JP4898003B2 - 使い捨て吸収物品の構成部材として使用するための繊維質不織ウェブの改良方法 - Google Patents
使い捨て吸収物品の構成部材として使用するための繊維質不織ウェブの改良方法 Download PDFInfo
- Publication number
- JP4898003B2 JP4898003B2 JP2000606405A JP2000606405A JP4898003B2 JP 4898003 B2 JP4898003 B2 JP 4898003B2 JP 2000606405 A JP2000606405 A JP 2000606405A JP 2000606405 A JP2000606405 A JP 2000606405A JP 4898003 B2 JP4898003 B2 JP 4898003B2
- Authority
- JP
- Japan
- Prior art keywords
- web
- article
- backsheet
- initial
- worn
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/10—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial
- B29C55/12—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial
- B29C55/14—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial successively
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/18—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets by squeezing between surfaces, e.g. rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/04—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by a layer being specifically extensible by reason of its structure or arrangement, e.g. by reason of the chemical nature of the fibres or filaments
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H13/00—Other non-woven fabrics
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/08—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns
- B29K2105/0854—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns in the form of a non-woven mat
Description
本願は、1997年4月4日に出願された同時係属の米国特許出願第08/832,875号の一部継続出願である。
【0002】
【発明の属する技術分野】
本発明は、使い捨て吸収物品に関する。更に詳細には、本発明は、使い捨て吸収物品の構成部材として使用するための繊維質不織ウェブの物理的性質を有利に改良するための経済的な方法、及びこのような改良不織ウェブを組み込んだ使い捨て物品に関する。
【0003】
【従来の技術】
内側の、身体に面する、吸収性の液体保持構成部材、及び外側の、衣服に面する、液体不透過性の構成部材を含む、使い捨ての着用式物品が既知である。このような種類の物品は、一般的には、使い捨ておむつ、使い捨て下着、はかせるおむつ、及びトレーニングパンツ、失禁者用パッド、失禁者用ブリーフ、衛生ナプキン、等の形体で入手できる。このような物品は、一般的には、物品の使用時に着用者の衣服が濡れたり汚れたりしないようにするために物品の吸収体構成部材と着用者の衣服との間に位置決めされるようになった可撓性で液体不透過性のバックシートを含む。
【0004】
バックシートは、液体に対する不透過性に加え、更に好ましくは、軟らかな触感を提供し、平滑なプラスチックフィルムの外面と比較して視覚的訴求力が高い布様の外面を備えている。更に布に近い所望の外観をこのような使い捨ての着用式物品に提供する2プライバックシートもまた既知である。これに関し、1992年9月29日にケネスB.ブエル等に付与された「弾性可撓性ヒンジが予め配置された動的弾性胴部装置を備えた吸収物品」という標題の米国特許第5,151,092号には、織製材料、不織材料、ポリマーフィルム、又はフィルムがコーティングされた不織材料の形態の複合材料のいずれかから形成された使い捨ておむつバックシートが開示されている。上記特許には、プラスチックフィルムバックシートにエンボス加工を施してプラスチックフィルムに更に布に似た外観を提供する工程も開示されている。
【0005】
バックシートとして使用できる他の実質的に非弾性の材料に延伸性を付与するための方法も当業者に既知である。例えば波形ロールを使用して薄いプラスチックフィルムを横方向に又は長さ方向に延伸すると同時に波形を付けることが、1978年9月26日にエックハードC.A.シュヴァルツに付与された「配向可能な熱可塑性基材の増加部分を延伸するためのプロセス及びその製品」という標題の米国特許第4,116,892号、1989年5月30日にラインハートに付与された「胴バンド弾性を持つおむつ」という標題の米国特許第4,834,741号、1992年10月20日にケネスB.ブエル等に付与された「ゼロ歪み延伸積層シートを非均等な方法で増加延伸し、これに様々な程度の弾性を与えるための方法」という標題の米国特許第,5,156,793号、1992年12月1日にゲラルドM.シーター等に付与された「ゼロ歪み延伸積層シートを増加延伸し、これに弾性を与えるための方法」という標題の米国特許第5,167,897号、及び1995年6月6日にペイ−チャンウーに付与された「増加延伸した繊維質不織シート及びエラストマーフィルムでできた弾性積層シート及び方法」という標題の米国特許第5,422,172号に開示されている。これらの特許の各々に開示された波形ロールは、使い捨て吸収物品用バックシートとして役立つシート又はウェブの選択された部分に大きな程度の延伸性を付与するために局部的に延伸して材料に波形を形成する「リング圧延」と呼ばれることがあるプロセスを実施する上で使用される。このようなバックシートは、ポリマーフィルム及びこれと重なり且つ接触する繊維質不織材料層の両方を含むのがよい。
【0006】
バックシートに組み込まれることに加え、不織材料は、物品からの漏れを最小にするため、液体透過性のトップシート並びに脚カフにも組み込むことができ、その一部を形成できる。更に、使い捨て吸収物品の他の構造部材は、特に物品の装着性を改善する所望の属性が材料の延伸性である場合、不織エレメントを含むことができる。
【0007】
使い捨て吸収物品の着用者に改善された快適性を提供するため、物品の特定の構成部材、例えばバックシート等は、着用者の身体と隣接して乾燥性を維持し且つ湿度を減少するのを補助するため、液体に対する不透過性を提供する他に、望ましくは、水蒸気及び好ましくは空気を通過させることができる。空気及び水蒸気をフィルムを通して透過させることができるように通気性が付与された不透過性ポリマーフィルムは、1964年11月10日にG.A.クロージュニアに付与された「可撓性吸収シート」という標題の米国特許第3,156,342号、1975年5月6日にエドワードウォレンスハートレル等に付与された「吸収装置用の通気性で液体不透過性のバックシート」という標題の米国特許第3,881,489号、1976年11月2日にジェームスブライアントアシソンに付与された「多孔質バックシートを持つ吸収装置」という標題の米国特許第3,989,867号、1979年5月8日にエックハードC.A.シュヴァルツに付与された「含浸フィルム材料を延伸するための方法及びこの方法で製造した微孔質製品」という標題の米国特許第4,153,751号、及び1985年9月3日にジーンH.シップマンに付与された「微孔質シート材料及びその製造方法及びこれから製造された物品」という標題の米国特許第4,539,256号に開示されている。
【0008】
近年、製品には大幅な改善がなされてきており、これにより機能が改善され、使い捨て吸収物品が消費者に益々受け入れられてきているが、このような物品で使用するための最適の物理的性質を持つ延伸性不織材料を形成するための経済的な方法を提供するのが更に望ましい。このような延伸性不織材料は、例えば、液体不透過性で水蒸気及び更に好ましくは空気に対して透過性で、軟質で布のような外面を持つバックシートで使用できる。
【0009】
【発明が解決しようとする課題】
従って、本発明の目的は、予備成形した繊維質不織ウェブを、所望の性質を持つように有利に改良するための経済的な方法を提供することである。このような不織ウェブは、使い捨て吸収物品の構成部材として又は延長可能な構成部材として使用できる。
【0010】
本発明の別の目的は、液体不透過性の属性、及び水蒸気及び更に好ましくは空気に対して透過性という所望の属性、並びにその表面の少なくとも一方の軟質で布様の触感という所望の属性を備えた、使い捨て吸収物品で使用できる比較的安価な可撓性複合材料を製造するための方法を提供することである。
【0011】
本発明の更に別の目的は、予備成形した繊維質不織ウェブを経済的に改良し、これを弾性構成部材に接合し、使い捨て吸収物品の弾性的に延伸でき且つ所望であれば通気性の構成部材として有利に使用できる複合材料を形成するための方法を提供することである。
【0012】
【課題を解決するための手段】
簡単に述べると、本発明の一つの特徴によれば、予備成形した繊維質不織ウェブの物理的性質を有利に改良するための経済的方法が提供される。本方法は、初期幅、初期厚さ、初期坪量、ウェブに対して横方向で10%伸長するための初期荷重で表したウェブに対して横方向での初期低伸長延長性、ウェブに対して横方向で30%伸長するための初期荷重で表したウェブに対して横方向での初期中間伸長延長性、ウェブに対して横方向の初期強度、及び初期伸長性を持つ、実質的に張力が加わっていない繊維質不織ウェブをウェブ移動方向で一対の向き合ったフォーミングロールに供給する工程を含む。ウェブは、フォーミングロールによって画成されたニップのところで、フォーミングロール間にグリップされる。各フォーミングロールは、軸線方向に間隔が隔てられた周方向に延びる交互の半径方向歯及び介在溝を含み、これらの歯及び溝は、相互係合した状態では、各ロールの歯が向き合ったロールの溝内に延びる。
【0013】
グリップされた不織ウェブには増加横方向延伸が加えられる。これは、反対方向に回転している相互係合したフォーミングロール間にウェブを通し、ウェブに対して横方向(即ち「機械方向に対して横方向」又はCD)、即ち長さ方向であるウェブの移動方向(即ち「機械方向」又はMD)に対して実質的に垂直方向に、ウェブを増加延伸することによって行われる。次いで、ウェブがフォーミングロールを通過するとき、延伸済のウェブにウェブの移動方向で実質的に均等な引張力を加えることによってフォーミングロール間から増加延伸済のウェブを引き出し、ウェブをウェブ移動方向で延伸し、改良ウェブを得る。この改良ウェブは、ウェブに対して横方向に10%伸長するための荷重がウェブに対して横方向に10%伸長するための初期荷重の約5%乃至約100%であり、ウェブに対して横方向に30%伸長するための荷重がウェブに対して横方向に30%伸長するための初期荷重の約5%乃至約100%であり、ウェブに対して横方向の強度がウェブに対して横方向の初期強度の約10%乃至約80%であり、伸長性がウェブに対して横方向の初期伸長性の約105%乃至200%である。更に、ウェブは、初期ウェブ幅の約25%乃至約300%の改良ウェブ幅、初期ウェブ厚の約85%乃至約400%の改良ウェブ厚、及び初期ウェブ坪量以下、同等、又はそれ以上の改良坪量を有する。
【0014】
本発明の別の特徴によれば、本発明の繊維質改良不織ウェブを液体不透過性であるが通気性のポリマーフィルム又は弾性部材と組み合わせるための方法が提供される。
【0015】
本発明の更に別の特徴によれば、軟質で布様の最外面を持つ例えば使い捨て吸収物品用バックシートとして使用できる液体不透過性通気性材料を製造するための方法が提供される。本方法は、一対のフォーミングロールに通すことによって物理的性質を改良した繊維質不織ウェブを提供する工程を含む。複数の別個の離間された無機材料力をポリマー母材内に形成するため、不相容性無機材料が内部に分散された熱可塑性ポリマーフィルムが提供される。ポリマーフィルムは、第1面及び第2面を含む。次いで、繊維質改良不織ウェブをポリマーフィルムと組み合わせ、ポリマーフィルムの第2面が外側に面した表面を画成する複合ウェブを形成する。次いで、互いに噛み合った複数の交互の歯及び溝を各々有する一対の向き合った密接したフォーミングロール間に複合ウェブを通す。フォーミングロールは、ウェブに対して横方向の引張力を複合ウェブに加え、フィルムを局部的に延伸して熱可塑性ポリマーを無機材料から局部的に離間して微孔を形成することによってポリマーフィルム内に微孔を形成する。このようにして形成された微孔は、空気及び水蒸気を複合ウェブに通すことができるが液体が実質的に通過しないようにする大きさを有する。
【0016】
本発明は、更に、軟質で布様の液体不透過性で通気性のバックシート、及び本明細書中に記載した方法に従って改良した繊維質不織ウェブを組み込むことによって形成されたトップシート、カフ、及び他の構造部材等の他の吸収物品構成部材を含む。
【0017】
【発明の実施の形態】
本発明は、使い捨て吸収物品で使用されるようになった不織材料の物理的性質及び所望である場合には寸法の改良に関する。改良後、不織材料は、所望であれば、使い捨て吸収物品の機能的エレメント及び構造的エレメントとして組み込むため、他の材料に接合できる。このような他の材料の例には、液体不透過性であるが通気性のフィルム、通気性を持つように形成できる先駆フィルム、エラストマーフィルム、等が含まれる。本明細書中では、使い捨て物品での使用と関連して開示するけれども、このような改良不織材料は他の用途のための他の構造でも使用できるということは当業者には明らかであろう。
【0018】
本明細書中で使用されているように、「不織」という用語は、互いに重なっているけれども規則性も繰り返しもない個々の繊維又は糸でできた構造を持つ繊維質のウェブ又はシートに関する。不織シートは、従来、溶融吹き出しプロセス、スパンボンディングプロセス、及びボンデッドカーデッドプロセス等の様々なプロセスによって形成されてきた。
【0019】
本明細書中で使用されているように、「延長可能な」という用語は、押圧力を加えたときに延伸できる任意の材料、又は少なくとも約50%伸長できる(即ち、延伸させたときに強制的に伸ばした長さがその弛緩した力が加わっていない長さの少なくとも約150%である)任意の材料に関する。
【0020】
本明細書中で使用されているように、「ポリマー」という用語は、全体として、ホモポリマー、ブロックコポリマー、グラフトコポリマー、ランダムコポリマー、及び交互コポリマー等のコポリマー、ターポリマー等、及びこれらの混合物及び改良物を含むが、これらに限定されない。更に、特定的に限定されていない限り、「ポリマー」という用語は、ポリマー材料の全ての可能な幾何学的分子配置を含む。このような形体には、アイソタクチック対称、シンジオタクチック対称、及びランダム対称が含まれるが、これらに限定されない。
【0021】
本明細書中で使用されているように、「弾性」という用語は、押圧力が加えられたときに延伸可能な任意の材料、即ち少なくとも約50%伸長でき(即ち、延伸させた力が加えられた状態の長さが、力が加えられていない弛緩した状態の長さの少なくとも約150%である)、延伸させる伸長力の解放時にその伸びの少なくとも約50%を回復する任意の材料に関する。
【0022】
本明細書中で使用されているように、「複合弾性材料」という用語は、延長可能な材料構成部材に接合された、弾性材料構成部材を含む材料に関する。弾性構成部材は、延長可能な構成部材に、間隔が隔てられた間欠的箇所で接合でき、或いは連続的に結合できる。構成部材の接合は、弾性部材及び延長可能な材料が並置位置にある状態で行われる。かくして形成された複合弾性材料もまた弾性である。複合弾性材料は、所望であれば、ここに説明した二つの層よりも多くの層を含むことができる。
【0023】
本明細書中で使用されているように、「延び性」という用語は、引張押圧力を材料に加えたときに材料を突発的に破損することなく、任意の材料をウェブの移動方向に又はウェブに対して横方向に延伸できる程度に関する。延伸は、本明細書中、パーセント(%)として表現され、元の未延伸長さ、及び材料が破れる即ち壊れる直前の延伸長さに基づく。
【0024】
本明細書中で使用されているように、「伸び荷重」という用語は、ウェブ移動方向又はウェブに対して横方向のいずれかの方向に所与の長さまで伸長させるために任意の材料に加えなければならない押圧力に関し、伸びは、本明細書中、パーセント(%)として表現され、元の未延伸長さ、及び延伸長さに基づく。
【0025】
本明細書中で使用されているように、「表面経路長」という用語は、材料の凹凸のある表面に沿った特定方向での計測値に関する。
【0026】
不織の改良
次に、添付図面のうち特に図1を参照すると、この図には、供給ロール4上に支持されており且つこのロールから引き出される予備成形された不織ウェブ5の物理的性質及び特性、及び所望であれば大きさを変化させるための装置及び方法が参照番号3で示してある。本装置及び方法は、物理的性質が改善されており且つ寸法が変更された物理的に改良された不織ウェブを提供する。このような改善は、このような改善不織材料を組み込んだ使い捨て物品の性能及び装着性の両方を改善する。更に、開示の装置で改良した後、及び以下に説明する物理的性質を獲得した後、このような不織ウェブは、所望であれば、単独で又は他の材料と一緒に、及び改良不織ウェブに崩壊、破れ、又は一体性の欠如を被らせることなく、次のプロセスを行うことができる。
【0027】
以下の議論は、高速製造の目的についてのウェブ形体の不織材料に基づくけれども、不織材料並びに不織材料が接合された他の材料もまた、本発明による改良の前後両方で、互いに係合させた繊維でできた全体に矩形の別個のシートの形体で提供できる。
【0028】
本明細書中で考えている種類の不織ウェブは実質的に平らな形態であり、相互係合した複数の繊維から形成されている。ウェブは、ウェブの移動方向即ちウェブの「機械方向」(MD)に沿って延びる長さ方向軸線、及びウェブに対して横方向即ちウェブの「機械方向に対して横方向」(CD)に延びる横方向軸線を有する。相互係合させた繊維は、比較的薄く、コヒーレントな自己支持性構造を画成する。繊維は、隣接した繊維を連結する結合部なしで緩く相互係合しているのがよく、或いは互いに結合されているのがよく、又は接着剤等の適当な連結エレメントによって他のこのような繊維に連結されているのがよく、又は隣接した繊維が少なくとも部分的に互いに溶融結合されているのがよい。
【0029】
好ましくは、ウェブ5は、最初に、繊維が互いから大きく分離することなく容易に取り扱うことができるコヒーレントな繊維質構造である。そのため、ウェブは崩壊して繊維片に壊れることがない。適当な繊維質ウェブは、木材繊維又は綿繊維等の天然繊維から製造でき、ポリエステル繊維やポリオレフィン繊維等の合成繊維から製造でき、合成繊維から製造されている場合には、ポリエチレン、ポリプロピレン、又はこれらの混紡から製造でき、又は天然繊維及び合成繊維の組み合わせから製造できる。更に、繊維は、このようなウェブを形成するための幾つかの異なる既知のプロセスのうちの任意のプロセスを使用することによって相互係合形態で配置できる。このようなプロセスには、当業者に理解されるように、スパンボンデッドプロセス、カーデッドプロセス、湿式堆積プロセス、ヒドロエンタングルドプロセス、又はこれらのプロセスの組み合わせが含まれる。
【0030】
ウェブ5についての好ましい材料は、ポリオレフィン繊維を相互係合することによって形成されたスパンボンデッド繊維質不織材料である。このような好ましい材料の一例は、相互係合ポリオレフィン繊維でできたスパンボンデッドウェブである。この場合、ウェブは、初期厚さが約0.254mm(約10ミル)であり、初期坪量が約27g/m2 である。繊維のデニール数は約1.5乃至約10.0である。
【0031】
適当な不織ウェブは100%がポリエチレン繊維から製造されているのがよい。ポリエチレンは、線状ポリエチレン、低密度ポリエチレン、又は高密度ポリエチレンのいずれかである。このような適当で好ましい不織材料には、サウスカロライナ州シンプソンビルのファイバウェブノースアメリカ社から入手できる13561Aとして商業的に既知のスパンボンデッド材料が含まれる。
【0032】
好ましい不織繊維ウェブ材料の初期厚さは約0.127mm乃至約1.016mm(約5ミル乃至約40ミル)であり、好ましくは約1.27mm乃至約2.54mm(約10ミル乃至約20ミル)である。更に、好ましいウェブの初期坪量は約10g/m2 乃至約80g/m2 であり、好ましくは約10g/m2 乃至約40g/m2 であり、最も好ましくは約25g/m2 乃至約35g/m2 である。
【0033】
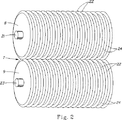
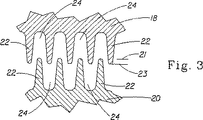
図1を再度参照すると、不織ウェブ5は供給ロール4から引き出され、矢印が示す方向に移動する。ウェブ5は、一対の向き合ったフォーミングロール8及び9によって形成されたニップ7に送られる。フォーミングロール8及び9は、一緒になって、第1フォーミングステーション6を形成する。この第1フォーミングステーション6のフォーミングロール8及び9の構造及び相対位置を図2の拡大斜視図に示す。図示のように、ロール8及び9は、回転軸線が平行な関係で配置された夫々の回転シャフト21、23に支持されている。ロール8及び9の各々は、側部と側部とを向き合わせた関係で軸線方向に間隔が隔てられた周方向に延びる同じ形体の複数の歯22を含む。これらの歯は、実質的に矩形断面の薄いフィンの形態であるのがよく、又は断面で見たときに三角形又は逆V字形状を持つのがよい。これらの歯が三角形である場合には、歯の頂点が最も外にある。いずれにせよ、歯の最も外側のチップには、好ましくは、ロール間を通過する不織ウェブ5等の材料を切ったり引き裂いたりしないように、図3及び図4に詳細に示すように丸味が付けてある。
【0034】
隣接した歯22間の空間は、凹所をなした周方向に延びる同じ形体の溝24を画成する。溝は、歯が実質的に矩形断面である場合には実質的に矩形断面であるのがよく、歯が三角形断面である場合には、逆三角形断面であるのがよい。かくして、各フォーミングロール8及び9は、間隔が隔てられた複数の歯22、及び隣接した歯からなる各対間の交互の溝24を有する。歯及び溝は、各々が同じ幅である必要はないが、好ましくは溝の幅は歯の幅よりも大きく、相互係合したロール間を通過する材料を夫々の溝内に受け入れて以下に説明するように局部的に延伸できる。
【0035】
図3は、夫々のロールの歯22及び溝24の相互係合を示す、拡大部分断面図である。図示のように一つのロールの全体に三角形の歯22は、向き合ったロールの全体に三角形の溝24内に部分的に伸びており、そのため、ロール8及び9の歯22の丸味を付けた外チップを相互連結する仮想線21及び23の夫々が、反対側のロールの歯22の丸味を付けた外チップの半径方向内方にある。ロール8及び9の夫々の回転軸線は、夫々のロールの相互係合した歯及び溝の向き合った側壁間に所定の空間又は隙間があるように、互いから離間されている。
【0036】
図4は、相互係合した幾つかの歯22及び溝24及びそれらの間のウェブ材料25を更に拡大した図である。図1に示す不織ウェブ5であるのがよいウェブ25の一部が、図示のように、夫々のロールの相互係合した歯と溝との間に受け入れられる。ロールの歯及び溝の相互係合により、ウェブ25の横方向に間隔が隔てられた部分が歯22によって反対側の溝24に押し込まれる。フォーミングロール間の通過中、歯22がウェブ25を反対側の溝24に押し込む力によりウェブに対して横方向に作用する引張応力がウェブ25内に発生する。この引張応力により、隣接した歯22のチップ28の間にあり且つこのチップ間の空間に亘って延びる中間ウェブ区分26をウェブに対して横方向に延伸し、即ち延長し、これによって、中間ウェブ区分26の各々のところでウェブの厚さを局部的に減少する。
【0037】
隣接した歯の間のウェブ25の部分は局部的に延伸されるが、歯のチップと接触したウェブの部分には同程度の延長が加わらない。歯22の丸味を付けた外端の表面と、歯の外端のところで歯表面と接触したウェブ25の隣接した表面28との間に摩擦力が存在するため、ウェブ表面のそれらの部分の歯の外端のところでの歯表面に対する摺動移動は最小になる。従って、歯チップの表面と接触したウェブの領域でのウェブ25の厚さは、中間ウェブ区分26のところで生じるウェブ厚さの減少と比較して僅かしか減少しない。
【0038】
従って、ウェブ25の部分を歯22によって夫々の溝24に押し込む作用により、ウェブ25の厚さの不均等な減少がウェブに対して横方向に生じる。従って、隣接した歯22の間を延び且つこれらの歯を橋渡しするウェブ25のウェブに対して横方向の部分の厚さは、歯22の外端のところで表面と接触したウェブのウェブに対して横方向の部分よりも大きく減少する。かくして、相互係合したロールに通し、隣接した歯の間の間隔が隔てられた間隔で横方向に局部的に延伸することによって、向き合ったロール間を通過させた後のウェブの上下の表面は、ウェブを図5に示すようにウェブに対して横方向で見たとき、互いに鏡像をなした波形の表面を画成する。ウェブの上下の波形表面は、交互の山30及び谷32を含み、これは、交互の高坪量領域及び低坪量領域を画成する。低坪量領域は、ウェブ材料が局部的に横方向に延伸されたウェブの部分に見られる。フォーミングロール8及び9間から出るときにウェブが図5に示すように実質的に平らであり、ウェブが相互係合フォーミングロール間にある図4に示すようなウェブ25の正弦波形態即ち波形形態を保持しない場合には、ウェブに対して横方向でのウェブの局部的延伸により間隔が隔てられた長さ方向に延びる複数の局部的ウェブ厚減少領域を持つ広幅のウェブが出ることになる。改良されたウェブを、いわゆるマウントホープロール、幅出しフレーム、アングルドアイドラー、アングルドニップ、等(図示せず)(これらの各々は当業者に既知である)に通すことによって、フォーミングロールから出た形成されたウェブをウェブに対して横方向に追加に延伸できる。
【0039】
ウェブ25をウェブに対して横方向に局部的に延伸するとウェブの幅が大きくなるため、第1フォーミングステーション6でフォーミングロールから出るウェブ材料の坪量は、出る材料が実質的に平らな横方向に延長された状態にとどまるとすると、進入するウェブ材料よりも低い。横方向に延伸させたウェブは、フォーミングロール間から出るとき、ウェブにその移動方向で幾らかの張力が加わるため、横方向にその元の幅まで収縮する。そのような場合、フォーミングロールを出る改良されたウェブの坪量は、進入状態にあるときの坪量と同じである。しかしながら、出るウェブにウェブの移動方向で十分大きな張力が加わる場合には、出るウェブはその元の幅よりも小さい幅まで収縮するように形成できる。その場合、ウェブの坪量は、その元の坪量よりも大きい。他方、改良されたウェブをいわゆるマウントホープロール、幅出しフレーム、アングルドアイドラー、アングルドニップ、等の間に上文中に説明したように通すことによって、ウェブに対して横方向に追加の十分な延伸がウェブに加えられると、出る改良されたウェブの坪量はその元の坪量よりも小さい。かくして、フォーミングロールの歯及び溝の適当な形体を選択することによって、ウェブの移動方向で適当な張力レベルを選択することによって、及びウェブに対して横方向の追加の延伸をウェブに加えるかどうかを選択することによって、結果的に得られた改良された不織ウェブのウェブ幅を初期ウェブ幅の約25%乃至約300%にでき、坪量は、ウェブの元の坪量よりも小さく、等しく、又はより大きい。
【0040】
歯22及び溝24は、図3に示すように全体に三角形断面を備えており、好ましくは各歯22は同じ大きさであり、そのため、フォーミングロール8、9の夫々に設けられた向き合った歯及び溝の各々は、各ロールの軸線方向全長に沿って互いに相互係合する。単なる例として、及び限定でなく、ピーク間ピッチが約3.81mm(約0.150インチ)程度であり、側壁が約12°程度の夾角で配置され、チップからベースまでの歯の高さ及び溝深さが約7.62mm(約0.300インチ)程度の歯を、本発明を実施する上で使用できる。当業者には理解されることであろうが、夫々の歯及び溝の大きさは、大きな範囲内で変化させることができ、それでも本発明を実施する上で有効である。これに関し、適当なフォーミングロールの追加の構造的詳細が、1992年10月20日にケネスB.ブエル等に付与された「様々な程度の弾性を加えるため、ゼロ歪み延伸積層シートを非均等に増加延伸するための方法」という標題の米国特許第5,156,793号で、1992年12月1日にジェラルドM.シーター等に付与された「弾性を与えるためにゼロ歪み延伸積層シートを増加延伸するための方法」という標題の米国特許第,5,167,897号で、及び1996年5月21日にチャールズW.チャレル等に付与された「弾性様挙動を示すシート材料」という標題の米国特許第5,518,801号で提供される。これらの特許に触れたことにより、これらの特許に開示されている内容は本明細書中に組入れたものとする。
【0041】
不織ウェブをX−Y平面内だけで拡張する場合には、不織ウェブの坪量の大幅な減少が生じ、これは、ロールによる加工を施した不織ウェブの部分である任意の構成部材の価格を引き下げるのに役立つ。好ましくは、本発明による繊維質不織ウェブについて、改良されたウェブの幅は、フォーミングロールを通過する前のその初期幅よりも約100%大きい。他方、ウェブがフォーミングロールを離れるときにウェブの移動方向でウェブに作用する張力が十分に高い場合には、改良されたウェブの幅はその元の幅よりも小さく、坪量は、元の改良されていないウェブの坪量よりも大きい。
【0042】
出る、改良された不織ウェブが図4に示す正弦波状弾性形体を保持する場合には、改良されたウェブはZ平面内に拡張しており、最初の未改良ウェブよりも厚さが大きい。これは、有利には、改善された軟らかさをウェブに与える。かくして、本発明は、X−Y平面内での寸法変化の代わりに、又はX−Y平面内での寸法変化に加えて、X−Y平面に対して垂直方向に、即ちZ軸方向に大幅に拡張させた改良不織ウェブの製造も考えている。これに関し、改良不織ウェブのウェブ厚の範囲は、初期ウェブ厚の約85%乃至約400%である。更に、ウェブの移動方向で低いレベルの張力、及びウェブに対して横方向に低レベルの局部的延伸しかウェブに加えないフォーミングロール形体を適切に選択することによって、ウェブ厚が大きい改良不織ウェブを提供できると同時に、所望であれば、坪量を減少させたウェブが提供される。
【0043】
図6を参照すると、この図には向き合ったフォーミングロールの別の形体が示してある。一方のフォーミングロールは、不織ウェブの部分を、X−Y平面の外にZ軸方向平面内に拡張させることによって、ウェブを厚さ寸法で拡張するために特定的に使用できる。図7に示すように、未改良不織ウェブ5aを、供給ロール4aから、フォーミングステーション6aを形成する向き合ったフォーミングロール70及び72のニップ7aに送る。ロール70は、周方向に延びる軸線方向に離間された複数の周方向隆起即ち歯75を備えている。しかしながら、図2に示すフォーミングロール8の連続した周方向隆起22とは異なり、ロール70の周方向隆起75は、周方向に離間された複数の歯領域74、及びこれらの領域間で周方向に離間されたノッチ領域78を含む。これらのノッチ領域により、凹所をなした開放領域が隆起75上に画成される。図6に示すように、軸線方向で隣接した周方向隆起75の夫々は横方向に整合しており、周方向で離間された複数のノッチ領域群をロール70の周囲に亘って画成する。横方向に延びるノッチ領域群の夫々は、ロール70の軸線と各々平行に延びる。
【0044】
ロール72は、周方向に延びる軸線方向に離間された複数の歯79を含むという点で図2に示すフォーミングロール8及び9と全体構造が同じである。複数の歯79は、連続した中断していない形態でロールの周囲に亘って延びている。ロール72の歯79は、ロール70の歯75と互いに噛み合う。しかし、ロール70のノッチ領域78とロール72の歯79との間を通過する不織ウェブの部分は形成を受けず、即ち不織ウェブはその領域では変形も延伸もせず、実質的に平らなままであるが、ロール70の歯領域74とロール72の歯79との間を通過するウェブの部分は不織ウェブの弾性限度を越えて変形し又は延伸し、複数の盛り上がったリブ状エレメントを形成する。
【0045】
次に図8及び図9を参照すると、これらの図には、図6に示す歯形体を持つ一対の向き合った相互係合したフォーミングロール70及び72を通過した後の不織ウェブ60の一部が示してある。不織ウェブ60は、下文において軸線、線、又は方向「l」と呼ぶことのある長さ方向中心線、及び下文において軸線、線、又は方向「t」と呼ぶことのある横方向中心線の二つの中心線を有する。横方向中心線「t」は長さ方向中心線「l」に対してほぼ垂直である。
【0046】
不織ウェブ60は、別個の領域からなるネットワークを含む。このネットワークは、少なくとも、第1領域98、第2領域92、第1領域98と第2領域88との間の境界の移行領域87を含む。ウェブ60は、更に、第1面93a及び反対側に面する第2面93bを含む。図8及び図9に示す実施形態では、不織ウェブ60は、実質的に平らな長さ方向に間隔が隔てられた複数の第1領域98及び複数の交互の第2領域88を含む。
【0047】
第1領域98は、横方向に延びる第1軸線89及び長さ方向に延びる第2軸線91を含み、第1軸線89は、好ましくは、第2軸線91よりも長い。第1領域98の第1軸線89は、不織ウェブ60の横方向軸線と実質的に平行であり、第2軸線91は、ウェブの長さ方向軸線と実質的に平行である。
【0048】
第2領域88は、横方向に延びる第1軸線95及び長さ方向に延びる第2軸線94を有する。第1軸線95は、ウェブの横方向軸線と実質的に平行であり、第2軸線94は、ウェブの長さ方向軸線と実質的に平行である。図8及び図9の好ましい実施形態では、第1領域98及び第2領域88は実質的に直線状であり、これらの領域の各々は、ウェブの長さ方向軸線と実質的に平行な方向に連続的に延びている。
【0049】
図8及び図9に示す実施形態では、第1領域98は実質的に平らである。即ち、第1領域98内の材料は実質的に平らであり、図6に示す相互係合したロール70と72との間を通過することによって不織ウェブ60に改良工程が加えられた後、ウェブをフォーミングロール間に通す前と実質的に同じ状態にある。
【0050】
第2領域88は、複数の盛り上がったリブ状エレメント90を含む。これらのエレメントは、不織ウェブ60の長さ方向軸線と実質的に平行な第1軸線即ち主軸線94、及びウェブ60の横方向軸線と実質的に平行な第2軸線即ち副軸線95を含む。リブ状エレメント90の第1軸線94に沿った寸法は、第2軸線95に沿った寸法と少なくとも同じであり、好ましくはこれよりも長い。好ましくは、第1軸線94に沿ったリブ状エレメント90の寸法の第2軸線95に沿った寸法に対する比は、少なくとも1:1であり、更に好ましくは少なくとも2:1又はそれよりも大きい。更に、第2領域92のリブ状エレメント90は互いに隣接しており、リブ状エレメントの主軸線94に対して垂直方向に計測した幅が約2.54mm(約0.10インチ)よりも小さい非形成領域99によって互いから離間されている。所望であれば、リブ状エレメントの寸法もまた変更できる。第1及び第2の領域を持つ図8及び図9に示すウェブの更に詳細な説明は、米国特許第5,518,801号に記載されている。この特許に開示されている内容は参照によって本明細書中に既に組入れてある。
【0051】
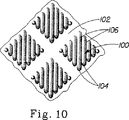
図8及び図9に示す隆起及び溝の形体の表面パターンに加え、所望であれば、全体に矩形の変形領域を画成するためにほぼ等長の表面パターン、不織ウェブの所望の延伸又は薄化を、不織材料を局部的に延伸させることができる他のフォーミングロール歯及び溝形体で行うことができる。例えば、図10に示すように、変形パターンは、隆起及び溝でできた間隔が隔てられた矩形のアレイの代わりに、非変形領域102が間に設けられた間隔が隔てられた菱形状エレメント100でできたアレイを画成する隆起及び溝の形体にできる。このような菱形形状エレメントの各々は、交互のリブ状エレメント106及び介在溝104によって画成される。このような菱形形状エレメントを形成するための方法及び装置は、1997年7月22日にバリーJ.アンダーソン等に付与された「弾性様挙動を示す、軟質の布状テクスチャーを持つシート材料」という標題の米国特許第5,650,214号に開示されている。同特許に触れたことにより、その特許に開示されている内容は本明細書中に組入れたものとする。
【0052】
図11に示すように、変形パターンは、間隔が隔てられた円形形状エレメント108からなるアレイを画成する隆起及び溝の形体であってもよい。このような円形エレメントの各々は、長さが変化するリブ状エレメント114及び介在溝112によって画成できる。夫々の円形形状エレメント108間には、未変形の介在領域110がある。当業者に明らかであるように、所望であれば、米国特許第5,518,801号に例示され且つ記載されているような、他の変形パターンも使用できる。この特許に開示されている内容は参照によって本明細書中に既に組入れてある。
【0053】
周囲の歯及び溝の構成が異なる、本発明を実施する上で使用できる別のフォーミングロール組を図12乃至図15に示す。フォーミングロール150は、周方向に延びる歯75が、幾つかの歯75を含む夫々の群152をなして設けられていることを除くと、図6に示すフォーミングロール70と同じである。歯75の群152の各々は、隣接した歯群からロールの軸線方向で離間されており、夫々の歯群は、歯が全く設けられていない介在隙間154によって離間されている。図12のフォーミングロール72は、図6のフォーミングロール72と同じ形体を有する。
【0054】
本明細書中に例示した幾つかのフォーミングロール形体の歯及び溝の様々なパラメータを同定する参照番号を図13乃至図15に示す。図2、図6、及び図12に示す幾つかのフォーミングロールに設けられた歯及び溝の構造がほぼ同じであるため、図13乃至図15に示されているのと同じ参照番号が、図2、図6、及び図12に示すロールの対応する部分に付けられる。
【0055】
図13は、ロール72の軸線と平行な切断線に沿って取り出した、ロール72の歯79の拡大部分断面図である。介在溝の高さでもある歯の高さには参照番号156が附してあり、歯のチップの半径には参照番号158が附してあり、隣接した歯の間のピッチ又は間隔には参照番号160が附してある。図14は、ロール150の軸線と平行な切断線に沿ったロール150の拡大部分断面図である。歯74の群152の幅には参照番号162が附してあり、隙間154の幅には参照番号164が附してある。図15は、ロールの軸線と垂直な断面線に沿ったロール150の周囲歯の拡大部分断面図である。個々の歯74の周囲長さには参照番号166が附してあり、歯74の端部半径には参照番号168が附してある。ノッチ溝78の周囲長さには参照番号170が附してある。
【0056】
上文中に記載してあるように、本発明は、ウェブを、例えばX−Y平面内で延長してその坪量を下げることによって、及びウェブにZ方向でロフトを追加し、軟らかさ及び布様外観を表面に加えることによって、不織ウェブの寸法を変更する他に、不織ウェブの物理的性質を有利な方法で変更することに関する。本明細書中で使用されているように、「物理的性質」という用語は、引張力が加わった場合のウェブの強度、引張力が加わった場合の伸長性、及びウェブ材料が裂けたり破れたりする前の時点までウェブを伸長するのに必要な力を含むウェブの性能特性に関する。本明細書中上文中に記載した少なくとも一対の相互係合フォーミングロール構造に不織ウェブを通し、少なくとも或る程度の張力をウェブの移動方向で加え、及び所望あれば、上文中に説明したようにウェブに対して横方向に追加の延伸を加えることによって物理的性質を望ましいように改善できる。更に、本発明は、ウェブを連続したフォーミングロール組に通し、張力を加え、所望であれば、ウェブに対して横方向に追加の延伸を加えることによって、不織ウェブを連続的に改良することも含む。代表的な、第1組のフォーミングロールは、ウェブを切り刻んで「片」や「ストリップ」にすることなく不織ウェブの伸長性を高めるのに役立ち、第2組のフォーミングロールは、ウェブをX−Y平面内で拡張するのに役立つ。
【0057】
使い捨て吸収物品に組み込んだ、不織体を含む複合構造構成部材のうちの幾つかについて、改良不織ウェブのウェブに対して横方向(CD)の強度は、未改良ウェブの強度よりもかなり低いのが望ましい。他の構成部材について、改良ウェブのウェブに対して横方向の伸長性は、望ましくは、未改良ウェブよりもかなり高く、即ち、伸長させるための荷重は、カーデッドプロセス、スパンボンデッドプロセス、又はスパンボンデッド/溶融吹き出しプロセスのいずれかを使用して形成される商業的に入手できる未改良不織ウェブから得られる代表的な値よりもかなり低い。これに関し、本発明による改良不織ウェブをウェブに対して横方向に10%伸長するための荷重は、未改良不織ウェブをウェブに対して横方向に伸長する対応する荷重の約5%乃至約100%であり、ウェブに対して横方向に30%伸長するための荷重は、未改良不織ウェブをウェブに対して横方向に伸長する対応する荷重の約5%乃至約100%であり、ウェブに対して横方向の伸長性は、未改良不織ウェブのウェブに対して横方向の伸長性の105%乃至約200%であるのが望ましい。
【0058】
例えば、改良不織ウェブは、液体不透過性であるが気体や水蒸気を通し、好ましくは少なくとも一つの軟質の布様外面を有する通気性複合バックシートの構成部材として使用できる。しかしながら、このような複合構造で使用する場合には、このようなバックシートの改良不織構成部材のCD強度がかなり低く、低いCD引張荷重で伸長でき、高度に伸長できるのが非常に有利である。改良不織ウェブがポリマーフィルムに取り付けられる前にこのような物理的性質を備えているため、複合体の不織エレメントを、望ましからぬことに、裂いたりこれに大きな穴を開けたりすることなく、結果的に得られた複合不織フィルム構造を低い引張力で増加延伸できる。かくして、このような複合バックシートは、物品の身体への装着中並びに着用時に着用者の身体の動きにより荷重が加わっている最中の両方で、使い捨て物品の着用者の身体の輪郭の形体と更に容易に一致でき、適合できる。改善された装着感及び適合性により着用状態が変化し、着用感が大幅に向上する。
【0059】
例
以下の表1の例番号1乃至7は、特定の構造及び大きさの歯を持つ相互係合したフォーミングロール間にウェブを通すことによって三つの異なる不織ウェブ材料を改良した結果得られた物理的性質の変化である。例1及び例2についての材料は、ノースカロライナ州シンプソンビルのファイバウェブノースアメリカ社から得られる第16006942号によって示されるカーデッド不織体である。例3及び例4についての材料は、バージニア州ウェインズボロのポリボンド社から得られる第81350号スタイルと表示される、不織材料の複合3層ウェブである。ここでは、含まれる複合材料は、溶融吹き出し不織体でできた内層及びこの内層の各綿と重なったスパンボンデッド不織体でできた外層である。例5、例6、及び例7についての材料は、ファイバウェブノースアメリカ社から得られる第13561A号によって示されるスパンボンデッド不織材料である。
【0060】
不織開始材料の各々について、表1には、不織材料の種類、初期坪量、初期破断強度、及び初期伸長性、並びに初期ウェブ厚が記載してある。表1は、更に、形状が異なる、相互係合した向き合った本発明によるフォーミングロール対間に材料を通すことによって物理的改良を加えた開始不織材料の各々についての結果を示す。
【0061】
【表1】

【0062】
【表2】
【0063】
表1の例3及び例4は、表2の表示A及びBに列挙された構造及び大きさの歯を持つフォーミングロール間にウェブを通すことによって得られたスパンボンデッド/溶融吹き出し/スパンボンデッド(SMS)材料の層を含む不織材料の改良複合ウェブの物理的性質を示す。図6に示す形体を持ち、表2のコラムAに記載した構造及び大きさの歯を持ち、ロール係合、及びウェブ移動方向(MD)でのウェブ張力を持つ、一対のフォーミングロール間に、不織材料の初期複合ウェブを通すことによって、表1の例3と対応する物理的性質を持つウェブを形成する。同様に、図12に示す形体を持ち、表2のコラムBに記載した構造及び大きさの歯を持ち、ロール係合、及びウェブの移動方向(MD)でのウェブ張力を持つ、一対のフォーミングロール間に、不織材料の初期複合ウェブを通すことによって、表1の例4と対応する物理的性質を持つウェブを形成する。
【0064】
表1の例5、例6、及び例7は、表2の表示A、B、及びCに列挙された構造及び大きさの歯を持つフォーミングロール間にウェブを通すことによって得られた改良スパンボンデッド不織ウェブの物理的性質を示す。図6に示す形体を持ち、表2のコラムAに記載した構造及び大きさの歯を持ち、ロール係合、及びウェブ移動方向(MD)でのウェブ張力を持つ一対のフォーミングロール間に初期スパンボンデッド不織ウェブを通すことによって、表1の例5と対応する物理的性質を持つウェブを形成した。同様に、図12に示す形体を持ち、表2のコラムBに記載した構造及び大きさの歯を持ち、ロール係合、及びウェブ移動方向(MD)でのウェブ張力を持つ、一対のフォーミングロール間に初期スパンボンデッドウェブを通すことによって、表1の例6と対応する物理的性質を持つウェブを形成した。図2に示す形体を持ち、表2のコラムCに記載した構造及び大きさの歯を持ち、ロール係合、及びウェブ移動方向(MD)でのウェブ張力を持つ、一対のフォーミングロール間に初期スパンボンデッドウェブを通すことによって、表1の例7と対応する物理的性質を持つウェブを形成した。
【0065】
表1に記載の夫々の改良不織ウェブ材料の物理的性質と関連して、改良不織体の、ウェブに対して横方向(CD)での強度の変化に着目することが重要である。例1及び例2が示すカーデッド不織材料を除き、不織ウェブの各々のCD強度は、不織材料を本発明に従って改良することにより大幅に低下する。CD強度の低下は、SMS材料について最大であり、35.2%乃至63.7%の範囲であるが、スパンボンデッド不織材料については、14.2%乃至43%である。SMS材料について、CD強度の低下は、図6に示す形体を持つフォーミングロール間に材料を通した場合に最大であり、図12に示す形体を持つフォーミングロール間に材料を通した場合に最小である。スパンボンデッド材料について、CD強度の低下は、図2に示す形体を持つフォーミングロール間に材料を通した場合に最大であり、図12に示す形体を持つフォーミングロール間に材料を通した場合に最小である。
【0066】
更に、不織材料のCD伸長性は、不織材料が通されるフォーミングロールの形体に拘わらず、材料の各々について向上する。この場合も、CD伸長性の上昇は、図6に示す形体を持つフォーミングロール間に材料を通した場合に最大である。更に、改良SMS不織材料はCD伸長性の上昇が最大であり、40%乃至90%の範囲である。
【0067】
最後に、ここでもカーデッド不織体を除き、10%乃至30%のいずれかだけ伸長させるためのCD荷重を本明細書中に記載して圧延手順に加える。SMS不織材料並びにスパンボンデッド材料の両方について、伸長させるためのCD荷重は、約68%乃至85%減少する。かくして、不織ウェブをフォーミングロール間に通した後、夫々の不織材料の物理的性質が大幅に変化したことがわかる。
【0068】
本開示は、溝付きロールの使用を参照してなされたが、ここに開示した方法を実施する上で溝付きプレートを使用することもできるということは当業者には理解されよう。これに関し、上文中で引用した、上文中で本願に組み込んだ、チャペル等に付与された米国特許第5,518,801号には、可撓性ウェブ又はポリマー材料を上文中に説明した方法で横方向に延長するのに使用できる、互いに噛み合う歯を持つ一対の平らなプレートが例示されており且つ記載されている。同様に、連続的に移動する材料ウェブに関して本明細書中に何回か例示且つ説明したけれども、本明細書中に開示した方法は、シート形態の材料を使用して実施することもできる。
【0069】
更に、以上の議論は、材料をウェブの幅寸法で局部的に拡張することによって不織体を改良することに関してなされたが、本発明の利点は、このようなウェブを幅(CD)寸法でなく長さ(MD)寸法で局部的に拡張させることによっても得ることができる。こうした場合、フォーミングロールは、図3及び図8に示すフォーミングロール構造に示されているようにロールの長さ方向軸線に対して横方向に延びる歯及び溝でなく、軸線方向に延びる歯及び溝をそれらの周面上に有する。従って、幅(CD)寸法又は長さ(MD)寸法のいずれかで相互交換的にウェブを局部的に拡張し性質を変化させることは、本発明の範疇にある。
【0070】
表1の例1乃至例7が示す種類の改良不織材料は、使い捨ておむつ等の様々な種類の使い捨て吸収物品に組み込むことができる。以下に更に詳細に説明するように、それらの材料は、このような物品のバックシートの外面として、トップシートとして、又は少なくとも一つの軟質の布様外面を持つ延伸性構成部材の部分として役立つことができる。
【0071】
不織ウェブとフィルムとの接合
上文中に説明した種類の改良不織ウェブを使用できる使い捨て吸収物品の構造構成部材の一例はバックシートである。この構成部材は、一般的には、物品の最外構成部材であり、物品の内部吸収性構成部材に吸収されて保持される体液又は滲出物の物品の通過に対して不透過性を提供する。本発明に従って改良した不織体は、中実で液体不透過性のポリマーフィルムの一方の表面に接合して軟質の布様外面をバックシート及び物品に与えることができる。バックシートの別の実施形態は、流体の通過に対して所望の不透過性を提供すると同時に、水蒸気を通過させることができ、更に好ましくは空気を通過させることができる。これらの性質を持つバックシートは、好ましくは、可撓性であり且つ柔軟であり、所望の軟質の布様外面を有し、液体に対して実質的に不透過性であるが水蒸気及び更に好ましくは空気に対して透過性である通気性のあるポリマーフィルムを含む。
【0072】
図1を再度参照すると、この図には、本発明の別の特徴として、改良不織ウェブ5の一方の表面に接合ステーション13でポリマーフィルム11を接合し、使い捨ておむつ等の使い捨て吸収物品用のバックシートとして使用できる複合ウェブ12を提供することが示してある。フィルム11は、ポリオレフィンフィルムであるのがよく、好ましくはポリエチレンフィルムであり、液体不透過性障壁フィルム及びフィルムの少なくとも一方の表面に取り付けられた少なくとも一層の薄い改良不織シートを含む複合バックシートの一つの層を形成する。使い捨ておむつの本発明による複合バックシートに含まれるフィルム用の適当なポリマーには、ポリエチレン及びポリプロピレン、及びこれらの混合物等の熱可塑性ポリオレフィンが含まれる。低密度ポリエチレン、超低密度ポリエチレン、線状低密度ポリエチレン、及び高密度ポリエチレン等の様々な種類のポリエチレンが、バックシートに適したポリエチレンである。他の適当な熱可塑性ポリマーには、ポリエステル、ポリウレタン、堆肥化可能な即ち生物分解性のポリマー、熱収縮性ポリマー、熱可塑性エラストマー、及びメタロセン触媒をベースとしたポリマー、例えばミシガン州ミッドランドのダウケミカル社からインサイト(INSITE)の商標で入手できるポリマー又はテキサス州ベイシティのエクソン化学社からエグザクト(EXXACT)の商標で入手できるポリマーが含まれる。
【0073】
特に適当なフィルム11は、厚さが約0.00635mm乃至約0.127mm(約0.25ミル乃至約5ミル)、好ましくは約0.00635mm乃至約0.0635mm(約0.25ミル乃至約2.5ミル)、最も好ましくは約0.0127mm乃至約0.0381mm(約0.5ミル乃至約1.5ミル)の線状低密度ポリエチレンフィルムである。商業的に入手できる特に適したポリエチレンフィルムは、オハイオ州シンシナチのクロペー社が製造している第97060401号として同定されるフィルムである。このフィルムは、微孔質であり、通気性がある。以下の議論は積層体のフィルム材料であるポリエチレンに基づくけれども、所望の液体不透過性を示すフィルムを製造する上で、他のポリオレフィン、ポリプロピレン、ポリ塩化ビニル、等を含む他の合成ポリマー、又はそのコポリマーの混合物を使用することもできるということは当業者には理解されよう。更に、適当なモノリシックな通気性フィルムは、例えば、オハイオ州クリーブランドのB.F.グッドリッチ社からエスタン(ESTANE)の商標で入手できるポリウレタン材料、及びミシガン州ミッドランドのダウケミカル社からペレタン(PELLETHANE)の商標で入手できるポリウレタン材料、ペンシルバニア州フィラデルフィアのエルフ・アトケム社からペバックス(PEBAX)の商標で入手できるポリアミド材料を使用したフィルム、及びデラウェア州ウィルミントンのE.I.デュポン社からハイトレル(HYTREL)の商標で入手できるポリエステル材料、インディアナ州エヴァンズビルのDSMエンジニアリング・プラスチックス社からアルニテル(ARNITEL)の商標で入手できるポリエステル材料、及びテネシー州キングスポートのイーストマン化学社からエクデル(ECDEL)の商標で入手できるポリエステル材料を使用したものであると考えられる。本明細書中で使用されるように、「モノリシックな通気性フィルム」は、水蒸気の通過が、主として、フィルムに形成された孔、空所、又は小孔を通して生じる微孔質フィルムとは異なり、分子構造及び分子構成のために主としてフィルムを通る活性拡散によって水蒸気の通過が生じる中実のフィルムを考えている。このようなモノリシックフィルムに関し、フィルムの側部に蒸気が存在し、最大濃度のこのような蒸気がフィルム表面内に溶解し、次いでフィルムを通って反対側の表面まで拡散し、ここで蒸気が脱着し、周囲環境に進入する。
【0074】
使い捨ておむつのバックシートの部分としてよく使用されている液体不透過性で非通気性フィルムや実質的に液体不透過性であるが供給時には通気性があるフィルムの代わりに、ポリマーフィルム11は、有利には、液体、ガス、及び水蒸気に対して不透過性であるが、以下に説明する適当な処理をフィルムに加えることによって通気性にできる先駆フィルムであるのがよい。本明細書中で使用されているように、「先駆」という用語は、ポリマーフィルムに適用された場合には、フィルムに微孔を設けることによってフィルムに通気性並びに液体不透過性を同時に提供できるように処理できるポリマーフィルムに関する。更に、本明細書中で使用されているように、「通気性」という用語は、水蒸気及び好ましくは空気を通すことができるが液体を望ましからぬ程度まで通すことがないフィルムに関する。
【0075】
先駆フィルムへの通気性の提供
フィルムに微孔を形成することによって、液体に対するポリマーフィルムの不透過性を維持しつつ、通気性をポリマーフィルムに与えることができる。所望の微孔の面積は、液体が通過しないようにするのに十分小さいが、これらの微孔は、空気及び水蒸気を通すことができる。微孔は、これらの微孔が設けられていない場合には中実のフィルムに、様々な方法で直接形成できる。これらの方法には、1975年5月6日にエドワード・ウォレンス・ハートレルに付与された「吸収装置用液体不透過性バックシート」という標題の米国特許第3,881,489号に開示されているようにフィルムに孔を設ける方法が含まれる。小孔は、フィルムを機械的に穿孔することによって設けることができるが、この技術は、装置の穿孔エレメントを厳密な許容差で制御することを必要とする。装置の穿孔エレメントは、穿孔エレメントの機械的摩耗により、形成する孔の大きさが経時的に徐々に大きくなる。微孔が大きくなると、望ましからぬことに、液体がこのようなフィルムを通過する。
【0076】
微孔が設けられてない場合には不透過性のフィルムに微孔を形成できるようにする別の方法は、熱可塑性ポリマー母材内に不相容性の無機材料又は有機材料を実質的に均等に分散する工程を含む。不相容性材料の分散は、混合工程によって行うことができ、結果的に得られた混合物は、当業者に既知の押出し技術、流延技術、又は吹き出し技術によって薄いフィルムに形成できる。本明細書中で使用されているように、「不相容性」という用語は、無機材料又は有機材料に適用された場合には、ポリマー中に溶解できず、そのため元の形体及び組成を保持し、別体の別個の形態のままであるが、ポリマー母材によって取り囲まれた材料を意味する。微孔の形成は、以下に詳細に説明する方法で先駆フィルムを局部的に延伸することによって、フィルムの形成後に行われる。
【0077】
フィルム形成後プロセスによってフィルムに通気性を与えることができるように熱可塑性ポリマーと混合できる有機材料の一例は、1986年9月2日にカトラー等に付与された「吸収装置」という標題の米国特許第4,609,584号に開示されているように、鉱油である。同特許に触れたことにより、その特許に開示されている内容は本明細書中に組入れたものとする。
【0078】
フィルム形成後プロセスによってフィルムに通気性を与えることができるように熱可塑性ポリマーと混合できる無機材料の例は、炭酸カルシウム、粘土、二酸化チタン、及びこれらの混合物である。比較的低価格であり且つ商業的に容易に入手できるという観点から、炭酸カルシウムが好ましい無機材料である。好ましくは、約1μm乃至約5μmの範囲の粒径を持つ粒子形態で無機材料を供給する。これは、ポリマー−粒子混合物の約5重量%乃至約70重量%を占める。無機材料は、ポリマー−無機材料混合物中に大量の無機材料を入れることができるように、随意であるが、脂肪酸エステルによってコーティングできる。適当な他の無機材料は、1984年9月18日にスギモト等に付与された「多孔質フィルム又はシートを製造するためのプロセス」という標題の米国特許第4,472,328号、及び1988年10月11日にシースに付与された「溶融エンボスポリオレフィン/充填剤先駆フィルムから形成した通気性フィルム」という標題の米国特許第4,777,073号に開示されている。これらの特許に触れたことにより、これらの特許に開示されている内容は本明細書中に組入れたものとする。
【0079】
無機材料及び熱可塑性ポリマーの混合は、構成部材の実質的に均等な混合物を得るため、混合押出機等の任意の適当な混合装置で行うことができる。好ましくは、無機材料をポリマー材料に亘ってほぼ均等に分散する。既知のフィルム形成器具及び技術を使用して、このような混合物から、厚さが0.00762mm乃至0.127mm(約0.3ミル乃至約5ミル)の可撓性先駆フィルムを形成できる。通気性付与プロセスを加える前のポリマー−粒状物先駆フィルムの初期水蒸気透過速度(MVTR)は、代表的には、約100g/m2 /24時間であり、酸素透過速度は約0.5m3 O2 /m2 /24時間以下である。後者の値は、ポリマー−粒状物先駆フィルムに上文中に説明した延伸プロセス及び変形プロセスを加えた場合に得ることができる所望の透過値よりもかなり低い。
【0080】
本発明による通気性布様複合バックシートを製造する方法を実施する上で、フィルムを改良不織ウェブ9aに取り付ける前に、改良不織ウェブに取り付けた後に、又は不織ウェブに取り付ける前、及び所望であれば、不織ウェブに取り付けた後の両方で、先駆フィルム11に通気性を与えることができる。先駆フィルム及び/又は先駆フィルム/不織複合材料を活性化ステーション16で活性化し、本明細書中上文中に記載した図2、図6、図10、図11、及び図12に示すロール構造及びロール表面形体のうちの任意の構造及び形体を持つ一対の向き合った相互係合フォーミングロール14、17間にフィルム又は複合材料を通すことによって通気性を提供できる。このようなフォーミングロール間への先駆フィルム又は先駆フィルム及び不織体の通過を、任意の回数だけ、及び上文中に説明したフォーミングロールパターンの任意の組み合わせで、所望の複合ウェブ性質が得られるまで、繰り返すことができる。
【0081】
本明細書中上文中に説明した任意の種類のロール表面形体を持つフォーミングロール間に先駆フィルムを通過させると、先駆フィルムが局部的に十分に延伸されるため、フィルムに微孔が形成される。これに関し、及び微孔を形成した後の先駆フィルムを示す図16を参照すると、先駆フィルム11のポリマー構成部材30は、破れることなく或る程度まで延ばすことができるのに対し、フィルムの無機構成部材32は全く延ばすことができない。最初、ポリマー構成部材30は、無機構成部材32の外面を実質的に完全に取り囲み且つ接触するポリマー母材を提供する。上文中に説明した種類の相互係合したフォーミングロール間に先駆フィルム11を通すこと等によって引張力を加えて先駆を延伸させたとき、フィルムの延長可能なポリマー構成部材30は、局部的に延伸される傾向がある。その結果、ポリマー構成部材は、実質的に延長不能な無機粒子32の表面の幾つかから遠ざかる方向に引っ張られ、最終的には表面から少なくとも部分的に分離し、ポリマー及び無機材料の両方が存在しない複数の局部的空所即ち開放領域34を形成する。分離は、ポリマー構成部材30と無機粒子32の周面との間の境界部分で生じ、これらの表面間の結合部は比較的弱く、先駆フィルム11に微孔の形態の多数の開放領域34を形成する。これに関し、微孔は不規則な形体を有し、フィルムの延伸領域に亘って不規則に分配される。
【0082】
先駆フィルム11を延伸することによってそのように形成した微孔は、フィルムを空気及び水蒸気が通過でき、フィルムに通気性を与えるのに十分大きい。しかしながら、好ましくは、微孔は、フィルムに液体を通すことができる程大きくはない。これに関し、個々の微孔の平均孔径は、液体に対する不透過性が損なわれないように、好ましくは、約0.4μm以下であり、更に好ましくは約0.1μm乃至約0.25μmである。
【0083】
更に、開放領域34は、好ましくは、開放領域の少なくとも幾つかが他の隣接した開放領域と連通し、フィルムをその一方の表面から他方の表面まで貫通した流路を画成し、空気及び水蒸気を通すことができるという意味で通気を行うことができると同時に液体の通過に対するフィルムの不透過性を実質的に維持するように分布している。
【0084】
不織ウェブと先駆フィルムの接合
先駆材料は、接合ステーション13で、熱積層化、接着剤積層化、押出しによる直接積層化、及び真空積層化を含む多くの方法で不織材料に接合できる。これらの方法の各々は当業者に既知である。先駆材料は、予備成形フィルムであるのがよく、不織材料に接合される前の時点で上文中に説明したように活性化させることによって通気性を与えることができる。しかしながら、好ましくは、先駆フィルム11及び改良不織ウェブ9aは、先駆フィルムを通気性にする前に接合され、この接合後、結果的に得られた複合ウェブ12を活性化ステーション16の適当なフォーミングロール間に通して先駆フィルムを局部的に延伸させることによって、複合ウェブのフィルム構成部材に通気性を提供することができる。これにより、不織ウェブの性質を所望の通りに改良でき、この改良と同時にフィルム及び/又は複合材料の望ましからぬ構造的一体化が起こることはない。
【0085】
非繊維質ポリマーフィルム及び繊維質不織ウェブのいずれか又は両方を軟化点まで加熱した後、ウェブ及びフィルムが冷却時にコヒーレントな一体の複合ウェブを形成するのに十分に互いに接着するようにウェブ及びフィルムを互いに軽くプレスすることによって、非繊維質ポリマーフィルムと繊維質不織ウェブを接合して複合ウェブを形成できる。プレスは、図1に示す接合ステーション13で行うことができる。別の態様では、ウェブ又はフィルムの一方又は両方を加熱する代わりに、ウィスコンシン州ミルウォーキーのフィンドレー接着剤社から入手できるH2511接着剤等の適当な接着剤をいずれかの材料に付けた後、接着剤の硬化後にコヒーレントな複合ウェブを形成するのに十分に互いに接着するように接合ステーション13のところで材料を互いに軽くプレスすることによって、複合ウェブの構成部材を接合できる。接着剤を使用して材料を互いに接合する場合には、好ましくは、接着剤を一方又は両方の材料に不連続パターンをなして付ける。これは、活性化させていない先駆フィルムを完全には覆わないようにするためであり、及び予め活性化させた先駆フィルムの表面の微孔に全てに入り込むことがないようにするためである。
【0086】
ポリマー先駆材料を不織ウェブに接合する別の変形例の方法として、一層のポリマー先駆材料を不織ウェブの表面の一方に押出しコーティングする。この場合、ポリマー材料の高温のため、ポリマー材料が押出し機(図示せず)から不織ウェブ上に出るとき、押出された材料は、不織ウェブの表面の少なくとも幾つかの部分に接着するのに十分粘着性である。押出した材料の温度が十分に高い場合には、不織ウェブの繊維表面が幾分溶解し、これが冷却時に更に強固な結合部をポリマー先駆材料と不織ウェブとの間に形成する。
【0087】
別の方法では、先駆フィルム材料を改良不織ウェブに真空で積層化することにより、ポリマー先駆フィルムを改良不織ウェブの表面に付けることができる。
【0088】
次いで、結果的に得られた複合ウェブ構造を、活性化ステーション16の一対の向き合った相互係合フォーミングロール14、17の間に通すことができる。このようなロールは、図2に示すフォーミングロールと同様の表面形体及び構造構成を備えている。所望であれば、活性化させた複合ウェブ18を横方向に拡張するため、その坪量を更に減少することによって単位面積当りの費用を引き下げるため、追加の圧延工程を使用できる。歯及び溝の形状、フォーミングロールの軸線間間隔、及び第2のフォーミングロール組の向き合った歯と溝との相互係合の程度は、出ていく複合ウェブのウェブに対して横方向の幅が、好ましくは、進入する複合ウェブの幅の約10%乃至約200%であり、更に好ましくは約10%乃至約100%であり、最も好ましくは約10%乃至約50%であるように定められる。
【0089】
使い捨て吸収物品用バックシート等の構成部材は、好ましくは、水蒸気透過速度、動的流体衝撃値、及び望ましい酸素透過速度が、好ましい範囲内に入る。特定の材料についてのこれらのパラメータの値を決定するための試験方法を以下に説明する。
【0090】
水蒸気透過速度の決定
フィルム又は複合材料の通気性の一つの計測方法は、水蒸気の通過に対するフィルム又は複合材料の浸透性である。これは、フィルムの水蒸気透過速度(MVTR)によって反映される。使い捨ておむつの場合には、本明細書中上文中に説明したプロセスによって、又は本明細書中上文中に説明した品質を既に備えている複合材料でフィルムを使用することによって、例えば複合バックシートに通気性を与えることができる。これに関し、バックシート等の複合材料のMVTRは、好ましくは、約500g/m2 /24時間乃至約5000g/m2 /24時間であり、更に好ましくは約1000g/m2 /24時間乃至約4000g/m2 /24時間であり、最も好ましくは約2000g/m2 /24時間乃至約3000g/m2 /24時間である。
【0091】
MVTRは、所定量の親水性材料例えば塩化カルシウムを、頂部が開放した 無孔質の容器(図示せず)内に置くことによって決定できる。この容器は、外方に延びるフランジをその開口部の周囲に亘って備えている。MVTRの決定が行われるべき材料の一部を容器開口部に対して重なった関係で置き、これを容器のフランジと接触させて容器の開放端を完全に覆う。次いで、環状ガスケット及び環状保持リングを試験されるべき材料の上に置き、これらを任意の便利なクランプ装置によって容器のフランジにしっかりとクランプし、容器開口部の周囲を密に且つ完全にシールする。これは、空気又は水蒸気の透過が、試験される材料を通してしか起こらないようにするためである。次いで、結果的に得られたアッセンブリを計量し、容器及びその内容物の初期重量を決定する。
【0092】
初期重量を決定した後、アッセンブリを定温(40℃)定湿(相対湿度75%)のチャンバ内に置く。容器を5時間の期間に亘ってこうした大気条件に維持した後、チャンバから取り出し、水分が容器の内外に移行しないように不透過性フィルムでぴったりと包み、天秤が置かれた周囲大気と熱的に均衡させる。約30分で熱均衡に達した後、包んだフィルムを容器から外し、これを再度計量し、容器及びその内容物の最終的な重量を決定する。
【0093】
MVTRは、g/m2 /24時間を単位とする以下の式によって計算される。
MVTR=(最終重量(g)−初期重量(g))×24.0
試料面積(m2 )×5時間
【0094】
酸素透過速度の決定
通気性フィルム又は複合材料の別の好ましい属性は、空気の通過に対する透過性である。これは、材料の酸素透過速度(OPR)を計測する試験によって評価できる。使い捨ておむつのバックシート等の構成部材の部分として使用される場合、使い捨て複合材料は、周囲空気がバックシートを通っておむつ内に入ることができるように、好ましくは、約2m3 O2 /m2 /24時間乃至約20m3 O2 /m2 /24時間の酸素透過速度を備えていなければならない。これは、おむつ内の雰囲気と周囲大気との間で実質的に熱的に均衡させるためである。その結果、着用時におむつ内部で過剰の熱が発生することがなく、着用者の快適性が向上する。
【0095】
OPRは、直径が約12cmの円形の口を持ち、入口バルブを備えたガラスチャンバを提供することによって決定される。酸素プローブをチャンバ内に置き、酸素モニター(イリノイ州ヴァーノンヒルズのコールパーマー・インスツルメント社から入手できるCat.No.H−04406−10等)に接続する。酸素透過速度の計測が行われる材料の試料を、アルミニウム箔の直径12cmの円形試料ディスク(ミネソタ州ミネアポリスのモコン社から入手できる部品番号第025−493号)と実質的に対応するように、約12cmの直径を持つ円の形態で提供する。2.54cmの直径を持つ円をアルミニウム箔試料ディスクから切出し、試験されるべき材料の試料に当てて置く。
【0096】
2つのディスクを(箔側を上にして)試料容器の開口部にクランプする。次いで、環状ゴムガスケットを、箔試料ディスクの開口部を覆わないように材料の試料に当てて置く。端部が開放した第2ガラスチャンバ(これもまた入口バルブを備えており、試料チャンバの開放端とほぼ同じ大きさの開放端を持つ)をガスケットに当てて試料チャンバ上に置き、箔ディスク及び試料材料が閉鎖チャンバ間に位置決めされるように、試料チャンバに対してクランプする。
【0097】
チャンバの入口バルブを使用し、各ガラスチャンバを窒素で充填し、試料チャンバ内の初期酸素濃度を0.1%にする。次いで第2ガラスチャンバを取り外し、試験されるべき材料の一方の側部を空気(酸素濃度20.9%)に露呈する。試料チャンバ内の一連の所定の酸素濃度の各々に到達するのに必要な時間を記録する。時間を記録する酸素濃度値は0.5%増加である。試料を通る酸素透過速度は、以下の式を使用して計算できる。
(8.63×10-1)は、酸素移行速度の傾き(時間を分で表した、酸素レベルの%変化(0.5%))を組み込んだ定数である。酸素レベルが1%である場合には、分を日に変換し、フィルム試料の坪量積は5.0×10-4m2 である。
【0098】
容積は、酸素プローブを収容したガラスチャンバの計測された容積である。
平均時間は、酸素濃度の0.5%上昇と関連した時間間隔の平均値である。
【0099】
動的流体衝撃値の決定
バックシート等の構成部材に水蒸気及び更に好ましくは空気に対する或る程度の浸透性を加えた場合、液体に対する構成部材の不浸透性が大幅に低下することがないということが重要である。バックシートの構成部材に荷重が加わっていない場合、液体に対する不浸透性、及び水蒸気及び好ましくは空気に対する浸透性といった所望の属性に加え、吸収物品に衝撃荷重が加わった場合でも、構成部材の液体に対する大きな不浸透性が維持されるのが望ましい。このような荷重は、例えば、おむつを着用している乳児が立った状態から座った状態にいきなり移行した場合におむつのバックシートに加わる。これに関し、衝撃が加わった状態での液体に対する浸透性が約10g/m2 よりも小さく、更に好ましくは約5g/m2 よりも小さく、最も好ましくは約2.5g/m2 よりも小さいことが好ましい。
【0100】
衝撃が加わった状態での材料の浸透性は、材料の動的衝撃値を計測する試験によって評価できる。本明細書中に言及したように、材料の「動的衝撃値」は、衝撃エネルギに基づいた値であり、9.07kg(20ポンド)の乳児が、立った状態から座った状態にいきなり移行した場合、飽和したおむつに衝撃を加える。本質的には、動的衝撃値は、衝撃状態で材料を透過する液体の量の計測値である。
【0101】
特定の材料について、材料に20ジュール(14.75ft−lb)の衝撃荷重を約87.10cm2 (約13.5平方インチ)の面積に亘って加える、即ち2300J/m2 を加えることによって、動的衝撃値を決定できる。図17に示す装置180を使用する方法等の様々な方法によって試験試料に衝撃荷重を加えることができる。装置180は、重り184が外端に設けられた枢動自在のレバー182を含む。試験試料186と接触する重り184の衝撃面積は0.00317m2 である。乳児の皮膚及び体脂肪をシミュレートするため、フォーム衝撃パッド188を装置180のベース190に重り184と向き合って位置決めする。適当なフォームパッドは、オハイオ州シンシナチのアメリカン・エクセルシオール社から入手でき、703.07kg/m2 (1psi)の荷重が加えられると15.3%圧縮される、厚さが2.54cm(1インチ)のポリウレタンフォームパッドである。衝撃パッド188は、好ましくは、約12.7cm×12.7cm(約5インチ×5インチ)の架橋させたゴムフォームパッドであり、カーボン黒が充填してあり、密度が0.1132g/cm3 であり、7.938mm(0.3125インチ)の厚さを有する。
【0102】
ミシシッピ州コロンバスのウェイヤーハウザー社から入手できるCMC517材料の直径6.35cm(2.5インチ)の区分の形態の円形パッド192を提供することにより、湿ったおむつをシミュレートする。パッド912は、坪量が228g/m2 であり、140.6145kg/m2 (0.2psi)の荷重が加わった状態で計測したキャリパは3.2258mm(0.127インチ)である。パッドをシミュレート尿(コネチカット州ダンバリーのユニオンカーバイド社から入手できるトリトン(Triton)X−100、0.0025%(重量/容積)、表面張力30dynes/cm)で飽和させる。飽和させたパッドの重量は、乾燥状態のパッドの10倍である。
【0103】
円形パッド192を飽和させ、衝撃浸透性が決定されるべき材料194によって重り184の衝撃表面に対して保持する。これに関し、25.4cm×25.4cm(10インチ×10インチ)の材料の試験シートを提供し、この材料の外側面(即ち吸収物品の外側面となる材料表面)を下に向ける。材料194をパッド192に亘って付け、これを重り184の衝撃面にゴムバンド196等で取り付ける。
【0104】
重り184は、乾燥した濾紙片198に衝撃を加えるようになっている。濾紙は、マサチューセッツ州ハーバーヒルのホワットマン社から得られる濾紙(ホワットマン社のカタログ番号第1002150号の、直径が約100mmの2番濾紙)であるのがよい。乾燥状態の濾紙の初期重量を決定し、ベース190上に配置されたエネルギ吸収衝撃パッド188上の所定位置に濾紙を置く。
【0105】
シミュレートおむつ(飽和させたコア192及びこれと重なったバックシート材料186)が設けられた重り184を、所望の衝撃荷重をシミュレートおむつに提供するように計算された高さから濾紙の上に落とす。衝撃により材料を通過した液体が濾紙上に受け入れられる。重り184は、衝撃後2分間の期間に亘って濾紙198上の所定位置に保持できる。その後、衝撃が加えられた濾紙を秤に載せ、衝撃を加えてから3分間経過した後、衝撃が加えられた濾紙の重量を決定する。動的衝撃値は、以下の式から計算される。
例8
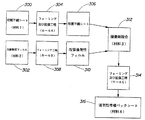
通気性バックシートとして通気性吸収物品に組み込むことができる通気性の布様複合シートを、図18にブロックダイヤグラムの形態で示す方法工程に従って形成する。初期不織ウェブはスパンボンデッドポリプロピレン繊維のウェブであり、ファイバウェブノースアメリカ社から得られ、指定型式が13561A.20.0であり、先駆フィルムはオハイオ州シンシナチのクロペープラスチックス社から得られるポリエチレン材料であり、指定型式がP18−3931であり、改良後にこれらの材料を接合するのに使用される接着剤は、ウィスコンシン州ワウワトサのアト−フィンドレー社から得られるH−2031型であり、材料間に3.1g/m2 で均等に塗布される。
【0107】
初期不織ウェブ300(材料1)及び先駆フィルム302(材料2)の両方を、フォームロールの夫々の組の間に通すことによって、別々に改良する。不織ウェブ300は、表3のコラムAに示す大きさ及び間隔の歯を持つ相互係合したフォーミングロールを使用したフォーミング−拡張工程304で改良され、改良不織ウェブ306を提供する。先駆フィルム302は、表3のコラムBに示す大きさ及び間隔の歯を持つ相互係合したフォーミングロールを使用した活性化工程308で改良され、改良通気性フィルム310を提供する。改良した材料を工程312で接着剤で接合し、複合ウェブ(材料3)を提供する。接合後、結果的に得られた複合ウェブに、表3のコラムCに示す大きさ及び間隔の歯を持つ相互係合したフォーミングロールを使用したフォーミング−拡張工程314を加え、通気性布様バックシート316を提供する。
【0108】
【表3】
結果的に得られた通気性布様複合バックシートは、使い捨て吸収物品用バックシートで所望の種類の以下の性能パラメータを有する。
MVTR 2900g/m2 /24時間
水分衝撃 2.04g/m2
酸素透過 11.1m3 O2 /m2 /24時間
成長 フォーミング−拡張工程316の後、20%
【0110】
改良不織ウェブと弾性ウェブの接合
本明細書中上文中に説明した改良不織ウェブ及びポリマーフィルムの組み合わせに加え、改良不織ウェブを或る程度の弾性を持つ材料でできた可撓性ウェブに接合することによっても複合ウェブを提供できる。改良不織ウェブが延長可能であり、エラストマー製ウェブが弾性であるため、このような構成部材の両方を含む複合ウェブ構造は、弾性であり且つ使い捨て吸収物品の延長可能な構成部材として使用できる別の材料を提供する。
【0111】
複合弾性材料は、使い捨ておむつのバックシート及び脚カフを提供するために使用できる。更に、複合弾性材料は、物品の装着性及び快適性を改善するため、使い捨ておむつの局部的に延伸性のエレメント、例えば臀部、胴部、又脚部の弾性パネル等を提供するのにも使用できる。このような複合材料を効果的に機能させるため、複合材料の弾性構成部材の性能特性に及ぼされる不織構成部材の制限効果は、できるだけ小さいのが好ましい。弾性構成部材は、複合材料の性能に大きな影響を及ぼす複合材料の重要な機能的構成部材であるのに対し、不織構成部材は、主として、表面の柔さ、布様外観等の所望の美観上の効果をもたらし、更に、着用者の皮膚及び衣服と接触する使い捨て物品の表面用の所望の表面摩擦係数を複合弾性材料に提供する。
【0112】
従って、不織構成部材の伸長性は、装着中、着用中、取り外し中、及び処分中を含む物品の使用中に複合材料が必要とする伸長性と少なくとも等しくなければならない。更に、不織構成部材は、物品の製造中に複合材料に加わる伸長と少なくとも等しい伸長性を持つのが望ましい。更に詳細には、弾性ウェブに取り付ける前の改良不織ウェブの伸長性は、ウェブの移動方向又はウェブに対して横方向のいずれかで、約50%乃至約200%であるのが好ましい。
【0113】
複合弾性材料が最も効果的に機能できるようにするため、複合材料の力−伸び曲線ができるだけ弾性構成部材に近付けて、複合材料を伸長させる力の増大を弾性構成部材単独の場合と比較して最小にするのが望ましい。不織構成部材を弾性構成部材に加えることによって生じる伸長させるための力の増大は、弾性構成部材単独の場合の約50%乃至約200%の伸びと比較して約40%よりも小さくなければならない。更に好ましくは、力の増大は、弾性構成部材単独の場合の約50%乃至約200%の伸びと比較して約33%以下であり、更に好ましくは約25%以下である。物品の適用及び取り外しを容易にするため、及び着用時に快適であるようにするため、複合弾性材料を伸長させるための力は、約50%乃至約200%の伸長で、約236.22g/cm(約600g/インチ)以下であるのが好ましい。更に好ましくは、伸長させるための力は、約50%乃至約200%の伸長で、好ましくは、約196.85g/cm(約500g/インチ)以下であり、更に好ましくは約157.48g/cm(約400g/インチ)以下である。
【0114】
複合弾性材料が以上の性能上の基準を満たさない場合には、材料を組み込んだ物品の使用時の性能もまた低下する。例えば、使い捨ておむつの使用者への装着が、装着中に複合弾性材料を延伸させるのに大きな労力を必要とするため、或る程度煩わしくなる。更に、使い捨ておむつがうまく装着されていないと、複合弾性材料を、通常の着用状態で及び着用者の身体の動きに応じて、着用者の身体と形態が十分一致するように伸長させることができない。不織構成部材は、装着中又は物品の着用中に不織構成部材の伸長性を大幅に越えた場合には、裂けてしまう場合すらある。
【0115】
改良不織ウェブ及び弾性ウェブは、表面と表面とを向き合わせた関係で、間欠的な幾つかの表面接触点で、又はこれらのウェブの同延の表面の少なくとも一部に亘って実質的に連続的に、互いに接合できる。弾性構成部材は、張力が加わった状態又は張力が加わっていない状態のいずれであってもよいが、好ましくは、改良不織構成部材は、実質的に張力が加わっていない状態の弾性構成部材に接合される。そのため、接合中に弾性構成部材を張力が加わった状態に保持するのに必要な追加の装置が必要とされない。改良不織構成部材は、不織構成部材を取り出しロールから取り出した後、弾性構成部材に接合でき、又は、上文中に説明した種類の改良を加えた直後に弾性構成部材に接合できる。
【0116】
弾性構成部材は、任意の適当なエラストマー材料から製造できる。一般的には、エラストマーウェブの形成に任意の適当なエラストマー樹脂、又はこのような樹脂を含む混合物を使用できる。例えば、弾性構成部材は、一般式がA−B−A’のブロックコポリマーから製造されたエラストマーフィルムであるのがよい。上記一般式において、A及びA’の各々は、ポリ(酢酸ビニル)等のスチレニック成分を含む熱可塑性ポリマー端ブロックであり、Bは、共役ジエンや低アルケンポリマー等のエラストマーポリマー中間ブロックである。他の適当なエラストマーウェブは、例えば、オハイオ州クリーブランドのB.F.グッドリッチ社からエスタン(ESTANE)の商標で入手できる材料等のポリウレタンエラストマー材料、ペンシルバニア州フィラデルフィアのエルフ・アトケム社からペバックス(PEBAX)の商標で入手できるポリアミド材料を使用した材料、及びデラウェア州ウィルミントンのE.I.デュポン社からハイトレル(HYTREL)の商標で入手できるポリエステル材料を含む。これらの材料は、液体に対して実質的に不透過性であるが水蒸気に対して浸透性の通気性フィルムに適した材料として上文中に説明してある。
【0117】
更に、ポリオレフィンをエラストマー樹脂に混合し、組み合わせの加工性を改善できる。ポリオレフィンは、エラストマー樹脂とともに混合物の形態で押出すことができるものでなければならない。有用な混合ポリオレフィン材料には、ポリエチレン、ポリプロピレン、及びポリブテン、並びにエチレンコポリマー、ポリプロピレンコポリマー、及びブテンコポリマーが含まれる。
【0118】
弾性構成部材は、更に、感圧性エラストマー接着剤ウェブであるのがよい。例えば、エラストマー材料は、それ自体が粘着性であるのがよく、又は別の態様では、相溶性粘着付与樹脂を上文中に説明した押出し可能なエラストマー組成物に加え、弾性構成部材を改良不織構成部材に結合するための感圧接着剤として作用できる弾性構成部材を提供できる。弾性構成部材は、二つ又はそれ以上の個々のコヒーレントなウェブ又はフィルムを含む多層材料であってもよい。更に、弾性構成部材は、一つ又はそれ以上の層が弾性及び非弾性の繊維又は粒子の混合物を含む多層材料であってもよい。
【0119】
複合弾性エレメントの弾性構成部材として使用するための他の適当なエラストマー材料には、「弾力がある」合成又は天然のゴム、エラストマーポリオレフィンメタロセン触媒材料、熱収縮性エラストマーフィルム、形成エラストマースクリム、エラストマーフォーム、等が含まれる。
【0120】
図19は、不織構成部材又は複合材料のウェブを弾性構成部材に接合する前に改良することにより、複合弾性材料の延長性に及ぼされる有利な効果を示す。各曲線は、所与のウェブをウェブに対して横方向に特定の伸長度まで伸長するのに必要な引張力を示す。曲線1は、「受け入れられたままの」、いかなる種類の変更も加えられていない状態での弾性ウェブ単独の伸長性を示し、曲線2は、曲線1に示すのと同じ弾性ウェブ及び不織ウェブが接着剤で接合されているが、個々の構成部材のいずれも改良済複合材料でない複合弾性材料の伸長性を示し、曲線3は、曲線2及び3と同じ弾性ウェブが曲線2と同じ種類の不織ウェブに接着剤で接合してあるが、不織ウェブが最初に一対のフォーミングロール間に通すことによって上文中に説明したように改良してある改良不織ウェブを提供する、複合材料の伸長性を示す。曲線1乃至3の各々について、弾性ウェブは、インディアナ州テルホイテのトレッデガーフィルム製造社から得られるCLXIII−106−1によって同定される真空形成弾性フィルムであり、不織ウェブは、サウスカロライナ州シンプロンビルのファイバウェブノースアメリカ社から得られる第FPN625号によって同定されるスパンボンデッドポリプロピレン繊維不織ウェブである。実質的に張力が加わっていない状態の弾性ウェブを不織ウェブに結合して曲線2及び曲線3に示す複合材料を形成するのに使用される接着剤は、ウィスコンシン州ワウワトサのアト−フィンドレー社から得られるH−2031であり、これを7.75g/m2 の量で塗布する。不織構成部材の改良は、図2に示す種類の一対の相互係合したフォーミングロール間に通すことによって弾性構成部材と接合する前に行われる。各ロールは、以下の表4に示す歯の大きさ及びプロセス条件を有する。
【0121】
【表4】
図19から明らかなように、弾性ウェブを未改良不織ウェブに接合すること(曲線2)により、複合材料を伸長する力が弾性ウェブ単独の場合と比較して大幅に変化する。弾性ウェブ自体の伸長性を曲線1に示すけれども、弾性ウェブを比較的非延長性の未改良不織材料に接合することにより、複合材料の伸長性が図2に示すように大幅に制限され、複合材料の延長性が低下し、基本的な弾性ウェブ自体と同じ%延びを得るためにかなり大きな伸長力を必要とする。しかしながら、本明細書中に教示された方法で不織ウェブを改良することによって、不織ウェブを弾性ウェブに接合する前に一対の相互係合した歯付きフォーミングロール間に不織ウェブを通すことによって、不織ウェブを伸長できるようにし、改良された不織ウェブを弾性ウェブに接合した場合、複合材料は、力の延びに対する%伸長性が、曲線3によって示すように、弾性ウェブ単独の場合と実際上同じである。曲線3は曲線1とほぼ一致する。改良不織ウェブを含む複合材料の延びに対する力の最大値は、所望の50%乃至200%の伸長性範囲内で、約157.48g/cm(約400g/インチ)以下の好ましい伸長力範囲内にある。従って、弾性材料及び改良不織材料から形成された複合材料は所望の延長性を示し、これによって、このような複合材料は、使い捨て吸収物品のバックシート、延長可能なパネル、又は他の構造エレメントとして使用するのに適したものとなる。
【0123】
使い捨ておむつの構成部材としての改良不織体
本明細書中上文中に説明したように、改良不織体を含む本発明に従って製造された複合構造は、有利には、使い捨ておむつの構成部材として使用される。以下の議論は、このような物品の構造に関する追加の情報を提供する。これに関し、及び使い捨て吸収物品について、「吸収物品」という用語は、全体として、身体の滲出物を吸収して収容するための装置に関する。更に詳細には、身体から排出された様々な滲出物を吸収して収容するために着用者の身体に当てて又は身体の近くに配置される装置に関する。
【0124】
本明細書中で使用されているように、「使い捨て」という用語は、洗濯又は他の方法で吸収物品として再生されたり再使用されたりするようになっていない(即ち、一回使用した後に廃棄されるようになっており、好ましくはリサイクルされ、堆肥化され、又は他の環境適合性の方法で処分されるようになった)吸収物品を意味する。
【0125】
本明細書中で使用されているように、「配置された」という用語は、使い捨て吸収物品のエレメントが、特定の場所又は位置で、物品の他のエレメントと一体の構造として又は物品の別のエレメントに接合された別のエレメントとして形成され(接合され且つ位置決めされ)ていることを意味する。
【0126】
本明細書中で使用されているように、「接合された」という用語は、一つのエレメントを別のエレメントに取り付けることによって、これらのエレメントを直接的に固定した形体、及び第1エレメントを中間部材に取り付け、この中間部材を別のエレメントに取り付けることによって第1エレメントを別のエレメントに間接的に固定した形体を含む。
【0127】
「一体の」使い捨て物品という用語は、互いに合一して調和した全体を形成する別々の部品から形成され、別のホルダ及びライナ等の別に取り扱われる部品を必要としない吸収物品に関する。
【0128】
使い捨て吸収物品の一例を図20に使い捨ておむつ200の形態で示す。本明細書中で使用されているように、「おむつ」という用語は、一般的に幼児や失禁者が下肢の周囲に着用する吸収物品に関する。しかしながら、本発明は、失禁者用ブリーフ、失禁者用下着、吸収挿入体、おむつホルダ及びライナ、はかせるおむつ及びトレーニングパンツ、女性用衛生衣料等の他の形態の吸収物品にも適用できる。
【0129】
図20は、平らに拡げた状態のおむつ200の平面図であり、物品の全体構造を更に明瞭に示すため、構造の一部が破断してある。図20に示すように、着用者の身体に面するおむつ200の部分はこの図を見る人から遠ざかる方向に向いており、着用者から外方に着用者の外衣に向いたおむつの部分が図20を見る人に向いている。図示のように、おむつ200は、液体透過性トップシート224、液体不透過性バックシート226、好ましくはトップシート224の少なくとも一部とバックシート226との間に配置された吸収コア228、側パネル230、弾性脚カフ232、弾性胴部装置234、及び全体に参照番号240を附したファスニングシステムを含む。
【0130】
おむつ200は、第1胴部領域236、この第1胴部領域236から離間された第2胴部領域238、及び第1胴部領域236と第2胴部領域238との間に配置された股部領域237を含む。おむつ20の周囲は、おむつの長さ方向中心線300とほぼ平行に延びる長さ方向縁部250及びこれらの長さ方向縁部250間を延び且つおむつの横方向中心線310とほぼ平行な端縁部252によって画成される。
【0131】
おむつ200は、おむつの主本体を画成するシャシー222を含む。このシャシー222は、吸収コア228の少なくとも一部を含み、好ましくはトップシート224及びバックシート226によって形成された外カバー層を更に含む。吸収物品が別体のホルダ及び別体のライナを含む場合、シャシー222は、一般的にはホルダ及びライナも含む。例えば、ホルダは、物品の外カバーを形成する1つ又はそれ以上の材料層を含み、ライナは、トップシート、バックシート、及び吸収コアを含む吸収アッセンブリを含む。このような場合、ホルダ及び/又はライナは、ライナを使用時に亘って所定の場所に保持するのに使用されるファスニングエレメントを含む。しかしながら、一体の吸収物品については、シャシー222がおむつの主構造構成部材であり、他の特徴を加えることによって図示のおむつの全体構造を形成する。
【0132】
トップシート224、バックシート226、及びコア228は、様々な既知の形体で組み立てることができ、好ましいおむつ形体は、1975年1月14日にケネスB.ブエルに付与された「使い捨ておむつ用収縮性側部分」という標題の米国特許第3,860,003号、1992年9月29日にブエル等に付与された「弾性可撓性ヒンジを予め配置した動的弾性胴部装置を持つ吸収物品」という標題の米国特許第5,151,092号、1993年6月22日にブエル等に付与された「弾性可撓性ヒンジを予め配置した動的弾性胴部装置を持つ吸収物品」という標題の米国特許第5,221,274号、1996年9月10日にルー等に付与された「多ゾーン構造弾性様フィルムウェブ延長性胴部装置」という標題の米国特許第5,554,145号、1996年10月29日にブエル等に付与された「はかせる使い捨てパンツ」という標題の米国特許第5,569,234号、1996年12月3日にニース等に付与された「吸収物品用側パネルを製造するためのゼロスクラップ方法」という標題の米国特許第5,580,411号、及び1996年9月30日にロブレス等の名で出願された「多方向延長性側パネルを持つ吸収物品」という標題の米国特許出願第08/723,179号に記載されている。これらの特許に触れたことにより、これらの特許に開示されている内容は本明細書中に組入れたものとする。
【0133】
バックシート226は、全体として、吸収コア228の衣料に面する表面245と隣接して配置された、吸収コア228に吸収され且つ収容された身体の滲出物が、おむつ200と接触する物品、例えばベッド用シーツや下着を汚さないようにするのに役立つおむつ200の部分である。好ましい実施形態では、バックシート226は液体(例えば尿)に対して不透過性であり、厚さが約0.012mm(0.5ミル)乃至約0.051mm(2.0ミル)の熱可塑性フィルム等の薄い可撓性の液体不透過性プラスチックフィルムを含む。適当なバックシートフィルムには、インディアナ州テルホイテのトレッデガー産業社が製造し、X15306、X10962、及びX10964の表示で販売しているフィルムが含まれる。
【0134】
他の適当なバックシート材料には、おむつ200から水蒸気を逃がすことができると同時に液体滲出物が逃げないようにする通気性材料が含まれる。例示の通気性材料には、上文中に説明したフィルム及び複合材料、織製ウェブ、不織ウェブ、フィルムでコーティングした不織ウェブ等の複合材料、モノリシックフィルム、及び日本国の三井東圧株式会社がエスポアール(ESPOIR)の表示で製造しているフィルム及びテキサス州ベイシティのエクソン化学社がエグゼール(EXXAIRE)の表示で製造しているフィルムを含む微孔質量フィルムが含まれる。ポリマー混合物の形態の適当な通気性材料は、オハイオ州シンシナチのクロペー社からハイトレル(XYTREL)混合物P18−3097の名称で入手できる。通気性複合材料は、1995年6月22日に公開されたE.I.デュポン社の国際特許出願第WO95/16746号、1999年2月2日にカロムに付与された「通気性で液体不透過性のバックシートを持つ吸収物品」という標題の米国特許第5,865,826号にも記載されている。不織ウェブ及び有効形成フィルムを含む他の通気性バックシートは、1996年11月5日にドブリン等に付与された「通気性側パネルを持つ吸収物品」という標題の米国特許第5,571,096号に記載されている。上掲の特許及び公開物に触れたことにより、これらの文献に開示されている内容は本明細書中に組入れたものとする。
【0135】
バックシート226又はその任意の部分は、所望であれば、本発明中上文中に説明したように一つ又はそれ以上の方向に弾性的に延びることができる。一実施形態では、バックシート226は、構造的弾性体様フィルム(「SELF」)ウェブを含む。構造的弾性体様フィルムウェブは、追加の弾性材料を使用することなく、伸長方向で弾性様挙動を示す延びることができる材料である。SELFウェブは、少なくとも二つの隣接した別個の類似していない領域を持つ変形可能なネットワークを含む。好ましくは、これらの領域の一方は、所定の軸線と平行な方向に加えられた軸線方向延びに応じて、他方の領域の大部分が加えられた延びに対する大きな抵抗力を発生する前に、抵抗力を示すように形成されている。材料に張力が加わっていない状態で所定の軸線と実質的に平行に計測した少なくとも一方の領域の表面経路長は、他方の領域の表面経路長よりも大きい。表面経路長が大きい領域は、他方の領域の平面を越えて延びる一つ又はそれ以上の変形を含む。
【0136】
SELFウェブには、少なくとも一つの所定の軸線と平行な方向で延びが加えられた場合に所定の軸線に沿ったこの延びに抵抗する少なくとも二つの大幅に異なる抵抗力制御段階がある。これに関し、SELFウェブは、加えられた延びに対し、ウェブの延びが、表面経路長が長い方の領域の大部分が加えられた延びの平面内に入るのに十分になるまで第1抵抗力を示し、このとき、SELFウェブは、延びに対して更に抵抗する第2抵抗力を示す。延びに対する全抵抗力は、第1領域によって提供される延びに対する第1抵抗力よりも高い。これに関し、おむつ200で使用するのに適したSELFウェブは、1996年5月21日にチャペル等に付与された「弾性様挙動を示すウェブ材料」という標題の米国特許第5,518,801号に更に完全に記載されている。同特許に触れたことにより、その特許に開示されている内容は本明細書中に組入れたものとする。
【0137】
変形例では、バックシート226は、不織体及び合成フィルムとともに、エラストマーフィルム、フォーム、ストランド、又はこれらの組み合わせ、又は他の適当な材料を含む。
【0138】
バックシート226は、トップシート224に、吸収コア228に、又はおむつ200の任意の他のエレメントに当該技術分野で既知の任意の取り付け手段によって接合できる。例えば、取り付け手段には、接着剤の均等な連続層、パターンをなした接着剤層、又は接着剤の別々の線、螺旋、又は点からなるアレイが含まれる。一つの好ましい取り付け手段には、1986年3月4日にミネトラ等に付与された「使い捨ての汚物包含衣料」という標題の米国特許第4,573,986号に開示されているように、接着剤のフィラメントからなる開放パターンネットワークが含まれる。他の適当な取り付け手段には、1975年10月7日にスプラーグ・ジュニアに付与された米国特許第3,911,173号、1978年11月22日にジッカー等に付与された米国特許第4,785,996号、及び1989年6月27日にウェレニックに付与された米国特許第4,842,666号に示す装置及び方法によって例示されるように螺旋状パターンをなすように渦を巻いた接着剤フィラメントの幾つかの線が含まれる。これらの特許に触れたことにより、これらの特許に開示されている内容は本明細書中に組入れたものとする。バックシート(又は以下に説明するトップシート)は、特定の位置でだけ、例えばコア上で横方向に中心を持つ長さ方向ストライプに沿って、又はコアの長さ方向端部の一方又は両方で、又は他の位置で吸収コアに接合されていてもよく、その結果、バックシート又はトップシートを、所望であれば、接合箇所の外側に更に容易に延伸できる。コアは、トップシート又はバックシートへ全く接合されていなくてもよく、かくして、これらの構成部材の延伸の程度を制限しないように、このような構成部材間でそれらの延長時に「浮動」できる。
【0139】
おむつ200の構成部材を接合する上で満足のいくものであることがわかっている接着剤は、ミネソタ州セントポールのH.B.フューラー社が製造し、HL−1620及びHL−1358−XZPとして販売している接着剤である。別の態様では、取り付け手段には、熱結合、圧力結合、超音波結合、動的機械的結合、又は任意の他の適当な取り付け手段、又は当該技術分野で既知の取り付け手段の組み合わせが含まれる。
【0140】
トップシート224は、好ましくは、吸収コア228の身体に面する表面と隣接して位置決めされ、当該技術分野で既知の任意の取り付け手段によって吸収コア及び/又はバックシート226に接合できる。適当な取り付け手段は、おむつ200の他のエレメントへのバックシート226の接合に関する記載の中で上文中に説明してある。一つの好ましい実施形態では、トップシート224及びバックシート226は幾つかの位置で互いに直接的に接合されており、これらをおむつ200の他のエレメントに直接的に接合することによって他の位置で互いに間接的に接合されている。
【0141】
トップシート224は、好ましくは、柔軟で軟らかな触感を持ち、着用者の皮膚に優しい。更に、トップシート224の少なくとも一部は液体透過性であり、液体をその厚さを通して容易に浸透させて吸収コア228で受け入れることができる。適当なトップシート224は、多孔質フォーム、網状フォーム、有孔プラスチックフィルム、又は天然繊維(例えば木材繊維又は綿繊維)、合成繊維(例えばポリエステル繊維又はポリプロピレン繊維)、又は天然繊維と合成繊維の混紡の織製ウェブ又は不織ウェブ等の様々な材料から製造できる。トップシート224が繊維を含む場合には、このような繊維には、スパンボンデッドプロセス、カーデッドプロセス、湿式堆積プロセス、溶融吹き出しプロセス、ヒドロエンタングルドプロセス、又は当該技術分野で既知の他のプロセスが加えられる。ステープル長のポリプロピレン繊維でできたウェブの形態の一の適当なトップシート材料は、マサチューセッツ州ウォルポールのインターナショナル・ペーパー社の一部課であるヴェラテック社がP−8の表示で製造している繊維である。
【0142】
適当な成形フィルムトップシートは、1975年12月30日にトンプソンに付与された「テーパした毛管を持つ吸収構造」という標題の米国特許第3,929,135号、1982年4月23日にミュラン等に付与された「歪み抵抗トップシートを持つ使い捨て吸収物品」という標題の米国特許第4,324,246号、1982年8月3日にラデル等に付与された「繊維様の性質を示す弾性プラスチックウェブ」という標題の米国特許第4,342,314号、1984年7月31日にアー等に付与された「艶消し表面及び布様触感を示す顕微鏡的に拡張させた立体的プラスチックウェブ」という標題の米国特許第4,463,045号、及び1991年4月9日にビアードに付与された「多層ポリマーフィルム」という標題の米国特許第5,006,394号に記載されている。他の適当なトップシートは、1986年9月2日及び1986年12月16日の夫々にカルロ等に付与された米国特許第4,608,518号及び米国特許第4,629,643号に従って製造できる。このような成形フィルムは、オハイオ州シンシナチのプロクターアンドギャンブル社から「ドライウィーブ(DRY−WEAVE)」の表示で入手でき、インディアナ州テルホイテのトレッデガー社から「クリフ(CLIFF)−T」の表示で入手できる。これらの特許に触れたことにより、これらの特許の各々に開示されている内容は本明細書中に組入れたものとする。
【0143】
好ましくは、トップシート224は、着用者の皮膚を吸収コア228内に収容された液体から隔離するため、疎水性材料で形成されているか或いは、疎水性を持つように処理される。トップシート224が疎水性材料で形成されている場合には、好ましくは、液体がトップシートを更に迅速に透過するように、トップシートの少なくとも上側の身体に面する表面に親水性処理を施す。このような処理により、身体の滲出物がトップシートを通して引き込まれて吸収コアによって吸収されないで、トップシートから流れ出てしまう可能性をなくす。トップシートは、界面活性剤で処理することによって、又は界面活性剤をトップシートに組み込むことによって親水性にできる。トップシートを界面活性剤で処理するための適当な方法には、トップシート材料に界面活性剤をスプレーする方法、及び材料を界面活性剤に浸漬する方法が含まれる。このような処理及び親水性の更に詳細な議論は、1991年1月29日にライジング等に付与された「多層吸収層を持つ吸収物品」という標題の米国特許第4,988,344号、及び1991年1月29日にライジング等に付与された「迅速捕捉吸収コアを持つ吸収物品」という標題の米国特許第4,988,345号に記載されている。界面活性剤をトップシートに組み込むための幾つかの適当な方法の更に詳細な議論は、1997年7月1日にアジズ等の名前で公開された米国法定発明登録第H1670号に記載されている。これらの文献特許に触れたことにより、これらの文献に開示されている内容は本明細書中に組入れたものとする。
【0144】
変形例として、トップシート224は、疎水性の有孔ウェブやフィルムを含むことができる。疎水性は、製造プロセスから親水性処理工程を無くすことによって及び/又はミネソタ州ミネアポリスの3M社から入手できるスコッチガード等のポリテトラフルオロエチレン化合物又は以下に説明する疎水性ローション組成物等でトップシートに疎水性処理を加えることによって与えることができる。幾つかの実施形態では、トップシートの孔は、尿等の水性の流体が難なく透過できるのに十分大きいのが好ましい。
【0145】
更に、トップシート224の任意の部分を当該技術分野で既知の組成物を含むローションでコーティングできる。適当なローションの例には、1997年3月4日にルーに付与された「皮膚軟化剤及びポリオールポリエステル固定剤を含むローションドトップシートを持つ使い捨て吸収物品」という標題の米国特許第5,607,760号、1997年3月11日にルーに付与された「液体ポリオールポリエステル皮膚軟化剤及び固定剤を含むローショントップシートを持つおむつ」という標題の米国特許第5,609,587号、1997年6月3日にルー等に付与された「ポリシロキサン皮膚軟化剤を含むローションドトップシートを持つおむつ」という標題の米国特許第5,635,191号、及び1997年7月1日にルー等に付与された「ローションドトップシートを持つおむつ」という標題の米国特許第5,643,588号が含まれる。ローションは、単独で又は別の薬剤と組み合わせて上文中に説明した疎水化トリートメントとして機能できる。
【0146】
更に、トップシートは、抗菌剤を含んでもよいし、抗菌剤で処理されていてもよく、その幾つかの例は、1995年9月14日にテレサジョンソンの名前で公開された「臭気を抑制するため、トップシートに抗菌剤を含む吸収物品」という標題の国際特許公開第WO95/24137号に開示されている。更に、トップシート224、バックシート226、又はトップシート又はバックシートの任意の部分には、外観を更に布に似せるため、エンボス加工及び/又は艶消し仕上げを施すことができる。
【0147】
吸収コア228は、全体に圧縮性で形態に馴染み、着用者の皮膚を刺激せず、尿及び他の身体の滲出物等の液体を吸収して保持できる任意の吸収体を含むのがよい。吸収コア228は、様々な大きさ及び形状(例えば矩形、砂時計形状、「T」字形状、非対称形状、等)で製造でき、使い捨ておむつで及び他の吸収物品で一般的に提供される、一般にエアーフェルトと呼ばれる微粉砕した木材パルプ等の様々な液体吸収体を含むことができる。他の適当な吸収体の例には、クレープトセルロースワッディング、コフォームを含む溶融吹き出しポリマー、化学的に補剛した改良した又は架橋したセルロース繊維、ティッシュラップ及びティッシュ積層体を含むティッシュ、吸収フォーム、吸収スポンジ、超吸収ポリマー、吸収ゲル化剤、又は任意の他の既知の吸収体又はこれらの材料の組み合わせが含まれる。
【0148】
吸収コア228の形体及び構造もまた変化させることができる。例えば、吸収コア又は他の吸収構造は、様々なキャリパのゾーン、様々な親水性勾配のゾーン、様々な超吸収勾配のゾーン、又は様々な低平均密度で低平均坪量の捕捉ゾーンを含むのがよく、又は一つ又はそれ以上の層又は構造を含むのがよい。しかしながら、吸収コア228の全吸収力は、おむつ200の設計荷重及び所期の使用に匹敵しなければならない。
【0149】
吸収アッセンブリとして使用するための例示の吸収構造は、1986年9月9日にワイズマン等に付与された「高密度吸収構造」という標題の米国特許第4,610,678号、1987年6月16日にワイズマン等に付与された「二層コアを持つ吸収物品」という標題の米国特許第4,673,402号、1989年5月30日にアルマニー等に付与された「低密度で低坪量の捕捉ゾーンを持つ高密度吸収部材」という標題の米国特許第4,834,735号、1989年12月19日にアンスタットに付与された「ダスティング層を持つ吸収コア」という標題の米国特許第4,888,231号、1992年8月11日にヘロン等に付与された「個別化されたポリカルボン酸架橋木材パルプセルロース繊維を含む吸収構造」という標題の米国特許第5,137,537号、1992年9月15日にヤング等に付与された「失禁管理用高効率吸収物品」という標題の米国特許第5,147,345号、1994年8月30日にルーに付与された「低粘度糞便用使い捨て吸収物品」という標題の米国特許第5,342,338号、1993年11月9日にデスマライス等に付与された「水性体液用吸収フォーム材料及びこのような材料を含む吸収物品」という標題の米国特許第5,260,345号、1995年2月7日にダイヤー等に付与された「水性体液用湿潤前薄型吸収フォーム材料及びその製造方法」という標題の米国特許第5,387,207号、及び1997年7月22日にデスマライス等に付与された「油分に対する水分の比が高い高分散相エマルジョンから製造した水性流体用吸収フォーム材料」という標題の米国特許第5,625,222号に記載されている。これらの特許に触れたことにより、これらの特許に開示されている内容は本明細書中に組入れたものとする。
【0150】
おむつ200は、更に、改善された装着性及び保持性を提供するのを補助する少なくとも一つの弾性胴部装置234を備えているのがよい。弾性胴部装置234は、一般的には、着用者の胴部に動的にフィットするように弾性的に伸び縮みするようになっている。弾性胴部装置234は、好ましくは、吸収コア228の少なくとも一つの胴縁部262から少なくとも長さ方向外方に延び、全体としておむつ200の端縁部252の少なくとも一部を形成する。多くの場合、使い捨ておむつは、二つの弾性胴部装置を持つように形成されており、一方が第1弾性胴部領域236に位置決めされ、一方が第2弾性胴部領域238に位置決めされている。更に、弾性胴部装置234又はその任意の構成エレメントは、おむつ200に取り付けられた一つ又はそれ以上の別体のエレメントを含むことができる。更に、弾性胴部装置234は、バックシート226、トップシート224、又はバックシート226及びトップシート224の両方等の、おむつ200の他のエレメントの延長部として形成できる。
【0151】
弾性胴部装置234は、1985年5月7日にキヴィト等に付与された米国特許第4,515,595号、1987年12月1日にラッシュに付与された米国特許第4,710,189号、1992年9月9日にブエルに付与された米国特許第5,151,092号、及び1993年6月22日にブエルに付与された米国特許第5,221,274号に記載された形体を含む多くの様々な形体で形成できる。他の適当な胴部形体には、1991年6月25日にロバートソンに付与された米国特許第5,026,362号及び1989年3月28日にフォアマンに付与された米国特許第4,816,025号に記載されているようなウェストキャップ装置が含まれる。これらの特許に触れたことにより、これらの特許に開示されている内容は本明細書中に組入れたものとする。
【0152】
おむつ200は、ファスニングシステム240を更に含む。好ましくは、ファスニングシステム240は、おむつの着用時に第1胴部領域236及び第2胴部領域238を少なくとも部分的に重なった状態に維持し、おむつ200の胴部の周囲に亘って横方向張力を提供し、おむつを着用者の身体上の所望の位置にしっかりと保持する。ファスニングシステム240は、好ましくは、テープタブ及び/又はフック−ループファスニング構成部材を含むが、任意の他の既知のファスニング手段もまた受け入れられる。幾つかの例示のファスニングシステムは、1974年11月19日にブエルに付与された「使い捨ておむつ用テープファスニングシステム」という標題の米国特許第3,848,594号、1987年5月5日にヒロツ等に付与された「吸収物品」という標題の米国特許第B1 4,662,875号、1989年7月11日にスクリップスに付与された「改善ファスニング装置を持つ使い捨ておむつ」という標題の米国特許第4,846,815号、1990年1月16日にネステガードに付与された「改善フックファスナ部分を持つ使い捨ておむつ」という標題の米国特許第4,894,060号、1990年8月7日にバットレルに付与された「感圧接着剤ファスナ及びその製造方法」という標題の米国特許第4,946,527号、1992年9月9日にブエルに付与された上掲の米国特許第5,151,092号、及び1993年6月22日にブエルに付与された米国特許第5,221,274号に開示されている。ファスニングシステムは、更に、1990年10月16日にロバートソン等に付与された米国特許第4,963,140号に開示されているように、物品を使い捨て形体に保持するための手段を提供できる。これらの特許に触れたことにより、これらの特許に開示されている内容は本明細書中に組入れたものとする。変形例では、パンツを形成するため、衣服の両側を縫い合わせたり溶接したりできる。これにより、物品は、トレーニングパンツ等のずり上げ型おむつとして使用できる。
【0153】
おむつ200は、更に快適に輪郭に従ってフィットするように弾性であり又は延長可能な側パネル230を更に含む。このような側パネルは、最初、おむつ20を着用者に形態が一致するように装着し、この装着状態を着用時間に亘って、好ましくはおむつ200に滲出物を排出した時点を越えて保持できる。これに関し、弾性側パネル230によりおむつ200の側部を伸び縮みさせることができ、及びこれらのパネルによりおむつ200を更に効果的に適用できる。これは、おむつを装着させる人が、装着中に一方の弾性側パネル230を他方の弾性側パネルよりも大きく引き上げた場合でも、おむつ200が装着後及び着用中に「自動調節する」ためである。
【0154】
おむつ200は、好ましくは、第2胴部領域238に配置された側パネル230を持つけれども、側パネル230を第1胴部領域236に、又は第1胴部領域236及び第2胴部領域238の両方に配置してもよい。側パネル230は、任意の適当な形態で形成できる。弾性側パネルを持つおむつの例は、1989年8月15日にウッド等に付与された「シャーリングを持つ耳部を備えた使い捨ておむつ」という標題の米国特許第4,857,067号、1983年5月3日にシャラファ等に付与された米国特許第4,381,781号、1990年7月3日にヴァン・ゴンペル等に付与された米国特許第4,938,753号、1992年9月9日にブエルに付与された上掲の米国特許第5,151,092号、1903年6月22日にブエルに付与された米国特許第5,221,274号、1997年9月23日にラヴォン等に付与された「動的フィットを保持する吸収物品」という標題の米国特許第5,669,897号、及び1996年9月30日にロブレス等の名で出願された「多方向に伸ばすことができる側パネルを持つ吸収物品」という標題の米国特許出願第08/723,179号に開示されている。以上の特許及び特許出願特許に触れたことにより、これらに開示されている内容は本明細書中に組入れたものとする。
【0155】
おむつ200は、好ましくは、おむつの着用時に液体及び他の身体の滲出物の包含性を改善する脚カフ232を更に含む。このような脚カフは、脚バンド、側フラップ、障壁カフ、又は弾性カフとも呼ばれる。米国特許第3,860,003号には、側フラップ及び弾性脚カフ(ガスケッティングカフと呼ばれる場合もある)を提供する一つ又はそれ以上の弾性部材を持つ収縮性脚開口部を提供する使い捨ておむつが記載されている。1989年2月28日にアジズに付与された米国特許第4,808,178号及び1990年3月20日にアジズに付与された米国特許第4,909,803号には、脚部領域での包含性を改善する「起立した」弾性フラップ(障壁カフ)を持つ使い捨ておむつが記載されている。1987年9月22日にローソンに付与された米国特許第4,695,278号及び1989年1月3日にローソンに付与された米国特許第4,795,454号には、ガスケッティングカフ及び障壁カフを含む二重カフを持つ使い捨ておむつが記載されている。幾つかの実施形態では、脚カフの全部又は一部を上文中に説明したローションで処理するのが望ましい。
【0156】
おむつ200の実施形態は、更に、排泄物を受け入れるためのポケット、排泄物用の空所を提供するスペーサ、物品内での排泄物の移動を制限するための障壁、おむつに排泄された排泄物等を受け入れて収容する隔室即ち空所及びこれらの組み合わせを含むのがよい。吸収製品で使用するためのポケット及びスペーサの例は、1996年5月7日にルー等に付与された「排除性スペーサを持つおむつ」という標題の米国特許第5,514,121号、1992年12月15日にドライアー等に付与された「コアスペーサを持つ使い捨て吸収物品」という標題の米国特許第5,171,236号、1995年3月14日にドライアーに付与された「ポケットカフを持つ吸収物品」という標題の米国特許第5,397,318号、1996年7月30日にドライアーに付与された「頂部を持つポケットカフを備えた吸収物品」という標題の米国特許第5,540,671号、1993年12月3日に公開された「衛生吸収物品で使用するためのスペーサ及びこのようなスペーサを持つ使い捨て吸収物品」という標題の国際特許出願第WO93/25172号、及び1994年4月26日にフリーランドに付与された「使い捨て吸収物品で使用するための可撓性スペーサ」という標題の米国特許第5,306,266号に記載されている。
【0157】
構成部材又は空所を持つおむつの例は、1990年11月6日にカーンに付与された「使い捨て糞便隔離おむつ」という標題の米国特許第4,968,312号、1991年2月5日にフリーランドに付与された「排泄物を隔離するための弾性ライナを持つ吸収物品」という標題の米国特許第4,990,147号、1991年11月5日にホルト等に付与された「使い捨ておむつ」という標題の米国特許第5,062,840号、及び1993年12月14日にフリーランドに付与された「使い捨て吸収物品用3区分トップシート及びこのような3区分トップシートを持つ使い捨て吸収物品」という標題の米国特許第5,269,755号に開示されている。
【0158】
適当な横方向障壁の例は、1996年9月10日にドライアー等に付与された「多くの効果を持つ高い横方向隔壁を持つ吸収物品」という標題の米国特許第5,554,142号、1994年7月7日にフリーランド等の名前で公開された「起立した横方向隔壁を持つ吸収物品」という標題の国際特許出願第WO94/14395号、及び1997年8月5日にルー等に付与された「角度をなして起立した横方向隔壁を持つ吸収物品」という標題の米国特許第5,653,703号に記載されている。これらの文献に触れたことにより、これらの文献に開示されている内容は本明細書中に組入れたものとする。
【0159】
本明細書中上文中に記載したように、本発明に従って改良した繊維質不織ウェブは、有利には、使い捨ておむつ等の使い捨て吸収物品の機能的構成部材として組み込むことができる。例えば、改良不織ウェブそれ自体が、図20に示すおむつ200の多孔質トップシート224として役立つことができる。このようなトップシートは、吸収コア228の軟質で形態に馴染む流体透過性外層を提供する。
【0160】
改良不織ウェブは、図20に示すバックシート226等の複合バックシートの構成部材としても使用できる。バックシートは、可撓性不透過性フィルムに接合した改良不織ウェブから形成された複合バックシートであるのがよい。不織ウェブは、軟らかさ及び布様の外観を提供する外方に面したおむつの表面であるのがよく、不透過性フィルムは、吸収された排泄物が使用者が着用している衣服と接触しないようにするため、又は使用者が就寝時に着用している場合に寝具と接触しないようにするための障壁を提供できる。
【0161】
不透過性フィルムを含むバックシート226の代わりに、バックシートは水蒸気に対して透過性であるのがよく、好ましくは空気に対して透過性であるのがよく、更に、上文中に説明したように、液体に対して不透過性である。例えば、本明細書中上文中に説明したように、通気性フィルム又は後に通気性が付与される先駆フィルムを改良不織ウェブに接合できる。通気性バックシートは、バックシートを通した液体の通過に対して障壁を提供できると同時に、水蒸気及び好ましくは空気を通すことができ、これにより、着用時のおむつ内部の相対湿度レベルを減少できるようにすることによって着用者に対する快適性を高める。
【0162】
最後に、改良不織ウェブをエラストマーウェブに接合し、図20に示す弾性胴部装置234等の使い捨ておむつ用弾性構成部材として役立つ複合ウェブを提供できる。着用者の皮膚に面し且つこれと接触する弾性胴部装置の部分は、不織構成部材によって画成された軟らかな布様の外面を有することができ、弾性複合ウェブは通気性である。更に、このようなエラストマー複合ウェブは、弾性側パネル230及び弾性脚カフ232を提供するのにも使用できる。
【0163】
本発明の特定の実施形態を例示し且つ説明したが、本発明の精神から逸脱することなく様々な変形及び変更を行うことができるということは当業者には明らかであろう。従って、本発明の範疇に含まれるこのような変形及び変更の全てが、特許請求の範囲内に含まれる。
【図面の簡単な説明】
【図1】 不織ウェブを改良するための、及び本発明による布様通気性複合材料を形成するための例示のプロセス及び装置の概略図である。
【図2】 交互の相互に係合する周囲歯及び溝を各々有する、本発明の方法の特徴を実行する上で使用できるぴったりと近付けた一対のフォーミングロールの概略斜視図である。
【図3】 図4に示すフォーミングロールの夫々の歯及び溝の相互係合を示す、拡大部分断面図である。
【図4】 相互係合したフォーミングロールの歯のチップ部分と、ロール間に位置決めされており且つ隣接した歯のチップを橋渡しし且つこれらのチップと接触した材料ウェブの別の拡大部分断面図である。
【図5】 図2に示すような一対のフォーミングロールに通した材料ウェブのウェブに対して横方向に沿った拡大部分断面図である。
【図6】 交互形態の歯構造を持つフォーミングロールを示す、図4と同様の図である。
【図7】 図6に示すフォーミングロールを含むフォーミングステーションを示す、図1と同様の図である。
【図8】 図6に示す歯構造を持つフォーミングロール間に通した後の材料ウェブの平面図である。
【図9】 図8に示すウェブの一部の拡大部分斜視図である。
【図10】 菱形様パターンを画成する交互の歯及び溝を持つフォーミングロールの表面の一部の拡大部分図である。
【図11】 フォーミングロールの別の歯−溝パターンを示す、図10と同様の部分斜視図である。
【図12】 上ロールが別の異なる歯−溝形態を持つ、別のフォーミングロール組の拡大部分斜視図である。
【図13】 図2に示す下フォーミングロールの中断していない歯の拡大部分断面図である。
【図14】 図2に示す上フォーミングロールの歯−溝形体の拡大部分断面図である。
【図15】 図2に示す上フォーミングロールの歯−溝形体の拡大部分側面図である。
【図16】 通気性を与えるために例えば図2に示す一対のフォーミングロールに通した後の先駆フィルムの一部の拡大部分概略断面図である。
【図17】 衝撃状態を加えたときの液体に対する透過性を評価として材料の動的衝撃値を決定するための方法で使用される装置の正面図である。
【図18】 改良不織ウェブ材料をその一方の表面として含むバックシート等の通気性複合材料を形成する上で行われる工程を示すフローチャートである。
【図19】 幾つかの断面材料を特定の伸びまで伸長させるのに必要な領域を示すグラフである。
【図20】 本発明による改良不織ウェブを組み込んだ構造構成部材を含む、使い捨ておむつの平面図である。
Claims (26)
- 予備形成した繊維質不織ウェブを改良するための方法において、
a.一対の向き合った相互係合したフォーミングロールで処理する前に、初期幅、初期厚さ、初期坪量、ウェブに対して横方向で10%伸長するための初期荷重で表したウェブに対して横方向での初期低伸長延長性、ウェブに対して横方向で30%伸長するための初期荷重で表したウェブに対して横方向での初期中間伸長延長性、ウェブに対して横方向の初期強度、及び初期伸長性を持つ、実質的に張力が加わっていない繊維質不織ウェブを、相互係合したフォーミングロールにウェブ移動方向で供給する工程、
b.相互係合したフォーミングロールの間でこれらのフォーミングロールによって画成されたニップのところでウェブをグリップする工程であって、各フォーミングロールは、軸線方向に間隔が隔てられた周方向に延びる交互の半径方向歯及び介在溝を含み、一方のロールの歯は向き合ったロールの溝と向き合っており且つこれらの溝内に延びる、工程、及び
c.相互係合したフォーミングロール間を不織ウェブが通過し、ロールが反対方向に回転するときに不織ウェブに横方向増加延伸を加える工程であって、フォーミングロールの少なくとも1つは、夫々の群にて周方向に延びる歯を含み、各群は、歯が設けられていない介在隙間によって、隣接した歯群からロールの軸線方向で離間されており、前記ウェブをウェブ移動方向に対して実質的に垂直なウェブに対して横方向で増加延伸させ、これにより不織ウェブを改良し、ウェブに引張引き出し力をウェブの移動方向で加えることによってウェブを相互係合したフォーミングロール間から引き出す工程であって、相互係合したフォーミングロールで処理した後に、結果的に得られた改良ウェブを10%伸長するための荷重は、10%伸長するための初期荷重の5%乃至100%であり、30%伸長するための荷重は、30%伸長するための初期荷重の5%乃至100%であり、ウェブに対して横方向の強度は、ウェブに対して横方向の初期強度の10%乃至80%であり、ウェブに対して横方向の伸長性は、ウェブに対して横方向の初期伸長性の105%乃至200%である、工程を含む方法。 - 請求項1に記載の方法において、結果的に得られた改良ウェブのウェブ幅は、初期ウェブ幅の25%乃至300%である、方法。
- 請求項1に記載の方法において、ウェブの初期ウェブ厚は、0.127mm乃至0.508mm(5ミル乃至20ミル)であり、結果的に得られた改良ウェブのウェブ厚は、初期ウェブ厚の85%乃至400%である、方法。
- 請求項1に記載の方法において、結果的に得られた改良ウェブの厚さは、初期ウェブ厚よりも大きく、改良後の坪量はウェブの初期坪量よりも小さい、方法。
- 請求項1に記載の方法において、各フォーミングロールの歯及び溝は周方向で連続している、方法。
- 請求項1に記載の方法において、少なくとも一方のフォーミングロールの歯は、間隔が隔てられた複数の周方向凹所を含む、方法。
- 請求項1に記載の方法において、不織ウェブをポリマーフィルムに面と面とを向き合わせて接合し、複合材料を形成する追加の工程を含む、方法。
- 請求項7に記載の方法において、前記ポリマーフィルムは、このフィルムに亘って実質的に均等に分散された不相容性無機材料を含み、この無機材料は、炭酸カルシウム、粘土、二酸化チタン、及びこれらの混合物からなる群から選択される、方法。
- 予備形成した繊維質不織ウェブを改良するための方法において、
a.一対の向き合った相互係合したフォーミングロールで処理する前に、初期幅、初期厚さ、初期坪量、ウェブに対して横方向で10%伸長するための初期荷重で表したウェブに対して横方向での初期低伸長延長性、ウェブに対して横方向で30%伸長するための初期荷重で表したウェブに対して横方向での初期中間伸長延長性、ウェブに対して横方向の初期強度、及び初期伸長性を持つ、実質的に張力が加わっていない繊維質不織ウェブを、向き合った相互係合した第1の一対のフォーミングロールにウェブ移動方向で供給する工程、
b.相互係合した第1の一対のフォーミングロール間でこれらのフォーミングロールによって画成されたニップのところでウェブをグリップする工程であって、各フォーミングロールは、軸線方向に間隔が隔てられた周方向に延びる交互の半径方向歯及び介在溝を含み、一方のロールの歯は向き合ったロールの溝と向き合っており且つこれらの溝内に延びる、工程、
c.相互係合した第1の一対のフォーミングロール間を不織ウェブが通過し、ロールが反対方向に回転するときに不織ウェブに横方向増加延伸を加え、前記ウェブをウェブ移動方向に対して実質的に垂直なウェブに対して横方向で増加延伸させることによって不織ウェブを改良し、ウェブに引張引き出し力をウェブの移動方向で加えることによってウェブを相互係合した第1の一対のフォーミングロール間から引き出す工程、
d.向き合った相互係合した第2の一対のフォーミングロールにウェブ移動方向で供給する工程、
e.相互係合した第2の一対のフォーミングロール間でこれらのフォーミングロールによって画成されたニップのところでウェブをグリップする工程であって、各フォーミングロールは、軸線方向に間隔が隔てられた周方向に延びる交互の半径方向歯及び介在溝を含み、一方のロールの歯は向き合ったロールの溝と向き合っており且つこれらの溝内に延びる、工程、及び
f.相互係合した第2の一対のフォーミングロール間を不織ウェブが通過し、ロールが反対方向に回転するときに不織ウェブに横方向増加延伸を加え、前記ウェブをウェブ移動方向に対して実質的に垂直なウェブに対して横方向で増加延伸させることによって不織ウェブを更に改良し、ウェブに引張引き出し力をウェブの移動方向で加えることによってウェブを相互係合した第2の一対のフォーミングロール間から引き出す工程であって、相互係合したフォーミングロールで処理した後に、結果的に得られた更に改良されたウェブを10%伸長するための荷重は、10%伸長するための初期荷重の5%乃至100%であり、30%伸長するための荷重は、30%伸長するための初期荷重の5%乃至100%であり、ウェブに対して横方向の強度は、ウェブに対して横方向の初期強度の10%乃至70%であり、ウェブに対して横方向の伸長性は、ウェブに対して横方向の初期伸長性の105%乃至200%である、工程を含み、
工程c又は工程fにおけるフォーミングロールの少なくとも1つは、夫々の群にて周方向に延びる歯を含み、各群は、歯が設けられていない介在隙間によって、隣接した歯群からロールの軸線方向で離間されている、方法。 - 請求項9に記載の方法において、二対のフォーミングロールの一方の対を構成する前記フォーミングロールは、周方向で連続した歯及び溝を各々有し、二対のフォーミングロールの他方の対を構成するフォーミングロールの歯は、間隔が隔てられた複数の周方向凹所を含む、方法。
- 請求項9に記載の方法において、工程eを行う前に改良不織ウェブをポリマーフィルムに面と面とを向き合わせた関係で接合し、複合材料を形成する追加の工程を含む、方法。
- 請求項11に記載の方法において、前記ポリマーフィルムは、このフィルムに亘って実質的に均等に分散された不相容性無機材料を含み、この無機材料は、炭酸カルシウム、粘土、二酸化チタン、及びこれらの混合物からなる群から選択され、接合された改良不織ウェブ及びポリマーフィルムを相互係合した第2の一対のフォーミングロール間に通し、フィルムに引張力を加えてポリマー母材を延伸し、熱可塑性ポリマーを不相容性材料から局部的に分離し、フィルムに微孔を形成する、方法。
- 改良不織構成部材及び弾性構成部材を含む複合弾性材料を形成するための方法において、
a.初期伸長性を持つ、実質的に張力が加わっていない予備成形した繊維質不織ウェブを、向き合った相互係合した第1の一対のフォーミングロールにウェブ移動方向で供給する工程、
b.相互係合した第1の一対のフォーミングロール間でこれらのフォーミングロールによって画成されたニップのところでウェブをグリップする工程であって、各フォーミングロールは、軸線方向に間隔が隔てられた周方向に延びる交互の半径方向歯及び介在溝を含み、一方のロールの歯は向き合ったロールの溝と向き合っており且つこれらの溝内に延びる、工程、
c.相互係合した第1の一対のフォーミングロール間を不織ウェブが通過し、ロールが反対方向に回転するときに不織ウェブに横方向増加延伸を加える工程であって、フォーミングロールの少なくとも1つは、夫々の群にて周方向に延びる歯を含み、各群は、歯が設けられていない介在隙間によって、隣接した歯群からロールの軸線方向で離間されており、前記ウェブをウェブ移動方向に対して実質的に垂直なウェブに対して横方向で増加延伸させ、これにより不織ウェブを改良し、ウェブに引張引き出し力をウェブの移動方向で加えることによってウェブを相互係合した第1の一対のフォーミングロール間から引き出し、改良されたウェブのウェブに対して横方向での改良された伸長性は、ウェブに対して横方向での初期伸長性の50%乃至200%である工程、及び
d.弾性ウェブを改良不織ウェブに接合し、複合弾性材料を形成する工程を含む、方法。 - 請求項13に記載の方法において、結果的に得られた複合弾性材料を50%乃至200%延長するときの力は、弾性ウェブだけを50%乃至200%延長したときの力よりも、40%よりも小さい値だけ大きい、方法。
- 請求項14に記載の方法において、結果的に得られた複合弾性材料を50%乃至200%延長するときの力は236.220g/cm(600g/インチ)よりも小さい、方法。
- 請求項13に記載の方法において、結果的に得られた複合弾性材料は通気性である、方法。
- 着用される使い捨て吸収物品であって、この物品の着用時に着用者の身体に面する流体透過性トップシート、前記物品の着用時に着用者の身体から遠ざかる方を向いた実質的に液体不透過性のバックシート、及び前記トップシートと前記バックシートとの間に配置された吸収コアを含む、使い捨て吸収物品において、前記物品は、請求項1に記載の方法に従って改良した不織ウェブをエレメントとして含む構成部材を含む、使い捨て吸収物品。
- 着用される使い捨て吸収物品であって、この物品の着用時に着用者の身体に面する流体透過性トップシート、前記物品の着用時に着用者の身体から遠ざかる方を向いた実質的に液体不透過性のバックシート、及び前記トップシートと前記バックシートとの間に配置された吸収コアを含む、使い捨て吸収物品において、前記物品の前記バックシートは、請求項7に記載の方法に従って製造された複合材料を含む、使い捨て吸収物品。
- 着用される使い捨て吸収物品であって、この物品の着用時に着用者の身体に面する流体透過性トップシート、前記物品の着用時に着用者の身体から遠ざかる方を向いた実質的に液体不透過性のバックシート、及び前記トップシートと前記バックシートとの間に配置された吸収コアを含む、使い捨て吸収物品において、前記物品の前記バックシートは、請求項8に記載の方法に従って製造された複合材料を含む、使い捨て吸収物品。
- 着用される使い捨て吸収物品であって、この物品の着用時に着用者の身体に面する流体透過性トップシート、前記物品の着用時に着用者の身体から遠ざかる方を向いた実質的に液体不透過性のバックシート、及び前記トップシートと前記バックシートとの間に配置された吸収コアを含む、使い捨て吸収物品において、前記物品は、請求項9に記載の方法に従って更に改良した不織ウェブをエレメントとして含む構成部材を含む、使い捨て吸収物品。
- 着用される使い捨て吸収物品であって、この物品の着用時に着用者の身体に面する流体透過性トップシート、前記物品の着用時に着用者の身体から遠ざかる方を向いた実質的に液体不透過性のバックシート、及び前記トップシートと前記バックシートとの間に配置された吸収コアを含む、使い捨て吸収物品において、前記物品の前記バックシートは、請求項11に記載の方法に従って製造された複合材料を含む、使い捨て吸収物品。
- 着用される使い捨て吸収物品であって、この物品の着用時に着用者の身体に面する流体透過性トップシート、前記物品の着用時に着用者の身体から遠ざかる方を向いた実質的に液体不透過性のバックシート、及び前記トップシートと前記バックシートとの間に配置された吸収コアを含む、使い捨て吸収物品において、前記物品の前記バックシートは、請求項12に記載の方法に従って製造された複合材料を含む、使い捨て吸収物品。
- 着用される使い捨て吸収物品であって、この物品の着用時に着用者の身体に面する流体透過性トップシート、前記物品の着用時に着用者の身体から遠ざかる方を向いた実質的に液体不透過性のバックシート、及び前記トップシートと前記バックシートとの間に配置された吸収コアを含む、使い捨て吸収物品において、前記物品は、請求項13に記載の方法に従って製造した複合弾性材料をエレメントとして含む構成部材を含む、使い捨て吸収物品。
- 着用される使い捨て吸収物品であって、この物品の着用時に着用者の身体に面する流体透過性トップシート、前記物品の着用時に着用者の身体から遠ざかる方を向いた実質的に液体不透過性のバックシート、及び前記トップシートと前記バックシートとの間に配置された吸収コアを含む、使い捨て吸収物品において、前記物品は、請求項14に記載の方法に従って製造した複合弾性材料をエレメントとして含む構成部材を含む、使い捨て吸収物品。
- 着用される使い捨て吸収物品であって、この物品の着用時に着用者の身体に面する流体透過性トップシート、前記物品の着用時に着用者の身体から遠ざかる方を向いた実質的に液体不透過性のバックシート、及び前記トップシートと前記バックシートとの間に配置された吸収コアを含む、使い捨て吸収物品において、前記物品は、請求項15に記載の方法に従って製造した複合弾性材料をエレメントとして含む構成部材を含む、使い捨て吸収物品。
- 着用される使い捨て吸収物品であって、この物品の着用時に着用者の身体に面する流体透過性トップシート、前記物品の着用時に着用者の身体から遠ざかる方を向いた実質的に液体不透過性のバックシート、及び前記トップシートと前記バックシートとの間に配置された吸収コアを含む、使い捨て吸収物品において、前記物品は、請求項16に記載の方法に従って製造した複合弾性材料をエレメントとして含む構成部材を含む、使い捨て吸収物品。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/274,946 US6383431B1 (en) | 1997-04-04 | 1999-03-23 | Method of modifying a nonwoven fibrous web for use as component of a disposable absorbent article |
| US09/274,946 | 1999-03-23 | ||
| PCT/US2000/007583 WO2000056522A1 (en) | 1999-03-23 | 2000-03-22 | Method of modifying a nonwoven fibrous web for use as a component of a disposable absorbent article |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010011190A Division JP4927184B2 (ja) | 1999-03-23 | 2010-01-21 | 使い捨て吸収物品の構成部材として使用するための繊維質不織ウェブの改良方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2002540299A JP2002540299A (ja) | 2002-11-26 |
| JP2002540299A5 JP2002540299A5 (ja) | 2007-05-10 |
| JP4898003B2 true JP4898003B2 (ja) | 2012-03-14 |
Family
ID=23050248
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000606405A Expired - Fee Related JP4898003B2 (ja) | 1999-03-23 | 2000-03-22 | 使い捨て吸収物品の構成部材として使用するための繊維質不織ウェブの改良方法 |
| JP2010011190A Expired - Fee Related JP4927184B2 (ja) | 1999-03-23 | 2010-01-21 | 使い捨て吸収物品の構成部材として使用するための繊維質不織ウェブの改良方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010011190A Expired - Fee Related JP4927184B2 (ja) | 1999-03-23 | 2010-01-21 | 使い捨て吸収物品の構成部材として使用するための繊維質不織ウェブの改良方法 |
Country Status (11)
| Country | Link |
|---|---|
| US (2) | US6383431B1 (ja) |
| EP (1) | EP1163102B1 (ja) |
| JP (2) | JP4898003B2 (ja) |
| AR (1) | AR018703A1 (ja) |
| AT (1) | ATE294695T1 (ja) |
| AU (1) | AU3908900A (ja) |
| CA (1) | CA2362678A1 (ja) |
| DE (1) | DE60019909T2 (ja) |
| PE (1) | PE20001346A1 (ja) |
| TW (1) | TW464604B (ja) |
| WO (1) | WO2000056522A1 (ja) |
Families Citing this family (298)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8865289B2 (en) | 2011-07-25 | 2014-10-21 | The Glad Products Company | Incrementally stretched films with increased tear resistance and methods for making the same |
| JP2003506581A (ja) * | 1999-07-28 | 2003-02-18 | キンバリー クラーク ワールドワイド インコーポレイテッド | フェーシング材及びライナのための機械交差方向伸張性布状不織物 |
| JP3674671B2 (ja) * | 1999-08-03 | 2005-07-20 | ユニ・チャーム株式会社 | 使い捨てのパンツ型着用物品 |
| JP3748023B2 (ja) * | 1999-11-19 | 2006-02-22 | ユニ・チャーム株式会社 | 吸収性物品 |
| US6783487B2 (en) * | 2001-04-13 | 2004-08-31 | Kimberly-Clark Worldwide, Inc. | Pant-type personal care articles, and methods of making and using such personal care articles |
| US20030088223A1 (en) * | 2001-04-13 | 2003-05-08 | Kimberly-Clark Worldwide, Inc. | Passive bonds for personal care article |
| JP2003073967A (ja) * | 2001-08-31 | 2003-03-12 | Mitsui Chemicals Inc | 柔軟性不織布及びその製造方法 |
| ATE336979T1 (de) | 2001-11-05 | 2006-09-15 | Procter & Gamble | Verbundmaterial mit variabeler dehnbarkeit und sein herstellungsverfahren |
| DE10209302C1 (de) * | 2002-03-02 | 2003-08-07 | Nordenia Deutschland Gronau | Verfahren zur Herstellung einer elastischen Verbundfolie mit textiler Oberfläche |
| AU2003268195A1 (en) * | 2002-08-29 | 2004-03-19 | The Procter And Gamble Company | Low density, high loft nonwoven substrates |
| US7175727B2 (en) * | 2002-08-30 | 2007-02-13 | Kimberley-Clark Worldwide, Inc. | Shaped absorbent pads and associated method for making |
| WO2004044298A1 (en) * | 2002-11-13 | 2004-05-27 | The Procter & Gamble Company | Nonwoven wipe with resilient wet thickness |
| US7838099B2 (en) | 2002-12-20 | 2010-11-23 | The Procter & Gamble Company | Looped nonwoven web |
| US7682686B2 (en) * | 2002-12-20 | 2010-03-23 | The Procter & Gamble Company | Tufted fibrous web |
| US7732657B2 (en) * | 2002-12-20 | 2010-06-08 | The Procter & Gamble Company | Absorbent article with lotion-containing topsheet |
| US7320948B2 (en) * | 2002-12-20 | 2008-01-22 | Kimberly-Clark Worldwide, Inc. | Extensible laminate having improved stretch properties and method for making same |
| BR0317508B1 (pt) | 2002-12-20 | 2018-01-09 | Procter & Gamble | Absorbent article |
| ES2914150T3 (es) * | 2002-12-20 | 2022-06-07 | Procter & Gamble | Banda laminada afelpada |
| US7270861B2 (en) * | 2002-12-20 | 2007-09-18 | The Procter & Gamble Company | Laminated structurally elastic-like film web substrate |
| AR042493A1 (es) * | 2002-12-20 | 2005-06-22 | Procter & Gamble | Tela fibrosa, toallita limpiadora, articulo absorbente desechable y nucleo absorbente |
| US8877316B2 (en) * | 2002-12-20 | 2014-11-04 | The Procter & Gamble Company | Cloth-like personal care articles |
| US7938635B2 (en) * | 2002-12-20 | 2011-05-10 | The Procter & Gamble Company | Apparatus for producing a web substrate having indicia disposed thereon and elastic-like behavior imparted thereto |
| US7507459B2 (en) * | 2002-12-20 | 2009-03-24 | The Procter & Gamble Company | Compression resistant nonwovens |
| DE60331115D1 (de) * | 2003-02-12 | 2010-03-11 | Procter & Gamble | Saugfähiger Kern für einen saugfähigen Artikel |
| EP1447066B1 (en) | 2003-02-12 | 2008-10-01 | The Procter & Gamble Company | Comfortable diaper |
| JP4813358B2 (ja) * | 2003-08-07 | 2011-11-09 | ザ プロクター アンド ギャンブル カンパニー | 開口部を備えたフィルム |
| US8241543B2 (en) | 2003-08-07 | 2012-08-14 | The Procter & Gamble Company | Method and apparatus for making an apertured web |
| US7932196B2 (en) | 2003-08-22 | 2011-04-26 | Kimberly-Clark Worldwide, Inc. | Microporous stretch thinned film/nonwoven laminates and limited use or disposable product applications |
| CN1889905A (zh) * | 2003-12-08 | 2007-01-03 | 屈德加薄膜产品股份有限公司 | 能量差复合材料及其制造方法 |
| US7910195B2 (en) | 2003-12-16 | 2011-03-22 | The Procter & Gamble Company | Absorbent article with lotion-containing topsheet |
| US20050133151A1 (en) * | 2003-12-22 | 2005-06-23 | Maldonado Pacheco Jose E. | Extensible and stretch laminates and method of making same |
| US7198742B2 (en) * | 2003-12-30 | 2007-04-03 | Kimberly-Clark Worldwide, Inc. | Apparatus and method for deforming sheet material |
| US7985210B2 (en) | 2004-02-09 | 2011-07-26 | The Procter & Gamble Company | Absorbent article comprising a flap handle that aids in the application of said absorbent article |
| US20050241750A1 (en) * | 2004-04-30 | 2005-11-03 | Kimberly-Clark Worldwide, Inc. | Method and apparatus for making extensible and stretchable laminates |
| US20050245162A1 (en) * | 2004-04-30 | 2005-11-03 | Kimberly-Clark Worldwide, Inc. | Multi-capable elastic laminate process |
| US7717893B2 (en) | 2004-06-04 | 2010-05-18 | The Procter & Gamble Company | Absorbent articles comprising a slow recovery elastomer |
| US7905872B2 (en) * | 2004-06-04 | 2011-03-15 | The Procter & Gamble Company | Absorbent articles comprising a slow recovery stretch laminate |
| KR100848019B1 (ko) * | 2004-06-21 | 2008-07-23 | 더 프록터 앤드 갬블 캄파니 | 루프형 부직포 웨브 |
| US8377023B2 (en) * | 2004-06-30 | 2013-02-19 | Kimberly-Clark Worldwide, Inc. | Absorbent garments with tailored stretch properties in the lateral direction |
| US8066685B2 (en) * | 2004-06-30 | 2011-11-29 | Kimberly-Clark Worldwide, Inc. | Stretchable absorbent article having lateral and longitudinal stretch properties |
| JP4488817B2 (ja) * | 2004-07-16 | 2010-06-23 | 花王株式会社 | 複合伸縮部材及びその製造方法 |
| JP2008509295A (ja) * | 2004-08-03 | 2008-03-27 | アドバンスド・デザイン・コンセプト・ゲゼルシヤフト・ミツト・ベシユレンクテル・ハフツング | 延伸された弾性不織布 |
| US8039078B2 (en) | 2004-08-26 | 2011-10-18 | Intellectual Property Holdings, Llc | Energy-absorbing pads |
| US20060063454A1 (en) * | 2004-09-17 | 2006-03-23 | Chung Tze W P | Method of producing low cost elastic web |
| US7351297B2 (en) * | 2004-09-21 | 2008-04-01 | Tredegar Film Products Corp. | Composite elastic web |
| CA2486829A1 (en) * | 2004-11-04 | 2006-05-04 | Christopher John Nichols | Tile coating |
| US7651653B2 (en) | 2004-12-22 | 2010-01-26 | Kimberly-Clark Worldwide, Inc. | Machine and cross-machine direction elastic materials and methods of making same |
| US8419701B2 (en) | 2005-01-10 | 2013-04-16 | The Procter & Gamble Company | Absorbent articles with stretch zones comprising slow recovery elastic materials |
| US20060161130A1 (en) * | 2005-01-14 | 2006-07-20 | Kimberly-Clark Worldwide, Inc. | Disposable absorbent article visually appearing similar to cloth underwear |
| US20060173436A1 (en) * | 2005-01-14 | 2006-08-03 | Kimberly-Clark Worldwide, Inc. | Disposable absorbent article having a waist opening with a scalloped edge |
| US20060161129A1 (en) * | 2005-01-14 | 2006-07-20 | Kimberly-Clark Worldwide, Inc. | Disposable absorbent article having tactile properties similar to cloth underwear |
| WO2006081068A1 (en) | 2005-01-26 | 2006-08-03 | The Procter & Gamble Company | Disposable pull-on diaper having a low force, slow recovery elastic waist |
| AR053192A1 (es) | 2005-03-24 | 2007-04-25 | Clopay Plastic Prod Co | Metodos para producir laminados elastomericos multicapa y laminados |
| US20060264861A1 (en) | 2005-05-20 | 2006-11-23 | Lavon Gary D | Disposable absorbent article having breathable side flaps |
| US7829177B2 (en) * | 2005-06-08 | 2010-11-09 | The Procter & Gamble Company | Web materials having offset emboss patterns disposed thereon |
| US20060288547A1 (en) * | 2005-06-23 | 2006-12-28 | 3M Innovative Properties Company | Zoned stretching of a web |
| US20070026028A1 (en) * | 2005-07-26 | 2007-02-01 | Close Kenneth B | Appliance for delivering a composition |
| US20070040301A1 (en) * | 2005-08-19 | 2007-02-22 | 3M Innovative Properties Company | Zoned stretching of a web |
| US20070040000A1 (en) * | 2005-08-19 | 2007-02-22 | 3M Innovative Properties Company | Zoned stretching of a web |
| US8491556B2 (en) * | 2005-12-15 | 2013-07-23 | Kimberly-Clark Worldwide, Inc. | Absorbent garments with multipart liner having varied stretch properties |
| DE102005061294B4 (de) * | 2005-12-21 | 2010-05-12 | Infineon Technologies Austria Ag | NPT-Halbleiterbauelement in der Form eines MOSFETs oder IGBTs |
| EP1991729B2 (en) | 2006-02-21 | 2015-09-16 | Fitesa Nonwoven, Inc. | Extensible absorbent composites |
| US20070219521A1 (en) | 2006-03-17 | 2007-09-20 | The Procter & Gamble Company | Absorbent article comprising a synthetic polymer derived from a renewable resource and methods of producing said article |
| US8410005B2 (en) | 2006-03-30 | 2013-04-02 | The Procter & Gamble Company | Stacks of pre-moistened wipes with unique fluid retention characteristics |
| CA2648011A1 (en) * | 2006-03-31 | 2007-11-01 | The Procter & Gamble Company | Nonwoven fibrous structure comprising synthetic fibers and hydrophilizing agent |
| US7771648B2 (en) * | 2006-04-06 | 2010-08-10 | The Procter & Gamble Company | One-dimensional continuous molded element |
| US20070237924A1 (en) | 2006-04-10 | 2007-10-11 | Tredegar Film Products Corp. | Elastic laminates prepared by multiple stretching steps |
| US7833211B2 (en) | 2006-04-24 | 2010-11-16 | The Procter & Gamble Company | Stretch laminate, method of making, and absorbent article |
| US20070254145A1 (en) * | 2006-05-01 | 2007-11-01 | The Procter & Gamble Company | Molded elements |
| JP5048058B2 (ja) | 2006-06-07 | 2012-10-17 | ザ プロクター アンド ギャンブル カンパニー | 多機能封じ込め部材を有する吸収性物品 |
| US8235963B2 (en) | 2006-06-07 | 2012-08-07 | The Procter & Gamble Company | Disposable wearable absorbent articles with anchoring systems |
| US9072633B2 (en) | 2006-06-07 | 2015-07-07 | The Procter & Gamble Company | Biaxially stretchable outer cover for an absorbent article |
| US20070287983A1 (en) * | 2006-06-07 | 2007-12-13 | Richard Worthington Lodge | Absorbent article having an anchored core assembly |
| US8221774B2 (en) * | 2006-06-12 | 2012-07-17 | The Procter & Gamble Company | Lotioned wipe product to reduce adhesion of soils or exudates to the skin |
| EP2484334A1 (en) | 2006-06-12 | 2012-08-08 | The Procter & Gamble Company | A lotioned wipe product to reduce adhesion of soils or exudates to the skin |
| US9119779B2 (en) * | 2006-06-12 | 2015-09-01 | The Procter & Gamble Company | Lotioned wipe product comprising an anti-stick agent and a performance enhancing agent |
| US20080008853A1 (en) * | 2006-07-05 | 2008-01-10 | The Procter & Gamble Company | Web comprising a tuft |
| JP5367961B2 (ja) * | 2006-07-07 | 2013-12-11 | ユニ・チャーム株式会社 | 使い捨ておむつ、シート部材およびプリーツシートの製造方法 |
| EP2431169B1 (en) * | 2006-07-07 | 2017-01-11 | Unicharm Corporation | Sheet Member, High-Density Region-Containing Sheet Manufacturing Method and Disposable Diaper Using Sheet Member |
| US7803244B2 (en) | 2006-08-31 | 2010-09-28 | Kimberly-Clark Worldwide, Inc. | Nonwoven composite containing an apertured elastic film |
| US20080096452A1 (en) * | 2006-09-19 | 2008-04-24 | Tredegar Film Products Corporation | Breathable Laminate With A High Abrasion Resistance and Method of Manufacturing the Same |
| JP4268182B2 (ja) * | 2006-09-29 | 2009-05-27 | イビデン株式会社 | 排気ガス処理装置およびその製造方法 |
| US20080103461A1 (en) * | 2006-10-31 | 2008-05-01 | Johnson Kroy D | Appliance for delivering a composition, the appliance having an outer fibrous layer and inner liquid-impermeable layer |
| US20080102093A1 (en) * | 2006-10-31 | 2008-05-01 | Close Kenneth B | Appliance for delivering a composition, the appliance having an elastic layer and a shielding layer |
| US20080103460A1 (en) * | 2006-10-31 | 2008-05-01 | Close Kenneth B | Method for making an appliance for delivering a composition, the appliance having an elastic layer and a shielding layer |
| EP2077744A2 (en) * | 2006-11-02 | 2009-07-15 | The Procter and Gamble Company | Apparatus for dispensing wipes |
| WO2008053456A2 (en) * | 2006-11-02 | 2008-05-08 | The Procter & Gamble Company | Absorbent article with handles of slow recovery material |
| US20080116096A1 (en) * | 2006-11-17 | 2008-05-22 | Johnson Kroy D | Liquid-permeable appliance for delivering a composition |
| KR20090117788A (ko) | 2007-03-05 | 2009-11-12 | 더 프록터 앤드 갬블 캄파니 | 흡수용품, 흡수 코어 제조 방법, 흡수 코어 재료 및 생리대 |
| US8502013B2 (en) | 2007-03-05 | 2013-08-06 | The Procter And Gamble Company | Disposable absorbent article |
| US7935207B2 (en) | 2007-03-05 | 2011-05-03 | Procter And Gamble Company | Absorbent core for disposable absorbent article |
| US8021591B2 (en) | 2007-03-13 | 2011-09-20 | The Procter & Gamble Company | Method and apparatus for incrementally stretching a web |
| ES2375679T3 (es) * | 2007-03-19 | 2012-03-05 | The Procter & Gamble Company | Estructura fibrosa de material no tejido que comprende sitios comprimidos y elementos moldeados. |
| US7857801B2 (en) | 2007-03-23 | 2010-12-28 | The Procter & Gamble Company | Diaper having deployable chassis ears and stretch waistband |
| WO2008155722A2 (en) * | 2007-06-18 | 2008-12-24 | The Procter & Gamble Company | Disposable absorbent article with sealed absorbent core with substantially continuously distributed absorbent particulate polymer material |
| MX2009013909A (es) * | 2007-06-18 | 2010-01-28 | Procter & Gamble | Mejor ajuste del articulo absorbente desechable con material polimerico particulado absorbente distribuido de manera practicamente continua. |
| US8017827B2 (en) * | 2007-06-18 | 2011-09-13 | The Procter & Gamble Company | Disposable absorbent article with enhanced absorption properties |
| JP2010529879A (ja) * | 2007-06-18 | 2010-09-02 | ザ プロクター アンド ギャンブル カンパニー | 実質的に連続的に分布された吸収性の粒子状ポリマー材料を有する、改善された捕捉システムを備える使い捨て吸収性物品 |
| US20080312628A1 (en) * | 2007-06-18 | 2008-12-18 | Harald Hermann Hundorf | Disposable Absorbent Article With Sealed Absorbent Core With Absorbent Particulate Polymer Material |
| DE112008000010B4 (de) * | 2007-06-18 | 2013-08-22 | The Procter & Gamble Company | Einwegabsorptionsartikel mit im wesentlichen kontinuierlich verteilten, teilchenförmigem polymerem Absorptionsmaterial und Verfahren zu dessen Herstellung |
| US20080312622A1 (en) * | 2007-06-18 | 2008-12-18 | Harald Hermann Hundorf | Disposable Absorbent Article With Improved Acquisition System |
| CN101677891B (zh) * | 2007-06-18 | 2013-11-27 | 宝洁公司 | 具有大体上连续分配的吸收性颗粒状聚合物材料的三折的一次性吸收制品、包装的吸收制品和一组被包装的吸收制品 |
| GB2454304C (en) * | 2007-06-18 | 2017-06-21 | Procter & Gamble | Disposable absorbant article with enhanced absorbant properties with substantially continously distributed absorbant particlulate polymer material |
| US20080312620A1 (en) * | 2007-06-18 | 2008-12-18 | Gregory Ashton | Better Fitting Disposable Absorbent Article With Absorbent Particulate Polymer Material |
| US8790325B2 (en) | 2007-09-07 | 2014-07-29 | The Procter & Gamble Company | Disposable wearable absorbent articles with anchoring subsystems |
| US9060900B2 (en) | 2007-09-07 | 2015-06-23 | The Proctor & Gamble Company | Disposable wearable absorbent articles with anchoring subsystems |
| US8858523B2 (en) | 2007-09-07 | 2014-10-14 | The Procter & Gamble Company | Disposable wearable absorbent articles with anchoring subsystems |
| US8945079B2 (en) | 2007-09-07 | 2015-02-03 | The Procter & Gamble Company | Disposable wearable absorbent articles with anchoring subsystems |
| US8668679B2 (en) | 2007-09-07 | 2014-03-11 | The Procter & Gamble Company | Disposable wearable absorbent articles with anchoring subsystems |
| US8597268B2 (en) | 2007-09-07 | 2013-12-03 | The Procter & Gamble Company | Disposable wearable absorbent articles with anchoring subsystems |
| US20090069777A1 (en) * | 2007-09-07 | 2009-03-12 | Andrew James Sauer | Disposable wearable absorbent articles with anchoring subsystems |
| US9056031B2 (en) | 2007-09-07 | 2015-06-16 | The Procter & Gamble Company | Disposable wearable absorbent articles with anchoring subsystems |
| US9315929B2 (en) | 2007-09-28 | 2016-04-19 | The Procter & Gamble Company | Non-wovens with high interfacial pore size and method of making same |
| BRPI0819812A2 (pt) * | 2007-11-19 | 2015-05-26 | Procter & Gamble | Aparelho para ativar uma manta |
| US8323257B2 (en) | 2007-11-21 | 2012-12-04 | The Procter & Gamble Company | Absorbent articles comprising a slow recovery stretch laminate and method for making the same |
| EA021791B1 (ru) | 2008-01-24 | 2015-09-30 | Клоупэй Плэстик Продактс Компани, Инк. | Эластомерная пленка, многослойная эластомерная пленка, ламинат и способы их получения |
| JP5697338B2 (ja) * | 2008-02-19 | 2015-04-08 | ユニ・チャーム株式会社 | 吸収性物品 |
| US9044359B2 (en) | 2008-04-29 | 2015-06-02 | The Procter & Gamble Company | Disposable absorbent article with absorbent particulate polymer material distributed for improved isolation of body exudates |
| JP2011518648A (ja) | 2008-04-29 | 2011-06-30 | ザ プロクター アンド ギャンブル カンパニー | 耐歪み性のコアカバーを備える吸収性コアの作製プロセス |
| US20090326622A1 (en) * | 2008-06-26 | 2009-12-31 | Johnson Kroy D | Customizable therapeutic article for applying heat to the body |
| US9572728B2 (en) | 2008-07-02 | 2017-02-21 | The Procter & Gamble Company | Disposable absorbent article with varied distribution of absorbent particulate polymer material and method of making same |
| US20100009145A1 (en) * | 2008-07-14 | 2010-01-14 | Joerg Mueller | Lotion Gradient Ratio In Stack Of Wet Substrates |
| DE102008035956A1 (de) * | 2008-07-31 | 2010-02-04 | Nordenia Deutschland Gronau Gmbh | Verfahren zur Herstellung eines Kaschierverbundes für die Bildung hinterspritzter Kunststoffformteile |
| US9345628B2 (en) * | 2008-08-08 | 2016-05-24 | The Procter & Gamble Company | Absorbent article having a tufted topsheet |
| US8058501B2 (en) * | 2008-08-08 | 2011-11-15 | The Procter & Gamble Company | Regionalized topsheet |
| US7967801B2 (en) * | 2008-08-08 | 2011-06-28 | The Procter & Gamble Company | Regionalized topsheet |
| US7993317B2 (en) * | 2008-08-08 | 2011-08-09 | The Procter & Gamble Company | Zoned topsheet |
| US20100035014A1 (en) | 2008-08-08 | 2010-02-11 | John Lee Hammons | Zoned Topsheet |
| US8728049B2 (en) * | 2008-08-08 | 2014-05-20 | The Procter & Gamble Company | Absorbent article having a tufted topsheet |
| KR20100033209A (ko) * | 2008-09-19 | 2010-03-29 | 유한킴벌리 주식회사 | 물리적 또는 열적 변형 없이 천공된 부직포를 제조하는 방법 및 그 부직포를 구비하는 흡수제품 |
| WO2010053891A1 (en) * | 2008-11-04 | 2010-05-14 | The Procter & Gamble Company | Malodor control system |
| US8158043B2 (en) | 2009-02-06 | 2012-04-17 | The Procter & Gamble Company | Method for making an apertured web |
| US8333748B2 (en) * | 2009-03-05 | 2012-12-18 | The Procter & Gamble Company | Outer cover for a disposable absorbent article |
| US8153226B2 (en) | 2009-03-31 | 2012-04-10 | The Procter & Gamble Company | Capped tufted laminate web |
| JP5469901B2 (ja) * | 2009-04-03 | 2014-04-16 | ユニ・チャーム株式会社 | 加工装置、及び、シート部材を加工する方法 |
| JP5409092B2 (ja) * | 2009-04-13 | 2014-02-05 | ユニ・チャーム株式会社 | 延伸装置、及び、シートを延伸させる方法 |
| US8960086B2 (en) * | 2009-06-26 | 2015-02-24 | The Procter & Gamble Company | Systems and methods for varying the repeat pitch distance of a substrate for use with absorbent articles |
| US9522768B2 (en) | 2009-09-03 | 2016-12-20 | The Glad Products | Draw tape bag |
| US8794835B2 (en) | 2009-09-03 | 2014-08-05 | The Glad Products Company | Draw tape bag |
| EP2329803B1 (en) | 2009-12-02 | 2019-06-19 | The Procter & Gamble Company | Apparatus and method for transferring particulate material |
| JP5337688B2 (ja) * | 2009-12-28 | 2013-11-06 | ユニ・チャーム株式会社 | 使い捨ておむつの製造方法 |
| USD617503S1 (en) | 2010-01-27 | 2010-06-08 | Intellectual Property Holdings, Llc | Helmet pad structure |
| JP5566157B2 (ja) * | 2010-03-30 | 2014-08-06 | ユニ・チャーム株式会社 | 透湿性及び防水性を有するフィルム、並びにその製造方法 |
| GB2493292B (en) | 2010-03-31 | 2014-02-26 | Procter & Gamble | Fibrous structures |
| US8343411B2 (en) | 2010-04-23 | 2013-01-01 | The Procter & Gamble Company | Method of producing a web substrate having activated color regions in deformed regions |
| US8637430B2 (en) | 2010-04-23 | 2014-01-28 | The Procter & Gamble Company | Web substrate having activated color regions in topical additive regions |
| US8975210B2 (en) | 2010-04-23 | 2015-03-10 | The Procter & Gamble Co. | Web substrate having activated color regions in deformed regions |
| US8440587B2 (en) | 2010-04-23 | 2013-05-14 | The Procter & Gamble Company | Method of producing color change in a web substrate |
| ES2433088T5 (es) * | 2010-05-25 | 2018-11-20 | Borealis Ag | Género no tejido compuesto transpirable |
| US8726424B2 (en) | 2010-06-03 | 2014-05-20 | Intellectual Property Holdings, Llc | Energy management structure |
| US20110308370A1 (en) * | 2010-06-21 | 2011-12-22 | Matthew Todd Hupp | Apparatus for providing a web with unique perforations |
| US9259848B2 (en) * | 2010-06-21 | 2016-02-16 | The Procter & Gamble Company | Method for providing a web with unique lines of weakness |
| WO2012003364A1 (en) * | 2010-07-02 | 2012-01-05 | The Procter & Gamble Company | Wipes having a non-homogeneous structure |
| US9216538B2 (en) | 2011-07-25 | 2015-12-22 | The Glad Products Company | Incrementally stretched films with enhanced properties and methods for making the same |
| EP2611960A2 (en) | 2010-08-30 | 2013-07-10 | The Procter and Gamble Company | Opacifying lotion |
| US9067357B2 (en) * | 2010-09-10 | 2015-06-30 | The Procter & Gamble Company | Method for deforming a web |
| US9220638B2 (en) | 2010-09-10 | 2015-12-29 | The Procter & Gamble Company | Deformed web materials |
| US20120090112A1 (en) | 2010-10-14 | 2012-04-19 | Michael Edward Carrier | Wet wipes, articles of manufacture, and methods for making same |
| WO2012051225A2 (en) | 2010-10-14 | 2012-04-19 | The Procter & Gamble Company | Wet wipes and methods for making same |
| WO2012051231A2 (en) | 2010-10-14 | 2012-04-19 | The Procter & Gamble Company | Wet wipes and methods for making same |
| US8931493B2 (en) | 2010-11-01 | 2015-01-13 | R.J. Reynolds Tobacco Co. | Smokeless tobacco products |
| US9017305B2 (en) | 2010-11-12 | 2015-04-28 | The Procter Gamble Company | Elastomeric compositions that resist force loss and disintegration |
| USD843119S1 (en) * | 2016-09-09 | 2019-03-19 | The Glad Products Company | Film with pattern |
| US8758547B2 (en) | 2011-02-08 | 2014-06-24 | Kimberly-Clark Worldwide, Inc. | Method of manufacturing a body adhering absorbent article orientated in the cross-machine direction with reduced curl |
| US8764922B2 (en) | 2011-02-08 | 2014-07-01 | Kimberly-Clark Worldwide, Inc. | Method of manufacturing a body adhering absorbent article orientated in the machine direction with reduced curl |
| US8899003B2 (en) | 2011-03-22 | 2014-12-02 | The Procter & Gamble Company | Methods of providing stacks of wet wipes with improved wetness gradients |
| US8460597B2 (en) | 2011-03-22 | 2013-06-11 | The Procter & Gamble Company | Method of producing color change in a substrate |
| US9925731B2 (en) | 2011-04-26 | 2018-03-27 | The Procter & Gamble Company | Corrugated and apertured web |
| US8708687B2 (en) | 2011-04-26 | 2014-04-29 | The Procter & Gamble Company | Apparatus for making a micro-textured web |
| US20120273148A1 (en) * | 2011-04-26 | 2012-11-01 | Jill Marlene Orr | Methods of Making Absorbent Members Having Skewed Density Profile |
| US20120277706A1 (en) * | 2011-04-26 | 2012-11-01 | Luigi Marinelli | Methods of Making Absorbent Members Having Density Profile |
| US8657596B2 (en) | 2011-04-26 | 2014-02-25 | The Procter & Gamble Company | Method and apparatus for deforming a web |
| US9452089B2 (en) * | 2011-04-26 | 2016-09-27 | The Procter & Gamble Company | Methods of making absorbent members having density profile |
| US9724245B2 (en) | 2011-04-26 | 2017-08-08 | The Procter & Gamble Company | Formed web comprising chads |
| US9044353B2 (en) | 2011-04-26 | 2015-06-02 | The Procter & Gamble Company | Process for making a micro-textured web |
| US9242406B2 (en) | 2011-04-26 | 2016-01-26 | The Procter & Gamble Company | Apparatus and process for aperturing and stretching a web |
| US9534325B2 (en) * | 2011-04-26 | 2017-01-03 | The Procter & Gamble Company | Methods of making absorbent members having skewed density profile |
| US9204775B2 (en) | 2011-04-26 | 2015-12-08 | The Procter & Gamble Company | Scrubbing strip for a cleaning sheet, cleaning sheet used therewith, and method of making |
| CA3042501C (en) | 2011-06-10 | 2020-06-23 | The Procter & Gamble Company | An absorbent core for disposable diapers comprising longitudinal channels |
| EP3287110B1 (en) | 2011-06-10 | 2019-03-20 | The Procter and Gamble Company | Method of making absorbent structures for absorbent articles |
| ES2751141T3 (es) | 2011-06-10 | 2020-03-30 | Procter & Gamble | Estructura absorbente para artículos absorbentes |
| MX2013014596A (es) | 2011-06-10 | 2014-01-24 | Procter & Gamble | Centro de absorbente para articulos absorbentes desechables. |
| EP2532329B1 (en) | 2011-06-10 | 2018-09-19 | The Procter and Gamble Company | Method and apparatus for making absorbent structures with absorbent material |
| EP2532332B2 (en) | 2011-06-10 | 2017-10-04 | The Procter and Gamble Company | Disposable diaper having reduced attachment between absorbent core and backsheet |
| PL2532328T3 (pl) | 2011-06-10 | 2014-07-31 | Procter & Gamble | Sposób i urządzenie do wytworzenia struktur chłonnych z materiałem chłonnym |
| EP3124236A1 (en) | 2011-06-17 | 2017-02-01 | Fiberweb, Inc. | Vapor permeable, substantially water impermeable multilayer article |
| WO2012178027A2 (en) | 2011-06-23 | 2012-12-27 | Fiberweb, Inc. | Vapor-permeable, substantially water-impermeable multilayer article |
| PL2723568T3 (pl) | 2011-06-23 | 2018-01-31 | Fiberweb Llc | Przepuszczalny dla pary, zasadniczo nieprzepuszczalny dla wody wielowarstwowy wyrób |
| EP2723567A4 (en) | 2011-06-24 | 2014-12-24 | Fiberweb Inc | MULTILAYER ARTICLE PERMEABLE TO WATER VAPOR, BUT ESSENTIALLY WATERPROOF |
| US9516910B2 (en) | 2011-07-01 | 2016-12-13 | Intellectual Property Holdings, Llc | Helmet impact liner system |
| USD679058S1 (en) | 2011-07-01 | 2013-03-26 | Intellectual Property Holdings, Llc | Helmet liner |
| EP2565013B1 (de) * | 2011-09-02 | 2014-11-26 | Rkw Se | Verfahren zum Recken einer Folienbahn |
| USD683079S1 (en) | 2011-10-10 | 2013-05-21 | Intellectual Property Holdings, Llc | Helmet liner |
| US8756746B2 (en) | 2012-03-09 | 2014-06-24 | The Procter & Gamble | Cleaning article with elastically contracted sheet |
| US9320311B2 (en) | 2012-05-02 | 2016-04-26 | Intellectual Property Holdings, Llc | Helmet impact liner system |
| JP5992609B2 (ja) | 2012-05-15 | 2016-09-14 | ザ プロクター アンド ギャンブル カンパニー | 吸収性物品のための積層体の製造方法 |
| US8984970B2 (en) * | 2012-06-25 | 2015-03-24 | The Procter & Gamble Plaza | Method and apparatus for evaluating the efficacy of a cleaning product |
| EP2867010A1 (en) | 2012-06-29 | 2015-05-06 | The Procter & Gamble Company | Textured fibrous webs, apparatus and methods for forming textured fibrous webs |
| JP5685234B2 (ja) * | 2012-09-30 | 2015-03-18 | ユニ・チャーム株式会社 | 吸収性物品 |
| US9894953B2 (en) | 2012-10-04 | 2018-02-20 | Intellectual Property Holdings, Llc | Helmet retention system |
| GB2510665C (en) | 2012-11-13 | 2017-01-25 | Procter & Gamble | Absorbent articles with channels and signals |
| US10639215B2 (en) | 2012-12-10 | 2020-05-05 | The Procter & Gamble Company | Absorbent articles with channels and/or pockets |
| US8979815B2 (en) | 2012-12-10 | 2015-03-17 | The Procter & Gamble Company | Absorbent articles with channels |
| EP2740452B1 (en) | 2012-12-10 | 2021-11-10 | The Procter & Gamble Company | Absorbent article with high absorbent material content |
| PL2740449T3 (pl) | 2012-12-10 | 2019-07-31 | The Procter & Gamble Company | Artykuł chłonny o wysokiej zawartości materiału chłonnego |
| EP2740450A1 (en) | 2012-12-10 | 2014-06-11 | The Procter & Gamble Company | Absorbent core with high superabsorbent material content |
| US9216116B2 (en) | 2012-12-10 | 2015-12-22 | The Procter & Gamble Company | Absorbent articles with channels |
| US9216118B2 (en) | 2012-12-10 | 2015-12-22 | The Procter & Gamble Company | Absorbent articles with channels and/or pockets |
| US8940675B2 (en) | 2013-01-31 | 2015-01-27 | The Procter & Gamble Company | Cleansing composition and a wet wipe comprising the same |
| US20140289985A1 (en) | 2013-03-26 | 2014-10-02 | The Procter & Gamble Company | Replaceable cleaning pads |
| US9339165B2 (en) | 2013-03-26 | 2016-05-17 | The Procter & Gamble Company | Replaceable cleaning pads for cleaning device |
| EP3003501A2 (en) | 2013-05-31 | 2016-04-13 | The Procter & Gamble Company | Absorbent articles comprising a fragrance accord |
| EP3254656B1 (en) | 2013-06-14 | 2021-11-10 | The Procter & Gamble Company | Absorbent article and absorbent core forming channels when wet |
| WO2015009600A1 (en) | 2013-07-15 | 2015-01-22 | The Procter & Gamble Company | Cleansing composition having a preservative system and a wet wipe comprising the cleansing composition |
| CN105473113B (zh) | 2013-08-27 | 2019-03-08 | 宝洁公司 | 具有通道的吸收制品 |
| US9987176B2 (en) | 2013-08-27 | 2018-06-05 | The Procter & Gamble Company | Absorbent articles with channels |
| USD733972S1 (en) | 2013-09-12 | 2015-07-07 | Intellectual Property Holdings, Llc | Helmet |
| CN105555243A (zh) | 2013-09-16 | 2016-05-04 | 宝洁公司 | 带有通道和信号的吸收制品 |
| US11207220B2 (en) | 2013-09-16 | 2021-12-28 | The Procter & Gamble Company | Absorbent articles with channels and signals |
| EP3351225B1 (en) | 2013-09-19 | 2021-12-29 | The Procter & Gamble Company | Absorbent cores having material free areas |
| CA2925060A1 (en) | 2013-09-24 | 2015-04-02 | The Procter & Gamble Company | Wet wipes comprising a fibrous structure and a liquid composition |
| WO2015065902A1 (en) | 2013-10-28 | 2015-05-07 | Intellectual Property Holdings, Llc | Helmet retention system |
| CN105705122B (zh) | 2013-11-05 | 2019-07-19 | 宝洁公司 | 具有腰带的吸收制品 |
| US9913764B2 (en) | 2013-12-18 | 2018-03-13 | Kimberly-Clark Worldwide, Inc. | Post-bonded grooved elastic materials |
| PL2886092T3 (pl) | 2013-12-19 | 2017-03-31 | The Procter And Gamble Company | Wkłady chłonne z obszarami tworzącymi kanały i zgrzewami osłony c |
| US9789009B2 (en) | 2013-12-19 | 2017-10-17 | The Procter & Gamble Company | Absorbent articles having channel-forming areas and wetness indicator |
| WO2015112697A1 (en) | 2014-01-24 | 2015-07-30 | The Procter & Gamble Company | Skin care wipes comprising added natural antibacterial agents |
| EP2905001B1 (en) | 2014-02-11 | 2017-01-04 | The Procter and Gamble Company | Method and apparatus for making an absorbent structure comprising channels |
| EP3110610A2 (en) * | 2014-02-27 | 2017-01-04 | Ole-Bendt Rasmussen | Methods of manufacturing sequentially stretched polymer films, apparatus used for such methods, and products obtained thereby |
| US10280543B2 (en) * | 2014-04-08 | 2019-05-07 | The Procter & Gamble Company | Methods for making zoned apertured webs |
| US20170087029A1 (en) * | 2014-05-02 | 2017-03-30 | 3M Innovative Properties Company | Method of making breathable, elastic film laminates and articles derived therefrom |
| EP2949300B1 (en) | 2014-05-27 | 2017-08-02 | The Procter and Gamble Company | Absorbent core with absorbent material pattern |
| EP2949301B1 (en) | 2014-05-27 | 2018-04-18 | The Procter and Gamble Company | Absorbent core with curved and straight absorbent material areas |
| PL2949299T3 (pl) | 2014-05-27 | 2018-01-31 | Procter & Gamble | Wkład chłonny z układem rozmieszczenia materiału chłonnego |
| EP2949302B1 (en) | 2014-05-27 | 2018-04-18 | The Procter and Gamble Company | Absorbent core with curved channel-forming areas |
| US10765613B2 (en) | 2014-09-30 | 2020-09-08 | The Procter & Gamble Company | Stable lotion emulsion composition and wet wipe |
| USD793625S1 (en) | 2014-10-23 | 2017-08-01 | Intellectual Property Holdings, Llc | Helmet |
| EP3234247B1 (en) | 2014-12-19 | 2023-03-01 | Kimberly-Clark Worldwide, Inc. | Cd extensible nonwoven composite |
| JP5829326B1 (ja) * | 2014-12-26 | 2015-12-09 | ユニ・チャーム株式会社 | 吸収性物品用不織布 |
| US10507144B2 (en) | 2015-03-16 | 2019-12-17 | The Procter & Gamble Company | Absorbent articles with improved strength |
| JP2018508292A (ja) | 2015-03-16 | 2018-03-29 | ザ プロクター アンド ギャンブル カンパニー | 改善されたコアを有する吸収性物品 |
| WO2016163018A1 (ja) * | 2015-04-09 | 2016-10-13 | ユニ・チャーム株式会社 | 吸収性物品用シートの製造方法及び製造装置 |
| USD789697S1 (en) * | 2015-05-11 | 2017-06-20 | Poly-America, L.P. | Film with embossing pattern |
| EP3294248B1 (en) | 2015-05-12 | 2020-12-30 | The Procter and Gamble Company | Absorbent article with improved core-to-backsheet adhesive |
| JP6743057B2 (ja) | 2015-05-29 | 2020-08-19 | ザ プロクター アンド ギャンブル カンパニーThe Procter & Gamble Company | チャネル及び湿り度インジケータを有する吸収性物品 |
| US10092483B2 (en) | 2015-06-19 | 2018-10-09 | The Procter & Gamble Company | Array of absorbent articles including a fragrance accord and a lotion composition |
| EP3316836A1 (en) | 2015-06-30 | 2018-05-09 | The Procter and Gamble Company | Low-bulk, closely-fitting disposable absorbent pant for children |
| US20170000660A1 (en) | 2015-06-30 | 2017-01-05 | The Procter & Gamble Company | STRETCH LAMINATE WITH INCREMENTALLY STRETCHED OR SELFed LAYER, METHOD FOR MANUFACTURING, AND DISPOSABLE ABSORBENT ARTICLE INCLUDING THE SAME |
| CA3189969A1 (en) | 2015-07-10 | 2017-01-19 | Berry Global, Inc. | Microporous breathable film and method of making the microporous breathable film |
| US10858768B2 (en) | 2015-07-31 | 2020-12-08 | The Procter & Gamble Company | Shaped nonwoven |
| BR112018002057B8 (pt) | 2015-07-31 | 2022-07-12 | Procter & Gamble | Esteira de formação para uso na produção de um substrato não tecido |
| CA2992031C (en) | 2015-07-31 | 2021-02-16 | The Procter & Gamble Company | Package of absorbent articles utilizing a shaped nonwoven |
| EP3167859B1 (en) | 2015-11-16 | 2020-05-06 | The Procter and Gamble Company | Absorbent cores having material free areas |
| EP3390722B1 (en) | 2015-12-15 | 2020-07-15 | The Procter and Gamble Company | Fibrous structures comprising three or more regions |
| EP3390721B1 (en) | 2015-12-15 | 2021-03-10 | The Procter and Gamble Company | Pre-moistened fibrous structures exhibiting increased capacity |
| WO2017106412A1 (en) | 2015-12-15 | 2017-06-22 | The Procter & Gamble Company | Fibrous structures comprising regions having different solid additive levels |
| WO2017106422A1 (en) | 2015-12-15 | 2017-06-22 | The Procter & Gamble Company | Compressible pre-moistened fibrous structures |
| EP3390719B1 (en) | 2015-12-15 | 2021-03-03 | The Procter and Gamble Company | Fibrous structures comprising regions having different micro-ct intensive property values and associated transition slopes |
| US20170164808A1 (en) | 2015-12-15 | 2017-06-15 | The Procter & Gamble Company | Pre-Moistened Fibrous Structures Exhibiting Increased Mileage |
| US20170164809A1 (en) | 2015-12-15 | 2017-06-15 | The Procter & Gamble Company | Pre-Moistened Fibrous Structures |
| US10137674B2 (en) | 2016-04-18 | 2018-11-27 | The Procter & Gamble Company | Elastomeric laminate with activation thickness |
| EP3238676B1 (en) | 2016-04-29 | 2019-01-02 | The Procter and Gamble Company | Absorbent core with profiled distribution of absorbent material |
| EP3238678B1 (en) | 2016-04-29 | 2019-02-27 | The Procter and Gamble Company | Absorbent core with transversal folding lines |
| EP3239378B1 (de) | 2016-04-29 | 2019-02-13 | Reifenhäuser GmbH & Co. KG Maschinenfabrik | Vorrichtung und verfahren zur herstellung von vliesen aus endlosfilamenten |
| WO2018013152A1 (en) | 2016-07-11 | 2018-01-18 | The Procter & Gamble Company | Fibrous structures comprising metathesized unsaturated polyol esters |
| FR3053921B1 (fr) | 2016-07-15 | 2021-06-25 | Aplix Sa | Ensemble lamine et procede de fabrication |
| US10265249B2 (en) | 2016-09-29 | 2019-04-23 | The Procter & Gamble Company | Fibrous structures comprising glyceride copolymers |
| US10888471B2 (en) | 2016-12-15 | 2021-01-12 | The Procter & Gamble Company | Shaped nonwoven |
| WO2018118414A1 (en) | 2016-12-20 | 2018-06-28 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands provided with a spin finish |
| WO2018144296A1 (en) | 2017-01-31 | 2018-08-09 | The Procter & Gamble Company | Shaped nonwoven |
| BR112019015906A2 (pt) | 2017-01-31 | 2020-03-24 | The Procter & Gamble Company | Não tecido formatado |
| GB2571896B (en) | 2017-01-31 | 2023-02-01 | Procter & Gamble | Shaped nonwoven fabrics and articles including the same |
| WO2018169865A1 (en) | 2017-03-13 | 2018-09-20 | Tredegar Film Products Corporation | Activated composite web for absorptive devices |
| WO2019005910A1 (en) | 2017-06-30 | 2019-01-03 | The Procter & Gamble Company | METHOD FOR MANUFACTURING NON-WOVEN FABRIC |
| EP3644930A1 (en) | 2017-06-30 | 2020-05-06 | The Procter and Gamble Company | Shaped nonwoven |
| US11560658B2 (en) | 2017-08-16 | 2023-01-24 | Kimberly-Clark Worldwide, Inc. | Method of making a nonwoven web |
| US11925537B2 (en) | 2017-09-01 | 2024-03-12 | The Procter & Gamble Company | Beamed elastomeric laminate structure, fit, and texture |
| EP3675785B1 (en) | 2017-09-01 | 2021-11-10 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates |
| US11147718B2 (en) | 2017-09-01 | 2021-10-19 | The Procter & Gamble Company | Beamed elastomeric laminate structure, fit, and texture |
| USD833760S1 (en) * | 2017-09-11 | 2018-11-20 | The Glad Products Company | Plastic film with surface pattern |
| USD825939S1 (en) * | 2017-09-11 | 2018-08-21 | The Glad Products Company | Plastic film with surface pattern |
| US11547613B2 (en) | 2017-12-05 | 2023-01-10 | The Procter & Gamble Company | Stretch laminate with beamed elastics and formed nonwoven layer |
| US10765565B2 (en) | 2018-01-25 | 2020-09-08 | The Procter & Gamble Company | Method for manufacturing topsheets for absorbent articles |
| US11097881B2 (en) | 2018-02-09 | 2021-08-24 | The Procter & Gamble Company | Array of wet wipe packages |
| US11090242B2 (en) | 2018-02-09 | 2021-08-17 | The Procter & Gamble Company | Wet wipes comprising a lotion |
| US11039989B2 (en) | 2018-02-09 | 2021-06-22 | The Procter & Gamble Company | Array of wet wipe packages |
| US11039988B2 (en) | 2018-02-09 | 2021-06-22 | The Procter & Gamble Company | Wet wipe comprising a lotion |
| CA3100920A1 (en) | 2018-06-12 | 2019-12-19 | The Procter & Gamble Company | Absorbent articles having shaped, soft and textured nonwoven fabrics |
| CN112533567A (zh) | 2018-08-22 | 2021-03-19 | 宝洁公司 | 一次性吸收制品 |
| EP3856109A1 (en) | 2018-09-27 | 2021-08-04 | The Procter & Gamble Company | Garment-like absorbent articles |
| SE543560C2 (en) * | 2019-02-19 | 2021-03-30 | Swedish Match North Europe Ab | A packaging material and an oral pouched snuff product |
| CN113473955B (zh) | 2019-03-18 | 2023-03-28 | 宝洁公司 | 表现出高视觉分辨率的成型非织造布 |
| US11819393B2 (en) | 2019-06-19 | 2023-11-21 | The Procter & Gamble Company | Absorbent article with function-formed topsheet, and method for manufacturing |
| JP7257948B2 (ja) * | 2019-12-27 | 2023-04-14 | ユニ・チャーム株式会社 | 積層不織布 |
| US20220370303A1 (en) | 2021-05-14 | 2022-11-24 | The Procter & Gamble Company | Wet wipes with a cellulosic substrate and gentle lotion |
| US20220370302A1 (en) | 2021-05-14 | 2022-11-24 | The Procter & Gamble Company | Wet wipes with a cellulosic substrate and gentle lotion |
| WO2023164588A2 (en) * | 2022-02-28 | 2023-08-31 | Curt G. Joa, Inc. | Method and apparatus for forming an absorbent core with a pleated outer wrap |
| WO2023205193A1 (en) | 2022-04-22 | 2023-10-26 | The Procter & Gamble Company | Body-conformable absorbent article |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5236166A (en) * | 1975-09-17 | 1977-03-19 | Biax Fiberfilm Corp | Method of stretching thermoplastic substance |
| JP2000500712A (ja) * | 1996-05-28 | 2000-01-25 | ザ、プロクター、エンド、ギャンブル、カンパニー | 流体分配材料を作るための方法 |
| JP2000512934A (ja) * | 1997-05-09 | 2000-10-03 | ザ、プロクター、エンド、ギャンブル、カンパニー | 通気性フィルムを成形するための方法 |
| JP3362853B2 (ja) * | 1993-08-03 | 2003-01-07 | ザ、プロクター、エンド、ギャンブル、カンパニー | 弾性体様の挙動を示すウェブ材料 |
Family Cites Families (64)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3156342A (en) | 1962-03-02 | 1964-11-10 | Brewer Clifford Edmund | Rivet feed machines |
| US3156242A (en) | 1962-03-29 | 1964-11-10 | Johnson & Johnson | Flexible absorbent sheet |
| US3989867A (en) | 1973-02-16 | 1976-11-02 | The Procter & Gamble Company | Absorptive devices having porous backsheet |
| US3881489A (en) | 1973-08-20 | 1975-05-06 | Procter & Gamble | Breathable, liquid inpervious backsheet for absorptive devices |
| US4153751A (en) | 1975-03-31 | 1979-05-08 | Biax-Fiberfilm Corporation | Process for stretching an impregnated film of material and the microporous product produced thereby |
| US4116892A (en) | 1975-03-31 | 1978-09-26 | Biax-Fiberfilm Corporation | Process for stretching incremental portions of an orientable thermoplastic substrate and product thereof |
| US4153664A (en) * | 1976-07-30 | 1979-05-08 | Sabee Reinhardt N | Process for pattern drawing of webs |
| US4374690A (en) * | 1980-12-31 | 1983-02-22 | Mobil Oil Corporation | Multidirectionally oriented films |
| US4539256A (en) | 1982-09-09 | 1985-09-03 | Minnesota Mining And Manufacturing Co. | Microporous sheet material, method of making and articles made therewith |
| US4578068A (en) * | 1983-12-20 | 1986-03-25 | The Procter & Gamble Company | Absorbent laminate structure |
| US4657802A (en) | 1985-07-30 | 1987-04-14 | Kimberly-Clark Corporation | Composite nonwoven elastic web |
| US4789699A (en) | 1986-10-15 | 1988-12-06 | Kimberly-Clark Corporation | Ambient temperature bondable elastomeric nonwoven web |
| JPS63104924A (ja) * | 1986-10-20 | 1988-05-10 | Kanebo Ltd | 膣坐剤 |
| US4725481A (en) | 1986-10-31 | 1988-02-16 | E. I. Du Pont De Nemours And Company | Vapor-permeable, waterproof bicomponent structure |
| US4833172A (en) | 1987-04-24 | 1989-05-23 | Ppg Industries, Inc. | Stretched microporous material |
| US4834741A (en) | 1987-04-27 | 1989-05-30 | Tuff Spun Products, Inc. | Diaper with waist band elastic |
| US4965122A (en) | 1988-09-23 | 1990-10-23 | Kimberly-Clark Corporation | Reversibly necked material |
| US5226992A (en) | 1988-09-23 | 1993-07-13 | Kimberly-Clark Corporation | Process for forming a composite elastic necked-bonded material |
| US4981747A (en) | 1988-09-23 | 1991-01-01 | Kimberly-Clark Corporation | Composite elastic material including a reversibly necked material |
| US5514470A (en) | 1988-09-23 | 1996-05-07 | Kimberly-Clark Corporation | Composite elastic necked-bonded material |
| US5114781A (en) | 1989-12-15 | 1992-05-19 | Kimberly-Clark Corporation | Multi-direction stretch composite elastic material including a reversibly necked material |
| US5116662A (en) | 1989-12-15 | 1992-05-26 | Kimberly-Clark Corporation | Multi-direction stretch composite elastic material |
| US5681645A (en) | 1990-03-30 | 1997-10-28 | Kimberly-Clark Corporation | Flat elastomeric nonwoven laminates |
| US5143679A (en) | 1991-02-28 | 1992-09-01 | The Procter & Gamble Company | Method for sequentially stretching zero strain stretch laminate web to impart elasticity thereto without rupturing the web |
| US5156793A (en) | 1991-02-28 | 1992-10-20 | The Procter & Gamble Company | Method for incrementally stretching zero strain stretch laminate web in a non-uniform manner to impart a varying degree of elasticity thereto |
| US5151092A (en) | 1991-06-13 | 1992-09-29 | The Procter & Gamble Company | Absorbent article with dynamic elastic waist feature having a predisposed resilient flexural hinge |
| US5167897A (en) | 1991-02-28 | 1992-12-01 | The Procter & Gamble Company | Method for incrementally stretching a zero strain stretch laminate web to impart elasticity thereto |
| US5382461B1 (en) | 1993-03-12 | 1998-11-03 | Clopay Plastic Prod Co | Extrusion laminate of incrementally stretched nonwoven fibrous web and thermoplastic film and method |
| US5509142A (en) | 1993-06-30 | 1996-04-23 | Kimberly-Clark Corporation | Raised arm coveralls |
| US5422172A (en) | 1993-08-11 | 1995-06-06 | Clopay Plastic Products Company, Inc. | Elastic laminated sheet of an incrementally stretched nonwoven fibrous web and elastomeric film and method |
| CA2116081C (en) | 1993-12-17 | 2005-07-26 | Ann Louise Mccormack | Breathable, cloth-like film/nonwoven composite |
| US5688157A (en) | 1994-04-05 | 1997-11-18 | Kimberly-Clark Worldwide, Inc. | Nonwoven fabric laminate with enhanced barrier properties |
| US5442172A (en) * | 1994-05-27 | 1995-08-15 | International Business Machines Corporation | Wavefront reconstruction optics for use in a disk drive position measurement system |
| ZA9510307B (en) | 1994-12-20 | 1996-06-11 | Kimberly Clark Co | Mechanically compatibilized film/non-woven laminates |
| US5569234A (en) | 1995-04-03 | 1996-10-29 | The Procter & Gamble Company | Disposable pull-on pant |
| US5814390A (en) | 1995-06-30 | 1998-09-29 | Kimberly-Clark Worldwide, Inc. | Creased nonwoven web with stretch and recovery |
| US5571096A (en) | 1995-09-19 | 1996-11-05 | The Procter & Gamble Company | Absorbent article having breathable side panels |
| US5865926A (en) | 1996-02-15 | 1999-02-02 | Clopay Plastic Products Company, Inc. | Method of making a cloth-like microporous laminate of a nonwoven fibrous web and thermoplastic film having air and moisture vapor permeabilities with liquid-barrier properties |
| US5695849A (en) | 1996-02-20 | 1997-12-09 | Kimberly-Clark Worldwide Inc. | Elastic, breathable, barrier fabric |
| US5865823A (en) | 1996-11-06 | 1999-02-02 | The Procter & Gamble Company | Absorbent article having a breathable, fluid impervious backsheet |
| US5843056A (en) | 1996-06-21 | 1998-12-01 | Kimberly-Clark Worldwide, Inc. | Absorbent article having a composite breathable backsheet |
| US5843057A (en) | 1996-07-15 | 1998-12-01 | Kimberly-Clark Worldwide, Inc. | Film-nonwoven laminate containing an adhesively-reinforced stretch-thinned film |
| JP3054930B2 (ja) * | 1996-07-17 | 2000-06-19 | 花王株式会社 | 積層シートおよびその製造方法 |
| US5846365A (en) * | 1996-09-20 | 1998-12-08 | The Procter & Gamble Company | Method of making disposable absorbent article with integral landing zone |
| US5853881A (en) | 1996-10-11 | 1998-12-29 | Kimberly-Clark Worldwide, Inc. | Elastic laminates with improved hysteresis |
| US5910224A (en) | 1996-10-11 | 1999-06-08 | Kimberly-Clark Worldwide, Inc. | Method for forming an elastic necked-bonded material |
| US5789065A (en) | 1996-10-11 | 1998-08-04 | Kimberly-Clark Worldwide, Inc. | Laminated fabric having cross-directional elasticity and method for producing same |
| AU7872098A (en) | 1996-12-20 | 1998-07-17 | Kimberly-Clark Worldwide, Inc. | Lamination of breathable film using a rubber-covered anvil roll |
| BR9714180A (pt) | 1996-12-27 | 2000-02-29 | Kimberly Clark Co | Laminado respirável não tecido/pelìcula elastomérica microporosa e método para fabricação do mesmo |
| WO1998029479A1 (en) | 1996-12-27 | 1998-07-09 | Kimberly-Clark Worldwide, Inc. | Elastomeric film including metallocene catalyzed polyethylene elastomer and method for making the same |
| US6037281A (en) | 1996-12-27 | 2000-03-14 | Kimberly-Clark Worldwide, Inc. | Cloth-like, liquid-impervious, breathable composite barrier fabric |
| AU5529298A (en) | 1996-12-27 | 1998-07-31 | Kimberly-Clark Worldwide, Inc. | Breathable laminate of nonwoven and elastomeric film including metallocene catalyzed polyethylene elastomer and method for making the same |
| US5910136A (en) | 1996-12-30 | 1999-06-08 | Kimberly-Clark Worldwide, Inc. | Oriented polymeric microporous films with flexible polyolefins |
| US5843066A (en) | 1997-03-06 | 1998-12-01 | The Procter & Gamble Company | Absorbent article having a breathable backsheet |
| US5914084A (en) | 1997-04-04 | 1999-06-22 | The Procter & Gamble Company | Method of making a stabilized extensible nonwoven web |
| JPH1136168A (ja) * | 1997-05-15 | 1999-02-09 | Polymer Processing Res Inst | 衛生材料およびメディカル用不織布 |
| US5883028A (en) | 1997-05-30 | 1999-03-16 | Kimberly-Clark Worldwide, Inc. | Breathable elastic film/nonwoven laminate |
| EP0887061A1 (en) * | 1997-06-28 | 1998-12-30 | The Procter & Gamble Company | Faecal collector |
| US6420625B1 (en) | 1997-09-12 | 2002-07-16 | Kimberly-Clark Worldwide, Inc. | Breathable, liquid-impermeable, apertured film/nonwoven laminate and process for making same |
| US6096668A (en) | 1997-09-15 | 2000-08-01 | Kimberly-Clark Worldwide, Inc. | Elastic film laminates |
| US6909028B1 (en) | 1997-09-15 | 2005-06-21 | Kimberly-Clark Worldwide, Inc. | Stable breathable elastic garments |
| US5932497A (en) | 1997-09-15 | 1999-08-03 | Kimberly-Clark Worldwide, Inc. | Breathable elastic film and laminate |
| US5800758A (en) | 1997-09-16 | 1998-09-01 | Kimberly-Clark Worldwide, Inc. | Process for making microporous films with improved properties |
| US5910225A (en) | 1997-10-16 | 1999-06-08 | Chicopee, Inc. | Film and nonwoven laminate and method |
-
1999
- 1999-03-23 US US09/274,946 patent/US6383431B1/en not_active Expired - Lifetime
-
2000
- 2000-03-22 EP EP00918243A patent/EP1163102B1/en not_active Expired - Lifetime
- 2000-03-22 AT AT00918243T patent/ATE294695T1/de not_active IP Right Cessation
- 2000-03-22 CA CA002362678A patent/CA2362678A1/en not_active Abandoned
- 2000-03-22 WO PCT/US2000/007583 patent/WO2000056522A1/en active IP Right Grant
- 2000-03-22 DE DE60019909T patent/DE60019909T2/de not_active Expired - Lifetime
- 2000-03-22 AU AU39089/00A patent/AU3908900A/en not_active Abandoned
- 2000-03-22 JP JP2000606405A patent/JP4898003B2/ja not_active Expired - Fee Related
- 2000-03-23 PE PE2000000250A patent/PE20001346A1/es not_active Application Discontinuation
- 2000-03-23 AR ARP000101303A patent/AR018703A1/es not_active Application Discontinuation
- 2000-04-11 TW TW089105333A patent/TW464604B/zh active
-
2002
- 2002-02-07 US US10/071,001 patent/US20020105110A1/en not_active Abandoned
-
2010
- 2010-01-21 JP JP2010011190A patent/JP4927184B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5236166A (en) * | 1975-09-17 | 1977-03-19 | Biax Fiberfilm Corp | Method of stretching thermoplastic substance |
| JP3362853B2 (ja) * | 1993-08-03 | 2003-01-07 | ザ、プロクター、エンド、ギャンブル、カンパニー | 弾性体様の挙動を示すウェブ材料 |
| JP2000500712A (ja) * | 1996-05-28 | 2000-01-25 | ザ、プロクター、エンド、ギャンブル、カンパニー | 流体分配材料を作るための方法 |
| JP2000512934A (ja) * | 1997-05-09 | 2000-10-03 | ザ、プロクター、エンド、ギャンブル、カンパニー | 通気性フィルムを成形するための方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1163102B1 (en) | 2005-05-04 |
| JP2010119861A (ja) | 2010-06-03 |
| CA2362678A1 (en) | 2000-09-28 |
| AR018703A1 (es) | 2001-11-28 |
| PE20001346A1 (es) | 2001-02-03 |
| JP2002540299A (ja) | 2002-11-26 |
| ATE294695T1 (de) | 2005-05-15 |
| US6383431B1 (en) | 2002-05-07 |
| DE60019909T2 (de) | 2006-02-16 |
| DE60019909D1 (de) | 2005-06-09 |
| WO2000056522A1 (en) | 2000-09-28 |
| JP4927184B2 (ja) | 2012-05-09 |
| US20020105110A1 (en) | 2002-08-08 |
| AU3908900A (en) | 2000-10-09 |
| EP1163102A1 (en) | 2001-12-19 |
| TW464604B (en) | 2001-11-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4898003B2 (ja) | 使い捨て吸収物品の構成部材として使用するための繊維質不織ウェブの改良方法 | |
| JP4804688B2 (ja) | 通気性且つ液体不浸透性ウェブ及びその製造方法 | |
| US20190374409A1 (en) | Absorbent Articles Having Zones | |
| KR20000075948A (ko) | 통기성 배면 시이트를 갖는 흡수제품 | |
| JP2004521775A (ja) | 二軸方向に引き伸ばし可能な材料 | |
| US10485711B2 (en) | Strand-based laminates in absorbent articles | |
| US20030227106A1 (en) | Nonwoven absorbent fabric | |
| MXPA01012374A (es) | Articulos absorbentes que utilizan una hoja respirable compuesta. | |
| MXPA01009510A (en) | Method of modifying a nonwoven fibrous web for use as a component of a disposable absorbent article | |
| MXPA01001082A (en) | Disposable absorbent article having fecal management member | |
| MXPA98010811A (en) | Method for forming a compass elastic material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070222 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070313 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070313 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090630 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090721 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20091021 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20091028 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20091124 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20091201 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20091221 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100104 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101126 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20110228 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20110307 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110328 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111129 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111226 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4898003 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150106 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |