METHOD FOR PLASMA TREATING PAPER AND CARDBOARDS
[001] The invention relates to a method for the treatment of paper, cardboard and associated fibres, in particular to a method which enables new surface characteristics of the materials mentioned above to be improved or simply obtained.
[002] Today, paper and more generally all paper materials have to be thought of and studied as intrinsically composite materials at molecular level consisting of cellulose, water, organic and inorganic
• additives .
[003] In the absence of appropriate modifications to the chemical composition, paper is a hydrophilic material because the cellulose fibre, which is the main component, is a hydrophilic polymer.
[004] Cellulose, the most important and abundant biopolymer known, is a polydispersed linear polymer composed of molecules of glucopyranose (glucose) bonded to each other by a 1-4 α-glucoside bond. Each individual unit of glucose in the polymer chain exhibits three free hydroxyl groups capable of forming intra-intermolecular bonds, which cause the cellulose molecules to aggregate into microfibrils, which exhibit highly ordered
(crystalline) or less ordered (amorphous) areas. The hydroxyl groups in the amorphous regions of the cellulose are capable of interacting with water and are responsible for the hydrophilic properties of the cellulose fibres.
[005] To modify and differentiate the different types of paper and cardboard according to the market sector and to produce water-repellent, oil-repellent or flame-retardant properties or to enhance the hydrophilic and colour and ink adhesion characteristics, adjustments are made to the fibre composition of the mix from which such paper or cardboard is produced, to the level of refining, to the process of forming and finishing the sheet of paper or cardboard (for example calendering) , by introducing suitable chemical products either directly in bulk and/or by means of surface treatments.
[006] Compared with treatment in bulk, the addition of chemical products by means of a surface treatment requires a smaller quantity of chemical reagent . However, this procedure involves higher plant costs since a coating station has to be added to the continuous process. Moreover, the surface treatment is costly in energy because of the evaporation of the water in which the chemical additive is dispersed.
[007] The above-mentioned materials are also
commonly used in the packaging industry for products in general .
[008] The packaging of a product may be defined as "in the product, everything which is not the product itself" or, in other words, any wrapping or container for containing, shipping and storing the product.
[009] The main functions of the packaging are: to ensure the integrity of the product until the time of its use (containing, transporting and mechanical protection) , to attract the consumer, to facilitate disposal after consumption in an ecologically acceptable manner, safeguarding the environment.
[0010] Packaging is generally classified in three categories :
- PRIMARY packaging or packaging for the sale (intended for the. end consumer);
- SECONDARY or multiple packaging (multipack, counter displays) ;
- TERTIARY packaging or packaging for transport.
[0011] Generally in the packaging sector, in addition to " the mechanical properties of the papers and cardboards and derivatives, the main characteristics required are resistance to the absorption of water and possibly of oil, points which we shall consider in more
detail further on.
[0012] In particular, food packaging must ensure the integrity of the product until the time of its consumption both from the point of view of taste and smell (preservation and shelf life) and of appearance (containing, transporting and mechanical protection) , and is certainly a highly challenging sector since it involves hygiene aspects which are important for safeguarding the health of the consumer.
[0013] It is therefore necessary to have packaging which does not transfer hazardous substances to the food
(for example heavy metals, PCBs) , does not impair the taste or smell but preserves freshness (modified atmosphere) .
[0014] Since it is very difficult to provide all these characteristics with a single material, the current trend is to use two or three types of primary packaging (for example paper and plastic film) or a single packaging composed of several layers of different materials so as to provide proper packaging.
[0015] Thus, one or more of the following characteristics may be required of food packaging:
- resistance to water vapour to protect dry foodstuffs from external moisture in the atmosphere;
- resistance to water vapour to protect foodstuffs which contain moisture (it is necessary to prevent the escape of water vapour which would lead to the foodstuffs drying out with consequent deterioration) ;
- resistance to water;
- resistance to fats;
- maintaining the quantity of C02 and N2 which have replaced the oxygen, in the packaging in . a modified atmosphere;
- resistance to oxidizing agents;
- protecting the foodstuff from external . odours;
- maintaining the flavours intrinsic to the foodstuff;
- protecting the foodstuff from the action of sunlight and UV radiation;
- preventing the release of organic or inorganic substances (heavy metals, PCBs) .
[0016] In the case of paper and cardboard, to obtain packaging with the characteristics cited above, materials which combine the cellulose product with plastic and/or. metal films are widely used. From the point of technology and hygiene, this may be considered a good solution, but certainly not from an ecological point of view. This is because such materials are difficult to dispose of both in terms of recycling and
in terms of energy recovery.
[0017] Innovative processes which provide papers and cardboards with the properties cited above while at the same time improving recovery of these would therefore be of great importance.
[0018] For the tissue sector, that is household papers such as for example Scottex™, paper handkerchiefs and toilet paper, it is important to increase the water absorption capacity of the material .
[0019] Currently, for the above-mentioned purpose, positively charged organic products belonging to the category of fatty acids are added in bulk (approximately 0.2%). These products weaken the inter-fibre bonds of the cellulose so as to allow better water absorption and to obtain swelling of the fibres.
[0020] The greatest problem in using these is that they compete with the resins used to make these types of paper moisture resistant. Moreover, the quantity of the additives to increase absorbency cannot be increased above certain thresholds because of operating problems with the production plant (compatibility with machinery) .
[0021] Another sector in which increased absorption is important is the sector of incontinence aids where ultra-absorbent polymers known as SAPs, which are
polyacrylate based, are added to the cellulose fluff which is the internal part of the pad designed to absorb liquid. In this case it would be desirable to replace the current outer envelope, known as tissue, produced from plastic material with micro-perforations to allow the liquid to flow towards the fluff, with a micro- perforated paper with water-repellent characteristics.
[0022] This' would solve the major problem connected with the environmental impact due to disposal of this type of product, in such widespread and increasing use.
[0023] A further sector in which paper, cardboard and derivative cellulose fibres are used is that of self- adhesive labels.
[0024] A self-adhesive label consists basically of a support or backing which is first siliconized and then treated with adhesive, and then laminated with another material which represents the actual surface on which the label will then be printed.
[0025] During the conventional lamination process, the adhesive is transferred from the anti-adhesive support to the front, that is the label itself.
[0026] The papers which constitute the backing are generally very smooth papers, and therefore in this case a particularly suitable paper support must be produced. Alternatively, papers joined (laminated) with films of
polymer (for example polyethylene) , glazed papers or polymer films are used.
[0027] The front, the label which is removed from the backing, may consist of glazed paper, metallized or laminated papers, plastic films or heavily sized papers since they must have good water resistance.
[0028] In addition, as already stated previously, cellulose is a highly crystalline polymer, relatively inert during chemical treatment and soluble only in a few solvents. The most common solvents are copper ethylene diamine (CED) , and cadmium ethylene diamine (Cadoxen) , while among those less well-known mention may be made of N-methylmorpholine, the N-oxide of nitrogen and dimethlyformamide chloride.
[0029] As is known, all the above chemical solvents are potentially toxic and have a high environmental impact and are consequently problematic to use.
[0030] Despite this, a great deal of study has been devoted to modifying cellulose chemically, making it react with other chemical products and modifying its chemical and functional properties.
[0031] For example, the grafting of a synthetic polymer to the cellulose is certainly one of the methods studied and is important because it enables a material to be produced combining the properties of the original
polymers. The grafting reaction is generally carried out in a heterogeneous gas-solid or liquid-solid system in which the solid cellulose polymer is brought into contact with a monomer in gaseous or liquid phase . It is clear that the monomer will react both with the cellulose and with itself to form the polymer. The grafting can also be carried out in homogeneous conditions - and therefore with solvents capable of solubilizing cellulose. In the majority of cases, the polymerization reaction is a radical reaction.
[0032] Another route is to produce a polymer mix. In this case too, however, as it is not possible to melt the cellulose, it is necessary to use solvents capable of solubilizing both the cellulose and the synthetic polymer .
[0033] There are numerous functional properties which can be produced in the above-mentioned materials, some of which moreover have already been referred to previously.
[0034] In what follows, these will be analysed in greater detail with reference to the difficulties in obtaining them using currently available techniques.
[0035] In the case where it is desired to obtain water-repellent papers, for example, the roughness characteristics (smoothness) and porosity of the surface
are particularly important since they affect the absorption properties.
[0036] Currently, to improve water resistance, papers known as "sized" papers are produced by adding to the initial mix additives such as for example diketenes, alkyl succinic anhydrides, PACs (poly-aluminium chlorides) . Alternatively, the same products, dispersed in an aqueous solution, may be spread on the surface, with additional plant and energy costs.
[0037] However, with these treatments which provide for the chemical additive to be added in significant percentages (up to 5% by weight) , perfect water repellence is not achieved and furthermore, in the case of treatment in bulk, it is not possible to distinguish one side of the final product from the other. Finally, the problem of recovering and disposing of these additives from the paper mill water has to be addressed.
[0038] Alternatively, complete water-repellence can be obtained, by joining a water-repellent plastic film to the paper.
[0039] It is also possible to obtain properties which are the opposite of those just set out, namely hydrophilia and wettability.
[0040] As mentioned above with reference to tissue, to increase hydrophilia, positively charged organic
products belonging to the category of fatty acids are added in bulk (approximately 0.2% by weight). These products weaken the inter-fibre bonds of the cellulose so as to allow better absorption of the water and to obtain swelling of the fibres. Alternatively, as in the case of incontinence aids, ultra-absorbent polymers are added.
[0041] Oil-repellent properties are added in the known technology by directly adjusting the formation of the sheet and/or with surface treatments using fluorinated products and/or by means of bulk treatments (addition of a chemical product to the mix from which the sheet is obtained) .
[0042] In fact, by refining the fibre to a high degree, a sheet of paper known as parchment is obtained, and this is more compact and therefore less porous and smoother. Parchment undergoes a process of very heavy calendering which enhances its properties of smoothness and low porosity. These papers show good resistance to fats and this can be improved by means of treatment in sulphuric acid known as the parchmentization process.
[0043] A further property of considerable importance is represented by the barrier to gases (for example water vapour, C02 and N2) which is usually obtained using plastic and/or metal films. In the case of paper
and cardboard, widespread use is made of multi-layer or joined materials which combine the cellulose product with plastic and/or metal films .
[0044] In addition to the main properties mentioned above typical of paper, cardboard and pulp for paper and derivatives, there are other very important properties especially for more particular applications.
[0045] These properties comprise for example adhesion to bio-polymers, synthetic polymers, inks, colours and resins.
[0046] In some cases these properties may be obtained using conventional methods, that is by means of chemical reactions or surface treatments (glazing, coating) .
[0047] Moreover, mention may be made of other characteristics aimed at various sectors of use such as properties of mould-resistance, waterproofing of the paper after colouring, biodegradability, resistance to oxidizing agents and various problems connected with hydrophilic coatings, water-protective coatings, ptotective coatings, metallizing and de-inking of the paper, improving de-inking by means of modifications to the paper before printing, protection of the product from the action of sunlight and UV radiation, radicalization and polymerization with monomers, barrier films for vapours or gases, reactions of grafting
synthetic polymers to the cellulose.
[0048] As regards methods of removing the ink from the sheets of paper (de-inking process) , pulping of the paper is the main method used for complete reuse of the fibres. Currently, a crucial point in de-inking is the size of the ink particles adsorbed on the sheet. Other important points for de-inking relate to the chemical structure (composition) of the fibres and the type of ink, whether liquid (ink jet printers) or solid (photocopies, laser printers) . Currently, the main mechanism for de-inking paper originating from cellulose fibres is rolling-up followed by solubilizing of the ink particles. Alternatively, enzyme or chemical/enzyme systems are being developed which provide for the use of 0.2% surfactants and enzymes such as amilase and endogluconase . In all these cases, de-inking is always partial and substantial use of solvents is involved.
[0049] In general, it is a known practice to use plasma for treating various types of materials in order to obtain particular structural and functional characteristics which cannot be obtained with conventional chemical methods set out above .
[0050] In this connection, experiments have been carried out to evaluate the possibility of using plasma in the treatment of paper, cardboard and the fibres used
in the paper industry as an alternative procedure to some of the above-mentioned treatments.
[0051] In fact, plasma treatment would avoid or at least reduce the use of large quantities of water and also of compounds which are polluting and harmful to health.
[0052] On the other hand, it should be stressed that often the use of plasma according to current methods does not lead to advantageous results compared with the results obtained using conventional techniques.
[0053] Consequently, there is a keenly felt need to supply a method for the treating of paper which avoids or in any case considerably reduces the use of chemical substances in the above steps in the treatment of paper materials and, at the same time, is at least as effective as the methods of the known technology.
[0054] . The problem addressed by the invention is therefore to devise a method for the treatment of paper, cardboard and associated fibres which offers characteristics such as to satisfy the above-mentioned requirements and at the same time obviating the numerous disadvantages exhibited by the methods for treating these materials using the known techniques mentioned above, and also to find an alternative method to some of the above-mentioned treatments.
[0055] This problem is solved by a method of treatment in accordance with the appended claims .
[0056] Other characteristics and advantages of the method for treating paper, cardboard and associated fibres according to the present invention will become clear from the description given below.
[0057] It has been observed that paper, cardboard and the fibres used in the paper-making process, when placed in contact with plasma or when placed in a low pressure chamber, give off gases of various types, or degas, from their surface .
[0058] In particular, it has been seen that bombardment with the more energetic species, such as the charged species produced by a plasma, cause on the surface a reaction of degassing of residual water vapours and gases coming either from the surface or from the body of the material . This degassing occurs mainly due to -the effect of chemical etching (breaking of bonds in the surface caused by the plasma and degassing of the volatile substances or gases) or due to the effect of the variation in the surface energy, or due to the effect. of heating of the surface.
[0059] Following numerous experiments, it has been found surprisingly that the above-mentioned emission or transpiration of gases interferes considerably with the
plasma treatment.
[0060] Consequently, in accordance with the invention, the method for working card, cardboard and associated fibres comprises at least one step of treatment with cold plasma in which during this step of plasma treatment the emission of gas from the surface of said paper, cardboard or associated fibres is controlled from time to time, depending on the type, of materials and the particular conditions of treatment, so that it does not substantially affect the plasma treatment.
[0061] According to a first form of embodiment of the invention, the above-mentioned method comprises successively or simultaneously a step of removing the gases adsorbed on the surface of said paper, cardboard and associated fibres and a step of plasma treatment of this surface.
[0062] In particular, the removal step may be performed by subjecting the substrate to be treated to a high vacuum in order to obtain a pressure less than or equal to 10~2 mbar per cm3/sec inside the treatment chamber, preferably less than 10"4 mbar cm3/sec, still more preferably less than 5xl0~5 mbar cm3/sec.
[0063] In other words, independently of the device used for the step" of removal under high vacuum, or for example independently of the dimensions of the vacuum
chamber or the type of pump used to produce the various levels of high vacuum, when the pressure registered inside the treatment chamber reaches the above-mentioned values, it is then considered that the gases adsorbed by the surface of the substrate have been sufficiently removed to" ensure subsequent and effective plasma treatment .
[0064] Alternatively, said step of removal of the gases may be carried out by causing the treatment gas, during application of the plasma, to flow tangentially to the surface to be treated so as to "wash" the surface, that is remove the gases adsorbed on the surface. This is because the tangential flow of the gas, since it carries molecules and charges as explained previously, has the effect of removing the gases from the surface of the materials to be treated, clearing them away.
[0065] In this way, the times for which the gases degassed from the surface of the materials treated are stationary are substantially reduced and the surface is made to interact more effectively with the plasma.
[0066] According to a further form of embodiment of the invention, the emission of gas from the surface of the above-mentioned materials, that is the above- mentioned phenomenon of degassing, may be controlled by
using a plasma source which generates substantially neutral particles .
[0067] The neutral particles have a contrary effect compared with the charged particles described above. The reason is that, precisely because of the substantial absence of charge, these particles do not remove the gases adsorbed by the surface of the materials to be treated, but prevent or at least reduce detachment of the gases so that they cannot adversely affect the plasma treatment .
[0068] An example of this further form of embodiment of the invention is the use of a plasma source modulated in power. For example, by modulating the amplitude of the power of the source it is possible to strike and extinguish the plasma so as to minimize the flows of charged particles onto the surface of the substrate. In other words, by producing a plasma for short periods, comprised between lOμs and 10ms, and extinguishing the plasma for times comprised between lOμs and Is, it is possible to maximize the production of the neutral radical species and minimize those charges which produce chemical etching and therefore degassing. In fact, in the phase in .which there is plasma, both the charged species and the neutral species including the radical ones are present, while in the extinction phase, the
charged particles recombine and are neutralized almost instantaneously. The neutral particles, on the contrary, survive for longer times (the recombination times are longer) . This method is important for greatly limiting the degassing phenomenon and above all when it is wished to implement processes which involve the radical species rather than the charged species .
[0069] By working in accordance with any one of the methods just described, it has surprisingly been observed that it is possible to obtain treatment results which are better and effective, and in any case more advantageous from the point of view of the economy of the procedure compared with those which can be obtained using the known technology or simply to impart new important properties and above all properties which last in time, that is which are permanent, with reproducible processes.
[0070] • The step of plasma treatment of the paper, cardboard and associated fibres can be carried out with all noble gases, preferably helium, argon, neon or a mixture of these with air or oxygen or hydrogen, inert gases such as nitrogen, for example and mixtures of these, fluorinated gases chosen from the group of fluorocarbons in particular CF4 and CFC, WF6, XeF2, provided that it is not SF6 already known from patent
application PCT/IT02/00335, hydrocarbons, C02, hydrogen, compounds of silicon, silanes, siloxanes and organosilanes, compounds of chlorine, acrylates, vinyl monomers, chloromethylsilane, metals and also corresponding mixtures or polymers.
[0071] Moreover, the treatment may be carried out by also using the above gases in . liquid solution provided that the respective vapour tensions are greater compared with the plasma production pressure.
[0072] In particular, it is possible to prepare in a suitable container a liquid solution in which the above- mentioned gases are dissolved, using very well known techniques, and to connect said container to the treatment chamber in such a way that the gases dissolved in said solution can be released in said chamber when their vapour tension is greater than the pressure at which the plasma is produced.
[0073] Alternatively, when the liquid solution has a lower vapour tension compared with the plasma production pressure (for example at atmospheric pressure) the solution is then vaporized in aerosol form.
[0074] The plasma used for treatment of the paper, cardboard and associated fibres, according to the invention is a cold plasma, that is the temperature of the total mass of gas in the plasma phase is of the same
order as ambient temperature.
[0075] The cold plasma may be produced at pressures comprised between 10"4 mbar and 100 mbar, or under vacuum as defined in the present description, or at pressures greater than 100 mbar and less than or equal to 2 atm, or of the order of the atmospheric pressure as defined in the present description.
[0076] The plasma may be generated using various electromagnetic sources, that is sources of various frequencies and various geometries. The power emitted by the sources may be modulated in amplitude and/or in frequency so as to control, for example minimize or maximize, the local density of charged species on the surface of the specimen and then to select the type of treatment to be carried out depending on requirements or preferences, and at the same time control the phenomenon of degassing of the surface.
[0077] As well as being dependent on degassing, the physical-chemical processes which take place on the surface of the paper, cardboard and associated fibres also depend on the plasma parameters and the electrical potential values assumed by the specimen relative to the plasma potential, that is by the electric fields in the vicinity of the specimen. The electric fields produce currents of positive or negative electrical charges
which interact with the substrate by bombarding it or simply charging it electrically. These electric fields may be controlled by polarizing the support of the specimen (or the specimen itself) , or by placing the specimen in the ion sheath which is created in the vicinity of the antenna, which assumes negative electrical potential values of some hundreds of volts
(from 0 to 800) in a spatial region of a few millimetres
(from 1 to 10mm) . This method is adopted preferably for producing physical and chemical etching with the aim of cleaning the surface, removing the deposits, modifying the surface roughness and activating the surface.
[0078] In any case, the variations in the parameters of the plasma just mentioned can be produced by a person skilled in the art once the operating conditions and the result which it is wished to obtain are specified.
[0079] Conversely, when it is wished to carry out the processes with neutral species, to produce grafting or deposits, rather than with charged species, the power of the source is modulated in amplitude, so as to pulse the plasma over short periods and minimize the flows of charges compared with those of the neutral species.
[0080] This last procedure is moreover particularly advantageous in the case in which it is desired to minimize the degassing phenomenon as far as possible, as
explained previously.
[0081] However, said processes do not depend absolutely on the type of source. Nevertheless, at pressures between 10"4 mbar and 1 mbar it is preferable to use low frequency and radiofrequency electromagnetic sources, while at pressures of 10 to 100 mbar the plasma is generated more easily with a microwave source . Plasmas with a pressure of the order of atmospheric pressure are generated at low frequency or with microwaves or with ultraviolet rays, or with continuous discharges .
[0082] As regards the plasma parameters, these are imposed by so-called discharge parameters, or by the parameters of the source such as, for example, the electrical power which is comprised between 0.1 /cm2 and 50 W/cm2, the geometry of the source which produces the plasma (capacitive, inductive , source) , the frequencies of the electromagnetic radiation used to produce the plasma and the residual vacuum inside the chamber in which the treatment is carried out. The vacuum in turn also depends on the level of residual humidity and on the degassing of the paper, cardboard and associated fibres, that is on the flows of volatile substances which escape from the materials and on the degassing of the internal structures which compose the
reactor.
[0083] In this connection it is preferable, before the plasma treatment, to carry out a step which comprises pre-drying of the material followed by degassing of the material under vacuum. After this, production of the plasma should preferably take place in pulsed mode, if it is wished to reduce further the degassing flows due to the bombardment of the species of the plasma on the surface.
[0084] Moreover, in particularly preferred conditions, the flows of the gas must be tangent to the substrate, to "wash" the gases degassed during the process of the surface.
[0085] In some cases for example when thick and/or spongy materials have to be treated, it is advantageous also to maintain the substrate at a temperature below 70°C, preferably less than or equal to ambient temperature, to create differences in temperature and pressure between the plasma and the substrate, that is differences between the pressures of the substrate and of the plasma so as to promote orientation of the flows towards the substrate when treatment is required or, conversely, away from the substrate when it is wished to promote degassing before the plasma treatment .
[0086] The cold plasma which is generated is
characterized by parameters such as an electron density comprised between 108 cm"3 and 1013 cm"3 and electron temperatures of 0.04 eV to 15 eV or mean thermal energy calculated as (ekBT/m)12 (e=l,9xl0"19 C, kB=l, 38xl0"23 J/K, m= 9,lxl0"31 kg, T absolute temperature in Kelvin), while the ions and neutral particles are at temperatures of the order of ambient temperature and the ion density may. vary from 108 cm"3 to 1013 cm"3.
[0087] . The treatment with the above-mentioned type of plasma advantageously does not cause heat damage to the paper, cardboard and associated fibres.
[0088] Depending on the type of surface modification process which it is wished to apply, it is then possible to vary the position of the specimen relative to the plasma source: (a) the specimen may be located in the diffuse plasma region mounted on a floating support; (b) the specimen is mounted on a metal support which is polarized to some tens of volts (up to 100 V) negative or positive to promote ion bombardment on its surface; (c) the specimen is positioned in the ion sheath which is created close to the plasma source; (d) the specimen is set in motion so that the treatment can be made homogeneous .
[0089] The treatment time for the paper, cardboard and associated fibres in a cold plasma generally does
not exceed 20 minutes, preferably is less than 15 minutes, still more preferably is less than 5 minutes.
[0090] In general, said treatment is carried out under vacuum or at atmospheric pressure.
(A) Under vacuum
[0091] Under vacuum, the cold plasma is produced in chambers containing gases at pressure values which may vary between 10"4 mbar and 100 mbar.
[0092] In particular, the above-mentioned type of plasma under vacuum may be used according to discontinuous, continuous and semi-continuous methods and using the roll-to-roll method.
Discontinuous method
[0093] The discontinuous method provides for a first and a second step in which in the first step the specimen is placed in a chamber which is evacuated to pressures lower than that of the gas used. In the case where the gas is air present inside the chamber, said air is evacuated to create a vacuum down to the pressure value at which the plasma treatment is carried out.
[0094] However, in the case where the gas is not air, after substantially complete evacuation of the air present inside said chamber, the gas used is introduced into the chamber.
[0095] This phase is essential if it is wished to have pure gas inside the process chamber and to achieve proper degassing of the substrate, as will be specified later, before applying the following plasma step.
[0096] In the second step, the plasma is produced and the plasma treatment carried out . In some cases the method comprises a third treatment step, in which immediately after or during the plasma treatment, the specimen is made to interact with gases of various types, such as for example polymer gases or polymers in the gaseous phase .
[0097] Alternatively, degassing is done by making the gas flow tangentially to the specimen and/or pulsing the plasma. In particular, the action of flushing with pulsed plasma causes an optimum synergistic effect from the point of view of the results .
[0098] The plasma may be produced using various electromagnetic sources, that is with sources of various frequencies. The process operating conditions are controlled by measuring the plasma parameters and the physical-chemical properties of the specimens.
[0099] Treatment times are less than 20 minutes and the treatment may be repeated several times .
[00100] Moreover, after every treatment the paper, cardboard and associated fibres may be left for various
lengths of time in an atmosphere of air or inert or active gas and then subjected to another treatment with the same gas or a different gas.
Semi-continuous method
[00101] Generally, the semi-continuous method is preferred for limited quantities of material, or pieces or manufactured items of paper and cardboard or fibres used in the paper industry.
[00102] According to the semi-continuous method, an installation composed of a plurality of chambers may be used, for example a loading and evacuation chamber, the next one for plasma treatment, and the last for evacuation and unloading of the material . The chambers may be connected by connecting passages (ducts) open or isolated by vacuum valves. Once the material is loaded into the first chamber, in rolls or pieces, the chamber is closed and evacuated to pressures less than or equal to the treatment pressures so that degassing of the surface of the material can also be obtained, this degassing being of the first importance. This step also enables a kind of surface cleaning process to be obtained, especially if operated with dry gases, that is gases having no moisture, and inert gases.
[00103] When this evacuation has taken place, the material is transferred to the treatment chamber which
is at a pressure higher than or equal to that of the adjacent chamber, where the plasma is produced.
[00104] In this way, the environment in which the treatment is carried out is not contaminated by the residual gases produced during the step of evacuation and degassing of the material .
[00105] Alternatively, to avoid such contamination, guards or intermediate spaces are provided between the adjacent chambers capable of isolating the chambers.
[00106] It is stressed again that the problem of degassing may be advantageously solved by pulsing the plasma and/or causing gas to flow onto the surface and/or applying a dry . gas treatment in the chamber preceding the one where the plasma is produced.
[00107] In the plasma chamber, the material is treated and, after the treatment which lasts less than 20 minutes, is transferred to the evacuation and unloading chamber which is at a lower pressure than the treatment pressure. Here the material may also once again be kept in an atmosphere of gas other than air. Then the evacuation and unloading chamber is opened and the material is unloaded.
[00108] After the unloading step, this last chamber is again evacuated and the cycle is repeated.
[00109] If the treatments are different, that is with different gases, or the treatments are cyclic, the material may be treated either in a single chamber or in a system of a plurality of treatment chambers. These chambers are intermediate between the loading and evacuation chamber and the evacuation and unloading chamber. Or, in cyclic treatments, the material may be left in suitable chambers and then be treated again.
This method may be used for fibres used in the paper industry, pieces of paper and cardboards, manufactured items of paper and cardboard. It must be stressed that during the treatment in the plasma chamber, the manufactured items or fibres may be set in motion so as to make the treatment homogeneous.
Continuous method
[00110] The continuous method may be carried out using various procedures which are given below.
Roll-to-roll system
[00111] The roll-to-roll system applies preferably to paper and cardboard materials which can be rolled.
[00112] The system in question is a system of rolling and unrolling in a process chamber isolated from the surrounding environment. The roll-to-roll treatment takes place in a low pressure chamber in which the paper is unrolled and drawn into the plasma for the process
and then rolled up again inside the vacuum chamber. This system is constituted by a vacuum chamber which can be evacuated by means of a pumping system and in which a flow of gas at the desired pressure can be maintained. In the front region of the vacuum chamber it is possible to produce an electrical discharge and generate a plasma, using as source an antenna powered by a transmission system, for example a radiofrequency or microwave system, or simply by static or low frequency electric fields. The systems for producing a' plasma are similar to those described previously.
Continuous air-vacuum-air system
[00113] The continuous process may take place in a treatment chamber in which paper materials are drawn continuously into said chamber from the outside through seals which improve the sealing between the ambient pressure and the vacuum in the chamber. In this configuration, the material enters and exits through the seals and the process takes place continuously. A vacuum plant of this type must provide various pumping chambers to obtain the vacuum.
[00114] This technique may be applied "to any of the above-mentioned materials and for any intended use and may be carried out with any cold plasma reactor, with the aim of improving or modifying the surface
characteristics without impairing the bulk characteristics obtained with the previous working operations, and also the natural characteristics intrinsic to the materials themselves.
[00115] Independently of the system adopted, in a cold plasma environment the bulk physical, mechanical and performance characteristics remain unchanged. The effect of the plasma treatment is in fact limited mainly to the contact area constituted by the surface of the material and the result of the process involves depths which vary from 1 nanometre to 1 micrometre.
(B) At atmospheric pressure
[00116] The cold plasma produced at atmospheric pressure may preferably be of the corona type. In this case, the plasma is produced at low frequency or at a frequency comprised between 1 and 200 kHz, at a pressure around atmospheric pressure as specified previously, between two conducting electrodes or one conductor and one dielectric or two dielectrics, or two conductors coated with dielectric.
[00117] With the above-mentioned type of cold plasma, produced with gases such as air, inert gases and noble gases, also in mixtures with the above-mentioned gases, the paper, cardboard and associated fibres are placed at a distance from the electrodes which varies from 0.2 cm
to 3 cm. The specimen may move with respect to the source using the system such as the roll-to-roll described above at variable speeds, and also the treatment time can be varied as desired.
[00118] In this system the paper, cardboard and associated fibres are treated continuously by moving under the electrode used to produce the plasma and the treatment time is less than one second because the power levels of a corona system are higher than those operated at low pressure and the paper, cardboard and associated fibres might be damaged.
[00119] The power levels used may for example be of the order of 300 W for a length of 20 cm of paper, while the pressure is close to atmospheric pressure, or within the interval specified previously. Before or during ■ the treatment, the surface of the material is cleaned (and degassed) with inert gas or dry air or undergoes a preliminary drying process .
[00120] Typically the speeds of the material are between 1 m/minute and 100 m/minute, the power is comprised between 50 W and 2 kW and the frequencies are comprised between 1kHz and 200 kHz.
[00121] Moreover, the corona dose (defined as D= nP/v/ES, where n is the number of treatments, P is the electrical power, v is the speed of the substrate, Es is
the length of the discharge) is generally comprised between 1 and 30 W minute/m2 while the treatment time for a single treatment is between 1/100 s and 5/10 s.
[00122] The material may be treated from one to a plurality of times, though for times of less than a second each time so as to avoid the damage mentioned above. After or during the treatment, the materials may be covered with gases of various types, that is other than air. In this case, the corona treatment is carried out in a controlled atmosphere chamber and the gas is made to flow near the electrodes or by means of the electrode itself.
[00123] As stated previously, the method for working paper, cardboard and associated fibres comprises at least one step of treatment with cold plasma in which during said plasma treatment step the emission of gas from the surface of said paper, cardboard and associated fibres is controlled from time to time, depending on the type of materials and particular conditions of treatment, so that it does. not significantly affect the plasma treatment.
[00124] As stated previously, the gas emissions may be controlled by subjecting the specimen to be treated to a high vacuum before the plasma step.
[00125] In particular, the degassing flow may be
controlled by applying a pressure equal to or less than 10"2 mbar, preferably equal to or less than 10"4 mbar, still more preferably equal to or less than 5xl0"5 mbar.
[00126] Alternatively, when it is not wished to apply a high vacuum (for example because the material might be damaged, or to reduce process times, or to operate in a suitably economical reactor) , it is possible to control the degassing phenomenon during the actual treatment of the paper, cardboard and associated fibres with the plasma by adopting the following methods :
a) causing the process gas to flow tangentially to the surface of the paper, cardboard and associated fibres so that it may be "washed" by this gas and/or
b) modulating the plasma source, as explained above, to minimize as far as possible the phenomenon of degassing of the specimen.
[00127] With these two methods, alternatives or used together, it is possible to treat the materials without necessarily having to control the degassing phenomenon by using vacuum pressures of less than 10"4 mbar.
[00128] These two methods therefore are advantageous compared with the use of a system which operates under very high vacuum, since the pumping system would in any case be dimensioned for vacuums of 10"2-10"3 mbar instead of lower than 10"4 mbar, with appreciable cost savings.
[00129] In some cases, for example where it is wished to give the surface of the paper, cardboard or associated fibres characteristics of water repellence, oil repellence and hydrophilia, the treatments carried out using the known technology may simply be replaced completely by the method according to the invention.
[00130] In any case, the treatment with plasma is carried out before any of the steps of working the paper, or cardboard following the drying step, while for the fibres, the treatment is applied before and after the steps which involve the use of water or other solvents .
[00131] This technique may be applied to any type of paper, cardboard and associated fibres and for any intended use and can be carried out with any cold plasma reactor, with the aim of improving or modifying the surface characteristics without impairing the bulk characteristics obtained with the previous working operations, or the natural characteristics intrinsic to the paper, cardboard or associated fibres.
[00132] More specifically, in a cold plasma environment, the physical, mechanical and volume performance characteristics remain unchanged. This is because the effect of the plasma treatment is limited mainly to the contact area constituted by the surface of
the material and the result of the process involves depths which vary from 1 nanometre to 1 micrometre.
[00133] In general, the plasma . treatment step may preferably comprise the following steps individually or in any combination: :
a) removal of the layers of material closest to the surface (ETCHING) ;
b) surface insertions and . grafts of atoms or chemical groups (GRAFTING) in which the continuous influx of reactive components produced in the plasma promotes absorption of these within the surface of the material to be treated, promoting the insertion of functional groups on the surface of the material, that is producing chemical bonds between the reactive components in the plasma and those belonging to the surface;
c) depositing a thin film, for example of metals, polymers, organic and inorganic material oh the surface of the material;
d) activation of the surface by means of breakage of chemical bonds and the generation of free radicals at the surface to be used subsequently for the formation of chemical bonds, including covalent bonds with molecules of various types, including organic molecules;
e) formation of new bonds on the surface of said
materials without the supply of reactive components of the plasma (cross-linking) ;
f) radical activation of the carbon-hydrogen bond not activated on the fibres and consequent reaction with organic molecules or polymers .
[00134] The method of treating the material comprises a step of applying the plasma to the surface of the material in order to improve it or provide it with new properties. In particular, the advantages of the method of working according . to the invention compared with conventional surface treatment may be summarized as follows :
- produces surfaces with novel and exclusive properties, or improves these properties;
- implements these processes with a method having a low environmental impact :
- quantities of chemical products added less .than those used in conventional processes. The reason is that this process involves few surface layers at a molecular level of the order of tens of nanometres up to a maximum of a few microns;
- energy advantage; this is a dry process, and therefore it is not necessary to use water or expend energy to evaporate the water and/or any other solvents;
- ecological advantage; the process does not produce waste or emissions, makes the fibres easier to recycle because negligible quantities of chemical additives are used, and also reduces water consumption because it is a dry process which makes for a reduced water cycle.
[00135] Given below are some procedures and respective examples of embodiment of the invention given purely by way of information and non-limiting example. These examples of application of the plasma have been implemented experimentally. In any case, variations of the treatment in order to bring it up to an industrial scale are within the scope of a person skilled in the art .
I) Procedure for obtaining an increase in the wettability and hydrophilia of the paper, cardboard and fibres by means of cold plasma treatment
[00136] By means of said procedure it is possible to obtain an increase in the wettability of the materials, or reduce the contact angle, and it is possible to increase the hydrophilia, that is increase water absorption.
[00137] Various types of plasma may be used for said procedure, including plasmas of noble gases, inert gases and, preferably, oxygen, air, chlorine, ammonia, fluorinated gases mentioned above, hydrogen, nitrogen,
argon, helium, neon and mixtures of these.
[00138] In the case where a plasma produced under vacuum is used, the gas of which is represented by air, the material treatment chamber is evacuated so as to obtain pressures comprised between 0.1 and 2 mbar.
[00139] It should be noted that, in the case where other gases are used, the treatment chamber is evacuated so as to obtain pressures lower than the pressure at which the treatment is carried out and, consequently, to achieve adequate control of degassing. The chamber is then filled with gas and the plasma generated, for example with a radiofrequency electromagnetic source, at a pressure comprised between 0.01 and 20 mbar, preferably comprised between 0.1 and 2 mbar, still more preferably between 0.2 mbar and 0.8 mbar and at an electron temperature comprised between 0.1 eV and 20 eV, preferably comprised between 1 eV and 15 eV, still more preferably between 2 eV and 10 eV.
[00140] The power used per unit of surface is comprised between 0.1 W/cm2 and 50 W/cm2, preferably between 1 W/cm2 and 10 W/cm2.
[00141] The plasma is applied to the surface of the material for times of less than 15 minutes, preferably less than 10 minutes, still more preferably between 30 seconds and 5 minutes.
[00142] To evaluate the increase in hydrophilia, the breakdown time of a drop of water was calculated, that is the time after which the 20 μl drop of water loses its shape and spreads over the surface of the material without yet being absorbed, and its absorption time on the surface of the material .
[00143] When the plasma used is a plasma with oxygen or air, the breakdown time of a drop of water changes for example from 1 minute, in the case of paper not treated with plasma, to less than 1 second in the case of plasma treatment according to the invention, while the actual absorption time for a drop of water decreases from 5 minutes to less than 1 second.
[00144] A similar effect is obtained with nitrogen, argon, helium and more generally with inert and noble gases.
[00145] The duration of the hydrophilia effects may in some cases be limited in time. Therefore, in the case where this process is used before the step of dyeing or coating, it may be necessary for the subsequent steps of re-wetting or dyeing or spreading to be carried out within the next two weeks .
[00146] Moreover, it should be noted that the reduction in the absorption and breakdown time for the water drop is also obtained with a microwave plasma at
higher pressures, up to 200 mbar, or with a low frequency plasma, or again with a corona plasma at atmospheric pressure. In this last case, treatment times are very greatly reduced even to less than a few seconds .
[00147] Consequently, it may be necessary to treat the material several times to obtain the same effect as that obtained with the plasma under vacuum.
[00148] In the case where mixtures of gases containing oxygen, chlorine or C02 are used, the increase in hydrophilia also increases because of the grafting of hydrophilic groups onto the surface of the material.
These groups are also important for controlling the chemical affinity of the surface of the paper to colours or finishing layers, as will be explained below. In any case, an atmospheric pressure or low pressure plant may be used.
[00149] A further advantage offered by the plasma treatment lies in the fact that the contact angle decreases substantially. In particular, the contact angle is a parameter used in the industry to evaluate the wettability of a surface: the lower its value, the greater the wettability.
[00150] In what follows, some specific examples of treatment of materials are given in the case where the
paper, cardboard and fibres used in the paper industry subsequently have to undergo the step of dyeing or the •step of finishing or other enhancing treatments.
Example 1
Material: printing paper
Residual pressure (after degassing): 5xl0"3 mbar
Type of gas : air under vacuum
Pressure: 0.1 mbar
Distance of the specimen from the antenna: 5 cm
Duration of treatment: 2 minutes
Results:
time to absorb a drop of water 1 second (2 minutes for material not treated according to the invention)
breakdown time for a drop of water 1 second (30 seconds for material not treated according to the invention)
Example 2
Treatment with corona plasma comprising flushing
Material : notebook paper
Type of gas : air
Treatment pressure: approximately 1 bar
Duration of treatment : 0.1 seconds repeated 5 times
Results:
time to absorb a drop of water 10 seconds (10 minutes for material not treated according to the invention) ,
breakdown time for a drop of water less than 1 second
(1 minute for material not treated according to the invention) . Moreover, the drop of water spreads immediately over the treated specimen, extending over a larger area of about three times that occupied by a drop on the untreated sheet of paper.
II) Procedure for increasing and/or controlling the affinity of the surface of the paper, cardboard and fibres used in the paper industry with respect to resins or colours
[00151] As described in the introductory section of this description, it is of considerable importance to optimize the affinity of the surface of the material with respect to resins (adhesivity to resins) and colours .
[00152] To this end, the use of the plasma treatment according to the invention enables the surface of the material to be activated by breaking the chemical bonds and generating free radicals and the roughness of the surface to be modified.
[00153] A specimen of material is treated both with a plasma produced with a radiofrequency source under
vacuum and with a plasma at atmospheric pressure.
[00154] The plasma is created with gases such as for example electronegative gases, oxygen, C02, air, and with chlorine, hydrogen, ammonia, inert gases, noble gases, inert gases and mixtures of these.
[00155] Preferably the specimen is mounted on a movable support placed in a chamber in which a vacuum is created to lower pressures compared with that of the plasma treatment which is less than 20 mbar. Next, the chamber is filled with gas to pressures which vary from 0.01 mbar to 20 mbar, preferably between 0.1 and 10 mbar, still more preferably between 0.2 and 3 mbar and the plasma is generated with a radiofrequency source for times of less than 15 minutes, preferably less than 10 minutes, still more preferably between 30 seconds and 5 minutes .
[00156] As regards the power, the values specified previously are applicable in this procedure.
[00157] Alternatively, a corona plasma is used with treatment at atmospheric pressure with gas such as air, noble gases or inert gases for a time of less than one second repeated up to a maximum of 20 times.
[00158] With the procedure just described, it is possible advantageously to promote adhesivity to resins and metals, and also to control and optimize the
affinity of the material to the colour which it is wished to use, at the same time preventing said colour from being fixed in the surface in a sudden and uneven manner.
[00159] As regards the increase in adhesivity, this is also due to a change in the morphology of the surface: in fact the adhesion surface area for the resins may increase up to 3 times after the plasma treatment.
[00160] Moreover, the above-mentioned method increases the permanence of the colour on the paper, that is it gives better fixing and stability in time of the colour compared with those obtained using the methods of the known technology.
[00161] It is also possible to insert on the surface functional groups such as alcohols (for example OH) , carbonyls (for example CO) , carboxyls (for example -COOH) and amines (-NH2) capable of bonding with various types of colours. A further advantage offered by the method for the treatment of material comprising the application of a plasma according to the invention lies in the fact that it is possible to obtain excellent uniformity of distribution of the resins and covering deposits of various kinds.
Ill) Procedure for the cleaning of cleaning the surface of the paper, cardboard, and fibres used in the paper
industry
[00162] This method may be applied to facilitate recycling of the paper for example to facilitate or obtain de-inking of the paper to be recycled or to facilitate the removal of resins or chemical films from the surface.
[00163] The method for treatment of the paper, cardboard and fibres used in the paper industry comprising the application of plasma according to the invention may also be used for cleaning the surface of the paper, cardboard and fibres used in the paper industry.
[00164] In particular, it is possible to remove surface layers with a thickness of up to 10 microns.
[00165] In that case, gases such as, for example, noble gases, inert gases preferably including nitrogen, oxygen, air, chlorine, ammonia, hydrogen, fluorinated gases and mixtures of these may be used.
[00166] The plasma may be of the vacuum type or of the atmospheric pressure type.
[00167] In accordance with a preferred form of embodiment, the above-mentioned surface cleaning of the material may be carried out with a plasma under vacuum at a pressure comprised between 10"4 mbar and 20 mbar,
for a time of less than 20 minutes, preferably less than 10 minutes and still more preferably between 30 seconds and 5 minutes . As for the procedure described previously, in this case too the power to be used corresponds to that specified in the more general part of the present description.
[00168] Alternatively, with the use of corona plasmas with air or noble gases or mixtures of air . and noble gases at a pressure of the order of atmospheric pressure, the treatment time is reduced to no more than a few seconds and the surface is surprisingly uniform and hydrophilic.
[00169] The quantity of material removed is kept under control and is below 20 percent of the total weight.
[00170] In this process, cleaning is carried out by bombardment of the active species onto the surface and thus the processes involved are primarily those of physical and chemical etching. These processes also enhance the wettability of the paper and therefore facilitate the subsequent stage of wetting or de-inking or removal of protective films, even for conventional recycling.
[00171] This method may also be used in any case to remove resins from the surface of the paper.
[00172] As regards the problem of de-inking, using the
plasma technology it would be possible for this operation to be carried out upstream through modification of the properties of the sheet, for example by increasing the surface pores .
[00173] In this case, where physical etching, that is the removal of nanometric layers or portions (from 1 nm to 10 μm) of the surface, is required, it is necessary to accelerate the charged particles, both positive and negative ions, towards the specimen. To achieve this, the specimen is polarized to positive or negative potentials relative to the plasma potential.
IV) Procedure for making paper, cardboard and fibres used in the paper industry water-repellent
[00174] A further use of the method for treating the paper, cardboard and fibres used in the paper industry comprising application of the cold plasma according to the invention lies in obtaining a water-repellent effect on the surface of the paper, cardboard and fibres used in the paper industry.
[00175] In particular, the plasma treatment may . be carried out by means of fluorinated gases in general, such as the fluorocarbons including for example CF4, CFC, or NF3 and WF6, compounds of silicon, silane and siloxanes, organosilanes such as hexamethyldisiloxane, hydrocarbons and mixtures of these . .
[00176] It has been seen that fluorocarbons and compounds of silicon, silane and siloxanes may be deposited to form a film on the surface of the paper, cardboard and fibres used in the paper industry so as to create said water-repellent effect.
[00177] These polymer films, the thickness of which may vary from 1 nm to 10 microns, may be removed from the surface of the paper, cardboard and fibres used in the paper industry with loss of water-repellence. Therefore it is necessary for the thickness of these deposits to be optimized. This varies from specimen to specimen, since it depends on the roughness and capillarity of the specimen. Moreover it is important, in order for the deposit to have proper adhesion, to have a stable and clean surface, that is a surface in which degassing is particularly controlled and that it is activated at the same time.
[00178] To this end, for some highly hydrophilic specimens, a preliminary treatment of plasma activation with a noble or inert gas or hydrogen is carried out .
[00179] In the case where fluorinated gases such as NF3, WF6 and mixtures of these with hydrogen or noble gas are used instead, the surface of the material is covered with fluorine radicals which are grafted to form stable and lasting bonds but without forming a film.
[00180] In the event that organosilanes are used, such as for example hexamethyldisiloxane, a film of the Si02 type of variable thickness is created on the surface.
[00181] The method of obtaining water-repellence is implemented preferably with fluorocarbons, or with gases which allow numerous fluorine-carbon bonds to form, and with organosilanes and mixtures of these. The pressure is comprised between 0.1 and 10 mbar, preferably between 0.2 mbar and 5 mbar, still more preferably between 0.2 mbar and 3 mbar. The electron plasma density is approximately 108 cm"3 while the ion plasma density reaches the value of 1011 cm"3.
[00182] Treatment time is less than 15 minutes, is preferably less than 10 minutes and still more preferably less than 5 minutes and the power corresponds to that specified previously.
[00183] The residual pressure when CF4 is used is preferably between 3xl0"6 mbar and 5xl0"5 mbar. The distances of the specimen from the antenna may be between 5 cm and 7.5 cm. When organosilanes are used, the residual pressure is between 2xl0"3 mbar and 8xl0"3 mbar and the distance of the specimen from the antenna is between 3 cm and 6 cm.
[00184] The specimen of material may also be mounted on a movable support and placed in the chamber which is
evacuated to pressures below that of the process gas, that is lower than the treatment pressure. Next, the chamber containing the specimen is filled with gas and the plasma is generated using a radiofrequency or low pressure source.
[00185] The water repellent effect on the paper, cardboard and fibres used in the paper industry does not depend on the source with which the plasma is produced and it can be obtained with radiofrequency, microwave or low frequency sources or with corona plasmas at a pressure of the order of atmospheric pressure, which contain numerous fluorine radicals or radicals originating from organosilanes. However, the effectiveness and duration of the effect on the surface improves when the process uses a fluorinated gas which contains CF4 and mixtures of this, hexamethyldisiloxane and mixtures of this, preferably with oxygen or air.
[00186] Moreover, because of the versatile character of the process, it can be applied to make the surface of paper, cardboard and fibres used in the paper industry water-repellent. In fact, their exposed-fibre structure and high absorption capacity make it difficult using conventional technology to obtain water resistant surfaces with good colour fastness to the water drop.
[00187] Subsequently to the control of the flows of
gas due to the degassing of the surface, the water- repellent effect is permanent in time.
[00188] A description will now be given in detail of some preferred examples of embodiment of the procedure for obtaining water repellence of the card, cardboard and fibres used in the paper industry according to the invention.
Examples with organosilanes
[00189] The pressure at which the specimens are treated with pure hexamethyldisiloxane gas is comprised between P=0.1 mbar and P=10.0 mbar, preferably between P=0.4 mbar and P=5 mbar, more preferably ' between P=0.6 mbar and P=3mbar; the plasma treatment times are less than 10 minutes, preferably under 5 minutes and still more preferably under 3 minutes. The power levels are comprised between 0.1 W/cm2 and 20 W/cm2, preferably between 1 W/cm2 and 10 W/cm2, still more preferably between lW/cm2 and 5 W/cm2. For all types of paper, the plasma treatments with organosilanes and mixtures of these with oxygen show absorption times for a 20 μl water drop of more than 100 minutes (100 minutes is the time for which evaporation of the entire drop of water occurs, and therefore the drop of water evaporates) against absorption times which may vary between 0 seconds (for absorbent paper) to some minutes.
[00190] The roll-off angle is reduced to 10°. There are no traces of marks left by the drop of water such as swelling of the surface. The reduction in the roll-off angle means that a drop of water can slide far more easily. This process is useful for making paper, cardboard and the fibres used in the paper industry water-repellent without varying the taste and smell properties obtained with the previous treatments, and ensuring that they are lasting.
[00191] With organosilanes, the deposits on the surface are less than one μm, preferably between lOnm and lOOnm. Moreover, gas permeability tests demonstrate that permeability to water vapour and oxygen is reduced.
[00192] Some specific examples are given below. It is pointed out that the gas used for all the examples is represented by hexamethyldisiloxane.
Example 1
Material : absorbent paper
Treatment conditions: pressure = 0.5 mbar, mean distance from the antenna = 5. cm, RF (radiofrequency) power = 10 W, treatment time = 3 min, residual pressure of the gases escaping from the surface of the materials treated = 6 10"3 mbar.
[00193] The specimen not treated, referred to as
"untreated material", has a Cobb60 value of 860 g/m2.
[00194] The Cobb measurement is taken as follows. The specimen is placed in a cell (the base of the specimen holder is clamped onto the paper so as to prevent the escape of liquid from the base) and is covered with a layer of water 1 era in depth, for a specified time
(60s) . After the specified time, the cell is emptied by pouring out, the specimen is extracted from the cell, quickly dried with absorbent paper to remove the unabsorbed water, and the specimen is weighed. The result is expressed in grams of water absorbed per square metre of surface of the material. It is obtained as the difference between the weight of the specimen after and before exposure to water.
[00195] The untreated material has an H20 absorption time of 0 s, that is it is hydrophilic. On the untreated material, it is not possible to measure of the roll-off angle or the contact angle because the drop of water is absorbed immediately.
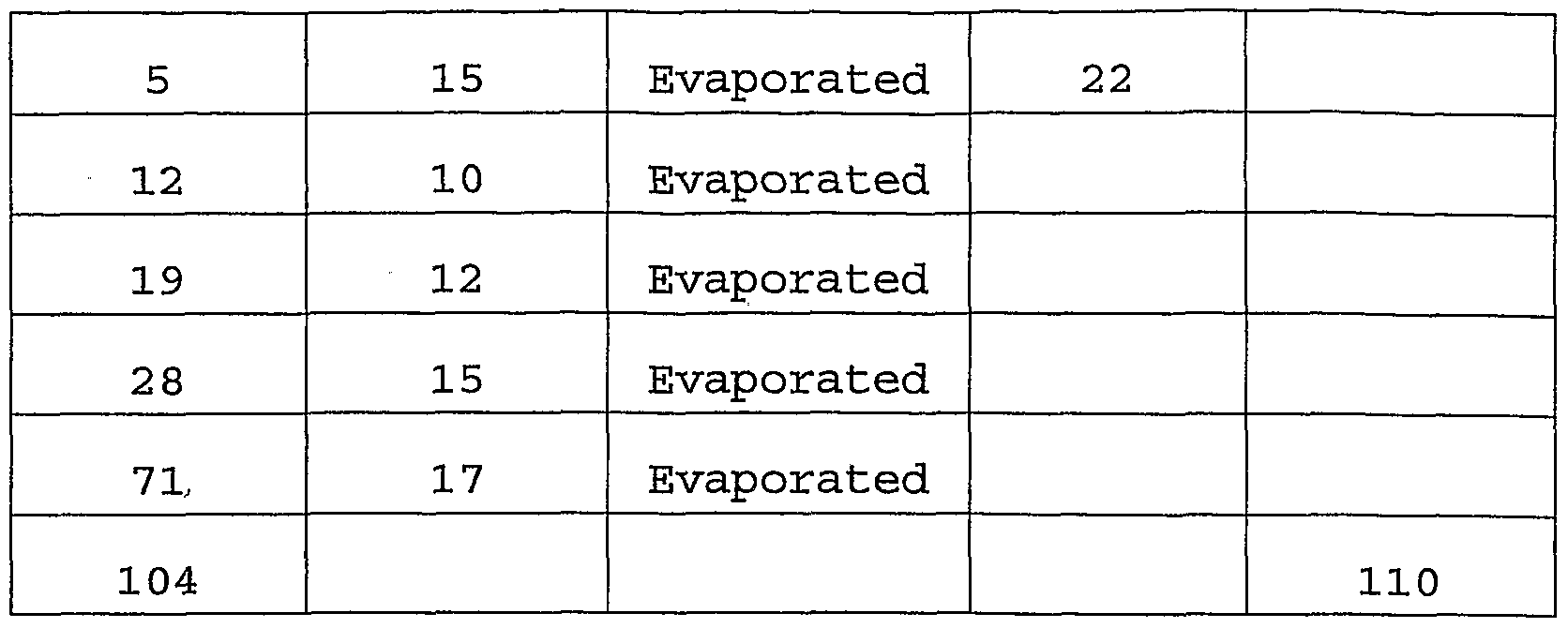
[00196] The results after the treatment according to the invention are given in the following table where the time to absorb a 20 μl drop of water is given in minutes, the roll-off angle and the contact angle of a 20 μl drop of water after 60 seconds are in degrees, the time in the first column is defined as the time interval
following the plasma treatment (ageing time) and is measured in days .
TABLE 1
[00197] The specimen underwent ageing tests in an oven with a first stage at 50 degrees with a 100% humidity level for two hours and a second stage at 50 degrees. The Cobb, contact angle, roll-off, and water drop absorption analyses carried out after the ageing tests gave the same values as those given in the table. In other words, the water-repellent effect remains unchanged and persists both in time and after the ageing tests.
Example 2
Material : absorbent paper
Treatment conditions: Pressure = 1 mbar, mean distance from the antenna = 5.0 cm RF power = 25 W, treatment time = 1 minute and 30 seconds, residual pressure = 6 10"3 mbar.
[00198] The untreated material has an H20 absorption time of 2 s (it is hydrophilic) .
[00199] On the untreated material, it is not possible to measure the roll-off angle or the contact angle because the drop of water is absorbed immediately. The results are given in the following table
TABLE 2
[00200] The values in the table remain unchanged even after the oven treatment, that is after the ageing process described above.
Example 3
Material : specimen of thin A-paper
Treatment conditions: pressure = 1 mbar, antenna distance = 5. cm, RF power = 25 W, treatment time = 1 min and 30 seconds, residual pressure = 3 10"3 mbar.
[00201] The untreated material has an H20 absorption time of 15 s.
[00202] On the untreated material it is not possible to measure the roll-off angle or the contact .angle because the drop of water is absorbed immediately. The results are given in the following table .
TABLE 3
[00203] The specimen underwent ageing tests like the previous specimen and after ageing the water-repellent properties remained unchanged.
Example 4
Material: hospital card (cardboard for packaging)
Treatment conditions : Pressure = 1 mbar, antenna distance = 5.0 cm, RF power = 25 W, treatment time = 1 min and 30 seconds, residual pressure = 6 10"3 mbar.
[00204] The untreated material has an H20 absorption time value of 30 s. The Cobb value on the untreated material is 279.8 g/m2.
[00205] On the untreated material it is not possible to measure the roll-off angle or the contact angle because the drop of water is absorbed immediately. The results are given in the table below.
[00206] TABLE 4
[00207] The values in the table remain unchanged even after the oven treatment, that is after the ageing process.
TESTS TO DETERMINE THE RATE OF TRANSMISSION OF WATER VAPOUR OR PERMEABILITY TO WATER VAPOUR
[00208] To measure permeability to water vapour, the following procedure is used. In an aluminium container, with a suitable rubber seal and a screw cover, 25 ml of distilled water is introduced, heated to 23 ± 2 °C in a conditioned chamber. The rubber seal is arranged and above this is a test piece with a diameter of 58 + 0.5 mm, previously conditioned for 24 hours in an environment with a temperature of 23 ±2 °C and relative humidity of 50 ± 5%, with the treated face towards the surface of the water. The test piece is then clamped against the seal with the threaded cover having on top a hole with an area equal to 1000 mm2. The assembly thus prepared is weighed (mi) and is placed in a dryer containing silica gel, coloured with an indicator, previously dried for 24 h at 100 °C and conditioned for 24 h at 23 ±2 °C with the dryer closed. After 24 hours, the container is removed and weighed again (m2) . The difference in weight mι-m2 gives the amount of water passing in the form of vapour through the free area of the test piece, that is 1000 mm2 of surface area. Throughout the test, the drier must remain in an environment at 23 ±2 °C. The rate of transmission of the water vapour expressed in grams per square metre in 24 h, is then given by 1000 (mι-m2) .
[00209] The results of the permeability measurements are given here by way of example for a specimen of absorbent paper.
Permeability for the untreated material : 850 g/m2
Permeability for the plasma treated material: 110 g/m2
Examples with gas CF4
Example 1
Material: absorbent paper (CF4) -specimen L40
Treatment conditions: Pressure = 0.8 mbar, antenna distance = 7.5 cm, RF power = 80 W, treatment time = 2 min, residual pressure = 1.5 10"6 mbar.
[00210] The untreated material has a Cobb6o value of
860g/m2. [00211] The untreated material has an H20 absorption time of 0 s .
[00212] On the untreated material it is not possible to measure the roll-off or contact angle because the drop of water is absorbed immediately. TABLE 5
Example 2
Material: brown card (CF4) -specimen C4 Treatment conditions: Pressure = 0.8 mbar, antenna distance = 7.5 cm, RF power = 80 W, treatment time = 2 min, residual pressure = 2.5 10"5 mbar. [00213] The untreated material has a Cobb60 value of 118 g/m2.
[00214] The untreated material has an H20 absorption time of 90 s.
[00215] The untreated material has a roll-off angle value of 26° . TABLE6
Example 3
Material: hospital card (CF4)- OSPl
Treatment conditions: Pressure = 0.8 mbar, antenna distance = 7.5 cm, RF power = 80 W, treatment time = 2 min, residual pressure = 5 10"7 mbar.
[00216] The untreated material has an H20 absorption time of 180 s.
[00217] The untreated material has a roll-off value of
34. TABLE 7
Example 4
Material: thin paper (CF4)
Treatment conditions : Pressure = 0.8 mbar, antenna distance = 7.5 cm, RF power = 80 W, treatment time = 2 min, residual pressure = 5 10~7 mbar.
[00218] The untreated material has an H20 absorption time of 15 s.
[00219] The untreated material has a roll-off value of 34. TABLE 8
[00220] The deposits obtained with organosilanes and fluorocarbons also have properties of the barrier film type for water vapour and for gas .
[00221] Moreover, the use of polymers or bio-polymers in the gaseous phase, during or after plasma treatment with inert or noble gas, or air, enables the surface to be made water-repellent.
V) Procedure for making the surface of paper, cardboard and fibres used in the paper industry oil-repellent
[00222] The procedure for making the surface of paper, cardboard and fibres used in the paper industry oil- repellent is substantially identical to that just
described above with reference to the water-repellence procedure. Consequently, the operating conditions are exactly those already described and no further examples will be given here.
[00223] To evaluate the degree of oil-repellence, the kit test is used. The kit test is a completely conventional analysis which is applied to the specimen to evaluate the degree of oil-repellence. It is carried out by placing a drop of a mixture on the surface for 15 seconds and evaluating the penetration on the other side of the paper. For paper, various grades of oil- repellence are defined, ranging from 1 to 12, 12 being the highest grade of oil-repellence. The untreated materials have a kit test grade of zero.
[00224] Using CF4 gas and under the same conditions described in example 2 described above, oil-repellence of the order of 5/6 (5: 200 ml of mixture is composed of 120 ml ricin oil, 40 ml of toluene, 40 ml of N-heptane; 6: 200 ml of mixture is composed of 100 ml of ricin oil, 50 ml of toluene, 50 ml of N-heptane) .
[00225] Using organosilane, grade 1 oil-repellence is obtained (1: 200 ml of mixture of ricin oil). An oil- repellent grade of 5/6 was obtained for various types of paper.
[00226] The applications of the above-mentioned
procedure comprise paper and cardboard and fibres used in the paper industry such as, for example, paper for solid or liquid foodstuffs.
VI) Procedure for grafting and depositing polymers, organic and inorganic material and metals on the surface of paper and cardboard
[00227] The applications of said procedure comprise generation of a barrier film on the surface, water- repellent surfaces, or flame-retardant, anti-static, or bio-compatible surfaces. Moreover, other characteristics may be cited intended for various sectors of use such as waterproofing the paper after colouring, resistance to oxidizing agents, protective coatings, metallizing, improved de-inking by means of modifications to the paper before printing, protecting the product from the action of sunlight and UV radiation, polymerizing with monomers, barrier films for vapours or gases, grafting synthetic polymers onto the cellulose, biodegradable deposits.
[00228] The paper and cardboard used in the paper industry may be given numerous other properties using the method according to the invention.
[00229] The methods for obtaining a deposit or grafting are the following taken individually or in any combination:
- producing a plasma of the substance which it is wished to deposit (for example see process IV) ;
- activating the surface with a gas plasma, an inert gas for example, (procedure II) and then causing the substrate to interact with the substance in the gaseous phase, with or without plasma in the same containing chamber;
- operating successive cycles of methods a) or b) with a pulsed source: in this way the surface is activated (method a) with the charges coming from the substance, method b) with inert gas) , and immediately after extinction of the plasma the substrate interacts with the substance activated (in method a) ) , or not activated (in method b) ) ;
- activating the surface with plasma as in procedure II and applying the deposit using conventional methods .
[00230] The plasma may at the same time activate the surface during the depositing process (method a) ) , or the depositing step may be preceded by that of activation according to procedure II) and carrying out cyclic processes (method c) ) in which the specimen undergoes plasma activation and immediately or during activation the surface is covered with gas, the molecules of which (for example monomers or radicals) are grafted and/or deposited onto the surface.
[00231] For example, it is possible to obtain flame- retardant properties by using directly any method described previously with a gas mixture with phosphorus
(methods a) or b) or c) ) . Alternatively, it is possible to prepare the surface of the paper or cardboard using method 2) and then applying a flame-retardant surface layer according to the usual finishing methods (method d)).
[00232] Similarly, the anti-static properties of the paper or cardboard may be improved by using in particular plasma with metals, or chloromethylsilane, or hydrocarbons such as methane, for example.
[00233] It is possible to produce barrier films to protect the food product from the action of light or UV radiation. For example, Parma ham under the action of sunlight and in the presence of oxygen tends to oxidize some of the aminoacids which contribute to its taste and smell and conversely with a film forming a barrier to radiation and oxygen it is possible to reduce or prevent oxydizing.
[00234] Similarly, barrier films are produced for organic substances of various kinds, useful for example in a food package which contains liquid, for example cartons containing fruit juices, wine, milk; these packages must not release organic substances of which
they are composed.
[00235] In addition, deposits of organic and inorganic materials on the surface of the paper or cardboard may be obtained with a cold plasma containing acrylates,. vinyl monomers, fluorocarbons, dilanes, siloxanes, organosilanes, saturated hydrocarbons and mixtures of these (method a) ) . Alternatively, it is possible to activate the surface according to procedure II) and then deposit in the gaseous phase and under vacuum polymers of various types and chemical substances of various types, some of them used in conventional treatments
(method b) or c) ) . Liquid substances at standard pressure may be used in the gaseous phase under vacuum provided that the vapour tension is of the order of or greater than that of the vacuum chamber.
[00236] Preferably, the pressures vary from 0.1 mbar to 20 mbar, more preferably from 0.2 mbar to 5 mbar, still more preferably between 0.3 mbar and 3 mbar.
[00237] The thicknesses of the layers may be varied: for treatments of a few minutes, deposits of a few tens of nm are produced, while for treatments of some tens of minutes, deposits of more than a micron are produced.
[00238] Special effects may be produced by creating areas which are hydrophilic to a greater or lesser degree and have varying degrees of affinity to the
colour to create designs on the paper, cardboard or metallized areas.
[00239] These effects may be obtained with a cold plasma by activating the surface locally or depositing material with a localized plasma, for example with a plasma pencil with a small diameter source (cylindrical or spherical) mounted on a movable support, which is moved.
[00240] The treatments described above may also be obtained with a corona discharge, by means of methods a) b) or c) or d) , at atmospheric pressure which contains mixtures of the gases mentioned above with noble or inert gases or air. For example in a noble gas or inert gas atmosphere or air it is possible, during (method a) ) or after the corona treatment (method b) or c) ) to cause organosilanes such as hexamethyldisiloxane, in gaseous phase, to flow directly from the electrodes or in areas close to them, onto the surface of the substrate or of the fibres so as to deposit and/or graft it onto them. This last method is important for depositing on and/or grafting onto the surface groups of various types including hydrophobic and hydrophilic groups, and/or groups with properties of affinity for specific substances, and/or with specific properties, for example anti-bacterial, anti-mould, antistatic, flame-retardant,
bio-compatible, providing barrier films or films protecting against e/m radiation. Finally deposits, conventional and non-conventional, may be applied successively, in the gaseous phase as well as the liquid or solid phase, as for method d) ) .
[00241] As can be appreciated from the description given, the method of treating paper, cardboard and fibres used in the paper industry comprising the application of plasma to the surface of said paper, cardboard and fibres used in the paper industry according to the invention meets the requirements referred to in the introductory part of this description and at the same time overcomes the disadvantages exhibited by the methods of treatment of the known technology.
[00242] Clearly, a person skilled in the art, for the purpose of meeting incidental and specific requirements, will be able to make numerous changes and produce numerous variants to the method described above, without thereby departing from the scope of the invention as defined in the following claims.