JP5100092B2 - 作業指示管理システム、作業指示管理方法、作業指示管理プログラム、作業指示管理装置、および電子ペーパ - Google Patents
作業指示管理システム、作業指示管理方法、作業指示管理プログラム、作業指示管理装置、および電子ペーパ Download PDFInfo
- Publication number
- JP5100092B2 JP5100092B2 JP2006319135A JP2006319135A JP5100092B2 JP 5100092 B2 JP5100092 B2 JP 5100092B2 JP 2006319135 A JP2006319135 A JP 2006319135A JP 2006319135 A JP2006319135 A JP 2006319135A JP 5100092 B2 JP5100092 B2 JP 5100092B2
- Authority
- JP
- Japan
- Prior art keywords
- work instruction
- information
- product
- manufacturing process
- memory
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





















Classifications
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q10/00—Administration; Management
- G06Q10/06—Resources, workflows, human or project management; Enterprise or organisation planning; Enterprise or organisation modelling
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q50/00—Systems or methods specially adapted for specific business sectors, e.g. utilities or tourism
- G06Q50/04—Manufacturing
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS], computer integrated manufacturing [CIM]
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q10/00—Administration; Management
- G06Q10/04—Forecasting or optimisation specially adapted for administrative or management purposes, e.g. linear programming or "cutting stock problem"
Description
以下に本発明の実施形態について図面を用いて詳細に説明する。図1は本実施形態における作業指示管理システムを含むネットワーク構成図である。本実施形態における作業指示管理システム10(以下、システム10)は、例えば、ある自動車メーカーにおける自動車製造ラインにおいて、作業指示管理装置1と電子ペーパ15とが協働して作業指示書の作成・管理を行うシステムを想定する。勿論、あらゆる製品の製造工程における作業指示書の作成・管理について本発明は適用可能である。
前記作業指示管理システム10が含む作業指示管理装置1は、製造工程上および製造工程外領域の要所要所に設置されている前記無線ICタグリーダ500とデータ通信を行って、当該無線ICタグリーダ500が読み取ったRFID11(無線ICタグ)の格納情報と前記無線ICタグリーダ500自身の情報とを取得し、メモリ1003に格納するタグ情報取得部201を備える。なお、このタグ情報取得部201は、本実施形態で後述するトラッキング支援部2の演算部200におけるリーダー情報受信部201と同じものとし、以後、リーダー情報受信部201として記述する。
また、前記作業指示管理システム10が含む作業指示管理装置1は、前記メモリ1003より前記格納情報と無線ICタグリーダ500の情報とを読み出して、前記格納情報を前記第1のテーブルに照合して該当製品の情報(製品のスペックなど各種属性情報など)を取得し、前記無線ICタグリーダ500の情報を前記第2のテーブルに照合して製造工程を特定し、前記取得した製品の情報と、前記特定した製造工程の情報とをメモリ1003に格納する、トラッキング支援部2を備える。
また、本実施形態における前記作業指示管理システム1は、作業指示支援部4を備える。作業指示支援部4は、前記メモリ1003(指示書フォーム作成支援部6の記憶部620)より前記作業指示書データを読み出して、出力インターフェイスを介して電子ペーパ15などに出力処理するものである。電子ペーパ15等に出力する作業指示書データとしては、製造工程に応じた通常の作業指示書データの他、製造工程外領域に対応した作業指示書データを想定する。この製造工程外領域に対応した作業指示書データは、機密情報や個人情報等のセキュリティ性を確保する必要がある情報の表示領域をクリア(空白)としたものを想定できる。
また、前記作業指示管理システム10は、前記メモリ1003(トラッキング支援部2のトラッキング履歴記憶部221)より製品の情報と製造工程の情報とを読み出して前記第3のテーブルに照合し、該当製品の該当製造工程における作業指示書を特定すると共に、ここで特定した作業指示書における背景色または文字色に、前記製品の情報に含まれる製品の色情報を設定し作業指示書データを作成してメモリ1003(当該指示書フォーム作成支援部6の記憶部620)に格納する指示書フォーム作成支援部6を備える。
また、前記指示書フォーム記憶部623には、作業指示書のフォーマットデータが工程毎に登録されるものであり、本発明における第3のテーブルに該当する。図14(C)は指示書フォーム記憶部623の登録内容例を示す図である。図示するように、この指示書フォーム記憶部623は、工程を登録するフィールド6231と、フォーマットデータを登録するフィールド6232とを備えて、1つのレコード6230が形成されている。
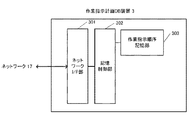
次に、本実施形態における作業指示書データの出力先として用いる、電子ペーパ15について説明する。図22は、作業指示書たる電子ペーパー15の概略構成図である。上記構成の作業指示装置1から、ネットワーク9、情報配信装置14を介して作業指示書データが送付される電子ペーパー15は、図示するように、表示装置1501(ディスプレイ装置)と、操作装置1502(入力インターフェイス)と、通信装置1503と、指示書記憶装置1504(メモリ)と、演算装置2004を備える。電子ペーパ15は、前記製品もしくは当該製品と移動を共にする付帯物(製品搬送台等)に備え付けられる作業指示書媒体となる。
次に、本発明におけるシステム10(作業指示管理装置100、電子ペーパ15ら)が利用する第1〜第3のテーブルと、本実施形態におけるデータベースとの対応関係について説明する。まず第1のテーブルであるが、これは、製品もしくは当該製品と移動を共にする付帯物に備え付けられた無線ICタグの格納情報と、前記製品の情報(主にスペックなど)との対応関係を定めたテーブルである。本実施形態における例では、RFID11の格納情報として車体番号を挙げているから、この車体番号をキーとして、特記事項、スペック情報を格納したデータベースがこの第1のテーブルに該当する。従って、前記作業順序記憶部303と、スペック記憶部803の両者をあわせて利用すると、この第1のテーブルとなる。
以下、本実施形態における作業指示管理方法の実際手順について、図に基づき説明する。なお、以下で説明する作業指示管理方法に対応する各種動作は、前記システム10を構成する作業指示管理装置1がメモリ1003に読み出して実行するプログラム1002、および電子ペーパ15がメモリ2003に読み出して実行するプログラム2002によって実現される。そして、これらのプログラム1002、2002は、以下に説明される各種の動作を行うためのコードから構成されている。図23は、本実施形態の作業指示管理方法の処理手順例を示す図である。作業指示装置1の各機能部である、トラッキング支援部2、作業指示支援部4、指示書フォーム作成支援部6のそれぞれにおける処理フローはすでに上述したので、この全体フローでは詳細は省略し、全体の流れを大きく説明しておく。
また、トラッキング支援部2が得た車体番号等の情報は、作業指示支援部4に通知される。この作業指示支援部4では、前記車体が現在どの工程にいるか(製造工程外領域か)を特定し、それに応じて作業指示書データの生成可否を判断すると共に、その判断に応じた作業指示書データ作成指示ないしはクリア指示を指示書フォーム作成支援部6に送信する(S1100)。
指示書フォーム作成支援部6は、前記指示書作成指示やクリア指示を受け付けて、該当車体の該当工程における指示書フォームを特定し、特記事項や車体色に応じた背景や文字の表示色設定を行い、作業指示書データを生成する(S1200)。ここで作成された作業指示書データは、前記作業指示支援部4に送られる。
前記作業指示支援部4は、この作業指示書データを受信し、これを電子ペーパ15か、印刷装置12(紙媒体の作業指示書13をプリントアウト)に配信する(S1300)。電子ペーパ15らでは配信された作業指示書データを表示することとなる。
また、電子ペーパ15から作業完了の報告があれば、作業指示支援部4はこれを受けて、該当車体に関して製造工程が終了した旨のレコードを該当データベースにて記録し、処理を終了する(S1400)。
2 トラッキング支援部
3 作業指示計画DB装置
4 作業指示支援部
5 エリア処理DB装置
6 指示書フォーム作成支援部
7 作業指示内容DB装置
8 スペックDB装置
9、17 ネットワーク
10 作業指示管理システム
11 無線ICタグ(RFID)
15 電子ペーパ
201 タグ情報取得部(リーダー情報受信部)
500 無線ICタグリーダ
1001、2001 プログラムデータベース
1002、2002 プログラム
1003、1504 メモリ
1004、2004 CPU
1005、1502 入力インターフェイス
1006、1501 出力インターフェイス
1007、1503 通信装置
Claims (11)
- 製品製造時の作業指示書の管理を行うシステムであって、
製品もしくは当該製品と移動を共にする付帯物に備え付けられた無線ICタグの格納情報と、前記製品の情報との対応関係を定めた第1のテーブルと、
前記製品の製造工程上に設置されている無線ICタグリーダと、当該無線ICタグリーダが設置されている製造工程との対応関係を定めた第2のテーブルと、
製品毎の製造工程と当該製造工程毎の作業指示書との対応関係を定めた第3のテーブルと、
前記作業指示書の背景色と当該作業指示書の文字色との対応関係を定めた第4のテーブルと、
前記無線ICタグリーダとデータ通信を行って、当該無線ICタグリーダが読み取った無線ICタグの格納情報と前記無線ICタグリーダ自身の情報とを取得しメモリに格納する、タグ情報取得部と、
前記メモリより前記格納情報と無線ICタグリーダの情報とを読み出して、前記格納情報を前記第1のテーブルに照合して該当製品の情報を取得し、前記無線ICタグリーダの情報を前記第2のテーブルに照合して製造工程を特定し、前記取得した製品の情報と、前記特定した製造工程の情報とをメモリに格納する、トラッキング支援部と、
前記メモリより製品の情報と製造工程の情報とを読み出して前記第3のテーブルに照合し、該当製品の該当製造工程における作業指示書を特定し、特定された作業指示書における背景色に、前記製品の情報に含まれる製品の色情報を設定し、前記設定された背景色と前記第4のテーブルとに基づいて前記作業指示書の文字色を設定することで、作業指示書データを作成してメモリに格納する、指示書フォーム作成支援部と、
前記メモリより前記作業指示書データを読み出して、出力インターフェイスに出力処理する作業指示支援部と、
を備える作業指示管理システム。 - 前記第3のテーブルが、製品毎の製造工程と当該製造工程毎の作業指示書と、当該作業指示書の表示色と製品毎ないし製造工程毎の作業時の特記事項との対応関係を定めるものであり、
前記指示書フォーム作成支援部は、前記メモリより製品の情報と製造工程の情報とを読み出して前記第3のテーブルに照合し、該当製品の該当製造工程における作業指示書と特記事項に応じた作業指示書の表示色とを特定し、特定された作業指示書における全部または特記事項用特定領域の背景色または文字色に、前記特記事項に応じた表示色を設定し作業指示書データを作成してメモリに格納するものである、請求項1に記載の作業指示管理システム。 - メモリと、演算装置と、前記作業指示支援部とデータ通信する通信装置と、ディスプレイ装置とを備え、前記製品もしくは当該製品と移動を共にする付帯物に備え付けられる作業指示書媒体である電子ペーパを備え、
前記作業指示支援部は、前記作業指示書データを前記電子ペーパに出力するものであり、 前記電子ペーパは、前記作業指示書データを前記作業指示支援部とデータ通信して受信してメモリに格納するデータ取得部と、前記メモリに格納した作業指示書データをディスプレイ装置に表示する表示処理部を備えるものである、請求項1に記載の作業指示管理システム。 - 前記第2のテーブルは、前記製品の製造工程上ならびに製造工程の終了境界に設置されている無線ICタグリーダと、当該無線ICタグリーダが設置されている製造工程ならびに製造工程外領域との対応関係を定めたものであり、
前記第3のテーブルは、製品毎の製造工程と当該製造工程毎の作業指示書との対応関係の他に、製造工程外領域における作業指示書を定めたものであり、
前記トラッキング支援部は、前記無線ICタグリーダの情報を前記第2のテーブルに照合することで、該当無線ICタグが製造工程外領域にあるか判定し、前記製品の情報と、前記製造工程外領域の判定事象データとをメモリに格納するものであり、
前記指示書フォーム作成支援部は、前記メモリより製品の情報と製造工程外領域の判定事象データとを読み出して前記第3のテーブルに照合し、該当製品の製造工程外領域における作業指示書を特定し、特定された製造工程外領域の作業指示書のデータをメモリに格納するものであり、
前記作業指示支援部は、前記メモリより前記製造工程外領域の作業指示書データを読み出して前記電子ペーパに出力処理するものである、請求項3に記載の作業指示管理システム。 - 前記製造工程外領域の作業指示書は、作業指示書における表示内容の全部または特定箇所について記載内容をクリアしたデータである、請求項4に記載の作業指示管理システム。
- 前記指示書フォーム作成支援部は、前記メモリより製品の情報と製造工程の情報とを読み出して前記第3のテーブルに照合し、該当製品の該当製造工程とその前後いずれかの工程とにおける作業指示書を特定し、特定された該当製造工程とその前後いずれかの工程とに関する作業指示書における背景色または文字色に、前記製品の情報に含まれる製品の色情報を設定し作業指示書データを作成してメモリに格納するものであり、
前記作業指示支援部は、前記メモリより該当製造工程とその前後いずれかの工程とに関する作業指示書データを読み出して電子ペーパに出力処理するものであり、
前記電子ペーパにおいて、
前記データ取得部は、前記作業指示支援部より、前記製造工程とその前後いずれかの工程とに関する作業指示書データを受信し、この複数工程分の作業指示書データをメモリに格納するものであり、
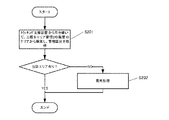
前記表示処理部は、当該電子ペーパが備える入力インターフェイスから表示内容の遷移指示を受けて、当該遷移指示が示す工程の作業指示書データを前記メモリより読み出し、この作業指示書データをディスプレイ装置に表示するものである、請求項3に記載の作業指示管理システム。 - 前記電子ペーパにおいて、
前記表示処理部は、前記遷移指示が示す工程の作業指示書データを前記メモリで検索した際に該当工程の作業指示書データが格納されていなかった場合、該当工程に関する作業指示書データの取得要求を、前記データ取得部に通知するものであり、
前記データ取得部は、前記取得要求を前記指示書フォーム作成支援部に送信するものであり、
前記指示書フォーム作成支援部は、前記取得要求を受信し、当該取得要求が含む該当製品の該当製造工程の情報を前記第3のテーブルに照合し、該当製品の該当製造工程の作業指示書を特定し、特定された該当製造工程に関する作業指示書における背景色または文字色に、前記製品の情報に含まれる製品の色情報を設定し作業指示書データを作成してメモリに格納するものである、請求項6に記載の作業指示管理システム。 - 製品製造時の作業指示書を管理するコンピュータシステムが、
製品もしくは当該製品と移動を共にする付帯物に備え付けられた無線ICタグの格納情報と、前記製品の情報との対応関係を定めた第1のテーブルと、
前記製品の製造工程上に設置されている無線ICタグリーダと、当該無線ICタグリーダが設置されている製造工程との対応関係を定めた第2のテーブルと、
製品毎の製造工程と当該製造工程毎の作業指示書との対応関係を定めた第3のテーブルと、
前記作業指示書の背景色と当該作業指示書の文字色との対応関係を定めた第4のテーブルとにアクセス可能に接続され、
前記無線ICタグリーダとデータ通信を行って、当該無線ICタグリーダが読み取った無線ICタグの格納情報と前記無線ICタグリーダ自身の情報とを取得しメモリに格納する処理と、
前記メモリより前記格納情報と無線ICタグリーダの情報とを読み出して、前記格納情報を前記第1のテーブルに照合して該当製品の情報を取得し、前記無線ICタグリーダの情報を前記第2のテーブルに照合して製造工程を特定し、前記取得した製品の情報と、前記特定した製造工程の情報とをメモリに格納する処理と、
前記メモリより製品の情報と製造工程の情報とを読み出して前記第3のテーブルに照合し、該当製品の該当製造工程における作業指示書を特定し、特定された作業指示書における背景色に、前記製品の情報に含まれる製品の色情報を設定し、前記設定された背景色と前記第4のテーブルとに基づいて前記作業指示書の文字色を設定することで、作業指示書データを作成してメモリに格納する処理と、
前記メモリより前記作業指示書データを読み出して、出力インターフェイスに出力する処理と、
を実行する作業指示管理方法。 - 製品製造時の作業指示書を管理するコンピュータに、
製品もしくは当該製品と移動を共にする付帯物に備え付けられた無線ICタグの格納情報と、前記製品の情報との対応関係を定めた第1のテーブルと、
前記製品の製造工程上に設置されている無線ICタグリーダと、当該無線ICタグリーダが設置されている製造工程との対応関係を定めた第2のテーブルと、
製品毎の製造工程と当該製造工程毎の作業指示書との対応関係を定めた第3のテーブルと、
前記作業指示書の背景色と当該作業指示書の文字色との対応関係を定めた第4のテーブルとをアクセス可能に接続し、
前記無線ICタグリーダとデータ通信を行って、当該無線ICタグリーダが読み取った無線ICタグの格納情報と前記無線ICタグリーダ自身の情報とを取得しメモリに格納するステップと、
前記メモリより前記格納情報と無線ICタグリーダの情報とを読み出して、前記格納情報を前記第1のテーブルに照合して該当製品の情報を取得し、前記無線ICタグリーダの情報を前記第2のテーブルに照合して製造工程を特定し、前記取得した製品の情報と、前記特定した製造工程の情報とをメモリに格納するステップと、
前記メモリより製品の情報と製造工程の情報とを読み出して前記第3のテーブルに照合し、該当製品の該当製造工程における作業指示書を特定し、特定された作業指示書における背景色に、前記製品の情報に含まれる製品の色情報を設定し、前記設定された背景色と前記第4のテーブルとに基づいて前記作業指示書の文字色を設定することで、作業指示書データを作成してメモリに格納するステップと、
前記メモリより前記作業指示書データを読み出して、出力インターフェイスに出力するステップと、
を実行させる作業指示管理プログラム。 - 製品製造時の作業指示書の管理を行う装置であって、
製品もしくは当該製品と移動を共にする付帯物に備え付けられた無線ICタグの格納情報と、前記製品の情報との対応関係を定めた第1のテーブルと、
前記製品の製造工程上に設置されている無線ICタグリーダと、当該無線ICタグリーダが設置されている製造工程との対応関係を定めた第2のテーブルと、
製品毎の製造工程と当該製造工程毎の作業指示書との対応関係を定めた第3のテーブルと、
前記作業指示書の背景色と当該作業指示書の文字色との対応関係を定めた第4のテーブルと、
前記無線ICタグリーダとデータ通信を行って、当該無線ICタグリーダが読み取った無線ICタグの格納情報と前記無線ICタグリーダ自身の情報とを取得しメモリに格納する、タグ情報取得部と、
前記メモリより前記格納情報と無線ICタグリーダの情報とを読み出して、前記格納情報を前記第1のテーブルに照合して該当製品の情報を取得し、前記無線ICタグリーダの情報を前記第2のテーブルに照合して製造工程を特定し、前記取得した製品の情報と、前記特定した製造工程の情報とをメモリに格納する、トラッキング支援部と、
前記メモリより製品の情報と製造工程の情報とを読み出して前記第3のテーブルに照合し、該当製品の該当製造工程における作業指示書を特定し、特定された作業指示書における背景色に、前記製品の情報に含まれる製品の色情報を設定し、前記設定された背景色と前記第4のテーブルとに基づいて前記作業指示書の文字色を設定することで、作業指示書データを作成してメモリに格納する、指示書フォーム作成支援部と、
前記メモリより前記作業指示書データを読み出して、出力インターフェイスに出力処理する作業指示支援部と、
を備える作業指示管理装置。 - メモリと、演算装置と、前記作業指示支援部とデータ通信する通信装置と、ディスプレイ装置とを備え、製造工程において製品もしくは当該製品と移動を共にする付帯物に備え付けられる作業指示書媒体である電子ペーパであり、
製品製造時の作業指示書の管理を行う請求項10に記載の作業指示管理装置より、作業指示書のデータをデータ通信して受信してメモリに格納するデータ取得部と、
前記メモリに格納した作業指示書データをディスプレイ装置に表示する表示処理部と、
を備える電子ペーパ。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006319135A JP5100092B2 (ja) | 2006-11-27 | 2006-11-27 | 作業指示管理システム、作業指示管理方法、作業指示管理プログラム、作業指示管理装置、および電子ペーパ |
| US11/945,027 US7942322B2 (en) | 2006-11-27 | 2007-11-26 | Work instruction management system, work instruction management method, work instruction management apparatus and electronic paper |
| CN200710169352XA CN101192052B (zh) | 2006-11-27 | 2007-11-26 | 作业指示管理系统及方法、作业指示管理装置及电子纸 |
| KR1020070120688A KR100983429B1 (ko) | 2006-11-27 | 2007-11-26 | 작업 지시 관리 시스템, 작업 지시 관리 방법, 작업 지시관리 프로그램, 작업 지시 관리 장치, 및 전자 페이퍼 |
| EP07022877A EP1926002B1 (en) | 2006-11-27 | 2007-11-26 | Work instruction management system |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006319135A JP5100092B2 (ja) | 2006-11-27 | 2006-11-27 | 作業指示管理システム、作業指示管理方法、作業指示管理プログラム、作業指示管理装置、および電子ペーパ |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008134734A JP2008134734A (ja) | 2008-06-12 |
| JP2008134734A5 JP2008134734A5 (ja) | 2009-09-17 |
| JP5100092B2 true JP5100092B2 (ja) | 2012-12-19 |
Family
ID=39201416
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006319135A Expired - Fee Related JP5100092B2 (ja) | 2006-11-27 | 2006-11-27 | 作業指示管理システム、作業指示管理方法、作業指示管理プログラム、作業指示管理装置、および電子ペーパ |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7942322B2 (ja) |
| EP (1) | EP1926002B1 (ja) |
| JP (1) | JP5100092B2 (ja) |
| KR (1) | KR100983429B1 (ja) |
| CN (1) | CN101192052B (ja) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2472330B (en) * | 2005-07-11 | 2011-06-15 | Longhand Data Ltd | Apparatus and methods relating to voting systems |
| US8738410B2 (en) * | 2007-05-31 | 2014-05-27 | The Boeing Company | Methods and systems for managing electronic work instructions for manufacture of product |
| US20080301012A1 (en) * | 2007-05-31 | 2008-12-04 | Cogswell Thomas A | Methods and systems for distributing computer modeled product design and manufacture data to peripheral systems |
| JP5234413B2 (ja) * | 2008-08-04 | 2013-07-10 | 株式会社日立製作所 | 工程管理装置、工程管理方法及び工程管理システム |
| FR2939170B1 (fr) * | 2008-11-28 | 2010-12-31 | Snecma | Detection d'anomalie dans un moteur d'aeronef. |
| US8116897B2 (en) * | 2009-02-20 | 2012-02-14 | Henry Clayman | Method for manufacturing multi-piece article using RFID tags |
| JP5602378B2 (ja) * | 2009-04-02 | 2014-10-08 | 株式会社イシダ | 電子表示システム |
| KR101268574B1 (ko) * | 2009-11-03 | 2013-05-28 | 한국전자통신연구원 | 태그 위치 추정 방법 |
| FR2964485B1 (fr) * | 2010-09-03 | 2012-08-24 | Peugeot Citroen Automobiles Sa | Methode et dispositif de controle de la conformite des composants d'un vehicule automobile en cours d'assemblage sur une chaine de montage |
| JP5578021B2 (ja) * | 2010-10-25 | 2014-08-27 | マツダ株式会社 | 工程図作成支援システム |
| DE102012217325A1 (de) * | 2012-09-25 | 2014-03-27 | Homag Holzbearbeitungssysteme Ag | Prozessvorrichtung mit Umwandlungseinrichtung |
| JP6022925B2 (ja) * | 2012-12-14 | 2016-11-09 | トヨタ自動車株式会社 | 生産管理用表示システムとその表示方法 |
| JP6119491B2 (ja) * | 2013-07-31 | 2017-04-26 | 大日本印刷株式会社 | 情報出力システム、情報出力装置、サーバ装置、情報出力用プログラム及びサーバ装置用プログラム並びに情報出力方法 |
| KR101461908B1 (ko) | 2013-08-12 | 2014-11-13 | 현대자동차주식회사 | 차량 조립용 체결 보증 시스템 및 그 제어 방법 |
| JP5972418B1 (ja) * | 2015-03-13 | 2016-08-17 | 株式会社オプトエレクトロニクス | 管理システム、電子札、基地局およびサーバ |
| JP2017004385A (ja) * | 2015-06-12 | 2017-01-05 | 株式会社フェニックス | 作業管理システム |
| CN106910100A (zh) * | 2015-12-23 | 2017-06-30 | 阿里巴巴集团控股有限公司 | 提供商品对象信息的方法及装置 |
| JP6391630B2 (ja) * | 2016-07-11 | 2018-09-19 | 株式会社オプトエレクトロニクス | 管理システム、電子札、基地局およびサーバ |
| CN109213103B (zh) * | 2018-09-14 | 2021-03-16 | 四川爱联科技股份有限公司 | 自动化生产控制方法 |
| JP7095623B2 (ja) * | 2019-02-22 | 2022-07-05 | トヨタ自動車株式会社 | 情報処理装置及び情報処理方法、プログラム |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS645747A (en) * | 1987-06-26 | 1989-01-10 | Toyota Motor Corp | Production line control device |
| JPH03169362A (ja) * | 1989-11-30 | 1991-07-23 | Suzuki Motor Corp | 塗装色表示装置 |
| JP2997008B2 (ja) * | 1990-05-18 | 2000-01-11 | トキコ株式会社 | 塗装ロボットの作動状態表示装置 |
| JPH05237749A (ja) * | 1992-02-27 | 1993-09-17 | Toyota Motor Corp | 生産指示システム |
| DE69321735T2 (de) * | 1992-12-14 | 1999-06-10 | Honeywell Inc | Ein flexibles verfahren zum bilden eines rezepts in einem processsteuer system |
| JP3301228B2 (ja) * | 1994-09-07 | 2002-07-15 | 株式会社デンソー | 製造工程における物品の工程管理方法 |
| JPH09102008A (ja) * | 1995-10-03 | 1997-04-15 | Casio Comput Co Ltd | 検品用ハンディターミナル |
| JP3632821B2 (ja) * | 1998-09-04 | 2005-03-23 | 横河電機株式会社 | 塗装システム |
| JP2002024341A (ja) * | 2000-06-30 | 2002-01-25 | Osaka Gas Co Ltd | 車両稼働管理システム |
| US20020143423A1 (en) * | 2000-07-06 | 2002-10-03 | Robert Huber | Scheduling system for an electronics manufacturing plant |
| JP2002251159A (ja) * | 2001-02-27 | 2002-09-06 | Matsushita Electric Ind Co Ltd | 車内広告システム |
| JP2002333912A (ja) * | 2001-05-09 | 2002-11-22 | Toshiba Corp | Icカード、生産管理システム及び生産管理方法 |
| JP4508560B2 (ja) * | 2003-06-30 | 2010-07-21 | 富士ゼロックス株式会社 | 表示媒体、作業指示システム、作業指示方法 |
| JP2005038015A (ja) * | 2003-07-15 | 2005-02-10 | Honda Motor Co Ltd | 指示書脱落警告システム |
| JP2005063109A (ja) * | 2003-08-11 | 2005-03-10 | Fuji Xerox Co Ltd | 作業指示書および生産管理システム、生産管理方法 |
| JP2005157806A (ja) * | 2003-11-26 | 2005-06-16 | Honda Motor Co Ltd | 部品組付管理システム |
| JP2005293036A (ja) * | 2004-03-31 | 2005-10-20 | Seiko Epson Corp | 工具使用支援方法およびシステム |
| JP2005309549A (ja) * | 2004-04-19 | 2005-11-04 | Hitachi Ltd | 作業指示システム及び作業指示方法 |
| JP4343028B2 (ja) * | 2004-05-26 | 2009-10-14 | 株式会社イシダ | 作業支援システム |
| JP2006011805A (ja) * | 2004-06-25 | 2006-01-12 | Carlex Co Ltd | 販売支援システム、販売支援サーバ装置、及び販売支援方法 |
| JP4428165B2 (ja) * | 2004-07-26 | 2010-03-10 | 富士ゼロックス株式会社 | 画像管理システム |
| JP4454461B2 (ja) * | 2004-10-15 | 2010-04-21 | 日本電気株式会社 | 製造システム |
| JP4373901B2 (ja) * | 2004-12-10 | 2009-11-25 | 株式会社東芝 | 情報提供サーバおよびアラート情報表示プログラム |
| JP2006218030A (ja) * | 2005-02-09 | 2006-08-24 | Seiko Epson Corp | 棚札、棚札作成システム、棚札作成方法、プログラム及び記憶媒体 |
| JP4805133B2 (ja) * | 2006-02-03 | 2011-11-02 | 株式会社日立製作所 | コンテンツ表示制御方法およびコンテンツ配信サーバ |
| WO2007116441A1 (ja) * | 2006-03-30 | 2007-10-18 | Fujitsu Limited | 情報表示装置及び情報表示方法 |
| JP2008112209A (ja) * | 2006-10-27 | 2008-05-15 | Omron Corp | 稼働状態モニタリング装置、稼働状態モニタリング方法、およびプログラム |
-
2006
- 2006-11-27 JP JP2006319135A patent/JP5100092B2/ja not_active Expired - Fee Related
-
2007
- 2007-11-26 US US11/945,027 patent/US7942322B2/en not_active Expired - Fee Related
- 2007-11-26 KR KR1020070120688A patent/KR100983429B1/ko active IP Right Grant
- 2007-11-26 EP EP07022877A patent/EP1926002B1/en not_active Expired - Fee Related
- 2007-11-26 CN CN200710169352XA patent/CN101192052B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP1926002A2 (en) | 2008-05-28 |
| KR20090004351A (ko) | 2009-01-12 |
| CN101192052A (zh) | 2008-06-04 |
| US20080126424A1 (en) | 2008-05-29 |
| EP1926002B1 (en) | 2011-07-06 |
| CN101192052B (zh) | 2012-11-07 |
| US7942322B2 (en) | 2011-05-17 |
| JP2008134734A (ja) | 2008-06-12 |
| KR100983429B1 (ko) | 2010-09-20 |
| EP1926002A3 (en) | 2008-07-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5100092B2 (ja) | 作業指示管理システム、作業指示管理方法、作業指示管理プログラム、作業指示管理装置、および電子ペーパ | |
| US8300261B2 (en) | Systems and methods for retrieving printable media templates | |
| JP5143713B2 (ja) | 工程管理方法、工程管理システム | |
| JP2009009521A (ja) | 無線タグの読み落し防止方法およびこれを用いた無線タグ情報管理システム | |
| JP7033428B2 (ja) | 安全施工サイクル支援システム | |
| JP2007045603A (ja) | 在庫管理システム、在庫管理方法、在庫管理プログラム、および在庫管理プログラムを記録したコンピュータ読取り可能な記録媒体 | |
| JP2009251914A (ja) | シンクライアントネットワークシステム | |
| JP5067170B2 (ja) | 情報収集システム | |
| JPH07137356A (ja) | プリンタ装置 | |
| JP2006252262A (ja) | Icラベルを利用した保守支援システム、保守支援方法、保守端末、及びプログラム | |
| WO2009122696A1 (ja) | 文字認識装置、文字認識プログラム、及び、文字認識プログラムを記録したコンピュータ読み取り可能な記録媒体 | |
| JP2002324143A (ja) | 製品管理システムおよび製品管理システム用端末装置 | |
| JP4312518B2 (ja) | バーコード読み取り装置 | |
| KR101214155B1 (ko) | Rfid를 이용한 화상형성장치의 프로그램 갱신 방법 및장치 | |
| JP2010123085A (ja) | 検査システム | |
| JP2018032196A (ja) | 情報処理装置及び情報処理プログラム | |
| CN117130570A (zh) | 车辆显示方法、装置、设备及存储介质 | |
| JP2007072936A (ja) | 製造工程管理システムと製造工程管理プログラムと記録媒体と製造工程管理方法 | |
| CN114372779A (zh) | 业务流程处理方法、装置、可读存储介质和电子设备 | |
| JPH04123226A (ja) | データ交換方法 | |
| JP2006154909A (ja) | プリンタファームウェア更新方法 | |
| KR20200109036A (ko) | 전자문서 기반 계약 시스템 및 방법 | |
| CN117151600A (zh) | 可插拔模块物料管理方法、系统、终端及存储介质 | |
| JP2012252629A (ja) | 入力支援用プログラム、入力支援方法、および、入力支援装置 | |
| US20170090697A1 (en) | Sales data processing apparatus and sales data processing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090803 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090803 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110812 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110816 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120410 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120607 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120918 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120925 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151005 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |