JP6274384B2 - メタルガスケット及びその製造方法 - Google Patents
メタルガスケット及びその製造方法 Download PDFInfo
- Publication number
- JP6274384B2 JP6274384B2 JP2012102392A JP2012102392A JP6274384B2 JP 6274384 B2 JP6274384 B2 JP 6274384B2 JP 2012102392 A JP2012102392 A JP 2012102392A JP 2012102392 A JP2012102392 A JP 2012102392A JP 6274384 B2 JP6274384 B2 JP 6274384B2
- Authority
- JP
- Japan
- Prior art keywords
- bead
- opening edge
- opening
- forming
- slope
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910052751 metal Inorganic materials 0.000 title claims description 58
- 239000002184 metal Substances 0.000 title claims description 58
- 238000004519 manufacturing process Methods 0.000 title description 14
- 239000011324 bead Substances 0.000 claims description 137
- 238000000465 moulding Methods 0.000 description 17
- 230000002093 peripheral effect Effects 0.000 description 16
- 238000000034 method Methods 0.000 description 6
- 238000007789 sealing Methods 0.000 description 5
- 238000002485 combustion reaction Methods 0.000 description 4
- 230000007423 decrease Effects 0.000 description 3
- 230000007704 transition Effects 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 229910001335 Galvanized steel Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000010960 cold rolled steel Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 239000008397 galvanized steel Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000011120 plywood Substances 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
Images









Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F11/00—Arrangements of sealings in combustion engines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/001—Shaping combined with punching, e.g. stamping and perforating
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F11/00—Arrangements of sealings in combustion engines
- F02F11/002—Arrangements of sealings in combustion engines involving cylinder heads
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/02—Sealings between relatively-stationary surfaces
- F16J15/06—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces
- F16J15/08—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with exclusively metal packing
- F16J15/0818—Flat gaskets
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N13/00—Exhaust or silencing apparatus characterised by constructional features ; Exhaust or silencing apparatus, or parts thereof, having pertinent characteristics not provided for in, or of interest apart from, groups F01N1/00 - F01N5/00, F01N9/00, F01N11/00
- F01N13/18—Construction facilitating manufacture, assembly, or disassembly
- F01N13/1805—Fixing exhaust manifolds, exhaust pipes or pipe sections to each other, to engine or to vehicle body
- F01N13/1827—Sealings specially adapted for exhaust systems
Description
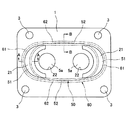
2 ポート穴部
2a 半円弧状開口縁
2b 直線状開口縁
2c 緩曲線状開口縁
4 シールビード
41 ハーフビード
42 跳ね上げビード
42’ フルビード
5 凸型
50 ビード成形用凸部
51 ハーフビード成形凸部
52 跳ね上げビード成形凸部
6 凹型
60 ビード成形用凹部
61 ハーフビード成形凹部
62 跳ね上げビード成形凹部
MG メタルガスケット
Claims (3)
- 金属板に、密封対象空間の開口形状に開設された非円形の開口部と、この開口部の周囲に沿って延びるシールビードが形成され、このシールビードは、前記開口部のうち相対的に曲率が大きい開口縁に沿って延びるハーフビードと、相対的に曲率が小さい開口縁に沿って延びる跳ね上げビードが互いに連続したものであり、前記跳ね上げビードは、裾部から一方の斜面部及び嶺部を経て他方の斜面部に到る隆起形状をなすものであることを特徴とするメタルガスケット。
- 金属板にその厚さ方向両側に配置した凹型と凸型によってビードを成形する工程と、前記金属板に開口縁が前記ビードの嶺部及び斜面部を経由する非円形の開口部を形成して、前記開口部のうち相対的に曲率が大きい前記開口縁が前記ビードの嶺部を経由する部分をハーフビードとし、相対的に曲率が小さい前記開口縁が前記ビードの斜面部を経由する部分を、裾部から一方の斜面部及び嶺部を経て他方の斜面部に到る隆起形状をなす跳ね上げビードとする工程と、を備えることを特徴とするメタルガスケットの製造方法。
- 金属板にその厚さ方向両側に配置した凹型と凸型によってビードを成形する工程と、前記金属板に開口縁が前記ビードの嶺部及び斜面部を経由する非円形の開口部を形成して、前記開口部のうち相対的に曲率が大きい前記開口縁が前記ビードの嶺部を経由する部分をハーフビードとし、相対的に曲率が小さい前記開口縁が前記ビードの斜面部を経由する部分を、裾部から一方の斜面部及び嶺部を経て他方の斜面部に到る隆起形状をなす跳ね上げビードとする工程と、を備え、前記開口部のうち、開口縁が前記嶺部を経由する部分を、前記ビードの成形前に予め形成することを特徴とするメタルガスケットの製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012102392A JP6274384B2 (ja) | 2012-04-27 | 2012-04-27 | メタルガスケット及びその製造方法 |
| CN201710220365.9A CN107288777B (zh) | 2012-04-27 | 2013-04-15 | 金属衬垫及其制造方法 |
| EP13782462.9A EP2843268B1 (en) | 2012-04-27 | 2013-04-15 | Metal gasket and manufacturing method therefor |
| US14/395,040 US10288006B2 (en) | 2012-04-27 | 2013-04-15 | Metal gasket and manufacturing method therefor |
| CN201380020264.7A CN104246322B (zh) | 2012-04-27 | 2013-04-15 | 金属衬垫及其制造方法 |
| PCT/JP2013/061144 WO2013161596A1 (ja) | 2012-04-27 | 2013-04-15 | メタルガスケット及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012102392A JP6274384B2 (ja) | 2012-04-27 | 2012-04-27 | メタルガスケット及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013231450A JP2013231450A (ja) | 2013-11-14 |
| JP6274384B2 true JP6274384B2 (ja) | 2018-02-07 |
Family
ID=49482920
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012102392A Active JP6274384B2 (ja) | 2012-04-27 | 2012-04-27 | メタルガスケット及びその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10288006B2 (ja) |
| EP (1) | EP2843268B1 (ja) |
| JP (1) | JP6274384B2 (ja) |
| CN (2) | CN107288777B (ja) |
| WO (1) | WO2013161596A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11320571B2 (en) | 2012-11-16 | 2022-05-03 | Rockwell Collins, Inc. | Transparent waveguide display providing upper and lower fields of view with uniform light extraction |
| JP6855506B2 (ja) | 2016-12-27 | 2021-04-07 | Nok株式会社 | 金属ガスケット |
| JP6527548B2 (ja) * | 2017-05-23 | 2019-06-05 | 本田技研工業株式会社 | フランジ接合構造 |
| CN111492128B (zh) * | 2017-12-20 | 2022-10-25 | 沃尔沃卡车集团 | 用于密封排气歧管和涡轮之间的连接部的密封垫圈 |
| DE202018106921U1 (de) * | 2018-12-05 | 2020-03-06 | Reinz-Dichtungs-Gmbh | Flachdichtungen und deren Verwendung |
| JPWO2020121623A1 (ja) * | 2018-12-11 | 2021-03-11 | Nok株式会社 | メタルビードシール及びその製造方法、燃料電池セルの製造方法 |
| US11732802B2 (en) * | 2020-11-20 | 2023-08-22 | Dana Automotive Systems Group, Llc | Sealing gasket with optimized profile |
| US11933207B2 (en) * | 2022-06-23 | 2024-03-19 | Paccar Inc | Pulse turbo charging exhaust system |
| US11898521B1 (en) * | 2023-07-10 | 2024-02-13 | Martin Rodriguez | Exhaust manifold gasket device |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6172852A (ja) | 1984-09-17 | 1986-04-14 | Nissan Motor Co Ltd | 排気マニホルド用ガスケツト |
| JP2551947Y2 (ja) * | 1988-04-19 | 1997-10-27 | 三菱自動車工業株式会社 | 継目構造部のメタルガスケット配設構造 |
| JP2819177B2 (ja) * | 1990-02-15 | 1998-10-30 | 株式会社ケットアンドケット | 金属ガスケット用プレス順送型のビード成形型 |
| JP2605763Y2 (ja) * | 1992-10-08 | 2000-08-07 | 株式会社ケットアンドケット | 金属ガスケットのビード成形用型 |
| JP3083958B2 (ja) | 1994-06-30 | 2000-09-04 | 株式会社マルサン | 排気マニホルド・ガスケット |
| JP2916873B2 (ja) * | 1994-09-19 | 1999-07-05 | 株式会社ケットアンドケット | 金属ガスケット |
| JPH08159284A (ja) | 1994-12-09 | 1996-06-21 | Nippon Reinz Co Ltd | 排気マニホルド用金属ガスケット |
| JP3452157B2 (ja) * | 1995-01-19 | 2003-09-29 | 日野自動車株式会社 | 分割式エキゾーストマニホールドのガス漏れ防止構造 |
| JP2964333B1 (ja) * | 1998-05-29 | 1999-10-18 | 石川ガスケット株式会社 | 金属板ガスケット |
| JP2000161494A (ja) * | 1998-11-30 | 2000-06-16 | Taiho Kogyo Co Ltd | シリンダヘッドガスケット |
| AU2002305323A1 (en) * | 2001-05-04 | 2002-11-18 | Tularik Inc. | Fused heterocyclic compounds |
| JP2004019668A (ja) * | 2002-06-12 | 2004-01-22 | Ishino Gasket Kogyo Kk | ビード |
| JP4256642B2 (ja) | 2002-07-23 | 2009-04-22 | 日本ガスケット株式会社 | 単層ガスケット |
| JP2005016380A (ja) * | 2003-06-25 | 2005-01-20 | Honda Motor Co Ltd | 船外機の防錆装置 |
| JP4246726B2 (ja) * | 2005-10-21 | 2009-04-02 | 石川ガスケット株式会社 | 金属積層型ガスケット |
| JP4921503B2 (ja) | 2009-03-03 | 2012-04-25 | 石川ガスケット株式会社 | 金属ガスケット |
| DE102009037703A1 (de) * | 2009-03-05 | 2010-09-09 | Federal-Mogul Sealing Systems Gmbh | Flachdichtung |
| CN102575771B (zh) * | 2009-08-26 | 2015-07-15 | Nok株式会社 | 金属垫片及金属垫片用模具的制造方法 |
| KR20130016804A (ko) | 2011-08-09 | 2013-02-19 | 동아공업 주식회사 | 비드 평탄부에 쿼터비드를 형성하는 금속 가스켓 |
| DE102012206657A1 (de) * | 2012-04-23 | 2013-03-21 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Verfahren zum Einbringen einer Umformung in ein plattenartiges Werkstück |
-
2012
- 2012-04-27 JP JP2012102392A patent/JP6274384B2/ja active Active
-
2013
- 2013-04-15 CN CN201710220365.9A patent/CN107288777B/zh active Active
- 2013-04-15 EP EP13782462.9A patent/EP2843268B1/en active Active
- 2013-04-15 US US14/395,040 patent/US10288006B2/en active Active
- 2013-04-15 CN CN201380020264.7A patent/CN104246322B/zh active Active
- 2013-04-15 WO PCT/JP2013/061144 patent/WO2013161596A1/ja active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| EP2843268A4 (en) | 2015-08-19 |
| JP2013231450A (ja) | 2013-11-14 |
| US10288006B2 (en) | 2019-05-14 |
| CN104246322A (zh) | 2014-12-24 |
| WO2013161596A1 (ja) | 2013-10-31 |
| US20150069720A1 (en) | 2015-03-12 |
| EP2843268A1 (en) | 2015-03-04 |
| CN104246322B (zh) | 2018-01-26 |
| CN107288777A (zh) | 2017-10-24 |
| CN107288777B (zh) | 2019-08-13 |
| EP2843268B1 (en) | 2016-07-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6274384B2 (ja) | メタルガスケット及びその製造方法 | |
| US20090102138A1 (en) | Gasket | |
| CN103975181A (zh) | 具有分段的一体式止位特征的多层垫片 | |
| JP6074370B2 (ja) | シリンダヘッドガスケット | |
| JP4090027B2 (ja) | メタルガスケット用ビード板及びその製造方法 | |
| US8752841B2 (en) | Gasket with a compression limiter | |
| WO2020240897A1 (ja) | ガスケット付きフランジ及び管の接続方法 | |
| WO2018123214A1 (ja) | 金属ガスケット | |
| US7014194B2 (en) | Cylinder head gasket | |
| US10982769B2 (en) | Flat gasket and internal combustion engine | |
| JP4286346B2 (ja) | 金属ガスケット | |
| US10167811B2 (en) | Static gasket with wire compression limiter | |
| KR101405200B1 (ko) | 차량용 배기계의 가스켓 | |
| JP4921503B2 (ja) | 金属ガスケット | |
| JP2005214361A (ja) | 金属ガスケット | |
| JP2020193704A (ja) | ガスケット付きフランジ及び管の接続方法 | |
| JP2006132511A (ja) | 内燃機関の吸気管 | |
| JP2014228077A (ja) | 金属ガスケット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150309 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160316 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160513 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161102 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170607 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170724 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171213 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171226 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6274384 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |