin comonomers in polymerized form, characterized by multiple blocks or segments of two or more polymerized monomer units differing in chemical or physical properties. That is, the ethylene/α-olefin interpolymers are block interpolymers, preferably multi-block interpolymers or copolymers. The terms "interpolymer" and "copolymer" are used interchangeably herein, In some embodiments, the multi-block copolymer can be represented by the following formula:
(AB)n
where n is at least 1, preferably an integer greater than 1, such as 2, 3, 4, 5, 10, 15, 20, 30, 40, 50, 60, 70, 80, 90, 100, or higher, "A" represents a hard block or segment and "B" represents a soft block or segment Preferably, As and Bs are linked in a substantially linear fashion, as opposed to a substantially branched or substantially star-shaped fashion In other embodiments, A blocks and B blocks are randomly distributed along the polymer chain. In other words, the block copolymers usually do not have a structure as follows.
AAA- AA-BBB- BB
In still other embodiments, the block copolymers do not usually have a third type of block, which comprises different comonomer(s). In yet other embodiments, each of block A and block B has monomers or comonomers substantially randomly distributed within the block. In other words, neither block A nor block B comprises two or more sub-segments (or sub- blocks) of distinct composition, such as a tip segment, which has a substantially different composition than the rest of the block.
[19] The multi-block polymers typically comprise various amounts of "hard" and "soft" segments "Hard" segments refer to blocks of polymerized units in which ethylene is present in an amount in the range of from about 60 wt% to about 95 wt%, and preferably in the range of from about 70 wt% to about 85 wt%, based on the weight of the polymer. "Soft" segments, on the other hand, refer to blocks of polymerized units in which the comonomer content (content of monomers other than ethylene) is in the range of from about 30 wt% to about 80 wt%, preferably in the range of from about 35 wt% to about 80 wt%, based on the weight of the polymer.
[20] The soft segments can often be present in a block interpolymer from about 1 weight percent to about 99 weight percent of the total weight of the block interpolymer, preferably from about 5 weight percent to about 95 weight percent, from about 10 weight percent to about 90 weight percent, from about 15 weight percent to about 85 weight percent, from about 20 weight percent to about 80 weight percent, from about 25 weight percent to about 75 weight percent, from about 30 weight percent to about 70 weight percent, from about 35 weight percent to about 65 weight percent, from about 40 weight percent to about 60 weight percent, or from about 45 weight percent to about 55 weight percent of the total weight of the block interpolymer. Conversely, the hard segments can be present in similar ranges. The polymer is said to have a hard segment majority when the amount of hard segment present is greater than 40 % and a soft segment majority when the amount of soft segment is less than 60%. The soft segment weight percentage and the hard segment weight
percentage can be calculated based on data obtained from DSC or NMR. Such methods and calculations are disclosed in U.S. Patent Application Serial No. 11/376,835, US Patent Application Publication Number 2006-0199930, entitled "Ethylene/α-Olefin Block Interpolymers", filed on March 15, 2006, in the name of Colin L.P. Shan, Lonme Hazlitt, et. al. and assigned to Dow Global Technologies Inc., the disclosure of which is incorporated by reference herein in its entirety.
[21] The term "crystalline" if employed, refers to a polymer that possesses a first order transition or crystalline melting point (Tm) as determined by differential scanning calorimetry (DSC) or equivalent technique. The term may be used interchangeably with the term "semicrystalline", The term "amorphous" refers to a polymer lacking a crystalline melting point as determined by differential scanning calorimetry (DSC) or equivalent technique.
[22] The term "multi-block copolymer" or "segmented copolymer" refers to a polymer comprising two or more chemically distinct regions or segments (referred to as "blocks") preferably joined in a linear manner, that is, a polymer comprising chemically differentiated units which are joined end-to-end with respect to polymerized ethylenic functionality, rather than in pendent or grafted fashion In a preferred embodiment, the blocks differ in the amount or type of comonomer incorporated therein, the density, the amount of crystallmity, the crystallite size attributable to a polymer of such composition, the type or degree of tacticity (isotactic or syndiotactic), regio-regulaπty or regio-irregularity, the amount of branching, including long chain branching or hyper-branchmg, the homogeneity, or any other chemical or physical property. The multi -block copolymers are characterized by unique distributions of both polydispersity index (PDI or Mw/Mn), block length distribution, and/or block number distribution due to the unique process of making the copolymers. More specifically, when produced in a continuous process, the polymers desirably possess PDI from 1.7 to 2.9, preferably from 1.8 to 2.5, more preferably from 1.8 to 2.2, and most preferably from 1 8 to 2.1. When produced in a batch or semi-batch process, the polymers possess PDI from 1,0 to 2,9, preferably from 1 3 to 2.5, more preferably from 1,4 to 2.0, and most preferably from 1.4 to 1.8, [23] In the following description, all numbers disclosed herein are approximate values, regardless whether the word "about" or "approximate" is used in connection therewith. They may vary by 1 percent, 2 percent, 5 percent, or, sometimes, 10 to 20 percent. Whenever a numerical range with a lower limit, RL and an upper limit, RL, is disclosed, any
number falling within the range is specifically disclosed. In particular, the following numbers withm the range are specifically disclosed: R=RL+k*(Ru-RL), wherein k is a variable ranging from 1 percent to 100 percent with a 1 percent increment, i.e , k is 1 percent, 2 percent, 3 percent, 4 percent, 5 percent,..., 50 percent, 51 percent, 52 percent,..., 95 percent, 96 percent, 97 percent, 98 percent, 99 percent, or 100 percent. Moreover, any numerical range defined by two R numbers as defined in the above is also specifically disclosed.
[24] Ethylene/α-olefin interpolymers containing low crystalhnity hard blocks are polymers that have hard blocks that have melting points that are less than 100°C. These polymers are particularly useful as oil viscosity modifiers. [25] Disclosed herein is an ethylene/α-olefin interpolymer comprising a hard segment and a soft segment, wherein the ethylene/α-olefin interpolymer:
(a) has a Mw/Mn from about 1.7 to about 3.5;
(b) has an ethylene content in the hard segment in the range of from 60 wt% to 95 wt% based on based on total monomer content in hard segment; (c) (i) has a hard segment in an amount of at least 40%, at least one melting point, Tm, m degrees Celsius and an amount of ethylene in weight percent, wt% C2, wherein the numerical values of Tm and wt% C2 correspond to the relationship:
90 0C ≥ Tm > 4.1276(wt% C2) - 244.76; or (ii) has a hard segment composition of less than 40%, at least one melting point, Tm, in degrees Celsius and an amount of ethylene in weight percent, wt% C2. wherein the numerical values of Tm and wt% C2 correspond to the relationship:
80 0C > Tm < 4.1276(wt% C2) - 264.95; or (iii) is characterized by an average block index greater than zero and up to about 1.0 and a molecular weight distribution, MJMn, greater than about 1.3, or
(iv) has a molecular fraction which elutes between O0C and 1300C when fractionated using low temperature TREF, characterized in that the fraction has a molar comonomer content of at least 5 percent higher than that of a comparable random ethylene interpolymer fraction elutmg between the same temperatures, wherein said comparable random ethylene interpolymer has the same comonomer(s) and has a melt index, density, and
molar comonomer content (based on the whole polymer) withm 10 percent of that of the ethylene/α-olefin interpolymer; or
(v) has a relationship between ethylene content in wt% and log molecular weight such that a line plotted of ethylene content vs log molecular weight as measured by GPC-IR has an absolute slope, m, of equal to or less than 4, and,
(d) has a turbidity measurement of a 1.0 wt% solution of the ethylene/α-olefin interpolymer in oil or a 1,5 wt% solution in dodecane of less than or equal to that of a comparable copolymer wherein the comparable copolymer has the same DSC enthalpy (J/g) at greater than 55 0C within ±5 J/g, preferably ±2,5 J/g and has the same ethylene content within 20%.
The ethylene/α-olefm interpolymer can have one or any combination of the above characteristics. Ethylene/α-Olefin Interpolymers [26] The ethylene/α-olefin interpolymers used in embodiments of the invention (also referred to as ''inventive interpolymer" or '"inventive polymer") comprise ethylene and one or more copolymerizable α-olefin comonomers in polymerized form, characterized by multiple blocks or segments of two or more polymerized monomer units differing in chemical or physical properties (block interpolymer), preferably a multi-block copolymer.
[27] In some embodiments, the multi-block copolymers possess a PDI fitting a
Schultz-Flory distribution rather than a Poisson distribution, The copolymers are further characterized as having both a polydisperse block distribution and a polydisperse distribution of block sizes and possessing a most probable distribution of block lengths. Preferred multi- block copolymers are those containing 4 or more blocks or segments including terminal blocks. More preferably, the copolymers include at least 5, 10 or 20 blocks or segments including terminal blocks.
[28] In one aspect, the ethylene/α-olefin interpolymers have a molecular fraction which elutes between 00C and 13O0C when fractionated using Temperature Rising Elution Fractionation ("TREF"), characterized in that said fraction has a molar comonomer content higher, preferably at least 5 percent higher, more preferably at least 10 percent higher, than that of a comparable random ethylene interpolymer fraction eluting between the same temperatures, wherein the comparable random ethylene interpolymer contains the same
comonomer(s), and has a melt index, density, and molar comonomer content (based on the whole polymer) within 10 percent of that of the block mterpolymer. Preferably, the Mw/Mn of the comparable interpolymer is also within 10 percent of that of the block interpolymer and/or the comparable interpolymer has a total comonomer content within 10 weight percent of that of the block interpolymer.
[29] Comonomer content may be measured using any suitable technique, with techniques based on nuclear magnetic resonance ("NMR") spectroscopy preferred. Moreover, for polymers or blends of polymers having relatively broad TREF curves, the polymer desirably is first fractionated using TREF into fractions each having an eluted temperature range of 1O0C or less. That is, each eluted fraction has a collection temperature window of 1O0C or less. Using this technique, said block interpolymers have at least one such fraction having a higher molar comonomer content than a corresponding fraction of the comparable interpolymer.
[30] In another aspect, the inventive polymer is an olefin interpolymer, preferably comprising ethylene and one or more copolymerizable comonomers in polymerized form, characterized by multiple blocks (i.e., at least two blocks) or segments of two or more polymerized monomer units differing m chemical or physical properties (blocked interpolymer), most preferably a multi-block copolymer, said block interpolymer having a peak (but not just a molecular fraction) which elutes between 00C and 1300C (but without collecting and/or isolating individual fractions), characterized in that said peak, has a comonomer content estimated by infra-red spectroscopy when expanded using a full width/half maximum (FWHM) area calculation, has an average molar comonomer content higher, preferably at least 5 percent higher, more preferably at least 10 percent higher, than that of a comparable random ethylene interpolymer peak at the same elution temperature and expanded using a full width/half maximum (FWHM) area calculation, wherein said comparable random ethylene interpolymer has the same comonomer(s) and has a melt index, density, and molar comonomer content (based on the whole polymer) within 10 percent of that of the blocked interpolymer. Preferably, the Mw/Mn of the comparable interpolymer is also within 10 percent of that of the blocked interpolymer and/or the comparable interpolymer has a total comonomer content within 10 weight percent of that of the blocked interpolymer. The full width/half maximum (FWHM) calculation is based on the ratio of methyl to methylene response area [CH3/CH2] from the ATREF infra-red detector, wherein the tallest (highest) peak is identified from the base line, and then the FWHM area is
determined. For a distribution measured using an ATREF peak, the FWHM area is defined as the area under the curve between Ti and T2, where Ti and T2 are points determined, to the left and right of the ATREF peak, by dividing the peak height by two, and then drawing a line horizontal to the base line, that intersects the left and right portions of the ATREF curve. A calibration curve for comonomer content is made using random ethylene/α-olefm copolymers, plotting comonomer content from NMR versus FWHM area ratio of the TREF peak. For this mfra-red method, the calibration curve is generated for the same comonomer type of interest. The comonomer content of TREF peak of the inventive polymer can be determined by referencing this calibration curve using its FWHM methyl: methylene area ratio [CH3/CH2] of the TREF peak.
[31] In addition to the above aspects and properties described herein, the inventive polymers can be characterized by one or more additional characteristics In one aspect, the inventive polymer is an olefin interpolymer, preferably comprising ethylene and one or more copolymenzable comonomers in polymerized form, characterized by multiple blocks or segments of two or more polymerized monomer units differing in chemical or physical properties (blocked interpolymer), most preferably a multi-block copolymer, said block interpolymer having a molecular fraction which elutes between O0C and 13O0C, when fractionated using TREF increments, characterized in that said fraction has a molar comonomer content higher, preferably at least 5 percent higher, more preferably at least 10, 15, 20 or 25 percent higher, than that of a comparable random ethylene interpolymer fraction eluting between the same temperatures, wherein said comparable random ethylene interpolymer comprises the same comonomer(s), preferably it is the same comonomer(s), and a melt index, density, and molar comonomer content (based on the whole polymer) within 10 percent of that of the blocked interpolymer. Preferably, the Mw/Mn of the comparable interpolymer is also within 10 percent of that of the blocked interpolymer and/or the comparable interpolymer has a total comonomer content within 10 weight percent of that of the blocked interpolymer.
[32] In some embodiments, the ethylene/α-olefin interpolymers additionally have a Tm in the range of from -25 0C to 100 0C, preferably from 30 0C to 80 0C, and more preferably from 35 0C to 75 0C . In some embodiments, they may also have a Tm in the range of from 15 0C to 50 0C, from 30 0C to 45 0C or from 35 0C to 4O0C. In some embodiments, the interpolymers have a Tm that is less than that of a comparable random copolymer with same weight percent comonomer within 10%. In addition, in some
embodiments the end of melting occurs at less than 100 0C, preferably in the range of from 85 0C to 95 0C.
[33] In one aspect of the invention, the ethylene/α-olefin interpolymers have a hard segment majority and have a melting temperature that is greater than that of a corresponding random copolymer. In another aspect, the ethylene/α-olefin interpolymers have a soft segment majority and have a melting temperature that is less than that of a corresponding random copolymer.
[34] In another aspect of the invention, the ethylene/α-olefin interpolymers have a turbidity as compared to that of a random or a blend of polymers having the same integrated DSC enthalpy (JIg) above about 55 0C within 5 J/g, that is less than or equal to the comparative polymers withm ±10%. In some aspects, the interpolymers of the invention have a turbidity of less than 1.5 NTU and a DSC enthalpy at greater than 55 0C of less than 2
J/g.
[35] The ethylene/α-olefin interpolymers have a relationship between ethylene and log molecular weight such that a line plotted of ethylene content vs log molecular weight as measured by GPC-IR has an absolute slope, m, of equal to or less than 4. The interpolymers of the present invention also have an absolute slope, m, that is less than that for a blend of polymers with the same total weight percent ethylene, within ±20% preferably within ±10%, and more preferably within ± 5%. [36] In one embodiment of the invention, the ethylene/α-olefin interpolymers have an integrated DSC Enthalpy (J/g) above 30 0C that is greater than 7,5 J/g, have an MWD > 1.7, a molecular fraction which elutes between 1O0C and 13O0C, when fractionated using TREF increments, characterized in that said fraction has a molar comonomer content higher, preferably at least 5 percent higher, more preferably at least 10, 15, 20 or 25 percent higher, than that of a comparable random ethylene mterpolymer fraction eluting between the same temperatures, wherein said comparable random ethylene mterpolymer comprises the same comonomer(s), preferably it is the same comonomer(s), and a melt index, density, and molar comonomer content (based on the whole polymer) within 10 percent of that of the blocked mterpolymer, and, a room temperature turbidity of a 1 wt% solution of inventive polymer in oil (Exxon FN1365 IOOLP Base Oil) of less than 10 NTU, preferably less than 5 NTU, most preferably less than 3 NTU.
ATREF Peak Conionomer Composition Measurement by Infra-Red Detector
[37] The comonomer composition of the TREF peak can be measured using an IR4 mfra-red detector available from Polymer Char, Valencia, Spain (ilLtE;2/>I.ww:gojjmerchar.coiTi/). [38] The "composition mode" of the detector is equipped with a measurement sensor (CH2) and composition sensor (CH3) that are fixed narrow band infra-red filters in the region of 2800-3000 cm"1. The measurement sensor detects the methylene (CH2) carbons on the polymer (which directly relates to the polymer concentration in solution) while the composition sensor detects the methyl (CH3) groups of the polymer. The mathematical ratio of the composition signal (CH3) divided by the measurement signal (CH2) is sensitive to the comonomer content of the measured polymer in solution and its response is calibrated with known ediylene alpha-olefin copolymer standards.
[39] The detector when used with an ATREF instrument provides both a concentration (CH2) and composition (CH3) signal response of the eluted polymer during the TREF process. A polymer specific calibration can be created by measuring die area ratio of the CH3 to CH2 for polymers with known comonomer content (preferably measured by NMR). The comonomer content of an ATREF peak of a polymer can be estimated by applying the reference calibration of die ratio of the areas for the individual CH3 and CH2 response (i.e. area ratio CH3/CH2 versus comonomer content), [40] The area of the peaks can be calculated using a full width/half maximum
(FWHM) calculation after applying the appropriate baselines to integrate the individual signal responses from the TREF chromatogram. The full width/half maximum calculation is based on the ratio of methyl to methylene response area [CH3/CH2] from the ATREF infrared detector, wherein die tallest (highest) peak is identified from the base line, and then the FWHM area is determined. For a distribution measured using an ATREF peak, the FWHM area is defined as the area under the curve between Tl and Tl, where Tl and T2 are points determined, to die left and right of die ATREF peak, by dividing die peak height by two, and then drawing a line horizontal to the base line, that intersects the left and right portions of the ATREF curve. [41] The application of mfra-red spectroscopy to measure the comonomer content of polymers in this ATREF-infra-red method is, in principle, similar to that of GPC/FTIR systems as described in the following references: Markovich, Ronald P.; Hazlitt, Lonme G ; Smith, Linley. "Development of gel-permeation chromatography-Fourier
transform infrared spectroscopy for characterization of ethylene-based polyolefin copolymers". Polymeric Materials Science and Engineering (1991), 65, 98-100.; and Deslauriers, P J ; Rohlfing, D.C., Shieh, E T ; "Quantifying short chain branching microstructures in ethylene- 1 -olefin copolymers using size exclusion chromatography and Fourier transform infrared spectroscopy (SEC-FTIR)", Polymer (2002), 43, 59-170., both of which are incorporated by reference herein in their entirety.
[42] In other embodiments, the inventive ethylene/α-olefin interpolymer is characterized by an average block index, ABI, which is greater than zero and up to about 1.0 and a molecular weight distribution, Mw/Mn, greater than about 1.3. The average block index, ABI, is the weight average of the block index ("BI") for each of the polymer fractions obtained in preparative TREF from 2O0C and HO0C, with an increment of 50C :
ABI = ∑(w,BI,) where BI1 is the block index for the ith fraction of the inventive ethylene/α-olefin interpolymer obtained in preparative TREF, and W1 is the weight percentage of the ith fraction. [43] For each polymer fraction, BI is defined by one of the two following equations (both of which give the same BI value):
BI JITx - UTm m m __ _ LnPx - LnPX0 l/TA - l/TAB LnPA - LnPAB where Tx is the preparative ATREF elution temperature for the ith fraction (preferably expressed in Kelvin), Px is the ethylene mole fraction for the ith fraction, which can be measured by NMR or IR as described above, PAB is the ethylene mole fraction of the whole ethylene/α-olefin interpolymer (before fractionation), which also can be measured by NMR or IR. TA and PA are the ATREF elution temperature and the ethylene mole fraction for pure "hard segments" (which refer to the crystalline segments of the interpolymer), As a first order approximation, the TA and PA values are set to those for high density polyethylene homopolymer, if the actual values for the "hard segments" are not available For calculations performed herein, TA is 3720K, PA is 1.
[44] T\B is the ATREF temperature for a random copolymer of the same composition and having an ethylene mole fraction of PAB- TAB can be calculated from the following equation: Ln PAB = α/TAB + β where α and β are two constants which can be determined by calibration using a number of known random ethylene copolymers. It should be noted that α and β may vary
from instrument to instrument. Moreover, one would need to create their own calibration curve with the polymer composition of interest and also in a similar molecular weight range as the fractions. There is a slight molecular weight effect. If the calibration curve is obtained from similar molecular weight ranges, such effect would be essentially negligible. In some embodiments, random ethylene copolymers satisfy the following relationship:
Ln P = -237.83/TATREF + 0 639
Txo is the ATREF temperature for a random copolymer of the same composition and having an ethylene mole fraction of Px, Txo can be calculated from LnPx = α/TX0 + β. Conversely, Pxo is the ethylene mole fraction for a random copolymer of the same composition and having an ATREF temperature of Tx, which can be calculated from Ln Pxo = α/Tx + β.
[45] Once the block index (BI) for each preparative TREF fraction is obtained, the weight average block index, ABI, for the whole polymer can be calculated. In some embodiments, ABI is greater than zero but less than about 0.3 or from about 0.1 to about 0.3. In other embodiments, ABI is greater than about 0.3 and up to about 1.0. Preferably, ABI should be in the range of from about 0.4 to about 0.7, from about 0.5 to about 0.7, or from about 0.6 to about 0.9. In some embodiments, ABI is in the range of from about 0.3 to about 0.9, from about 0.3 to about 0.8, or from about 0.3 to about 0.7, from about 0.3 to about 0.6, from about 0.3 to about 0.5, or from about 0.3 to about 0.4. In other embodiments, ABI is in the range of from about 0.4 to about 1.0, from about 0.5 to about 1.0, or from about 0.6 to about 1.0, from about 0 7 to about 1.0, from about 0 8 to about 1.0, or from about 0 9 to about 1.0.
[46] Another characteristic of the inventive ethylene/α-olefin interpolymer is that the inventive ethylene/α-olefin interpolymer comprises at least one polymer fraction which can be obtained by preparative TREF, wherein the fraction has a block index greater than about 0.1 and up to about 1.0 and a molecular weight distribution, Mw/Mn, greater than about 1.3. In some embodiments, the polymer fraction has a block index greater than about 0.6 and up to about 1.0, greater than about 0.7 and up to about 1 0, greater than about 0,8 and up to about 1.0, or greater than about 0 9 and up to about 1.0. In other embodiments, the polymer fraction has a block index greater than about 0.1 and up to about 1.0, greater than about 0.2 and up to about 1.0, greater than about 0.3 and up to about 1.0, greater than about 0.4 and up to about 1.0, or greater than about 0.4 and up to about 1.0. In still other embodiments, the polymer fraction has a block index greater than about 0 1 and up to about
0.5, greater than about 0.2 and up to about 0.5, greater than about 0.3 and up to about 0 5, or greater than about 0.4 and up to about 0.5. In yet other embodiments, the polymer fraction has a block index greater than about 0 2 and up to about 0 9, greater than about 0 3 and up to about 0 8, greater than about 0.4 and up to about 0.7, or greater than about 0 5 and up to about 0 6.
[47] For copolymers of ethylene and an α-olefin, the inventive polymers preferably possess (1) a PDI of at least 1.3, more preferably at least 1.5, at least 1.7, or at least 2.0, and most preferably at least 2.6, up to a maximum value of 5.0, more preferably up to a maximum of 3.5, and especially up to a maximum of 2.7; (2) a heat of fusion of 80 J/g or less; (3) an ethylene content of at least 50 weight percent; (4) a glass transition temperature, Tg, of less than -250C, more preferably less than -3O0C, and/or (5) one and only one Tm.
[48] Additionally, the ethylene/α-olefin mterpolymers can have a melt index,
I2, from 0.01 to 2000 g/10 minutes, preferably from 0.01 to 1000 g/10 minutes, more preferably from 0 01 to 500 g/10 minutes, and especially from 001 to 100 g/10 minutes. In certain embodiments, the ethylene/α-olefin interpolymers have a melt index, I2, from 001 to 10 g/10 minutes, from 0.5 to 50 g/10 minutes, from 1 to 30 g/10 minutes, from 1 to 6 g/10 minutes or from 0.3 to 10 g/10 minutes. In certain embodiments, the melt index for the ethylene/α-olefin polymers is lg/10 minutes, 3 g/10 minutes or 5 g/10 minutes.
[49] The polymers can have molecular weights, Mw, from 1,000 g/mole to 5,000,000 g/mole preferably from 1000 g/mole to 1,000,000, more preferably from 10,000 g/mole to 500,000 g/mole, and especially from 10,000 g/mole to 300,000 g/mole. The density of the inventive polymers can be from 0.80 to 0.99 g/cm3 and preferably for ethylene containing polymers from 0.85 g/cm3 to 0.97 g/cm3. In certain embodiments, the density of the ethylene/α-olefin polymers ranges from 0.860 to 0.925 g/cm3 or 0.867 to 0.910 g/cm3. [50] Processes useful for making the polymers have been disclosed in the following patent applications U.S. Provisional Application No 60/553,906, filed March 17, 2004; U.S. Provisional Application No 60/662,937, filed March 17, 2005, U.S. Provisional Application No. 60/662,939, filed March 17, 2005; U.S. Provisional Application No. 60/5662938, filed March 17, 2005, PCT Application No PCT/US2005/008916, filed March 17, 2005, publication number WO 2005/090425, published Sept 29, 2005; PCT Application No PCT/US2005/008915, filed March 17, 2005, publication number WO 2005/090426, published Sept. 29, 2005, and PCT Application No PCT/US2005/008917, filed March 17, 2005, publication number WO 2005/090427, published Sept. 29, 2005 all of which are
incorporated by reference herein in their entirety. For example, one such method comprises contacting ethylene and optionally one or more addition polymerizable monomers other than ethylene under addition polymerization conditions with a catalyst composition comprising the admixture or reaction product resulting from combining: (A) a first olefin polymerization catalyst having a high comonomer incorporation index,
(B) a second olefin polymerization catalyst having a comonomer incorporation index less than 90 percent, preferably less than 50 percent, most preferably less than 5 percent of the comonomer incorporation index of catalyst (A), and (C) a chain shuttling agent.
[51] Representative catalysts and chain shuttling agent are as follows.
Catalyst (Al) is [N-(2,6-di(l-methylethyl)phenyl)amido)(2-isopropylphenyl)(α- naphthalen-2-diyl(6-pyridm-2-diyl)methane)]hafnium dimethyl, prepared according to the teachings of WO 03/40195, 2003US0204017, USSN 10/429,024, filed May 2, 2003, and WO 04/24740.
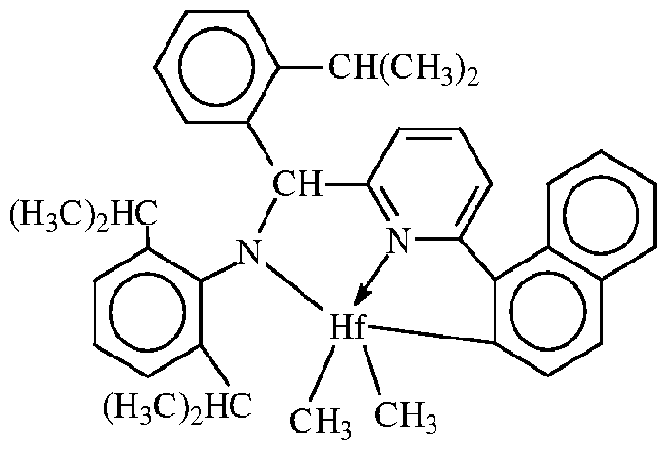
Catalyst (A2) is [N-(2,6-di(l-methylethyl)phenyl)amido)(2-methylphenyl)(l,2- phenylene-(6-pyridin-2-diyl)methane)]hafnium dimethyl, prepared according to the teachings of WO 03/40195, 2003US0204017, USSN 10/429,024, filed May 2, 2003, and WO 04/24740.
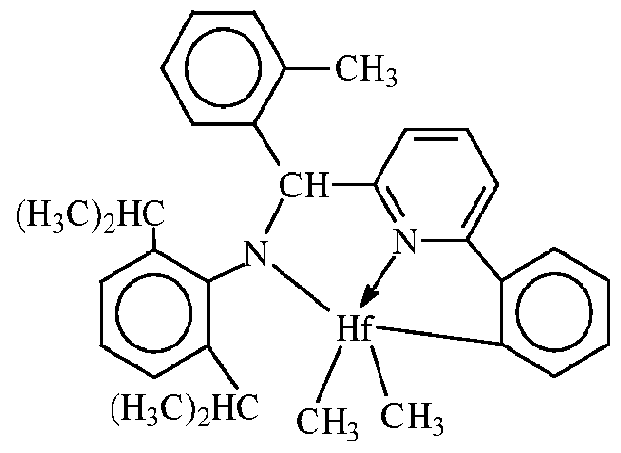
Catalyst (A3) is bis[N,N'"-(2,4,6-tri(methylphenyl)amido)ethylenediamine]hafnium dibenzyl.

Catalyst (A4) is bis((2-oxoyl-3-(dibenzo-lH-pyrrole-l-yl)-5-(methyl)phenyl)-2- phenoxymethyl)cyclohexane-l,2-diyl zirconium (IV) dibenzyl, prepared substantially according to the teachings of US-A-2004/0010103.

Catalyst (A5) is [η2-2,6-diisopropyl-N-(2-methyl-3-(octylimino)butan-2- yl)benzenamide]tnmethylhafnium, prepared substantially according to the teachings of WO2003/051935, which is herein incorporated by reference.

Catalyst (Bl) is l,2-bis-(3,5-di-t-butylphenylene)(l-(N-(l- methylethyl)immino)methyl)(2-oxoyl) zirconium dibenzyl

Catalyst (B2) is l,2-bis-(3,5-di-t-butylphenylene)(l-(N-(2-methylcyclohexyl)- immino)methyl)(2-oxoyl) zirconium dibenzyl
5

Catalyst (Cl) is (t-butylamido)dimethyl(3-N-pyrrolyl-l,2,3,3a,7a-η-inden-l- yl)silanetitanium dimethyl prepared substantially according to the techniques of USP
6.268,444:

Catalyst (C2) is (t-butylamido)di(4-methylphenyl)(2-methyl-l,2,3,3a,7a-η-inden-l- yl)silanetitanium dimethyl prepared substantially according to the teachings of US-A-
2003/004286:

Catalyst (C3) is (t-butylamido)di(4-methylphenyl)(2-methyl-l,2,3,3a,8a-η-s-indacen- l-yl)silanetitamum dimethyl prepared substantially according to the teachings of US-A- 2003/004286

Catalyst (Dl) is bis(dimethyldisiloxane)(mdene-l-yl) zirconium dichloride available from Sigma- Aldnch'

[52] Shuttling Agents The shuttling agents employed include diethylzinc, di(i-butyl)zinc, di(n-hexyl)zmc, tnethylaluminum, tnoctylaluminum, triethylgallium, i- butylaluminum bis(dimethyl(t-butyl)siloxane), i-butylalummum bis(di(tnmethylsilyl)amide), n-octylalummum di(pyndme-2-methoxide), bis(n-octadecyl)i-butylalummum, i- butylaluminum bis(di(n-pentyl)amide), n-octylaluminum bis(2,6-di-t-butylphenoxide, n- octylaluminum di(ethyl(l-naphthyl)amide), ethylaluminum bis(t-butyldimethylsiloxide), ethylaluminum di(bis(trimethylsilyl)amide), ethylaluminum bis(2,3 ,6,7-dibenzo- 1-
azacycloheptaneamide), n-octylaluminum bis(2,3,6,7-dibenzo-l-azacycloheptaneamide), n- octylaluminum bis(dimethyl(t-butyl)siloxide, ethylzinc (2,6-diphenylphenoxide), and ethylzmc (t-butoxide).
[53] Preferably, the foregoing process takes the form of a continuous solution process for forming block copolymers, especially multi-block copolymers, preferably linear multi-block copolymers of two or more monomers, more especially ethylene and a C3 20 olefin or cycloolefin, and most especially ethylene and a C4.20 α-olefin, using multiple catalysts that are incapable of lnterconversion. That is, the catalysts are chemically distinct, Under continuous solution polymerization conditions, the process is ideally suited for polymerization of mixtures of monomers at high monomer conversions. Under these polymerization conditions, shuttling from the chain shuttling agent to the catalyst becomes advantaged compared to chain growth, and multi-block copolymers, especially linear multi- block copolymers are formed in high efficiency. Chain terminating agents such as hydrogen may be used if desired to control reactor viscosity or polymer molecular weight. [54] The inventive interpolymers may comprise alternating blocks of differing comonomer content (including homopolymer blocks). The inventive interpolymers may also comprise a distribution in number and/or block size of polymer blocks of diffenng density or comonomer content, which is a Schultz-Flory type of distribution.
[55] Moreover, the inventive multiblock interpolymers may be prepared using techniques to influence the degree or level of blockiness, That is the amount of comonomer and length of each polymer block or segment can be altered by controlling the ratio and type of catalysts and shuttling agent as well as the temperature of the polymerization, and other polymerization variables. A surprising benefit of this phenomenon is the discovery that as the degree of blockiness is increased, the optical properties, solubility of the polymer in solvents and oils, and compatibility between dissimilar polymers are improved. In particular, haze decreases while clarity, increase as the average number of blocks in the polymer increases. By selecting shuttling agents and catalyst combinations having the desired chain transferring ability (high rates of shuttling with low levels of chain termination) other forms of polymer termination are effectively suppressed, Accordingly, little if any β-hydnde elimination is observed in the polymerization of ethylene/α-olefin comonomer mixtures according to embodiments of the invention, and the resulting crystalline blocks are highly, or substantially completely, linear, possessing little or no long chain branching.
[56] Polymers with highly crystalline chain ends can be selectively prepared in accordance with embodiments of the invention. In elastomer applications, reducing the relative quantity of polymer that terminates with an amorphous block reduces the intermolecular dilutive effect on crystalline regions. This result can be obtained by choosing chain shuttling agents and catalysts having an appropriate response to hydrogen or other chain terminating agents. Specifically, if the catalyst which produces highly crystalline polymer is more susceptible to chain termination (such as by use of hydrogen) than the catalyst responsible for producing the less crystalline polymer segment (such as through higher comonomer incorporation, regio-error, or atactic polymer formation), then the highly crystalline polymer segments will preferentially populate the terminal portions of the polymer. Not only are the resulting terminated groups crystalline, but upon termination, the highly crystalline polymer forming catalyst site is once again available for reinitiation of polymer formation. The initially formed polymer is therefore another highly crystalline polymer segment. Accordingly, both ends of the resulting multi-block copolymer are preferentially highly crystalline.
[57] The ethylene α-olefin interpolymers used in the embodiments of the invention are preferably interpolymers of ethylene with at least one C3-C2O α-olefin. Copolymers of ethylene and a C3-C20 α-olefin are especially preferred. The interpolymers may further comprise C4-C18 diolefin and/or alkenylbenzene. Suitable unsaturated comonomers useful for polymerizing with ethylene include, for example, ethylenically unsaturated monomers, conjugated or nonconjugated dienes, polyenes, alkenylbenzenes, etc. Examples of such comonomers include C3-C20 α -olefins such as propylene, isobutylene, 1- butene, 1-hexene, 1-pentene, 4-methyl-l-pentene, 1-heptene, 1-octene, 1-nonene, 1-decene, and the like. Propylene and non-conjugated dienes are preferred. Other suitable monomers include styrene, halo- or alkyl-substituted styrenes, vinylbenzocyclobutane, 1,4-hexadiene, 1,7-octadiene, and naphthenics (e.g., cyclopentene, cyclohexene and cyclooctene).
[58] While ethylene/α-olefin interpolymers are preferred polymers, other ethylene/olefin polymers may also be used. Olefins as used herein refer to a family of unsaturated hydrocarbon-based compounds with at least one carbon-carbon double bond. Depending on the selection of catalysts, any olefin may be used in embodiments of the invention. Preferably, suitable olefins are C3-C20 aliphatic and aromatic compounds containing vinylic unsaturation. as well as cyclic compounds, such as cyclobutene,
cyclopentene, dicyclopentadiene, and norbornene, including but not limited to, norbornene substituted in the 5 and 6 position with Cl-C20 hydrocarbyl or cyclohydrocarbyl groups. Also included are mixtures of such olefins as well as mixtures of such olefins with C4-C40 diolefin compounds. [59] Examples of olefin monomers include, but are not limited to propylene, isobutylene, 1-butene, 1-pentene, 1-hexene, 1-heptene, 1-octene, 1-nonene, 1-decene, and 1- dodecene, 1-tetradecene, 1-hexadecene, 1-octadecene, 1-eicosene, 3 -methyl- 1-butene, 3- methyl- 1-pentene, 4-methyl- 1-pentene, 4,6-dimethyl- 1-heptene, 4-vinylcyclohexene, vinylcyclohexane, norbornadiene, ethylidene norbornene, cyclopentene, cyclohexene, dicyclopentadiene, cyclooctene, C4-C40 dienes, including but not limited to 1,3 -butadiene, 1,3-pentadiene, 1,4-hexadiene, 1,5-hexadiene, 1,7-octadiene, 1 ,9-decadiene, other C4-C40 α- olefins, and the like. In certain embodiments, the α-olefin is propylene, 1-butene, 1-pentene, 1-hexene, 1-octene or a combination thereof. Although any hydrocarbon containing a vinyl group potentially may be used in embodiments of the invention, practical issues such as monomer availability, cost, and the ability to conveniently remove unreacted monomer from the resulting polymer may become more problematic as the molecular weight of the monomer becomes too high.
[60] The polymerization processes described herein are well suited for the production of olefin polymers comprising monovinyhdene aromatic monomers including styrene, o-methyl styrene, p-methyl styrene, t-butylstyrene, and the like. In particular, interpolymers comprising ethylene and styrene can be prepared by following the teachings herein Optionally, copolymers comprising ethylene, styrene and a C3-C20 alpha olefin, optionally comprising a C4-C2O diene, having improved properties can be prepared, [61] Suitable non-conjugated diene monomers can be a straight chain, branched chain or cyclic hydrocarbon diene having from 6 to 15 carbon atoms. Examples of suitable non-conjugated dienes include, but are not limited to, straight chain acyclic dienes, such as 1,4-hexadiene, 1,6-octadiene, 1,7-octadiene, 1,9-decadiene, branched chain acyclic dienes, such as 5-methyl- 1,4-hexadiene; 3,7-dimethyl-l,6-octadiene; 3, 7-dimethyl- 1,7- octadiene and mixed isomers of dihydromyricene and dihydroocinene, single ring alicyclic dienes, such as 1,3-cyclopentadiene; 1,4-cyclohexadiene; 1,5-cyclooctadiene and 1,5- cyclododecadiene, and multi-ring alicyclic fused and bridged ring dienes, such as tetrahydroindene, methyl tetrahydroindene, dicyclopentadiene, bicyclo-(2,2,l)-hepta-2,5-
diene, alkenyl, alkyhdene, cycloalkenyl and cycloalkylidene norbornenes, such as 5- methylene-2-norbornene (MNB), 5-propenyl-2-norbomene, 5-isopropylidene-2-norbomene, 5-(4-cyclopentenyl)-2-norbomene, S-cyclohexyhdene^-norbornene, 5-vmyl-2-norbomene, and norbornadiene Of the dienes typically used to prepare EPDMs, the particularly preferred dienes are 1,4-hexadiene (HD), 5-ethylidene-2-norbornene (ENB), 5-vmyhdene-2- norbornene (VNB), 5-methylene-2-norbornene (MNB), and dicyclopentadiene (DCPD) The especially preferred dienes are 5-ethylidene-2-norbornene (ENB) and 1,4-hexadiene (HD).
[62] One class of desirable polymers that can be made in accordance with embodiments of the invention are elastomeric mterpolymers of ethylene, a C3-C20 α-olefin, especially propylene, and optionally one or more diene monomers Preferred α-olefins for use m this embodiment of the present invention are designated by the formula CH2=CHR*, where R* is a linear or branched alkyl group of from 1 to 12 carbon atoms Examples of suitable α-olefins include, but are not limited to, propylene, isobutylene, 1-butene, 1-pentene, 1-hexene, 4-methyl- 1-pentene, and 1-octene A particularly preferred α-olefin is propylene The propylene based polymers are generally referred to in the art as EP or EPDM polymers Suitable dienes for use in preparing such polymers, especially multi-block EPDM type polymers include conjugated or non-conjugated, straight or branched chain-, cyclic- or polycyclic- dienes comprising from 4 to 20 carbons Preferred dienes include 1,4-pentadiene, 1,4-hexadiene, 5-ethyhdene-2-norbornene, dicyclopentadiene, cyclohexadiene, and 5- butylidene-2-norbornene A particularly preferred diene is 5-ethylidene-2-norbornene
[63] Because the diene containing polymers comprise alternating segments or blocks containing greater or lesser quantities of the diene (including none) and α-olefm (including none), the total quantity of diene and α-olefin may be reduced without loss of subsequent polymer properties. That is, because the diene and α-olefm monomers are preferentially incorporated into one type of block of the polymer rather than uniformly or randomly throughout the polymer, they are more efficiently utilized and subsequently the crosslink density of the polymer can be better controlled Such crosslinkable elastomers and the cured products have advantaged properties, including higher tensile strength and better elastic recovery [64] In some embodiments, the inventive mterpolymers made with two catalysts incorporating differing quantities of comonomer have a weight ratio of blocks formed thereby from 95 5 to 5 95 The elastomeric polymers desirably have an ethylene content of from 20 to 90 percent, a diene content of from 0.1 to 10 percent, and an α-olefin
content of from 10 to 80 percent, based on the total weight of the polymer. Further preferably, the multi-block elastomeric polymers have an ethylene content of from 60 to 90 percent, a diene content of from 0.1 to 10 percent, and an α-olefin content of from 10 to 40 percent, based on the total weight of the polymer. Preferred polymers are high molecular weight polymers, having a weight average molecular weight (Mw) from 10,000 to about
2,500,000, preferably from 20,000 to 500,000, more preferably from 20,000 to 350,000, and a polydispersity less than 3,5, more preferably less than 3.0, and a Mooney viscosity (ML (1+4) 1250C) from 1 to 250. More preferably, such polymers have an ethylene content from 65 to 75 percent, a diene content from 0 to 6 percent, and an α-olefin content from 20 to 35 percent. [65] The ethylene/α-olefin interpolymers can be functionalized by incorporating at least one functional group in its polymer structure. Exemplary functional groups may include, for example, ethylenically unsaturated mono- and di-functional carboxylic acids, ethylenically unsaturated mono- and di-functional carboxylic acid anhydrides, salts thereof and esters thereof. Such functional groups may be grafted to an ethylene/ α -olefin interpolymer, or it may be copolymerized with ethylene and an optional additional comonomer to form an interpolymer of ethylene, the functional comonomer and optionally other comonomer(s), Means for grafting functional groups onto polyethylene are described for example in U.S Patents Nos. 4,762,890, 4,927,888, and 4,950,541, the disclosures of these patents are incorporated herein by reference in their entirety. One particularly useful functional group is malic anhydride.
[66] The amount of the functional group present in the functional interpolymer can vary. The functional group can typically be present in a copolymer-type functionalized interpolymer in an amount of at least about 1.0 weight percent, preferably at least about 5 weight percent, and more preferably at least about 7 weight percent The functional group will typically be present in a copolymer-type functionalized interpolymer in an amount less than about 40 weight percent, preferably less than about 30 weight percent, and more preferably less than about 25 weight percent.
[67] The amount of the ethylene/α-olefin interpolymer in the lubricant composition disclosed herein can vary from about 0.01 to about 30 wt%, from about 0.05 to about 20 wt%, from about 0.1 to about 15 wt%, from about 0.5 to about 10 wt%, or from about 1 to about 5 wt%, based on the total amount of the lubricant composition.
Base Oils
[68] Any base oil known to a person of ordinary skill m the art can be used for preparing the lubricant compositions. The base oils suitable for preparing lubricant compositions have been described in Mortier et ah, "Chemistry and Technology of Lubricants," 2nd Edition, London, Springer, Chapters 1 and 2 (1996), incorporated herein by reference. Generally, the lubricant composition may comprise from about 70 to 99 wt% of the base oil, based on the total weight of the lubricant composition. In some embodiments, the lubricant composition comprises from about 80 to 98 wt% of the base oil, based on the total weight of the lubricant composition. [69] In some embodiments, the base oil comprises any of the base stocks m Groups
I-V as specified in the American Petroleum Institute (API) Publication 1509, Fourteenth Edition, December 1996 (i.e., API Base Oil Interchangeability Guidelines for Passenger Car Motor Oils and Diesel Engine Oils), which is incorporated herein by reference. The API guideline defines a base stock as a lubricant component that may be manufactured using a variety of different processes, Groups I, II and III base stocks are mineral oils, each with specific ranges of the amount of saturates, sulfur content and viscosity index. Group IV base stocks are polyalphaolefins (PAO). Group V base stocks include all other base stocks not included in Group I, II, III, or IV. In particular embodiments, the base oil comprises a combination of the base stocks in Groups I-V. [70] In other embodiments, the base oil comprises a natural oil, a synthetic oil or a combination thereof. Non-limiting examples of suitable natural oils include animal oils (e.g., lard oil), vegetable oils, (e.g., corn oil, castor oil, and peanut oil), oils derived from coal or shale, mineral oils (e.g.. liquid petroleum oils and solvent treated or acid-treated mineral oils of the paraffinic, naphthenic or mixed paraffmic-naphthenic types) and combinations thereof. Non-limitmg examples of suitable synthetic lubricating oils include poly- alpha-olef ins, alkylated aromatics, polybutenes, aliphatic diesters, polyol esters, polyalkylene glycols, phosphate esters and combinations thereof.
[71] In further embodiments, the base oil comprises hydrocarbon oils such as polyolefins (e g , polybutylenes, polypropylenes, propylene isobutylene copolymers, polyhexene, polyoctene, polydecene, and the like); alkylbenzenes (e.g., dodecylbenzenes, tetradecylbenzenes, dmonylbenzenes, di-(2-ethylhexyl)benzenes, and the like); polyphenyls
(e.g., biphenyls, terphenyls, alkylated polyphenyls, and the like), alkylated diphenyl ethers; alkylated diphenyl sulfides; and the derivatives, isomers, analogs, homologs and combinations thereof.
[72] In further embodiments, the base oil comprises a poly-alpha-olefin (PAO). In general, the poly-alpha-olefins may be derived from an alpha-olefin having from about 2 to about 30, or from about 4 to about 20, or from about 6 to about 16 carbon atoms. Non- hmiting examples of suitable poly-alpha-olefins include those derived from octene, decene, mixtures thereof, and the like. These poly-alpha-olefins may have a viscosity from about 2 to about 15, or from about 3 to about 12, or from about 4 to about 8 centistokes at 1000C. In some instances, the poly-alpha-olefins may be used together with other base oils such as mineral oils.
[73] In further embodiments, the base oil comprises a polyalkylene glycol or a polyalkylene glycol derivative, wherein the terminal hydroxyl groups of the polyalkylene glycol may be modified by esterification, etherification, acetylation and the like. Non- limiting examples of suitable polyalkylene glycols include polyethylene glycol, polypropylene glycol, polyisopropylene glycol, and combinations thereof. Non-limiting examples of suitable polyalkylene glycol derivatives include ethers of polyalkylene glycols (e.g., methyl ether of polyisopropylene glycol, diphenyl ether of polyethylene glycol, diethyl ether of polypropylene glycol, etc.), mono- and polycarboxylic esters of polyalkylene glycols, and combinations thereof. In some instances, the polyalkylene glycol or polyalkylene glycol derivative may be used together with other base oils such as poly-alpha-olefins and mineral oils.
[74] In further embodiments, the base oil comprises any of the esters of dicarboxylic acids (e.g., phthalic acid, succinic acid, alkyl succinic acids, alkenyl succinic acids, maleic acid, azelaic acid, suberic acid, sebacic acid, fumaric acid, adipic acid, linoleic acid dimer, malonic acid, alkyl malonic acids, alkenyl malonic acids, and the like) with a variety of alcohols (e.g., butyl alcohol, hexyl alcohol, dodecyl alcohol, 2-ethylhexyl alcohol, ethylene glycol, diethylene glycol monoether, propylene glycol, and the like). Non-limiting examples of these esters include dibutyl adipate, di(2-ethylhexyl) sebacate, di-n-hexyl fumarate, dioctyl sebacate, diisooctyl azelate, diisodecyl azelate. dioctyl phthalate, didecyl phthalate, dieicosyl sebacate, the 2-ethylhexyl diester of lmoleic acid dimer, and the like.
[75] In further embodiments, the base oil comprises a hydrocarbon prepared by the Fischer- Tropsch process. The Fischer- Tropsch process prepares hydrocarbons from gases containing hydrogen and carbon monoxide using a Fischer-Tropsch catalyst These hydrocarbons may require further processing in order to be useful as base oils. For example, the hydrocarbons may be dewaxed, hydroisomenzed, and/or hydrocracked using processes known to a person of ordinary skill in the art
[76] In further embodiments, the base oil comprises a refined, unrefined, or rerefined oil. Unrefined oils are those obtained directly from a natural or synthetic source without further purification treatment. Non-limitmg examples of unrefined oils include shale oils obtained directly from retorting operations, petroleum oils obtained directly from primary distillation, and ester oils obtained directly from an esterification process and used without further treatment. Refined oils are similar to the unrefined oils except the former have been further treated by one or more purification processes to improve one or more properties. Many such purification processes are known to those skilled in the art such as solvent extraction, secondary distillation, acid or base extraction, filtration, percolation, and the like. Rerefined oils are obtained by applying to refined oils processes similar to those used to obtain refined oils Such rerefined oils are also known as reclaimed or reprocessed oils and often are additionally treated by processes directed to removal of spent additives and oil breakdown products. Additives
[77] Optionally, the lubricant composition may further comprise at least an additive or a modifier (hereinafter designated as "'additive") that can impart or improve any desirable property of the lubricant composition. Any additive known to a person of ordinary skill in the art may be used in the lubricant compositions disclosed herein. Some suitable additives have been described in Mortier et al, "Chemistry and Technology of Lubricants ," 2nd Edition, London, Springer, (1996); and Leslie R. Rudnick, "Lubricant Additives: Chemistry and Applications," New York. Marcel Dekker (2003), both of which are incorporated herein by reference In some embodiments, the additive can be selected from the group consisting of detergents, dispersants, fnction modifiers, pour point depressants, demulsifiers, anti-foams, corrosion inhibitors, anti-wear agents, antioxidants, rust inhibitors, and combinations thereof In general, the concentration of each of the additives in the lubricant composition, when used, can range from about 0 001 to about 20 wt%, from about
0.01 to about 10 wt% or from about 0.1 to about 5 wt%, based on the total weight of the lubricant composition.
[78] The lubricant composition disclosed herein may comprise a detergent that can control varnish, ring zone deposits, and rust by keeping insoluble particles in colloidal suspension and in some cases, by neutralizing acids. Any detergent known by a person of ordinary skill in the art may be used m the lubricant composition. Non-limiting examples of suitable detergents include metal sulfonates, phenates, salicylates, phosphonates, thiophosphonates and combinations thereof. The metal can be any metal suitable for making sulfonate, phenate, salicylate or phosphonate detergents. Non-limiting examples of suitable metals include alkali metals, alkaline metals and transition metals. In some embodiments, the metal is Ca, Mg, Ba, K, Na. Li or the like. The amount of the detergent may vary from about 0.01 to about 10 wt%, from about 0.05 to about 5 wt%, or from about 0.1 to about 3 wt%, based on the total weight of the lubricant composition. Some suitable detergents have been described in Mortier et al, "Chemistry and Technology of Lubricants " 2nd Edition, London, Springer, Chapter 3, pages 75-85 (1996); and Leslie R Rudnick, "Lubricant Additives:
Chemistry and Applications ," New York. Marcel Dekker, Chapter 4, pages 113-136 (2003), both of which are incorporated herein by reference.
[79] The lubricant composition disclosed herein may comprise a dispersant that can prevent sludge, varnish, and other deposits by keeping particles suspended in a colloidal state. Any dispersant known by a person of ordinary skill in the art may be used in the lubricant composition. Non-limiting examples of suitable dispersants include succinimides, succiamides, benzylamines, succinate esters, succinate ester-amides, Mannich type dispersants, phosphorus-containing dispersants, boron-containing dispersants and combinations thereof. The amount of the dispersant may vary from about 0.01 to about 10 wt%, from about 0.05 to about 7 wt%, or from about 0.1 to about 4 wt%, based on the total weight of the lubricant composition. Some suitable dispersants have been described in Mortier et al., "Chemistry and Technology of Lubricants " 2nd Edition, London, Springer, Chapter 3. pages 86-90 (1996); and Leslie R. Rudnick, "Lubricant Additives: Chemistry and Applications " New York, Marcel Dekker, Chapter 5, pages 137-170 (2003), both of which are incorporated herein by reference.
[80] The lubricant composition disclosed herein may comprise a friction modifier that can lower the friction between moving parts. Any friction modifier known by a
person of ordinary skill in the art may be used in the lubricant composition. Non-limiting examples of suitable friction modifiers include fatty carboxylic acids; derivatives (e.g., esters, amides, metal salts and the like) of fatty carboxylic acids; mono-, di- or tri-alkyl substituted phosphoric acids or phosphonic acids; derivatives (e.g., esters, amides, metal salts and the like) of mono-, di- or tri-alkyl substituted phosphoric acids or phosphonic acids, mono-, di- or tri-alkyl substituted amines, mono- or di-alkyl substituted amides and combinations thereof In some embodiments, the friction modifier is selected from the group consisting of aliphatic amines, ethoxylated aliphatic amines, aliphatic carboxylic acid amides, ethoxylated aliphatic ether amines, aliphatic carboxylic acids, glycerol esters, aliphatic carboxylic ester-amides, fatty imidazolines, fatty tertiary amines, wherein the aliphatic or fatty group contains more than about eight carbon atoms so as to render the compound suitably oil soluble. In other embodiments, the friction modifier comprises an aliphatic substituted succinimide formed by reacting an aliphatic succinic acid or anhydride with ammonia or a primary amine. The amount of the friction modifier may vary from about 0.01 to about 10 wt%, from about 0.05 to about 5 wt%, or from about 0.1 to about 3 wt%, based on the total weight of the lubricant composition. Some suitable friction modifiers have been described in Mortier et al., "Chemistry and Technology of Lubricants," 2nd Edition, London, Springer, Chapter 6, pages 183-187 (1996), and Leslie R. Rudnick, "Lubricant Additives: Chemistry and Applications," New York, Marcel Dekker, Chapters 6 and 7, pages 171-222 (2003), both of which are incorporated herein by reference.
[81] The lubricant composition disclosed herein may comprise a pour point depressant that can lower the pour point of the lubricant composition. Any pour point depressant known by a person of ordinary skill in the art may be used in the lubricant composition. Non- limiting examples of suitable pour point depressants include polymethacrylates, polyacrylates, di(tetra-paraffin phenol)phthalate, condensates of tetra- paraffm phenol, condensates of a chlorinated paraffin with naphthalene and combinations thereof. In some embodiments, the pour point depressant comprises an ethylene- vinyl acetate copolymer, a condensate of chlorinated paraffin and phenol, polyalkyl styrene or the like. The amount of the pour point depressant may vary from about 0 01 to about 10 wt%, from about 0.05 to about 5 wt%, or from about 0.1 to about 3 wt%, based on the total weight of the lubricant composition. Some suitable pour point depressants have been described in Mortier et al., "Chemistry and Technology of Lubricants " 2nd Edition, London, Springer, Chapter 6, pages 187-189 (1996); and Leslie R. Rudnick, "Lubricant Additives: Chemistry and
Applications," New York, Marcel Dekker, Chapter 11, pages 329-354 (2003), both of which are incorporated herein by reference.
[82] The lubricant composition disclosed herein may comprise a demulsifier that can promote oil-water separation in lubricant compositions that are exposed to water or steam. Any demulsifier known by a person of ordinary skill in the art may be used in the lubricant composition. Non-limitmg examples of suitable demulsifiers include anionic surfactants (e.g., alkyl-naphthalene sulfonates, alkyl benzene sulfonates and the like), nonionic alkoxylated alkylphenol resins, polymers of alkylene oxides (e.g , polyethylene oxide, polypropylene oxide, block copolymers of ethylene oxide, propylene oxide and the like), esters of oil soluble acids and combinations thereof. The amount of the demulsifier may vary from about 0.01 to about 10 wt%, from about 0.05 to about 5 wt%, or from about 0.1 to about 3 wt%, based on the total weight of the lubricant composition. Some suitable demulsifiers have been described in Mortier et ciL, "Chemistry and Technology of Lubricants," 2nd Edition, London, Spπnger, Chapter 6, pages 190-193 (1996), which is incorporated herein by reference.
[83] The lubricant composition disclosed herein may comprise an anti-foam that can break up foams in oils. Any anti-foam known by a person of ordinary skill in the art may be used in the lubricant composition, Non- limiting examples of suitable anti- foams include silicone oils or polydimethylsiloxanes, fluorosilicones, alkoxylated aliphatic acids, polyethers (e.g., polyethylene glycols), branched polyvinyl ethers, polyacrylates, polyalkoxyammes and combinations thereof In some embodiments, the anti-foam comprises glycerol monostearate, polyglycol palmitate, a tnalkyl monothiophosphate, an ester of sulfonated ncmoleic acid, benzoylacetone, methyl salicylate, glycerol monooleate, or glycerol dioleate The amount of the anti foam may vary from about 0.01 to about 5 wt%, from about 0.05 to about 3 wt%, or from about 0.1 to about 1 wt%, based on the total weight of the lubricant composition. Some suitable anti-foams have been described in Mortier et al , "Chemistry and Technology of Lubricants " 2nd Edition. London, Springer, Chapter 6, pages 190-193 (1996). which is incorporated herein by reference.
[84] The lubricant composition disclosed herein may comprise a corrosion inhibitor that can reduce corrosion. Any corrosion inhibitor known by a person of ordinary skill in the art may be used in the lubricant composition Non-limiting examples of suitable corrosion inhibitor include half esters or amides of dodecylsuccinic acid, phosphate esters,
thiophosphates, alkyl imidazolines, sarcosmes and combinations thereof. The amount of the corrosion inhibitor may vary from about 0.01 to about 5 wt%, from about 0.05 to about 3 wt%, or from about 0 1 to about 1 wt%, based on the total weight of the lubricant composition. Some suitable corrosion inhibitors have been described in Mortier et ai, "Chemistry and Technology of Lubricants " 2nd Edition, London, Springer, Chapter 6, pages 193-196 (1996). which is incorporated herein by reference.
[85] The lubricant composition disclosed herein may comprise an anti-wear agent that can reduce friction and excessive wear. Any anti-wear agent known by a person of ordinary skill in the art may be used in the lubricant composition. Non-limiting examples of suitable anti-wear agents include zinc dithiophosphate, metal (e.g., Pb, Sb, Mo and the like) salts of dithiophosphate, metal (e.g , Zn, Pb, Sb, Mo and the like) salts of dithiocarbamate, metal (e.g., Zn, Pb, Sb and the like) salts of fatty acids, boron compounds, phosphate esters, phosphite esters, amine salts of phosphonc acid esters or thiophosphoπc acid esters, reaction products of dicyclopentadiene and thiophosphoric acids and combinations thereof. The amount of the anti-wear agent may vary from about 0.01 to about 5 wt%, from about 0.05 to about 3 wt%, or from about 0.1 to about 1 wt%, based on the total weight of the lubricant composition. Some suitable anti-wear agents have been described in Leslie R. Rudnick, "Lubricant Additives: Chemistry and Applications ," New York, Marcel Dekker, Chapter 8, pages 223-258 (2003), which is incorporated herein by reference. [86] The lubricant composition disclosed herein may comprise an extreme pressure (EP) agent that can prevent sliding metal surfaces from seizing under conditions of extreme pressure. Any extreme pressure agent known by a person of ordinary skill in the art may be used in the lubricant composition. Generally, the extreme pressure agent is a compound that can combine chemically with a metal to form a surface film that prevents the welding of asperities in opposing metal surfaces under high loads. Non- limiting examples of suitable extreme pressure agents include sulfurized animal or vegetable fats or oils, sulfurized animal or vegetable fatty acid esters, fully or partially esterified esters of trivalent or pentavalent acids of phosphorus, sulfurized olefins, dihydrocarbyl polysulfides, sulfurized Diels-Alder adducts, sulfurized dicyclopentadiene, sulfurized or co-sulfuπzed mixtures of fatty acid esters and monounsaturated olefins, co-sulfurized blends of fatty acid, fatty acid ester and alpha-olefin, functionally-substituted dihydrocarbyl polysulfides, thia- aldehydes, thia-ketones, epithio compounds, sulfur-containing acetal derivatives, co-sulfurized blends of
terpene and acyclic olefins, and poly sulfide olefin products, amine salts of phosphoric acid esters or thiophosphoric acid esters and combinations thereof. The amount of the extreme pressure agent may vary from about 0 01 to about 5 wt%, from about 0.05 to about 3 wt%, or from about 0.1 to about 1 wt%, based on the total weight of the lubricant composition. Some suitable extreme pressure agents have been described in Leslie R. Rudnick, "Lubricant Additives. Chemistry and Applications " New York, Marcel Dekker, Chapter 8, pages 223- 258 (2003), which is incorporated herein by reference.
[87] The lubricant composition disclosed herein may comprise an antioxidant that can reduce or prevent the oxidation of the base oil. Any antioxidant known by a person of ordinary skill in the art may be used in the lubricant composition. Non-limiting examples of suitable antioxidants include amme-based antioxidants (e.g , alkyl diphenylamines. phenyl- α- naphthylamine, alkyl or aralkyl substituted phenyl-α-naphthylamine, alkylated p-phenylene diamines, tetramethyl-diaminodiphenylamine and the like), phenolic antioxidants (e.g., 2-tert- butylphenol, 4-methyl-2,6-di-ferf-butylphenol, 2,4,6-tri-tø/t-butylphenol, 2,6-di-ter?-butyl-p- cresol, 2,6-di-ferr-butylphenol, 4,4'-methylenebis-(2,6-di-terf-butylphenol), 4,4'-thiobis(6-di- ?erf-butyl-o-cresol) and the like), sulfur-based antioxidants (e.g., dilauryl-3,3'- thiodipropionate, sulfurized phenolic antioxidants and the like), phosphorous-based antioxidants (e.g., phosphites and the like), zinc dithiophosphate, oil-soluble copper compounds and combinations thereof. The amount of the antioxidant may vary from about 0.01 to about 10 wt %, from about 0.05 to about 5%, or from about 0.1 to about 3%, based on the total weight of the lubricant composition. Some suitable antioxidants have been described in Leslie R. Rudnick, "Lubricant Additives: Chemistry and Applications " New York, Marcel Dekker, Chapter 1, pages 1-2S (2003), which is incorporated herein by reference.
[88] The lubricant composition disclosed herein may comprise a rust inhibitor that can inhibit the corrosion of ferrous metal surfaces. Any rust inhibitor known by a person of ordinary skill in the art may be used in the lubricant composition. Non- limiting examples of suitable rust inhibitors include oil-soluble monocarboxylic acids (e.g., 2-ethylhexanoic acid, lauric acid, myristic acid, palmitic acid, oleic acid, linoleic acid, linolenic acid, behenic acid, cerotic acid and the like), oil-soluble polycarboxylic acids [e.g., those produced from tall oil fatty acids, oleic acid, linoleic acid and the like), alkenylsuccinic acids in which the alkenyl group contains 10 or more carbon atoms (e.g., tetrapropenylsuccinic acid, tetradecenylsuccinic acid, hexadecenylsuccmic acid, and the like); long-chain alpha,omega-
dicarboxylic acids having a molecular weight in the range of 600 to 3000 daltons and combinations thereof. The amount of the rust inhibitor may vary from about 0.01 to about 10 wt 0Io, from about 005 to about 5%, or from about 0 1 to about 3%, based on the total weight of the lubricant composition. [89] The additives may be in the form of an additive concentrate having more than one additive The additive concentrate may comprise a suitable diluent, most preferably a hydrocarbon oil of suitable viscosity. Such diluent can be selected from the group consisting of natural oils (e.g , mineral oils), synthetic oils and combinations thereof. Non- limiting examples of the mineral oils include paraffin-based oils, naphthenic-based oils, asphaltic-based oils and combinations thereof. Non-limiting examples of the synthetic base oils include polyolefin oils (especially hydrogenated alpha-olefin oligomers), alkylated aromatic, polyalkylene oxides, aromatic ethers, and carboxylate esters (especially diester oils) and combinations thereof, In some embodiments, the diluent is a light hydrocarbon oil, both natural or synthetic Generally, the diluent oil can have a viscosity in the range of 13 to 35 centistokes at 4O0C.
[90] In some embodiments, the lubricant composition has a pour point that is less than that of a lubricant composition that does not contain the ethylene/α-olefin interpolymer of the invention, instead containing a random copolymer, wherein each polymer is present in an amount of 6.5 wt% based on the weight of the lubncant composition. [91] In another aspect of the invention, the lubricant composition comprising 1 wt% of the ethylene/o -olefin interpolymer is pourable at 0 0C.
[92] As discussed above, has a turbidity measurement of a 1.0 wt% solution of the efhylene/α-olefin interpolymer in oil less than or equal to that of a comparable copolymer wherein the comparable copolymer has the same DSC enthalpy (J/g) at greater than 55 0C within ±5 J/g, and the same overall ethylene content within 10%.
[93] Lubricant compositions of the present invention may be a brighter color than lubncant compositions not containing the ethylene/α-olefin interpolymer.
[94] The lubricant composition disclosed herein may be suitable for use as motor oils (or engine oils or crankcase oils), transmission fluids, gear oils, power steering fluids, shock absorber fluids, brake fluids, hydraulic fluids and/or greases.
[95] In some embodiments, the lubricant composition disclosed herein is a motor oil. Such a motor oil composition may be used to lubricate all major moving parts in any reciprocating internal combustion engine, reciprocating compressors and in steam engines of crankcase design. In automotive applications, the motor oil composition may also be used to cool hot engine parts, keep the engine free of rust and deposits, and seal the rings and valves against leakage of combustion gases The motor oil composition may comprise a base oil and the ethylene/α-olefin interpolymer. The motor oil composition may further comprise at least an additive. In some embodiments, the motor oil composition further comprises a pour point depressant, a detergent, a dispersant, an anti-wear, an antioxidant, a friction modifier, a rust inhibitor, or a combination thereof.
[96] In other embodiments, the lubricant composition disclosed herein is a gear oil for either automotive or industrial applications. The gear oil composition may be used to lubricate gears, rear axles, automotive transmissions, final drive axles, accessories in agricultural and construction equipment, gear housings and enclosed chain drives. The gear oil composition may comprise a base oil and the ethylene/α-olefin interpolymer. The gear oil composition may further compnse at least an additive. In some embodiments, the gear oil composition further comprises an anti-wear, an extreme pressure agent, a rust inhibitor, or a combination thereof.
[97] In further embodiments, the lubricant composition disclosed herein is a transmission fluid. The transmission fluid composition may be used in either automatic transmission or manual transmission to reduce transmission losses. The transmission fluid composition may comprise a base oil and the ethylene/α-olefm interpolymer. The transmission fluid composition may further comprise at least an additive. In some embodiments, the transmission fluid composition further comprises a fπction modifier, a detergent, a dispersant, an antioxidant, an anti-wear agent, an extreme pressure agent, a pour point depressant, an anti-foam, a corrosion inhibitor or a combination thereof.
[98] In further embodiments, the lubricant composition disclosed herein is a grease used in various applications where extended lubrication is required and where oil would not be retained, e.g., on a vertical shaft. The grease composition may comprise a base oil, the ethylene/α-olefin interpolymer and a thickener. In some embodiments, the grease composition further comprise a complexing agent, an antioxidant, an anti-wear agent, an extreme pressure agent, an anti-foam, a corrosion inhibitor or a mixture thereof. In some
embodiments, the thickener is a soap formed by reacting a metal hydroxide (e.g., lithium hydroxide, sodium hydroxide, potassium hydroxide, calcium hydroxide, zinc hydroxide and the like) with a fat, a fatty acid, or an ester. In general, the type of soap used depends on the grease properties desired. In other embodiments, the thickener may be a non-soap thickener selected from the group consisting of clays, silica gels, carbon black, various synthetic organic materials and combinations thereof In further embodiments, the thickener comprises a combination of soaps and non-soap thickeners.
[99] Additives may be added as known to one skilled in the art to adjust the properties of the lubricant compositions as desired. Processes of Preparing Lubricant Compositions
[100] The lubricant compositions disclosed herein can be prepared by any method known to a person of ordinary skill in the art for making lubricating oils. In some embodiments, the base oil can be blended or mixed with the ethylene/α-olefin interpolymer and optionally at least an additive. The ethylene/α-olefin interpolymer and the optional additives may be added to the base oil individually or simultaneously. In some embodiments, the ethylene/α-olefin interpolymer and the optional additives are added to the base oil individually in one or more additions and the additions may be in any order. In other embodiments, the ethylene/α-olefm interpolymer and the additives are added to the base oil simultaneously, optionally in the form of an additive concentrate. In some embodiments, the solubilizing of the ethylene/α-olefin interpolymer or any solid additives in the base oil may be assisted by heating the mixture to a temperature between about 25 and about 2000C, from about 50 and about 15O0C or from about 75 and about 1250C.
[101] Any mixing or dispersing equipment known to a person of ordinary skill in the art may be used for blending, mixing or solubilizing the ingredients, The blending, mixing or solubilizing may be carried out with a blender, an agitator, a disperser, a mixer (e.g., Ross double planetary mixers and Collette planetary mixers), a homogenizer (e.g., Gaulin homogeneizers and Rannie homogeneizers), a mill (e.g., colloid mill, ball mill and sand mill) or any other mixing or dispersing equipment known in the art.
[102] Embodiments of the invention provide lubricant compositions made from a base oil and the ethylene/α-olefin interpolymer, Preferably, the efhylene/α-olefin
interpolymer is a multi-block copolymer comprising at least one soft block and at least one hard block .
[103] The following examples are presented to exemplify embodiments of the invention but are not intended to limit the invention to the specific embodiments set forth, Unless indicated to the contrary, all parts and percentages are by weight. All numerical values are approximate. When numerical ranges are given, it should be understood that embodiments outside the stated ranges may still fall within the scope of the invention. Specific details described in each example should not be construed as necessary features of the invention. EXAMPLES
Testing Methods
In the examples that follow, the following analytical techniques are employed: GPC-IR Method
Gel Permeation Chromatography (GPC) [104] The gel permeation chromatographic system is either a Polymer
Laboratories Model PL-210 or a Polymer Laboratories Model PL-220 instrument. The column and carousel compartments are operated at 150 0C. Four Polymer Laboratories 20- micron Mixed-A columns are used. The solvent is 1,2,4 trichlorobenzene, The samples are prepared at a concentration of 0.1 grams of polymer in 50 milliliters of solvent containing 200 ppm of butylated hydroxy toluene (BHT). Samples are prepared by agitating lightly for 2 hours at 160cC. The injection volume used is 200 microliters and the flow rate is 1.0 ml/minute.
[105] Calibration of the GPC column set is performed with 21 narrow molecular weight distribution polystyrene standards with molecular weights ranging from 580 to 8,400,000, arranged in 6 "cocktail" mixtures with at least a decade of separation between individual molecular weights. The standards are purchased from Polymer Laboratories (Shropshire, UK). The polystyrene standards are prepared at 0.025 grams in 50 milliliters of solvent for molecular weights equal to or greater than 1,000,000, and 0.05 grams in 50 milliliters of solvent for molecular weights less than 1,000,000. The polystyrene standards are dissolved at 8O0C with gentle agitation for 30 minutes. The narrow standards mixtures are run first and m order of decreasing highest molecular weight component to minimize degradation. The polystyrene standard peak molecular weights are converted to
polyethylene molecular weights using the following equation (as described in Williams and Ward, J. Polvm. Sci., Polym. Let., 6, 621 (1968)): Mpoiyethyiene = 0.431(Mpolystyrene).
[106] Polyetheylene equivalent molecular weight calculations are performed using Viscotek TriSEC software Version 3.0.
Molecular Weight-Comonomer Composition Measurement by Infra-Red Detector [107] The comonomer composition throughout the GPC curve can be measured using an IR4 infra-red detector that is available from Polymer Char, Valencia, Spain (http://www.polymerchar.corn/). [108] The "composition mode" of the detector is equipped with a measurement sensor (CH2) and composition sensor (CH3) that are fixed narrow band infra-red filters in the region of 2800-3000 cm"1. The measurement sensor detects the methylene (CH2) carbons on the polymer (which directly relates to the polymer concentration m solution) while the composition sensor detects the methyl (CH3) groups of the polymer. The mathematical ratio of the composition signal (CH3) divided by the measurement signal (CH2) is sensitive to the comonomer content of the measured polymer in solution and its response is calibrated with known ethylene alpha-olefin copolymer standards,
[109] The detector when used with a GPC instrument provides both a concentration (CH2) and composition (CH3) signal response of the eluted polymer during the GPC process. A polymer specific calibration can be created by measuring the area ratio of the CH3 to CH2 for polymers with known comonomer content (preferably measured by NMR). The comonomer distribution of a polymer can be estimated by applying a reference calibration of the ratio of the areas for the individual CH3 and CH2 response (i.e. area ratio CH3/CH2 versus comonomer content). [110] By taking the ratio of the CH3/CH2 response at each elution volume, the response to the polymer's composition is measured. After applying the appropriate reference calibration, the composition response can be used to estimate the comonomer amount at each elution volume, Integration of the entire GPC profile provides the average comonomer content of the polymer while the slope of the line from the comonomer versus molecular weight provides an indication of the uniformity of the comonomer distribution. When integrating the GPC chromatograph for composition determination, the integration region should be set to be greater than 5 weight percent of the polymer on either end of the chromatogram.
[111] The application of mfra-red spectroscopy to measure the comonomer content of polymers in this system is similar in principle to GPC/FTIR systems as described in the following references
[112] Markovich, Ronald P.; Hazlitt, Lonnie G.; Smith, Lmley; "Development of gel-permeation chromatography-Fourier transform infrared spectroscopy for characterization of ethylene-based polyolefin copolymers", Polymeric Materials Science and Engineering (1991), 65, 98-100.
[113] Deslauriers, P.J.; Rohlfing, D.C.; Shieh, E.T.; "Quantifying short chain branching microstructures in ethylene- 1 -olefin copolymers using size exclusion chromatography and Fourier transform infrared spectroscopy (SEC-FTIR)", Polymer (2002), 43, 59-170.
DSC Standard Method
[114] Differential Scanning Calorimetry results are determined using a TAI model QlOOO DSC equipped with an RCS cooling accessory and an autosampler. A nitrogen purge gas flow of 50 ml/min is used. The sample is pressed into a thin film and melted in the press at about 1750C and then air-cooled to room temperature (250C). 3-10 mg of material is then cut into a 6 mm diameter disk, accurately weighed, placed in a light aluminum pan (ca 50 mg), and then crimped shut. The thermal behavior of the sample is investigated with the following temperature profile. The sample is rapidly heated to 18O0C and held isothermal for 3 minutes in order to remove any previous thermal history The sample is then cooled to - 4O0C at 10°C/mm cooling rate and held at -4O0C for 3 minutes. The sample is then heated to 150 0C at 10°C/min. heating rate. The cooling and second heating curves are recorded.
[115] The DSC melting peak is measured as the maximum in heat flow rate (W/g) with respect to the linear baseline drawn between -3O0C and end of melting. The heat of fusion is measured as the area under the melting curve between -3O0C and the end of melting using a linear baseline. Density
[116] Samples for density measurement are prepared according to ASTM D 1928. Measurements are made within one hour of sample pressing using ASTM D792, Method B.
Melt Index
[117] Melt index, or I2, is measured in accordance with ASTM D 1238,
Condition 190°C/2.16 kg. Melt index, or I10 is also measured in accordance with ASTM D 1238, Condition 19O0CAO kg. ATREF
[118] Analytical temperature rising elution fractionation (ATREF) analysis is conducted according to the method described in USP 4,798,081 and Wilde, L; RyIe, T.R ; Knobeloch, D.C.; Peat, LR. ; Determination of Branching Distributions in Polyethylene and Ethylene Copolymers, J. Polym. Sci., 20, 441-455 (1982), which are incorporated by reference herein in their entirety. The composition to be analyzed is dissolved in ortho- dichlorobenzene and allowed to crystallize in a column containing an inert support (stainless steel shot) by slowly reducing the temperature to 2O0C at a cooling rate of 0.1°C/mm. The column is equipped with an infrared detector. An ATREF chromatogram curve is then generated by eluting the crystallized polymer sample from the column by slowly increasing the temperature of the eluting solvent (ortho-dichlorobenzene) from 20 to 12O0C at a rate of 1.5°C/min.
13C NMR Analysis
[119] The samples are prepared by adding approximately 3g of a 50/50 mixture of tetrachloroethane-d /orthodichlorobenzene to 0 4 g sample in a 10 mm NMR tube. The samples are dissolved and homogenized by heating the tube and its contents to 15O0C. The data are collected using a JEOL Eclipse™ 400MHz spectrometer or a Vanan Unity Plus™ 400MHz spectrometer, corresponding to a 13C resonance frequency of 100.5 MHz. The data are acquired using 4000 transients per data file with a 6 second pulse repetition delay. To achieve minimum signal-to-noise for quantitative analysis, multiple data files are added together. The spectral width is 25,000 Hz with a minimum file size of 32K data points. The samples are analyzed at 130 0C in a 10 mm broad band probe. The comonomer incorporation is determined using Randall's tnad method (Randall, J.C.; JMS-Rev. Macromol. Chem. Phys., C29, 201-317 (1989), which is incorporated by reference herein in its entirety. Polymer Fractionation by TREF
[120] Large-scale TREF fractionation is carried by dissolving 15-20 g of polymer in 2 liters of ortho-dichlorobenzene by stirring for 4 hours at 16O0C. The polymer solution is forced by 15 psig (100 kPa) nitrogen onto a 3 inch by 4 foot (7.6 cm x 12 cm) steel
column packed with a 60:40 (v:v) mix of 30-40 mesh (600-425 μm) spherical, technical quality glass beads (available from Potters Industries, HC 30 Box 20, Brownwood, TX, 76801) and stainless steel, 0 028'" (0.7mm) diameter cut wire shot (available from Pellets, Inc. 63 Industrial Drive, North Tonawanda, NY, 14120). The column is immersed in a thermally controlled oil jacket, set initially to 160 0C. The column is first cooled ballistically to 125 0C, then slow cooled to 20 0C at 0.04 0C per minute and held for one hour. Fresh ortho-dichlorobenzene is introduced at about 65 ml/min while the temperature is increased at 0.167 0C per minute.
[121] Approximately 2000 ml portions of eluant from the preparative TREF column are collected in a 16 station, heated fraction collector. The polymer is concentrated in each fraction using a rotary evaporator until about 50 to 100 ml of the polymer solution remains. The concentrated solutions are allowed to stand overnight before adding excess methanol, filtering, and rinsing (approx. 300-500 ml of methanol including the final rinse). The filtration step is performed on a 3 position vacuum assisted filtering station using 5.0 μm polytetrafluoroediylene coated filter paper (available from Osmonics Inc., Cat#
Z50WP04750). The filtrated fractions are dried overnight in a vacuum oven at 60 0C and weighed on an analytical balance before further testing. Mooney Viscosity Mooney viscosity is measured in accordance with ASTM D1646-06 at 125°C, ML 1+4 (MU)).
Oil Measurements Turbidity
[122] Turbidity of the oil or solvent solutions were measured using a HACH RATIO Turbidimeter Model 18900 using the 0-20 NTU resolution scale (+/- 0.1 NTU).
Pour Point
Samples are poured into a cylindrical test jar of clear glass, specifications per ASTM D 97 to the marked level. The test jar is closed with a rubber cork bored centrally for the test thermometers. The test thermometers are adjusted so that they are coaxial with the jar and immersed so the beginning of the capillary is approximately 3mm below the surface of the sample. Samples are then placed in a Forma Scientific Cloud and Pour Console. The starting temperature is set at 10° C and adjusted down in 6° intervals until there is no movement in
the sample when holding it in a horizontal position for 5 seconds. That reading is recorded and 3° C is added for the final pour point result. Thickening Efficiency
[123] Thickening efficiency is measured according to ASTM D445, which is herein incorporated by reference. Thickening efficiency of a polymer is equal to the kinematic viscosity at 100 0C of a 1 wt% polymer solution in oil under zero shear. Permanent Shear Stability Index
[124] Permanent Shear Stability Index (PSSI) is measured according to ASTM
6022 at 100 0C, which is herein incorporated by reference. Mini-Rotational Viscometry
[125] Mini-Rotational Viscometry (MRV) is performed according to ASTM
D3928 and D4684, both of which are herein incorporated by reference. Cold Cranking Simulation
[126] Cold Cranking Simulation is performed according to ASTM 5293, which is herein incorporated by reference.
Methods for Targeting the Composition in Inventive Examples
[127] The block architecture of the inventive copolymers may be controlled by the proper selection of catalysts to produce the desired comonomer content in each of the segments at the reactor conditions. The amount of comonomer incorporated into each segment type may be predicted by independently performing polymerization tests employing single catalysts. Thus, using the case of an ethylene/propylene copolymer, the ratio of propylene to ethylene concentrations in the reactor ([C3]/[d]) determines the amount of propylene (relative to ethylene) incorporated by each catalyst. Upon introduction of the chain shuttling agent, a 'blocky' structure is produced by statistical coupling of the polymer segments produced by each catalyst type. The total comonomer incorporated into the polymer is then controlled by the ratio of catalyst Ai to catalyst A2. This concept of production and methodology is explained in Arriola et al., "Catalytic Production of Olefin Block Coplymers via Chain Shuttling Polymerization", Science, 312 (2006). [128] From the above methodology, the wt% ethylene or propylene incorporated into the polymer by catalyst Al, the wt% ethylene or propylene incorporated into the polymer by catalyst A2, and the amount of polymer produced by each of the catalysts
can be estimated from the reactor conditions and the overall comonomer content of the polymer.
The total/overall monomer or comonomer incorporated into the polymer can be estimated as follows:
Overall Comonomer Incorporated = MOvemll = XAMA + XBMB
Where MOvcraii = Overall wt% C2 incorporated in whole polymer MA = wt% C2 incorporated in segment by Catalyst Al MB = wt% C2 incorporated in segment by Catalyst A2 XA = weight fraction of segment produced by Catalyst Al
XB = weight fraction of segment produced by Catalyst A2 Note: XA + XB = I
Using the total monomer or comonomer incorporated into the polymer as measured by FTIR or NMR, and knowing the comonomer concentration of each segment type in the reactor at the time of production, the weight fraction of polymer produced by each catalyst can be determined:
M Overall -M B
Weight fraction of segment produced by Catalyst Al XA -
MA -Mt Weight fraction of segment produced by Catalyst A2 XB = 1 - X. A
Other analytical methods to confirm the composition of the segments include but are not necessarily limited to DSC, NMR, and the subsequent analysis of polymer fractions obtained by polymer fractionation (temperature fractionation, solvent fractionation, molecular weight fractionation). Additionally, a technique such as high temperature liquid chromatography as described in Albrecht et al. "Separation and Charactierization of Ethylene-Propylene Copolymers by High-Temperature Gradient HPLC Coupled to FTIR Spectroscopy", Macromol. Symp., 257, 46-55 (2007) could also be used. For any of these methods, the composition of the exemplary block copolymers may be estimated with the appropriate calibrations based on the random copolymers produced by a similar catalyst system and within the same range of molecular weights and overall compositions.
Catalysts
[129] The term "overnight", if used, refers to a time of approximately 16-18 hours, the term "room temperature", refers to a temperature of 20-25 0C, and the term "mixed alkanes" refers to a commercially obtained mixture of Cβ-9 aliphatic hydrocarbons available under the trade designation Isopar E®, from ExxonMobil Chemical Company. In the event the name of a compound herein does not conform to the structural representation thereof, the structural representation shall control. The synthesis of all metal complexes and the preparation of all screening experiments were carried out in a dry nitrogen atmosphere using dry box techniques. All solvents used were HPLC grade and were dried before their use. [130] MMAO refers to modified methylalumoxane, a triisobutylaluminum modified methylalumoxane available commercially from Akzo-Noble Corporation. The preparation of catalyst (A5) is conducted as follows.
The bis-imine, 3-(2,6-diisopropylphenylimino)butan-2-ylidene-2,6-diisopropylbenzenamme, is synthesized according to procedures published in WO2003/051935. a) Synthesis of N-(3-(2,6-diisopropylphenylamino)-3-methylbutan-2-ylidene)-2,6- diisopropylbenzenamine.
In a nitrogen-filled glovebox, the above referenced bis-imine (6.48 g, 16.0 mmol) is dissolved m toluene (50 niL) and trimethylaluminum (9.61 mL, 19.2 mmol) is added dropwise. After stirring for one hour at room temperature, the reaction mixture is removed from the glovebox, and water (10 mL) is added very slowly under nitrogen purge, The mixture bubbles violently, and the color slowly turns from yellow to colorless as a white precipitate develops. The mixture is filtered to remove insoluble aluminum salts. The organic layer from the filtrate is separated and the aqueous layer is washed with ether (100 mL). The combined organic fractions are dried over MgSθ4 and filtered, then volatiles are removed in vacuo to yield 6.55 g (73.6%) of a colorless solid. b) Synthesis of 3-(2,6-diisopropylphenylamino)-3-methylbutan-2-one.
The product of the previous reaction (17.45 g, 41.5 mmol) is dissolved in ethanol (200 mL). Water (65 mL) is added, precipitating a white solid. Over a 60 minute period, sulfuric acid (1.0 M, 150 mL, 150 mmol) is added via dropping funnel while stirring the reaction mixture. During the reaction, the solid dissolves to form a pale yellow solution, which is heated at reflux temperature for one hour, then allowed to cool to room
temperature. Potassium hydroxide pellets (-20 g) are added slowly, while monitoring pH. Just after the endpoint (pH ~ 11), the product is extracted with ether (2 X 150 mL), washed with brine, dried over MgSO4, and filtered As the solvent is removed by evaporation, a white precipitate forms. This is collected and washed with cold pentane. Yield = 1.75 g. The remaining solution is dissolved in pentane (100 mL), washed with brine to remove residual water, dried over MgSCU, filtered and evaporated to about 30 mL. Additional white solid precipitates upon cooling. Yield - 1.41 g, Total yield - 3,16 g (29.1%). c) Synthesis of 216-diisopropyl-N-(2-methyl-3-(octylimino)butan-2-yl)benzenamine.
The product of the previous reaction (1.500 g, 5.74 mmol) is dissolved in toluene (15 mL) in a 25 mL round-bottom flask, and octylamine (1.00 mL, 6.03 mmol) is added. A very small amount (ca 1 mg) of /?-toluenesulfomc acid is added and the mixture is heated at reflux temperature with a Dean-Stark condenser attached. After heating overnight, additional n-octylamine (2.00 mL, 12.1 mmol) is added and the reaction mixture is further heated to effect complete conversion. Water (5 mL) is added. The organic layer is separated, dried over MgSO4, filtered and then volatiles evaporated. 1.62 g (75.8%) of colorless viscous liquid is collected.
[131] In a nitrogen- filled glovebox, the lmino-amme ligand (5.548 g, 14.89 mmol) is dissolved in toluene (80 mL), and n-BuLi (1.6 M in hexanes, 10.2 mL, 16.4 mmol) is added. The clear yellow solution is stirred at room temperature for one hour, and then HfCU (4.769 g, 14.89 mmol) is added. After stirring at room temperature for six hours, MeMgBr (3.0M in ether, 16.4 mL, 49.1 mmol) is added. Stirring is continued overnight as the color slowly progresses from light yellow to dark brown. Volatiles are removed from the reaction in vacuo, and hexanes (100 mL) are added, The mixture is stirred for 30 minutes, filtered and the solids are washed with additional hexanes (100 mL). Solvents are removed from the combined filtrates in vacuo to yield a light tan solid. Yield = 6.472 g (73.0%).
Cocatalyst 1 A mixture of methyldi(Ci4-i8 alkyl)ammonium salts of tetrakis(pentafluorophenyl)borate (here-in-after armeenium borate), prepared by reaction of a long chain trialkylamine (Armeen™ M2HT, available from Akzo-Nobel, Inc.), HCl and Li[B(C6Fs)4], substantially as disclosed in USP 5,919,9883, Ex. 2.
Cocatalyst 2 Mixed CM IS alkyldimethylammonium salt of bis(tns(pentafluorophenyl)-alumane)-2-undecylimidazolide, prepared according to USP 6,395,671, Ex. 16.
Shuttling Agents The shuttling agents employed include diethylzinc (DEZ, SAl), 5 di(i-butyl)zinc (SA2), di(n-hexyl)zinc (SA3), triethylaluminum (TEA, SA4), trioctylaluminum (SA5), triethylgallium (SA6), i-butylaluminum bis(dimethyl(t- butyl)siloxane) (SA7), i-butylaluminum bis(di(trimethylsilyl)amide) (SA8), n- octylaluminum di(pyridine-2-methoxide) (SA9), bis(n-octadecyl)i-butylaluminum (SAlO), i-butylaluminum bis(di(n-pentyl) amide) (SAI l), n-octylaluminum bis(2,6-0 di-t-butylphenoxide) (SA12), n-octylaluminum di(ethyl(l-naphthyl)amide) (SA13), ethylaluminum bis(t-butyldimethylsiloxide) (SA 14), ethylalummum di(bis(trimethylsilyl)amide) (SA15), ethylaluminum bis(2,3,6,7-dibenzo-l- azacycloheptaneamide) (SA16), n-octylaluminum bis(2,3,6,7-dibenzo-l- azacycloheptaneamide) (SA17), n-octylaluminum bis(dimethyl(t-5 butyl)siloxide(SA18), ethylzinc (2,6-diphenylphenoxide) (SA19), and ethylzinc (t- butoxide) (SA20). Examples 1-16, Comparative Examples A, B, E and F
[132] Continuous solution polymerizations are carried out in a computer controlled autoclave reactor equipped with an internal stirrer. Purified mixed alkanes solvent :θ (Isopar™ E available from ExxonMobil Chemical Company), ethylene at 2.70 lbs/hour (1.22 kg/hour), propylene, and hydrogen (where used) are supplied to a 3 8 L reactor equipped with a jacket for temperature control and an internal thermocouple. The solvent feed to the reactor is measured by a mass-flow controller. A variable speed diaphragm pump controls the solvent flow rate and pressure to the reactor. At the discharge of the pump, a side stream is5 taken to provide flush flows for the catalyst and cocatalyst and SAl injection lines and the reactor agitator. These flows are measured by Micro-Motion mass flow meters and controlled by control valves or by the manual adjustment of needle valves The remaining solvent is combined with propylene, ethylene, and hydrogen (where used) and fed to the reactor. A mass flow controller is used to deliver hydrogen to the reactor as needed. The0 temperature of the solvent/monomer solution is controlled by use of a heat exchanger before entering the reactor, This stream enters the bottom of the reactor. The catalyst component solutions are metered using pumps and mass flow meters and are combined with the catalyst flush solvent and introduced into the bottom of the reactor The reactor is run liquid-full at
500 psig (3.45 MPa) with vigorous stirring. Product is removed through exit lines at the top of the reactor. All exit lines from the reactor are steam traced and insulated. Polymerization is stopped by the addition of a small amount of water into the exit line along with any stabilizers or other additives and passing the mixture through a static mixer. The product stream is then heated by passing through a heat exchanger before devolatilization. The polymer product is recovered by extrusion using a devolatilizing extruder and water cooled pelletizer. Process details and results are contained in Table 1, Selected polymer properties are provided in Table 2, For comparative examples A, B, E and F no shuttling agent was introduced into the reactor. [133] Selected polymer properties are provided in Table 2. Comparative
Example C is Paratone 8941 (ExxonMobil Chemical Co.) and Comparative Example D is Nordel IP 225 (The Dow Chemical Company)
Table 1 Process details for preparation of exemplary polymers

* Comparative, not an example of the invention standard cmVmin
1 [N-βi^|l-melhjleftyl)phmyl)ami<^
! [η2-2,6-diisq3ropjl-Λr-(2-melh}'l-3-(octylimino)butarι-2-yl)benzenamide]tπmethylhafnium 1 molar ratio in reactor ' polymer production rate 1 percent ethylene conversion in reactor ' efficiency, kg polvmer/mg M where nig M = nig Hf (Al ) + rag Hf (A5) 1 A Cocat/(Cat Al + Cat Af ) molar ratio of 1.2 was maintained
Table 2 Properties of exemplary polymers

Tm > 4.1276(wt% C2) - 244.76. Table 3 shows the data corresponding to Figure 1.
Table 3

When the inventive polymers comprise a majority of soft segments, they have melting points that are lower than those of comparative random copolymers for a given weight percent of ethylene, based on the weight of the polymer This relationship for propylene as the comonomer is shown in Figure 2, wherein it can be seen that the numerical \alues for the melt temperatures for a given weight percent ethylene have the following relationship:
Tm < 4.1276(wt% C2) - 264.95. Table 4 shows the Example data shown in Figure 2.
Table 4
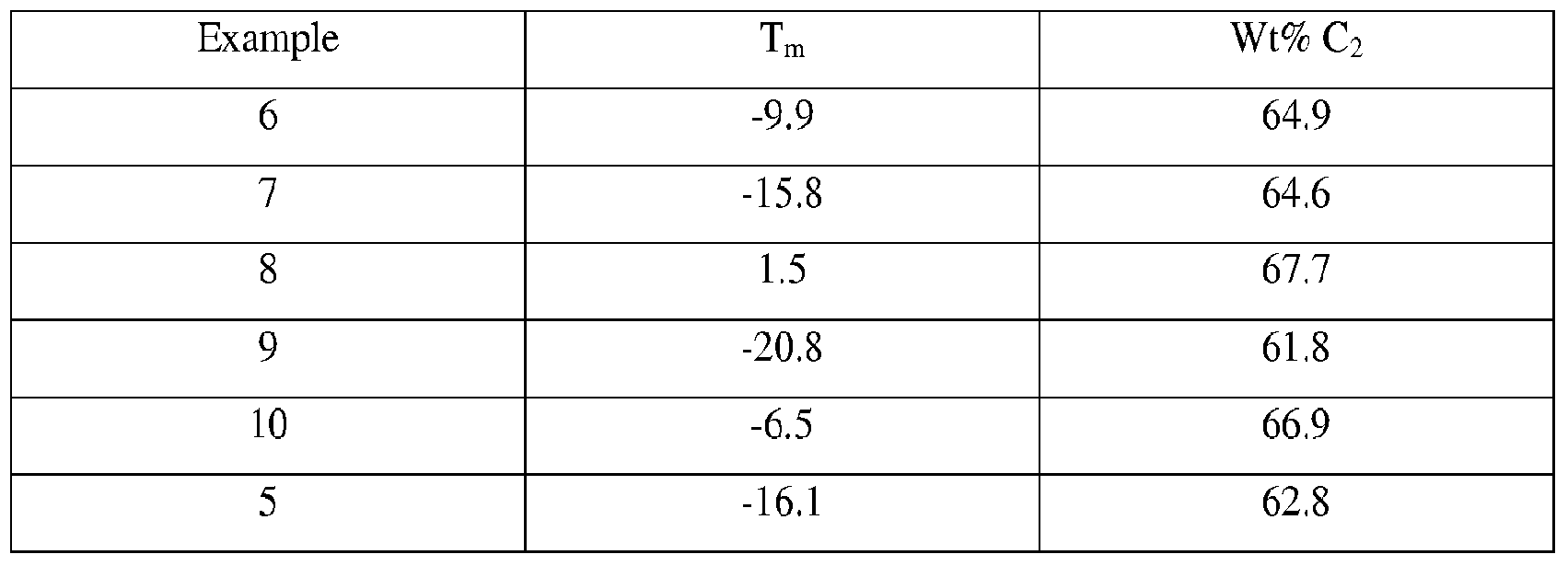
GPC-IR and Turbidity Measurements Ethylene content throughout the GPC curve was monitored via GPC-IR. The numerical values of the ethylene content in wt% ethylene based on weight of polymer vs molecular weight fractions were plotted and fitted to a line, mx+b. The absolute slope, ImI, and turbidities in oil and dodecane are given in Table 4 below. As may be seen, for the inventive polymers, ImI is less than 4 and the turbidity is equal to or less than that of a polymer with a comparable DSC enthalpy, J/g, at greater than 55 0C, ΔH>55"C, within ±5 J/g. An example of GPC-IR plots with corresponding lines and equation giving the slope, m, is given in Figure 3. Turbidity in oil is measured for a 1 wt% solution of polymer, based on the weight of oil and turbidity in dodecane is measured for a 1.5 wt% solution of polymer, based on the weight of dodecane.
Table 5

Table 5. Test Results of Comparative Examples A-F, Examples 1-4, 11-16.
* Comparative, not of the invention
** 1 wt% polymer in Exxon FNl 365 IOOLP
Lubricant Compositions
[135] Lubricant compositions comprising each of the example polymers were formulated comprising the same base oil, i.e, Exxon FN1365 IOOLP. The ratio of the base oil to the polymer is 99: 1 by weight for all lubricant compositions. Lubricant compositions were
10 made from Comparative Examples A-E, Examples 1-4 and 11-16.
Testing of Lubricant Compositions
[136] The lubricant compositions were tested for their thickening efficiency, permanent shear stability index, mini-rotational viscometry performance, 15 mini-rotational viscometry yield stress and cold cranking simulation performance, The results are given in Table 5.
[137] As may be seen from the data above, lubricant compositions of me present invention meet performance specifications for various motor oils used in for passenger car motor oils (40-50SSI), mid heavy duty (30-40SSI), and premium heavy duty (20-30SSI). In particular, it may be seen from Examples 1-4, that the lubricant composition can meet certain specifications for both high temperature performance and cold temperature performance Examples of such specifications include the results from Examples 1, 2, 3 and 4. As shown, the thickening efficiency is in the range of 10-14.3 cSt, and the shear stability index is 25.4-50.5 SSI. For low temperature performance, it is desirable that the MRV be below 60,000 cP with little or no yield stress. In addition, under cold cranking simulation, the viscosity should not be more than 6600 cP.
[138] In addition to the improvement in low temperature behavior (low viscosities for CCS and MRV), these inventive examples have improved solubility in oil. Improvement in the solubility of copolymers in oils at ambient or subambient temperatures is a benefit in keeping these polymers in solution to prevent gelation, sedimentation, or agglomeration of these polymers out of solution. Having long term solubility over long periods of time or a range of temperatures improves the bulk handling of Viscosity Index Improver concentrates which have typical concentrations between 1 and 10 wt% polymer m oil.
[139] As described above, embodiments of the invention provide various lubricant compositions based on the disclosed ethylene/α-olefin interpolymers as viscosity modifiers for all type of oils and lubncants. These include motor oil, transmission fluids, gear oil, etc. These novel polymers could also be used in other hydrocarbons such as diesel fuel, both natural and synthetic, hydraulic fluids and other oils including petroleum derived products, synthetic oil and natural oils. The ethylene/α-olefin interpolymers can provide a similar benefit in properties as the styrenic block copolymers, such as KRATON®. These ethylene/a-olefin interpolymers can be used to thicken motor oil They offer the possibility of improved low temperature performance and good flexibility in formulating motor oil, gear lubricates and greases. By controlling the block distribution of these polymers, low temperature performance can be optimized and the undesirable oil and wax interactions can be avoided. By controlling the level of crystallinity, the polymer
duct form can be varied from pellets to bales. Additional advantages and cnaracteristics are apparent to those skilled in the art.
[140] While the invention has been described with respect to a limited number of embodiments, the specific features of one embodiment should not be attributed to other embodiments of the invention. No single embodiment is representative of all aspects of the invention. In some embodiments, the compositions or methods may include numerous compounds or steps not mentioned herein. In other embodiments, the compositions or methods do not include, or are substantially free of, any compounds or steps not enumerated herein. Variations and modifications from the described embodiments exist. Finally, any number disclosed herein should be construed to mean approximate, regardless of whether the word "about" or "approximately" is used in describing the number. The appended claims intend to cover all those modifications and variations as falling within the scope of the invention.
Claims
1. A lubricant composition comprising: (i) a base oil; and
(ii) an ethylene/α-olefin interpolymer comprising a hard segment and a soft segment, wherein the ethylene/α-olefin interpolymer:
(a) has a Mw/Mn from about 1.7 to about 3.5;
(b) has an ethylene content in the hard segment in the range of from 60 wt% to 95 wt% based on based on total monomer content in hard segment;
(c) (i) has a hard segment composition of at least 40%, at least one melting point, Tm, in degrees Celsius and an amount of ethylene in weight percent, wt% C2, wherein the numerical values of Tm and wt% C2 correspond to the relationship:
90 0C > Tm > 4.1276(wt% C2) - 244.76; or (ii) has a hard segment composition of less than 40%, at least one melting point, Tm, in degrees Celsius and an amount of ethylene in weight percent, wt% C2. wherein the numerical values of Tm and wt% C2 correspond to the relationship:
80 0C > Tm < 4.1276(wt% C2) - 264.95; or (iii) is characterized by an average block index greater than zero and up to about 1.0 and a molecular weight distribution, Mw/Mπ, greater than about 1.3; or
(iv) has a molecular fraction which elutes between O0C and 1300C when fractionated using low temperature TREF, characterized in that the fraction has a molar comonomer content of at least 5 percent higher than that of a comparable random ethylene interpolymer fraction eluting between the same temperatures, wherein said comparable random ethylene interpolymer has the same comonomer(s) and has a melt index, density, and molar comonomer content (based on the whole polymer) withm 10 percent of that of the ethylene/α-olefin interpolymer; or (v) has a relationship between ethylene content in wt% and log molecular weight such that a line plotted of ethylene content vs log molecular weight as measured by GPC-IR has an absolute slope, m, of equal to or less than 4; and,
(d) has a turbidity measurement of a 1.0 wt% solution of the ethylene/α-olefin interpolymer in oil or a 1.5 wt% solution in dodecane of less than or equal to that of a comparable copolymer wherein the comparable copolymer has the same DSC enthalpy (J/g) at greater than 55 0C within ±5 J/g, and the same overall ethylene content within 10%.
2. The lubricant composition of Claim 1, wherein the α-olefin is styrene, propylene, 1-butene, 1-hexene, 1-octene, 4-methyl-l-pentene, norbornene, 1-decene, 1,5-hexadiene, or a combination thereof.
3. The lubricant composition of Claim 1 or 2, wherein the base oil is selected from the group consisting of the base stocks of API Groups I, II, III, IV and V and combinations thereof.
4. The lubricant composition of any of the preceding claims, wherein the base oil is a natural oil, a synthetic oil or a combination thereof.
5. The lubricant composition of any of the preceding claims, wherein the lubricant composition further comprises at least an additive.
6. The lubricant composition of Claim 5, wherein the additive is a detergent, a dispersant, a friction modifier, a pour point depressant, a demulsifier, an anti-foam, a corrosion inhibitor, an anti-wear agent, an antioxidant, a rust inhibitor, a thickener or a combination thereof
7. The lubricant composition of any of the preceding claims, wherein the lubricant composition is a motor oil, a transmission fluid, a gear oil, a power steering fluid, a shock absorber fluid, a brake fluid, a hydraulic fluid or a grease.
8. The lubricant composition of claim 7, wherein the lubricant composition is a motor oil.
9. The lubricant composition of claim 8, wherein the motor oil further comprises a pour point depressant, a detergent, a dispersant, an anti-wear, an antioxidant, a friction modifier, a rust inhibitor or a combination thereof.
10 The lubricant composition of claim 7, wherein the lubricant composition is a transmission fluid.
11, The lubricant composition of claim 10, wherein the transmission fluid iurther comprises a friction modifier, a detergent, a dispersant, an antioxidant, an anti- wear agent, an extreme pressure agent, a pour point depressant, an anti-foam, a corrosion inhibitor or a combination thereof.
12 The lubricant composition of claim 7, wherein the lubricant composition is a gear oil.
13. The lubricant composition of claim 12, wherein the gear oil further comprises an anti-wear, an extreme pressure agent, a rust inhibitor or a combination thereof.
14. The lubricant composition of claim 7, wherein the lubricant composition is a grease.
15. The lubricant composition of claim 14, wherein the grease further comprises a thickener, a complexing agent, an antioxidant, an anti-wear agent, an extreme pressure agent, an anti-foam, a corrosion inhibitor or a mixture thereof,
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/668,797 US8486878B2 (en) | 2007-07-13 | 2008-07-14 | Viscosity index improver for lubricant compositions |
| CN200880107189A CN101802150A (en) | 2007-07-13 | 2008-07-14 | Viscosity index improver for lubricant compositions |
| EP08781796.1A EP2179013B1 (en) | 2007-07-13 | 2008-07-14 | Lubricant compositions |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US94969807P | 2007-07-13 | 2007-07-13 | |
| US60/949,698 | 2007-07-13 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009012216A1 true WO2009012216A1 (en) | 2009-01-22 |
Family
ID=40260020
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US2008/069966 WO2009012216A1 (en) | 2007-07-13 | 2008-07-14 | Viscosity index improver for lubricant compositions |
| PCT/US2008/069963 WO2009012214A1 (en) | 2007-07-13 | 2008-07-14 | Viscosity index improver for lubricant compositions |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US2008/069963 WO2009012214A1 (en) | 2007-07-13 | 2008-07-14 | Viscosity index improver for lubricant compositions |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8486878B2 (en) |
| EP (1) | EP2179013B1 (en) |
| CN (2) | CN104212538A (en) |
| WO (2) | WO2009012216A1 (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013158253A1 (en) | 2012-04-19 | 2013-10-24 | Exxonmobil Chemical Patents Inc. | Lubricant compositions comprising ethylene propylene copolymers and methods for making them |
| WO2019182983A1 (en) * | 2018-03-19 | 2019-09-26 | Dow Global Technologies Llc | Silicon-terminated organo-metal compounds and processes for preparing the same |
| WO2020069364A1 (en) * | 2018-09-28 | 2020-04-02 | Dow Global Technologies Llc | Tetra-functional long-chain branched ethylene-based polymers |
| WO2020069362A1 (en) * | 2018-09-28 | 2020-04-02 | Dow Global Technologies Llc | Process of polymerizing tetra-functional long-chain branched polyolefin resins |
| WO2020069365A1 (en) * | 2018-09-28 | 2020-04-02 | Dow Global Technologies Llc | Tetra-functional long-chain branched ethylene-based polymers |
| WO2020069370A1 (en) * | 2018-09-28 | 2020-04-02 | Dow Global Technologies Llc | Tetra-functional long-chain branched ethylene-based polymers |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103865619B (en) * | 2007-07-13 | 2016-06-08 | 陶氏环球技术有限责任公司 | The VI improver of lubricant compositions |
| BRPI0812644B1 (en) * | 2007-07-13 | 2019-07-09 | Dow Global Technologies Inc. | Ethylene / α-olefin block interpolymer |
| EP2170604B1 (en) * | 2007-07-13 | 2019-05-15 | Dow Global Technologies LLC | Ethylene/alpha-olefin interpolymers having low crystallinity hard blocks |
| US8618033B2 (en) * | 2010-01-22 | 2013-12-31 | Exxonmobil Chemical Patents Inc. | Ethylene copolymers, methods for their production, and use |
| US20120028865A1 (en) * | 2010-07-28 | 2012-02-02 | Sudhin Datta | Viscosity Modifiers Comprising Blends of Ethylene-Based Copolymers |
| CN101993763B (en) * | 2009-08-26 | 2013-05-08 | 比亚迪股份有限公司 | Gear oil composition for automobile |
| US20130029888A1 (en) * | 2011-07-27 | 2013-01-31 | Chevron U.S.A. Inc. | Lubricating grease composition |
| FR2990213B1 (en) | 2012-05-04 | 2015-04-24 | Total Raffinage Marketing | LUBRICATING COMPOSITION FOR ENGINE |
| FR2990215B1 (en) | 2012-05-04 | 2015-05-01 | Total Raffinage Marketing | LUBRICATING COMPOSITION FOR ENGINE |
| FR2998303B1 (en) | 2012-11-16 | 2015-04-10 | Total Raffinage Marketing | LUBRICANT COMPOSITION |
| US9187707B2 (en) * | 2013-01-18 | 2015-11-17 | Sal A Randisi, Sr. | Lubricating composition and method for preparing same |
| US9260552B2 (en) * | 2013-11-15 | 2016-02-16 | Exxonmobil Chemical Patents Inc. | Process to produce polymers from pyridyldiamido transition metal complexes and use thereof |
| US10669503B2 (en) | 2014-02-25 | 2020-06-02 | Jon A. Petty | Corrosion inhibiting hydraulic fluid additive |
| CA2939801A1 (en) | 2014-02-25 | 2015-09-03 | Jon A. Petty | Corrosion inhibiting hydraulic fluid additive |
| JP6544952B2 (en) | 2014-05-29 | 2019-07-17 | 株式会社リコー | Drive device and image forming apparatus |
| JP6527720B2 (en) * | 2014-05-29 | 2019-06-05 | 株式会社リコー | Drive device, image forming apparatus and grease composition |
| JP6544953B2 (en) | 2014-05-29 | 2019-07-17 | 株式会社リコー | Image forming apparatus and grease composition |
| CN107001764B (en) | 2014-12-23 | 2020-10-09 | 陶氏环球技术有限责任公司 | Thermoplastic vulcanizates comprising block composites |
| BR112017012916B1 (en) | 2014-12-23 | 2021-11-30 | Dow Global Technologies Llc | THERMOPLATIC VULCANIZED COMPOSITION |
| US20180320102A1 (en) * | 2015-11-09 | 2018-11-08 | Mitsui Chemicals, Inc. | Viscosity modifier for lubricating oils, additive composition for lubricating oils, and lubricating oil compositions |
| US10221267B2 (en) * | 2016-12-13 | 2019-03-05 | Afton Chemical Corporation | Microstructure-controlled copolymers of ethylene and C3-C10 alpha-olefins |
| US10584297B2 (en) * | 2016-12-13 | 2020-03-10 | Afton Chemical Corporation | Polyolefin-derived dispersants |
| CN108395936B (en) * | 2017-02-07 | 2021-10-08 | 中国石油化工股份有限公司 | Method for preparing biodiesel |
| US10393724B2 (en) * | 2017-05-23 | 2019-08-27 | GM Global Technology Operations LLC | Rapid identification of brake fluid |
| CN108949326A (en) * | 2018-09-05 | 2018-12-07 | 郑州市欧普士科技有限公司 | A kind of environment-friendly type super-pressure antiwear hydraulic oil and preparation method thereof |
| BR112021018867A2 (en) * | 2019-03-29 | 2021-11-30 | Dow Global Technologies Llc | Synthesis process of long-chain branched polymers and polymer |
| JP7291525B2 (en) * | 2019-04-16 | 2023-06-15 | 三井化学株式会社 | Viscosity modifier for lubricating oil and lubricating oil composition |
| EP4317381A4 (en) * | 2021-03-31 | 2024-08-28 | Idemitsu Kosan Co | Grease composition |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5401427A (en) * | 1989-10-12 | 1995-03-28 | Exxon Chemical Patents Inc. | Viscosity index improver |
| US5798420A (en) * | 1994-04-06 | 1998-08-25 | Exxon Chemical Patents, Inc. | Ethylene-alpha olefin block copolymers and methods for production thereof |
| US20060199930A1 (en) * | 2004-03-17 | 2006-09-07 | Dow Global Technologies Inc. | Ethylene/alpha-olefins block interpolymers |
| US20060199744A1 (en) * | 2004-03-17 | 2006-09-07 | Dow Global Technologies Inc. | Low molecular weight ethylene/alpha-olefin interpolymer as base lubricant oils |
| US20060199896A1 (en) * | 2004-03-17 | 2006-09-07 | Dow Global Technologies Inc. | Viscosity index improver for lubricant compositions |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4792595A (en) * | 1983-06-15 | 1988-12-20 | Exxon Research & Engineering Co. | Narrow MWD alpha-olefin copolymers |
| US4507515A (en) * | 1983-12-21 | 1985-03-26 | Exxon Research & Engineering Co. | Lubricating oil compositions containing ethylene-alpha-olefin polymers of controlled sequence distribution and molecular heterogeneity |
| US4950541A (en) * | 1984-08-15 | 1990-08-21 | The Dow Chemical Company | Maleic anhydride grafts of olefin polymers |
| US4762890A (en) * | 1986-09-05 | 1988-08-09 | The Dow Chemical Company | Method of grafting maleic anhydride to polymers |
| US4927888A (en) * | 1986-09-05 | 1990-05-22 | The Dow Chemical Company | Maleic anhydride graft copolymers having low yellowness index and films containing the same |
| US4804794A (en) * | 1987-07-13 | 1989-02-14 | Exxon Chemical Patents Inc. | Viscosity modifier polymers |
| US5310490A (en) | 1991-03-13 | 1994-05-10 | Exxon Chemical Products Inc. | Viscosity modifer polymers |
| US5310814A (en) | 1991-03-15 | 1994-05-10 | Exxon Chemical Patents Inc. | Viscosity modifier polybutadiene polymers |
| BR9711124A (en) * | 1996-08-08 | 1999-09-28 | Dow Chemical Co | Metal complex, catalyst system for olefin polymerization, olefin polymerization process, high temperature solution polymerization process, polyolefin product and binder containing cyclopentadienyl |
| CN100358988C (en) | 1999-03-30 | 2008-01-02 | 三井化学株式会社 | Viscosity regulator for lubricating oil and lubricating oil composition |
| DE60132249D1 (en) * | 2000-12-04 | 2008-02-14 | Exxonmobil Chem Patents Inc | ETHYLENE COPOLYMER COMPOSITIONS SUITABLE FOR VISCOSITY INDEX ENHANCER AND LUBRICANT COMPOSITIONS |
| US20030004268A1 (en) * | 2001-05-14 | 2003-01-02 | General Electric Company | Polyimide blends, method of making, and articles made therefrom |
| KR100518425B1 (en) * | 2001-11-01 | 2005-09-29 | 미쯔이카가쿠 가부시기가이샤 | Additive for lubricating oil and lubricating oil composition |
| US6960635B2 (en) | 2001-11-06 | 2005-11-01 | Dow Global Technologies Inc. | Isotactic propylene copolymers, their preparation and use |
| US6919467B2 (en) | 2001-12-18 | 2005-07-19 | Univation Technologies, Llc | Imino-amide catalyst compositions for the polymerization of olefins |
| DE60335459D1 (en) * | 2002-04-24 | 2011-02-03 | Symyx Solutions Inc | BROKEN BI-AROMATIC LIGANDS, COMPLEXES, CATALYSTS, POLYMERIZATION METHODS, AND POLYMERS |
| US7102006B2 (en) | 2002-09-12 | 2006-09-05 | Dow Global Technologies Inc. | Preparation of metal complexes |
| US6953764B2 (en) * | 2003-05-02 | 2005-10-11 | Dow Global Technologies Inc. | High activity olefin polymerization catalyst and process |
| US7714071B2 (en) * | 2004-03-17 | 2010-05-11 | Dow Global Technologies Inc. | Polymer blends from interpolymers of ethylene/α-olefins and flexible molded articles made therefrom |
| AU2005224259B2 (en) | 2004-03-17 | 2010-09-09 | Dow Global Technologies Inc. | Catalyst composition comprising shuttling agent for ethylene multi-block copolymer formation |
| US7951882B2 (en) | 2004-03-17 | 2011-05-31 | Dow Global Technologies Llc | Catalyst composition comprising shuttling agent for higher olefin multi-block copolymer formation |
| RU2359979C2 (en) | 2004-03-17 | 2009-06-27 | Дау Глобал Текнолоджиз Инк. | Catalyst composition containing chain shuttle transfer agent for forming ethylene copolymer |
| DE602006021551D1 (en) | 2005-03-17 | 2011-06-09 | Dow Global Technologies Inc | ETHYLENE / ALPHA-OLEFIN INTERPOLYMER WITH LOW MOLECULAR WEIGHT AS A BASIC OIL |
| JP5054668B2 (en) | 2005-03-17 | 2012-10-24 | ダウ グローバル テクノロジーズ エルエルシー | Viscosity index improver for lubricating compositions |
| EP2170604B1 (en) * | 2007-07-13 | 2019-05-15 | Dow Global Technologies LLC | Ethylene/alpha-olefin interpolymers having low crystallinity hard blocks |
| BRPI0812644B1 (en) * | 2007-07-13 | 2019-07-09 | Dow Global Technologies Inc. | Ethylene / α-olefin block interpolymer |
| CN103865619B (en) * | 2007-07-13 | 2016-06-08 | 陶氏环球技术有限责任公司 | The VI improver of lubricant compositions |
-
2008
- 2008-07-14 CN CN201410448526.6A patent/CN104212538A/en active Pending
- 2008-07-14 WO PCT/US2008/069966 patent/WO2009012216A1/en active Application Filing
- 2008-07-14 CN CN200880107189A patent/CN101802150A/en active Pending
- 2008-07-14 EP EP08781796.1A patent/EP2179013B1/en active Active
- 2008-07-14 US US12/668,797 patent/US8486878B2/en active Active
- 2008-07-14 WO PCT/US2008/069963 patent/WO2009012214A1/en active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5401427A (en) * | 1989-10-12 | 1995-03-28 | Exxon Chemical Patents Inc. | Viscosity index improver |
| US5798420A (en) * | 1994-04-06 | 1998-08-25 | Exxon Chemical Patents, Inc. | Ethylene-alpha olefin block copolymers and methods for production thereof |
| US20060199930A1 (en) * | 2004-03-17 | 2006-09-07 | Dow Global Technologies Inc. | Ethylene/alpha-olefins block interpolymers |
| US20060199744A1 (en) * | 2004-03-17 | 2006-09-07 | Dow Global Technologies Inc. | Low molecular weight ethylene/alpha-olefin interpolymer as base lubricant oils |
| US20060199896A1 (en) * | 2004-03-17 | 2006-09-07 | Dow Global Technologies Inc. | Viscosity index improver for lubricant compositions |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2179013A4 * |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013158253A1 (en) | 2012-04-19 | 2013-10-24 | Exxonmobil Chemical Patents Inc. | Lubricant compositions comprising ethylene propylene copolymers and methods for making them |
| WO2013158254A1 (en) | 2012-04-19 | 2013-10-24 | Exxonmobil Chemical Patents Inc. | Blocky ethylene propylene copolymers and methods for making them |
| US9012578B2 (en) | 2012-04-19 | 2015-04-21 | Exxonmobil Chemical Patents Inc. | Blocky ethylene propylene copolymers and methods for making them |
| WO2019182983A1 (en) * | 2018-03-19 | 2019-09-26 | Dow Global Technologies Llc | Silicon-terminated organo-metal compounds and processes for preparing the same |
| WO2020069364A1 (en) * | 2018-09-28 | 2020-04-02 | Dow Global Technologies Llc | Tetra-functional long-chain branched ethylene-based polymers |
| WO2020069362A1 (en) * | 2018-09-28 | 2020-04-02 | Dow Global Technologies Llc | Process of polymerizing tetra-functional long-chain branched polyolefin resins |
| WO2020069365A1 (en) * | 2018-09-28 | 2020-04-02 | Dow Global Technologies Llc | Tetra-functional long-chain branched ethylene-based polymers |
| WO2020069370A1 (en) * | 2018-09-28 | 2020-04-02 | Dow Global Technologies Llc | Tetra-functional long-chain branched ethylene-based polymers |
| US11912799B2 (en) | 2018-09-28 | 2024-02-27 | Dow Global Technologies Llc | Tetra-functional long-chain branched ethylene-based polymers |
| US11926685B2 (en) | 2018-09-28 | 2024-03-12 | Dow Global Technologies Llc | Tetra-functional long-chain branched ethylene-based polymers |
| US11939411B2 (en) | 2018-09-28 | 2024-03-26 | Dow Global Technologies Llc | Tetra-functional long-chain branched ethylene-based polymers |
| US12077619B2 (en) | 2018-09-28 | 2024-09-03 | Dow Global Technoloiges Llc | Process of polymerizing tetra-functional long-chain branched polyolefin resins |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101802150A (en) | 2010-08-11 |
| US8486878B2 (en) | 2013-07-16 |
| CN104212538A (en) | 2014-12-17 |
| EP2179013A4 (en) | 2012-03-21 |
| EP2179013B1 (en) | 2016-04-13 |
| US20100197540A1 (en) | 2010-08-05 |
| WO2009012214A1 (en) | 2009-01-22 |
| EP2179013A1 (en) | 2010-04-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8486878B2 (en) | Viscosity index improver for lubricant compositions | |
| US7687442B2 (en) | Low molecular weight ethylene/α-olefin interpolymer as base lubricant oils | |
| US8492322B2 (en) | Viscosity index improver for lubricant compositions | |
| US7662881B2 (en) | Viscosity index improver for lubricant compositions | |
| EP1859012B1 (en) | Low molecular weight ethylene/alpha-olefin interpolymer as base lubricant oils | |
| EP1888725B1 (en) | Viscosity index improver for lubricant compositions | |
| EP2483377B1 (en) | Additive composition for lubricating oils and lubricating oil composition | |
| JP2014065922A (en) | Ethylene-based copolymer, lubricant oil composition containing the same and manufacturing method thereof | |
| JP6386134B2 (en) | Ethylene-based copolymer composition as viscosity modifier and method for producing the same | |
| JP2011528041A (en) | Ethylene / α-olefin interpolymers containing low crystallinity hard blocks | |
| CN101321853A (en) | Viscosity index improver for lubricant compositions | |
| CN104080825A (en) | Polymer compositions having improved porperties as viscosity index improvers and use thereof in lubricating oils | |
| KR20070118087A (en) | Low molecular weight ethylene/alpha-olefin interpolymer as base lubricant oils | |
| KR20070118088A (en) | Viscosity index improver for lubricant compositions |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200880107189.7 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 08781796 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12668797 Country of ref document: US Ref document number: 2008781796 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |