JP4860003B2 - 竪型シャフト炉、及び該竪型シャフト炉を備えたフェロコークス製造設備、該フェロコークス製造設備を用いたフェロコークスの製造方法 - Google Patents
竪型シャフト炉、及び該竪型シャフト炉を備えたフェロコークス製造設備、該フェロコークス製造設備を用いたフェロコークスの製造方法 Download PDFInfo
- Publication number
- JP4860003B2 JP4860003B2 JP2011041068A JP2011041068A JP4860003B2 JP 4860003 B2 JP4860003 B2 JP 4860003B2 JP 2011041068 A JP2011041068 A JP 2011041068A JP 2011041068 A JP2011041068 A JP 2011041068A JP 4860003 B2 JP4860003 B2 JP 4860003B2
- Authority
- JP
- Japan
- Prior art keywords
- gas
- furnace
- temperature
- ferro
- tuyere
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10B—DESTRUCTIVE DISTILLATION OF CARBONACEOUS MATERIALS FOR PRODUCTION OF GAS, COKE, TAR, OR SIMILAR MATERIALS
- C10B49/00—Destructive distillation of solid carbonaceous materials by direct heating with heat-carrying agents including the partial combustion of the solid material to be treated
- C10B49/02—Destructive distillation of solid carbonaceous materials by direct heating with heat-carrying agents including the partial combustion of the solid material to be treated with hot gases or vapours, e.g. hot gases obtained by partial combustion of the charge
- C10B49/04—Destructive distillation of solid carbonaceous materials by direct heating with heat-carrying agents including the partial combustion of the solid material to be treated with hot gases or vapours, e.g. hot gases obtained by partial combustion of the charge while moving the solid material to be treated
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10B—DESTRUCTIVE DISTILLATION OF CARBONACEOUS MATERIALS FOR PRODUCTION OF GAS, COKE, TAR, OR SIMILAR MATERIALS
- C10B3/00—Coke ovens with vertical chambers
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10B—DESTRUCTIVE DISTILLATION OF CARBONACEOUS MATERIALS FOR PRODUCTION OF GAS, COKE, TAR, OR SIMILAR MATERIALS
- C10B53/00—Destructive distillation, specially adapted for particular solid raw materials or solid raw materials in special form
- C10B53/08—Destructive distillation, specially adapted for particular solid raw materials or solid raw materials in special form in the form of briquettes, lumps and the like
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10B—DESTRUCTIVE DISTILLATION OF CARBONACEOUS MATERIALS FOR PRODUCTION OF GAS, COKE, TAR, OR SIMILAR MATERIALS
- C10B57/00—Other carbonising or coking processes; Features of destructive distillation processes in general
- C10B57/04—Other carbonising or coking processes; Features of destructive distillation processes in general using charges of special composition
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10B—DESTRUCTIVE DISTILLATION OF CARBONACEOUS MATERIALS FOR PRODUCTION OF GAS, COKE, TAR, OR SIMILAR MATERIALS
- C10B57/00—Other carbonising or coking processes; Features of destructive distillation processes in general
- C10B57/04—Other carbonising or coking processes; Features of destructive distillation processes in general using charges of special composition
- C10B57/06—Other carbonising or coking processes; Features of destructive distillation processes in general using charges of special composition containing additives
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21B—MANUFACTURE OF IRON OR STEEL
- C21B11/00—Making pig-iron other than in blast furnaces
- C21B11/02—Making pig-iron other than in blast furnaces in low shaft furnaces or shaft furnaces
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21B—MANUFACTURE OF IRON OR STEEL
- C21B15/00—Other processes for the manufacture of iron from iron compounds
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B1/00—Shaft or like vertical or substantially vertical furnaces
- F27B1/10—Details, accessories, or equipment peculiar to furnaces of these types
- F27B1/16—Arrangements of tuyeres
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/10—Reduction of greenhouse gas [GHG] emissions
- Y02P10/134—Reduction of greenhouse gas [GHG] emissions by avoiding CO2, e.g. using hydrogen
Description
石炭、鉄鉱石等の鉄源原料を原料に、通常の室炉式コークス炉で乾留してフェロコークスを製造する技術としては、1)石炭と粉鉄鉱石の混合物を室炉式コークス炉に装入する方法、2)石炭と鉄鉱石を冷間、すなわち室温で成型し、その成型物を室炉式コークス炉に装入する方法などが検討されてきた(非特許文献1など)。
資源埋蔵量が豊富で安価な非微粘結炭を多量に使用しても、通常の室炉式コークス炉と同等の強度を有するコークスが製造可能なことが確認されているが、使用する石炭の粘結性が高い場合には、シャフト炉内で成型炭が軟化融着し、シャフト炉操業が困難になると共に変形や割れ等のコークス品質低下を招く。
塊成炭101は低温乾留室102、高温乾留室103及び冷却室104から構成されている竪型シャフト炉105の炉頂から炉内に装入され、炉内を降下する過程で羽口106、107から導入される加熱用熱媒体ガスにより乾留され、更に冷却ガス導入口108から導入され、排出口109から排出される冷却用ガスにより冷却されて成型コークス110として乾留炉下部から排出される。
循環ガスの残りは、図示しないブロワー、加熱装置117で、その圧力・流量・温度を調節されエジェクター118へその駆動ガスとして導かれる。エジェクター118は排出口109から冷却ゾーン出口ガスを吸引し、駆動ガスと混合の上必要圧力に昇圧し、低温乾留用熱媒体ガスとして羽口106から乾留炉内へ導入する。
しかし、上述のように、特許文献2に開示されたような竪型シャフト炉は、珪石煉瓦ではなくシャモット煉瓦にて構成されていることから、フェロコークス製造に用いた場合でも珪石煉瓦を用いている室炉式コークス炉のような問題が発生しないと考えられる。
そこで、フェロコークスを製造するに際して、乾留工程をシャモット煉瓦で構成される、例えば特許文献2に開示された竪型シャフト炉を用いることが考えられる。
しかしながら、特許文献2に開示された竪型シャフト炉には以下に示すような種々の課題が残されている。
また、排出口109から排出される冷却ガスと、排出口109の上部に位置する羽口107から高温乾留室103へ供給される高温乾留用熱媒体ガスとのガスバランス、流量制御などの操業条件が複雑となる。
また、排出口109から抜き出すガスは、乾留終了後の高温コークスとの熱交換によって昇温された高温のガスであるが、特許文献2のものでは、この高温ガスを低温乾留室102に羽口106から導入することにより再利用しているため、その過程において熱ロスが発生する可能性がある。今後の製鉄プロセスにおいて省エネルギー化は不可避であり、フェロコークスの製造に必要なエネルギーを極力低位とする設計思想が必要となることからも、熱ロスが発生するのは得策でない。
また、フェロコークスの場合は鉄含有物質の還元を行う必要があり、従来の成型コークス製造方法をそのまま用いることができず、各羽口のガス量の分配等の操業諸元を再考する必要もある。
また、竪型シャフト炉を用いて冶金用のフェロコークスの乾留炉として用いる際に、設備や操業の簡素化、使用エネルギーの削減が可能となるフェロコークスの製造設備及びこの設備を用いたフェロコークスの製造方法を提供することを目的としている。
本発明者等は、炭素含有物質、鉄含有物質およびバインダーを含む原料を成型物に成型し、該成型物を乾留してフェロコークスを製造する際には、室炉式コークス炉ではなく冷却機能も兼備した竪型シャフト炉を用いることが望ましいと考えた。なお、以下においては、炭素含有物質として炭材である石炭を、鉄含有物質として鉄鉱石(鉱石)を用いて説明する。
そこで、乾留・還元に関する基礎特性の調査、それに基づく乾留炉のシミュレーションにより、フェロコークス製造時の竪型乾留炉操業諸元を検討した。
Fe2O3+3C→2Fe+3CO-ΔH298=-676.1(kcal/kg-Fe2O3)・・・(1)
Fe2O3+3H2→2Fe+3H2O-ΔH298=-142.5(kcal/kg-Fe2O3)・・・(2)
Fe2O3+3CO→2Fe+3CO2-ΔH298=+42.0(kcal/kg-Fe2O3)・・・(3)
バッチ式の小型炉において、N2を流通させながら昇温することにより石炭と鉄鉱石との成型物を乾留し、排ガス組成から上記の還元形態を解析した。その結果、成型物の温度が800℃以上ではCによる直接還元(式(1))の比率が急増し、還元時の吸熱量が増大することが分かった。従って、フェロコークス製造においては成型物の温度が800℃以上の吸熱反応を補償するような操業設計が必要となる。
また、冷却ガス抜き出し羽口の無い、高温ガス吹き込み羽口一段のみのケースについての計算結果を図3に示す。
図2において、Aは低温ガス吹き込み羽口位置であり、600℃のガスを800Nm3/t吹き込み、Bは高温ガス吹き込み羽口位置であり、990℃のガスを950Nm3/t吹き込み、Cは高温ガス吹き込み羽口位置であり、Bと同様に990℃のガスを950Nm3/t吹き込み、Dは冷却ガス吹き込み羽口位置であり、35℃のガスを1987Nm3/t吹き込んだ。Eはフェロコークス排出口の位置である。
また、図3において、Aは低温ガス吹き込み羽口位置であり、500℃のガスを1200Nm3/t吹き込み、Bは高温ガス吹き込み羽口位置であり、980℃のガスを2400Nm3/t吹き込み、Dは冷却ガス吹き込み羽口位置であり、35℃のガスを1983Nm3/t吹き込んだ。Eはフェロコークス排出口の位置である。
このため炉内圧力も高くなり、設備的にも経済的とは言えない。
一方、高温ガス吹き込み羽口を二段化した設備のケースに関しては、各羽口のガス量も少なく、炉内圧力も低くなっている。
炉長方向の中心位置よりも下方に所定長さの高温均熱帯を形成するために、高温ガス吹き込み羽口を炉長方向に複数段設けたことを特徴とするものである。
なお、温度測定装置を設けた場合、上記(2)の場合には、温度測定装置の測定値に基づいて流量調整装置を制御して高温ガスの吹き込み流量を調整し、上記(3)の場合には、温度測定装置の測定値に基づいてガス温度調整装置を制御して高温ガスのガス温度を調整するようにするのが好ましい。
炉頂部から炭素含有物質と鉄含有物質の成型物を装入し、前記低温ガス吹き込み羽口から成型物を乾留するための低温ガスを吹き込み、該低温ガスより温度の高いガスを高温ガス吹き込み羽口から吹き込み、製品としてのフェロコークスを冷却するための冷却ガスを冷却ガス吹き込み羽口から吹き込み、炉頂部の炉内ガス排出口からガスを排出するようにしたことを特徴とするものである。
また、本発明に係るフェロコークス製造設備によれば、設備、操業の簡略化およびエネルギー消費の低減を実現して、フェロコークス製造を連続的に行うことができる。これにより反応性の高いフェロコークスを高炉操業に用いることができ、還元材比低減の効果がある。
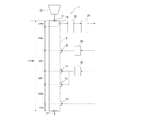
本実施の形態においては、竪型シャフト炉を用いて炭素含有物質と鉄含有物質との成型物を連続的に乾留し、コークス中に金属鉄を生成させたフェロコークスを製造する際に、竪型シャフト炉における炉内ガス排出口の下方のストックラインレベル(原料装入基準レベル)から低温ガス吹き込み羽口までの間を低温乾留ゾーン、低温ガス吹き込み羽口から炉長方向に下段の高温ガス吹き込み羽口までの間を高温乾留ゾーン、下段の高温ガス吹き込み羽口から冷却ガス吹き込み羽口までの間を冷却ゾーンとし、低温乾留ゾーンの下部、高温乾留ゾーンの中間部および下部、冷却ゾーンの下部の4箇所から熱媒体ガスを供給し、炉内ガスは炉頂部のみから排出する構造として、従来の成型コークス製造の際には設置されていた冷却ガス抜き出し羽口を無くすことにより設備を簡素化したフェロコークス製造設備を実現したものである。このような設備の一実施形態を図1に示す。
フェロコークスを製造する際には、炭素含有物質と鉄含有物質との成型物を生成し、生成した成型物を成型物装入装置23を用いてシャフト炉本体3の装入口17から装入する。装入された成型物は、乾留ゾーン5で乾留された後に冷却ゾーン7で冷却されシャフト炉本体下部のフェロコークス排出口21からフェロコークスとして排出される。
低温ガス吹き込み羽口9と高温ガス吹き込み羽口11および13とから成型物を乾留するための加熱ガスを吹き込む。高温ガス吹き込み羽口11および13からは低温ガス吹き込み羽口9から吹き込まれるガスより温度の高い高温ガスが吹き込まれる。高温ガス吹き込み羽口11および13から吹き込まれる高温ガスは、ほぼ温度の同じガスを吹き込むことで、炉内における高温ガス吹込み羽口間に高温の均熱帯を形成する。
フェロコークスを冷却するための冷却ガスは、冷却ガス吹き込み羽口15から吹き込まれる。吹き込まれたガスは、炉頂部の炉内ガスの排出口のみから排出される。
低温ガス吹き込み羽口9は、炉長方向の中心位置よりも上方に設置され、その下方に高温ガス吹き込み羽口11および13、冷却ガス吹き込み羽口15が設置される。
また、高温ガス吹き込み羽口11および13から吹き込む高温ガスは、固体の最高温度への昇温のために吹き込むガスであり、800〜1000℃程度とするのが好ましい。
また、冷却ガス吹き込み羽口15から吹き込む冷却ガスは、炉内での乾留により製造されたフェロコークスを冷却するために吹き込むガスであり、25〜80℃程度とするのが好ましい。
さらに、高温ガス吹き込み羽口を二段にすることによって、炉内における高温ガス吹き込み羽口間は高さ方向に高温均熱帯5cが形成され、石炭の乾留に加えて酸化鉄の還元も行う必要があるフェロコークスの製造に適した構造と言える。
もっとも、高温ガス吹き込み羽口11、13から同一温度のガスを吹き込んだとしても、装入物は上方から熱の供給を受けながら下方に移動するとともに、鉄鉱石の還元反応が生じるため、炉内の上部より下部の方が若干高温になり、厳密には炉内の上下で温度勾配ができる。したがって、本明細書で高温均熱帯を形成すると称しているのは、厳密に同一温度領域を形成するという趣旨ではなく、装入物の最高温度への昇温のために必要な温度領域としての意義のある温度領域を形成するという趣旨であり、例えば装入物の温度が800〜1000℃程度の範囲にあればよい。
ガス温度の調整方法としては、例えば比較的低温側の羽口13側から吹き込む高温ガスに、吹込み前に低温ガスを混入させて吹込み温度を調整するようにすればよい。具体的には、低温ガス加熱装置29から吐出される低温ガスの一部を、羽口13に供給する高温ガスに混入するための配管を設け、該配管に流量調整弁を設けるようにすればよい。このような流量調整弁や配管が本発明の流量調整装置として機能する。
ガス量偏差を設ける方法としては、羽口11、13に高温ガスを供給する配管に流量調整弁を設けるようにすればよい。この流量調整弁が本発明の流量調整装置とし機能する。
フェロコークスの冷却を促進するために、下側の高温ガス吹き込み羽口13の吹き込みガス量を上側の高温ガス吹き込み羽口11の吹き込みガス量よりも低くし、所定の温度領域を上方に形成させ、冷却ゾーン7を炉長方向に長くとることもできる。
高温ガス吹き込み羽口を二段にすることによって、結果的に全吹き込みガス量を抑制し、ガス処理系の設備規模を小さくすることが可能となる。
図4に示した竪型シャフト炉1は、全長が13.0m、炉上端面からストックラインレベルまでが0.65m、ストックラインレベルから低温ガス吹き込み羽口9の中心までが3.5m、低温ガス吹き込み羽口9の中心から上段の高温ガス吹き込み羽口11の中心までが3.0m、高温ガス吹き込み羽口11の中心から下段の高温ガス吹き込み羽口13の中心までが2.0m、下段の高温ガス吹き込み羽口13の中心から冷却ガス吹き込み羽口の中心までが2.85m、冷却ガス吹き込み羽口の中心から排出口21までが1.0mに設定されている。
また、竪型シャフト炉1の断面積は1.67m2、装入物の降下速度は1.6m/hであった。表1にフェロコークス製造における操業諸元を、表2に製造したフェロコークスの性状を示す。

表2に示したように、高温ガス吹き込み羽口を二段化したものでは、強度、還元率ともに目標値を超えているが、高温ガス吹き込み羽口が一段では強度に関しては目標値を超えているが、還元率では目標値に至っていない。これは、900℃の温度域での滞留時間が十分に確保できず、その結果、還元率が低い値に留まったものと推察される。
また、上記の例では、高温均熱帯を形成するための高温ガス吹き込み羽口11および13を炉長方向の中心位置よりも下方に設置する例を示したが、高温均熱帯が炉長方向中心位置よりも下方に形成されるのであれば、例えば高温ガスの吹込み方向を制御することにより、上側の高温ガス吹き込み羽口11が炉長方向中心位置以上の高さにあってもよい。
3 シャフト炉本体
5 乾留ゾーン
5a 低温乾留ゾーン
5b 高温乾留ゾーン
5c 高温均熱帯
7 冷却ゾーン
9 低温ガス吹き込み羽口
11、13 高温ガス吹き込み羽口
15 冷却ガス吹き込み羽口
17 装入口
19 炉内ガス排出口
21 フェロコークス排出口
23 成型物装入装置
25 第1循環ガス冷却装置
27 第2循環ガス冷却装置
29 低温ガス加熱装置
31 高温ガス加熱装置
Claims (10)
- 炉頂より装入された装入物を燃焼、ガス化、乾留あるいは還元して目的の製品を連続的に製造する竪型シャフト炉であって、
炉長方向の中心位置よりも下方に所定長さの高温均熱帯を形成するために、高温ガス吹き込み羽口を炉長方向に複数段設けたことを特徴とする竪型シャフト炉。 - 前記複数段設けた高温ガス吹き込み羽口に供給する高温ガスの流量を調整する流量調整装置を設けたことを特徴とする請求項1記載の竪型シャフト炉。
- 前記複数段設けた高温ガス吹き込み羽口に供給する高温ガスの温度を調整するガス温度調整装置を設けたことを特徴とする請求項1又は2記載の竪型シャフト炉。
- 前記高温均熱帯の温度を計測する温度計測装置を設けたことを特徴とする請求項2又は3記載の竪型シャフト炉。
- 前記炉長方向の中心位置よりも上方に低温ガスを吹き込むための低温ガス吹き込み羽口を設けたことを特徴とする請求項1乃至4のいずれか一項に記載の竪型シャフト炉。
- 前記高温ガスの吹き込み羽口の段数を2段にしたことを特徴とする請求項1乃至5のいずれか一項に記載の竪型シャフト炉。
- 前記高温ガスの吹き込み羽口の下方に設けられて冷却ガスを吹き込む冷却ガス吹き込み羽口と、炉頂部にのみ設けられて炉内ガスを排出する炉内ガス排出口とを備えたことを特徴とする請求項1乃至6のいずれか一項に記載の竪型シャフト炉。
- 請求項1乃至7のいずれか一項に記載の竪型シャフト炉を備え、該竪型シャフト炉の炉頂部から炭素含有物質と鉄含有物質の成型物を装入して、製品としてフェロコークスを連続的に製造することを特徴とするフェロコークスの製造設備。
- 炉内ガス排出口から排出されたガスを、低温ガス吹き込み羽口と、高温ガス吹き込み羽口と、冷却ガス吹き込み羽口とからシャフト炉内に吹き込むようにした排出ガスの循環装置を備えたことを特徴とする請求項8記載のフェロコークス製造設備。
- 炉長方向の中心位置よりも下方に所定長さの高温均熱帯を形成するために、炉長方向に複数段設けられて高温ガスを吹き込む高温ガス吹き込み羽口と、前記炉長方向の中心位置よりも上方に設けられて低温ガスを吹き込むための低温ガス吹き込み羽口と、前記高温ガスの吹き込み羽口の下方に設けられて冷却ガスを吹き込むための冷却ガス吹き込み羽口と、炉頂部に設けられて炉内ガスを排出する炉内ガス排出口とを備えた竪型シャフト炉を用いてフェロコークスを製造する方法であって、
炉頂部から炭素含有物質と鉄含有物質の成型物を装入し、前記低温ガス吹き込み羽口から成型物を乾留するための低温ガスを吹き込み、該低温ガスより温度の高いガスを高温ガス吹き込み羽口から吹き込み、製品としてのフェロコークスを冷却するための冷却ガスを冷却ガス吹き込み羽口から吹き込み、炉頂部の炉内ガス排出口からガスを排出するようにしたことを特徴とするフェロコークスの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011041068A JP4860003B2 (ja) | 2010-03-29 | 2011-02-28 | 竪型シャフト炉、及び該竪型シャフト炉を備えたフェロコークス製造設備、該フェロコークス製造設備を用いたフェロコークスの製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010074481 | 2010-03-29 | ||
| JP2010074481 | 2010-03-29 | ||
| JP2011041068A JP4860003B2 (ja) | 2010-03-29 | 2011-02-28 | 竪型シャフト炉、及び該竪型シャフト炉を備えたフェロコークス製造設備、該フェロコークス製造設備を用いたフェロコークスの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011226766A JP2011226766A (ja) | 2011-11-10 |
| JP4860003B2 true JP4860003B2 (ja) | 2012-01-25 |
Family
ID=44712231
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011041068A Active JP4860003B2 (ja) | 2010-03-29 | 2011-02-28 | 竪型シャフト炉、及び該竪型シャフト炉を備えたフェロコークス製造設備、該フェロコークス製造設備を用いたフェロコークスの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2554632B1 (ja) |
| JP (1) | JP4860003B2 (ja) |
| KR (1) | KR101475582B1 (ja) |
| CN (1) | CN102822315B (ja) |
| WO (1) | WO2011122535A1 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4666114B2 (ja) | 2009-08-10 | 2011-04-06 | Jfeスチール株式会社 | フェロコークスの製造方法及び製造装置 |
| JP2013089352A (ja) | 2011-10-14 | 2013-05-13 | Honda Motor Co Ltd | 燃料電池システム及びその停止方法 |
| JP5900025B2 (ja) * | 2012-03-02 | 2016-04-06 | Jfeスチール株式会社 | 炉内温度分布の推定方法および推定装置 |
| JP5900026B2 (ja) * | 2012-03-02 | 2016-04-06 | Jfeスチール株式会社 | 炉内温度分布の推定方法および推定装置 |
| JP5900027B2 (ja) * | 2012-03-02 | 2016-04-06 | Jfeスチール株式会社 | 炉内温度分布の推定方法および推定装置 |
| JP6094127B2 (ja) * | 2012-10-02 | 2017-03-15 | Jfeスチール株式会社 | 温度分布推定方法及び温度分布推定装置 |
| JP5900386B2 (ja) * | 2013-03-13 | 2016-04-06 | Jfeスチール株式会社 | 乾留炉の制御方法および制御装置 |
| CN106635067A (zh) * | 2016-11-24 | 2017-05-10 | 武汉科思瑞迪科技有限公司 | 一种生产铁焦的竖炉工艺 |
| CN110129500B (zh) * | 2019-06-05 | 2020-09-15 | 东北大学 | 一种铁焦的制备方法和制备系统 |
| CN111004638B (zh) * | 2019-12-31 | 2021-04-30 | 中冶南方工程技术有限公司 | 一种铁焦生产竖炉尺寸确定方法 |
| US20210301358A1 (en) * | 2020-03-24 | 2021-09-30 | Midrex Technologies, Inc. | Methods and systems for increasing the carbon content of direct reduced iron in a reduction furnace |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5223102A (en) | 1975-08-18 | 1977-02-21 | Nippon Steel Corp | Process for manufacturing formed coke |
| JPS54143402A (en) * | 1978-04-28 | 1979-11-08 | Nippon Steel Corp | Manufacturing of metallurgical formed coke |
| JPS606390B2 (ja) | 1979-10-17 | 1985-02-18 | 社団法人 日本鉄鋼連盟 | 竪型成型コ−クス乾留炉におけるガス循環装置 |
| JPH0797577A (ja) * | 1993-09-28 | 1995-04-11 | Kawasaki Steel Corp | 成形コークスの製造方法 |
| JPH07126648A (ja) * | 1993-10-29 | 1995-05-16 | Kawasaki Steel Corp | 竪型成形コークス乾留炉のガス混合室と高温羽口間の除煤方法 |
| JP3487912B2 (ja) * | 1994-07-04 | 2004-01-19 | 新日本製鐵株式会社 | 鉄鉱石を内装した成型コークスおよび成型コークスの製造方法および高炉操業方法 |
| CN1036075C (zh) * | 1994-08-27 | 1997-10-08 | 冶金工业部钢铁研究总院 | 熔融还原炼铁方法及其装置 |
| CN2259246Y (zh) * | 1995-12-22 | 1997-08-13 | 乔志海 | 一种新型外燃煤氧化球团矿竖炉 |
| KR100531767B1 (ko) * | 2004-02-18 | 2005-11-28 | 주식회사 포스코건설 | 코크스 오븐 가스의 탈황방법 및 그 장치 |
| WO2007128798A1 (en) * | 2006-05-05 | 2007-11-15 | Bioecon International Holding N.V. | Improved process for converting carbon-based energy carrier material |
| JP4666112B2 (ja) * | 2009-07-29 | 2011-04-06 | Jfeスチール株式会社 | フェロコークスの製造方法 |
| JP4666114B2 (ja) * | 2009-08-10 | 2011-04-06 | Jfeスチール株式会社 | フェロコークスの製造方法及び製造装置 |
-
2011
- 2011-02-28 JP JP2011041068A patent/JP4860003B2/ja active Active
- 2011-03-28 EP EP11762759.6A patent/EP2554632B1/en active Active
- 2011-03-28 KR KR1020127024775A patent/KR101475582B1/ko active IP Right Grant
- 2011-03-28 WO PCT/JP2011/057559 patent/WO2011122535A1/ja active Application Filing
- 2011-03-28 CN CN201180015873.4A patent/CN102822315B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2011226766A (ja) | 2011-11-10 |
| EP2554632A4 (en) | 2014-06-11 |
| KR101475582B1 (ko) | 2014-12-22 |
| KR20120120470A (ko) | 2012-11-01 |
| EP2554632B1 (en) | 2018-10-10 |
| CN102822315B (zh) | 2016-08-03 |
| EP2554632A1 (en) | 2013-02-06 |
| WO2011122535A1 (ja) | 2011-10-06 |
| CN102822315A (zh) | 2012-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4860003B2 (ja) | 竪型シャフト炉、及び該竪型シャフト炉を備えたフェロコークス製造設備、該フェロコークス製造設備を用いたフェロコークスの製造方法 | |
| US8690987B2 (en) | Method and apparatus for producing carbon iron composite | |
| JP2014132108A (ja) | 高炉の操業方法及び溶銑の製造方法 | |
| JP4801732B2 (ja) | 鉄塊化物を予熱する方法 | |
| JP5504650B2 (ja) | 成型コークスの製造設備及び成型コークスの製造方法 | |
| WO2016173248A1 (en) | Flash ironmaking system and method | |
| JP6683212B2 (ja) | フェロコークス製造用竪型乾留炉 | |
| CN104034151A (zh) | 高热效率冲天炉 | |
| KR101511720B1 (ko) | 강의 제조 장치 및 그 방법 | |
| JP5921887B2 (ja) | 成型コークスの製造方法および製造装置 | |
| CN203203381U (zh) | 一种炉栅式天然气冲天炉碳质换热床 | |
| JP6036744B2 (ja) | 竪型炉の羽口部構造及び竪型炉並びに乾留生成物の製造方法 | |
| CN107267701A (zh) | 一种煤热解、热解气加热与钒钛矿还原耦合的系统和方法 | |
| CN207738772U (zh) | 一种煤热解、热解气加热与钒钛矿还原耦合的系统 | |
| CN115418433B (zh) | 一种转炉开新炉高温烘炉方法 | |
| JP5504731B2 (ja) | フェロコークスの製造設備 | |
| JP2003003172A (ja) | コークスの改質方法 | |
| JP6256312B2 (ja) | 竪型炉の羽口部構造及び竪型炉並びに乾留生成物の製造方法 | |
| JPH04359088A (ja) | 冶金用成型コークスの製造方法 | |
| US240844A (en) | Process of and apparatus for regenerating and utilizing the waste gases of | |
| JP2016502598A (ja) | 2段階製錬方法および装置 | |
| CN103017509A (zh) | 一种炉栅式天然气冲天炉碳质换热床 | |
| CN110595200A (zh) | 一种节能冲天炉 | |
| US1486370A (en) | Hot-gas process for the reduction and smelting of metals | |
| CN102168188A (zh) | 锑浮选精矿闪速氧化粗炼生产工艺及锑闪速冶金炉 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110929 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20110929 |
|
| TRDD | Decision of grant or rejection written | ||
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20111026 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111101 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111101 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4860003 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141111 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |