JP4209145B2 - High strength phosphor bronze strip with excellent bending workability - Google Patents
High strength phosphor bronze strip with excellent bending workability Download PDFInfo
- Publication number
- JP4209145B2 JP4209145B2 JP2002189108A JP2002189108A JP4209145B2 JP 4209145 B2 JP4209145 B2 JP 4209145B2 JP 2002189108 A JP2002189108 A JP 2002189108A JP 2002189108 A JP2002189108 A JP 2002189108A JP 4209145 B2 JP4209145 B2 JP 4209145B2
- Authority
- JP
- Japan
- Prior art keywords
- phosphor bronze
- strength
- bending workability
- mass
- bendability
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Description
【0001】
【発明の属する技術分野】
本発明は端子・コネクタ等の電子部品用に用いられる、高い強度および良好な曲げ加工性を兼ね備えたりん青銅条、さらにそれらを用いた端子・コネクタに関するものである。
【0002】
【従来の技術】
近年、電子部品の軽薄・短小化の進展は著しく、これに対応し、電子部品用の銅合金条として、より薄い材料が要求されている。材料が薄くなるとコネクタの接圧は低下する。この接圧低下を補うために、材料を高強度化する必要がある。また、電子部品の小型化に伴い、材料に、より微細な加工が施されるため、加工性の向上も必要である。加工性としては、とくに曲げ加工性が重視される。これは、携帯電話、デジタルカメラ、ビデオカメラ等の高密度実装化の進展に伴い、端子・コネクタ等の金属部材に、より過酷な曲げ成形が行われるためである。
以上のように、端子・コネクタ等で用いられる銅合金条は、高強度化と曲げ性向上という矛盾する課題に直面している。
【0003】
この要求に対し、ベリリウム銅、チタン銅等の高強度型銅合金、また、導電性が要求される部位では、コルソン合金(Cu-Ni-Si)系、クロム銅系(Cu-Cr、Cu-Cr-Zr、Cu-Cr-Sn)等の中強度高導電型銅合金が使用されている。しかし、これら銅合金は電子部品用銅合金として比較的新しいため、市場での需給や流通に制限があり、例えばグローバルスタンダード重視の市場では敬遠される傾向にある。また、その価格はりん青銅、黄銅等の従来型銅合金と比較して高価である。このため、従来銅合金のなかでも比較的優れた機械的強度と加工性を有するりん青銅に対して、強度および加工性のさらなる改良が求められるようになった。
【0004】
りん青銅条は、そのSn濃度に応じ、JIS H3110によってC5210(8%Sn)、C5212(8%Sn)、C5191(6%Sn)、C5102(5%Sn)、C5111(4%Sn)が規格化され、さらにASTMによってC52400(10%Sn)等も規格化されている。一般的に、金属の高強度化の機構として、固溶強化、析出強化、転位強化、粒界強化などがある。りん青銅は固溶強化型銅合金であり、規格化された成分範囲で強度を改善することを前提とすると、転位強化または粒界強化を利用することになる。この観点から、冷間圧延条件または焼鈍条件の最適化による高強度化が図られてきたものの、近年の急速な電子部品の軽薄・短小化の進展のニーズに遅れを取っているのが現状である。
【0005】
【発明が解決しようとする課題】
本発明の目的は、高い強度と良好な曲げ加工性をあわせ持つりん青銅を提供することにある。
【0006】
【課題を解決するための手段】
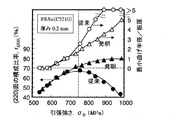
製造プロセスにより、りん青銅を高強度化するためには、圧延加工度を高くすればよい。しかし、加工度を高くすると曲げ性が低下する。とくに、りん青銅の圧延材の曲げ加工性は、曲げの方向によって異なり、曲げ軸が圧延方向と平行になる方向(Bad Way)の曲げ性が最も悪く、この方向の曲げ加工性の改善が最大の課題である。図1はその様子を示したものであり、通常の8%Snを含有するりん青銅(C5210)における引張強さ(σB)と曲げ性との関係を○のデータで示してある。
【0007】
ここで、曲げ加工性の評価は、日本伸銅協会技術標準“銅および銅合金薄板の曲げ加工性評価方法”(JBMA、T307(1999年))に準じ、Bad way方向に採取した厚み(t)が0.2 mm、幅が10 mm、長さが50 mmの試料に、各種曲げ半径にてW曲げを施し、割れが発生しない最小の曲げ半径(MBR)を求め、MBR/tの値を算出している。また、引張強さは圧延方向に平行に測定したものである。
加工度を高くし高強度化すると曲げ性が低下し、特にσBが750 MPaを超えたところから曲げ性が急激に劣化していることがわかる。σBが850 MPaを超えた材料は極めて脆く、MBR/t=5でも割れが生じている。
【0008】
本発明者らは、8%Snを含有するりん青銅においてσB≧750 MPaにおける曲げ性の急激な劣化を改善すべく、圧延加工度の上昇に伴う組織変化を調査した。その結果、結晶方位の変化に顕著な特徴を見出した。面心立方格子から構成される金属材料を圧延すると、通常は加工度の増加とともに引張強さが上昇し、結晶方位に関しては圧延面における(220)面の集積度が増加する。ところが、図1に●で示すように、従来のりん青銅の場合、引張強さが750 MPaを超えるところから(220)面の集合度が低下した。なお、図1の(220)面の集合度は、銅合金圧延材での主要4面((220)、(111)、(200)、(311))に対する構成比率で定義している。
r(220)= I(220)/(I(220)+I(111)+I(200)+I(311))×100
ここで、I(hkl)は、X線ディフラクトメータでCo管球を使用して測定した(hkl)面のX線回折強度の積分値である。
【0009】
圧延による塑性変形は主としてすべり変形によるものであり、この変形によって圧延面における(220)の集積度が増加する。しかし、加工度が高くなるとすべり変形が困難となり、せん断帯が生じる。せん断帯とは、せん断変形により圧延面と約35°の角度で板幅方向に平行に現われる不均一変形組織であり、結晶方位とは無関係に結晶粒を貫いて生じる。上述した8%Snを含有するりん青銅においてσB≧750 MPaの領域におけるr(220)の低下は、せん断帯の発生によるものであると考えられる。
【0010】
本発明者らは、せん断帯の発達を抑制すると曲げ性が改善されると推定し、圧延条件を適性化することにより、図1の▲で示す方位のりん青銅を得た。すなわち、8%Snを含有するりん青銅においてσB≧750 MPaの範囲において、r(220)を70%以上のレベルに保つことに成功した。図1に△で示すように、このりん青銅の曲げ加工性は、従来の様式で圧延加工したりん青銅と比較し明らかに優れていた。なお、せん断帯の発達を抑制する圧延条件については以下の要因が考えられ、
・圧延油:粘性の低いものがよい
・圧延温度:高い方がよい
・各通板での加工度:低い方がよい
・圧延ロール:直径が小さい方がよい
等により可能である。
【0011】
本発明者らはSn濃度が異なるりん青銅についても同様のデータを採取し、このデータを解析した。その結果、Snが3.5〜11.0 質量%のりん青銅に対し、せん断帯が発達しr(220)の低下が著しい曲げ性の劣化を引き起こすσB の範囲は、Snの質量%濃度([%Sn])を用い、
σB≧550+25 [%Sn]
の関係で与えられることを見出した。また、8%Snの場合と同様に、r(220) を70%以上に制御すれば、従来のりん青銅より優れた曲げ性が得られることを知見した。
【0012】
本発明は以上の知見に基づいて成されたものである。
(1)圧延により厚さ0.4mm以下に加工され、Sn:9.0〜11.0 質量%、P:0.03〜0.35 質量%、残部がCuおよび不可避的不純物よりなり、引張強さ(σB (MPa))がSnの質量%濃度([%Sn])との関係で、
σB ≧550+25[%Sn]
の範囲にある銅合金条において、次式で定義する(220)面の構成比率(r(220)(%))が70%以上であることを特徴とするりん青銅条、
r(220)=I(220)/(I(220)+I(111)+I(200)+I(311))×100
(I(hkl)はCo管球を用いて測定した場合の(hkl)面のX線回折強度の積分値)。
(2)冷間圧延により加工された後、最後に歪取り焼鈍が行われたことを特徴とする(1)のりん青銅条。
(3)(1)、(2)のりん青銅条を用いた端子・コネクタ。
【0013】
【発明の実施の形態】
本発明の詳細を以下に説明する。
圧延面における (200) 面の集合度
本発明のりん青銅は、σB≧550+25 [%Sn]の範囲で、(220)面の集合度r(220)が70%以上であることを特徴とする。この場合のr(220)値は、せん断帯の発生度合いの指標である。r(220)が70%より低くなると、曲げ加工性が改善されないため、r(220)を70%以上に規定する。
【0014】
Sn 濃度
上記の関係はSn濃度が3.5〜11.0%の範囲で成り立つ。この範囲でSn濃度が高いほど、同じ曲げ加工性で、より高い強度を得ることができる。したがって、曲げ性を低下させずに強度を改善する手段としてSn濃度を高くすることは有効であるが、原料コストが高くなる、導電率が低下する、鋳塊のSn偏析が顕著になり製造性が低下する等の問題がある。したがって、素材に要求される諸特性、許容できるコスト等を考慮し、Sn濃度が決定されることになる。
Sn濃度が3.5〜11.0 質量%の範囲で、りん青銅はSn濃度に応じて分類され、JISやASTMにより規格化されている。例えば、それぞれのりん青銅に対して、本発明が有効となるσBの範囲を示すと次のようになる。
▲1▼C5111(JIS):[%Sn]=4とおくとσB≧650
▲2▼C5102(JIS):[%Sn]=5とおくとσB≧675
▲4▼C5191(JIS):[%Sn]=6とおくとσB≧700
▲5▼C5210、C5212(JIS):[%Sn]=8とおくとσB≧750
▲6▼C52400(ASTM):[%Sn]=10とおくとσB≧800
【0015】
P 濃度
P濃度は、JISやASTMに規格に従い、0.03〜0.35 質量%の範囲とする。P濃度が低すぎると、りん青鋳塊を溶製する際に、溶湯の脱酸が不十分となり、溶湯の粘度が高くなって、健全な鋳塊を製造しにくくなる。また、条を製造できたとしても、粗大な酸化物介在物が発生し、曲げ性が劣化する。一方、P濃度が高すぎると、導電率が低下する。
【0016】
微量合金元素を含有するりん青銅への適用
σB≧550+25 [%Sn]の範囲でr(220)を70%以上に制御することより曲げ性が向上する効果は、Fe、Ni、Co、Znなどの合金元素を微量に添加し、その特性を微調整したりん青銅でも認められる。ただし、合金元素の添加量が0.5質量%を超えると、σBおよびr(220)に無視できない変化が現われるため、本発明を適用できる合金元素量の範囲は0.5質量%以下である。
【0017】
歪取り焼鈍の効果
りん青銅の圧延材の曲げ加工性は、歪取り焼鈍を行なうことによって向上する。したがって、製造コストの増加が許されるのであれば、歪取り焼鈍を行なうことが望ましい。
【0018】
厚み
条の厚みが0.4 mmより厚くなると微細な曲げ加工が困難となるため、素材の厚みを0.4 mm以下に限定する。
【0019】
【実施例】
表1に示す各種りん青銅について、引張強さと曲げ加工性を評価した。これらりん青銅のP濃度は、Pが曲げ性に影響を及ぼさない0.10〜0.15 質量%の範囲に調整してある。引張強さの評価では、JIS Z2241に準じ、JIS5号引張試験片を用い、圧延方向と平行に引張試験を実施した。
【0020】
曲げ加工性の評価では、日本伸銅協会技術標準“銅および銅合金薄板の曲げ加工性評価方法”(JBMA、T307(1999年))に準じ、Bad way方向に採取した幅10 mm、長さ50 mmの試料に、各種曲げ半径にてW曲げを施した。ただし、図1では割れが発生しない最小の曲げ半径を求めたが、本評価では所定の曲げ半径比(曲げ半径/板厚:r/tで表示)のときの曲げ部外観を、図2に従いA〜Eでランク付けした。また、試料が破断し曲げ部表面を観察できなかった場合をFとした。
【0021】
r(220)評価のためのX線回折では、X線回折装置として(株)リガク製RINT2500を用い、Co管球(λ=17.899 nm)を使用して、管電圧:30 kv、管電流:100 mA、発散スリット:1°、散乱スリット:1°、受光スリット:0.3°、発散縦制限スリット:10 mm、モノクロ受光スリット:0.8 mm、走査速度:7°/min、ステップ幅:0.02°の条件で測定を行なった。各面において回折強度を測定した2θの範囲(θは回折角度)は、(111):48.0〜53.0°、(200):56.0〜61.0°、(220):85.5〜90.5°、(311):106.0〜111.0°とし、回折強度の積分値を求めた。以上の条件は、図1の測定においても同じである。
【0022】
【表1】

各試料の評価結果を表1に示す。対応関係にあるデータをグループ1〜7に分けて表示している。各グループのなかで比較すると、本発明のりん青銅の曲げ加工性が、従来のりん青銅である比較例の曲げ性より優れていることが明らかである。また、歪取り焼鈍を行なうことにより曲げ性が向上することもわかる。
グループ1とグループ2を比較すると、引張強さが同じ場合には、Sn濃度が高い方が曲げ性が良好であることがわかる。また、グループ3とグループ5を比較すると、Sn濃度を高くすることにより、曲げ性を低下させることなく、引張強さを高めることが可能であることがわかる。このようにSnを増やせば曲げ性を損なうことなく強度を改善することができるが、Sn濃度の上昇とともに導電率が低下し、Snが本発明での上限値である11質量%を超えると導電率は10%IACSを下回る。
【0024】
【発明の効果】
圧延加工度を高くしてりん青銅を高強度化する場合、所定の強度を超えると曲げ性が著しく劣化する。この現象はせん断帯の発生に起因し、せん断帯が発生すると結晶方位に特徴的変化が現われる。以上の知見に基づき、結晶方位を制御することにより、高い強度と良好な曲げ性をあわせ持つりん青銅を得ることに成功した。本発明のりん青銅は、小型電子部品で使用される端子・コネクタ用の素材として好適である。また、本発明のりん青銅は、強度および曲げ性以外の特性が従来のりん青銅と同等であることから、工業的に極めて有用である。
【図面の簡単な説明】
【図1】りん青銅の引張り強度と(220)方位の集合度および曲げ加工性との関係を示す図である。
【図2】曲げ部外観の評価基準(日本伸銅協会技術標準T307(1999年))を示す図である。[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a phosphor bronze strip having high strength and good bending workability, and further to a terminal / connector using the same, used for electronic parts such as terminals / connectors.
[0002]
[Prior art]
In recent years, the progress of miniaturization and shortening of electronic parts has been remarkable, and correspondingly, thinner materials are required as copper alloy strips for electronic parts. As the material becomes thinner, the contact pressure of the connector decreases. In order to compensate for this decrease in contact pressure, it is necessary to increase the strength of the material. In addition, with the miniaturization of electronic components, finer processing is performed on the material, so that it is necessary to improve workability. As workability, bending workability is particularly important. This is because more severe bending of metal members such as terminals and connectors is performed with the progress of high-density mounting of cellular phones, digital cameras, video cameras, and the like.
As described above, copper alloy strips used for terminals, connectors, and the like are faced with contradictory problems of increasing strength and improving bendability.
[0003]
In response to this requirement, high-strength copper alloys such as beryllium copper and titanium copper, and in parts where conductivity is required, Corson alloy (Cu-Ni-Si), chromium copper (Cu-Cr, Cu- Medium strength and high conductivity type copper alloys such as Cr-Zr and Cu-Cr-Sn are used. However, since these copper alloys are relatively new as copper alloys for electronic parts, there are restrictions on the supply and demand and distribution in the market. For example, they tend to be avoided in markets that emphasize global standards. Moreover, the price is expensive compared with conventional copper alloys such as phosphor bronze and brass. Therefore, further improvements in strength and workability have been required for phosphor bronze having relatively excellent mechanical strength and workability among conventional copper alloys.
[0004]
Phosphor bronze strips are C5210 (8% Sn), C5212 (8% Sn), C5191 (6% Sn), C5102 (5% Sn), and C5111 (4% Sn) according to JIS H3110. In addition, C52400 (10% Sn) and the like have been standardized by ASTM. In general, there are solid solution strengthening, precipitation strengthening, dislocation strengthening, grain boundary strengthening, and the like as mechanisms for increasing the strength of metals. Phosphor bronze is a solid solution strengthened copper alloy. If it is assumed that the strength is improved within a standardized component range, dislocation strengthening or grain boundary strengthening is used. From this point of view, high strength has been achieved by optimizing cold rolling conditions or annealing conditions, but the current situation is behind the need for rapid progress in making electronic components lighter and thinner. is there.
[0005]
[Problems to be solved by the invention]
An object of the present invention is to provide phosphor bronze having both high strength and good bending workability.
[0006]
[Means for Solving the Problems]
In order to increase the strength of phosphor bronze by the manufacturing process, the degree of rolling process may be increased. However, bendability decreases when the degree of processing is increased. In particular, the bending workability of the rolled material of phosphor bronze varies depending on the bending direction, the bending property in the direction (Bad Way) where the bending axis is parallel to the rolling direction is the worst, and the improvement in bending workability in this direction is the greatest. It is a problem. FIG. 1 shows this state, and the relationship between the tensile strength (σ B ) and the bendability of ordinary phosphor bronze (C5210) containing 8% Sn is shown by the data of ○.
[0007]
Here, the bending workability is evaluated according to the Japan Copper and Brass Association technical standard “Bending workability evaluation method for copper and copper alloy sheet” (JBMA, T307 (1999)). ) Is 0.2 mm, width is 10 mm, length is 50 mm, W-bend is performed at various bending radii, and the minimum bending radius (MBR) that does not cause cracking is obtained, and the MBR / t value is calculated. is doing. The tensile strength is measured in parallel with the rolling direction.
It can be seen that when the degree of work is increased and the strength is increased, the bendability decreases, and particularly when σ B exceeds 750 MPa, the bendability deteriorates rapidly. Materials with σ B exceeding 850 MPa are extremely brittle and cracks occur even at MBR / t = 5.
[0008]
The present inventors investigated a change in structure accompanying an increase in the rolling degree in order to improve rapid deterioration of bendability at σ B ≧ 750 MPa in phosphor bronze containing 8% Sn. As a result, a remarkable feature was found in the change in crystal orientation. When a metal material composed of a face-centered cubic lattice is rolled, the tensile strength usually increases with an increase in workability, and the degree of integration of (220) planes on the rolled surface increases with respect to crystal orientation. However, as indicated by ● in FIG. 1, in the case of the conventional phosphor bronze, the degree of aggregation of the (220) plane decreased from the point where the tensile strength exceeded 750 MPa. Note that the degree of assembly of the (220) plane in FIG. 1 is defined by the composition ratio with respect to the four main planes ((220), (111), (200), (311)) in the rolled copper alloy material.
r (220) = I (220) / (I (220) + I (111) + I (200) + I (311)) × 100
Here, I (hkl) is an integral value of the X-ray diffraction intensity of the (hkl) plane measured using a Co tube with an X-ray diffractometer.
[0009]
Plastic deformation due to rolling is mainly due to slip deformation, and this deformation increases the degree of accumulation of (220) on the rolled surface. However, when the degree of processing increases, slip deformation becomes difficult and a shear band occurs. The shear band is a non-uniformly deformed structure that appears parallel to the plate width direction at an angle of about 35 ° with the rolling surface due to shear deformation, and is generated through the crystal grains regardless of the crystal orientation. In the phosphor bronze containing 8% Sn described above, the decrease in r (220) in the region of σ B ≧ 750 MPa is considered to be due to the generation of a shear band.
[0010]
The present inventors presumed that if the development of the shear band was suppressed, the bendability was improved, and the phosphor bronze with the orientation indicated by ▲ in FIG. 1 was obtained by optimizing the rolling conditions. That is, in phosphor bronze containing 8% Sn, r (220) was successfully maintained at a level of 70% or more in the range of σ B ≧ 750 MPa. As shown by Δ in FIG. 1, the bending workability of this phosphor bronze was clearly superior to that of phosphor bronze rolled in the conventional manner. The following factors can be considered for rolling conditions that suppress the development of shear bands:
-Rolling oil: Low viscosity is good.-Rolling temperature: Higher is better.-Degree of processing in each plate: Lower is better.-Rolling roll: Smaller diameter is better.
[0011]
The present inventors collected similar data for phosphor bronze with different Sn concentrations and analyzed this data. As a result, for phosphor bronze with a Sn content of 3.5 to 11.0 mass%, the range of σ B that causes shear band development and significant decrease in bendability due to the decrease in r (220) is Sn mass concentration ([% Sn ])
σ B ≧ 550 + 25 [% Sn]
I found that it is given in relation to. In addition, as in the case of 8% Sn, it has been found that if r (220) is controlled to 70% or more, bendability superior to that of conventional phosphor bronze can be obtained.
[0012]
The present invention has been made based on the above findings.
(1) Processed to a thickness of 0.4 mm or less by rolling, Sn: 9.0 to 11.0% by mass, P: 0.03 to 0.35% by mass, balance of Cu and inevitable impurities, tensile The strength (σB (MPa)) is related to the mass% concentration of Sn ([% Sn]),
σB ≧ 550 + 25 [% Sn]
In the copper alloy strip in the range of (2), the phosphor bronze strip characterized in that the composition ratio (r (220) (%)) of the (220) plane defined by the following formula is 70% or more,
r (220) = I (220) / (I (220) + I (111) + I (200) + I (311)) × 100
(I (hkl) is the integral value of the X-ray diffraction intensity of the (hkl) plane when measured using a Co tube).
(2) The phosphor bronze strip according to (1), which is processed by cold rolling and finally subjected to strain relief annealing.
(3) Terminals and connectors using the phosphor bronze strips of (1) and (2).
[0013]
DETAILED DESCRIPTION OF THE INVENTION
Details of the present invention will be described below.
Aggregation degree of (200) plane on the rolled surface The phosphor bronze of the present invention has an aggregation degree r (220) of (220) plane of 70% or more in the range of σ B ≧ 550 + 25 [% Sn]. It is characterized by that. The r (220) value in this case is an index of the degree of occurrence of the shear band. When r (220) is lower than 70%, bending workability is not improved, so r (220) is specified to be 70% or more.
[0014]
Sn concentration The above relationship is established when the Sn concentration is in the range of 3.5 to 11.0%. The higher the Sn concentration in this range, the higher the strength can be obtained with the same bending workability. Therefore, it is effective to increase the Sn concentration as a means to improve the strength without reducing the bendability, but the raw material cost is increased, the conductivity is decreased, and the Sn segregation of the ingot becomes prominent and the productivity is increased. There are problems such as lowering. Therefore, the Sn concentration is determined in consideration of various characteristics required for the material, allowable cost, and the like.
Phosphor bronze is classified according to Sn concentration within the Sn concentration range of 3.5 to 11.0% by mass, and is standardized by JIS and ASTM. For example, the range of σ B in which the present invention is effective for each phosphor bronze is as follows.
(1) C5111 (JIS): When [% Sn] = 4, σ B ≧ 650
(2) C5102 (JIS): When [% Sn] = 5, σ B ≧ 675
(4) C5191 (JIS): [% Sn] = 6 and σ B ≧ 700
(5) C5210, C5212 (JIS): When [% Sn] = 8, σ B ≧ 750
(6) C52400 (ASTM): When [% Sn] = 10, σ B ≧ 800
[0015]
P concentration
The P concentration is in the range of 0.03 to 0.35 mass% in accordance with the standards of JIS and ASTM. If the P concentration is too low, when the phosphor blue ingot is melted, the deoxidation of the molten metal becomes insufficient, the viscosity of the molten metal becomes high, and it becomes difficult to produce a healthy ingot. Further, even if the strip can be manufactured, coarse oxide inclusions are generated, and the bendability deteriorates. On the other hand, if the P concentration is too high, the electrical conductivity decreases.
[0016]
Application to phosphor bronze containing trace alloy elements σ B ≧ 550 + 25 [% Sn] In the range of controlling r (220) to 70% or more, the effect of improving bendability is Fe, Ni, Co, Zn It can also be found in phosphor bronze in which a small amount of alloying elements such as are added and the characteristics are fine-tuned. However, when the addition amount of the alloy element exceeds 0.5 mass%, a change that cannot be ignored appears in σ B and r (220). Therefore, the range of the alloy element amount to which the present invention can be applied is 0.5 mass% or less.
[0017]
Effect of strain relief annealing The bending workability of the rolled material of phosphor bronze is improved by performing strain relief annealing. Therefore, if increase in manufacturing cost is allowed, it is desirable to perform strain relief annealing.
[0018]
Thickness If the thickness of the strip is greater than 0.4 mm, fine bending becomes difficult, so the thickness of the material is limited to 0.4 mm or less.
[0019]
【Example】
The various phosphor bronze materials shown in Table 1 were evaluated for tensile strength and bending workability. The P concentration of these phosphor bronzes is adjusted in the range of 0.10 to 0.15 mass% where P does not affect the bendability. In the evaluation of the tensile strength, a tensile test was performed in parallel with the rolling direction using JIS No. 5 tensile test piece in accordance with JIS Z2241.
[0020]
In the evaluation of bending workability, according to the Japan Copper and Brass Association technical standard “Bending workability evaluation method for copper and copper alloy thin plates” (JBMA, T307 (1999)), the width 10 mm, length taken in the Bad way direction A 50 mm sample was subjected to W bending with various bending radii. However, in FIG. 1, the minimum bending radius at which cracks do not occur was obtained, but in this evaluation, the appearance of the bending portion at a predetermined bending radius ratio (bending radius / plate thickness: expressed in r / t) is shown in FIG. Ranked A to E. Further, F was given when the sample was broken and the surface of the bent portion could not be observed.
[0021]
In X-ray diffraction for evaluation of r (220), RINT2500 manufactured by Rigaku Corporation was used as an X-ray diffractometer, a Co tube (λ = 17.899 nm) was used, tube voltage: 30 kv, tube current: 100 mA, divergence slit: 1 °, scattering slit: 1 °, receiving slit: 0.3 °, divergence longitudinal limiting slit: 10 mm, monochrome receiving slit: 0.8 mm, scanning speed: 7 ° / min, step width: 0.02 ° Measurement was performed under the conditions. The range of 2θ in which the diffraction intensity was measured on each surface (θ is the diffraction angle) is (111): 48.0-53.0 °, (200): 56.0-61.0 °, (220): 85.5-90.5 °, (311): The integrated value of diffraction intensity was determined at 106.0 to 111.0 °. The above conditions are the same in the measurement of FIG.
[0022]
[Table 1]
The evaluation results of each sample are shown in Table 1. Corresponding data is divided into groups 1 to 7 and displayed. When compared among the groups, it is clear that the bending workability of the phosphor bronze of the present invention is superior to that of the comparative example which is a conventional phosphor bronze. It can also be seen that bendability is improved by performing strain relief annealing.
When Group 1 and
[0024]
【The invention's effect】
When increasing the degree of rolling and increasing the strength of phosphor bronze, the bendability is significantly deteriorated when the strength exceeds a predetermined level. This phenomenon is caused by the generation of a shear band, and when the shear band occurs, a characteristic change appears in the crystal orientation. Based on the above findings, we succeeded in obtaining phosphor bronze having both high strength and good bendability by controlling the crystal orientation. The phosphor bronze of the present invention is suitable as a material for terminals and connectors used in small electronic components. The phosphor bronze of the present invention is extremely useful industrially because the properties other than strength and bendability are equivalent to those of conventional phosphor bronze.
[Brief description of the drawings]
FIG. 1 is a graph showing the relationship between the tensile strength of phosphor bronze, the degree of assembly of (220) orientation, and bending workability.
FIG. 2 is a diagram showing an evaluation standard for the appearance of a bent portion (Japan Copper and Brass Association Technical Standard T307 (1999)).
Claims (3)
σB ≧550+25[%Sn]
の範囲にある銅合金条において、次式で定義する(220)面の構成比率(r(220)(%))が70%以上であることを特徴とするりん青銅条、
r(220)=I(220)/(I(220)+I(111)+I(200)+I(311))×100
(I(hkl)はCo管球を用いて測定した場合の(hkl)面のX線回折強度の積分値)。It is processed to a thickness of 0.4 mm or less by rolling, Sn: 9.0 to 11.0 mass%, P: 0.03 to 0.35 mass%, the balance is made of Cu and inevitable impurities, and tensile strength ( σB (MPa)) is related to the mass% concentration of Sn ([% Sn]),
σB ≧ 550 + 25 [% Sn]
In the copper alloy strip in the range of (2), the phosphor bronze strip characterized in that the composition ratio (r (220) (%)) of the (220) plane defined by the following formula is 70% or more,
r (220) = I (220) / (I (220) + I (111) + I (200) + I (311)) × 100
(I (hkl) is the integral value of the X-ray diffraction intensity of the (hkl) plane when measured using a Co tube).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002189108A JP4209145B2 (en) | 2002-06-28 | 2002-06-28 | High strength phosphor bronze strip with excellent bending workability |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002189108A JP4209145B2 (en) | 2002-06-28 | 2002-06-28 | High strength phosphor bronze strip with excellent bending workability |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004027331A JP2004027331A (en) | 2004-01-29 |
| JP4209145B2 true JP4209145B2 (en) | 2009-01-14 |
Family
ID=31183613
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002189108A Expired - Fee Related JP4209145B2 (en) | 2002-06-28 | 2002-06-28 | High strength phosphor bronze strip with excellent bending workability |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4209145B2 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4630323B2 (en) | 2007-10-23 | 2011-02-09 | 株式会社コベルコ マテリアル銅管 | Copper alloy tube for heat exchangers with excellent fracture strength |
| JP5794817B2 (en) * | 2010-09-06 | 2015-10-14 | 古河電気工業株式会社 | Copper alloy sheet and method for producing the same |
| JP5417539B1 (en) | 2013-01-28 | 2014-02-19 | 三菱マテリアル株式会社 | Copper alloy for electronic and electrical equipment, copper alloy sheet for electronic and electrical equipment, conductive parts and terminals for electronic and electrical equipment |
| JP5822895B2 (en) * | 2013-11-08 | 2015-11-25 | Jx日鉱日石金属株式会社 | Copper alloy plate and heat dissipating electronic component including the same |
-
2002
- 2002-06-28 JP JP2002189108A patent/JP4209145B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004027331A (en) | 2004-01-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4408275B2 (en) | Cu-Ni-Si alloy with excellent strength and bending workability | |
| JP5260992B2 (en) | Copper alloy sheet and manufacturing method thereof | |
| JP4418028B2 (en) | Cu-Ni-Si alloy for electronic materials | |
| KR101331339B1 (en) | Cu-ni-si-co based copper ally for electronic materials and manufacturing method therefor | |
| JP5097970B2 (en) | Copper alloy sheet and manufacturing method thereof | |
| KR101297485B1 (en) | Cu-ni-si-co-cr alloy for electronic material | |
| JP4809602B2 (en) | Copper alloy | |
| JP4959141B2 (en) | High strength copper alloy | |
| KR100535737B1 (en) | High strength copper alloy excellent in bendability and method for producing the same and terminal and connector using the same | |
| JP5466879B2 (en) | Copper alloy sheet and manufacturing method thereof | |
| WO2006019035A1 (en) | Copper alloy plate for electric and electronic parts having bending workability | |
| JP5153949B1 (en) | Cu-Zn-Sn-Ni-P alloy | |
| JP4444245B2 (en) | Cu-Zn-Sn alloy for electrical and electronic equipment | |
| JP2017179567A (en) | Copper alloy sheet material and manufacturing method of copper alloy sheet material | |
| WO2013161351A1 (en) | Cu-Ni-Si TYPE COPPER ALLOY | |
| WO2019213789A1 (en) | Copper alloy material and use thereof | |
| EP2221391A1 (en) | Copper alloy sheet material | |
| JP5002768B2 (en) | Highly conductive copper-based alloy with excellent bending workability and manufacturing method thereof | |
| JP4781145B2 (en) | Terminal, connector or relay using Cu-Zn-Sn alloy and Cu-Zn-Sn alloy strip | |
| JP4209145B2 (en) | High strength phosphor bronze strip with excellent bending workability | |
| JP4166197B2 (en) | Cu-Ni-Si-based copper alloy strips with excellent BadWay bending workability | |
| JP4166196B2 (en) | Cu-Ni-Si copper alloy strip with excellent bending workability | |
| JP2007169764A (en) | Copper alloy | |
| JP4175920B2 (en) | High strength copper alloy | |
| KR102345805B1 (en) | Cu-Ni-Si-BASED ALLOY STRIP EXCELLENT IN STRENGTH AND BENDING WORKABILITY IN ROLLING PARALLEL DIRECTION AND ROLLING ORTHOGONAL DIRECTION |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050322 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20060427 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070306 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070507 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081021 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081022 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111031 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111031 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111031 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111031 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121031 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121031 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131031 Year of fee payment: 5 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |