WO2004033793A2 - Fabric crepe process for making absorbent sheet - Google Patents
Fabric crepe process for making absorbent sheet Download PDFInfo
- Publication number
- WO2004033793A2 WO2004033793A2 PCT/US2003/031418 US0331418W WO2004033793A2 WO 2004033793 A2 WO2004033793 A2 WO 2004033793A2 US 0331418 W US0331418 W US 0331418W WO 2004033793 A2 WO2004033793 A2 WO 2004033793A2
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- web
- creping
- percent
- belt
- stretch
- Prior art date
Links
Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/14—Making cellulose wadding, filter or blotting paper
- D21F11/145—Making cellulose wadding, filter or blotting paper including a through-drying process
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/006—Making patterned paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/14—Making cellulose wadding, filter or blotting paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H25/00—After-treatment of paper not provided for in groups D21H17/00 - D21H23/00
- D21H25/005—Mechanical treatment
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H21/00—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties
- D21H21/14—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties characterised by function or properties in or on the paper
- D21H21/18—Reinforcing agents
- D21H21/20—Wet strength agents
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/30—Multi-ply
- D21H27/40—Multi-ply at least one of the sheets being non-planar, e.g. crêped
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24355—Continuous and nonuniform or irregular surface on layer or component [e.g., roofing, etc.]
- Y10T428/24446—Wrinkled, creased, crinkled or creped
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24355—Continuous and nonuniform or irregular surface on layer or component [e.g., roofing, etc.]
- Y10T428/24446—Wrinkled, creased, crinkled or creped
- Y10T428/24455—Paper
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
Definitions
- the present invention relates generally to papermaking processes for making absorbent sheet and more particularly to a method of making belt-creped absorbent cellulosic sheet by way of compactively dewatering a papermaking furnish to form a nascent web having a generally random apparent distribution of papermaking fiber; applying the dewatered web to a translating transfer surface moving at a first speed; belt-creping the web from the transfer surface at a consistency of from about 30 to about 60 percent utilizing a patterned creping belt, the creping step occurring under pressure in a belt creping nip defined between the transfer surface and the creping belt wherein the belt is traveling at a second speed slower than the speed of said transfer surface.
- the belt pattern, nip pressure, other nip parameters, velocity delta and web consistency are selected such that the web is creped from the surface and redistributed on the creping belt to form a web with a reticulum having a plurality of interconnected regions of different local basis weights including at least (i) a plurality of fiber enriched pileated regions of high local basis weight, interconnected by way of (ii) a plurality of lower local basis weight linking regions whose fiber orientation is biased toward the direction between pileated regions spanned by the linking portions of the web.
- the process produces an absorbent product of relatively high bulk and absorbency as compared with conventional compactively dewatered products and which products exhibit unique mechanical properties as hereinafter described. Background
- Methods of making paper tissue, towel, and the like are well known, including various features such as Yankee drying, throughdrying, fabric creping, dry creping, wet creping and so forth.
- Conventional wet pressing processes have certain advantages over conventional through-air drying processes including: (1) lower energy costs associated with the mechanical removal of water rather than transpiration drying with hot air; and (2) higher production speeds which are more readily achieved with processes which utilize wet pressing to form a web.
- through-air drying processes have become the method of choice for new capital investment, particularly for the production of soft, bulky, premium quality tissue and towel products.
- Fabric creping has been employed in connection with papermaking processes which include mechanical or compactive dewatering of the paper web as a means to influence product properties. See, United States Patent Nos. 4,689,119 and 4,551,199 of Weldon; 4,849,054 of Klowak; and 6,287,426 of Edwards et al. Operation of fabric creping processes has been hampered by the difficulty of effectively transfering a web of high or intermediate consistency to a dryer. Further patents relating to fabric creping include the following: 4,834,838; 4,482,429 as well as 4,445,638. Note also United States Patent No. 6,350,349 to Hermans et al. which discloses wet transfer of a web from a rotating transfer surface to a fabric.
- United States Patent No. 5,503,715 to Trokhan et al. discloses a cellulosic fibrous structure having multiple regions distinguished from one another by basis weight.
- the structure is reported as having an essentially continuous high basis weight network, and discrete regions of low basis weight which circumscribe discrete regions of intermediate basis weight.
- the cellulosic fibers forming the low basis weight regions may be radially oriented relative to the centers of the regions.
- the paper may be formed by using a forming belt having zones with different flow resistances.
- the basis weight of a region of the paper is generally inversely proportional to the flow resistance of the zone of the forming belt, upon which such region was formed.
- the zones of different flow resistances provide for selectively draining a liquid carrier having suspended cellulosic fibers through the different zones of the forming belt.
- a similar structure is reported in United States Patent No. 5,935,381 also to Trokhan et al. where the features are achieved by using different fiber types.
- a method of making throughdried products is disclosed in United States Patent No. 5,607,551 to Farrington, Jr. et al. wherein uncreped, throughdried products are described.
- a stream of an aqueous suspension of papermaking fibers is deposited onto a forming fabric and partially dewatered to a consistency of about 10 percent.
- the wet web is then transferred to a transfer fabric traveling at a slower speed than the forming fabric in order to impart increased stretch into the web.
- the web is thereafter transferred to a throughdrying fabric where it is dried to a final consistency of about 95 percent or greater.
- wet-press operations wherein the webs are mechanically dewatered are preferable from an energy perspective and are more readily applied to furnishes containing recycle fiber which tends to form webs with less permeability than virgin fiber.
- a Yankee dryer can be more effectively employed because a web is transferred thereto at consistencies of 30 percent or so which enables the web to be firmly adhered for drying.
- United States Patent No. 5,851,353 to Fiscus et al. teaches a method for can drying wet webs for tissue products wherein a partially dewatered wet web is restrained between a pair of molding fabrics.
- the restrained wet web is processed over a plurality of can dryers, for example, from a consistency of about 40 percent to a consistency of at least about 70 percent.
- the sheet molding fabrics protect the web from direct contact with the can dryers and impart an impression on the web.
- United States Patent No. 5,087,324 to Awofeso et al. discloses a delaminated stratified paper towel.
- the towel includes a dense first layer of chemical fiber blend and a second layer of a bulky anfractuous fiber blend unitary with the first layer.
- the first and second layers enhance the rate of absorption and water holding capacity of the paper towel.
- the method of forming a delaminated stratified web of paper towel material includes supplying a first furnish directly to a wire and supplying a second furnish of a bulky anfractuous fiber blend directly onto the first furnish disposed on the wire. Thereafter, a web of paper towel is creped and embossed.
- wet press tissue webs used for facial tissue, bath tissue, paper towels, or the like, produced by forming the wet tissue in layers in which the second formed layer has a consistency which is significantly less than the consistency of the first formed layer.
- the resulting improvement in web formation enables uniform debonding during dry creping which, in turn, provides a significant improvement in softness and a reduction in linting.
- Wet pressed tissues made with the process according to the '554 patent are internally debonded as measured by a high void volume index. See, also, United States Patent No. 3,432,936 to Cole et al.
- the process disclosed in the '936 patent includes: forming a nascent web on a forming fabric; wet pressing the web; drying the web on a Yankee dryer; creping the web off of the Yankee dryer; and through-air drying the product; similar in many respects to the process described in United States Patent No. 4,356,059 to Hostetler.
- the present invention is. directed, in part, to a process fpr making absorbent cellulosic paper products such as basesheet for towel, tissue and the like, including compactively dewatering a nascent web followed by wet fabric or belt creping the web at an intermediate consistency of anywhere from about 30 to about 60 percent under conditions operative to redistribute an apparently random array of fibers into a web structure having a predetermined local variation in basis weight as well as fiber orientation imparted by the fabric creping step.
- the web is thereafter adhesively applied to a Yankee dryer using a creping adhesive operative to enable high speed transfer of the web of intermediate consistency such as poly(vinyl alcohol)/polyamide adhesives described hereinafter.
- the web produced by way of the invention exhibits an open interfiber microstructure resembling in many respects the microstructure of throughdried products which have not been mechanically dewatered during their formative stages, that is, below consistencies of 50 percent or so.
- the inventive products exhibit high absorbency and CD stretch, more so than conventional compactively dewatered products. Without intending to be bound by any theory, it is believed the inventive process is operative to reconfigure the interfiber structure of the compactively dewatered web to an open microstructure exhibiting elevated levels of absorbency and cross machine-direction stretch.
- the products may be made with very high machine-direction stretch which contributes to unique tactile properties.
- the CD modulus of products of the invention typically reaches a maximum value at low CD strains, less than 1% in most cases as do CWP produced products; however, the CD modulus of the inventive products is sustained at elevated values while increasing CD strain, unlike CWP products wherein CD modulus quickly decays at increasing strain as the product fails.
- a method of making a belt-creped absorbent cellulosic sheet in accordance with the invention thus includes: compactively dewatering a papermaking furnish to form a nascent web having an apparently random distribution of papermaking fiber; applying the dewatered web having the apparently random fiber distribution to a translating transfer surface moving at a first speed; belt-creping the web from the transfer surface at a consistency of from about 30 to about 60 percent utilizing a patterned creping belt, the creping step occurring under pressure in a belt creping nip defined between the transfer surface and the creping belt wherein the belt is traveling at a second speed slower than the speed of said transfer surface, the belt pattern, nip parameters, velocity delta and web consistency being selected such that the web is creped from the surface and redistributed on the creping belt to form a web with a reticulum having a plurality of interconnected regions of different local basis weights including at least (i) a plurality of fiber enriched pileated regions of high local basis weight, interconnected by way of
- integument regions of fiber whose orientation is biased toward and sometimes along the MD.
- the linking regions and integument regions are colligating regions between the fiber-enriched pileated regions as is seen particularly in the scanning electron micrographs annexed hereto.
- the plurality of fiber enriched regions and colligating regions recur in a regular pattern of interconnected fibrous regions throughout the web where the orientation bias of the fibers of the fiber enriched regions and colligating regions are different from one another.
- the fibers of the fiber enriched regions are substantially oriented in the CD, and the plurality of fiber enriched regions have a higher local basis weight than the colligating regions.
- the colligating regions consist of fibers that are substantially oriented in the MD and wherein there is a repeating pattern including a plurality of fiber enriched regions, a first plurality of colligating regions whose fiber orientation is biased toward the machine-direction, and a second plurality of colligating regions whose fiber orientation is biased toward the machine-direction but offset from the fiber orientation bias of the first plurality of colligating regions.
- at least one of the plurality of colligating regions are substantially oriented in the MD and the fiber enriched regions exhibit a plurality of U-shaped folds transverse to the machine-direction.
- the creping belt is a creping fabric provided with CD knuckles defining creping surfaces transverse to the machine- direction, such as where the distribution of the fiber enriched regions corresponds to the arrangement of CD knuckles on the creping fabric.
- the fabric backing roll urging the fabric against the transfer surface is a deformable roll, preferably one having a polymeric cover having a thickness of at least 25% of the nip length, and in some cases 50% of the nip length.
- the web generally has a CD stretch of from about 5 percent to about 20 percent with a CD stretch of from about 5 percent to about 10 percent being somewhat typical. In many preferred cases, the web has a CD stretch of from about 6 percent to about 8 percent.
- Products of the invention may be provided with MD stretch which is characteristically high.
- the web may have an MD stretch of at least about 15 percent, at least about 25 or 30 percent, at least about 40 percent, an MD stretch of at least about 55 percent or more.
- the web may have an MD stretch of at least about 75 or 80 percent in some cases.
- the web is also characterized in many embodiments by an MD/CD " tensile ratio of less than about 1.1, generally from about 0.5 to about 0.9 or from about 0.6 to about 0.8.
- Fabric creping conditions are preferably selected so that the fiber is redistributed into regions of different basis weights.
- the web is belt- creped at a consistency of from about 35 percent to about 55 percent and more preferably the web is belt-creped at a consistency of from about 40 percent to about 50 percent.
- the belt or fabric creping nip pressure is from about 20 to about 100 PLI, preferably from about 40 PLI to about 80 PLI in general and more typically the creping nip pressure is from about 50 PLI to about 70 PLI.
- a soft covered backing roll is used to press the fabric to the transfer surface in the fabric creping nip to provide a sharper creping angle, particularly on wide machines where large roll diameters are required.
- the creping belt is supported in the creping nip with a backing roll having a surface hardness of from about 20 to about 120 on the Pusey and Jones hardness scale.
- the creping belt may be supported in the creping nip with a backing roll having a surface hardness of from about 25 to about 90 on the Pusey and Jones hardness scale.
- the fabric creping nip extends typically over a distance of at least about r ⁇ " in the machine-direction with a distance of about 2" being typical.
- a method of making a fabric-creped absorbent cellulosic sheet includes: compactively dewatering a papermaking furnish to form a nascent web; applying the dewatered web to the surface of a rotating transfer cylinder rotating at a first speed such that the surface velocity of the cylinder is at least about 1000 fpm; fabric-creping the web from the transfer cylinder at a consistency of from about 30 to about 60 percent in a high impact fabric creping nip defined between the transfer cylinder and a creping fabric traveling at a second speed slower than said transfer cylinder, wherein the web is creped from the cylinder and rearranged on the creping fabric; and drying the web, wherein the web has an absorbency of at least about 5 g/g and a CD stretch of at least about 4 percent.
- the surface velocity of the transfer cylinder is at least about 2000 fpm, sometimes the surface velocity of the transfer cylinder is at least about 3000 or 4000 fpm and sometimes 6000 fpm or more.
- Preferred product attributes include those wherein the web has an absorbency of from about 5 g/g to about 12 g/g or wherein the absorbency of the web (g/g) is at least about 0.7 times the specific volume of the web (cc/g) such as wherein the absorbency of the web (g/g) is from about 0.75 to about 0.9 times the specific volume of the web cc/g).
- Absorbencies of 6 g/g, 7 g/g and 8 g/g are readily achieved in connection with compactively dewatered products by way of the invention.
- the aqueous furnish may include a wet strength resin such as a polyamide-epicholorohydrin resin as described hereinafter.
- the nascent web is typically dewatered prior to applying it to the transfer cylinder, by wet pressing it with a papermaking felt while applying the web to the transfer cylinder, optionally with a shoe press. Either of the rolls in the transfer nip could be a shoe press roll if so desired.
- Preferred processes include those where the web is dried by transferring the web from the creping belt to a drying cylinder at a consistency of from about 30 to about 60 percent, wherein the web is adhered to the drying cylinder with a hygroscopic, re-wettable adhesive adapted to secure the web to the drying cylinder; drying the web on the drying cylinder; and creping the web from the drying cylinder.
- the adhesive is a substantially non-crosslinking adhesive and includes mostly poly(vinyl alcohol) as a tacky component, but creping adhesive may include anywhere from about 10 to about 90 percent poly(vinyl alcohol) based on the resin content of the adhesive.
- the creping adhesive comprises poly(vinyl alcohol) and at least a second resin and wherein the weight ratio of poly(vinyl alcohol) to the combined weight of poly(vinyl alcohol) and the second resin is at least about 3:4; or still more preferably, wherein the creping adhesive comprises poly(vinyl alcohol) and at least a second resin and wherein the weight ratio of poly(vinyl alcohol) to the combined weight of poly(vinyl alcohol) and the second resin is at least about 5:6.
- the weight ratio of poly(vinyl alcohol) to the combined weight of poly(vinyl alcohol and the second resin is up to about 7:8 in many preferred embodiments.
- the creping adhesive consists essentially of poly(vinyl alcohol) and an amide polymer, optionally including one or more modifiers in the processes specifically described hereinafter.
- Suitable modifiers include quaternary ammonium complexes with at least one non-cyclic amide.
- Typical production speeds may be a production line speed of at least about 500 fpm, at least 1000 fpm or more as noted above.
- the step of drying the web on the drying cylinder includes drying the web with high velocity heated air impinging on the web in a drying hood about the drying cylinder.
- the impinging air has a jet velocity of from about 15,000 fpm to about 30,000 fpm such that a Yankee dryer dries the web at a rate of from about 20 (lbs. water/ft 2 -hr) to about 50 lbs. water/ft 2 -hr.
- the inventive method may be operated at an Aggregate Crepe of at least about 10 percent; at least about 20 percent; at least about 30 percent; at least about 40 percent; at least about 50, 60,70, 80 percent or more.
- Preferred products include a web of cellulosic fibers comprising: (i) a plurality of pileated fiber enriched regions of relatively high local basis weight interconnected by way of (ii) a plurality of lower local basis weight linking regions whose fiber orientation is biased along the direction between pileated regions interconnected thereby.
- a plurality of integument regions of fiber spanning the pileated regions of the web and the linking regions of the web such that the web has substantially continuous surfaces. In contrast to fibers in the linking regions, the fibers in the integument exhibit a tendency to be MD oriented.
- These products may have an absorbency of at least about 5 g/g, a CD stretch of at least about 4 percent, and an MD/CD tensile ratio of less than about 1.1 and exhibit a maximum CD modulus at a CD strain of less than 1 percent and sustain a CD modulus of at least 50 percent of its maximum CD modulus to a CD strain of at least about 4 percent.
- the absorbent web sustains a CD modulus of at least 75 percent of its peak CD modulus to a CD strain of 2 percent and has an absorbency of from about 5 g/g to about 12 g/g.
- the web defines an open mesh structure which may be impregnated with a polymeric resin, such as a curable polymeric resin.
- an absorbent sheet prepared from a papermaking furnish exhibiting an absorbency of at least about 5 g/g, a CD stretch of at least about 4 percent, and an MD/CD tensile ratio of less than about 1.1, wherein the sheet exhibits a maximum CD modulus at a CD strain of less than 1 percent and sustains a CD modulus of at least 50 percent of its maximum CD modulus to a CD strain of at least about 4 percent.
- the absorbent sheet sustains a CD modulus of at least 75 percent of its peak CD modulus to a CD strain of 2 percent and exhibits the properties noted hereinabove.
- Another aspect of the invention is directed to an absorbent sheet prepared from a papermaking furnish exhibiting an absorbency of at least about 5 g/g, a CD stretch of at least about 4 percent, an MD stretch of at least about 15 percent and an MD/CD tensile ratio of less than about 1.1.
- Still yet another aspect of the invention is directed to an absorbent sheet prepared from a papermaking furnish exhibiting an absorbency of at least about 5 g/g, a CD stretch of at least about 4 percent and an MD break modulus higher than its initial MD modulus (that is, its initial modulus peak at low strain) such as where the sheet exhibits an MD break modulus of at least about 1.5 times its initial MD modulus or wherein the sheet exhibits an MD break modulus of at least about twice its initial MD modulus.
- More preferred absorbent sheets of this invention will exhibit an absorbency of at least about 6 g/g, still more preferably at least 7 g/g and most preferably 8 g/g or more.
- the processes of the invention may be utilized to make single-ply tissue by way of: compactively dewatering a papermaking furnish to form a nascent web having a generally random apparent distribution of papermaking fiber; applying the dewatered web having the apparent random fiber distribution to a translating transfer surface moving at a first speed; belt-creping the web from the transfer surface at a consistency of from about 30 to about 60 percent utilizing a patterned creping belt, the creping step occurring under pressure in a belt creping nip defined between the transfer surface and the creping belt wherein the belt is traveling at a second speed slower than the speed of said transfer surface, the belt pattern, nip parameters, velocity delta and web consistency being selected such that the web is creped from the surface and redistributed on the creping belt to form a web with a reticulum having a plurality of interconnected regions of different local basis weights including at least (i) a plurality of fiber enriched pileated regions of high local basis weight, interconnected by way of (i
- Two or three ply tissue is similarly produced by way of: compactively dewatering a papermaking furnish to form a nascent web having a generally random apparent distribution of papermaking fiber; applying the dewatered web to a translating transfer surface moving at a first speed; belt-creping the web from the transfer surface at a consistency of from about 30 to about 60 percent utilizing a patterned creping belt, the creping step occurring under pressure in a belt creping nip defined between the transfer surface and the creping belt wherein the belt is traveling at a second speed slower than the speed of said transfer surface, the belt pattern, nip pressure, and other nip parameters, velocity delta and web consistency being selected such that the web is creped from the transfer surface and redistributed on the creping belt to form a web with a reticulum having a plurality of interconnected regions of different local basis weights including at least (i) a plurality of fiber enriched pileated regions of high local basis weight, interconnected by way of (ii) a plurality
- the two or three (n) ply tissue product has a basis weight which is less than n times the basis weight of the basesheet.
- the basesheet has an MD stretch of at least about 30% or 40% and the tissue product has an MD stretch of less than 30% or the tissue product has an MD stretch of less than 20%.
- the single and multi-ply tissue products exhibit unique tactile properties not seen in connection with conventionally produced absorbent sheet; in preferred cases these products are calendered.
- CWP tissues As the caliper is increased at a given basis weight, there comes a point at which softness inevitably deteriorates.
- Tissue products of the invention may be made with 12-ply caliper basis weight ratios of greater than 95, say between 95 and 120 or more than 120 without perceptible softness loss.
- the inventive process is practiced on a three-fabric machine and uses a forming roll provided with vacuum.
- Figure 1 is a photomicrograph (8x) of an open mesh web manufactured in accordance with the present invention including a plurality of high basis weight regions linked by lower basis weight regions extending therebetween.
- Figure 2 is a photomicrograph showing enlarged detail (32x) of the web of
- Figure 3 is a photomicrograph (8x) showing the open mesh web of Figure 1 placed on the creping fabric used to manufacture the web;
- Figure 4 is a photomicrograph showing a web of the invention having a basis weight of 19 lbs/ream produced with a 17% Fabric Crepe;
- Figure 5 is a photomicrograph showing a web of the invention having a basis weight of 19 lbs/ream produced with a 40% Fabric Crepe;
- Figure 6 is a photomicrograph showing a web of the invention having a basis weight of 27 lbs/ream produced with a 28% Fabric Crepe;
- Figure 7 is a surface image (10X) of an absorbent sheet of the invention, indicating areas where samples for surface and section SEMs were taken;
- Figures 8-10 are surface SEMs of a sample of material taken from the sheet seen in Figure 7;
- Figures 11 and 12 are SEMs of the sheet shown in Figure 7 in section across the MD;
- Figures 13 and 14 are SEMs of the sheet shown in Figure 7 in section along the MD;
- Figures 15 and 16 are SEMs of the sheet shown in Figure 7 in section also along the MD;
- Figures 17 and 18 are SEMs of the sheet shown in Figure 7 in section across the MD;
- Figure 19 is a schematic diagram of a papermachine layout for practicing the present invention.
- Figure 20 is a schematic diagram of another papermachine layout for practicing the present invention.
- Figures 21, 22 and 23 are schematic diagrams illustrating additional improvements to papermachines for practicing the present invention.
- Figures 24 and 25 are plots of absorbency versus specific volume for products of the invention as well as representative data for other products;
- Figure 26 is a plot of GMT and MD/CD Tensile Ratio vs. Fabric Crepe Ratio
- Figure 27 is a plot of SAT Capacity and Caliper vs. Crepe Ratio
- Figure 28 is a plot of Caliper vs. Crepe Ratio for various furnishes and fabric backing (creping) rolls;
- Figure 29 is a plot of SAT Capacity vs. Fabric Crepe Ratio for various furnishes and backing (creping) rolls;
- Figure 30 is a plot of Specific SAT (g/g) vs. Fabric Crepe Ratio for various furnishes and backing (creping) rolls;
- Figure 31 is a plot of GM Break Modulus vs. Fabric Crepe Ratio for various furnishes and backing (creping) rolls;
- Figure 32 is a plot of MD Stretch vs. Fabric Crepe Ratio for various furnishes, creping fabrics and backing (creping) roll permutations;
- Figures 33 and 34 are cross-section photomicrographs of a conventional wet- pressed web along the machine-direction and cross-direction, respectively;
- Figures 35 and 36 are cross-section photomicrographs of a conventional thorughdried web along the machine-direction and cross-direction, respectively;
- Figures 37 and 38 are cross-section photomicrographs along the machine- direction and cross-direction, respectively, of a high impact fabric creped web of the invention
- Figure 39 is a photomicrograph of the surface of a conventional throughdried sheet
- Figure 40 is a photomicrograph of the surface of a high impact fabric creped sheet prepared in accordance with the invention
- Figure 41 is a photomicrograph of the surface of a conventional wet- pressed sheet
- Figures 42, 43 and 44 include plots of applied stress versus CD strain and modulus versus CD strain for absorbent sheet of the invention and conventional wet-pressed sheet;
- Figures 45, 46 and 47 include plots of applied stress versus CD strain and modulus versus CD strain for another absorbent sheet of the invention and conventional throughdried sheet;
- Figures 48 and 49 include plots of applied stress versus MD strain and modulus versus MD strain for various sheets of the invention.
- Figures 50, 51 and 52 include plots of applied stress versus MD strain and modulus versus MD strain for various products of the invention of relatively lower stretch at break values and conventional wet-pressed products and throughdried products;
- Figures 53, 54 and 55 include plots of applied force versus MD strain and modulus versus MD strain for various products of the invention of relatively higher stretch at break values and conventional wet-pressed products and throughdried products.
- Figure 1 is a photomicrograph of a very low basis weight, open mesh web 1 having a plurality of relatively high basis weight pileated regions 2 interconnected by a plurality of lower basis weight linking regions 3.
- the cellulosic fibers of linking regions 3 have orientation which is biased along the direction as to which they extend between pileated regions 2, as is perhaps best seen in the enlarged view of Figure 2.
- the orientation and variation in local basis weight is surprising in view of the fact that the nascent web has an apparent random fiber orientation when formed and is transferred largely undisturbed to a transfer surface prior to being wet-creped therefrom.
- the imparted ordered structure is distinctly seen at extremely low basis weights where web 1 has open portions 4 and is thus an open mesh structure.
- Figure 3 shows a web together with the creping fabric 5 upon which the fibers were redistributed in a wet-creping nip after generally random formation to a consistency of 40-50 percent or so prior to creping from the transfer cylinder.
- the ordered structure of the products of the invention is likewise seen when basis weight is increased where integument regions of fiber 6 span the pileated and linking regions as is seen in Figures 4 through 6 so that a sheet 7 is provided with substantially continuous surfaces as is seen particularly in Figures 4 and 6, where the darker regions are lower in basis weight while the almost solid white regions are relatively compressed fiber.
- Figures 4 through 6 Figures 4 through 6.
- Figures 4 and 5 both show 19 lb sheet; however, the pattern in terms of variation in basis weight is more prominent in Figure 5 because the Fabric Crepe was much higher (40% vs. 17%).
- Figure 6 shows a higher basis weight web (27 lb) at 28% crepe where the pileated, linking and integument regions are all prominent.
- Figure 7 is a photomicrograph (10X) showing a cellulosic web of the present invention from which a series of samples were prepared and scanning electron micrographs (SEMs) made to further show the fiber structure.
- SEMs scanning electron micrographs
- FIG. 7 On the left of Figure 7 there is shown a surface area from which the SEM surface images 8, 9 and 10 were prepared. It is seen in these SEMs that the fibers of the linking regions have orientation biased along their direction between pileated regions as was noted earlier in connection with the photomicrographs. It is further seen in Figures 8, 9 and 10 that the integument regions formed have a fiber orientation along the machine-direction. The feature is illustrated rather strikingly in Figures 11 and 12.
- Figures 11 and 12 are views along line XS-A of Figure 7, in section. It is seen especially at 200 magnification ( Figure 12) that the fibers are oriented toward the viewing plane, or machine-direction, inasmuch as the majority of the fibers were cut when the sample was sectioned.
- Figures 13 and 14, a section along line XS-B of the sample of Figure 7, shows fewer cut fibers especially at the middle portions of the photomicrographs, again showing an MD orientation bias in these areas.
- Figures 15 and 16 are SEMs of a section of the sample of Figure 7 along line XS-C. It is seen in these Figures that the pileated regions (left side) are "stacked up" to a higher local basis weight. Moreover, it is seen in the SEM of Figure 16 that a large number of fibers have been cut in the pileated region (left) showing reorientation of the fibers in this area in a direction transverse to the MD, in this case along the CD. Also noteworthy is that the number of fiber ends observed diminishes as one moves from left to right, indicating orientation toward the MD as one moves away from the pileated regions.
- Figures 17 and 18 are SEMs of a section taken along line XS-D of Figure
- fiber orientation bias changes as one moves across the CD.
- ends In the middle, there are fewer ends as the edge of a pileated region is traversed, indicating more CD bias until another linking region is approached and cut fibers again become more plentiful, again indicating increased MD bias.
- the inventive redistribution of fiber is achieved by an appropriate selection of consistency, fabric or belt pattern, nip parameters, and velocity delta, the difference in speed between the transfer surface and creping belt.
- Velocity deltas of at least 100 fpm, 200 fpm, 500 fpm, 1000 fpm, 1500 fpm or even in excess of 2000 fpm may be needed under some conditions to achieve the desired redistribution of fiber and combination of properties as will become- apparent from the discussion which follows. In many cases, velocity deltas of from about 500 fpm to about 2000 fpm will suffice.
- cellulosic cellulosic sheet
- Papermaking fibers include virgin pulps or recycle cellulosic fibers or fiber mixes comprising cellulosic fibers.
- Fibers suitable for making the webs of this invention include: nonwood fibers, such as cotton fibers or cotton derivatives, abaca, kenaf, sabai grass, flax, esparto grass, straw, jute hemp, bagasse, milkweed floss fibers, and pineapple leaf fibers; and wood fibers such as those obtained from deciduous and coniferous trees, including softwood fibers, such as northern and southern softwood kraft fibers; hardwood fibers, such as eucalyptus, maple, birch, aspen, or the like.
- Papermaking fibers can be liberated from their source material by any one of a number of chemical pulping processes familiar to one experienced in the art including sulfate, sulfite, polysulfide, soda pulping, etc.
- the pulp can be bleached if desired by chemical means including the use of chlorine, chlorine dioxide, oxygen and so forth.
- the products of the present invention may comprise a blend of conventional fibers (whether derived from virgin pulp or recycle sources) and high coarseness lignin-rich tubular fibers, such as bleached chemical thermomechanical pulp (BCTMP).
- BCTMP bleached chemical thermomechanical pulp
- "Furnishes" and like terminology refers to aqueous compositions including papermaking fibers, wet strength resins, debonders and the like for making paper products.
- compactively dewatering the web or. furnish refers to mechanical dewatering by wet pressing on a dewatering felt, for example, in some embodiments by use of mechanical pressure applied continuously over the web surface as in a nip between a press roll and a press shoe wherein the web is in contact with a papermaking felt.
- compactively dewatering the web or furnish is carried out in a transfer nip on an impression or other fabric wherein the web is transferred to a dryer cylinder, for example, such that the furnish is concurrently compactively dewatered and applied to a rotating cylinder. Transfer pressure may be higher in selected areas of the web when an impression fabric is used.
- Compactively dewatering a web thus refers, for example, to removing water from a nascent web having a consistency of less than 30 percent or so by application of pressure thereto and/or increasing the consistency of the web by about 15 percent or more by application of pressure thereto.
- Basis weight refers to the weight of a 3000 square foot ream of product.
- percent or like terminology refers to weight percent on a dry basis, that is to say, with no free water present, which is equivalent to 5% moisture in the fiber.
- Calipers reported herein are 8 sheet calipers unless otherwise indicated.
- the sheets are stacked and the caliper measurement taken about the central portion of the stack.
- the test samples are conditioned in an atmosphere of 23° ⁇ 1.0°C (73.4° ⁇ 1.8°F) at 50% relative humidity for at least about 2 hours and then measured with a Thwing- Albert Model 89-11- JR or Progage Electronic Thickness Tester with 2-in (50.8-mm) diameter anvils, 539 ⁇ 10 grams dead weight load, and 0.231 in./sec descent rate.
- Thwing- Albert Model 89-11- JR or Progage Electronic Thickness Tester with 2-in (50.8-mm) diameter anvils, 539 ⁇ 10 grams dead weight load, and 0.231 in./sec descent rate.
- each sheet of product to be tested must have the same number of plies as the product is sold. Select and stack eight sheets together. For napkin testing, completely unfold napkins prior to stacking.
- each sheet to be tested must have the same number of plies as produced off the winder. Select and stack eight sheets together. For basesheet testing off of the papermachine reel, single plies must be used. Select and stack eight sheets together aligned in the MD. On custom embossed or printed product, try to avoid taking measurements in these areas if at all possible. Specific volume is determined from basis weight and caliper. Absorbency of the inventive products is measured with a simple absorbency tester.
- the simple absorbency tester is a particularly useful apparatus for measuring the hydrophilicity and absorbency properties of a sample of tissue, napkins, or towel. In this test a sample of tissue, napkins, or towel 2.0 inches in diameter is mounted between a top flat plastic cover and a bottom grooved sample plate.
- the tissue, napkin, or towel sample disc is held in place by a 1/8 inch wide circumference flange area.
- the sample is not compressed by the holder.
- De- ionized water at 73 °F is introduced to the sample at the center of the bottom sample plate through a 1 mm. diameter conduit. This water is at a hydrostatic head of minus 5 mm. Flow is initiated by a pulse introduced at the start of the measurement by the instrument mechanism. Water is thus imbibed by the tissue, napkin, or towel sample from this central entrance point radially outward by capillary action. When the rate of water imbibation decreases below 0.005 gm water per 5 seconds, the test is terminated.
- the amount of water removed from the reservoir and absorbed by the sample is weighed and reported as grams of water per square meter of sample or grams of water per gram of sheet.
- an M/K Systems Inc. Gravimetric Absorbency Testing System is used. This is a commercial system obtainable from M/K Systems Inc., 12 Garden Street, Danvers, Mass., 01923.
- WAC or water absorbent capacity also referred to as SAT is actually determined by the instrument itself.
- WAC is defined as the point where the weight versus time graph has a "zero" slope, i.e., the sample has stopped absorbing.
- the termination criteria for a test are expressed in maximum change in water weight absorbed over a fixed time period. This is basically an estimate of zero slope on the weight versus time graph.
- the program uses a change of 0.005 g over a 5 second time interval as termination criteria; unless "Slow Sat" is specified in which case the cut off criteria is 1 mg in 20 seconds.
- Water absorbency rate is measured in seconds and is the time it takes for a sample to absorb a 0.1 gram droplet of water disposed on its surface by way of an automated syringe.
- the test specimens are preferably conditioned at 23°C ⁇ 1°C (73.4 ⁇ 1.8°F) at 50% relative humidity.
- 43x3 inch test specimens are prepared. Each specimen is placed in a sample holder such that a high intensity lamp is directed toward the specimen. 0.1 ml of water is deposited on the specimen surface and a stop watch is started. When the water is absorbed, as indicated by lack of further reflection of light from the drop, the stopwatch is stopped and the time recorded to the nearest 0.1 seconds. The procedure is repeated for each specimen and the results averaged for the sample.
- Dry tensile strengths (MD and CD), stretch, ratios thereof, break modulus, stress and strain are measured with a standard Instron test device or other suitable elongation tensile tester which may be configured in various ways, typically using 3 or 1 inch wide strips of tissue or towel, conditioned at 50% relative humidity and 23 °C (73.4), with the tensile test run at a crosshead speed of 2 in/min for modulus, 10 in/min for tensile.
- linch wide specimens were pulled at 0.5 inches per minute so that a larger number of data points were available.
- stretch refers to stretch (elgonation) at break. Break modulus is the ratio of peak load to stretch at peak load.
- GMT refers to the geometric mean tensile of the CD and MD tensile.
- TSA Tensile energy absorption
- Initial MD modulus refers to the maximum MD modulus below 5% strain.
- wet tensile is measured by the Finch cup method or following generally the procedure for dry tensile, wet tensile is measured by first drying the specimens at 100°C or so and then applying a 1V_> inch band of water across the width of the sample with a Payne Sponge Device prior to tensile measurement.
- the latter method is referred to as the sponge method herein.
- the Finch cup method uses a three-inch wide strip of tissue that is folded into a loop, clamped in the Finch Cup, then immersed in a water.
- the Finch Cup which is available from the Thwing- Albert Instrument Company of Philadelphia, Pa., is mounted onto a tensile tester equipped with a 2.0 pound load cell with the flange of the Finch Cup clamped by the tester's lower jaw and the ends of tissue loop clamped into the upper jaw of the tensile tester.
- the sample is immersed in water that has been adjusted to a pH of 7.0.+ -.0.1 and the tensile is tested after a 5 second immersion time.
- wet or dry tensile ratios are simply ratios of the values determined by way of the foregoing methods. Unless otherwise specified, a tensile property is a dry sheet property.
- the void volume and /or void volume ratio as referred to hereafter, are determined by saturating a sheet with a nonpolar liquid and measuring the amount of liquid absorbed.
- the volume of liquid absorbed is equivalent to the void volume within the sheet structure.
- the percent weight increase (PWI) is expressed as grams of liquid absorbed per gram of fiber in the sheet structure times 100, as noted hereinafter. More specifically, for each single-ply sheet sample to be tested, select 8 sheets and cut out a 1 inch by 1 inch square (1 inch in the machine direction and 1 inch in the cross-machine direction). For multi-ply product samples, each ply is measured as a separate entity. Multiple samples should be separated into individual single plies and 8 sheets from each ply position used for testing.
- the PWI for all eight individual specimens is determined as described above and the average of the eight specimens is the PWI for the sample.
- the void volume ratio is calculated by dividing the PWI by 1.9 (density of fluid) to express the ratio as a percentage, whereas the void volume (gms/gm) is simply the weight increase ratio; that is, PWI divided by 100.
- Fabric Crepe Ratio is an expression of the speed differential between the creping fabric and the transfer cylinder or surface and is defined as the ratio of the transfer cylinder speed and the creping fabric speed calculated as:
- Fabric Crepe can also be expressed as a percentage calculated as:
- Reel Crepe is a measure of the speed differential between the Yankee dryer and the take-up reel onto which the paper is being wound and is measured in a similar way:
- Reel Crepe Ratio Yankee dryer speed ⁇ Reel speed
- Reel Crepe, percent Reel Crepe Ratio - 1 x 100%.
- Aggregate Crepe, percent Aggregate Crepe Ratio - 1 x 100%.
- the Aggregate Crepe is indicative of the final MD stretch found in sheets made with this process.
- PLI or pli means pounds force per linear inch.
- Velocity delta means a difference in speed
- indentation Pusey and Jones hardness (indentation) is measured in accordance with ASTM D 531, and refers to the indentation number (standard specimen and conditions).
- Nip parameters include, without limitation, nip pressure, nip length, backing roll hardness, fabric approach angle, fabric takeaway angle, uniformity, and velocity delta between surfaces of the nip.
- Nip length means the length over which the nip surfaces are in contact.
- an absorbent paper web is made by dispersing papermaking fibers into aqueous furnish (slurry) and depositing the aqueous furnish onto the forming wire of a papermaking machine.
- Any suitable forming scheme might be used.
- an extensive but non-exhaustive list.. includes a crescent former, a C-wrap twin wire former, an S-wrap twin wire former, a suction breast roll former, a Fourdrinier former, or any art-recognized forming configuration.
- the forming fabric can be any suitable foraminous member including single layer fabrics, double layer fabrics, triple layer fabrics, photopolymer fabrics, and the like.
- Non-exhaustive background art in the forming fabric area includes United States Patent Nos.
- Foam-forming of the aqueous furnish on a forming wire or fabric may be employed as a means for controlling the permeability or void volume of the sheet upon wet-creping. Foam-forming techniques are disclosed in United States Patent No. 4,543,156 and Canadian Patent No. 2,053,505, the disclosures of which are incorporated herein by reference.
- the foamed fiber furnish is made up from an aqueous slurry of fibers mixed with a foamed liquid carrier just prior to its introduction to the headbox.
- the pulp slurry supplied to the system has a consistency in the range of from about 0.5 to about 7 weight percent fibers, preferably in the range of from about 2.5 to about 4.5 weight percent.
- the pulp slurry is added to a foamed liquid comprising water, air and surfactant containing 50 to 80 percent air by volume forming a foamed fiber furnish having a consistency in the range of from about 0.1 to about 3 weight percent fiber by simple mixing from natural turbulence and mixing inherent in the process elements.
- the addition of the pulp as a low consistency slurry results in excess foamed liquid recovered from the forming wires.
- the excess foamed liquid is discharged from the system and may be used elsewhere or treated for recovery of surfactant therefrom.
- the furnish may contain chemical additives to alter the physical properties of the paper produced. These chemistries are well understood by the skilled artisan and may be used in any known combination. Such additives may be surface modifiers, softeners, debonders, strength aids, latexes, opacifiers, optical brighteners, dyes, pigments, sizing agents, barrier chemicals, retention aids, insolubilizers, organic or inorganic crosslinkers, or combinations thereof; said chemicals optionally comprising polyols, starches, PPG esters, PEG esters, phospholipids, surfactants, polyamines, HMCP or the like.
- the pulp can be mixed with strength adjusting agents such as wet strength agents, dry strength agents and debonders/softeners and so forth. Suitable wet strength agents are known to the skilled artisan. A comprehensive but non- exhaustive list of useful strength aids include urea-formaldehyde resins, melamine formaldehyde resins, glyoxylated polyacrylamide resins, polyamide- epichlorohydrin resins and the like.
- Thermosetting polyacrylamides are produced by reacting acrylamide with diallyl dimethyl ammonium chloride (DADMAC) to produce a cationic polyacrylamide copolymer which is ultimately reacted with glyoxal to produce a cationic cross-linking wet strength resin, glyoxylated polyacrylamide.
- DMDMAC diallyl dimethyl ammonium chloride
- a cationic polyacrylamide copolymer which is ultimately reacted with glyoxal to produce a cationic cross-linking wet strength resin, glyoxylated polyacrylamide.
- acrylamide/-DADMAC/glyoxal can be used to produce cross-linking resins, which are useful as wet strength agents.
- dialdehydes can be substituted for glyoxal to produce thermosetting wet strength characteristics.
- polyamide- epichlorohydrin wet strength resins an example of which is sold under the trade names Kymene 557LX and Kymene 557H by Hercules Inco ⁇ orated of Wilmington, Delaware and Amres® from Georgia-Pacific Resins, Inc. These resins and the process for making the resins are described in United States Patent No. 3,700,623 and United States Patent No.
- Suitable temporary wet strength agents may likewise be included.
- a comprehensive but non-exhaustive list of useful temporary wet strength agents includes aliphatic and aromatic aldehydes including glyoxal, malonic dialdehyde, succinic dialdehyde, glutaraldehyde and dialdehyde starches, as well as substituted or reacted starches, disaccharides, polysaccharides, chitosan, or other reacted polymeric reaction products of monomers or polymers having aldehyde groups, and optionally, nitrogen groups.
- Representative nitrogen containing polymers which can suitably be reacted with the aldehyde containing monomers or polymers, includes vinyl-amides, acrylamides and related nitrogen containing polymers.
- the temporary wet strength resin may be any one of a variety of water- soluble organic polymers comprising aldehydic units and cationic units used to increase dry and wet tensile strength of a paper product. Such resins are described in United States Patent Nos. 4,675,394; 5,240,562; 5,138,002; 5,085,736; 4,981,557; 5,008,344; 4,603,176; 4,983,748; 4,866,151; 4,804,769 and 5,217,576. Modified starches sold under the trademarks CO-BOND® 1000 and CO-BOND® 1000 Plus, by National Starch and Chemical Company of Bridgewater, N.J. may be used.
- the cationic aldehydic water soluble polymer can be prepared by preheating an aqueous slurry of approximately 5% solids maintained at a temperature of approximately 240 degrees Fahrenheit and a pH of about 2.7 for approximately 3.5 minutes. Finally, the slurry can be quenched and diluted by adding water to produce a mixture of approximately 1.0% solids at less than about 130 degrees Fahrenheit.
- Other temporary wet strength agents also available from National Starch and Chemical Company are sold under the trademarks CO-BOND® 1600 and CO-BOND® 2300. These starches are supplied as aqueous colloidal dispersions and do not require preheating prior to use.
- Temporary wet strength agents such as glyoxylated polyacrylamide can be used.
- Temporary wet strength agents such glyoxylated polyacrylamide resins are produced by reacting acrylamide with diallyl dimethyl ammonium chloride (DADMAC) to produce a cationic polyacrylamide copolymer which is ultimately reacted with glyoxal to produce a cationic cross-linking temporary or semipermanent wet strength resin, glyoxylated polyacrylamide.
- DADMAC diallyl dimethyl ammonium chloride
- Resins of this type are commercially available under the trade name of PAREZ 63 INC, by Cytec Industries. Different mole ratios of acrylamide/DADMAC/glyoxal can be used to produce cross-linking resins, which are useful as wet strength agents. Furthermore, other dialdehydes can be substituted for glyoxal to produce wet strength characteristics.
- Suitable dry strength agents include starch, guar gum, polyacrylamides, carboxymethyl cellulose and the like. Of particular utility is carboxymethyl cellulose, an example of which is sold under the trade name Hercules CMC, by Hercules Inco ⁇ orated of Wilmington, Delaware. According to.one embodiment, the pulp may contain from about 0 to about 15 lb/ton of dry strength agent.
- the pulp may contain from about 1 to about 5 lbs/ton of dry strength agent.
- Suitable debonders are likewise known to the skilled artisan. Debonders or softeners may also be inco ⁇ orated into the pulp or sprayed upon the web after its formation.
- the present invention may also be used with softener materials including but not limited to the class of amido amine salts derived from partially acid neutralized amines. Such materials are disclosed in United States Patent No. 4,720,383. Evans, Chemistry and Industry, 5 July 1969, pp. 893-903; Egan, J ⁇ m. Oil Chemist's Soc, Vol. 55 (1978), pp. 118-121; and Trivedi et al., J.Am.Oil Chemist's Soc, June 1981, pp.
- Quasoft 202- JR is a suitable softener material, which may be derived by alkylating a condensation product of oleic acid and diethylenetriamine. Synthesis conditions using a deficiency of alkylation agent (e.g., diethyl sulfate) and only one alkylating step, followed by pH adjustment to protonate the non-ethylated species, result in a mixture consisting of cationic ethylated and cationic non- ethylated species. A minor proportion (e.g., about 10%) ofthe resulting amido amine cyclize to imidazoline compounds.
- alkylation agent e.g., diethyl sulfate
- the compositions as a whole are pH-sensitive. Therefore, in the practice of the present invention with this class of chemicals, the pH in the head box should be approximately 6 to 8, more preferably 6 to 7 and most preferably 6.5 to 7.
- Quaternary ammonium compounds such as dialkyl dimethyl quaternary ammonium salts are also suitable -particularly when the alkyl groups contain from about 10 to 24 carbon atoms. These compounds have the advantage of being relatively insensitive to pH.
- Biodegradable softeners can be utilized. Representative biodegradable cationic softeners/debonders are disclosed in United States Patent Nos. 5,312,522; 5,415,737; 5,262,007; 5,264,082; and 5,223,096, all of which are inco ⁇ orated herein by reference in their entirety.
- the compounds are biodegradable diesters of quaternary ammonia compounds, quaternized amine-esters, and biodegradable vegetable oil based esters functional with quaternary ammonium chloride and diester dierucyldirnethyl ammonium chloride and are representative biodegradable softeners.
- a particularly preferred debonder composition includes a quaternary amine component as well as a nonionic surfactant.
- the nascent web is typically dewatered on a papermaking felt.
- Any suitable felt may be used.
- felts can have double-layer base weaves, triple-layer base weaves, or laminated base weaves.
- Preferred felts are those having the laminated base weave design.
- a wet-press-felt which may be particularly useful with the present invention is AMFlex 3 made by Voith Fabric. Background art in the press felt area includes United States Patent Nos. 5,657,797; 5,368,696; 4,973,512; 5,023,132; 5,225,269; 5,182,164; 5,372,876; and 5,618,612.
- a differential pressing felt as is disclosed in United States Patent No. 4,533,437 to Curran et al. may likewise be utilized.
- Suitable creping fabrics include single layer, multi-layer, or composite preferably open meshed structures. Fabrics may have at least one of the following characteristics: (1) on the side of the creping fabric that is in contact with the wet web (the "top” side), the number of machine-direction (MD) strands per inch (mesh) is from 10 to 200 and the number of cross-direction (CD) strands per inch (count) is also from 10 to 200; (2) -The strand diameter is typically smaller than 0.050 inch; (3) on the top side, the distance between the highest point of the MD knuckles and the highest point on the CD knuckles sis from about 0.001 to about 0.02 or 0.03 inch; (4) In between these two levels there can be knuckles formed either by MD or CD strands that give the topography a three dimensional hill/valley appearance which is imparted to the sheet during the wet molding step; (5) The fabric may be oriented in any suitable way so as to achieve the desired effect on processing and on properties in the product
- the creping adhesive used on the Yankee cylinder is capable of cooperating with the web at intermediate moisture to facilitate transfer from the creping fabric to the Yankee and to firmly secure the web to the Yankee cylinder as it is dried to a consistency of 95% or more on the cylinder preferably with a high volume drying hood.
- the adhesive is critical to stable system operation at high production rates and is a hygroscopic, re-wettable, substantially non- crosslinking adhesive. Examples of preferred adhesives are those which include poly(vinyl alcohol) of the general class described in United States Patent No. 4,528,316 to Soerens et al. Other suitable adhesives are disclosed in co-pending United States Provisional Patent Application Serial No.
- Creping adhesives may comprise a thermosetting or non-thermosetting resin, a film-forming semi-crystalline polymer and optionally an inorganic cross- linking agent as well as modifiers.
- the creping adhesive of the present invention may also include any art-recognized components, including, but not limited to, organic cross linkers, hydrocarbons oils, surfactants, or plasticizers.
- Creping modifiers which may be used include a quaternary ammonium complex comprising at least one non-cyclic amide.
- the quaternary ammonium complex may also contain one or several nitrogen atoms (or other atoms) that are capable of reacting with alkylating or quaternizing agents.
- These alkylating or quaternizing agents may contain zero, one, two, three or four non-cyclic amide containing groups.
- An amide containing group is represented by the following formula structure:
- R and R 8 are non-cyclic molecular chains of organic or inorganic atoms.
- Preferred non-cyclic bis-amide quaternary ammonium complexes can be of the formula:
- Ri and R 2 can be long chain non-cyclic saturated or unsaturated aliphatic groups
- R 3 and can be long chain non-cyclic saturated or unsaturated aliphatic groups, a halogen, a hydroxide, an alkoxylated fatty acid, an alkoxylated fatty alcohol, a polyethylene oxide group, or an organic alcohol group
- R 5 and R 6 can be long chain non-cyclic saturated or unsaturated aliphatic groups.
- the modifier is present in the creping adhesive in an amount of from about 0.05% to about 50%, more preferably from about 0.25% to about 20%, and most preferably from about 1% to about 18% based on the total solids of the creping adhesive composition.
- Modifiers include those obtainable from Goldschmidt Co ⁇ oration of Essen/Germany or Process Application Co ⁇ oration based in Washington Crossing, PA.
- Appropriate creping modifiers from Goldschmidt Co ⁇ oration include, but are not limited to, VARISOFT ® 222LM, VARISOFT ® 222, VARISOFT ® 110, VARISOFT ® 222LT, VARISOFT ® 110 DEG, and VARISOFT ® 238.
- Appropriate creping modifiers from Process Application Corporation include, but are not limited to, PALSOFT 580 FDA or PALSOFT 580C.
- creping modifiers for use in the present invention include, but are not limited to, those compounds as described in WO/01/85109, which is inco ⁇ orated herein by reference in its entirety.
- Creping adhesives for use according to the present invention include any art recognized thermosetting or non-thermosetting resin.
- Resins according to the present invention are preferably chosen from thermosetting and non-thermosetting polyamide resins or glyoxylated polyacrylamide resins.
- Polyamides for use in the present invention can be branched or unbranched, saturated or unsaturated.
- Polyamide resins for use in the present invention may include polyaminoamide-epichlorohydrin (PAE) resins of the same general type employed as wet strength resins.
- PAE resins are described, for example, in "Wet-Strength Resins and Their Applications," Ch. 2, H. Epsy entitled Alkaline-Curing Polymeric Amine-Epichlorohydrin Resins, which is inco ⁇ orated herein by reference in its entirety.
- Preferred PAE resins for use according to the present invention include a water-soluble polymeric reaction product of an epihalohydrin, preferably epichlorohydrin, and a water-soluble polyamide having secondary amine groups derived from a polyalkylene polyamine and a saturated aliphatic dibasic carboxylic acid containing from about 3 to about 10 carbon atoms.
- non-thermosetting cationic polyamide resins can be found in United States Patent No. 5,338,807, issued to Espy et al. and inco ⁇ orated herein by reference.
- the non-thermosetting resin may be synthesized by directly reacting the polyamides of a dicarboxylic acid and methyl bis(3-aminopropyl)amine in an aqueous solution, with epichlorohydrin.
- the carboxylic acids can include saturated and unsaturated dicarboxylic acids having from about 2 to 12 carbon atoms, including for example, oxalic, malonic, succinic, glutaric, adipic, pilemic, suberic, azelaic, sebacic, maleic, itaconic, phthalic, and terephthalic acids. Adipic and glutaric acids are preferred, with adipic acid being the most preferred.
- the esters of the aliphatic dicarboxylic acids and aromatic dicarboxylic acids, such as the phathalic acid, may be used, as well as combinations of such dicarboxylic acids or esters.
- Thermosetting polyamide resins for use in the present invention may be made from the reaction product of an epihalohydrin resin and a polyamide containing secondary amine or tertiary amines.
- a dibasic carboxylic acid is first reacted with the polyalkylene polyamine, optionally in aqueous solution, under conditions suitable to produce a water- soluble polyamide.
- the preparation of the resin is completed by reacting the water-soluble amide with an epihalohydrin, particularly epichlorohydrin, to form the water-soluble thermosetting resin.
- polyamide resin may be based on DETA instead of a generalized polyamine.
- Structure 1 shows two types of end groups: a di-acid and a mono-acid based group:
- Structure 2 shows a polymer with one end-group based on a di-acid group and the other end-group based on a nitrogen group:
- the polyamide resin has a viscosity of from about 80 to about 800 centipoise and a total solids of from about 5% to about 40%.
- the polyamide resin is present in the creping adhesive according to the present invention in an amount of from about 0% to about 99.5%.
- the polyamide resin is present in the creping adhesive in an amount of from about 20% to about 80%.
- the polyamide resin is present in the creping adhesive in an amount of from about 40% to about 60% based on the total solids of the creping adhesive composition.
- Polyamide resins for use according to the present invention can be obtained from Ondeo-Nalco Co ⁇ oration, based in Naperville, Illinois, and Hercules Co ⁇ oration, based in Wilmington, Delaware.
- Creping adhesive resins for use according to the present invention from Ondeo-Nalco Co ⁇ oration include, but are not limited to, CREPECCEL ® 675NT, CREPECCEL ® 675P and CREPECCEL ® 690HA.
- Appropriate creping adhesive resins available from Hercules Co ⁇ oration include, but are not limited to, HERCULES 82-176, Unisoft 805 and CREPETROL A-6115.
- polyamide resins for use according to the present invention include, for example, those described in United States Patent Nos. 5,961,782 and 6,133,405, both of which are inco ⁇ orated herein by reference.
- the creping adhesive may also comprise a film-forming semi-crystalline polymer.
- Film-forming semi-crystalline polymers for use in the present invention can be selected from, for example, hemicellulose, carboxymethyl cellulose, and most preferably includes polyvinyl alcohol (PVOH).
- Polyvinyl alcohols used in the creping adhesive can have an average molecular weight of about 13,000 to about 124,000 daltons. According to one embodiment, the polyvinyl alcohols have a degree of hydrolysis of from about 80% to about 99.9%. According to another embodiment, polyvinyl alcohols have a degree of hydrolysis of from about 85% to about 95%. In yet another embodiment, polyvinyl alcohols have a degrees of hydrolysis of from about 86% to about 90%.
- polyvinyl alcohols preferably have a viscosity, measured at 20 degree centigrade using a 4% aqueous solution, of from about 2 to about 100 centipoise. According to another embodiment, polyvinyl alcohols have a viscosity - of from about 10 to about 70 centipoise. In yet another embodiment, polyvinyl alcohols have a viscosity of from about 20 to about 50 centipoise.
- the polyvinyl alcohol is present in the creping adhesive in an amount of from about 10% to 90% or 20% to about 80% or more. In some embodiments, the polyvinyl alcohol is present in the creping adhesive in an amount of from about 40% to about 60%, by weight, based on the total solids of the creping adhesive composition.
- Polyvinyl alcohols for use according to the present invention include those obtainable from Monsanto Chemical Co. and Celanese Chemical. Appropriate polyvinyl alcohols from Monsanto Chemical Co. include Gelvatols, including, but not limited to, GELVATOL 1-90, GELVATOL 3-60, GELVATOL 20-30, GELVATOL 1-30, GELVATOL 20-90, and GELVATOL 20-60. Regarding the Gelvatols, the first number indicates the percentage residual polyvinyl acetate and the next series of digits when multiplied by 1,000 gives the number corresponding to the average molecular weight.
- the creping adhesive may also comprise one or more inorganic cross- linking salts or agents.
- Such additives are believed best used sparingly or not at all in connection with the present invention.
- a non-exhaustive list of multivalent metal ions includes calcium, barium, titanium, chromium, manganese, iron, cobalt, nickel, zinc, molybdenium, tin, antimony, niobium, vanadium, tungsten, selenium, and zirconium. Mixtures of metal ions can be used.
- Preferred anions include acetate, formate, hydroxide, carbonate, chloride, bromide, iodide, sulfate, tartrate, and phosphate.
- zirconium salt for use according to one embodiment of the present invention can be chosen from one or more zirconium compounds having a valence of plus four, such as ammonium zirconium carbonate, zirconium acetylacetonate, zirconium acetate, zirconium carbonate, zirconium sulfate, zirconium phosphate, potassium zirconium carbonate, zirconium sodium phosphate, and sodium zirconium tartrate.
- Appropriate zirconium compounds include, for example, those described in United States Patent No. 6,207,011, which is inco ⁇ orated herein by reference.
- the inorganic cross-linking salt can be present in the creping adhesive in an amount of from about 0% to about 30%. In another embodiment, the inorganic cross-linking agent can be present in the creping adhesive in an amount of from about 1% to about 20%. In yet another embodiment, the inorganic cross-linking salt can be present in the creping adhesive in an amount of from about 1% to about 10% by weight based on the total solids of the creping adhesive composition.
- Zirconium compounds for use according to the present invention include those obtainable from EKA Chemicals Co. (previously Hopton Industries) and Magnesium Elektron, Inc. Appropriate commercial zirconium compounds from EKA Chemicals Co. are AZCOTE 5800M and KZCOTE 5000 and from Magnesium Elektron, Inc. are AZC or KZC.
- the creping adhesive according to the present invention can include any other art recognized components, including, but not limited to, organic cross-linkers, hydrocarbon oils, surfactants, amphoterics, humectants, plasticizers, or other surface treatment agents.
- organic cross-linkers includes glyoxal, maleic anhydride, bismaleimide, bis acrylamide, and epihalohydrin.
- the organic cross-linkers can be cyclic or non- cyclic compounds.
- Plastizers for use in the present invention can include propylene glycol, diethylene glycol, triethylene glycol, dipropylene glycol, and glycerol.
- the creping adhesive may be applied as a single composition or may be applied in its component parts. More particularly, the polyamide resin may be applied separately from the polyvinyl alcohol (PVOH) and the modifier.
- PVOH polyvinyl alcohol
- Typical operating conditions of the papermaking process illustrated herein may include a water rate of from about 120 to about 200 gallons/minute/inch of headbox width.
- KYMENE SLX wet strength resin may be added at the machine chest stock pumps at the rate of about 20 lbs/ton, while CMC-7MT is added downstream of the machine chest, but before the fan pumps.
- CMC-7MT is added at a rate of about 3 lbs/ton.
- the nascent web is conditioned with vacuum boxes and a steam shroud until it reaches a solids content suitable for transferring to a dewatering felt.
- the nascent web may be transferred with vacuum assistance to the felt.
- a crescent former these steps are unnecessary as the nascent web is formed between the forming fabric and the felt.
- the web may be pattern pressed to the Yankee dryer at a pressure of about 200 to about 400 pounds per linear inch (pli).
- the Yankee dryer may be conditioned with a creping adhesive containing about 40% polyvinyl alcohol, about 60% PAE, and about 1.5% of the creping modifier.
- the polyvinyl alcohol is typically a low molecular weight polyvinyl alcohol(87-89% hydrolyzed) obtained from Air Products under the trade name AIRVOL 523.
- the PAE is a 16% aqueous solution of 100% cross-linked polyaminoamide epichlorohydrin copolymer of adipic acid and diethylenetriamine obtained from Ondeo-Nalco under the trade name NALCO 690HA.
- the creping modifier may be a 47% 2-hydroxyethyl di-(2-alkylamido- ethyl) methyl ammonium methyl sulfate and other non-cyclic alkyl and alkoxy amides and diamides containing a mixture of stearic, oleic, and linolenic alkyl groups obtained from Process Applications, Ltd., under the trade name PALSOFT 580C.
- the creping adhesive is applied in an amount of 0.040 g/m . After the web was transferred to the Yankee dryer, it was dried to a solids content of about 95% or so using pressurized steam to heat the Yankee cylinder and high velocity air hoods. The web was creped using a doctor blade and wrapped to a reel.
- the line load at the creping doctor and cleaning doctor may be, for example, about 50 pli.
- Figure 19 is a schematic diagram of a papermachine 10 having a conventional twin wire forming section 12, a felt run 14, a shoe press section 16, a creping fabric 18 and a Yankee dryer 20 suitable for practicing the present invention.
- Forming section 12 includes a pair of forming fabrics 22, 24 supported by a plurality of rolls 26, 28, 30, 32, 34, 36 and a forming roll 38.
- a headbox 40 provides papermaking furnish to a nip 42 between forming roll 38 and roll 26 and the fabrics. The furnish forms a nascent web 44 which is dewatered on the fabrics with the assistance of vacuum, for example, by way of vacuum box 46.
- the nascent web is advanced to a papermaking felt 48 which is supported by a plurality of rolls 50, 52, 54, 55 and the felt is in contact with a shoe press roll 56.
- the web is of low consistency as it is transferred to the felt. Transfer may be assisted by vacuum; for example roll 50 may be a vacuum roll if so desired or a pickup or vacuum shoe as is known in the art.
- roll 50 may be a vacuum roll if so desired or a pickup or vacuum shoe as is known in the art.
- the shoe press roll it may have a consistency of 10-25 percent, preferably 20 to 25 percent or so as it enters nip 58 between shoe press roll 56 and transfer roll 60.
- Transfer roll 60 may be a heated roll if so desired.
- roll 56 could be a conventional suction pressure roll.
- roll 54 is a vacuum roll effective to remove water form the felt prior to the felt entering the shoe press nip since water from the furnish will be pressed into the felt in the shoe press nip.
- a vacuum roll at 54 is typically desirable to ensure the web remains in contact with the felt during the direction change as one of skill in the art will appreciate from the diagram.
- Web 44 is wet-pressed on the felt in nip 58 with the assistance of pressure shoe 62.
- the web is thus compactively dewatered at 58, typically by increasing the consistency by 15 or more points at this stage of the process.
- the configuration shown at 58 is generally termed a shoe press; in connection with the present invention cylinder 60 is operative as a transfer cylinder which operates to convey web 44 at high speed, typically 1000 fpm-6000 fpm to the creping fabric.
- Cylinder 60 has a smooth surface 64 which may be provided with adhesive and/or release agents if needed. Web 44 is adhered to transfer surface 64 of cylinder 60 which is rotating at a high angular velocity as the web continues to advance in the machine-direction indicated by arrows 66. On the cylinder, web 44 has a generally random apparent distribution of fiber.
- Direction 66 is referred to as the machine-direction (MD) of the web as well as that of papermachine 10; whereas the cross-machine-direction (CD) is the direction in the plane of the web pe ⁇ endicular to the MD.
- MD machine-direction
- CD cross-machine-direction
- Web 44 enters nip 58 typically at consistencies of 10-25 percent or so and is dewatered and dried to consistencies of from about 25 to about 70 by the time it is transferred to creping fabric 18 as shown in the diagram.
- Fabric 18 is supported on a plurality of rolls 68, 70, 72 and a press nip roll 74 and forms a fabric crepe nip 76 with transfer cylinder 60 as shown.
- the creping fabric defines a creping nip over the distance in which creping fabric 18 is adapted to contact roll 60; that is, applies significant pressure to the web against the transfer cylinder.
- backing (or creping) roll 70 may be provided with a soft deformable surface which will increase the length of the creping nip and increase the fabric creping angle between the fabric and the sheet and the point of contact or a shoe press roll could be used as roll 70 to increase effective contact with the web in high impact fabric creping nip 76 where web 44 is transferred to fabric 18 and advanced in the machine-direction.
- creping nip 76 it is possible to influence the nature and amount of redistribution of fiber, delamination/debonding which may occur at fabric creping nip 76 by adjusting these nip parameters.
- the creping nip parameters can influence the distribution of fiber in the web in a variety of directions, including inducing changes in the z- direction as well as the MD and CD.
- the transfer from the transfer cylinder to the creping fabric is high impact in that the fabric is traveling slower than the web and a significant velocity change occurs.
- the web is creped anywhere from 10-60 percent and even higher during transfer from the transfer cylinder to the fabric.
- Creping nip 76 generally extends over a fabric creping nip distance of anywhere from about 1/8" to about 2", typically V_.” to 2" .
- web 44 thus will encounter anywhere from about 4 to 64 weft filaments in the nip.
- nip pressure in nip 76 that is, the loading between backing roll 70 and transfer roll 60 is suitably 20-100, preferably 40-70 pounds per linear inch (PLI).
- the web is dried on Yankee cylinder 80 which is a heated cylinder and by high jet velocity impingement air in Yankee hood 88.
- Yankee cylinder 80 which is a heated cylinder and by high jet velocity impingement air in Yankee hood 88.
- web 44 is creped from the cylinder by creping doctor 89 and wound on a take-up roll 90.
- Creping of the paper from a Yankee dryer may be carried out using an undulatory creping blade, such as that disclosed in United States Patent No. 5,690,788, the disclosure of which is inco ⁇ orated by reference.
- Use of the undulatory crepe blade has been shown to impart several advantages when used in production of tissue products. In general, tissue products creped using an undulatory blade have higher caliper (thickness), increased CD stretch, and a higher void volume than do comparable tissue products produced using conventional crepe blades. All of these changes effected by use of the undulatory blade tend to correlate with improved softness perception of the tissue products.
- Impingement air dryers are disclosed in the following patents and applications, the disclosure of which is inco ⁇ orated herein by reference:
- Papermachine 10 is a three fabric loop machine having a forming section 12 generally referred to in the art as a crescent former.
- Forming section 12 includes a forming wire 22 supported by a plurality of rolls such as rolls 32, 35.
- the forming section also includes a forming roll 38 which supports paper making felt 48 such that web 44 is formed directly on felt 48.
- Felt run 14 extends to a shoe press section 16 wherein the moist web is deposited on a backing roll 60 as described above. Thereafter web 44 is creped onto fabric 18 in fabric crepe nip 76 before being deposited on Yankee dryer 20 in another press nip 82.
- the system includes a vacuum turning roll 54, in some embodiments; however, the three loop system may be configured in a variety of ways wherein a turning roll is not necessary.
- This feature is particularly important in connection with the rebuild of a papermachine inasmuch as the expense of relocating associated equipment i.e. pulping or fiber processing equipment and/or the large and expensive drying equipment such as the Yankee dryer or plurality of can dryers would make a rebuild prohibitively expensive unless the improvements could be configured to be compatible with the existing facility.
- various improvements and modifications to the machine 10 of Figure 20 may be made as described in connection with Figures 21, 22 and Figure 23.
- Figure 21 is a partial schematic of forming section 12 of papermachine 10 of Figure 20.
- Forming roll 38 is a vacuum roll wherein vacuum application is indicated schematically at 39.
- Heavy weight sheets on a crescent former usually mean that the felt carries excessive water. In a shoe press operation, this extra water increases the possibility of crushing in the press nip. Most often the extra water is removed using a suction roll with a relatively high degree of felt wrap prior to a shoe press nip. This roll takes relatively large amounts of vacuum to reduce the felt water to the point the nip won't crush out.
- the use of a vacuum forming roll will eliminate the need for further vacuum application to the felt as the web advances through the equipment. In this way, the vacuum applied can be more efficiently used to reduce water in the felt. The increased efficiency also results from another mechanism.
- a soft covered roll 35 inside the forming fabric loop of the crescent former may further assist in urging the felt water into the vacuum forming roll and thus further enhance dewatering of the felt without the addition of more expensive vacuum power.
- This arrangement is illustrated in Figures 21 and 22. Note that assisting dewatering by fabric tension is on the order of about 2 psi; for example, in this invention if a soft covered roll (for uniform CD fit) exhibits a one inch wide nip, then by loading this roll to a relatively low level, say 20 pli, the additional urging pressure on the water in the felt is 10 times that of the fabric alone and will cost no more in terms of vacuum pressure or flow needed. In fact this additional loading might actually reduce the purging volume experienced at a given pressure drop.
- soft covered roll such as roll 35, in Figure 21 can be used as a fabric turning roll as shown in Figure 22.
- Roll 35 could function as a press roll as well as a turning roll for forming wire 22. Normally this would not be feasible in a crescent former due to the need to utilize a felt-roll separation vacuum pulse to effectively transfer the sheet from the forming wire to the felt. But in this invention, the vacuum inside the forming roll can help effect the transfer and allow the forming section to be configured as compactly as needed.
- FIG. 23 there is provided an inverted running in nip 58 as well as a shoe press indicated schematically at 16.
- the papermachine 10 may be configured to maximize use of an existing facility by eliminating a vacuum roll such as roll 54 in Figure 19 or Figure 20 so that fabric cleaning or other equipment may be located as needed in order to minimize the need to modify an existing facility during a rebuild.
- Typical operating conditions for papermachine 10 are included in Table 2 below; whereas, product properties for high impact fabric creped products appear in Table 3. Selected products are summarized in Tables 4 and 5 and are compared with existing products in Table 6 as well as Figures 24 and 25 which are plots of absorbency versus specific volume. Figures 26 through 32 illustrate the impact of fabric creping ratio and various other variables on the properties achieved by way of the invention.
- MD/CD dry tensile ratios are unexpectedly low and can go below 0.5 which is considerably lower than can usually be achieved by control of jet to wire alone speed.
- CD stretch values are high.
- the MD stretch achieved is seen in Table 3 to approach 50 and even exceed 50%. In other cases, we have achieved MD stretch of over 80% while maintaining good machine runnability even with recycle fiber.
- the unique properties, especially absorbency and volume are consistent with the web microstructures observed in Figures 33 through 41.
- Figures 33 and 34 are sectional photomicrographs (100 x) along the machine-direction (Direction A) and cross-machine-direction (Direction B) of a web produced by conventional wet pressing, without a high impact fabric crepe as provided by the invention.
- Figure 41 is a photomicrograph (50 x) of the air side surface of the web. It is seen in these photographs that the microstructure of the web is relatively closed or dense without large interstitial volume between fibers.
- Figures 35, 36 and 39 like photomicrographs of a web prepared by conventional TAD processing.
- the microstructure of the web is relatively open with large interstitial volumes between fibers.
- Figures 37 and 38 are photomicrographs (100 x) along the machine- direction (Direction A) and cross-machine-direction (Direction B) of a web produced by high impact fabric creping on a papermachine such as Figure 20.
- Figure 40 is a surface view (50 x) of the web.
- the web has an open microstructure like the TAD web of Figures 35, 36 and 39 with large interstitial volume between fibers, consistent with the elevated levels of absorbency observed in the finished product.
- the fabric creped web can be dried by applying the web to a drying drum with a suitable adhesive and creping the web therefrom while preserving and enhancing the desirable properties of the web.
- Figures 42 through 55 there are shown stress/strain relationships for products of the invention, as well as conventional CWP and TAD products wherein it is seen the products of the invention exhibit unique CD modulus characteristics and large MD stretch values particularly. Stress is expressed in g/3" (as in tensile at break) strain is expressed in % (as in stretch at break) values. It is noted in connection with Figures 42, 43, 44, 45, 46 and 47 that the CD modulus of the products of the invention behaves somewhat like CWP products at low strain, reaching a peak value at a strain of less than one percent; however unlike CWP products, high modulus is sustained at CD strains of 3-5 percent.
- products of the invention exhibit a maximum CD modulus at less than 1 percent strain and sustain a CD modulus of at least 50 percent of the peak value observed to a CD strain of at least about 4 percent.
- the CD modulus of CWP product decays more quickly from its peak modulus as CD strain increases, whereas conventional TAD products do not exhibit a peak CD modulus at low CD strains.
- the machine-direction modulus of the products of the invention likewise exhibits unique behavior at varying levels of strain in many cases;
- Figures 48 through 55 show MD tensile behavior. It can be seen in Figures 48 through 55 that the modulus at break for some of the sheets is 1.5-2 times the initial MD modulus (the initial MD modulus being taken as the maximum MD modulus below about 5% strain).
- Sample B seen in Figure 54 is particularly striking wherein the product exhibits an MD modulus at break of nearly twice the initial modulus of the sheet. It is believed that this high modulus at high stretch may explain the su ⁇ rising runnability observed under conditions of high MD stretch with webs of the present invention.
- Such engraving techniques are well known and permit the structure of the voids to be optimized in any number of ways: sheet caliper, absorbency, fabric creping efficiency, percent "open” area presented to the sheet, strength development (continuous lines), esthetic value to final consumer, ability to clean, long life, uniform pressing profile and so forth.
- the sheet, following the fabric creping step, is final dried on a TAD fabric by passing it over a honeycomb roll designed to dry by pulling heated air through the sheet.
- the invention could be used to rebuild an existing conventional asset or to rebuild an existing TAD machine for reduced operating eostsr
- a further advantage of sheet produced in accordance with the invention is that especially at relatively high delta speeds during fabric creping, those sheets without wet strength exhibit SAT absorption values comparable with those that contain large amounts of wet strength chemical. Since conventional sheets without wet strength additives tend to collapse when wet, it appears that the process of the invention develops a sheet structure that does not collapse when wet even without wet strength chemicals. Such structure may result from an unusually high percentage of the fibers being arranged axially in the z-direction of the sheet; that is, fibers that tend to be stacked up in a fashion that the sheet structure is prevented from collapsing even when wet thereby keeping sufficient void volume available for water holding capacity.
- a still further attribute of the products of the invention is that the products tend to have low or no lint. Because most of the water holding capacity and the low modulus, high stretch characteristics of the inventive sheets are developed in the fabric creping step when the sheet is still relatively wet and because this fabric creping step has more effect than just molding the sheet - actual structural changes have occurred at the fiber level - little more sheet degradation is needed or occurs at the dry creping blade. As a result, the potential for dust is significantly reduced because potential dust particles generated in the fabric creping step are strongly bonded to the sheet during the final drying step.
- Basesheets made by way of the inventive process may be used in different grades of product.
- each final product requires a specific grade of basesheet to be made in a papermachine.
- Lower quality products or lower basis weight products can utilize the same basesheet from the papermachine as does the highest quality grade.
- the lesser grades are produced by simply "pulling out" more ofthe high quality sheet stretch until the desired targets are obtained as is illustrated below in connection with tissue products.
- papermachines can run fewer grades at significantly higher levels of efficiency. The technology thus affords the opportunity to fine tune the processes to the highest levels of operating efficiencies and lowest cost while affording converting operations the flexibility and efficiency needed to meet customer orders with minimal inventories or down time due to grade changing.
- the sheets of the invention exhibit high stretch, yet are easy to wind. Typically, sheets exhibiting high MD stretch are not easy to wind unless they have a high initial modulus. Similarly, sheets exhibiting low MD tensile experience many breaks in winding or other processing. The sheets made in accordance with the present invention wind well, without breaks, at very high (>50%) stretches and low ( ⁇ 300 grams/3 inch) tensile.
- the unique properties make the sheets suitable for grades or uses not normally considered; examples include diaper (or feminine care) liners where the web can experience high snap loads during processing but yet require low Z-direction porosity-to -retain th -powdered super absorbent material often used in these product forms.
- the sheets of the invention can provide unique skin wiping and skin care basesheets. They exhibit high "surface void volume” to trap material being wiped from the skin while at the same time providing high Z-direction "cushion” to distribute the wiping pressure over larger areas thus reducing the abrasive nature of the paper on the skin being wiped. The high drapability of these sheets adds to effectiveness as a skin wiper and the perception of overall softness.
- the invention is especially useful for producing tissue in a variety of grades and provides product options not previously possible with compactively dewatered products, or throughdried products where the expense, both in terms of initial investment and operating costs is much higher.
- conventional one-ply tissues of high quality do not exhibit MD stretch in excess of 25%.
- This invention is capable of MD stretch values much greater than 25% while maintaining excellent runability on the papermachine and in converting. This runability may be enhanced with headbox stratification technology if so desired.
- Conventional tissues made by a CWP process, unless embossed, do not exhibit a characteristic pattern such as that of a TAD fabric.
- the present invention exhibits patterning from the creping fabric and thus can be a substitute for TAD basesheet.
- the fabric creping process allows for changing of the amounts of reel and fabric crepe that are put into the sheet at a given overall crepe ratio. Like conventional TAD processes, this permits trading off softness and absorbency with no effect on overall productivity. Unlike conventional TAD processes, the fabric creping process of the present invention does not require a wet strength additive to realize the increased absorbency. As previously noted, we believe that this feature is due to the "stacking" ofthe fibers in the fabric creping step. When compared to conventional uncreped, through air dried technology, the present invention offers considerably more flexibility as the creping ratio may be changed independently of the reel speed.
- tissue product forms may be produced from the same papermachine basesheet.
- a super premium tissue could be made exhibiting MD stretch values in excess of 25%.
- both the basis weight and the MD stretch values could be reduced but still remain above 25% to result in a product of slightly lower performance.
- Other grades could be produced by pulling out more of the stretch.
- the sheet on the reel of the papermachine could exhibit a basis weight of 25 lbs/ream and MD stretch of 45%.
- the finished basesheet would exhibit a basis weight of 24 lbs/ream and MD stretch of 39% and would be marketed as a super premium tissue.
- Table 9 Using the same basesheet but changing the converting pullouts would result in the products shown in Table 9.
- the high MD and CD stretch values that result from the fabric creping step allow efficient converting operation at tensile values far below what is expected from conventional tissues while maintaining the consumer perception of adequate strength.
- a typical conventional sheet exhibits a sensory softness value of 18 at tensiles of 1600 by 700 grams or a GMT of 1060 grams.
- a sheet of similar weight could be made at tensiles of 600 by 600 by taking advantage of the stretch properties.
- the sheet's 600 grams GMT would yield a basesheet with softness significantly above the value of 18.
- the amount of surface applied "softening and lotioning" ingredients could be significantly reduced. For example, some products require as much as 40 lbs/ton of these ingredients. Reducing them to some nominal value like 10 lbs/ton could save costs of at least $40 per ton and as much as $100/ton of product.
- the nature of the high MD stretch of the sheets made with the present invention also allows for the overall tensiles to be reduced to levels below that normally considered appropriate for reliable running on papermaking and converting machines.
- the 600 x 600 gram (MD/CD tensile) sheet could be reduced to levels typically seen in one of the two- plies of a two-ply product.
- those tensiles values could be further reduced to something on the order of 400 x 400. This reduction is possible only because of the very high MD stretch values that could be put into the sheet and make it very "elastic" and thus able to resist the snap breaks typically seen in sheets that are of lower stretch values.
- dropping the tensiles to this low level can be accomplished with chemicals such as debonders and softeners thus making for a very soft, yet functional, tissue that can be made with a wide variety of different types of fibers, especially low-cost fibers.
- the softwood fibers bond to form an open network of long fibers that exhibit high tensile and stretch.
- the hardwood fibers preferentially bond to the long fiber network and not to themselves.
- These debonded fibers attach on the outside of the sheet giving a luxurious tactile property while high tensiles are maintained. In this process, the final tensile of the sheet will be controlled by the ratio of the softwood and hardwood fibers used.
- the debonded outer surface minimizes the need to apply lotions and softeners while at the same time reducing the impact on the papermachine especially the dry creping step.
- premium tissue products can be produced using significant amounts of recycled fibers. Since these fibers can be treated in ways similar to virgin fibers, these sheets exhibit high levels of softness while maintaining an environmentally friendly technology position.
- Creping fabric designs can be changed to significantly alter the properties of the sheets. For example, finer fabrics produce sheets with very smooth surface features but at lower caliper generation. Coarser fabrics impart a stronger fabric pattern and are capable of producing higher caliper sheets exhibiting greater two- sidedness. However, higher calipers allow for greater calendering to smooth the surface while maintaining the pattern. In this manner, the invention gives the potential to produce soft, strong sheets with or without significant patterns in them.
- the basesheet is creped twice at consistencies where the interfiber bonding is significantly influenced; once at the fabric and once off the Yankee drying cylinder. While some TAD sheets are similarly twice creped, the initial "rush transfer" fabric creping step seen in conventional TAD is done at lower consistencies than as is the case with the present invention. Both TAD and UCTAD rely on a "rush transfer" type of "fabric crepe” typically at consistencies of 25 percent or less. Higher consistencies make it much more difficult to achieve fabric "filling" and achievement ofthe caliper desired with these technologies. However, at low consistencies the fibers, even though they may not be pressed in the process, still exhibit considerable bonding capability through the free water present and the Campbell's forces during drying.
- the sheet, disrupted by the fabric creping- at these higher-consistencies exhibits -a-lower tendency to rebond and reduces or eliminates the need for chemical debonders which add expense and often interfere with efficient blade creping making it more difficult to achieve high softness values.
- TAD and uncreped TAD basesheets exhibit varying degrees of two-sidedness. This is often addressed by calendering to reduce to the tactile differences from the fabric and air sides of the sheet. Calendering reduces the caliper of the sheet and in extreme cases, calendering reduces caliper to the point where the finished product specifications cannot be achieved.
- the fabric design is key to the amount of caliper that can be achieved. While high caliper sheets are possible with these TAD and UCTAD technologies, the appearance can become course and may not be suitable for premium products. With respect to the present invention, the caliper of the sheets are largely controlled by the amount of fabric creping applied.
- the single-ply tissue of the present invention is comparable to and in many respects superior to TAD single-ply tissue. Moreover, the single-ply tissue ofthe invention is comparable and in many respects.superior to,.two-ply CWTitissue.,
- the present invention likewise offers the advantages described above in connection with single-ply tissue for premium two-ply tissue products.
- two-ply tissues of high quality generally do not exhibit MD stretch values in excess of 25%; but with the present invention, MD stretch values of much greater than 25% are readily achieved while maintaining excellent runnability on the papermachine and in converting.
- two-ply tissue made in accordance with the present invention offers considerably more flexibility in product design.
- Two-ply tissue may be made in a variety of grades from a single basesheet as shown in Table 11.
- the caliper potential of the present invention is su ⁇ risingly high since softness deterioration at elevated caliper/basis weight ratios is not seen as it is seen in conventional compactively dewatered products at a caliper/basis weight ratio of 95 or so.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Paper (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Sanitary Thin Papers (AREA)
- Treatments Of Macromolecular Shaped Articles (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Woven Fabrics (AREA)
- Golf Clubs (AREA)
Abstract
Description

















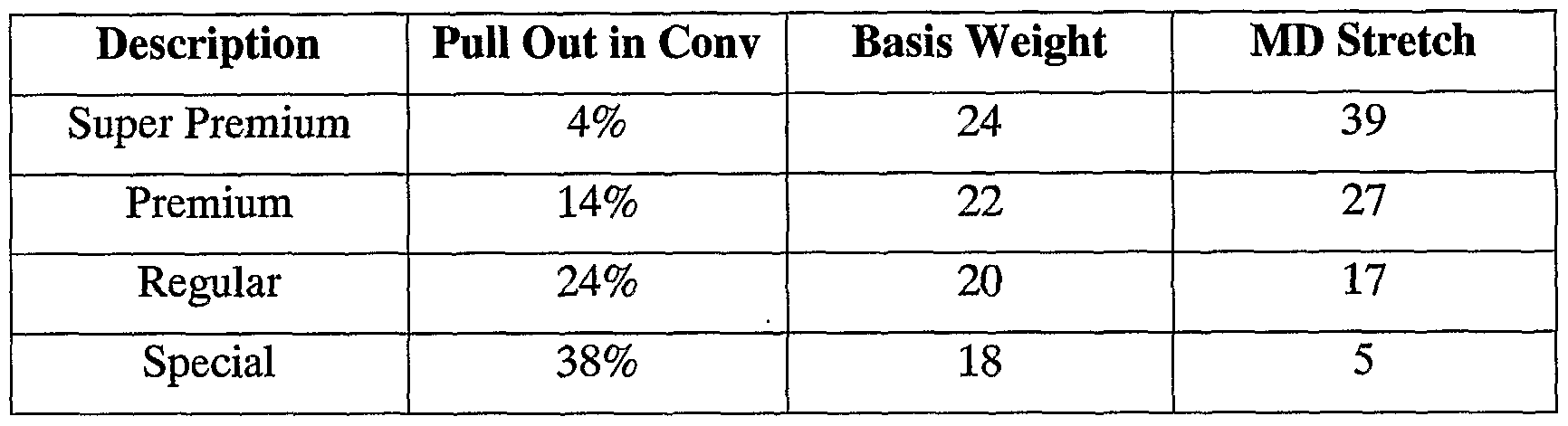


Claims
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03773123A EP1556548B1 (en) | 2002-10-07 | 2003-10-06 | Process for making a creped cellulosic sheet |
| CA2501329A CA2501329C (en) | 2002-10-07 | 2003-10-06 | Fabric crepe process for making absorbent sheet |
| AU2003279792A AU2003279792A1 (en) | 2002-10-07 | 2003-10-06 | Fabric crepe process for making absorbent sheet |
| DE60324829T DE60324829D1 (en) | 2002-10-07 | 2003-10-06 | METHOD FOR PRODUCING A CROPPED CELL CAR TRACK |
| IL167838A IL167838A (en) | 2002-10-07 | 2005-04-03 | Fabric crepe process for making absorbent sheet |
| EGNA2005000104 EG23827A (en) | 2002-10-07 | 2005-04-04 | Fabric crepe process for making absorbent sheet |
| TNP2005000100A TNSN05100A1 (en) | 2002-10-07 | 2005-04-05 | Fabric crepe process for making absorbent sheet |
| HK05112078.5A HK1079828B (en) | 2002-10-07 | 2005-12-29 | Process for making a creped cellulosic sheet |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US41666602P | 2002-10-07 | 2002-10-07 | |
| US60/416,666 | 2002-10-07 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| WO2004033793A2 true WO2004033793A2 (en) | 2004-04-22 |
| WO2004033793A3 WO2004033793A3 (en) | 2004-12-16 |
| WO2004033793A9 WO2004033793A9 (en) | 2005-09-09 |
Family
ID=32093884
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US2003/031418 WO2004033793A2 (en) | 2002-10-07 | 2003-10-06 | Fabric crepe process for making absorbent sheet |
Country Status (19)
| Country | Link |
|---|---|
| US (4) | US7399378B2 (en) |
| EP (2) | EP1985754B1 (en) |
| CN (3) | CN100465375C (en) |
| AT (1) | ATE414819T1 (en) |
| AU (1) | AU2003279792A1 (en) |
| CA (4) | CA2724119C (en) |
| CY (1) | CY1118278T1 (en) |
| DE (1) | DE60324829D1 (en) |
| DK (1) | DK1985754T3 (en) |
| EG (1) | EG23827A (en) |
| ES (2) | ES2316835T3 (en) |
| HK (2) | HK1121790A1 (en) |
| HU (1) | HUE030632T2 (en) |
| IL (1) | IL167838A (en) |
| PT (1) | PT1985754T (en) |
| RU (1) | RU2329345C2 (en) |
| SI (1) | SI1985754T1 (en) |
| TN (1) | TNSN05100A1 (en) |
| WO (1) | WO2004033793A2 (en) |
Cited By (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006007517A2 (en) | 2004-07-01 | 2006-01-19 | Fort James Corporation | Low compaction, pneumatic dewatering process for producing absorbent sheet |
| WO2007085335A1 (en) * | 2006-01-25 | 2007-08-02 | Voith Patent Gmbh | Machine for the production of a fiber web |
| EP1879736A2 (en) * | 2005-04-18 | 2008-01-23 | Georgia-Pacific Consumer Products LP | Fabric crepe/draw process for producing absorbent sheet |
| EP1893808A2 (en) * | 2005-04-21 | 2008-03-05 | Georgia-Pacific Consumer Products LP | Multi-ply paper towel with absorbent core |
| US7442278B2 (en) * | 2002-10-07 | 2008-10-28 | Georgia-Pacific Consumer Products Lp | Fabric crepe and in fabric drying process for producing absorbent sheet |
| US7468117B2 (en) | 2005-04-29 | 2008-12-23 | Kimberly-Clark Worldwide, Inc. | Method of transferring a wet tissue web to a three-dimensional fabric |
| EP2057016A2 (en) * | 2006-08-30 | 2009-05-13 | Georgia-Pacific Consumer Products LP | Multi-ply paper towel |
| US7585389B2 (en) * | 2005-06-24 | 2009-09-08 | Georgia-Pacific Consumer Products Lp | Method of making fabric-creped sheet for dispensers |
| US7588661B2 (en) * | 2002-10-07 | 2009-09-15 | Georgia-Pacific Consumer Products Lp | Absorbent sheet made by fabric crepe process |
| US7588660B2 (en) * | 2002-10-07 | 2009-09-15 | Georgia-Pacific Consumer Products Lp | Wet-pressed tissue and towel products with elevated CD stretch and low tensile ratios made with a high solids fabric crepe process |
| US20100186913A1 (en) * | 2009-01-28 | 2010-07-29 | Georgia-Pacific Consumer Products Lp | Belt-Creped, Variable Local Basis Weight Absorbent Sheet Prepared With Perforated Polymeric Belt |
| US7815768B2 (en) | 2006-04-19 | 2010-10-19 | Albany International Corp. | Multi-layer woven creping fabric |
| US7820008B2 (en) * | 2002-10-07 | 2010-10-26 | Georgia-Pacific Consumer Products Lp | Fabric creped absorbent sheet with variable local basis weight |
| US20120021178A1 (en) * | 2009-01-28 | 2012-01-26 | Miller Joseph H | Belt-creped, variable local basis weight multi-ply sheet with cellulose microfiber prepared with perforated polymeric belt |
| US8361278B2 (en) | 2008-09-16 | 2013-01-29 | Dixie Consumer Products Llc | Food wrap base sheet with regenerated cellulose microfiber |
| US8394236B2 (en) | 2002-10-07 | 2013-03-12 | Georgia-Pacific Consumer Products Lp | Absorbent sheet of cellulosic fibers |
| EP2944720A1 (en) * | 2014-05-15 | 2015-11-18 | GapCon S.r.l. | Former section |
| US9382664B2 (en) | 2011-01-05 | 2016-07-05 | Georgia-Pacific Consumer Products Lp | Creping adhesive compositions and methods of using those compositions |
| US9738562B2 (en) | 2013-06-25 | 2017-08-22 | Carboncure Technologies Inc. | Methods and compositions for concrete production |
| US9758437B2 (en) | 2013-06-25 | 2017-09-12 | Carboncure Technologies Inc. | Apparatus for delivery of carbon dioxide to a concrete mix in a mixer and determining flow rate |
| US9790131B2 (en) | 2013-02-04 | 2017-10-17 | Carboncure Technologies Inc. | System and method of applying carbon dioxide during the production of concrete |
| US10246379B2 (en) | 2013-06-25 | 2019-04-02 | Carboncure Technologies Inc. | Methods and compositions for concrete production |
| US10350787B2 (en) | 2014-02-18 | 2019-07-16 | Carboncure Technologies Inc. | Carbonation of cement mixes |
| US10570064B2 (en) | 2014-04-07 | 2020-02-25 | Carboncure Technologies Inc. | Integrated carbon dioxide capture |
| US10654191B2 (en) | 2012-10-25 | 2020-05-19 | Carboncure Technologies Inc. | Carbon dioxide treatment of concrete upstream from product mold |
| US10731301B2 (en) | 2014-09-25 | 2020-08-04 | Gpcp Ip Holdings Llc | Absorbent sheet made by creping a nascent web on a multilayer belt having openings |
| US10927042B2 (en) | 2013-06-25 | 2021-02-23 | Carboncure Technologies, Inc. | Methods and compositions for concrete production |
| US11559963B2 (en) | 2019-09-09 | 2023-01-24 | Gpcp Ip Holdings Llc | Multilayer creping belt having connected openings, methods of making paper products using such a creping belt, and related paper products |
| US11660779B2 (en) | 2016-04-11 | 2023-05-30 | Carboncure Technologies Inc. | Methods and compositions for treatment of concrete wash water |
| US11958212B2 (en) | 2017-06-20 | 2024-04-16 | Carboncure Technologies Inc. | Methods and compositions for treatment of concrete wash water |
Families Citing this family (108)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20050230069A1 (en) * | 2001-02-16 | 2005-10-20 | Klaus Hilbig | Method of making a thick and smooth embossed tissue |
| US7959761B2 (en) | 2002-04-12 | 2011-06-14 | Georgia-Pacific Consumer Products Lp | Creping adhesive modifier and process for producing paper products |
| US8545574B2 (en) * | 2003-06-17 | 2013-10-01 | The Procter & Gamble Company | Methods for treating fibrous structures |
| US8241543B2 (en) | 2003-08-07 | 2012-08-14 | The Procter & Gamble Company | Method and apparatus for making an apertured web |
| US7503998B2 (en) * | 2004-06-18 | 2009-03-17 | Georgia-Pacific Consumer Products Lp | High solids fabric crepe process for producing absorbent sheet with in-fabric drying |
| US7476701B2 (en) * | 2004-12-22 | 2009-01-13 | Celanese International Corporation | Corrosion-resistant ply bond adhesives and products and processes incorporating such adhesives |
| US8133353B2 (en) * | 2005-03-15 | 2012-03-13 | Wausau Paper Corp. | Creped paper product |
| WO2007001837A2 (en) | 2005-06-24 | 2007-01-04 | Georgia-Pacific Consumer Products Lp | Fabric-creped sheet for dispensers |
| US20070018364A1 (en) * | 2005-07-20 | 2007-01-25 | Pierre Riviere | Modification of nonwovens in intelligent nips |
| US20070062656A1 (en) * | 2005-09-20 | 2007-03-22 | Fort James Corporation | Linerboard With Enhanced CD Strength For Making Boxboard |
| US7678231B2 (en) * | 2005-12-15 | 2010-03-16 | Dow Global Technologies, Inc. | Process for increasing the basis weight of sheet materials |
| US8444811B2 (en) * | 2005-12-15 | 2013-05-21 | Kimberly-Clark Worldwide, Inc. | Process for increasing the basis weight of sheet materials |
| US20070137807A1 (en) * | 2005-12-15 | 2007-06-21 | Schulz Thomas H | Durable hand towel |
| DE102005060378A1 (en) * | 2005-12-16 | 2007-06-21 | Voith Patent Gmbh | Apparatus and method for treating a fibrous web, in particular for producing a tissue paper web |
| DE102005060379A1 (en) * | 2005-12-16 | 2007-06-21 | Voith Patent Gmbh | Apparatus and method for treating a fibrous web, in particular for producing a tissue paper web |
| JP4940685B2 (en) * | 2006-02-15 | 2012-05-30 | 日油株式会社 | Paper softener and paper manufacturing method using the same |
| US7850823B2 (en) | 2006-03-06 | 2010-12-14 | Georgia-Pacific Consumer Products Lp | Method of controlling adhesive build-up on a yankee dryer |
| US8187422B2 (en) | 2006-03-21 | 2012-05-29 | Georgia-Pacific Consumer Products Lp | Disposable cellulosic wiper |
| US8187421B2 (en) | 2006-03-21 | 2012-05-29 | Georgia-Pacific Consumer Products Lp | Absorbent sheet incorporating regenerated cellulose microfiber |
| US7718036B2 (en) | 2006-03-21 | 2010-05-18 | Georgia Pacific Consumer Products Lp | Absorbent sheet having regenerated cellulose microfiber network |
| US8388992B2 (en) | 2006-03-28 | 2013-03-05 | Georgia-Pacific Consumer Products Lp | Anti-microbial hand towel with time-delay chromatic transfer indicator and absorbency rate delay |
| SI2792789T1 (en) | 2006-05-26 | 2017-11-30 | Georgia-Pacific Consumer Products Lp | Fabric creped absorbent sheet with variable local basis weight |
| US20080008865A1 (en) | 2006-06-23 | 2008-01-10 | Georgia-Pacific Consumer Products Lp | Antimicrobial hand towel for touchless automatic dispensers |
| CL2007002685A1 (en) * | 2006-09-18 | 2008-01-25 | Sca Hygiene Prod Ab | Multilayer fabric of flexible material comprising a fluorescent bleaching agent, the fabric includes first and second layers interconnected by an adhesive composition of polyvinyl alcohol and cationic polymer; product; method to optimize the speed of bleaching agent bleed. |
| US7585392B2 (en) * | 2006-10-10 | 2009-09-08 | Georgia-Pacific Consumer Products Lp | Method of producing absorbent sheet with increased wet/dry CD tensile ratio |
| US7563344B2 (en) * | 2006-10-27 | 2009-07-21 | Kimberly-Clark Worldwide, Inc. | Molded wet-pressed tissue |
| US8021518B2 (en) * | 2006-11-30 | 2011-09-20 | Nalco Company | Method of applying a super-absorbent composition to tissue or towel substrates |
| US7951264B2 (en) | 2007-01-19 | 2011-05-31 | Georgia-Pacific Consumer Products Lp | Absorbent cellulosic products with regenerated cellulose formed in-situ |
| US7608164B2 (en) * | 2007-02-27 | 2009-10-27 | Georgia-Pacific Consumer Products Lp | Fabric-crepe process with prolonged production cycle and improved drying |
| US8273286B2 (en) * | 2007-09-10 | 2012-09-25 | Fram Jerry R | Positive pressure shear impregnator and wetout |
| US7811665B2 (en) | 2008-02-29 | 2010-10-12 | The Procter & Gamble Compmany | Embossed fibrous structures |
| US7687140B2 (en) | 2008-02-29 | 2010-03-30 | The Procter & Gamble Company | Fibrous structures |
| US8025966B2 (en) | 2008-02-29 | 2011-09-27 | The Procter & Gamble Company | Fibrous structures |
| US7704601B2 (en) | 2008-02-29 | 2010-04-27 | The Procter & Gamble Company | Fibrous structures |
| US7960020B2 (en) | 2008-02-29 | 2011-06-14 | The Procter & Gamble Company | Embossed fibrous structures |
| US8257551B2 (en) * | 2008-03-31 | 2012-09-04 | Kimberly Clark Worldwide, Inc. | Molded wet-pressed tissue |
| EP2281084A4 (en) | 2008-05-27 | 2015-11-18 | Georgia Pacific Consumer Prod | Ultra premium bath tissue |
| US8066849B2 (en) * | 2008-06-11 | 2011-11-29 | Georgia-Pacific Consumer Products Lp | Absorbent sheet prepared with papermaking fiber and synthetic fiber exhibiting improved wet strength |
| AU2013202347B2 (en) * | 2009-01-28 | 2014-06-05 | Gpcp Ip Holdings Llc | Belt-creped, variable local basis weight absorbent sheet prepared with perforated polymeric belt |
| CA2722650C (en) | 2009-12-07 | 2018-05-01 | Georgia-Pacific Consumer Products Lp | Method of moist creping absorbent paper base sheet |
| US8334049B2 (en) | 2010-02-04 | 2012-12-18 | The Procter & Gamble Company | Fibrous structures |
| US8334050B2 (en) | 2010-02-04 | 2012-12-18 | The Procter & Gamble Company | Fibrous structures |
| DE102010017648A1 (en) * | 2010-06-29 | 2011-12-29 | Papierwerke Lenk Ag | Process for producing one-sided smooth crepe paper |
| US8211271B2 (en) | 2010-08-19 | 2012-07-03 | The Procter & Gamble Company | Paper product having unique physical properties |
| US8584864B2 (en) | 2010-11-19 | 2013-11-19 | Coldcrete, Inc. | Eliminating screens using a perforated wet belt and system and method for cement cooling |
| US8506755B2 (en) * | 2010-12-28 | 2013-08-13 | Kimberly-Clark Worldwide, Inc | Creped tissue product with enhanced retention capacity |
| US9670617B2 (en) | 2011-02-15 | 2017-06-06 | Georgia-Pacific Consumer Products Lp | System and methods involving fabricating sheet products |
| US9925731B2 (en) | 2011-04-26 | 2018-03-27 | The Procter & Gamble Company | Corrugated and apertured web |
| US8657596B2 (en) | 2011-04-26 | 2014-02-25 | The Procter & Gamble Company | Method and apparatus for deforming a web |
| US9242406B2 (en) | 2011-04-26 | 2016-01-26 | The Procter & Gamble Company | Apparatus and process for aperturing and stretching a web |
| DE102011078743A1 (en) * | 2011-07-06 | 2013-01-10 | Voith Patent Gmbh | DRAINED PROFILE DRY CYLINDER |
| US9309627B2 (en) | 2011-07-28 | 2016-04-12 | Georgia-Pacific Consumer Products Lp | High softness, high durability bath tissues with temporary wet strength |
| US9267240B2 (en) | 2011-07-28 | 2016-02-23 | Georgia-Pacific Products LP | High softness, high durability bath tissue incorporating high lignin eucalyptus fiber |
| CN103286988B (en) * | 2012-02-15 | 2016-06-22 | 金红叶纸业集团有限公司 | Wrinkling device, applies the process for creping of this wrinkling device and plays wadding |
| US8871059B2 (en) * | 2012-02-16 | 2014-10-28 | International Paper Company | Methods and apparatus for forming fluff pulp sheets |
| EP2664451B1 (en) * | 2012-05-14 | 2014-12-31 | Sca Tissue France | Hybrid multi-ply tissue paper product and method for manufacturing the same |
| US8968517B2 (en) | 2012-08-03 | 2015-03-03 | First Quality Tissue, Llc | Soft through air dried tissue |
| FI126174B (en) * | 2012-12-04 | 2016-07-29 | Valmet Automation Oy | Measurement of tissue paper |
| JP6217002B2 (en) * | 2013-05-20 | 2017-10-25 | デュプロ精工株式会社 | Paper machine, paper machine and paper making method |
| KR102419653B1 (en) * | 2013-11-14 | 2022-07-11 | 쥐피씨피 아이피 홀딩스 엘엘씨 | Soft, absorbent sheets having high absorbency and high caliper, and methods of making soft, absorbent sheets |
| EP3142625A4 (en) | 2014-05-16 | 2017-12-20 | First Quality Tissue, LLC | Flushable wipe and method of forming the same |
| AU2014404375A1 (en) | 2014-08-27 | 2017-03-16 | Kimberly-Clark Worldwide, Inc. | Durable wet-pressed tissue |
| MA40758A (en) * | 2014-09-25 | 2017-08-01 | Georgia Pacific Consumer Products Lp | METHODS FOR MAKING PAPER PRODUCTS USING A MULTI-LAYER CREPING BELT AND PAPER PRODUCTS MADE USING A MULTI-LAYER CREPING BELT |
| WO2016077594A1 (en) | 2014-11-12 | 2016-05-19 | First Quality Tissue, Llc | Cannabis fiber, absorbent cellulosic structures containing cannabis fiber and methods of making the same |
| MX2017006716A (en) | 2014-11-24 | 2018-03-21 | First Quality Tissue Llc | Soft tissue produced using a structured fabric and energy efficient pressing. |
| US9719213B2 (en) * | 2014-12-05 | 2017-08-01 | First Quality Tissue, Llc | Towel with quality wet scrubbing properties at relatively low basis weight and an apparatus and method for producing same |
| CA2967986C (en) | 2014-12-05 | 2023-09-19 | Structured I, Llc | Manufacturing process for papermaking belts using 3d printing technology |
| US10040265B2 (en) | 2015-03-31 | 2018-08-07 | Kimberly-Clark Worldwide, Inc. | Smooth and bulky rolled tissue products |
| US9918596B2 (en) | 2015-05-26 | 2018-03-20 | Gpcp Ip Holdings Llc | Partitionable paper product |
| US9963831B2 (en) | 2015-06-08 | 2018-05-08 | Gpcp Ip Holdings Llc | Soft absorbent sheets, structuring fabrics for making soft absorbent sheets, and methods of making soft absorbent sheets |
| US10138601B2 (en) | 2015-06-08 | 2018-11-27 | Gpcp Ip Holdings Llc | Soft absorbent sheets, structuring fabrics for making soft absorbent sheets, and methods of making soft absorbent sheets |
| EA039115B1 (en) * | 2015-09-25 | 2021-12-06 | Джиписипи Айпи Холдингз Элэлси | Absorbent sheet of cellulosic fibers |
| WO2017066465A1 (en) | 2015-10-13 | 2017-04-20 | First Quality Tissue, Llc | Disposable towel produced with large volume surface depressions |
| US10538882B2 (en) | 2015-10-13 | 2020-01-21 | Structured I, Llc | Disposable towel produced with large volume surface depressions |
| US11220394B2 (en) | 2015-10-14 | 2022-01-11 | First Quality Tissue, Llc | Bundled product and system |
| US11098444B2 (en) | 2016-01-07 | 2021-08-24 | Tommie Copper Ip, Inc. | Cotton performance products and methods of their manufacture |
| ES2957657T3 (en) | 2016-02-08 | 2024-01-23 | Gpcp Ip Holdings Llc | Methods for making paper products using a molding roller |
| WO2017138027A1 (en) * | 2016-02-08 | 2017-08-17 | Lafer S.P.A. | Compacting machine for fabrics and corresponding compacting method |
| US11035077B2 (en) | 2016-02-08 | 2021-06-15 | Gpcp Ip Holdings Llc | Methods of making paper products using a molding roll |
| RU2725390C2 (en) | 2016-02-08 | 2020-07-02 | Джиписипи Айпи Холдингз Элэлси | Molding drum for making paper products |
| MX2018009679A (en) | 2016-02-11 | 2019-07-04 | Belt or fabric including polymeric layer for papermaking machine. | |
| WO2017152082A1 (en) | 2016-03-04 | 2017-09-08 | Georgia-Pacific Consumer Products Lp | Dispersible wipe |
| US20170314206A1 (en) | 2016-04-27 | 2017-11-02 | First Quality Tissue, Llc | Soft, low lint, through air dried tissue and method of forming the same |
| US10519607B2 (en) | 2016-05-23 | 2019-12-31 | Gpcp Ip Holdings Llc | Dissolved air de-bonding of a tissue sheet |
| TW201742967A (en) * | 2016-06-07 | 2017-12-16 | 喬治亞-太平洋消費者產品公司 | Soft absorbent sheets, structuring fabrics for making soft absorbent sheets, and methods of making soft absorbent sheets |
| WO2018039623A1 (en) | 2016-08-26 | 2018-03-01 | Structured I, Llc | Method of producing absorbent structures with high wet strength, absorbency, and softness |
| US10422078B2 (en) | 2016-09-12 | 2019-09-24 | Structured I, Llc | Former of water laid asset that utilizes a structured fabric as the outer wire |
| CN106436466B (en) * | 2016-09-30 | 2018-01-02 | 浙江晶鑫特种纸业有限公司 | A kind of preparation technology of pure wood pulp microgroove blotting paper |
| US11583489B2 (en) | 2016-11-18 | 2023-02-21 | First Quality Tissue, Llc | Flushable wipe and method of forming the same |
| IT201700019934A1 (en) * | 2017-02-22 | 2018-08-22 | Giorgio Trani | Method and apparatus for producing a web of stretchable fibrous material. |
| US10501274B2 (en) * | 2017-07-06 | 2019-12-10 | Honeywell International Inc. | Continuous web sheet defect analytics, classification and remediation for enhancing equipment efficiency and throughput |
| US10697120B2 (en) | 2017-08-08 | 2020-06-30 | Gpcp Ip Holdings Llc | Methods of making paper products using a patterned cylinder |
| US10619309B2 (en) | 2017-08-23 | 2020-04-14 | Structured I, Llc | Tissue product made using laser engraved structuring belt |
| US10895040B2 (en) | 2017-12-06 | 2021-01-19 | The Procter & Gamble Company | Method and apparatus for removing water from a capillary cylinder in a papermaking process |
| USD897116S1 (en) * | 2018-01-10 | 2020-09-29 | Yupoong, Inc. | Cloth for a cap |
| DE102018114748A1 (en) | 2018-06-20 | 2019-12-24 | Voith Patent Gmbh | Laminated paper machine clothing |
| US11738927B2 (en) | 2018-06-21 | 2023-08-29 | First Quality Tissue, Llc | Bundled product and system and method for forming the same |
| US11697538B2 (en) | 2018-06-21 | 2023-07-11 | First Quality Tissue, Llc | Bundled product and system and method for forming the same |
| ES2969029T3 (en) | 2018-08-22 | 2024-05-16 | Procter & Gamble | Disposable absorbent article |
| US11124920B2 (en) | 2019-09-16 | 2021-09-21 | Gpcp Ip Holdings Llc | Tissue with nanofibrillar cellulose surface layer |
| CN112760816B (en) * | 2019-11-01 | 2022-07-26 | 欣龙控股(集团)股份有限公司 | Efficient and energy-saving corrugated wood pulp composite spunlace fabric and preparation method thereof |
| US11299856B2 (en) | 2020-08-31 | 2022-04-12 | Kimberly-Clark Worldwide, Inc. | Single ply tissue having improved cross-machine direction properties |
| US11427967B2 (en) | 2020-08-31 | 2022-08-30 | Kimberly-Clark Worldwide, Inc. | Multi-ply tissue products having improved cross-machine direction properties |
| US11286623B2 (en) | 2020-08-31 | 2022-03-29 | Kimberly-Clark Worldwide, Inc. | Single ply tissue having improved cross-machine direction properties |
| US20230138090A1 (en) | 2021-11-04 | 2023-05-04 | The Procter & Gamble Company | Web material structuring belt, method for making and method for using |
| CA3181031A1 (en) | 2021-11-04 | 2023-05-04 | The Procter & Gamble Company | Web material structuring belt, method for making and method for using |
| WO2023081746A1 (en) | 2021-11-04 | 2023-05-11 | The Procter & Gamble Company | Web material structuring belt, method for making and method for using |
| WO2023081745A1 (en) | 2021-11-04 | 2023-05-11 | The Procter & Gamble Company | Web material structuring belt, method for making structured web material and structured web material made by the method |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4445638A (en) | 1982-09-20 | 1984-05-01 | Honeywell Inc. | Hydronic antitrust operating system |
| US4482429A (en) | 1980-08-29 | 1984-11-13 | James River-Norwalk, Inc. | Paper webs having high bulk and absorbency and process and apparatus for producing the same |
| US4551199A (en) | 1982-07-01 | 1985-11-05 | Crown Zellerbach Corporation | Apparatus and process for treating web material |
| US4689119A (en) | 1982-07-01 | 1987-08-25 | James River Corporation Of Nevada | Apparatus for treating web material |
| US4834838A (en) | 1987-02-20 | 1989-05-30 | James River Corporation | Fibrous tape base material |
| US4849054A (en) | 1985-12-04 | 1989-07-18 | James River-Norwalk, Inc. | High bulk, embossed fiber sheet material and apparatus and method of manufacturing the same |
| US6287426B1 (en) | 1998-09-09 | 2001-09-11 | Valmet-Karlstad Ab | Paper machine for manufacturing structured soft paper |
| US6350349B1 (en) | 1996-05-10 | 2002-02-26 | Kimberly-Clark Worldwide, Inc. | Method for making high bulk wet-pressed tissue |
Family Cites Families (196)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL231136A (en) | 1957-09-05 | |||
| US3058873A (en) | 1958-09-10 | 1962-10-16 | Hercules Powder Co Ltd | Manufacture of paper having improved wet strength |
| US3556932A (en) | 1965-07-12 | 1971-01-19 | American Cyanamid Co | Water-soluble,ionic,glyoxylated,vinylamide,wet-strength resin and paper made therewith |
| US3545705A (en) | 1967-04-14 | 1970-12-08 | Jwi Ltd | Stainless steel fourdrinier cloth |
| US3432936A (en) * | 1967-05-31 | 1969-03-18 | Scott Paper Co | Transpiration drying and embossing of wet paper webs |
| US3549742A (en) | 1967-09-29 | 1970-12-22 | Scott Paper Co | Method of making a foraminous drainage member |
| NL6917625A (en) * | 1968-12-16 | 1971-05-25 | ||
| US3556933A (en) | 1969-04-02 | 1971-01-19 | American Cyanamid Co | Regeneration of aged-deteriorated wet strength resins |
| US3858623A (en) | 1969-06-10 | 1975-01-07 | Huyck Corp | Papermakers fabrics |
| US3772076A (en) | 1970-01-26 | 1973-11-13 | Hercules Inc | Reaction products of epihalohydrin and polymers of diallylamine and their use in paper |
| US3700623A (en) | 1970-04-22 | 1972-10-24 | Hercules Inc | Reaction products of epihalohydrin and polymers of diallylamine and their use in paper |
| US4071050A (en) | 1972-09-01 | 1978-01-31 | Nordiska Maskinfilt Aktiebolaget | Double-layer forming fabric |
| US3926716A (en) * | 1974-03-19 | 1975-12-16 | Procter & Gamble | Transfer and adherence of relatively dry paper web to a rotating cylindrical surface |
| SE385486B (en) | 1974-10-10 | 1976-07-05 | Nordiska Maskinfilt Ab | PROPAGATION WIRE FOR PAPER, CELLULOSE OR SIMILAR MACHINES AND MANUFACTURED THE SAME |
| DE2517228C2 (en) | 1975-04-18 | 1981-09-24 | Hermann Wangner Gmbh & Co Kg, 7410 Reutlingen | Paper machine fabric and its use in the wet end of a paper machine |
| US3994771A (en) | 1975-05-30 | 1976-11-30 | The Procter & Gamble Company | Process for forming a layered paper web having improved bulk, tactile impression and absorbency and paper thereof |
| SE397371C (en) | 1976-02-24 | 1980-08-18 | Nordiska Maskinfilt Ab | PREPARATION VIRUS FOR PAPER, CELLULOSA OR SIMILAR MACHINES |
| GB1572905A (en) | 1976-08-10 | 1980-08-06 | Scapa Porritt Ltd | Papermakers fabrics |
| US4102737A (en) | 1977-05-16 | 1978-07-25 | The Procter & Gamble Company | Process and apparatus for forming a paper web having improved bulk and absorptive capacity |
| US4161195A (en) | 1978-02-16 | 1979-07-17 | Albany International Corp. | Non-twill paperforming fabric |
| US4149571A (en) | 1978-03-03 | 1979-04-17 | Huyck Corporation | Papermaking fabrics |
| US4184519A (en) | 1978-08-04 | 1980-01-22 | Wisconsin Wires, Inc. | Fabrics for papermaking machines |
| US4314589A (en) | 1978-10-23 | 1982-02-09 | Jwi Ltd. | Duplex forming fabric |
| US4225382A (en) * | 1979-05-24 | 1980-09-30 | The Procter & Gamble Company | Method of making ply-separable paper |
| US4453573A (en) | 1980-02-11 | 1984-06-12 | Huyck Corporation | Papermakers forming fabric |
| US4359069A (en) | 1980-08-28 | 1982-11-16 | Albany International Corp. | Low density multilayer papermaking fabric |
| US4448638A (en) * | 1980-08-29 | 1984-05-15 | James River-Dixie/Northern, Inc. | Paper webs having high bulk and absorbency and process and apparatus for producing the same |
| US4376455A (en) | 1980-12-29 | 1983-03-15 | Albany International Corp. | Eight harness papermaking fabric |
| US4379735A (en) | 1981-08-06 | 1983-04-12 | Jwi Ltd. | Three-layer forming fabric |
| US4356059A (en) | 1981-11-16 | 1982-10-26 | Crown Zellerbach Corporation | High bulk papermaking system |
| US4420372A (en) * | 1981-11-16 | 1983-12-13 | Crown Zellerbach Corporation | High bulk papermaking system |
| DE3146385C2 (en) | 1981-11-23 | 1985-10-31 | Hermann Wangner Gmbh & Co Kg, 7410 Reutlingen | Double-layer fabric as a covering for paper machines |
| US4440597A (en) * | 1982-03-15 | 1984-04-03 | The Procter & Gamble Company | Wet-microcontracted paper and concomitant process |
| SE441016B (en) | 1982-04-26 | 1985-09-02 | Nordiskafilt Ab | PREPARATION WIRES FOR PAPER, CELLULOSA OR SIMILAR MACHINES |
| US4543156A (en) | 1982-05-19 | 1985-09-24 | James River-Norwalk, Inc. | Method for manufacture of a non-woven fibrous web |
| US4533437A (en) | 1982-11-16 | 1985-08-06 | Scott Paper Company | Papermaking machine |
| US4614679A (en) * | 1982-11-29 | 1986-09-30 | The Procter & Gamble Company | Disposable absorbent mat structure for removal and retention of wet and dry soil |
| US4556450A (en) * | 1982-12-30 | 1985-12-03 | The Procter & Gamble Company | Method of and apparatus for removing liquid for webs of porous material |
| SE435739B (en) | 1983-02-23 | 1984-10-15 | Nordiskafilt Ab | DOUBLE TEXTILE TYPE FORMATION WIRES |
| DE3307144A1 (en) | 1983-03-01 | 1984-09-13 | Hermann Wangner Gmbh & Co Kg, 7410 Reutlingen | PAPER MACHINE COVERING IN A FABRIC BINDING THAT DOES NOT HAVE A SYMMETRY AXIS LONGITUDE |
| US4529480A (en) | 1983-08-23 | 1985-07-16 | The Procter & Gamble Company | Tissue paper |
| US4637859A (en) * | 1983-08-23 | 1987-01-20 | The Procter & Gamble Company | Tissue paper |
| US4528316A (en) | 1983-10-18 | 1985-07-09 | Kimberly-Clark Corporation | Creping adhesives containing polyvinyl alcohol and cationic polyamide resins |
| US4552709A (en) * | 1983-11-04 | 1985-11-12 | The Procter & Gamble Company | Process for high-speed production of webs of debossed and perforated thermoplastic film |
| JPS60119293A (en) | 1983-11-30 | 1985-06-26 | 日本フィルコン株式会社 | Papermaking fabric |
| US4605702A (en) | 1984-06-27 | 1986-08-12 | American Cyanamid Company | Temporary wet strength resin |
| US4703116A (en) | 1984-08-17 | 1987-10-27 | National Starch And Chemical Corporation | Polysaccharide derivatives containing aldehyde groups, their preparation from the corresponding acetals and use as paper additives |
| US4983748A (en) | 1984-08-17 | 1991-01-08 | National Starch And Chemical Investment Holding Corporation | Acetals useful for the preparation of polysaccharide derivatives |
| US4675394A (en) | 1984-08-17 | 1987-06-23 | National Starch And Chemical Corporation | Polysaccharide derivatives containing aldehyde groups, their preparation from the corresponding acetals and use as paper additives |
| US4603176A (en) | 1985-06-25 | 1986-07-29 | The Procter & Gamble Company | Temporary wet strength resins |
| US5066532A (en) | 1985-08-05 | 1991-11-19 | Hermann Wangner Gmbh & Co. | Woven multilayer papermaking fabric having increased stability and permeability and method |
| US5114777B2 (en) | 1985-08-05 | 1997-11-18 | Wangner Systems Corp | Woven multilayer papermaking fabric having increased stability and permeability and method |
| US4795530A (en) * | 1985-11-05 | 1989-01-03 | Kimberly-Clark Corporation | Process for making soft, strong cellulosic sheet and products made thereby |
| DE3600530A1 (en) | 1986-01-10 | 1987-07-16 | Wangner Gmbh Co Kg Hermann | USE OF A PAPER MACHINE TREATMENT FOR THE PRODUCTION OF TISSUE PAPER OR POROESE FLEECE AND THEREFORE SUITABLE PAPER MACHINE TENSIONING |
| US4709732A (en) | 1986-05-13 | 1987-12-01 | Huyck Corporation | Fourteen harness dual layer weave |
| US4720383A (en) | 1986-05-16 | 1988-01-19 | Quaker Chemical Corporation | Softening and conditioning fibers with imidazolinium compounds |
| US4834848A (en) * | 1986-10-29 | 1989-05-30 | Tenneco Canada Inc. | Electrical removal of chromium from chlorate solutions |
| US4866151A (en) | 1987-03-25 | 1989-09-12 | National Starch And Chemical Corporation | Polysaccharide graft polymers containing acetal groups and their conversion to aldehyde groups |
| DE3713510A1 (en) | 1987-04-22 | 1988-11-10 | Oberdorfer Fa F | PAPER MACHINE SCREEN FROM A DOUBLE-LAYER FABRIC |
| US4759976A (en) | 1987-04-30 | 1988-07-26 | Albany International Corp. | Forming fabric structure to resist rewet of the paper sheet |
| US5277761A (en) | 1991-06-28 | 1994-01-11 | The Procter & Gamble Company | Cellulosic fibrous structures having at least three regions distinguished by intensive properties |
| USH1672H (en) * | 1988-03-28 | 1997-08-05 | Kimberly-Clark Corporation | Tissue products made from low-coarseness fibers |
| US5223092A (en) * | 1988-04-05 | 1993-06-29 | James River Corporation | Fibrous paper cover stock with textured surface pattern and method of manufacturing the same |
| DE3817144A1 (en) | 1988-05-19 | 1989-11-30 | Wangner Gmbh Co Kg Hermann | DOUBLE-LAYER COVERING FOR THE SHEET FORMING AREA OF A PAPER MACHINE |
| EP0346307A3 (en) | 1988-06-09 | 1991-03-06 | Nordiskafilt Ab | Wet press felt to be used in a papermaking machine |
| US5138002A (en) | 1988-07-05 | 1992-08-11 | The Procter & Gamble Company | Temporary wet strength resins with nitrogen heterocyclic nonnucleophilic functionalities and paper products containing same |
| US5085736A (en) | 1988-07-05 | 1992-02-04 | The Procter & Gamble Company | Temporary wet strength resins and paper products containing same |
| US5008344A (en) | 1988-07-05 | 1991-04-16 | The Procter & Gamble Company | Temporary wet strength resins and paper products containing same |
| US4981557A (en) | 1988-07-05 | 1991-01-01 | The Procter & Gamble Company | Temporary wet strength resins with nitrogen heterocyclic nonnucleophilic functionalities and paper products containing same |
| US4967085A (en) | 1989-02-03 | 1990-10-30 | Eastman Kodak Company | X-ray intensifying screen including a titanium activated hafnium dioxide phosphor containing neodymium to reduce afterglow |
| US4942077A (en) | 1989-05-23 | 1990-07-17 | Kimberly-Clark Corporation | Tissue webs having a regular pattern of densified areas |
| US5054525A (en) | 1989-06-23 | 1991-10-08 | F. Oberdorfer Gmbh & Co. | Double layer forming wire fabric |
| US5225269A (en) | 1989-06-28 | 1993-07-06 | Scandiafelt Ab | Press felt |
| US5098519A (en) | 1989-10-30 | 1992-03-24 | James River Corporation | Method for producing a high bulk paper web and product obtained thereby |
| US5211815A (en) | 1989-10-30 | 1993-05-18 | James River Corporation | Forming fabric for use in producing a high bulk paper web |
| US5023132A (en) | 1990-04-03 | 1991-06-11 | Mount Vernon Mills, Inc. | Press felt for use in papermaking machine |
| US4973512A (en) | 1990-04-03 | 1990-11-27 | Mount Vernon Mills, Inc. | Press felt for use in papermaking machine |
| US5103874A (en) | 1990-06-06 | 1992-04-14 | Asten Group, Inc. | Papermakers fabric with stacked machine direction yarns |
| US5167261A (en) | 1990-06-06 | 1992-12-01 | Asten Group, Inc. | Papermakers fabric with stacked machine direction yarns of a high warp fill |
| US5199467A (en) | 1990-06-06 | 1993-04-06 | Asten Group, Inc. | Papermakers fabric with stacked machine direction yarns |
| US5199261A (en) | 1990-08-10 | 1993-04-06 | Cummins Engine Company, Inc. | Internal combustion engine with turbocharger system |
| ES2089149T3 (en) | 1990-10-17 | 1996-10-01 | James River Corp | FOAM FORMATION METHOD AND APPARATUS. |
| US5087324A (en) * | 1990-10-31 | 1992-02-11 | James River Corporation Of Virginia | Paper towels having bulky inner layer |
| CA2069193C (en) | 1991-06-19 | 1996-01-09 | David M. Rasch | Tissue paper having large scale aesthetically discernible patterns and apparatus for making the same |
| US5129988A (en) * | 1991-06-21 | 1992-07-14 | Kimberly-Clark Corporation | Extended flexible headbox slice with parallel flexible lip extensions and extended internal dividers |
| US6136146A (en) * | 1991-06-28 | 2000-10-24 | The Procter & Gamble Company | Non-through air dried paper web having different basis weights and densities |
| US5245025A (en) | 1991-06-28 | 1993-09-14 | The Procter & Gamble Company | Method and apparatus for making cellulosic fibrous structures by selectively obturated drainage and cellulosic fibrous structures produced thereby |
| US5217576A (en) | 1991-11-01 | 1993-06-08 | Dean Van Phan | Soft absorbent tissue paper with high temporary wet strength |
| US5223096A (en) | 1991-11-01 | 1993-06-29 | Procter & Gamble Company | Soft absorbent tissue paper with high permanent wet strength |
| AU3133393A (en) * | 1991-11-27 | 1993-06-28 | Procter & Gamble Company, The | Cellulosic fibrous structures having pressure differential induced protuberances and a process of making such cellulosic fibrous structures |
| US5338807A (en) | 1991-12-23 | 1994-08-16 | Hercules Incorporated | Synthesis of creping aids based on polyamides containing methyl bis(3-aminopropylamine) |
| US5219004A (en) | 1992-02-06 | 1993-06-15 | Lindsay Wire, Inc. | Multi-ply papermaking fabric with binder warps |
| US5262007A (en) | 1992-04-09 | 1993-11-16 | Procter & Gamble Company | Soft absorbent tissue paper containing a biodegradable quaternized amine-ester softening compound and a temporary wet strength resin |
| US5264082A (en) | 1992-04-09 | 1993-11-23 | Procter & Gamble Company | Soft absorbent tissue paper containing a biodegradable quaternized amine-ester softening compound and a permanent wet strength resin |
| US5501768A (en) * | 1992-04-17 | 1996-03-26 | Kimberly-Clark Corporation | Method of treating papermaking fibers for making tissue |
| US5348620A (en) * | 1992-04-17 | 1994-09-20 | Kimberly-Clark Corporation | Method of treating papermaking fibers for making tissue |
| US5368696A (en) | 1992-10-02 | 1994-11-29 | Asten Group, Inc. | Papermakers wet press felt having high contact, resilient base fabric with hollow monofilaments |
| US5240562A (en) | 1992-10-27 | 1993-08-31 | Procter & Gamble Company | Paper products containing a chemical softening composition |
| US5336373A (en) * | 1992-12-29 | 1994-08-09 | Scott Paper Company | Method for making a strong, bulky, absorbent paper sheet using restrained can drying |
| US5312522A (en) | 1993-01-14 | 1994-05-17 | Procter & Gamble Company | Paper products containing a biodegradable chemical softening composition |
| US5494554A (en) * | 1993-03-02 | 1996-02-27 | Kimberly-Clark Corporation | Method for making soft layered tissues |
| US5667636A (en) * | 1993-03-24 | 1997-09-16 | Kimberly-Clark Worldwide, Inc. | Method for making smooth uncreped throughdried sheets |
| US5411636A (en) * | 1993-05-21 | 1995-05-02 | Kimberly-Clark | Method for increasing the internal bulk of wet-pressed tissue |
| US5372876A (en) | 1993-06-02 | 1994-12-13 | Appleton Mills | Papermaking felt with hydrophobic layer |
| US5607551A (en) * | 1993-06-24 | 1997-03-04 | Kimberly-Clark Corporation | Soft tissue |
| US5695607A (en) * | 1994-04-01 | 1997-12-09 | James River Corporation Of Virginia | Soft-single ply tissue having very low sidedness |
| CA2134594A1 (en) | 1994-04-12 | 1995-10-13 | Kimberly-Clark Worldwide, Inc. | Method for making soft tissue products |
| CA2142805C (en) * | 1994-04-12 | 1999-06-01 | Greg Arthur Wendt | Method of making soft tissue products |
| US5504300A (en) * | 1994-04-18 | 1996-04-02 | Zimmer, Inc. | Orthopaedic implant and method of making same |
| US5556509A (en) * | 1994-06-29 | 1996-09-17 | The Procter & Gamble Company | Paper structures having at least three regions including a transition region interconnecting relatively thinner regions disposed at different elevations, and apparatus and process for making the same |
| US5814190A (en) * | 1994-06-29 | 1998-09-29 | The Procter & Gamble Company | Method for making paper web having both bulk and smoothness |
| US5549790A (en) * | 1994-06-29 | 1996-08-27 | The Procter & Gamble Company | Multi-region paper structures having a transition region interconnecting relatively thinner regions disposed at different elevations, and apparatus and process for making the same |
| US5415737A (en) | 1994-09-20 | 1995-05-16 | The Procter & Gamble Company | Paper products containing a biodegradable vegetable oil based chemical softening composition |
| US6436234B1 (en) * | 1994-09-21 | 2002-08-20 | Kimberly-Clark Worldwide, Inc. | Wet-resilient webs and disposable articles made therewith |
| US5508818A (en) * | 1994-09-23 | 1996-04-16 | Scan-Code, Inc. | Mixed mail transport |
| US6425983B1 (en) * | 1994-10-11 | 2002-07-30 | Fort James Corporation | Creping blade, creped paper, and method of manufacturing paper |
| US5690788A (en) | 1994-10-11 | 1997-11-25 | James River Corporation Of Virginia | Biaxially undulatory tissue and creping process using undulatory blade |
| US5601871A (en) * | 1995-02-06 | 1997-02-11 | Krzysik; Duane G. | Soft treated uncreped throughdried tissue |
| FI102623B (en) | 1995-10-04 | 1999-01-15 | Valmet Corp | Method and apparatus in a paper machine |
| EP0743172B1 (en) | 1995-05-18 | 1999-08-04 | Fort James Corporation | Novel creping adhesive formulations, method of creping and creped fibrous web |
| US5618612A (en) | 1995-05-30 | 1997-04-08 | Huyck Licensco, Inc. | Press felt having fine base fabric |
| US5674590A (en) * | 1995-06-07 | 1997-10-07 | Kimberly-Clark Tissue Company | High water absorbent double-recreped fibrous webs |
| US5730839A (en) * | 1995-07-21 | 1998-03-24 | Kimberly-Clark Worldwide, Inc. | Method of creping tissue webs containing a softener using a closed creping pocket |
| US5840404A (en) * | 1995-08-25 | 1998-11-24 | Fort James France | Absorbent multilayer sheet and method for making same |
| US5657797A (en) | 1996-02-02 | 1997-08-19 | Asten, Inc. | Press felt resistant to nip rejection |
| US6027611A (en) * | 1996-04-26 | 2000-02-22 | Kimberly-Clark Worldwide, Inc. | Facial tissue with reduced moisture penetration |
| US6149767A (en) * | 1997-10-31 | 2000-11-21 | Kimberly-Clark Worldwide, Inc. | Method for making soft tissue |
| US6143135A (en) * | 1996-05-14 | 2000-11-07 | Kimberly-Clark Worldwide, Inc. | Air press for dewatering a wet web |
| US6096169A (en) * | 1996-05-14 | 2000-08-01 | Kimberly-Clark Worldwide, Inc. | Method for making cellulosic web with reduced energy input |
| US6083346A (en) * | 1996-05-14 | 2000-07-04 | Kimberly-Clark Worldwide, Inc. | Method of dewatering wet web using an integrally sealed air press |
| US5830321A (en) * | 1997-01-29 | 1998-11-03 | Kimberly-Clark Worldwide, Inc. | Method for improved rush transfer to produce high bulk without macrofolds |
| US6420013B1 (en) * | 1996-06-14 | 2002-07-16 | The Procter & Gamble Company | Multiply tissue paper |
| US5840403A (en) * | 1996-06-14 | 1998-11-24 | The Procter & Gamble Company | Multi-elevational tissue paper containing selectively disposed chemical papermaking additive |
| US6119362A (en) | 1996-06-19 | 2000-09-19 | Valmet Corporation | Arrangements for impingement drying and/or through-drying of a paper or material web |
| EP0925404B1 (en) * | 1996-09-06 | 2003-04-16 | Kimberly-Clark Worldwide, Inc. | Nonwoven substrate and process for producing high-bulk tissue webs based thereon |
| US5968590A (en) | 1996-09-20 | 1999-10-19 | Valmet Corporation | Method for drying a surface-treated paper web in an after-dryer of a paper machine and after-dryer of a paper machine |
| US5725734A (en) * | 1996-11-15 | 1998-03-10 | Kimberly Clark Corporation | Transfer system and process for making a stretchable fibrous web and article produced thereof |
| US6447641B1 (en) * | 1996-11-15 | 2002-09-10 | Kimberly-Clark Worldwide, Inc. | Transfer system and process for making a stretchable fibrous web and article produced thereof |
| US6001421A (en) | 1996-12-03 | 1999-12-14 | Valmet Corporation | Method for drying paper and a dry end of a paper machine |
| US5851353A (en) * | 1997-04-14 | 1998-12-22 | Kimberly-Clark Worldwide, Inc. | Method for wet web molding and drying |
| US6214146B1 (en) * | 1997-04-17 | 2001-04-10 | Kimberly-Clark Worldwide, Inc. | Creped wiping product containing binder fibers |
| US6139686A (en) * | 1997-06-06 | 2000-10-31 | The Procter & Gamble Company | Process and apparatus for making foreshortened cellulsic structure |
| US5935381A (en) * | 1997-06-06 | 1999-08-10 | The Procter & Gamble Company | Differential density cellulosic structure and process for making same |
| US6133405A (en) | 1997-07-10 | 2000-10-17 | Hercules Incorporated | Polyalkanolamide tackifying resins for creping adhesives |
| US6187137B1 (en) * | 1997-10-31 | 2001-02-13 | Kimberly-Clark Worldwide, Inc. | Method of producing low density resilient webs |
| US6197154B1 (en) * | 1997-10-31 | 2001-03-06 | Kimberly-Clark Worldwide, Inc. | Low density resilient webs and methods of making such webs |
| AU9593898A (en) * | 1997-10-31 | 1999-05-24 | Beloit Technologies, Inc. | Air press |
| US6547924B2 (en) * | 1998-03-20 | 2003-04-15 | Metso Paper Karlstad Ab | Paper machine for and method of manufacturing textured soft paper |
| US6149769A (en) * | 1998-06-03 | 2000-11-21 | The Procter & Gamble Company | Soft tissue having temporary wet strength |
| US6306257B1 (en) * | 1998-06-17 | 2001-10-23 | Kimberly-Clark Worldwide, Inc. | Air press for dewatering a wet web |
| US6280573B1 (en) * | 1998-08-12 | 2001-08-28 | Kimberly-Clark Worldwide, Inc. | Leakage control system for treatment of moving webs |
| US6210528B1 (en) * | 1998-12-21 | 2001-04-03 | Kimberly-Clark Worldwide, Inc. | Process of making web-creped imprinted paper |
| US6423180B1 (en) * | 1998-12-30 | 2002-07-23 | Kimberly-Clark Worldwide, Inc. | Soft and tough paper product with high bulk |
| US6458343B1 (en) | 1999-05-07 | 2002-10-01 | Goldschmidt Chemical Corporation | Quaternary compounds, compositions containing them, and uses thereof |
| US6601173B1 (en) | 1999-07-06 | 2003-07-29 | Avaya Technology Corp. | Multi-user internet access and security system |
| US6162327A (en) * | 1999-09-17 | 2000-12-19 | The Procter & Gamble Company | Multifunctional tissue paper product |
| US6318727B1 (en) * | 1999-11-05 | 2001-11-20 | Kimberly-Clark Worldwide, Inc. | Apparatus for maintaining a fluid seal with a moving substrate |
| US6432267B1 (en) | 1999-12-16 | 2002-08-13 | Georgia-Pacific Corporation | Wet crepe, impingement-air dry process for making absorbent sheet |
| US6447640B1 (en) * | 2000-04-24 | 2002-09-10 | Georgia-Pacific Corporation | Impingement air dry process for making absorbent sheet |
| WO2001085438A2 (en) * | 2000-05-12 | 2001-11-15 | Kimberly-Clark Worldwide, Inc. | Process for increasing the softness of base webs and products made therefrom |
| CA2405162C (en) * | 2000-05-18 | 2008-12-30 | Metso Paper Karlstad Ab | Soft crepe paper machine and press section thereof |
| US6749723B2 (en) | 2000-06-28 | 2004-06-15 | Metso Paper Karlstad Ab | Measuring arrangements in a shortened dry end of a tissue machine |
| US6497789B1 (en) * | 2000-06-30 | 2002-12-24 | Kimberly-Clark Worldwide, Inc. | Method for making tissue sheets on a modified conventional wet-pressed machine |
| US6454904B1 (en) * | 2000-06-30 | 2002-09-24 | Kimberly-Clark Worldwide, Inc. | Method for making tissue sheets on a modified conventional crescent-former tissue machine |
| US6478927B1 (en) * | 2000-08-17 | 2002-11-12 | Kimberly-Clark Worldwide, Inc. | Method of forming a tissue with surfaces having elevated regions |
| US6464829B1 (en) * | 2000-08-17 | 2002-10-15 | Kimberly-Clark Worldwide, Inc. | Tissue with surfaces having elevated regions |
| US6610173B1 (en) | 2000-11-03 | 2003-08-26 | Kimberly-Clark Worldwide, Inc. | Three-dimensional tissue and methods for making the same |
| US6752907B2 (en) * | 2001-01-12 | 2004-06-22 | Georgia-Pacific Corporation | Wet crepe throughdry process for making absorbent sheet and novel fibrous product |
| US6551461B2 (en) * | 2001-07-30 | 2003-04-22 | Kimberly-Clark Worldwide, Inc. | Process for making throughdried tissue using exhaust gas recovery |
| DE10157451A1 (en) * | 2001-11-23 | 2003-06-05 | Voith Paper Patent Gmbh | Method and device for producing a fibrous web |
| US7070678B2 (en) * | 2001-11-30 | 2006-07-04 | Kimberly-Clark Worldwide, Inc. | Paper webs having a watermark pattern |
| US20030111195A1 (en) * | 2001-12-19 | 2003-06-19 | Kimberly-Clark Worldwide, Inc. | Method and system for manufacturing tissue products, and products produced thereby |
| US6698681B1 (en) | 2002-10-04 | 2004-03-02 | Kimberly-Clark Worldwide, Inc. | Apparatus and method for winding paper |
| US7789995B2 (en) * | 2002-10-07 | 2010-09-07 | Georgia-Pacific Consumer Products, LP | Fabric crepe/draw process for producing absorbent sheet |
| DK1985754T3 (en) * | 2002-10-07 | 2016-09-19 | Georgia Pacific Consumer Products Lp | A process for producing a bæltekreppet absorbent cellulose layer, and absorbent layer |
| US7494563B2 (en) | 2002-10-07 | 2009-02-24 | Georgia-Pacific Consumer Products Lp | Fabric creped absorbent sheet with variable local basis weight |
| US7588660B2 (en) * | 2002-10-07 | 2009-09-15 | Georgia-Pacific Consumer Products Lp | Wet-pressed tissue and towel products with elevated CD stretch and low tensile ratios made with a high solids fabric crepe process |
| US7442278B2 (en) * | 2002-10-07 | 2008-10-28 | Georgia-Pacific Consumer Products Lp | Fabric crepe and in fabric drying process for producing absorbent sheet |
| US7662257B2 (en) * | 2005-04-21 | 2010-02-16 | Georgia-Pacific Consumer Products Llc | Multi-ply paper towel with absorbent core |
| US7300543B2 (en) | 2003-12-23 | 2007-11-27 | Kimberly-Clark Worldwide, Inc. | Tissue products having high durability and a deep discontinuous pocket structure |
| CN101575823B (en) * | 2004-04-14 | 2011-06-29 | 福特詹姆斯公司 | Wet-pressed tissue and towel products with elevated CD stretch and low tensile ratios made with a high solids fabric crepe process |
| US7503998B2 (en) * | 2004-06-18 | 2009-03-17 | Georgia-Pacific Consumer Products Lp | High solids fabric crepe process for producing absorbent sheet with in-fabric drying |
| US7416637B2 (en) * | 2004-07-01 | 2008-08-26 | Georgia-Pacific Consumer Products Lp | Low compaction, pneumatic dewatering process for producing absorbent sheet |
| WO2007001837A2 (en) * | 2005-06-24 | 2007-01-04 | Georgia-Pacific Consumer Products Lp | Fabric-creped sheet for dispensers |
| US7585388B2 (en) | 2005-06-24 | 2009-09-08 | Georgia-Pacific Consumer Products Lp | Fabric-creped sheet for dispensers |
| US20070062656A1 (en) * | 2005-09-20 | 2007-03-22 | Fort James Corporation | Linerboard With Enhanced CD Strength For Making Boxboard |
| US20070137807A1 (en) * | 2005-12-15 | 2007-06-21 | Schulz Thomas H | Durable hand towel |
| US7850823B2 (en) | 2006-03-06 | 2010-12-14 | Georgia-Pacific Consumer Products Lp | Method of controlling adhesive build-up on a yankee dryer |
| US7718036B2 (en) * | 2006-03-21 | 2010-05-18 | Georgia Pacific Consumer Products Lp | Absorbent sheet having regenerated cellulose microfiber network |
| SI2792789T1 (en) * | 2006-05-26 | 2017-11-30 | Georgia-Pacific Consumer Products Lp | Fabric creped absorbent sheet with variable local basis weight |
| US20080008865A1 (en) * | 2006-06-23 | 2008-01-10 | Georgia-Pacific Consumer Products Lp | Antimicrobial hand towel for touchless automatic dispensers |
| US7585392B2 (en) * | 2006-10-10 | 2009-09-08 | Georgia-Pacific Consumer Products Lp | Method of producing absorbent sheet with increased wet/dry CD tensile ratio |
| US7563344B2 (en) | 2006-10-27 | 2009-07-21 | Kimberly-Clark Worldwide, Inc. | Molded wet-pressed tissue |
| US7951264B2 (en) | 2007-01-19 | 2011-05-31 | Georgia-Pacific Consumer Products Lp | Absorbent cellulosic products with regenerated cellulose formed in-situ |
| US7608164B2 (en) | 2007-02-27 | 2009-10-27 | Georgia-Pacific Consumer Products Lp | Fabric-crepe process with prolonged production cycle and improved drying |
| US8066849B2 (en) * | 2008-06-11 | 2011-11-29 | Georgia-Pacific Consumer Products Lp | Absorbent sheet prepared with papermaking fiber and synthetic fiber exhibiting improved wet strength |
-
2003
- 2003-10-06 DK DK08012591.7T patent/DK1985754T3/en active
- 2003-10-06 CA CA2724119A patent/CA2724119C/en not_active Expired - Lifetime
- 2003-10-06 CA CA2724104A patent/CA2724104C/en not_active Expired - Lifetime
- 2003-10-06 SI SI200332490A patent/SI1985754T1/en unknown
- 2003-10-06 ES ES03773123T patent/ES2316835T3/en not_active Expired - Lifetime
- 2003-10-06 RU RU2005113241/12A patent/RU2329345C2/en active
- 2003-10-06 CN CNB2003801048192A patent/CN100465375C/en not_active Expired - Lifetime
- 2003-10-06 US US10/679,862 patent/US7399378B2/en active Active
- 2003-10-06 PT PT80125917T patent/PT1985754T/en unknown
- 2003-10-06 ES ES08012591.7T patent/ES2593793T3/en not_active Expired - Lifetime
- 2003-10-06 WO PCT/US2003/031418 patent/WO2004033793A2/en not_active Application Discontinuation
- 2003-10-06 DE DE60324829T patent/DE60324829D1/en not_active Expired - Lifetime
- 2003-10-06 CN CN201110197477XA patent/CN102268834B/en not_active Expired - Lifetime
- 2003-10-06 CA CA2724121A patent/CA2724121C/en not_active Expired - Lifetime
- 2003-10-06 CA CA2501329A patent/CA2501329C/en not_active Expired - Lifetime
- 2003-10-06 EP EP08012591.7A patent/EP1985754B1/en not_active Expired - Lifetime
- 2003-10-06 EP EP03773123A patent/EP1556548B1/en not_active Expired - Lifetime
- 2003-10-06 AT AT03773123T patent/ATE414819T1/en active
- 2003-10-06 HU HUE08012591A patent/HUE030632T2/en unknown
- 2003-10-06 CN CN200910003613XA patent/CN101538813B/en not_active Expired - Lifetime
- 2003-10-06 AU AU2003279792A patent/AU2003279792A1/en not_active Abandoned
-
2005
- 2005-04-03 IL IL167838A patent/IL167838A/en active IP Right Grant
- 2005-04-04 EG EGNA2005000104 patent/EG23827A/en active
- 2005-04-05 TN TNP2005000100A patent/TNSN05100A1/en unknown
- 2005-12-29 HK HK09101719.9A patent/HK1121790A1/en not_active IP Right Cessation
- 2005-12-29 HK HK05112078.5A patent/HK1079828B/en not_active IP Right Cessation
-
2008
- 2008-06-05 US US12/156,820 patent/US7588661B2/en not_active Expired - Lifetime
- 2008-06-05 US US12/156,834 patent/US7704349B2/en not_active Expired - Lifetime
-
2009
- 2009-07-27 US US12/460,972 patent/US7935220B2/en not_active Expired - Lifetime
-
2016
- 2016-09-13 CY CY20161100909T patent/CY1118278T1/en unknown
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4482429A (en) | 1980-08-29 | 1984-11-13 | James River-Norwalk, Inc. | Paper webs having high bulk and absorbency and process and apparatus for producing the same |
| US4551199A (en) | 1982-07-01 | 1985-11-05 | Crown Zellerbach Corporation | Apparatus and process for treating web material |
| US4689119A (en) | 1982-07-01 | 1987-08-25 | James River Corporation Of Nevada | Apparatus for treating web material |
| US4445638A (en) | 1982-09-20 | 1984-05-01 | Honeywell Inc. | Hydronic antitrust operating system |
| US4849054A (en) | 1985-12-04 | 1989-07-18 | James River-Norwalk, Inc. | High bulk, embossed fiber sheet material and apparatus and method of manufacturing the same |
| US4834838A (en) | 1987-02-20 | 1989-05-30 | James River Corporation | Fibrous tape base material |
| US6350349B1 (en) | 1996-05-10 | 2002-02-26 | Kimberly-Clark Worldwide, Inc. | Method for making high bulk wet-pressed tissue |
| US6287426B1 (en) | 1998-09-09 | 2001-09-11 | Valmet-Karlstad Ab | Paper machine for manufacturing structured soft paper |
Cited By (93)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9371615B2 (en) | 2002-10-07 | 2016-06-21 | Georgia-Pacific Consumer Products Lp | Method of making a fabric-creped absorbent cellulosic sheet |
| US7820008B2 (en) * | 2002-10-07 | 2010-10-26 | Georgia-Pacific Consumer Products Lp | Fabric creped absorbent sheet with variable local basis weight |
| US9279219B2 (en) | 2002-10-07 | 2016-03-08 | Georgia-Pacific Consumer Products Lp | Multi-ply absorbent sheet of cellulosic fibers |
| US8980052B2 (en) | 2002-10-07 | 2015-03-17 | Georgia-Pacific Consumer Products Lp | Method of making a fabric-creped absorbent cellulosic sheet |
| US8911592B2 (en) | 2002-10-07 | 2014-12-16 | Georgia-Pacific Consumer Products Lp | Multi-ply absorbent sheet of cellulosic fibers |
| US7442278B2 (en) * | 2002-10-07 | 2008-10-28 | Georgia-Pacific Consumer Products Lp | Fabric crepe and in fabric drying process for producing absorbent sheet |
| US8778138B2 (en) | 2002-10-07 | 2014-07-15 | Georgia-Pacific Consumer Products Lp | Absorbent cellulosic sheet having a variable local basis weight |
| US8673115B2 (en) | 2002-10-07 | 2014-03-18 | Georgia-Pacific Consumer Products Lp | Method of making a fabric-creped absorbent cellulosic sheet |
| US8636874B2 (en) | 2002-10-07 | 2014-01-28 | Georgia-Pacific Consumer Products Lp | Fabric-creped absorbent cellulosic sheet having a variable local basis weight |
| US7588661B2 (en) * | 2002-10-07 | 2009-09-15 | Georgia-Pacific Consumer Products Lp | Absorbent sheet made by fabric crepe process |
| US7588660B2 (en) * | 2002-10-07 | 2009-09-15 | Georgia-Pacific Consumer Products Lp | Wet-pressed tissue and towel products with elevated CD stretch and low tensile ratios made with a high solids fabric crepe process |
| US7651589B2 (en) * | 2002-10-07 | 2010-01-26 | Georgia-Pacific Consumer Products Llc | Process for producing absorbent sheet |
| US7662255B2 (en) * | 2002-10-07 | 2010-02-16 | Georgia-Pacific Consumer Products Llc | Absorbent sheet |
| US8603296B2 (en) | 2002-10-07 | 2013-12-10 | Georgia-Pacific Consumer Products Lp | Method of making a fabric-creped absorbent cellulosic sheet with improved dispensing characteristics |
| US7670457B2 (en) * | 2002-10-07 | 2010-03-02 | Georgia-Pacific Consumer Products Llc | Process for producing absorbent sheet |
| US7704349B2 (en) * | 2002-10-07 | 2010-04-27 | Georgia-Pacific Consumer Products Lp | Fabric crepe process for making absorbent sheet |
| US8545676B2 (en) | 2002-10-07 | 2013-10-01 | Georgia-Pacific Consumer Products Lp | Fabric-creped absorbent cellulosic sheet having a variable local basis weight |
| US8568560B2 (en) | 2002-10-07 | 2013-10-29 | Georgia-Pacific Consumer Products Lp | Method of making a cellulosic absorbent sheet |
| US7789995B2 (en) * | 2002-10-07 | 2010-09-07 | Georgia-Pacific Consumer Products, LP | Fabric crepe/draw process for producing absorbent sheet |
| US8562786B2 (en) | 2002-10-07 | 2013-10-22 | Georgia-Pacific Consumer Products Lp | Method of making a fabric-creped absorbent cellulosic sheet |
| US8568559B2 (en) | 2002-10-07 | 2013-10-29 | Georgia-Pacific Consumer Products Lp | Method of making a cellulosic absorbent sheet |
| US7828931B2 (en) * | 2002-10-07 | 2010-11-09 | Georgia-Pacific Consumer Products Lp | Wet-pressed tissue and towel products with elevated CD stretch and low tensile ratios made with a high solids fabric crepe process |
| US8152957B2 (en) | 2002-10-07 | 2012-04-10 | Georgia-Pacific Consumer Products Lp | Fabric creped absorbent sheet with variable local basis weight |
| US7927456B2 (en) | 2002-10-07 | 2011-04-19 | Georgia-Pacific Consumer Products Lp | Absorbent sheet |
| US7935220B2 (en) * | 2002-10-07 | 2011-05-03 | Georgia-Pacific Consumer Products Lp | Absorbent sheet made by fabric crepe process |
| US8435381B2 (en) | 2002-10-07 | 2013-05-07 | Georgia-Pacific Consumer Products Lp | Absorbent fabric-creped cellulosic web for tissue and towel products |
| US8398820B2 (en) | 2002-10-07 | 2013-03-19 | Georgia-Pacific Consumer Products Lp | Method of making a belt-creped absorbent cellulosic sheet |
| US8398818B2 (en) | 2002-10-07 | 2013-03-19 | Georgia-Pacific Consumer Products Lp | Fabric-creped absorbent cellulosic sheet having a variable local basis weight |
| US8394236B2 (en) | 2002-10-07 | 2013-03-12 | Georgia-Pacific Consumer Products Lp | Absorbent sheet of cellulosic fibers |
| US8152958B2 (en) * | 2002-10-07 | 2012-04-10 | Georgia-Pacific Consumer Products Lp | Fabric crepe/draw process for producing absorbent sheet |
| US8524040B2 (en) | 2002-10-07 | 2013-09-03 | Georgia-Pacific Consumer Products Lp | Method of making a belt-creped absorbent cellulosic sheet |
| US8388804B2 (en) | 2002-10-07 | 2013-03-05 | Georgia-Pacific Consumer Products Lp | Method of making a fabric-creped absorbent cellulosic sheet |
| US8226797B2 (en) | 2002-10-07 | 2012-07-24 | Georgia-Pacific Consumer Products Lp | Fabric crepe and in fabric drying process for producing absorbent sheet |
| US8257552B2 (en) | 2002-10-07 | 2012-09-04 | Georgia-Pacific Consumer Products Lp | Fabric creped absorbent sheet with variable local basis weight |
| US8388803B2 (en) | 2002-10-07 | 2013-03-05 | Georgia-Pacific Consumer Products Lp | Method of making a fabric-creped absorbent cellulosic sheet |
| US8328985B2 (en) | 2002-10-07 | 2012-12-11 | Georgia-Pacific Consumer Products Lp | Method of making a fabric-creped absorbent cellulosic sheet |
| US9017517B2 (en) | 2004-04-14 | 2015-04-28 | Georgia-Pacific Consumer Products Lp | Method of making a belt-creped, absorbent cellulosic sheet with a perforated belt |
| US8968516B2 (en) | 2004-04-14 | 2015-03-03 | Georgia-Pacific Consumer Products Lp | Methods of making a belt-creped absorbent cellulosic sheet prepared with a perforated polymeric belt |
| US9388534B2 (en) | 2004-04-14 | 2016-07-12 | Georgia-Pacific Consumer Products Lp | Method of making a belt-creped, absorbent cellulosic sheet with a perforated belt |
| EP1761671A2 (en) * | 2004-07-01 | 2007-03-14 | Fort James Corporation | Low compaction, pneumatic dewatering process for producing absorbent sheet |
| EP1761671A4 (en) * | 2004-07-01 | 2012-04-11 | Georgia Pacific Consumer Prod | Low compaction, pneumatic dewatering process for producing absorbent sheet |
| WO2006007517A2 (en) | 2004-07-01 | 2006-01-19 | Fort James Corporation | Low compaction, pneumatic dewatering process for producing absorbent sheet |
| NO338757B1 (en) * | 2004-07-01 | 2016-10-17 | Georgia Pacific Consumer Products Lp | Low compression, pneumatic dewatering process for making absorbent sheets |
| EP1879736A2 (en) * | 2005-04-18 | 2008-01-23 | Georgia-Pacific Consumer Products LP | Fabric crepe/draw process for producing absorbent sheet |
| EP1879736A4 (en) * | 2005-04-18 | 2010-07-07 | Georgia Pacific Consumer Prod | Fabric crepe/draw process for producing absorbent sheet |
| EP3064645A1 (en) * | 2005-04-18 | 2016-09-07 | Georgia-Pacific Consumer Products LP | Method of making a fabric-creped absorbent cellulosic sheet |
| EP2610051A3 (en) * | 2005-04-18 | 2013-07-31 | Georgia-Pacific Consumer Products LP | Fabric-creped absorbent cellulosic sheet |
| EP2581213A1 (en) * | 2005-04-21 | 2013-04-17 | Georgia-Pacific Consumer Products LP | Multi-ply paper towel with absorbent core |
| CN102578944B (en) * | 2005-04-21 | 2015-08-26 | 佐治亚-太平洋消费产品有限合伙公司 | There is the multi-ply paper towel of absorbent core |
| EP1893808A2 (en) * | 2005-04-21 | 2008-03-05 | Georgia-Pacific Consumer Products LP | Multi-ply paper towel with absorbent core |
| US7918964B2 (en) | 2005-04-21 | 2011-04-05 | Georgia-Pacific Consumer Products Lp | Multi-ply paper towel with absorbent core |
| US7662257B2 (en) * | 2005-04-21 | 2010-02-16 | Georgia-Pacific Consumer Products Llc | Multi-ply paper towel with absorbent core |
| EP1893808A4 (en) * | 2005-04-21 | 2011-09-28 | Georgia Pacific Consumer Prod | Multi-ply paper towel with absorbent core |
| US7468117B2 (en) | 2005-04-29 | 2008-12-23 | Kimberly-Clark Worldwide, Inc. | Method of transferring a wet tissue web to a three-dimensional fabric |
| US7585389B2 (en) * | 2005-06-24 | 2009-09-08 | Georgia-Pacific Consumer Products Lp | Method of making fabric-creped sheet for dispensers |
| WO2007085335A1 (en) * | 2006-01-25 | 2007-08-02 | Voith Patent Gmbh | Machine for the production of a fiber web |
| US7951268B2 (en) | 2006-01-25 | 2011-05-31 | Georgia-Pacific Consumer Products Lp | Machine to produce a fibrous web |
| US9382665B2 (en) | 2006-03-21 | 2016-07-05 | Georgia-Pacific Consumer Products Lp | Method of making a wiper/towel product with cellulosic microfibers |
| US9051691B2 (en) | 2006-03-21 | 2015-06-09 | Georgia-Pacific Consumer Products Lp | Method of making a wiper/towel product with cellulosic microfibers |
| US9057158B2 (en) | 2006-03-21 | 2015-06-16 | Georgia-Pacific Consumer Products Lp | Method of making a wiper/towel product with cellulosic microfibers |
| US7815768B2 (en) | 2006-04-19 | 2010-10-19 | Albany International Corp. | Multi-layer woven creping fabric |
| EP2057016A2 (en) * | 2006-08-30 | 2009-05-13 | Georgia-Pacific Consumer Products LP | Multi-ply paper towel |
| US8409404B2 (en) | 2006-08-30 | 2013-04-02 | Georgia-Pacific Consumer Products Lp | Multi-ply paper towel with creped plies |
| EP2057016A4 (en) * | 2006-08-30 | 2011-10-05 | Georgia Pacific Consumer Prod | Multi-ply paper towel |
| US8361278B2 (en) | 2008-09-16 | 2013-01-29 | Dixie Consumer Products Llc | Food wrap base sheet with regenerated cellulose microfiber |
| US20120021178A1 (en) * | 2009-01-28 | 2012-01-26 | Miller Joseph H | Belt-creped, variable local basis weight multi-ply sheet with cellulose microfiber prepared with perforated polymeric belt |
| US8293072B2 (en) * | 2009-01-28 | 2012-10-23 | Georgia-Pacific Consumer Products Lp | Belt-creped, variable local basis weight absorbent sheet prepared with perforated polymeric belt |
| US8864944B2 (en) | 2009-01-28 | 2014-10-21 | Georgia-Pacific Consumer Products Lp | Method of making a wiper/towel product with cellulosic microfibers |
| US8864945B2 (en) | 2009-01-28 | 2014-10-21 | Georgia-Pacific Consumer Products Lp | Method of making a multi-ply wiper/towel product with cellulosic microfibers |
| US8852397B2 (en) | 2009-01-28 | 2014-10-07 | Georgia-Pacific Consumer Products Lp | Methods of making a belt-creped absorbent cellulosic sheet prepared with a perforated polymeric belt |
| US8652300B2 (en) | 2009-01-28 | 2014-02-18 | Georgia-Pacific Consumer Products Lp | Methods of making a belt-creped absorbent cellulosic sheet prepared with a perforated polymeric belt |
| US8632658B2 (en) | 2009-01-28 | 2014-01-21 | Georgia-Pacific Consumer Products Lp | Multi-ply wiper/towel product with cellulosic microfibers |
| US20100186913A1 (en) * | 2009-01-28 | 2010-07-29 | Georgia-Pacific Consumer Products Lp | Belt-Creped, Variable Local Basis Weight Absorbent Sheet Prepared With Perforated Polymeric Belt |
| US8540846B2 (en) * | 2009-01-28 | 2013-09-24 | Georgia-Pacific Consumer Products Lp | Belt-creped, variable local basis weight multi-ply sheet with cellulose microfiber prepared with perforated polymeric belt |
| US9382664B2 (en) | 2011-01-05 | 2016-07-05 | Georgia-Pacific Consumer Products Lp | Creping adhesive compositions and methods of using those compositions |
| US9702088B2 (en) | 2011-01-05 | 2017-07-11 | Georgia-Pacific Consumer Products Lp | Creping adhesive compositions and methods of using those compositions |
| US10654191B2 (en) | 2012-10-25 | 2020-05-19 | Carboncure Technologies Inc. | Carbon dioxide treatment of concrete upstream from product mold |
| US10683237B2 (en) | 2013-02-04 | 2020-06-16 | Carboncure Technologies Inc. | System and method of applying carbon dioxide during the production of concrete |
| US9790131B2 (en) | 2013-02-04 | 2017-10-17 | Carboncure Technologies Inc. | System and method of applying carbon dioxide during the production of concrete |
| US11773019B2 (en) | 2013-06-25 | 2023-10-03 | Carboncure Technologies Inc. | Methods and compositions for concrete production |
| US10246379B2 (en) | 2013-06-25 | 2019-04-02 | Carboncure Technologies Inc. | Methods and compositions for concrete production |
| US9738562B2 (en) | 2013-06-25 | 2017-08-22 | Carboncure Technologies Inc. | Methods and compositions for concrete production |
| US9758437B2 (en) | 2013-06-25 | 2017-09-12 | Carboncure Technologies Inc. | Apparatus for delivery of carbon dioxide to a concrete mix in a mixer and determining flow rate |
| US10927042B2 (en) | 2013-06-25 | 2021-02-23 | Carboncure Technologies, Inc. | Methods and compositions for concrete production |
| US11773031B2 (en) | 2013-06-25 | 2023-10-03 | Carboncure Technologies Inc. | Apparatus for delivery of a predetermined amount of solid and gaseous carbon dioxide |
| US10350787B2 (en) | 2014-02-18 | 2019-07-16 | Carboncure Technologies Inc. | Carbonation of cement mixes |
| US10570064B2 (en) | 2014-04-07 | 2020-02-25 | Carboncure Technologies Inc. | Integrated carbon dioxide capture |
| US11878948B2 (en) | 2014-04-07 | 2024-01-23 | Carboncure Technologies Inc. | Integrated carbon dioxide capture |
| EP2944720A1 (en) * | 2014-05-15 | 2015-11-18 | GapCon S.r.l. | Former section |
| US10731301B2 (en) | 2014-09-25 | 2020-08-04 | Gpcp Ip Holdings Llc | Absorbent sheet made by creping a nascent web on a multilayer belt having openings |
| US11660779B2 (en) | 2016-04-11 | 2023-05-30 | Carboncure Technologies Inc. | Methods and compositions for treatment of concrete wash water |
| US11958212B2 (en) | 2017-06-20 | 2024-04-16 | Carboncure Technologies Inc. | Methods and compositions for treatment of concrete wash water |
| US11559963B2 (en) | 2019-09-09 | 2023-01-24 | Gpcp Ip Holdings Llc | Multilayer creping belt having connected openings, methods of making paper products using such a creping belt, and related paper products |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1556548B1 (en) | Process for making a creped cellulosic sheet | |
| US7585388B2 (en) | Fabric-creped sheet for dispensers | |
| US7588660B2 (en) | Wet-pressed tissue and towel products with elevated CD stretch and low tensile ratios made with a high solids fabric crepe process | |
| EP2057016B1 (en) | Multi-ply paper towel | |
| CA2559526C (en) | Wet-pressed tissue and towel products with elevated cd stretch and low tensile ratios made with a high solids fabric crepe process | |
| EP1907625B1 (en) | Fabric-creped sheet for dispensers | |
| EP1756359A1 (en) | High solids fabric crepe process for producing absorbent sheet with in-fabric drying |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Kind code of ref document: A2 Designated state(s): AE AG AL AM AT AU AZ BA BB BG BR BY BZ CA CH CN CO CR CU CZ DE DK DM DZ EC EE ES FI GB GD GE GH GM HR HU ID IL IN IS JP KE KG KP KR KZ LC LK LR LS LT LU LV MA MD MG MK MN MW MX MZ NI NO NZ OM PG PH PL PT RO RU SC SD SE SG SK SL SY TJ TM TN TR TT TZ UA UG US UZ VC VN YU ZA ZM ZW |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A2 Designated state(s): GH GM KE LS MW MZ SD SL SZ TZ UG ZM ZW AM AZ BY KG KZ MD RU TJ TM AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LU MC NL PT RO SE SI SK TR BF BJ CF CG CI CM GA GN GQ GW ML MR NE SN TD TG |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 167838 Country of ref document: IL |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1333/DELNP/2005 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2501329 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2003773123 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2005113241 Country of ref document: RU Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 20038A48192 Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 2003773123 Country of ref document: EP |
|
| COP | Corrected version of pamphlet |
Free format text: PAGE 5/40, DRAWINGS, ADDED |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |
|
| WWW | Wipo information: withdrawn in national office |
Ref document number: JP |