JP4801018B2 - シート貼付装置 - Google Patents
シート貼付装置 Download PDFInfo
- Publication number
- JP4801018B2 JP4801018B2 JP2007198251A JP2007198251A JP4801018B2 JP 4801018 B2 JP4801018 B2 JP 4801018B2 JP 2007198251 A JP2007198251 A JP 2007198251A JP 2007198251 A JP2007198251 A JP 2007198251A JP 4801018 B2 JP4801018 B2 JP 4801018B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- adhesive sheet
- sticking
- detecting
- cut
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Description
この場合、原反の供給手段とピールプレートとの間にダイカットローラ等からなる切込形成手段を設ければよいことになる。
しかしながら、予め貼付用シートが形成された原反と、繰り出し途中で貼付用シートを形成する原反の双方に対応可能としても、装置動作条件の設定、変更等はオペレータが原反を目視確認した上で行わなければならず、動作の初期作業に熟練度と、多大な労力とを要する、という不都合を招来する。
本発明は、このような不都合に着目して案出されたものであり、その目的は、種別の異なる原反を適用しても、それら原反の種別に応じて1の貼付モードを自動的に特定して貼付用シートを被着体に自動的に貼付することのできる汎用性を備えたシート貼付装置を提供することにある。
前記検知手段は、前記切り込みを検知する切込検知手段と、貼付用シートの外側に位置する接着シート基材部分を検知する接着シート基材検知手段と、剥離シート検知手段とを含み、
前記制御手段は、前記切込検知手段が前記切り込みを検知することなく、前記接着シート基材検知手段が貼付用シートの外側に位置する接着シート基材部分を検知し、前記剥離シート検知手段が剥離シートを検知しない組み合わせパターンのときに、前記単層原反を被着体の相対位置に繰り出して当該被着体に貼付した後に、接着シート基材に閉ループ状の切り込みを設けて貼付用シートを形成する単層アフタカット貼付モードを含む予め設定された複数の貼付モードから、当該単層アフタカット貼付モードを特定して実行するように前記各手段を制御する、という構成を採っている。
前記検知手段は、前記切り込みを検知する切込検知手段と、貼付用シートの外側に位置する接着シート基材部分を検知する接着シート基材検知手段と、剥離シート検知手段とを含み、
前記制御手段は、前記切込検知手段が前記切り込みを検知することなく、前記接着シート基材検知手段が貼付用シートの外側に位置する接着シート基材部分を検知し、前記剥離シート検知手段が剥離シートを検知する組み合わせパターンのときに、前記複層原反から剥離シートを剥離した後の接着シート基材を被着体の相対位置に繰り出して当該被着体に貼付した後に、接着シート基材に閉ループ状の切り込みを設けて貼付用シートを形成する複層アフタカット貼付モードを含む予め設定された複数の貼付モードから、当該複層アフタカット貼付モードを特定して実行するように前記各手段を制御する、という構成を採っている。
前記検知手段は、前記切り込みを検知する切込検知手段と、貼付用シートの外側に位置する接着シート基材部分を検知する接着シート基材検知手段と、剥離シート検知手段とを含み、
前記制御手段は、前記切込検知手段が前記切り込みを検知することなく、前記接着シート基材検知手段が貼付用シートの外側に位置する接着シート基材部分を検知することなく、前記剥離シート検知手段が剥離シートを検知する組み合わせパターンのときに、前記複層原反を繰り出す途中で接着シート基材に閉ループ状の切り込みを設けて貼付用シートを形成し、当該貼付用シートを剥離シートから剥離して被着体に貼付する複層直前カット貼付モードを含む予め設定された複数の貼付モードから、当該複層直前カット貼付モードを特定して実行するように前記各手段を制御する、という構成を採っている。
前記検知手段は、前記切り込みを検知する切込検知手段と、貼付用シートの外側に位置する接着シート基材部分を検知する接着シート基材検知手段と、剥離シート検知手段とを含み、
前記制御手段は、前記切込検知手段が前記切り込みを検知し、前記接着シート基材検知手段が貼付用シートの外側に位置する接着シート基材部分を検知することなく、前記剥離シート検知手段が剥離シートを検知する組み合わせパターンのときに、前記複層プリカット原反を繰り出すとともに、貼付用シートを剥離シートから剥離して前記被着体に貼付する複層プリカット貼付モードを含む予め設定された複数の貼付モードから、当該複層プリカット貼付モードを特定して実行するように前記各手段を制御する、という構成を採っている。
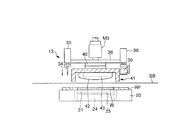
図1及び図2に示されるように、単層原反R1を供給手段12にセットし、そのリード端を第1の繰出手段50を経由して第1の巻取ローラ65に固定する。この一方、支持手段11に支持されたリングフレームRF及びウエハWは、図1中実線で示される位置に保たれる。この際、押さえ部材41はプレスローラ53と第1の繰出ローラ60との間に繰り出された接着シート基材SBよりも上方に位置する。
図6に示されるように、複層原反R2を供給手段12にセットし、その接着シート基材SBと剥離シートRLとを剥離手段52の先端位置で剥離する。そして、接着シート基材SBのリード端を第1の繰出手段50を経由して第1の巻取ローラ65に固定し、剥離シートRLのリード端は第2の繰出手段51を経由して剥離シート巻取軸67に固定する。また、支持手段11は、前記単層アフタカット貼付モードと同位置に保たれる。
図7及び図8に示されるように、複層原反R2を供給手段12にセットし、ニップローラ74を過ぎた位置でその接着シート基材SBのリード端を第2の巻取ローラ66に固定し、剥離シートRLは、剥離手段52、第2の繰出手段51を経由して剥離シート巻取軸67に固定する。支持手段11は、図7中二点鎖線で示される位置に保たれる。
図9に示されるように、剥離シートRLの一方の面に貼付用シートSが所定間隔で仮着された複層プリカット原反R3を供給手段12にセットし、ニップローラ74を過ぎた位置でその不要シートS1のリード端を第2の巻取ローラ66に固定し、剥離シートRLは、剥離手段52、第2の繰出手段51を経由して剥離シート巻取軸67に固定する。支持手段11は、図7中二点鎖線で示される位置に保たれる。なお、複層プリカット原反R3における不要シートS1は、それが存在することなくロール状に巻回した状態において、貼付用シートSが径方向に重なり合うことで生ずる押し傷や、段差を無くすために設けられたスペーサ的な役割を果たすものである。
すなわち、本発明は、主に特定の実施形態に関して特に図示、説明されているが、本発明の技術的思想及び目的の範囲から逸脱することなく、以上説明した実施形態に対し、形状、位置若しくは配置等に関し、必要に応じて当業者が様々な変更を加えることができるものである。
11 支持手段
12 供給手段
13 第1の切込形成手段
14 第2の切込形成手段
16 貼付手段
17 制御手段
19 検知手段
39 押圧ローラ(押圧手段)
41 押さえ部材(押圧手段)
42 押圧パッド(押圧手段)
50 第1の繰出手段
51 第2の繰出手段
52 剥離手段
53 プレスローラ(押圧手段)
55 第1の不要シート巻取手段
56 第2の不要シート巻取手段
57 剥離シート巻取手段
70 切込検知手段
71 接着シート基材検知手段
72 剥離シート検知手段
C 切り込み
R1 単層原反
R2 複層原反
R3 複層プリカット原反
RF リングフレーム
RL 剥離シート
S 貼付用シート
S1 不要シート
SB 接着シート基材
W 半導体ウエハ(被着体)
Claims (4)
- 被着体を支持する支持手段と、帯状の接着シート基材からなる単層原反又は前記接着シート基材の接着面側に帯状の剥離シートが仮着された少なくとも2層の複層原反若しくは帯状の剥離シートの一方の面に貼付用シートが所定間隔をおいて仮着された少なくとも2層の複層プリカット原反を供給する供給手段と、前記原反に接着シート基材側から閉ループ状の切り込みを設けて貼付用シートを形成する切込形成手段と、前記貼付用シートを被着体に貼付する貼付手段と、前記原反の種別を検知する検知手段と、原反の種別に応じて前記各手段を所定制御する制御手段とを備えたシート貼付装置であって、
前記検知手段は、前記切り込みを検知する切込検知手段と、貼付用シートの外側に位置する接着シート基材部分を検知する接着シート基材検知手段と、剥離シート検知手段とを含み、
前記制御手段は、前記切込検知手段が前記切り込みを検知することなく、前記接着シート基材検知手段が貼付用シートの外側に位置する接着シート基材部分を検知し、前記剥離シート検知手段が剥離シートを検知しない組み合わせパターンのときに、前記単層原反を被着体の相対位置に繰り出して当該被着体に貼付した後に、接着シート基材に閉ループ状の切り込みを設けて貼付用シートを形成する単層アフタカット貼付モードを含む予め設定された複数の貼付モードから、当該単層アフタカット貼付モードを特定して実行するように前記各手段を制御することを特徴とするシート貼付装置。 - 被着体を支持する支持手段と、帯状の接着シート基材からなる単層原反又は前記接着シート基材の接着面側に帯状の剥離シートが仮着された少なくとも2層の複層原反若しくは帯状の剥離シートの一方の面に貼付用シートが所定間隔をおいて仮着された少なくとも2層の複層プリカット原反を供給する供給手段と、前記原反に接着シート基材側から閉ループ状の切り込みを設けて貼付用シートを形成する切込形成手段と、前記貼付用シートを被着体に貼付する貼付手段と、前記原反の種別を検知する検知手段と、原反の種別に応じて前記各手段を所定制御する制御手段とを備えたシート貼付装置であって、
前記検知手段は、前記切り込みを検知する切込検知手段と、貼付用シートの外側に位置する接着シート基材部分を検知する接着シート基材検知手段と、剥離シート検知手段とを含み、
前記制御手段は、前記切込検知手段が前記切り込みを検知することなく、前記接着シート基材検知手段が貼付用シートの外側に位置する接着シート基材部分を検知し、前記剥離シート検知手段が剥離シートを検知する組み合わせパターンのときに、前記複層原反から剥離シートを剥離した後の接着シート基材を被着体の相対位置に繰り出して当該被着体に貼付した後に、接着シート基材に閉ループ状の切り込みを設けて貼付用シートを形成する複層アフタカット貼付モードを含む予め設定された複数の貼付モードから、当該複層アフタカット貼付モードを特定して実行するように前記各手段を制御することを特徴とするシート貼付装置。 - 被着体を支持する支持手段と、帯状の接着シート基材からなる単層原反又は前記接着シート基材の接着面側に帯状の剥離シートが仮着された少なくとも2層の複層原反若しくは帯状の剥離シートの一方の面に貼付用シートが所定間隔をおいて仮着された少なくとも2層の複層プリカット原反を供給する供給手段と、前記原反に接着シート基材側から閉ループ状の切り込みを設けて貼付用シートを形成する切込形成手段と、前記貼付用シートを被着体に貼付する貼付手段と、前記原反の種別を検知する検知手段と、原反の種別に応じて前記各手段を所定制御する制御手段とを備えたシート貼付装置であって、
前記検知手段は、前記切り込みを検知する切込検知手段と、貼付用シートの外側に位置する接着シート基材部分を検知する接着シート基材検知手段と、剥離シート検知手段とを含み、
前記制御手段は、前記切込検知手段が前記切り込みを検知することなく、前記接着シート基材検知手段が貼付用シートの外側に位置する接着シート基材部分を検知することなく、前記剥離シート検知手段が剥離シートを検知する組み合わせパターンのときに、前記複層原反を繰り出す途中で接着シート基材に閉ループ状の切り込みを設けて貼付用シートを形成し、当該貼付用シートを剥離シートから剥離して被着体に貼付する複層直前カット貼付モードを含む予め設定された複数の貼付モードから、当該複層直前カット貼付モードを特定して実行するように前記各手段を制御することを特徴とするシート貼付装置。 - 被着体を支持する支持手段と、帯状の接着シート基材からなる単層原反又は前記接着シート基材の接着面側に帯状の剥離シートが仮着された少なくとも2層の複層原反若しくは帯状の剥離シートの一方の面に貼付用シートが所定間隔をおいて仮着された少なくとも2層の複層プリカット原反を供給する供給手段と、前記原反に接着シート基材側から閉ループ状の切り込みを設けて貼付用シートを形成する切込形成手段と、前記貼付用シートを被着体に貼付する貼付手段と、前記原反の種別を検知する検知手段と、原反の種別に応じて前記各手段を所定制御する制御手段とを備えたシート貼付装置であって、
前記検知手段は、前記切り込みを検知する切込検知手段と、貼付用シートの外側に位置する接着シート基材部分を検知する接着シート基材検知手段と、剥離シート検知手段とを含み、
前記制御手段は、前記切込検知手段が前記切り込みを検知し、前記接着シート基材検知手段が貼付用シートの外側に位置する接着シート基材部分を検知することなく、前記剥離シート検知手段が剥離シートを検知する組み合わせパターンのときに、前記複層プリカット原反を繰り出すとともに、貼付用シートを剥離シートから剥離して前記被着体に貼付する複層プリカット貼付モードを含む予め設定された複数の貼付モードから、当該複層プリカット貼付モードを特定して実行するように前記各手段を制御することを特徴とするシート貼付装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007198251A JP4801018B2 (ja) | 2007-07-31 | 2007-07-31 | シート貼付装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007198251A JP4801018B2 (ja) | 2007-07-31 | 2007-07-31 | シート貼付装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009033074A JP2009033074A (ja) | 2009-02-12 |
| JP4801018B2 true JP4801018B2 (ja) | 2011-10-26 |
Family
ID=40403223
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007198251A Active JP4801018B2 (ja) | 2007-07-31 | 2007-07-31 | シート貼付装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4801018B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5352438B2 (ja) * | 2009-11-30 | 2013-11-27 | リンテック株式会社 | シート貼付装置及び貼付方法 |
| JP5433736B2 (ja) * | 2012-07-06 | 2014-03-05 | ニチゴー・モートン株式会社 | フィルム状樹脂積層装置 |
| JP5981822B2 (ja) * | 2012-09-27 | 2016-08-31 | リンテック株式会社 | シート貼付装置およびシート貼付方法 |
| JP6097604B2 (ja) * | 2013-03-18 | 2017-03-15 | リンテック株式会社 | シート貼付装置及び貼付方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004047823A (ja) * | 2002-07-12 | 2004-02-12 | Tokyo Seimitsu Co Ltd | ダイシングテープ貼付装置およびバックグラインド・ダイシングテープ貼付システム |
| JP2004237988A (ja) * | 2003-02-03 | 2004-08-26 | Ishida Co Ltd | ラベル貼付機 |
| JP4723216B2 (ja) * | 2004-09-06 | 2011-07-13 | リンテック株式会社 | テープ貼付装置、マウント装置及びマウント方法 |
-
2007
- 2007-07-31 JP JP2007198251A patent/JP4801018B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009033074A (ja) | 2009-02-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101059431B1 (ko) | 마운팅 장치 및 마운팅 방법 | |
| JP4795743B2 (ja) | 貼付装置 | |
| JP5261522B2 (ja) | 貼付装置及び貼付方法 | |
| JP5149122B2 (ja) | シート剥離装置及び剥離方法 | |
| KR101371081B1 (ko) | 본딩 장치 및 본딩 방법 | |
| JP4795772B2 (ja) | シート切断用テーブル及びシート貼付装置 | |
| JP4801018B2 (ja) | シート貼付装置 | |
| JP5508508B1 (ja) | シートの貼付装置 | |
| JP3759820B2 (ja) | 半導体ウェハ保護フィルムの貼付方法および装置 | |
| JP4801016B2 (ja) | シート貼付装置及び貼付方法 | |
| JP2012059928A (ja) | シート貼付装置及び貼付方法 | |
| JP2007076653A (ja) | ラベル供給装置 | |
| JP5558840B2 (ja) | シート剥離装置及び剥離方法 | |
| JP6539523B2 (ja) | シート供給装置および供給方法 | |
| JP5113621B2 (ja) | シート剥離装置及び剥離方法 | |
| JP2013074105A (ja) | シート貼付装置及び貼付方法、並びに、シート製造装置及び製造方法 | |
| JP4643512B2 (ja) | シート貼付装置及び貼付方法 | |
| JP3919292B2 (ja) | 半導体ウェハ保護フィルムの切断方法および装置 | |
| JP2005314100A (ja) | 貼付装置 | |
| JP5554100B2 (ja) | シート切断方法およびシート切断装置 | |
| JP2005297458A (ja) | 貼付装置 | |
| JP2005317882A (ja) | 貼付テーブル | |
| JP3225039U (ja) | 巻取装置 | |
| JP2009117509A (ja) | シート剥離装置及び剥離方法 | |
| JP4589246B2 (ja) | シート貼付装置及び貼付方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100319 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110322 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110405 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110524 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110802 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110804 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140812 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4801018 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |