JP6538430B2 - 工作機械の振動情報表示装置 - Google Patents
工作機械の振動情報表示装置 Download PDFInfo
- Publication number
- JP6538430B2 JP6538430B2 JP2015110351A JP2015110351A JP6538430B2 JP 6538430 B2 JP6538430 B2 JP 6538430B2 JP 2015110351 A JP2015110351 A JP 2015110351A JP 2015110351 A JP2015110351 A JP 2015110351A JP 6538430 B2 JP6538430 B2 JP 6538430B2
- Authority
- JP
- Japan
- Prior art keywords
- vibration
- information
- monitor
- tool
- chatter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q15/00—Automatic control or regulation of feed movement, cutting velocity or position of tool or work
- B23Q15/007—Automatic control or regulation of feed movement, cutting velocity or position of tool or work while the tool acts upon the workpiece
- B23Q15/12—Adaptive control, i.e. adjusting itself to have a performance which is optimum according to a preassigned criterion
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/404—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by control arrangements for compensation, e.g. for backlash, overshoot, tool offset, tool wear, temperature, machine construction errors, load, inertia
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/37—Measurements
- G05B2219/37081—Display machining parameters
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/41—Servomotor, servo controller till figures
- G05B2219/41256—Chattering control
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Description
ところで、加工中に生じた振動や、上記のような主軸速度を自動的に変える動作の有無などの稼働状況を記録・分析し通知する技術として、例えば特許文献2〜4が知られている。特許文献2では、回転機械の回転駆動により振動が発生する複数箇所に設置する複数の振動検出センサと、前記振動検出センサと接続した監視診断装置と、前記監視診断装置と接続し、該監視診断装置で異常診断がなされた時に警報を出力する警報通知手段とを備えている。警報値振動レベルを、管理者に電子メールまたは前記警報通知手段を構成する操作端末画面にメッセージ表示している。
特許文献3には、工作機械の近傍に、または、工作機械と一体的に設けられたNC装置において、工作機械の稼働情報と時刻情報とを合わせて1つのログデータとし、1日分の前記ログデータを記憶装置内に1日毎のログファイルとして記録し、ログファイル内のログデータを集計し、集計結果を記憶装置内に実績情報ファイルとして記録し、ログファイルおよび実績情報ファイルのデータを表示手段に表示する技術が示されている。また、ログデータは、日付、時間のデータ、工具番号、コメント、主軸の回転速度、送り速度、使用時間(例えば、工具交換指令から次工具交換指令までの時間:秒)、切削時間(例えば、G01,G02,G03等の送り指令が実行されている時間:秒)、早送り時間(例えば、G00等の早送り指令が実行されている時間:秒)等のデータを有することが示されている。
特許文献4には、回転軸の回転速度及び周波数領域の振動加速度を稼働履歴として記憶するとともに、当該稼働履歴を、回転軸の回転速度が変化した場合のみならず、周波数領域の振動加速度の最大値が所定の閾値を超えた場合にも記憶する稼働履歴管理装置が示されている。回転軸の回転速度の変化とびびり振動の発生状況とを関連づけて記憶することができるため、作業者は回転軸の回転速度とびびり振動の発生状況とを関連づけて把握し、びびり振動を効果的に抑制する手助けとしている。
なお、記憶されている稼働履歴を利用して、たとえば非特許文献1「2008年精密工学会春季大会学術講演会講演論文集『エンドミル加工における実験結果を利用した伝達関数の逆同定』」等に記載されているような公知の方法を採用し、安定限界線図を表示することも知られている。
特許文献3の発明は、1日分の稼働情報をログファイルとして記録しており、ファイル内のデータを表示することができるが、さまざまな稼働情報の中から加工異常に関する情報を抽出する必要があり、稼働情報分析に時間がかかるという課題がある。また、オペレータが加工に立ち会っていない場合は、稼働情報を見るまでびびり振動が生じたのかは明らかにならない。
特許文献4の発明は、記録した稼働情報を用いて安定限界線図などのびびり振動の対策を提示できるが、特許文献2と同様にオペレータが加工に立ち会っていない場合は、稼働情報を見るまでびびり振動が生じたのかは明らかにならないという課題がある。
前記びびり振動が検出された際の振動情報を取得する振動情報取得手段と、前記びびり振動が検出された際の前記工作機械の稼働情報を取得する稼働情報取得手段と、取得された前記振動情報及び稼働情報を記憶する記憶手段と、前記記憶手段に記憶された前記振動情報及び前記稼働情報を前記モニタに表示する、又は、前記記憶手段に記憶された前記振動情報を前記稼働情報に含まれる工具刃先の軌跡情報と併せて前記モニタに表示する表示制御手段と、を備える一方、検出した前記びびり振動を抑制可能な振動抑制機能を備え、前記表示制御手段は、前記振動情報に前記振動抑制機能の発揮状況を併せて前記モニタに表示することを特徴とする。
請求項2に記載の発明は、請求項1の構成において、前記モニタへの入力手段を備え、前記表示制御手段は、前記入力手段が操作されると、前記びびり振動の抑制対策に係る画面に切替表示することを特徴とする。
請求項3に記載の発明は、請求項2の構成において、前記振動情報を前記工具刃先の軌跡情報と併せて前記モニタに表示する場合、前記表示制御手段は、前記工具刃先の軌跡上に前記びびり振動の発生位置を表示し、当該発生位置を前記入力手段で選択すると、選択した前記発生位置での前記びびり振動の抑制対策に係る画面を前記モニタに切替表示すると共に、前記画面作成に必要な情報を前記入力手段で変更可能とすることを特徴とする。
請求項4に記載の発明は、請求項3の構成において、前記工具刃先の軌跡上の前記びびり振動の発生位置を前記入力手段で複数選択可能として、複数の前記発生位置を前記入力手段で選択すると、選択した全ての前記発生位置でのびびり振動の抑制対策に係る画面を前記モニタに切替表示することを特徴とする。
さらに、機械が自動的にびびり振動を抑制する動作を行ったのかどうかも把握することができる。
請求項2に記載の発明によれば、請求項1の効果に加えて、入力操作によってびびり振動の抑制対策に係る画面に切替表示することで、振動対策情報を容易に把握でき、その場で対応可能となる。よって、加工の最適化も素早く行うことができる。
請求項3に記載の発明によれば、請求項2の効果に加えて、画面作成に必要な情報もその場で設定することができ、事前の準備が無くても対策をすぐに参照することができる。
請求項4に記載の発明によれば、請求項3の効果に加えて、機械の特性や加工状況の変化によって異なる原因で生じたびびり振動において、すべての原因を考慮した対策を知ることができる。
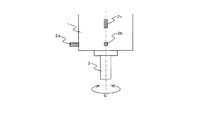
図1は、工作機械の振動情報表示装置の一例を示すブロック構成図、図2は、工作機械の主軸ハウジングの側面図、図3は、主軸ハウジングの正面図(軸方向下側から示した図)である。
1は、工作機械において主軸3を有する主軸ハウジングで、主軸3に保持させた工具を回転させて下方のテーブル上に載置したワークを加工する。この主軸ハウジング1には、C軸回りで回転可能に備えられた主軸3に生じる時間領域の振動(時間軸上の振動)を検出する手段として、加速度センサである振動センサ2a〜2cが備えられている。振動センサ2a〜2cは、互いに直角となる方向における振動情報を検出すべく、互いに直交するX軸、Y軸、Z軸方向での時間領域の振動情報を検出可能な状態で、主軸ハウジング1に取り付けられている。
NC装置12は、FFT演算装置11によってフーリエ解析された振動値(最大加速度)と、オペレータが設定したしきい値とを比較してびびり振動が発生したか否かを判断する振動情報取得手段としての振動判定部13を備えている。この振動判定部13において振動値がしきい値を上回り、且つ振動変化率が設定値を越えたと判断されると、その振動周波数が最適回転速度演算部14に送られる。最適回転速度演算部14は、特許文献1のような公知技術を利用してびびり振動を抑制する最適な主軸回転速度を算出して自動的に変更する。この最適回転速度の計算には、工具の刃数Zが必要であり、オペレータにより予め入力される。
こうして記憶部15に稼働情報が振動値と共に記憶されると、NC装置12に標準的に装備されている、NCプログラムや機械の現在位置等を表示するためのモニタ19に、表示制御手段としての表示制御部18によって振動情報として表示される。この振動情報は外部記憶装置20にも記録される。また、表示制御部18は、モニタ19に、工具刃先の軌跡と併せて振動情報を表示することもでき、オペレータから要求がある場合、振動情報を用いて最適回転速度演算部14で算出した最適速度の結果を表示することもできる。
まず、機械動作判定部16により現在の主軸回転速度を、FFT演算装置11により現在の振動値をそれぞれ取得する(S11)。次に、振動判定部13において、オペレータが予め設定したしきい値とFFT演算装置11により得られる振動とを比較(S12)し、検出した振動がしきい値よりも小さい場合はS11に戻る。S12でしきい値よりも検出した振動の方が大きい場合、予め設定した単位時間当たりの振動の変化率を監視する。すなわち、振動変化率が予め設定した値を越えたかどうかを判断し、越えてない場合は越えるまで待つ(S13)。そして、振動変化率が設定値を越えた場合、機械の稼働情報に、その時点の振動値と、振動抑制機能の発揮状況(最適回転速度演算部14による最適回転速度への変更の有無及び変更した場合の結果)とを加えて記憶部15に記録する(S14)。
ここで、「対策」ボタンを押すと、表示制御部18は、びびり振動の抑制対策に係る画面として、図8に示す安定限界線図を、例えば非特許文献1(モーダルパラメータを、びびり振動周波数から逆同定を行って同定する方法が示されている)にあるような技術を利用して作成して切替表示する。この時刃数などの安定限界線図の作成に必要な情報の設定項目は、ここの画面で設定することを可能としてあり、予め各項目を設定しておかなくても安定限界線図を表示させることを可能とする。よって、オペレータは、現在の回転速度で安定余裕が大きいか否かを認識でき、びびり振動の抑制に効果的な対策(安定余裕が大きい高回転側又は低回転側の何れに変更すればよいか)を容易に知ることができる。
特にここでは、表示制御部18は、モニタ19の「対策」ボタンがタッチ操作されると、びびり振動の抑制対策に係る安定限界線図に切替表示するので、振動対策情報を容易に把握でき、その場で対応可能となる。よって、加工の最適化も素早く行うことができる
さらに、工具刃先の軌跡上のびびり振動の発生位置をモニタ19上で複数選択可能として、複数の発生位置を選択操作すると、選択した全ての発生位置でのびびり振動の抑制対策に係る安定限界線図をモニタ19に切替表示するので、機械の特性や加工状況の変化によって異なる原因で生じたびびり振動において、すべての原因を考慮した対策を知ることができる。
さらに、稼働情報取得手段としては、NC装置内の機械動作判定部以外に、例えば稼働情報を、外部記憶装置やNC装置に接続されたネットワークを介して外部の演算装置に出力し、そこで加工状態の分析を行って分析結果を当該ネットワークを介してNC装置に送信することで構成してもよい。
Claims (4)
- 工具又はワークを回転させて前記ワークの加工を行うと共に、当該加工の際に生じるびびり振動を検出する振動検出機能を備えた工作機械に設けられて、前記びびり振動に係る情報を表示するモニタを備えた振動情報表示装置であって、
前記びびり振動が検出された際の振動情報を取得する振動情報取得手段と、
前記びびり振動が検出された際の前記工作機械の稼働情報を取得する稼働情報取得手段と、
取得された前記振動情報及び稼働情報を記憶する記憶手段と、
前記記憶手段に記憶された前記振動情報及び前記稼働情報を前記モニタに表示する、又は、前記記憶手段に記憶された前記振動情報を前記稼働情報に含まれる工具刃先の軌跡情報と併せて前記モニタに表示する表示制御手段と、を備える一方、
検出した前記びびり振動を抑制可能な振動抑制機能を備え、前記表示制御手段は、前記振動情報に前記振動抑制機能の発揮状況を併せて前記モニタに表示することを特徴とする工作機械の振動情報表示装置。 - 前記モニタへの入力手段を備え、前記表示制御手段は、前記入力手段が操作されると、前記びびり振動の抑制対策に係る画面に切替表示することを特徴とする請求項1に記載の工作機械の振動情報表示装置。
- 前記振動情報を前記工具刃先の軌跡情報と併せて前記モニタに表示する場合、前記表示制御手段は、前記工具刃先の軌跡上に前記びびり振動の発生位置を表示し、当該発生位置を前記入力手段で選択すると、選択した前記発生位置での前記びびり振動の抑制対策に係る画面を前記モニタに切替表示すると共に、前記画面作成に必要な情報を前記入力手段で変更可能とすることを特徴とする請求項2に記載の工作機械の振動情報表示装置。
- 前記工具刃先の軌跡上の前記びびり振動の発生位置を前記入力手段で複数選択可能として、複数の前記発生位置を前記入力手段で選択すると、選択した全ての前記発生位置でのびびり振動の抑制対策に係る画面を前記モニタに切替表示することを特徴とする請求項3に記載の工作機械の振動情報表示装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015110351A JP6538430B2 (ja) | 2015-05-29 | 2015-05-29 | 工作機械の振動情報表示装置 |
| US15/097,533 US10228677B2 (en) | 2015-05-29 | 2016-04-13 | Vibration information display device for machine tool that acquires information only during time that vibration value and rate of change exceed respective threshold |
| DE102016209080.1A DE102016209080A1 (de) | 2015-05-29 | 2016-05-25 | Schwingungsinformationsanzeigevorrichtung für eine Werkzeugmaschine |
| CN201610364832.0A CN106181581B (zh) | 2015-05-29 | 2016-05-27 | 机床的振动信息显示装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015110351A JP6538430B2 (ja) | 2015-05-29 | 2015-05-29 | 工作機械の振動情報表示装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016224695A JP2016224695A (ja) | 2016-12-28 |
| JP6538430B2 true JP6538430B2 (ja) | 2019-07-03 |
Family
ID=57282011
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015110351A Active JP6538430B2 (ja) | 2015-05-29 | 2015-05-29 | 工作機械の振動情報表示装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10228677B2 (ja) |
| JP (1) | JP6538430B2 (ja) |
| CN (1) | CN106181581B (ja) |
| DE (1) | DE102016209080A1 (ja) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6595416B2 (ja) * | 2016-08-09 | 2019-10-23 | ファナック株式会社 | サーボ制御装置、サーボ制御装置を用いた主軸故障検出方法及びコンピュータプログラム |
| JP2018073060A (ja) * | 2016-10-27 | 2018-05-10 | オークマ株式会社 | 診断装置における診断結果表示方法及び診断装置 |
| WO2018119845A1 (zh) * | 2016-12-29 | 2018-07-05 | 深圳配天智能技术研究院有限公司 | 数控机床的状态检测方法及系统 |
| JP6266144B1 (ja) | 2017-01-27 | 2018-01-24 | Dmg森精機株式会社 | 振動状態検出装置及び振動状態検出装置を備えた工作機械 |
| CN106970593B (zh) * | 2017-04-18 | 2019-06-11 | 西安交通大学 | 一种通过主轴转速智能控制实现加工颤振在线抑制的方法 |
| CN107150260B (zh) * | 2017-05-17 | 2018-11-06 | 武汉工程大学 | 一种直角切削颤振解析建模方法 |
| WO2018235170A1 (ja) * | 2017-06-20 | 2018-12-27 | ヤマザキマザック株式会社 | 工作機械管理システムおよび工作機械の管理方法 |
| JP6560719B2 (ja) * | 2017-07-27 | 2019-08-14 | ファナック株式会社 | 数値制御装置および数値制御方法 |
| US11002634B2 (en) * | 2017-08-24 | 2021-05-11 | Banner Engineering Corp | Vibrational alarms facilitated by determination of motor on-off state in variable-duty multi-motor machines |
| CN111033403B (zh) * | 2017-08-28 | 2023-04-04 | 三菱电机株式会社 | 数控装置 |
| JP2019095951A (ja) * | 2017-11-21 | 2019-06-20 | 三菱重工工作機械株式会社 | 加工状態表示装置、加工システム、加工状態表示方法、プログラム |
| JP6744342B2 (ja) * | 2018-02-13 | 2020-08-19 | ファナック株式会社 | 工作機械の制御装置 |
| JP6675435B2 (ja) * | 2018-04-27 | 2020-04-01 | Dmg森精機株式会社 | 工作機械、表示方法、および表示プログラム |
| JP6845192B2 (ja) * | 2018-08-31 | 2021-03-17 | ファナック株式会社 | 加工環境測定装置 |
| CN110873633A (zh) * | 2018-09-03 | 2020-03-10 | 上海铼钠克数控科技股份有限公司 | 主轴振动检测方法及系统 |
| JP6959278B2 (ja) * | 2019-02-27 | 2021-11-02 | ファナック株式会社 | びびり振動判定装置、機械学習装置及びシステム |
| JP7131454B2 (ja) * | 2019-03-27 | 2022-09-06 | ブラザー工業株式会社 | 数値制御装置、工作機械、制御プログラム、及び記憶媒体 |
| US20220161333A1 (en) * | 2019-04-11 | 2022-05-26 | Citizen Watch Co., Ltd. | Machine tool and detection method |
| JP7403282B2 (ja) * | 2019-11-01 | 2023-12-22 | オークマ株式会社 | 工作機械における主軸回転速度のモニタ装置及びモニタ方法、工作機械 |
| DE102020208444A1 (de) | 2020-07-06 | 2022-01-13 | Magna powertrain gmbh & co kg | Verfahren zur Herstellung von Getriebekomponenten |
| JP2022039715A (ja) * | 2020-08-28 | 2022-03-10 | キヤノン株式会社 | 制御装置、インプリント装置および物品製造方法 |
| CN112798097A (zh) * | 2020-12-30 | 2021-05-14 | 重庆斯铂电气自动化设备有限公司 | 一种振动监测系统 |
| JPWO2022208899A1 (ja) * | 2021-04-03 | 2022-10-06 | ||
| JP6994596B1 (ja) | 2021-06-28 | 2022-01-14 | Dmg森精機株式会社 | 工作機械および表示制御装置 |
| JP7022242B1 (ja) * | 2021-06-28 | 2022-02-17 | Dmg森精機株式会社 | 工作機械および表示制御装置 |
| WO2023100314A1 (ja) * | 2021-12-02 | 2023-06-08 | 株式会社Fuji | 工作機械 |
| JP7192152B1 (ja) | 2022-01-07 | 2022-12-19 | Dmg森精機株式会社 | 表示制御装置および工作機械 |
| JP7159494B1 (ja) | 2022-01-07 | 2022-10-24 | Dmg森精機株式会社 | 表示制御装置および工作機械 |
| KR20230158308A (ko) * | 2022-05-11 | 2023-11-20 | 주식회사 디엔솔루션즈 | 공작기계의 동특성 측정을 통한 노후화 판단 장치 및 판단 방법 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10328976A (ja) | 1997-05-27 | 1998-12-15 | Hitachi Seiki Co Ltd | 工作機械の稼働情報記録方法および工作機械の稼働情報記録機能を備えたnc装置ならびに工作機械の稼働情報記録プログラムを記録した記録媒体 |
| US6085121A (en) * | 1997-09-22 | 2000-07-04 | Design & Manufacturing Solutions, Inc. | Device and method for recommending dynamically preferred speeds for machining |
| JPH11151638A (ja) | 1997-11-17 | 1999-06-08 | Amada Eng Center Co Ltd | 加工振動自動検出システム及び加工振動自動検出制御システム |
| JP2000084798A (ja) | 1998-09-10 | 2000-03-28 | Toshiba Corp | 加工異常検出装置及び加工制御装置並びに加工異常検出方法 |
| DE102005023317A1 (de) | 2005-05-20 | 2006-11-23 | P & L Gmbh & Co. Kg | Verfahren zur Schwingungsoptimierung einer Werkzeugmaschine |
| US8256590B2 (en) * | 2007-05-24 | 2012-09-04 | Okuma Corporation | Vibration suppressing device and vibration suppressing method for machine tool |
| JP4582660B2 (ja) | 2007-05-24 | 2010-11-17 | オークマ株式会社 | 工作機械の振動抑制装置 |
| JP2009115481A (ja) | 2007-11-02 | 2009-05-28 | Jfe Advantech Co Ltd | 回転機械設備の診断システム |
| JP5234772B2 (ja) * | 2008-10-28 | 2013-07-10 | オークマ株式会社 | 工作機械の振動抑制方法及び装置 |
| JP4648471B2 (ja) | 2009-07-14 | 2011-03-09 | ファナック株式会社 | 工作機械の工具軌跡表示装置 |
| JP5368232B2 (ja) * | 2009-09-24 | 2013-12-18 | オークマ株式会社 | 振動抑制装置 |
| US8700201B2 (en) | 2010-09-13 | 2014-04-15 | Okuma Corporation | Vibration suppressing device |
| JP5536608B2 (ja) | 2010-10-13 | 2014-07-02 | オークマ株式会社 | 工作機械における振動抑制方法及び振動抑制装置 |
| JP5536611B2 (ja) | 2010-10-15 | 2014-07-02 | オークマ株式会社 | 工作機械のモニタ方法及びモニタ装置、工作機械 |
| JP5507409B2 (ja) * | 2010-10-20 | 2014-05-28 | オークマ株式会社 | 工作機械のモニタ方法及びモニタ装置、工作機械 |
| JP5631779B2 (ja) | 2011-03-03 | 2014-11-26 | オークマ株式会社 | 工作機械の振動抑制方法及び装置 |
| JP5705074B2 (ja) * | 2011-09-20 | 2015-04-22 | オークマ株式会社 | 工作機械における回転軸回転速度のモニタ方法及びモニタ装置、工作機械 |
| WO2014009932A1 (en) * | 2012-07-13 | 2014-01-16 | Telefonaktiebolaget Lm Ericsson (Publ) | System and method for offline voicemail deposit |
| JP5819812B2 (ja) * | 2012-12-25 | 2015-11-24 | ファナック株式会社 | 工作機械の負荷表示装置 |
| KR102191166B1 (ko) * | 2013-06-10 | 2020-12-16 | 두산공작기계 주식회사 | 회전 절삭공구의 실시간 회전수 설정방법 및 제어장치 |
| US9682455B2 (en) * | 2014-10-28 | 2017-06-20 | Dmg Mori Seiki Co., Ltd. | Chatter application interface |
-
2015
- 2015-05-29 JP JP2015110351A patent/JP6538430B2/ja active Active
-
2016
- 2016-04-13 US US15/097,533 patent/US10228677B2/en active Active
- 2016-05-25 DE DE102016209080.1A patent/DE102016209080A1/de active Pending
- 2016-05-27 CN CN201610364832.0A patent/CN106181581B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE102016209080A1 (de) | 2016-12-01 |
| JP2016224695A (ja) | 2016-12-28 |
| US20160346891A1 (en) | 2016-12-01 |
| CN106181581B (zh) | 2020-01-10 |
| CN106181581A (zh) | 2016-12-07 |
| US10228677B2 (en) | 2019-03-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6538430B2 (ja) | 工作機械の振動情報表示装置 | |
| JP5536611B2 (ja) | 工作機械のモニタ方法及びモニタ装置、工作機械 | |
| JP5608036B2 (ja) | 稼動履歴管理方法、及び稼動履歴管理装置 | |
| JP5710391B2 (ja) | 工作機械の加工異常検知装置及び加工異常検知方法 | |
| JP5686760B2 (ja) | 振動判別方法、及び振動判別装置 | |
| JP5507409B2 (ja) | 工作機械のモニタ方法及びモニタ装置、工作機械 | |
| CN106312687B (zh) | 机床的主轴负载监视装置 | |
| TWI472402B (zh) | Tool flutter monitoring method | |
| JP6342593B1 (ja) | 工作機械管理システムおよび工作機械の管理方法 | |
| JP2017033346A (ja) | 工作機械の情報取得装置 | |
| JP5955479B1 (ja) | 表示装置 | |
| CN102554692A (zh) | 振动抑制方法以及振动抑制装置 | |
| JP2012206230A (ja) | 加工びびり振動検出装置、及び工作機械 | |
| WO2014115395A1 (ja) | 切削振動抑止方法、演算制御装置、および工作機械 | |
| JP2016083759A (ja) | 作業機械の加工状態監視方法及びシステム | |
| JP2017226027A (ja) | 多刃工具の異常検知方法 | |
| JP6637689B2 (ja) | 工作機械の工具状態判定装置 | |
| JP6456434B2 (ja) | 振動源推定装置 | |
| JP5660850B2 (ja) | 振動表示装置 | |
| JP2016043443A (ja) | 回転速度表示方法 | |
| JP2012056030A (ja) | 工作機械 | |
| JP2021086588A (ja) | 診断装置、診断装置の制御方法およびプログラム | |
| JP2018073060A (ja) | 診断装置における診断結果表示方法及び診断装置 | |
| WO2023089773A1 (ja) | 異常診断装置、異常診断システム、及び記憶媒体 | |
| JP5631758B2 (ja) | 振動抑制装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181218 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181220 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190118 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190514 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190606 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6538430 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |