JP5084836B2 - Ncプログラム生成装置およびncプログラム生成方法 - Google Patents
Ncプログラム生成装置およびncプログラム生成方法 Download PDFInfo
- Publication number
- JP5084836B2 JP5084836B2 JP2009529906A JP2009529906A JP5084836B2 JP 5084836 B2 JP5084836 B2 JP 5084836B2 JP 2009529906 A JP2009529906 A JP 2009529906A JP 2009529906 A JP2009529906 A JP 2009529906A JP 5084836 B2 JP5084836 B2 JP 5084836B2
- Authority
- JP
- Japan
- Prior art keywords
- processing
- attribute information
- machining
- shape
- information
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images















Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/4097—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by using design data to control NC machines, e.g. CAD/CAM
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/35—Nc in input of data, input till input file format
- G05B2219/35086—Machining feature extraction, geometry and machining parameters
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/35—Nc in input of data, input till input file format
- G05B2219/35216—Program, generate nc program, code from cad data
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/36—Nc in input of data, input key till input tape
- G05B2219/36268—From blank and finished entered shape, derive machining features
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Description
【0001】
本発明は、NCプログラムを生成するNCプログラム生成装置およびNCプログラム生成方法に関するものである。
【背景技術】
【0002】
近年、加工機に3次元形状の加工を容易に行なわせるため、3次元形状データに対して加工に関する情報を付加して製品モデルを作成する装置(製品モデル作成装置)の開発が進められている。この製品モデル作成装置では、加工パターンに対応する加工領域形状と加工属性情報(加工方法など)とを含む加工部位モデルを加工部位ライブラリとして予め用意しておく。そして、CAD(computer-aided design)装置上で、粗形材のモデルと加工部位ライブラリからの加工部位モデルとを組み合わせることによって、加工に関する情報を付随させた製品モデルを作成している(例えば、特許文献1参照)。
【0003】
また、CAD装置からの3次元形状データに基づいて、NCプログラムを自動生成する装置がある。この装置では、3次元の製品データと素材形状データとの差分となる加工領域形状を抽出し、抽出した加工領域形状を基本的な加工による領域形状の集合に分解している。そして、基本的な加工の領域形状毎に加工方法、加工条件等を決定してNCプログラムを生成している(例えば、特許文献2参照)。
【0004】
また、3次元の製品形状データから特定の形状特徴部位を抽出し、抽出した形状特徴部位に対して加工方法や加工条件等の加工工程情報や加工領域情報を生成してNCプログラムを生成する装置がある(例えば、特許文献3参照)。
【0005】
【特許文献1】
特開2003−177811号公報
【特許文献2】
特開2006−53945号公報
【特許文献3】
特開2002−189510号公報
【発明の開示】
【発明が解決しようとする課題】
[0006]
しかしながら、上記1つ目の従来技術では、製品設計と加工工程設計を個別に行なう場合に、加工工程設計に加工設備(加工機など)に基づく独自の加工ノウハウがあると、この加工ノウハウなどを製品設計に反映できないという問題があった。
[0007]
また、上記2つ目や3つ目の従来技術では、生成したNCプログラムが必ずしも加工工程設計に関する加工ノウハウを生かしたNCプログラムであるとは限らないので、生成したNCプログラムを修正しなければならない場合が多い。生成済みのNCプログラムは、加工部位とNCプログラムの各部の対応が自動で決定されたものであるため、NCプログラムの修正作業では、作業者による修正箇所の特定や修正のための整合性のある数値情報の取得に手間がかかるといった問題があった。
[0008]
本発明は、上記に鑑みてなされたものであって、加工機に応じた適切な加工方法を用いたNCプログラムを容易に生成することができるNCプログラム生成装置およびNCプログラム生成方法を得ることを目的とする。
課題を解決するための手段
【0009】
上述した課題を解決し、目的を達成するために、本発明は、被加工物の加工前の3次元形状データおよび前記被加工物の加工後の3次元形状データに基づいて前記被加工物に対する加工領域である形状部位を抽出し、抽出した前記形状部位に応じたNCプログラムを生成するNCプログラム生成装置において、前記NCプログラムを生成する際に用いる加工属性情報であって加工形状に関する加工形状情報を含んだものに、さらに前記被加工物を加工する加工機で利用できる加工方法の情報を含んだものを前記形状部位に設定する加工属性情報設定部と、前記加工属性情報とその設定対象である前記被加工物の加工後の3次元形状を表示する表示部と、前記加工属性情報設定部で前記加工属性情報が設定された前記被加工物の加工後の3次元形状データおよび前記被加工物の加工前の3次元形状データを用いて前記NCプログラムを生成するNCプログラム生成部と、を備え、前記加工属性情報設定部は、外部入力された指示によって加工属性情報が選択されると、前記被加工物を加工する加工機で利用できる加工方法と、前記加工機において前記加工属性情報として前記被加工物に設定可能な形状部位の3次元形状に関する特徴、位置および方向と、の関連情報に基づいて、選択された加工属性情報を設定できる形状部位の候補を抽出するとともに、抽出した形状部位の候補を抽出されなかった形状部位と識別できるよう前記表示部に表示させ、かつ前記表示部に表示させている前記抽出した形状部位の候補の中から外部入力された指示によって形状部位が選択されると、選択された形状部位に設定できる加工方法の候補を抽出するとともに、抽出した加工方法の候補を前記表示部に表示させ、かつ前記表示部に表示させている加工方法の候補の中から外部入力された指示によって加工方法が選択されると、選択された加工属性情報に選択された加工方法を含ませたものを、選択された前記形状部位に設定することを特徴とする。
【0010】
この発明によれば、外部入力された指示によって加工属性情報が選択されると、加工機で利用できる加工方法と被加工物に設定可能な形状部位の3次元形状に関する特徴、位置および方向と、の関連情報に基づいて、選択された加工属性情報を設定できる形状部位の候補を表示させ、外部入力された指示によって形状部位が選択されると、選択された形状部位に設定できる加工方法の候補を表示させ、外部入力された指示によって加工方法が選択されると、選択された加工属性情報に選択された加工方法を含ませたものを、選択された形状部位に設定するので、加工属性情報および形状部位に応じた適切な加工方法を用いたNCプログラムを容易に生成することが可能になるという効果を奏する。
【図面の簡単な説明】
【0011】
【図1】図1は、本発明の実施の形態に係るNCプログラム生成装置の構成を示す図である。
【図2】図2は、NCプログラム生成装置の動作手順を示すフローチャートである。
【図3】図3は、加工属性情報を設定するための画面の一例を示す図である。
【図4】図4は、製品形状の配置が調整された後の画面の一例を示す図である。
【図5】図5は、製品形状の配置の調整を行なった後の加工属性情報の画面表示例を示す図である。
【図6】図6は、製品形状の配置の調整を行なった後の加工属性一覧表示ウィンドウを示す図である。
【図7】図7は、新たな加工属性情報の追加処理手順を示すフローチャートである。
【図8】図8は、加工属性の選択画面の一例を示す図である。
【図9】図9は、加工属性が選択された後の画面の一例を示す図である。
【図10】図10は、B軸付複合旋盤が旋削加工を行なう場合の構成を示す図である。
【図11】図11は、B軸付複合旋盤がミーリング加工を行なう場合の構成を示す図である。
【図12】図12は、加工機情報の構成の一例を示す図である。
【図13】図13は、加工方法を変更する際の加工方法の選択画面の一例を示す図である。
【図14】図14は、加工方法としてねじ切りが選択された場合の表示画面を示す図である。
【図15】図15は、加工属性情報としてねじ山の加工条件が追加された後の表示画面を示す図である。
【図16】図16は、加工属性情報の編集および削除を指示する際の画面の一例を示す図である。
【符号の説明】
【0012】
1 プログラム生成装置
3 CADシステム
12 形状データ入力部
13 製品形状データ格納部
14 素材形状データ格納部
15 設定部位選択部
16 設定部位格納部
17 加工属性情報設定部
18 加工機情報格納部
19 加工属性情報格納部
20 加工不能情報抽出部
21 加工属性情報表示部
22 NCプログラム生成部
23 NCプログラム格納部
41 加工属性一覧表示ウィンドウ
43 形状表示ウィンドウ
45 詳細情報設定ウィンドウ
47 加工方法の選択候補欄
49 詳細情報の入力・編集欄
51 一覧表示ウィンドウ
53 操作選択欄
61 チャック
62 取り付け具
63 加工素材
64 旋削回転軸
65 素材回転軸
71,81 刃物台
72,82 刃物台回転軸
73,83 ホルダ
74 旋削加工用工具
84 ミーリング加工用工具
85 工具回転軸
101〜109 表示画面
A1 形状部位
T1〜T3 選択可能な形状部位
【発明を実施するための最良の形態】
【0013】
以下に、本発明に係るNCプログラム生成装置の実施の形態を図面に基づいて詳細に説明する。なお、この実施の形態によりこの発明が限定されるものではない。
【0014】
実施の形態
図1は、本発明の実施の形態に係るNCプログラム生成装置の構成を示す図である。NCプログラム生成装置1は、制御対象の加工機で利用可能な加工方法の情報を含む加工属性情報を製品の3次元形状データに設定し、この3次元形状データに基づいてNCプログラムを生成する装置である。加工方法の種類は、例えば、ねじ切り加工や旋削タップ加工などである。加工属性としては、例えば、ねじ山や穴などである。
【0015】
NCプログラム生成装置1は、形状データ入力部12、製品形状データ格納部13、素材形状データ格納部14、設定部位選択部15、設定部位格納部16、加工属性情報設定部17、加工機情報格納部18、加工属性情報格納部19、加工不能情報抽出部20、加工属性情報表示部(表示部)21、NCプログラム生成部22、NCプログラム格納部23を有している。
【0016】
形状データ入力部12は、製品形状データ格納部13、素材形状データ格納部14、設定部位格納部16、加工属性情報格納部19に接続している。また、設定部位選択部15は、加工機情報格納部18、製品形状データ格納部13、設定部位格納部16に接続している。
【0017】
加工属性情報設定部17は、加工機情報格納部18、設定部位格納部16、加工属性情報格納部19に接続している。また、加工不能情報抽出部20は、加工機情報格納部18、加工属性情報格納部19、加工属性情報表示部21に接続している。
【0018】
NCプログラム生成部22は、加工機情報格納部18、製品形状データ格納部13、加工属性情報格納部19、素材形状データ格納部14、NCプログラム格納部23に接続している。また、設定部位格納部16は、製品形状データ格納部13、加工属性情報格納部19に接続し、加工属性情報表示部21は、製品形状データ格納部13、加工属性情報格納部19に接続している。
【0019】
形状データ入力部12は、外部装置であるCADシステム3と接続しており、CADシステム3から、製品(加工後の被加工物)の3次元形状データ(以下、製品形状データという)や素材(加工前の被加工物)の3次元形状データ(以下、素材形状データという)を受け取る。製品形状データは、製品の形状部位の配置状態(位置や方向)に関する情報(製品配置情報)を有している。製品形状データは、被加工物に穴加工や面取り加工などを行なった後の被加工物の3次元形状データであり、素材形状データは、穴加工や面取り加工などを行なう前の被加工物の3次元形状データである。また、形状部位は、製品として加工を行う部分(加工領域)である。形状部位は、例えば穴あけを行なう位置や面取りを行なう領域などである。
【0020】
形状データ入力部12は、CADシステム3からの製品形状データを製品形状データ格納部13に格納し、CADシステム3からの素材形状データを素材形状データ格納部14に格納する。
【0021】
製品形状データ格納部13は、形状データ入力部12からの製品形状データを格納するメモリなどであり、素材形状データ格納部14は、形状データ入力部12からの素材形状データを格納するメモリなどである。
【0022】
加工機情報格納部18は、制御対象となる加工機に関する情報(例えば、加工機で取り得る加工方法の種類や、加工機で取り得る加工条件など)を加工機情報として格納するメモリなどである。加工機情報は、加工機が保有する加工機能と、この加工機能に対応する加工方法の種類と、加工機能に対応する加工条件と、各加工方法の種類と加工属性の設定可能な製品形状の形状部位の特徴、位置、方向に関する要件と、が加工機毎に対応付けられた情報である。加工機情報の加工方法の種類には、例えば「ねじ切り加工」、「旋削タップ加工」、「ミルタップ加工」、「ボーリング加工」などがある。
【0023】
設定部位選択部15は、製品形状データ格納部13内の製品形状データと、加工機情報格納部18内の加工機情報と、作業者によって外部入力される加工属性情報と、に基づいて、作業者が指示した種類の加工属性が設定可能な製品形状の形状部位候補を抽出し、作業者によって外部入力された形状部位指定情報に基づいて、抽出した形状部位候補の中から加工属性の設定対象の形状部位を特定する。
【0024】
例えば、作業者によって外部入力された加工属性の種類が「ねじ山」である場合、設定部位選択部15は、加工機情報に記述された加工属性の設定可能な製品形状の形状部位の特徴、位置、方向に関する要件に基づいて製品形状データ中の穴部および中心軸が旋削回転軸に一致した軸部を加工属性設定対象の形状部位候補として抽出し、作業者によって外部入力された形状部位指定情報に基づき、形状部位候補から設定対象の形状部位を特定する。
【0025】
設定部位選択部15は、特定した形状部位の情報を形状部位情報として設定部位格納部16に格納する。設定部位格納部16は、設定部位選択部15が抽出した形状部位情報を格納するメモリなどである。
【0026】
加工属性情報設定部17は、設定部位格納部16内の形状部位情報と加工機情報格納部18内の加工機情報とを受け取り、形状部位に対して加工機で取り得る加工方法の種類を特定し抽出する。例えば、加工機情報が「複合旋盤」のものであり、「ねじ山」の加工属性の設定対象として形状部位情報で指定されている形状部位が旋削の回転軸と中心軸が一致した穴部または軸部の場合、形状部位に対して加工機で取り得る加工方法の種類として「ねじ切り」などが抽出される。
【0027】
加工属性情報設定部17は、抽出した加工方法の種類の中から、作業者からの指示(加工方法を指定する情報)に対応する加工方法の種類を抽出する。さらに、加工属性情報設定部17は、抽出した加工方法の種類に対する詳細な加工設定に関する情報(詳細情報)の入力を作業者から受け、抽出した加工方法の種類と、この加工方法の種類に対する詳細情報とを加工属性情報として加工属性情報格納部19へ格納する。換言すると、加工属性情報設定部17は、加工機で加工できる加工方法の種類の中から、加工機の加工機能に応じた加工方法の種類を、加工領域を加工する際の加工方向、加工位置、加工形状などに基づいて抽出する。加工属性情報格納部19は、加工属性情報設定部17が設定した加工属性情報を格納するメモリなどである。
【0028】
加工不能情報抽出部20は、加工機情報格納部18内の加工機情報と、加工属性情報格納部19内の加工属性情報と、製品形状データ格納部13内の製品形状データが有している製品配置情報と、に基づいて、制御対象の加工機が加工属性情報の加工方法を行なうことが可能か否かを判断する。加工不能情報抽出部20は、加工不能と判断した加工属性情報を加工属性情報表示部21に通知する。
【0029】
加工属性情報表示部21は、液晶モニタなどの表示機能を有している。加工属性情報表示部21は、加工属性情報格納部19内の加工属性情報と加工不能情報抽出部20内の加工不能な加工属性情報とに基づいて、製品形状に設定されている加工属性情報を、加工可能と加工不能とに区別して一覧表示する。
【0030】
また、加工属性情報表示部21は、製品形状データ格納部13、設定部位格納部16、加工機情報格納部18、加工属性情報格納部19などに格納されている情報に基づいて製品の3次元形状、詳細情報、形状部位など、種々の情報を表示する。加工属性情報表示部21は、形状データ入力部12に製品形状の配置を調整する指示(配置調整指示)が入力された場合に、配置調整指示に基づいた斜視図で製品の3次元形状を表示する。
【0031】
NCプログラム生成部22は、製品形状データ格納部13、素材形状データ格納部14、加工機情報格納部18、加工属性情報格納部19から種々のデータ(製品形状データ、素材形状データ、加工機情報、加工属性情報)を受け取り、製品形状と素材形状との差に基づいて加工領域となる形状(加工領域形状)を抽出する。NCプログラム生成部22は、抽出した加工領域形状を、基本的な加工パターンの加工領域形状の集合に分解する。そして、NCプログラム生成部22は、受け取った種々のデータに基づいて、分解後の加工領域形状に対する加工方法の種類や加工条件等を決定し、NCプログラムを生成する。換言すると、NCプログラム生成部22は、加工属性情報設定部17が決定した加工属性情報内の加工方法を用いてNCプログラムを生成する。具体的には、本実施の形態のNCプログラム生成部22は、分解後の加工領域形状に対して制御対象の加工機で加工可能な加工属性情報が存在するか否かに基づいて、加工方法や加工条件等を決定する。NCプログラム生成部22は、分解後の加工領域形状に対して制御対象の加工機で加工可能な加工属性情報が存在する場合に、この加工属性情報の加工方法や加工条件等を用いたNCプログラムを作成する。
【0032】
これにより、NCプログラム生成部22は、製品形状データに付属させる加工属性情報を加工機に応じて設定し、加工機に応じた適切なNCプログラムを生成する。NCプログラム生成部22は、分解後の各加工領域形状に、生成した各NCプログラムを組合わせることによって全体のNCプログラムを生成し、生成したNCプログラムをNCプログラム格納部23に格納する。NCプログラム格納部23は、NCプログラム生成部22が生成したNCプログラムを格納するメモリなどである。
【0033】
つぎに、NCプログラム生成装置1の動作手順について説明する。図2は、NCプログラム生成装置の動作手順を示すフローチャートである。NCプログラム生成装置1へは、予め制御対象となる加工機を指定する情報、NCプログラムの生成対象となる製品形状を指定する情報を入力しておく。具体的には、加工機を指定する情報として加工機を識別する識別情報(M0001など)を入力し、製品形状を指定する情報として製品形状を識別する識別情報(P0002など)を入力しておく。
【0034】
以下のフローでは、NCプログラム生成の開始時にステップS10、ステップS60、ステップS70の順番でNCプログラム生成装置1が動作する。また、ステップS20〜S50の処理は、NCプログラムを生成した後に行なわれる動作である。
【0035】
CADシステム3で作成された製品形状データと素材形状データが形状データ入力部12に入力されると、製品形状データが製品形状データ格納部13に格納され、素材形状データが素材形状データ格納部14に格納される(ステップS10)。
【0036】
加工属性情報格納部19に既に加工属性情報が格納されている場合、加工不能情報抽出部20は、加工属性情報格納部19内からNCプログラムの生成対象となる加工属性情報を抽出する。また、加工不能情報抽出部20は、加工機情報格納部18内の加工機情報と、加工属性情報格納部19内の加工属性情報と、製品形状データ格納部13内の製品形状データが有している製品配置情報と、を取得する。そして、加工不能情報抽出部20は、制御対象の加工機に対応する加工機情報と、加工属性情報に対応する形状部位の配置状態とに基づいて、加工属性情報の加工方法が制御対象の加工機で可能か否か(加工可能性)を判断する(ステップS20)。
【0037】
加工不能情報抽出部20は、チェック結果として加工不能な加工属性情報を加工属性情報表示部21に通知する。加工属性情報表示部21は、加工属性情報格納部19からの加工属性情報と加工不能情報抽出部20から通知される加工不能な加工属性情報とに基づいて、製品形状に設定されている加工属性情報を、加工可能と加工不能とに区別して加工属性情報表示部21に一覧表示させる(ステップS30)。
【0038】
図3は、加工属性情報を設定するための画面の一例を示す図である。図3の表示画面101には、加工機で加工できる加工属性の一覧を示す加工属性一覧表示ウィンドウ41と、製品形状データに対応する製品形状を3次元表示する形状表示ウィンドウ43とが表示される。加工属性には、例えばねじ山(ねじ山の加工)、穴加工、表面粗さ(表面加工)、面取り(面取り加工)などがある。加工属性一覧表示ウィンドウ41のねじ山、穴加工、表面粗さ、面取りなどは、CADシステム3から送られてくる製品形状データや素材形状データなどのCADデータに付属しているデータを用いて表示画面101に表示されている。形状表示ウィンドウ43には、所定の角度から見た製品形状が斜視図などによって3次元表示される。
【0039】
例えば、作業者によって設定部位選択部15から形状部位(穴などの形状に関する情報と、その穴などの座標位置に関する情報とを含んだ形状部位)が選択されると、設定部位選択部15は、加工機情報および形状部位情報に基づいて、選択できる形状部位を加工属性情報表示部12に識別可能に表示させる。このとき、設定部位選択部15は、例えば選択できる形状部位を加工属性情報表示部12にハイライト表示させる。
【0040】
製品形状が図3の形状表示ウィンドウ43のように配置されている場合に、加工属性一覧表示ウィンドウ41でねじ山が選択された場合、穴やネジの箇所は選択可能候補として、例えばハイライト表示される。一方、旋削軸線と製品形状の中心軸とは、直行するので、製品の外周部にはネジが切れない。このため、ネジを切ることができない外周部分にはハイライト表示を行なわない。
【0041】
表示画面101を表示する際、NCプログラム生成装置1は、作業者から製品形状の配置を調整する指示が形状データ入力部12に入力されたか否かをチェックしている(ステップS40)。形状データ入力部12に製品形状の配置を調整する指示が入力されると(ステップS40、Yes)、形状データ入力部12は作業者からの指示に基づいて製品形状の配置を調整(変更)し加工属性情報表示部21に表示させる(ステップS50)。
【0042】
そして、NCプログラム生成装置1は、ステップS20の処理に戻る。すなわち、加工不能情報抽出部20は、配置を調整した後の加工属性情報に対して制御対象の加工機で加工が可能か否かを判断する。具体的には、加工不能情報抽出部20は、制御対象の加工機情報と、加工属性情報に対応する形状部位の配置状態とに基づいて、加工属性情報の加工方法が制御対象の加工機で可能か否か(加工可能性)を判断する(ステップS20)。以下、NCプログラム生成装置1は、ステップS30以降の処理を行なう。
【0043】
図4は、製品形状の配置が調整された後の画面の一例を示す図である。図4では、図3の状態から製品形状の配置が調整された場合の表示画面102を示している。表示画面102は、制御対象の加工機が複合旋盤であり、例えば図4に示すように旋削の回転軸(形状表示ウィンドウ43内のZ軸)と製品形状の中心軸が一致するよう製品形状の配置が調整されている。製品形状の配置が調整されると、加工機で加工できる加工属性が変化する。
【0044】
製品形状が図4の形状表示ウィンドウ43のように配置されている場合に、加工属性一覧表示ウィンドウ41でねじ山が選択された場合、旋削軸線と製品形状の中心軸とが一致するので、製品の外周部をネジ切りできる。このため、ネジを切ることができる外周部分もハイライト表示を行なう。なお、NCプログラム生成装置1は、選択できない箇所が作業者に選択された場合、この選択操作に従った動作を行なわない。
【0045】
図5は、製品形状の配置の調整を行なった後の加工属性の画面表示例を示す図である。また、図6は、製品形状の配置の調整を行なった後の加工属性一覧表示ウィンドウを示す図である。
【0046】
図5の表示画面103は、NCプログラム生成装置1のステップS20〜S50の動作によって表示される画面である。図5の表示画面103では、加工属性情報として加工属性と加工条件が設定された後、製品形状を縦から横に傾けた状態(製品形状の中心軸と旋削の回転軸とが一致している状態)から更に製品形状の中心軸を旋削の回転軸からずらした場合を示している。
【0047】
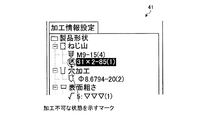
加工属性一覧表示ウィンドウ41では、形状部位の加工属性を製品形状の種類毎に表示する。さらに、加工属性一覧表示ウィンドウ41では、加工属性に加工条件が設定された場合に、この加工条件を加工属性の表示位置の下側に表示しておく。例えば、ねじ山の加工属性に対して、「M9−15(4)」や「31×2−85(1)」などの加工条件が作業者によって入力されると、この加工条件がねじ山の下側に表示される。
【0048】
このとき、入力された加工条件が加工機によって加工できない加工条件であれば、加工条件の表示位置の近傍に加工不可な状態を示すマークなどを表示する。例えば、加工属性一覧表示ウィンドウ41では、表示画面103左側の「31×2−85(1)」の加工条件44の近傍にに加工不可な状態を示すマークが表示された場合を示している。この場合に、「31×2−85(1)」の箇所が作業者によって指定されると、「31×2−85(1)」に対応する製品形状の箇所が(4つの穴の中心となる中心穴箇所)が識別可能に表示される。加工部位である中心穴箇所に加工条件を設定する際、「31×2−85(1)」の加工条件44を入力することはできるが、旋削の回転軸A1が製品形状の中心軸からずれた場合に製品のねじ山加工を行なうことができない。本実施の形態の表示画面103では、加工不可な加工条件に対して加工不可な状態を示すマークなどを表示している。なお、「31×2−85(1)」は、31(内径)×2(ピッチ)−85(ねじ長)が1個であることを示している。
【0049】
形状データ入力部12に製品形状の配置を調整する指示が入力されていなければ(ステップS40、No)、設定部位選択部15は、作業者から加工属性情報の追加の指示があるか否かをチェックする(ステップS60)。チェックの結果、加工属性情報の追加の指示が入力されていれば(ステップS60、Yes)、設定部位選択部15は、加工属性情報の追加の指示を加工属性情報設定部17に送る。加工属性情報設定部17は作業者からの指示に基づいて新たな加工属性情報を追加する(ステップS70)。
【0050】
ここでステップS70の処理(新たな加工属性情報の追加処理)の詳細な処理手順について説明する。図7は、新たな加工属性情報の追加処理手順を示すフローチャートである。加工属性情報の追加指示として加工属性が作業者から設定部位選択部15に外部入力されると、この追加指示は設定部位選択部15に送られる(ステップS210)。
【0051】
図8は、加工属性の選択画面の一例を示す図である。図8では、「加工属性情報設定」メニューの「追加」メニューから加工属性として「ねじ山」が選択されている場合の表示画面104を示している。
【0052】
設定部位選択部15は、製品形状データ格納部13内の製品形状データと、加工機情報格納部18内の加工機情報とに基づいて、加工機で取り得る加工属性を特定する。設定部位選択部15は、特定した加工属性に対応する形状部位を特定する。
【0053】
設定部位選択部15は、特定した形状部位を加工機で選択可能な形状部位として表示する。図9は、加工属性が選択された後の画面の一例を示す図である。図9では、図8で加工属性として「ねじ山」が選択された後の表示画面105を示している。表示画面105には、表示画面104の加工属性一覧表示ウィンドウ41の換わりに「ねじ山」に関する詳細情報を設定するためのウィンドウ(詳細情報設定ウィンドウ45)が表示されている。「ねじ山」の詳細情報設定ウィンドウ45には、例えばねじ山を加工する際の開始径と終了径、ねじ山の長さ(「ねじ長」)、ねじ山の外径などを入力するための欄を表示する。さらに、設定部位選択部15は、特定した形状部位を、加工方法として設定可能な形状部位(選択可能な形状部位T1〜T3)として表示させる。
【0054】
この後、作業者からは形状部位指定情報が外部入力される。この形状部位指定情報は、表示画面105に表示されている選択可能な形状部位T1〜T3の何れかを指定する情報である。
【0055】
設定部位選択部15は、表示中の形状部位の中から形状部位指定情報に対応する形状部位を、加工対象の形状部位と判断し、この加工機で加工し得る形状部位を製品形状データ格納部13から抽出する。設定部位選択部15は、抽出した形状部位の情報を形状部位情報として設定部位格納部16に格納する(ステップS220)。
【0056】
ここで、B軸付複合旋盤(加工機)の構成および動作と加工機情報について説明する。図10および図11はB軸付複合旋盤の構成を示す図である。図10では、加工機が旋削加工を行なう場合の構成を示しており、図11では加工機がミーリング加工を行なう場合の構成を示している。
【0057】
図10の加工機で旋削加工を行なう場合、加工素材(被加工物)63を取付け具(爪など)62を介してチャック61に取り付けておき、旋削加工用工具(旋削バイト)74をホルダ73を介して刃物台71に取り付けておく。
【0058】
旋削加工を行なう場合、旋削回転軸64の回転数を制御することによって旋削回転軸64を回転させて加工素材63を回転させ、旋削加工用工具74の刃先によって加工素材63を旋削加工する。
【0059】
換言すると、旋削加工時には、加工素材63が旋削回転軸64回りに連続的に旋回させられるとともに、刃物台71が刃物台回転軸(B軸)72回りに回転させられて旋削加工用工具74が所定の角度に傾斜させられる。さらに刃物台71がX、Y、Z方向に移動させられることで、加工素材63に対する旋削加工用工具74の姿勢および位置が決定され、旋回する加工素材63に旋削加工用工具74が接触することで加工素材63の加工が行われる。
【0060】
旋削加工時には、加工素材63を旋削回転軸64回りに旋回させながら加工素材63を加工するので、中心軸が旋削の回転軸とずれたねじ山などは加工することができない。このため、本実施の形態では、旋削加工を行なう際に、中心軸が旋削の回転軸とずれたねじ山に対してねじ切り加工などを加工方法として選択すると、加工不能であることを示す情報を表示し、この加工方法をNCプログラムに設定させない。
【0061】
図11の加工機でミーリング加工を行なう場合、加工素材63を取付け具62を介してチャック61に取り付けておき、ミーリング加工用工具84をホルダ83を介して刃物台81に取り付けておく。
【0062】
ミーリング機能を用いて製品端面の4箇所の穴を加工する際、穴を加工する位置に加工素材63を位置決めする場合に、旋削回転軸64の位置制御(C軸制御)を行なう。また、製品の外周面に直線状のキー溝を切る際、キー溝を切る位置に加工素材63を位置決めする場合に、C軸制御を行なう。また、製品の外周面でZ軸方向および円周方向に延在する溝を切る際、Z軸方向に移動するミーリング加工用工具(エンドミル)84の動きと同期させて極低速で加工素材63を位置制御する場合に、C軸制御を行なう。換言すると、ミーリング加工時には、加工素材63が素材回転軸(C軸)65回りに回転させて、加工素材63を位置決めする。また、刃物台81を刃物台回転軸(B軸)82回りに回転させられるとともに、刃物台81がX、Y、Z方向に移動させられる。これにより、加工素材63に対する、ミーリング加工用工具84の姿勢および位置が決定され、工具回転軸85回りに回転するミーリング加工用工具84の刃先が加工素材63に接触することで加工素材63の加工が行われる。
【0063】
ミーリング加工時には、ねじ山の加工において、中心軸が旋削回転軸64に一致した軸部を加工することができない。このため、本実施の形態では、ミーリング加工を行なう際に、中心軸が旋削回転軸64に一致した軸部を加工方法として選択すると、加工不能であることを示す情報を表示し、この加工方法をNCプログラムに設定させない。
【0064】
このように、加工機の加工機能毎に、加工素材に対する加工工具(旋削加工用工具74、ミーリング加工用工具84)の位置が異なる。また、加工素材を加工する際の取り付け具の位置は種々変更できる。また、製品形状データと素材形状データは、加工処理毎に種々変化する。また、加工素材を回転させる回転軸の軸方向や、加工工具を回転させる回転軸の軸方向は、各加工機に応じた範囲内で種々設定できる。また、加工素材の配置位置は、各加工機に応じた範囲内で種々設定できる。
【0065】
したがって、加工機では、加工機の有する加工機能に応じた種々の加工設定を行なうことができる。本実施の形態では、加工属性情報設定部17が、これらの種々の加工設定に関する情報を用いて加工機の加工機能に応じた加工方法を加工属性情報として設定する。具体的には、加工機が有する旋削加工用工具74、ミーリング加工用工具84などの位置に関する情報、加工前の加工素材63の形状に関する情報、加工後の製品形状に関する情報、製品形状を加工する際に加工素材63を固定する取り付け具62の位置に関する情報、加工素材63を回転させる旋削回転軸64、素材回転軸65などの軸方向に関する情報、ミーリング加工用工具84を回転させる工具回転軸84の軸方向に関する情報または加工素材63の配置位置に関する情報の少なくとも1つを用いて加工属性情報を設定する。
【0066】
図12は、加工機情報の構成の一例を示す図である。図12では、図10および図11に示した加工機(B軸付複合旋盤)の加工機情報を示している。加工機情報は、加工機が保有する加工機能と、この加工機能に対応する加工方法と、各加工方法に対する形状部位の情報と、加工機能に対応する加工条件(図示せず)と、を有している。図12の加工機情報内では、加工機能、加工機能で加工可能な加工方法、加工方法に対する形状部位がそれぞれ対応付けられている。
【0067】
例えば、加工機がB軸付複合旋盤の場合、旋削加工機能とミーリング加工機能とを有している。そして、旋削加工機能には、加工方法の種類として「ねじ切り加工」、「旋削タップ加工」、「旋削ドリル加工」、「旋削内径棒材加工」などがある。また、ミーリング加工機能は、加工方法として「ミルタップ加工」、「ドリル加工」、「ボーリング加工」、「リーマ加工」などがある。なお、ミーリング加工機能は例えばB軸・C軸面割り出し機能を含んでいる。また、「ミルタップ加工」は、例えばB軸・C軸面割り出し機能を含んでいる。
【0068】
NCプログラムの設定対象となる形状部位の情報には、「ねじ山」の情報、「穴加工」の情報などがある。そして、「ねじ山」には、加工の中心軸が旋削回転軸(旋削回転軸64)に一致した軸部を有したねじ山、加工の中心軸が旋削回転軸に一致した穴部を有したねじ山、加工の中心軸が旋削回転軸に一致しない穴部を有したねじ山などがある。また、「穴加工」には、加工の中心軸が旋削回転軸(工具回転軸85)に一致した穴部を有した穴加工、加工の中心軸が旋削回転軸に一致しない穴部などがある。
【0069】
中心軸が旋削回転軸に一致した軸部を有したねじ山は、「ねじ切り加工」で加工でき、中心軸が旋削回転軸に一致した穴部を有したねじ山は、「ねじ切り加工」、「旋削タップ加工」、「ミルタップ加工」で加工できる。また、中心軸が旋削回転軸に一致しない穴部を有したねじ山は、「ミルタップ加工」で加工できる。
【0070】
また、中心軸が旋削回転軸に一致した穴部を有した穴加工は、「旋削ドリル加工」、「旋削内径棒材加工」、「ドリル加工」、「ボーリング加工」、「リーマ加工」で加工できる。また、中心軸が旋削回転軸に一致しない穴部を有した穴加工は、「ドリル加工」、「ボーリング加工」、「リーマ加工」で加工できる。
【0071】
図9の形状表示ウィンドウ43では、加工属性情報のうち、「ねじ山」の加工属性に対して選択可能な形状部位T1〜T3を示している。選択可能な形状部位T1は、穴形状でかつ穴の中心軸が旋削軸と一致している部位である。選択可能な形状部位T2は、軸形状でかつ中心軸が旋削軸と一致している部位である。選択可能な形状部位T3は、穴形状でかつ中心軸が旋削軸と一致していない部位である。
【0072】
選択可能な形状部位T2は、制御対象となる加工機が旋削加工機能を有している場合であって「ねじ切り加工」が選択された場合に、加工機情報に基づいて加工可能となることが判断される。換言すると、選択可能な形状部位T2は、旋削ねじ切り加工機能を用いる場合に選択可能となる。
【0073】
選択可能な形状部位T1およびT3は、制御対象となる加工機がミル加工機能を有している場合であって且つ「ミルタップ加工」が選択された場合や、制御対象となる加工機が旋削加工機能を有している場合であって且つ「ねじ切り加工」(めねじの加工)が選択された場合に、加工機情報に基づいて加工可能になることが判断される。換言すると、選択可能な形状部位T1およびT3は、ミーリングタップ加工機能または旋削ねじ切加工機能を用いる場合に選択可能となる。
【0074】
設定部位選択部15が加工属性情報の設定対象となる形状部位を選択して設定部位格納部16に格納した後、加工属性情報設定部17は、選択した形状部位に対する初期の加工方法および初期の加工方法に対する入力項目の設定を、加工機情報に基づいて行なう(ステップS230)。
【0075】
加工属性情報設定部17は、現在設定中の加工属性情報に対して設定対象の形状部位の追加指示(追加選択)が作業者からあったか否かをチェックする(ステップS240)。形状部位の追加指示があった場合(ステップS240、Yes)、設定部位選択部15は、作業者によって外部入力された形状部位を設定部位格納部16へ追加する(ステップS250)。この後、設定部位選択部15は、作業者によって外部入力された形状部位の全てを設定部位格納部16へ追加する(ステップS240,S250)。
【0076】
形状部位の新たな追加指示がなくなると(ステップS240、No)、加工属性情報設定部17は、現在設定中の加工属性情報に対し設定対象の形状部位の解除指示が作業者から設定部位選択部15に入力されたか否かをチェックする。
【0077】
設定部位選択部15に形状部位の選択解除指示が入力された場合(ステップS260、Yes)、設定部位選択部15は、作業者によって解除指示された形状部位を設定部位格納部16から削除して選択解除する(ステップS270)。
【0078】
この後、設定部位選択部15は、選択解除の結果、選択された形状部位が存在しているか否かをチェックする(ステップS280)。選択された形状部位が存在している場合(ステップS280、Yes)、加工属性情報設定部17と設定部位選択部15はステップS240〜S280の処理を繰り返す。すなわち、形状部位の追加指示があった場合は、形状部位の追加を行ない、形状部位の解除指示があった場合は、形状部位の選択解除を行なう。
【0079】
一方、選択された形状部位が存在しない場合(ステップS280、No)、加工属性情報設定部17と設定部位選択部15はステップS220の処理を行なう。すなわち、設定部位選択部15は、形状部位情報に基づいて、製品形状の中から加工属性情報の設定対象となる形状部位を選択し、選択した形状部位の情報を設定部位格納部16に格納する。(ステップS220)。これにより、設定部位選択部15と加工属性情報設定部17は、1つ目の形状部位の選択に戻って加工属性情報の追加処理をやり直す。
【0080】
設定部位選択部15と加工属性情報設定部17は、形状部位の追加指示と形状部位の選択解除指示がなくなるまで、ステップS220〜S260の処理を繰り返す。形状部位の選択解除指示がなくなると(ステップS260、No)、加工属性情報設定部17は、作業者から詳細情報が入力されたか否かをチェックする(ステップS290)。詳細情報の入力があった場合(ステップS290、Yes)、加工属性情報設定部17は、詳細情報として加工方法の変更指示が入力されたか否かをチェックする(ステップS300)。
【0081】
加工属性情報設定部17に加工方法の変更指示が入力された場合(ステップS300、Yes)、加工属性情報設定部17は、加工方法の変更指示に基づいて、加工方法の種類を変更するとともに、加工属性情報表示部21の表示画面を、変更した加工方法に応じた画面(入力項目)(後述の詳細情報の入力・編集欄49)へ切替える(ステップS310)。
【0082】
具体的には、加工属性情報設定部17は、現在選択されている形状部位に対して選択可能な加工方法の種類を加工機情報に基づいて抽出する。そして、加工属性情報設定部17は、抽出した加工方法の種類の中から作業者に加工方法を選択させるとともに、選択させた加工方法の種類に対応する画面(選択させた加工方法に対応する入力項目)への切替を行なう。
【0083】
図13は、加工方法を変更する際の加工方法の選択画面の一例を示す図である。図13では、「ねじ山」の設定中に、設定対象の形状部位として穴形状でかつ中心軸が旋削軸と一致している部位が選択された場合の、表示画面106を示している。表示画面106には、加工方法の選択候補欄47が表示される。加工方法の選択候補欄47は、選択中の形状部位に対応する加工方法の候補を表示するエリアである。本実施の形態では、制御対象の加工機が複合旋盤であるので、加工方法の選択候補欄47には、ミーリングによる「ミルタップ加工」と、旋削による「ねじ切り加工」が表示されている。
【0084】
図14は、加工方法としてねじ切りが選択された場合の表示画面を示す図である。図14では、詳細情報の入力項目の画面を、図13の加工方法の選択画面から「ねじ切り加工」に関する入力項目の画面に切り替えて表示している。「ねじ切り加工」に関する入力項目は、詳細情報の入力・編集欄49として表示画面107に表示している。
【0085】
加工属性情報設定部17に入力された詳細情報が加工方法の変更指示でなかった場合(ステップS300、No)、加工属性情報設定部17は入力項目の値を、詳細情報として入力された入力項目の設定値に変更する(ステップS320)。
【0086】
加工属性情報設定部17が加工方法の種類を変更した後、または入力項目の設定値を変更した後、加工属性情報設定部17と設定部位選択部15はステップS240〜S320の処理を繰り返す。すなわち、形状部位の追加指示があった場合は、形状部位の追加を行ない、形状部位の解除指示があった場合は、形状部位の選択解除を行なう。さらに、詳細情報の入力があった場合は、加工方法の種類や入力項目の設定値を変更する。
【0087】
加工属性情報設定部17が作業者から詳細情報が入力されたか否かをチェックして、詳細情報の入力がなかった場合(ステップS290、No)、加工属性情報設定部17は、現在の加工属性情報の設定操作に対してキャンセルの指示が作業者から形状データ入力部12に入力されたか否かをチェックする(ステップS330)。キャンセルの指示があった場合、加工属性情報設定部17は、加工属性情報の設定操作を終了する。このとき、加工属性情報設定部17は、加工属性情報の追加処理をキャンセルし、新たな加工属性情報を追加しない。
【0088】
一方、形状データ入力部12ににキャンセルの指示が入力されていない場合(ステップS330、No)、加工属性情報設定部17は、現在設定中の加工属性情報に対して設定を確定させる指示が作業者から形状データ入力部12に入力されたか否かをチェックする(ステップS340)。
【0089】
形状データ入力部12に加工属性情報の設定を確定させる指示がない場合(ステップS340、No)、設定部位選択部15と加工属性情報設定部17は、形状部位の追加指示と形状部位の選択解除指示がなくなるまで、ステップS240〜S340の処理を繰り返す。
【0090】
すなわち、形状部位の追加指示があった場合は、形状部位の追加を行ない、形状部位の解除指示があった場合は、形状部位の選択解除を行なう。また、詳細情報の入力があった場合は、加工方法の種類や入力項目の設定値を変更する。さらに、加工属性情報の設定操作に対してキャンセルの指示があれば加工属性情報設定部17は、加工属性情報の設定操作を終了する。
【0091】
形状データ入力部12に加工属性情報の設定を確定させる指示があった場合(ステップS340、Yes)、加工属性情報設定部17は、設定中の加工属性情報を加工属性情報格納部19に追加登録して加工属性情報の設定操作を終了する(ステップS350)。
【0092】
図15は、加工属性情報としてねじ山の加工条件が追加された後の表示画面を示す図である。加工属性を追加した後の表示画面108では、加工属性情報の詳細を設定するウィンドウに代えて加工属性の一覧を表示するウィンドウ(一覧表示ウィンドウ51)を表示し、一覧表示ウィンドウ51には追加された加工条件52を表示する。
【0093】
新たな加工属性情報を追加した後(ステップS70の処理の後)、NCプログラム生成装置1は、図2のステップS30の処理に戻る。すなわち、加工不能情報抽出部20は、チェック結果として加工不能な加工属性情報を加工属性情報表示部21に通知する。加工属性情報表示部21は、加工属性情報格納部19からの加工属性情報と加工不能情報抽出部20から通知される加工不能な加工属性情報に基づいて、製品形状に設定されている加工属性情報の加工方法を、加工可能と加工不能とに区別して一覧表示する(ステップS30)。そして、製品形状の配置を調整する指示が入力されると(ステップS40、Yes)、形状データ入力部12は作業者からの指示に基づいて製品形状の配置を調整する(ステップS50)。さらに、加工属性情報の追加の指示が入力されると(ステップS60、Yes)、加工属性情報設定部17は作業者からの指示に基づいて新たな加工属性情報を追加する(ステップS70)。
【0094】
加工属性情報設定部17が作業者から加工属性情報の追加の指示があるか否かをチェックした際に(ステップS60)、加工属性情報の追加の指示が入力されていなければ(ステップS60、No)、加工属性情報設定部17は加工属性一覧表示ウィンドウ41上に表示されている加工属性情報の選択が作業者からあったか否かをチェックする(ステップS80)。
【0095】
加工属性情報の選択があった場合(ステップS80、No)、加工属性情報設定部17は設定対象の加工属性情報を現在選択中の加工属性情報(作業者によって新たに選択された加工属性情報)に更新(変更)する(ステップS90)。このステップS90の処理は、加工属性が複数ある場合に、何れの加工属性を選択するかを判断するための処理であり、後述の加工属性情報の変更(後述のステップS110)や後述の加工属性情報の削除(後述のステップS130)を行なうために必要な処理である。
【0096】
この後、NCプログラム生成装置1は、ステップS30の処理に戻る。そして、加工属性情報の選択指示が作業者によって入力されている間、NCプログラム生成装置1は、ステップS30〜S90の処理を繰り返す。この間に、製品形状の配置を調整する指示が入力されると(ステップS40、Yes)、形状データ入力部12は作業者からの指示に基づいて製品形状の配置を調整する(ステップS50)。また、加工属性情報の追加の指示が入力されると(ステップS60、Yes)、加工属性情報設定部17は作業者からの追加指示に基づいて新たな加工属性情報を追加する(ステップS70)。さらに、加工属性情報が新たに選択されると(ステップS80、Yes)、加工属性情報設定部17は設定対象の加工属性情報を現在選択中の加工属性情報に更新する(ステップS90)。
【0097】
加工属性情報の選択指示がなくなると(ステップS80、No)、加工属性情報設定部17は現在選択中の加工属性情報の内容の変更指示が作業者からあったか否かをチェックする(ステップS100)。加工属性情報の内容の変更指示があった場合(ステップS100、Yes)、加工属性情報設定部17は、作業者からの変更指示に基づいて加工属性情報の内容を変更し加工属性情報格納部19に格納する(ステップS110)。このとき、加工属性情報設定部17は、図7のステップS240〜S350と同様の処理によって加工属性情報の内容の変更を行なう。
【0098】
この後、NCプログラム生成装置1は、ステップS30の処理に戻る。そして、加工属性情報の内容の変更指示が作業者によって入力されている間、NCプログラム生成装置1は、ステップS30〜S110の処理を繰り返す。この間に、製品形状の配置を調整する指示が入力されると(ステップS40、Yes)、形状データ入力部12は作業者からの指示に基づいて製品形状の配置を調整する(ステップS50)。また、加工属性情報の追加の指示が入力されると(ステップS60、Yes)、加工属性情報設定部17は作業者からの追加指示に基づいて新たな加工属性情報を追加する(ステップS70)。また、加工属性情報が新たに選択されると(ステップS80、Yes)、加工属性情報設定部17は設定対象の加工属性情報を現在選択中の加工属性情報に更新する(ステップS90)。さらに、加工属性情報の内容の変更指示が入力されると(ステップS100、Yes)、加工属性情報設定部17は作業者からの変更指示に基づいて加工属性情報の内容を変更し加工属性情報格納部19に格納する(ステップS110)。
【0099】
加工属性情報の内容の変更指示がなくなると(ステップS110、No)、加工属性情報設定部17は現在選択中の加工属性情報の削除指示が作業者からあったか否かをチェックする(ステップS120)。加工属性情報の削除指示があった場合(ステップS120、Yes)、現在選択中の加工属性情報(削除指示のあった加工属性情報)を加工属性情報格納部19から削除する(ステップS130)。
【0100】
この後、NCプログラム生成装置1は、ステップS30の処理に戻る。そして、加工属性情報の内容の削除指示が作業者によって入力されている間、NCプログラム生成装置1は、ステップS30〜S130の処理を繰り返す。この間に、製品形状の配置を調整する指示が入力されると(ステップS40、Yes)、形状データ入力部12は作業者からの指示に基づいて製品形状の配置を調整する(ステップS50)。また、加工属性情報の追加の指示が入力されると(ステップS60、Yes)、加工属性情報設定部17は作業者からの追加指示に基づいて新たな加工属性情報を追加する(ステップS70)。また、加工属性情報が新たに選択されると(ステップS80、Yes)、加工属性情報設定部17は設定対象の加工属性情報を現在選択中の加工属性情報に更新する(ステップS90)。また、加工属性情報の内容の変更指示が入力されると(ステップS100、Yes)、加工属性情報設定部17は作業者からの変更指示に基づいて加工属性情報の内容を変更し加工属性情報格納部19に格納する(ステップS110)。さらに、現在選択中の加工属性情報の削除指示が入力されると、加工属性情報設定部17は現在選択中の加工属性情報を加工属性情報格納部19から削除する。(ステップS130)。
【0101】
図16は、加工属性情報の編集および削除を指示する際の画面の一例を示す図である。同図に示すように、加工属性情報の編集や削除を行なうための表示画面109には、選択された加工属性情報に対して「編集」や「削除」などの操作を選択させるための操作選択欄53を設けている。図16では、加工属性情報の編集対象としてねじ山の加工条件55が選択されている。
【0102】
加工属性情報の内容の変更指示がなくなると(ステップS120、No)、加工属性情報設定部17は加工属性情報の設定の終了指示が作業者から形状データ入力部11に入力されたか否かをチェックする(ステップS140)。
【0103】
加工属性情報の設定の終了指示があった場合(ステップS140、Yes)、NCプログラム生成部22は、加工属性情報の設定された製品形状データと素材形状データとに基づいて、NCプログラムを自動生成する(ステップS150)。NCプログラム生成部22は、生成したNCプログラムをNCプログラム格納部23へ格納する。
【0104】
一方、加工属性情報の設定の終了指示がない場合(ステップS140、No)、NCプログラム生成装置1は、ステップS40の処理に戻る。そして、加工属性情報の設定の終了指示が作業者によって入力されるまで加工属性情報の追加、変更、削除などの処理を行う。
【0105】
このように実施の形態によれば、製品の3次元形状に対して制御対象の加工機でとりうる加工方法の種類をNCプログラムに設定することができる。したがって、制御対象の加工機に応じた適切なNCプログラムを容易に生成することが可能となる。
【0106】
また、制御対象の加工機に応じた適切なNCプログラムを得るための操作を、製品の3次元形状に対する加工属性、形状部位、加工方法を設定することによって行えるのでNCプログラムを容易に生成することが可能となる。また、加工機で取り得る種々の加工設定に応じた加工方法をNCプログラムに設定できるので、加工機と加工設定に応じた適切なNCプログラムを生成することが可能となる。
【0107】
また、加工機でとりうる加工方法の種類を表示するとともに、表示した加工方法の中からNCプログラムに設定する加工方法を作業者に決定させるので、作業者は加工機に応じた加工方法を容易に選択でき、加工機に応じた適切なNCプログラムを容易に得ることが可能となる。
【0108】
また、加工機に応じた加工方法と加工設定に関する詳細情報(加工条件など)とを加工属性情報として設定しておくので、NCプログラムに加工設定に関する詳細な設定を行なうことが可能となる。
【産業上の利用可能性】
【0109】
以上のように、本発明に係るNCプログラム生成装置およびNCプログラム生成方法は、NCプログラムの生成に適している。
Claims (7)
- 被加工物の加工前の3次元形状データおよび前記被加工物の加工後の3次元形状データに基づいて前記被加工物に対する加工領域である形状部位を抽出し、抽出した前記形状部位に応じたNCプログラムを生成するNCプログラム生成装置において、
前記NCプログラムを生成する際に用いる加工属性情報であって加工形状に関する加工形状情報を含んだものに、さらに前記被加工物を加工する加工機で利用できる加工方法の情報を含んだものを前記形状部位に設定する加工属性情報設定部と、
前記加工属性情報とその設定対象である前記被加工物の加工後の3次元形状を表示する表示部と、
前記加工属性情報設定部で前記加工属性情報が設定された前記被加工物の加工後の3次元形状データおよび前記被加工物の加工前の3次元形状データを用いて前記NCプログラムを生成するNCプログラム生成部と、
を備え、
前記加工属性情報設定部は、外部入力された指示によって加工属性情報が選択されると、前記被加工物を加工する加工機で利用できる加工方法と、前記加工機において前記加工属性情報として前記被加工物に設定可能な形状部位の3次元形状に関する特徴、位置および方向と、の関連情報に基づいて、選択された加工属性情報を設定できる形状部位の候補を抽出するとともに、抽出した形状部位の候補を抽出されなかった形状部位と識別できるよう前記表示部に表示させ、
かつ前記表示部に表示させている前記抽出した形状部位の候補の中から外部入力された指示によって形状部位が選択されると、選択された形状部位に設定できる加工方法の候補を抽出するとともに、抽出した加工方法の候補を前記表示部に表示させ、
かつ前記表示部に表示させている加工方法の候補の中から外部入力された指示によって加工方法が選択されると、選択された加工属性情報に選択された加工方法を含ませたものを、選択された前記形状部位に設定することを特徴とするNCプログラム生成装置。 - 前記加工属性情報設定部は、前記加工機が有する加工工具の位置に関する情報、前記被加工物を回転させる回転軸の軸方向に関する情報、前記加工工具を回転させる回転軸の軸方向に関する情報および前記被加工物の配置位置に関する情報の少なくとも1つを用いて、前記加工属性情報を前記被加工物の加工後の3次元形状データに設定することを特徴とする請求項1に記載のNCプログラム生成装置。
- 前記表示部は、外部入力された指示によって加工属性情報が選択されると、前記加工方法で加工できる形状部位を前記加工方法で加工できない形状部位と識別できるよう表示することを特徴とする請求項1または2に記載のNCプログラム生成装置。
- 前記表示部は、前記関連情報に基づいて、前記加工属性情報に設定される加工条件のうち前記加工方法で加工できないと判断された加工条件に、加工できないことを示す情報を対応付けて表示することを特徴とする請求項1〜3のいずれか1つに記載のNCプログラム生成装置。
- 前記表示部は、前記加工機でとりうる前記加工工具を回転させる回転軸と、前記加工機に対して配置された前記被加工物の加工部位の中心軸とに基づいて、前記加工方法で加工できないと判断された加工条件に、加工できないことを示す情報を対応付けて表示することを特徴とする請求項4に記載のNCプログラム生成装置。
- 前記加工属性情報設定部は、
前記加工機で取り得る加工方法または前記加工方法によって前記加工機で取り得る加工条件に関する加工機情報をさらに用いて、前記形状部位の候補を抽出することを特徴とする請求項1に記載のNCプログラム生成装置。 - 被加工物の加工前の3次元形状データおよび前記被加工物の加工後の3次元形状データに基づいて前記被加工物に対する加工領域である形状部位を抽出し、抽出した前記形状部位に応じたNCプログラムを生成するNCプログラム生成方法において、
前記NCプログラムを生成する際に用いる加工属性情報であって加工形状に関する加工形状情報を含んだものに、さらに前記被加工物を加工する加工機で利用できる加工方法の情報を含んだものを前記形状部位に設定する加工属性情報設定ステップと、
前記加工属性情報設定部で前記加工属性情報が設定された前記被加工物の加工後の3次元形状データおよび前記被加工物の加工前の3次元形状データを用いて前記NCプログラムを生成するNCプログラム生成ステップと、
を含み、
前記加工属性情報設定ステップは、外部入力された指示によって加工属性情報が選択されると、前記被加工物を加工する加工機で利用できる加工方法と、前記加工機において前記加工属性情報として前記被加工物に設定可能な形状部位の3次元形状に関する特徴、位置および方向と、の関連情報に基づいて、選択された加工属性情報を設定できる形状部位の候補を抽出するとともに、抽出した形状部位の候補を抽出されなかった形状部位と識別できるよう表示させ、
かつ表示させている前記抽出した形状部位の候補の中から外部入力された指示によって形状部位が選択されると、選択された形状部位に設定できる加工方法の候補を抽出するとともに、抽出した加工方法の候補を表示させ、
かつ前記表示させている加工方法の候補の中から外部入力された指示によって加工方法が選択されると、選択された加工属性情報に選択された加工方法を含ませたものを、選択された前記形状部位に、前記加工属性情報として設定することを特徴とするNCプログラム生成方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2007/066764 WO2009028056A1 (ja) | 2007-08-29 | 2007-08-29 | Ncプログラム生成装置およびncプログラム生成方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2009028056A1 JPWO2009028056A1 (ja) | 2010-11-25 |
| JP5084836B2 true JP5084836B2 (ja) | 2012-11-28 |
Family
ID=40386800
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009529906A Active JP5084836B2 (ja) | 2007-08-29 | 2007-08-29 | Ncプログラム生成装置およびncプログラム生成方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8380341B2 (ja) |
| EP (1) | EP2189860B1 (ja) |
| JP (1) | JP5084836B2 (ja) |
| CN (1) | CN101796463B (ja) |
| TW (1) | TWI453559B (ja) |
| WO (1) | WO2009028056A1 (ja) |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9523966B2 (en) * | 2011-06-23 | 2016-12-20 | Mitsubishi Electric Corporation | Automatic programming apparatus and control command generating method |
| CN102842121A (zh) * | 2011-06-24 | 2012-12-26 | 鸿富锦精密工业(深圳)有限公司 | 图片拼接系统及方法 |
| CN102441816B (zh) * | 2011-10-18 | 2013-06-19 | 常州纳乐科思光学有限公司 | 三维切削加工方法 |
| JP2013099815A (ja) | 2011-11-08 | 2013-05-23 | Fanuc Ltd | ロボットプログラミング装置 |
| TWI446130B (zh) * | 2011-11-28 | 2014-07-21 | Foxnum Technology Co Ltd | 數控機床工具機的加工檔案編輯系統及方法 |
| JP5274714B1 (ja) * | 2012-03-02 | 2013-08-28 | 三菱電機株式会社 | 加工プログラム生成装置、加工プログラム生成方法、および加工プログラム生成プログラム |
| CN102819238B (zh) * | 2012-07-28 | 2014-07-02 | 西安煤矿机械有限公司 | 一种图文信息轮廓的雕刻方法 |
| JP5969882B2 (ja) * | 2012-10-03 | 2016-08-17 | 株式会社豊田中央研究所 | 加工データ一貫生成装置、加工データ一貫生成プログラム及び加工データ一貫生成方法 |
| JP5684212B2 (ja) * | 2012-10-12 | 2015-03-11 | ファナック株式会社 | Ncプログラム作成機能を備えたワイヤ放電加工機 |
| CN102890476B (zh) * | 2012-10-18 | 2015-07-08 | 深圳市银宝山新科技股份有限公司 | 深孔钻编程方法及系统 |
| JP5987975B2 (ja) * | 2013-04-11 | 2016-09-07 | 村田機械株式会社 | 工作機械及び工作機械の制御方法 |
| WO2014167736A1 (ja) * | 2013-04-12 | 2014-10-16 | 三菱電機株式会社 | 数値制御プログラム編集装置、数値制御プログラム編集方法およびプログラム |
| CN103605318B (zh) * | 2013-11-14 | 2017-02-15 | 北京铭隆世纪科技有限公司 | Cnc控制器的功能定制方法、装置以及cnc控制器 |
| WO2016030971A1 (ja) * | 2014-08-26 | 2016-03-03 | 三菱電機株式会社 | Camソフトウェアおよびワイヤ放電加工機 |
| CN104985223B (zh) * | 2015-07-08 | 2017-11-21 | 广州市德慷软件有限公司 | 一种深孔钻编程的方法及装置 |
| CN105137919B (zh) * | 2015-08-26 | 2018-04-13 | 江苏科技大学 | 一种生成特征阵列数控宏程序的方法 |
| FR3042286B1 (fr) * | 2015-10-09 | 2017-12-08 | Essilor Int | Procede d'elaboration d'une consigne d’usinage d'une lentille optique |
| JP6300120B2 (ja) * | 2015-12-28 | 2018-03-28 | 株式会社ニイガタマシンテクノ | 制御用データ生成方法および制御用データ生成装置 |
| JP6382868B2 (ja) * | 2016-02-16 | 2018-08-29 | ファナック株式会社 | 穴あけによる溝加工プログラムを生成するプログラム生成装置 |
| CN106094731A (zh) * | 2016-07-25 | 2016-11-09 | 上海柏楚电子科技有限公司 | 一种旋转体激光切割的方法 |
| JP2018022204A (ja) * | 2016-08-01 | 2018-02-08 | Dmg森精機株式会社 | 加工状態表示装置、並びにこれを備えたncプログラム生成装置及びncプログラム編集装置 |
| JP6740199B2 (ja) | 2017-10-30 | 2020-08-12 | ファナック株式会社 | 数値制御装置、cnc工作機械、数値制御方法及び数値制御用プログラム |
| JP6646027B2 (ja) * | 2017-10-30 | 2020-02-14 | ファナック株式会社 | ポストプロセッサ装置、加工プログラム生成方法、cnc加工システム及び加工プログラム生成用プログラム |
| EP3839678A4 (en) * | 2019-07-23 | 2021-09-15 | Yamazaki Mazak Corporation | MACHINE TOOL, INPUT SUPPORT PROCESS FOR A MACHINE TOOL AND PROGRAM FOR A MACHINE TOOL |
| JP6719790B1 (ja) * | 2019-09-05 | 2020-07-08 | キタムラ機械株式会社 | Cadデータによるマシニングセンタの自動運転装置 |
| JP7186944B2 (ja) * | 2020-03-27 | 2022-12-12 | 株式会社日立ハイテクソリューションズ | 加工装置および加工方法 |
| TWI763233B (zh) * | 2021-01-05 | 2022-05-01 | 財團法人工業技術研究院 | 用於自動生成加工製程特徵的處理方法及其系統 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0272413A (ja) * | 1988-09-08 | 1990-03-12 | Mitsubishi Electric Corp | 数値制御装置用プログラム作成装置 |
| JPH1011123A (ja) * | 1996-06-26 | 1998-01-16 | Mitsubishi Electric Corp | 旋削ncデータの加工領域及び加工方法決定システム |
| JP2001084018A (ja) * | 1999-07-15 | 2001-03-30 | Toshiba Corp | 3次元cad/camシステム及びモデルデータを記録した記憶媒体 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1994008751A1 (en) * | 1992-10-09 | 1994-04-28 | Omron Corporation | Machining information determining system and method, and machining process information determining system and method |
| US5808888A (en) * | 1996-01-11 | 1998-09-15 | Thermwood Corporation | Method and apparatus for programming a CNC machine |
| JP3694323B2 (ja) * | 1996-11-07 | 2005-09-14 | 株式会社森精機製作所 | Nc加工におけるncプログラム解析方法及び装置 |
| JP2001075624A (ja) * | 1999-07-01 | 2001-03-23 | Mori Seiki Co Ltd | Nc工作機械のツールパスデータ生成装置及びこれを備えた数値制御装置 |
| US6804568B1 (en) * | 1999-07-15 | 2004-10-12 | Kabushiki Kaisha Toshiba | 3-D CAD/CAM data transfer method, 3-D CAD apparatus, 3-D CAM apparatus, 3-D CAD/CAM apparatus, NC process apparatus, and storage medium |
| JP3785906B2 (ja) * | 2000-08-07 | 2006-06-14 | 株式会社日立製作所 | Cadデータに対するコンサルティングサービスの提供方法、公差変換により生じる不適切な形状変化の検出方法、公差変換により生じる不適切な形状変化を検出するプログラムが格納されたコンピュータ読み取り可能な記録媒体 |
| EP1209544B1 (en) * | 2000-11-21 | 2005-10-26 | Mori Seiki Co., Ltd. | Tool path data generation apparatus for nc machine tool and numerical controller provided with it |
| JP2002189510A (ja) * | 2000-12-22 | 2002-07-05 | Mori Seiki Co Ltd | 加工関連情報生成装置、及びこれを備えた数値制御装置 |
| JP2003177811A (ja) | 2001-12-12 | 2003-06-27 | Toyota Motor Corp | 設計支援装置及び方法 |
| JP3749188B2 (ja) * | 2002-02-21 | 2006-02-22 | 三菱電機株式会社 | 数値制御プログラミング装置及び数値制御プログラミング方法 |
| JP4096161B2 (ja) * | 2002-04-24 | 2008-06-04 | 株式会社日立製作所 | 形状データ作成装置 |
| KR100821799B1 (ko) * | 2003-07-04 | 2008-04-11 | 미쓰비시덴키 가부시키가이샤 | 자동 프로그래밍 방법 및 장치 |
| JP4196936B2 (ja) * | 2004-11-16 | 2008-12-17 | 三菱電機株式会社 | 穴加工用ncプログラム作成装置及び穴加工ncプログラム作成装置用プログラム |
| JP3983781B2 (ja) | 2005-09-22 | 2007-09-26 | 三菱電機株式会社 | 数値制御プログラミング装置及び数値制御プログラミング方法 |
| CN101678522B (zh) * | 2007-06-06 | 2013-03-06 | 三菱电机株式会社 | 程序生成装置、数控装置以及程序生成方法 |
-
2007
- 2007-08-29 JP JP2009529906A patent/JP5084836B2/ja active Active
- 2007-08-29 US US12/675,632 patent/US8380341B2/en active Active
- 2007-08-29 WO PCT/JP2007/066764 patent/WO2009028056A1/ja active Application Filing
- 2007-08-29 CN CN2007801004474A patent/CN101796463B/zh active Active
- 2007-08-29 EP EP07806241.1A patent/EP2189860B1/en active Active
- 2007-09-04 TW TW096132842A patent/TWI453559B/zh active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0272413A (ja) * | 1988-09-08 | 1990-03-12 | Mitsubishi Electric Corp | 数値制御装置用プログラム作成装置 |
| JPH1011123A (ja) * | 1996-06-26 | 1998-01-16 | Mitsubishi Electric Corp | 旋削ncデータの加工領域及び加工方法決定システム |
| JP2001084018A (ja) * | 1999-07-15 | 2001-03-30 | Toshiba Corp | 3次元cad/camシステム及びモデルデータを記録した記憶媒体 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2009028056A1 (ja) | 2009-03-05 |
| CN101796463A (zh) | 2010-08-04 |
| EP2189860A4 (en) | 2012-04-25 |
| US8380341B2 (en) | 2013-02-19 |
| TW200910034A (en) | 2009-03-01 |
| US20100305745A1 (en) | 2010-12-02 |
| EP2189860B1 (en) | 2013-12-11 |
| EP2189860A1 (en) | 2010-05-26 |
| CN101796463B (zh) | 2013-03-06 |
| TWI453559B (zh) | 2014-09-21 |
| JPWO2009028056A1 (ja) | 2010-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5084836B2 (ja) | Ncプログラム生成装置およびncプログラム生成方法 | |
| US10871764B2 (en) | Machining based on strategies selected from a database | |
| US7487006B2 (en) | Automatic programming method and automatic programming apparatus | |
| JP5905159B2 (ja) | 数値制御プログラム編集装置、数値制御プログラム編集方法およびプログラム | |
| US6112133A (en) | Visual system and method for generating a CNC program for machining parts with planar and curvilinear surfaces | |
| JP4943173B2 (ja) | スライドコア穴の加工方法およびスライドコア穴加工に用いる計測・補正システム | |
| US7058473B2 (en) | Method and device for generation of machining program | |
| CN104768706B (zh) | 加工程序生成方法及装置 | |
| JP6719790B1 (ja) | Cadデータによるマシニングセンタの自動運転装置 | |
| EP1541280A1 (en) | Tool selection method for machine tool, control device, and numerically controlled lathe | |
| JP6196708B2 (ja) | 加工プログラム作成方法および装置 | |
| US20210365005A1 (en) | Machine tool, input assistance method for machine tool, and non-transitory computer-readable storage medium | |
| JP4657436B2 (ja) | 自動プログラミング方法及び自動プログラミング装置 | |
| JP2002529843A5 (ja) | ||
| JP2002529843A (ja) | 機械部分を生成するための画像cncプログラム | |
| JP2010027018A (ja) | 加工情報作成装置、方法及びプログラム | |
| KR101078800B1 (ko) | 외장형 파트프로그램 작성장치 | |
| TWM558682U (zh) | 隨刀具自動更換的加工系統 | |
| WO2022065252A1 (ja) | 表示装置及び表示方法 | |
| JPH11212615A (ja) | 穴加工用ncデータ作成装置 | |
| Ahola | Creo Parametric Milling | |
| JP2008149382A (ja) | 穴加工のためのncデータを生成する方法およびシステム | |
| JPH11104935A (ja) | Nc工作機械用プログラムの自動作成方法 | |
| Janjua | Learning Pro/Manufacturing Using Pro/Creo Elements: A Step-by-step Guide to Learn Computer-aided Manufacturing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110524 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110725 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111220 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120605 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120711 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120807 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120904 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5084836 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150914 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |