JP4521214B2 - パンツタイプ着用物品の製造方法 - Google Patents
パンツタイプ着用物品の製造方法 Download PDFInfo
- Publication number
- JP4521214B2 JP4521214B2 JP2004100752A JP2004100752A JP4521214B2 JP 4521214 B2 JP4521214 B2 JP 4521214B2 JP 2004100752 A JP2004100752 A JP 2004100752A JP 2004100752 A JP2004100752 A JP 2004100752A JP 4521214 B2 JP4521214 B2 JP 4521214B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- elastic
- outer sheet
- elastic member
- elastic sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 19
- 238000000034 method Methods 0.000 claims description 36
- 230000002745 absorbent Effects 0.000 claims description 21
- 239000002250 absorbent Substances 0.000 claims description 21
- 239000006096 absorbing agent Substances 0.000 claims description 19
- 238000005520 cutting process Methods 0.000 claims description 12
- 230000015572 biosynthetic process Effects 0.000 claims description 10
- 230000008602 contraction Effects 0.000 claims description 4
- 238000003466 welding Methods 0.000 claims description 3
- 210000002414 leg Anatomy 0.000 description 46
- 239000000463 material Substances 0.000 description 5
- 239000004831 Hot glue Substances 0.000 description 3
- 230000037303 wrinkles Effects 0.000 description 3
- 230000012447 hatching Effects 0.000 description 2
- 206010021639 Incontinence Diseases 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 210000001217 buttock Anatomy 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images









Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15699—Forming webs by bringing together several webs, e.g. by laminating or folding several webs, with or without additional treatment of the webs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15707—Mechanical treatment, e.g. notching, twisting, compressing, shaping
- A61F13/15723—Partitioning batts; Cutting
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/49058—Absorbent articles specially adapted to be worn around the waist, e.g. diapers characterised by the modular concept of constructing the diaper
- A61F2013/49063—Absorbent articles specially adapted to be worn around the waist, e.g. diapers characterised by the modular concept of constructing the diaper the diaper having decoupled components
Description
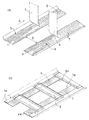
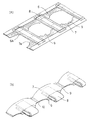
本発明の第1実施形態に係るパンツタイプ着用物品の製造方法は、図3(b)に示すように、ウェストギャザー21、レッグギャザー22、フィットギャザー23を有し、レッグホール9間に吸収体8を設置したパンツタイプ紙おむつ13を製造する方法であり、図1(a)から図3(a)に示すように、第1弾性シート6と第2弾性シート7が形成される工程イ、吸収体8が固着される工程ロ、レッグホール9が形成される工程ハ、パンツ連続体11が形成される工程ニ、パンツタイプ着用物品13が形成される工程ホを有する。
2 第2アウターシート
3 第1インナーシート
4 第2インナーシート
5 弾性部材
5b レッグギャザー形成用弾性部材
6 第1弾性シート
6a、7a 対向縁
7 第2弾性シート
8 吸収体
9 レッグホール
13 パンツタイプ着用物品
14、17 アウターシート
15 インナーシート
16、18 弾性シート
Claims (6)
- レッグホール(9)間に吸収体(8)を設置したパンツタイプ着用物品(13)の製造方法において、第1アウターシート(1)と第1インナーシート(3)を貼り合せ、アウターシート長さ方向(A)に伸張状態の弾性部材(5)を添え付けて第1弾性シート(6)を形成し、第2アウターシート(2)と第2インナーシート(4)を貼り合せ、アウターシート長さ方向(A)に伸張状態の弾性部材(5)を添え付けて第2弾性シート(7)を形成する工程(イ)と、上記第1弾性シート(6)と上記第2弾性シート(7)をアウターシート長さ方向(A)に伸張させると共にアウターシート幅方向(S)に離間させた状態で、上記吸収体(8)を両弾性シート(6、7)間に渡して固着する工程(ロ)と、上記第1弾性シート(6)と上記第2弾性シート(7)をアウターシート長さ方向(A)に伸張させると共にアウターシート幅方向(S)に離間させた状態で、両弾性シート(6、7)間に上記レッグホール(9)を形成する工程(ハ)とを有し、上記工程(ロ)を施す前に、第1弾性シート(6)と第2弾性シート(7)の吸収体(8)が重なる部分に、弾性部材(5)の弾性収縮力を低下させる処理を施すことを特徴とするパンツタイプ着用物品(13)の製造方法。
- 上記第1弾性シート(6)と上記第2弾性シート(7)を、アウターシート(14)とインナーシート(15)を貼り合せ、アウターシート長さ方向(A)に伸張状態の弾性部材(5、5)を添え付けて弾性シート(16)を形成し、この弾性シート(16)をシート長さ方向(A)に切断することにより形成することを特徴とする請求項1に記載のパンツタイプ着用物品(13)の製造方法。
- 上記吸収体(8)を固着する工程(ロ)を施した後に、上記レッグホール(9)を形成する工程(ハ)を施すことを特徴とする請求項1又は2に記載のパンツタイプ着用物品(13)の製造方法。
- 上記弾性部材(5)が、上記レッグホール(9)の縁にレッグギャザー(22)を形成するレッグギャザー形成用弾性部材(5b)を含むことを特徴とする請求項1から3のいずれかに記載のパンツタイプ着用物品(13)の製造方法。
- レッグホール(9)間に吸収体(8)を設置したパンツタイプ着用物品(13)の製造方法において、第1アウターシート(1)と第1インナーシート(3)を貼り合せ、アウターシート長さ方向(A)に伸張状態の弾性部材(5)を添え付けて第1弾性シート(6)を形成し、第2アウターシート(2)と第2インナーシート(4)を貼り合せ、アウターシート長さ方向(A)に伸張状態の弾性部材(5)を添え付けて第2弾性シート(7)を形成する工程(イ)と、上記第1弾性シート(6)と上記第2弾性シート(7)をアウターシート長さ方向(A)に伸張させると共にアウターシート幅方向(S)に離間させた状態で、上記吸収体(8)を両弾性シート(6、7)間に渡して固着する工程(ロ)と、上記第1弾性シート(6)と上記第2弾性シート(7)をアウターシート長さ方向(A)に伸張させると共にアウターシート幅方向(S)に離間させた状態で、両弾性シート(6、7)間に上記レッグホール(9)を形成する工程(ハ)とを有し、上記弾性部材(5)が上記レッグギャザー形成用弾性部材(5b)を含み、上記工程(ロ)を施す前に、上記レッグギャザー形成用弾性部材(5b)を設けた上記第1弾性シート(6)および/または上記第2弾性シート(7)の対向縁(6a、7a)をアウターシート長さ方向(A)に切断することにより、上記吸収体(8)が重なる部分の上記レッグギャザー形成用弾性部材(5b)を取り除くことを特徴とするパンツタイプ着用物品(13)の製造方法。
- レッグホール(9)間に吸収体(8)を設置したパンツタイプ着用物品(13)において、
第1アウターシート(1)と第1インナーシート(3)を貼り合せ、アウターシート長さ方向(A)に伸張状態の弾性部材(5)を添え付けて第1弾性シート(6)を形成し、第2アウターシート(2)と第2インナーシート(4)を貼り合せ、アウターシート長さ方向(A)に伸張状態の弾性部材(5)を添え付けて第2弾性シート(7)を形成する工程(イ)と、上記第1弾性シート(6)と上記第2弾性シート(7)をアウターシート長さ方向(A)に伸張させると共にアウターシート幅方向(S)に離間させた状態で、上記吸収体(8)を両弾性シート(6、7)間に渡して固着する工程(ロ)と、上記第1弾性シート(6)と上記第2弾性シート(7)をアウターシート長さ方向(A)に伸張させると共にアウターシート幅方向(S)に離間させた状態で、両弾性シート(6、7)間に上記レッグホール(9)を形成する工程(ハ)とを施し、
上記工程(ロ)を施す前に、第1弾性シート(6)と第2弾性シート(7)の吸収体(8)が重なる部分に、弾性部材(5)の弾性収縮力を低下させる処理を施し、
上記工程(ロ)と上記工程(ハ)とを施した後、上記第1弾性シート(6)と上記第2弾性シート(7)を、アウターシート長さ方向(A)に伸張状態で、内側に折り曲げられて互いに重ね合わせ、重ね合わせた各レッグホール(9)のアウターシート長さ方向(A)の中間部(10)を幅をもって溶着又は接着する工程(ニ)に連続的に供給し、工程(ニ)により形成されたパンツ連続体(11)の各溶着部の中間(12)を、アウターシート長さ方向(A)に伸張状態で切断する工程(ホ)に連続的に供給し、その切断によって弾性部材5が縮んで完成状態になったパンツタイプ着用物品(13)。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004100752A JP4521214B2 (ja) | 2004-03-30 | 2004-03-30 | パンツタイプ着用物品の製造方法 |
| PCT/JP2005/005703 WO2005094746A1 (ja) | 2004-03-30 | 2005-03-28 | パンツタイプ着用物品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004100752A JP4521214B2 (ja) | 2004-03-30 | 2004-03-30 | パンツタイプ着用物品の製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010100004A Division JP5237323B2 (ja) | 2010-04-23 | 2010-04-23 | パンツタイプ着用物品の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005279077A JP2005279077A (ja) | 2005-10-13 |
| JP2005279077A5 JP2005279077A5 (ja) | 2007-04-26 |
| JP4521214B2 true JP4521214B2 (ja) | 2010-08-11 |
Family
ID=35063478
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004100752A Expired - Lifetime JP4521214B2 (ja) | 2004-03-30 | 2004-03-30 | パンツタイプ着用物品の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP4521214B2 (ja) |
| WO (1) | WO2005094746A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010158590A (ja) * | 2010-04-23 | 2010-07-22 | Zuiko Corp | パンツタイプ着用物品の製造方法 |
Families Citing this family (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4842016B2 (ja) * | 2006-05-30 | 2011-12-21 | 王子ネピア株式会社 | パンツ型使い捨ておむつの製造方法 |
| JP4951281B2 (ja) * | 2006-06-23 | 2012-06-13 | ユニ・チャーム株式会社 | 使い捨ての排泄物処理用品 |
| JP4979419B2 (ja) * | 2007-03-16 | 2012-07-18 | 花王株式会社 | パンツ型吸収性物品の製造方法 |
| JP5363015B2 (ja) | 2007-03-28 | 2013-12-11 | 花王株式会社 | 着用物品の製造方法 |
| DE102007024180A1 (de) * | 2007-05-24 | 2008-11-27 | Paul Hartmann Ag | Verfahren zur Herstellung einer Windel |
| JP5270126B2 (ja) * | 2007-09-05 | 2013-08-21 | ユニ・チャーム株式会社 | 使い捨ておむつの製造方法 |
| DE202008018597U1 (de) * | 2007-09-05 | 2016-05-24 | Unicharm Corporation | Absorbierender Artikel |
| JP5253064B2 (ja) * | 2008-09-18 | 2013-07-31 | ユニ・チャーム株式会社 | 使い捨ておむつ |
| JP5208781B2 (ja) * | 2009-01-19 | 2013-06-12 | 大王製紙株式会社 | パンツタイプ使い捨ておむつ及びその製造方法 |
| JP5415165B2 (ja) * | 2009-07-01 | 2014-02-12 | 花王株式会社 | パンツ型吸収性物品の製造方法 |
| JP5523909B2 (ja) * | 2010-04-15 | 2014-06-18 | 花王株式会社 | パンツ型吸収性物品及びその製造方法 |
| CN102448418B (zh) | 2009-07-01 | 2016-10-26 | 花王株式会社 | 内裤型吸收性物品及其制造方法 |
| JP5558976B2 (ja) * | 2010-09-01 | 2014-07-23 | 大王製紙株式会社 | 間欠伸縮シートの製造方法、並びにパンツタイプ使い捨ておむつの製造方法及びパンツタイプ使い捨ておむつ |
| US9498386B2 (en) * | 2010-09-10 | 2016-11-22 | The Procter & Gamble Company | Method of making disposable absorbent diaper pants |
| JP5006470B2 (ja) * | 2010-12-27 | 2012-08-22 | 花王株式会社 | パンツ型吸収性物品 |
| RU2582444C2 (ru) | 2010-12-28 | 2016-04-27 | Као Корпорейшн | Натягиваемый предмет одежды и способ его производства |
| JP6095211B2 (ja) * | 2012-12-26 | 2017-03-15 | 花王株式会社 | パンツ型吸収性物品及びその製造方法 |
| JP6024486B2 (ja) * | 2013-01-30 | 2016-11-16 | 王子ホールディングス株式会社 | 使い捨ておむつの製造方法 |
| JP5762465B2 (ja) * | 2013-04-30 | 2015-08-12 | ユニ・チャーム株式会社 | 着用物品 |
| CN105517519B (zh) * | 2013-10-17 | 2020-03-03 | 株式会社瑞光 | 一次性尿布的制造方法以及一次性尿布 |
| MY178755A (en) | 2014-02-03 | 2020-10-20 | Zuiko Corp | Manufacturing method for disposable worn article |
| JP5899255B2 (ja) | 2014-02-28 | 2016-04-06 | ユニ・チャーム株式会社 | 吸収性物品製造方法 |
| KR102263871B1 (ko) | 2014-03-12 | 2021-06-10 | 다이오 페이퍼 코퍼레이션 | 팬티 타입 일회용 기저귀 및 그 제조 방법 |
| JP6025215B2 (ja) | 2014-03-12 | 2016-11-16 | 大王製紙株式会社 | パンツタイプ使い捨ておむつ |
| JP6008408B2 (ja) | 2014-09-30 | 2016-10-19 | 大王製紙株式会社 | パンツタイプ使い捨ておむつ |
| JP5970575B2 (ja) * | 2015-02-20 | 2016-08-17 | ユニ・チャーム株式会社 | 吸収性物品製造方法 |
| GB2549755A (en) * | 2016-04-28 | 2017-11-01 | Teknoweb Mat S R L | Absorbent mat with wings connected by tear-open sections |
| CN106913419B (zh) * | 2016-08-18 | 2020-11-03 | 黄山富田精工智造股份有限公司 | 弹性腰围片材加工方法以及穿着物品的制造方法 |
| BR112019008631B1 (pt) * | 2016-11-23 | 2022-11-01 | Essity Hygiene And Health Aktiebolag | Conjunto de artigos absorventes descartáveis do tipo de roupa íntima específicos por gênero e método para a fabricação de um conjunto de artigos absorventes descartáveis do tipo de roupa íntima específicos por gênero |
| JP7225497B2 (ja) * | 2019-03-26 | 2023-02-21 | 日本製紙クレシア株式会社 | パンツ型吸収性物品の製造方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003339769A (ja) * | 2002-05-30 | 2003-12-02 | Uni Charm Corp | 表示要素形成方法 |
-
2004
- 2004-03-30 JP JP2004100752A patent/JP4521214B2/ja not_active Expired - Lifetime
-
2005
- 2005-03-28 WO PCT/JP2005/005703 patent/WO2005094746A1/ja active Application Filing
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003339769A (ja) * | 2002-05-30 | 2003-12-02 | Uni Charm Corp | 表示要素形成方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010158590A (ja) * | 2010-04-23 | 2010-07-22 | Zuiko Corp | パンツタイプ着用物品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2005094746A1 (ja) | 2005-10-13 |
| JP2005279077A (ja) | 2005-10-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4521214B2 (ja) | パンツタイプ着用物品の製造方法 | |
| JP4482457B2 (ja) | 使い捨て着用物品の製造方法 | |
| US7754044B2 (en) | Method for manufacturing disposable wearing article | |
| JP5237323B2 (ja) | パンツタイプ着用物品の製造方法 | |
| JP5135096B2 (ja) | 使い捨ておむつ | |
| JP2002306534A (ja) | 使い捨てのパンツ型おむつ | |
| JP4546925B2 (ja) | 着用物品およびその製造方法 | |
| JPH06327716A (ja) | テープレス形吸収体製品およびその製造方法 | |
| JP6498603B2 (ja) | 使い捨ておむつの製造方法および使い捨ておむつ | |
| JP7090028B2 (ja) | 使い捨て着用物品および製造方法 | |
| JP2002248127A (ja) | 紙おむつ | |
| WO2010007872A1 (ja) | 使い捨ておむつ | |
| JP4083027B2 (ja) | 使い捨て着用物品の製造方法 | |
| JP4769891B2 (ja) | 使い捨て着用物品の製造方法 | |
| JP2011031076A (ja) | 使い捨ておむつ | |
| WO2017170758A1 (ja) | 使い捨て下着及び使い捨て下着の製造方法 | |
| WO2017010300A1 (ja) | 使い捨て下着及び使い捨て下着の製造方法 | |
| JP6342693B2 (ja) | 吸収性物品の製造方法および吸収性物品 | |
| JP2010022551A (ja) | テープ式使い捨ておむつ | |
| WO2019131109A1 (ja) | パンツ型吸収性物品 | |
| CN213047731U (zh) | 短裤型吸收性物品 | |
| JP6316040B2 (ja) | 吸収性物品の製造方法 | |
| JP5986271B1 (ja) | 使い捨て下着及び使い捨て下着の製造方法 | |
| JP6231913B2 (ja) | 吸収性物品の製造方法 | |
| JP6057472B2 (ja) | 使い捨て着用物品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070308 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070308 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100223 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100423 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100518 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100524 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130528 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4521214 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |