JP4177562B2 - ロール状物の端末処理方法および装置 - Google Patents
ロール状物の端末処理方法および装置 Download PDFInfo
- Publication number
- JP4177562B2 JP4177562B2 JP2001114506A JP2001114506A JP4177562B2 JP 4177562 B2 JP4177562 B2 JP 4177562B2 JP 2001114506 A JP2001114506 A JP 2001114506A JP 2001114506 A JP2001114506 A JP 2001114506A JP 4177562 B2 JP4177562 B2 JP 4177562B2
- Authority
- JP
- Japan
- Prior art keywords
- terminal
- roll
- processing apparatus
- unit
- tape member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

















Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Description
【発明の属する技術分野】
本発明は、長尺状のシートを巻回したロール状物の端末を処理するためのロール状物の端末処理方法および装置に関する。
【0002】
【従来の技術】
例えば、製版分野で使用されるフイルムは、長尺状感光材料シートが巻芯の外周に巻回されたロール状感光材料の両端部に遮光部材が設けられるとともに、遮光シート(遮光リーダ)が前記ロール状感光材料の外周に巻き付けられた遮光性感光材料ロールとして構成されている。
【0003】
この種の遮光性感光材料ロールに関して、従来より種々の提案がなされており、例えば、前記遮光性感光材料ロールを容易に製造するために、本出願人による特許出願がなされている(特願平11−50946号参照)。
【0004】
この出願では、具体的には、図19に示すように、感光材料ロール(ロール状物)1の両端部に円盤状遮光部材2が取り付けられた状態で、長さ方向に熱収縮する長尺状熱収縮性遮光リーダ3が巻き付けられ、この遮光リーダ3の端部がテープ4を介して固定される。次いで、遮光リーダ3を加熱して収縮させるため、例えば、感光材料ロール1がシュリンクトンネルに導入されて前記遮光リーダ3が加熱される。このため、遮光リーダ3が熱収縮し、前記遮光リーダ3の両端部と円盤状遮光部材2の外側表面とが密着され、遮光性感光材料ロール5が製造されている。
【0005】
【発明が解決しようとする課題】
ところで、感光材料ロール1の端末には、接合テープ6を介して遮光リーダ3が取り付けられているが、前記感光材料ロール1の端末が自由端となっており、この端末の長さにばらつきが発生し易い。しかも、感光材料ロール1の幅寸法やシートの厚さ、あるいは品種によって端末の状態、例えば、上下のカールや垂れ等が異なってしまう。
【0006】
このため、端末に対する接合テープ6の貼り付け位置にずれが惹起されたり、前記接合テープ6が斜めに貼り付けられたり、前記端末に皺等が発生したりするおそれがある。これにより、感光材料ロール1の端末に遮光リーダ3を確実に取り付けることができないという問題が指摘されている。
【0007】
本発明はこの種の問題を解決するものであり、ロール状物の端末の所定の位置にテープ部材を容易かつ確実に貼り付けるとともに、前記ロール状物の幅寸法の変更等にも良好に対応することが可能なロール状物の端末処理方法および装置を提供することを目的とする。
【0008】
【課題を解決するための手段】
本発明に係るロール状物の端末処理方法および装置では、ロール状物の両端が回転可能に支持された状態で前記ロール状物の端末が把持され、前記ロール状物に所定のテンションを付与しながら、前記端末が規定の長さまで引き出される。このため、ロール状物の端末の長さにばらつきが発生していても、テープ部材を貼り付ける前に、前記端末を規定の長さに正確に調整することができる。しかも、端末の引き出し時に、ロール状物に所定のテンションが付与されており、前記ロール状物の外周に弛みが発生することがない。
【0009】
さらに、規定の長さまで引き出された端末の両面が、一組の押さえ部材で支持された状態で、前記端末にロール幅方向に沿ってテープ部材が貼り付けられる。従って、ロール状物の幅寸法やシートの厚さ、あるいは品種によって端末の状態が異なっていても、前記端末を、常時、一定の位置に保持することが可能になり、テープ部材を所望の位置に精度よく貼り付けることができる。
【0010】
また、本発明に係るロール状物の端末処理装置では、回転支持機構が、ロール状物の両端に係合する第1および第2チャックと、前記第1および第2チャックを互いに近接および離間する方向に進退させる駆動部と、前記第1および第2チャックを前記ロール状物の径方向に一体的に移動させる移動部とを備えている。このため、幅寸法や径寸法の異なる種々のロール状物にも、容易に対応することが可能になる。
【0011】
さらにまた、端末引き出し機構は、ロール状物の端末を把持する把持部と、前記把持部を前記端末の引き出し方向に進退させる駆動部と、前記端末の引き出し長さを検出する検出部とを備えている。これにより、簡単な構成で、端末を規定の長さまで正確かつ効率的に引き出すことができる。
【0012】
さらに、押さえ機構は、端末の一方の面側にアクチュエータを介して進退可能に配置され、前記端末のロール幅方向に延在する第1押さえ部材と、前記端末の他方の面側にアクチュエータを介して進退可能に配置され、該端末のロール幅方向に延在する第2押さえ部材とを備えている。従って、各アクチュエータの作用下に、第1および第2押さえ部材を介してロール状物の端末をロール幅方向にわたって確実に挟持することが可能になり、テープ部材の貼り付け作業が効率的に遂行される。
【0013】
また、貼り付け機構は、テープ部材を繰り出し可能に配置して端末のロール幅方向に移動するスライドユニットを備え、前記スライドユニットには、前記テープ部材を前記端末に貼り付けるとともに、該端末に対して進退可能な貼り付け手段と、前記貼り付け手段に対して前記テープ部材の貼り付け方向後方に進退可能に配置され、前記テープ部材を前記端末に押し付けるしごき手段と、前記テープ部材を切断するカッタとが設けられている。
【0014】
そこで、貼り付け手段を介してテープ部材の一部が端末の端部に貼り付けられた後、スライドユニットが前記端末のロール幅方向に移動するとともに、しごき手段が前記貼り付け手段の後方側で前記テープ部材を前記端末に押し付ける。このため、テープ部材は、端末のロール幅方向に沿って確実に貼り付けられるとともに、カッタを介して所定の部位で切断される。
【0015】
さらに、貼り付け手段は、サクションローラを備えるとともに、前記サクションローラは、前記カッタを案内するためのガイド溝を設けている。これにより、サクションローラを介してテープ部材が確実に保持され、このテープ部材を端末に良好に貼り付けることができるとともに、カッタおよび前記サクションローラの作用下に、前記テープ部材を円滑に切断することが可能になる。
【0016】
【発明の実施の形態】
図1は、本発明の実施形態に係るロール状物の端末処理方法を実施するための端末処理装置が組み込まれる包装システム10の概略説明図である。
【0017】
この包装システム10は、長尺状感光材料シート14を巻芯16に巻回した感光材料ロール(ロール状物)12の両端部に、遮光部材18を組み付ける遮光部材挿入ステーションST1と、感光材料シート14の端末14aを規定の長さまで引き出す端末引き出しステーションST2と、規定の長さまで引き出された前記端末14aに接合テープ(テープ部材)20を貼り付ける貼り付けステーションST3とを備えるとともに、この貼り付けステーションST3の下流には、遮光リーダ巻き取りステーション(図示せず)等が設けられている。
【0018】
感光材料ロール12はパレット22上に載置されており、このパレット22がコンベア24を介して矢印Y方向に搬送されるとともに、遮光部材挿入ステーションST1、端末引き出しステーションST2および貼り付けステーションST3等で停止可能に構成されている。パレット22には、一対の載置台26が互いの離間間隔を調整可能に設けられており、前記載置台26に設けられたV字状載置面28に感光材料ロール12が載置される。
【0019】
図1および図2に示すように、本実施形態に係る端末処理装置30は、端末引き出しステーションST2に設けられ、感光材料ロール12の両端を回転可能に支持するとともに、端末14aの引き出し時に前記感光材料ロール12に所定のテンションを付与する回転支持機構32と、前記端末14aを把持して該端末14aを規定の長さまで引き出す端末引き出し機構34と、貼り付けステーションST3に設けられ、規定の長さまで引き出された前記端末14aを、両面側から支持する押さえ機構36と、前記押さえ機構36により支持された前記端末14aに、ロール幅方向(矢印X方向)に沿って接合テープ20を貼り付ける貼り付け機構38とを備える。
【0020】
図4および図5に示すように、端末引き出しステーションST2には基台40が設けられており、この基台40にはパレット昇降部42が装着される。パレット昇降部42を構成するシリンダ44が基台40に固定されるとともに、このシリンダ44から上方に延在するロッド46に昇降台48が固着されている。この昇降台48は、コンベア24を介して搬送されてくるパレット22に係合して、このパレット22を前記コンベア24の上方に搬送する機能を有している。
【0021】
基台40上にはフレーム部材50が設けられており、このフレーム部材50の上部には、回転支持機構32を構成する移動部52が設けられる。図3乃至図5に示すように、移動部52は、フレーム部材50に鉛直下方向に向かって固定されるモータ54を備え、このモータ54から下方向に延在する回転駆動軸(図示せず)にボールねじ56が軸着される。このボールねじ56には、ナット部57が噛合するとともに、前記ナット部57には、感光材料ロール12の幅方向(矢印X方向)に延在する昇降フレーム58が固定される。昇降フレーム58には、4本のガイドロッド60の一端がねじ止めされており、前記ガイドロッド60は、フレーム部材50に設けられたガイドブッシュ62に挿入されている。
【0022】
昇降フレーム58の長手方向一端には、駆動部63を構成するモータ64が装着され、前記モータ64の回転駆動軸66には、駆動歯車68および第1ボールねじ70が軸着される。駆動歯車68には従動歯車72が噛合するとともに、この従動歯車72を一端側に固着する回転軸74は、両端および中央側が昇降フレーム58に回転自在に支持されている。
【0023】
回転軸74は、従動歯車72とは反対側の端縁部に第1歯車76を軸着しており、この第1歯車76が第2歯車78を介して第3歯車80に噛合するとともに、前記第3歯車80が第2ボールねじ82の端部に軸着される。この第2ボールねじ82は、第1ボールねじ70と同軸上に配置されて昇降フレーム58に回転自在に支持されている。
【0024】
昇降フレーム58には、第1および第2ボールねじ70、82に対応してそれぞれ一組のガイドレール84a、84bが設けられ、前記ガイドレール84a、84bに第1および第2スライドベース86a、86bが支持される。第1および第2スライドベース86a、86bには、第1および第2ボールねじ70、82に噛合する第1および第2ナット部88a、88bが固着されるとともに、前記第1および第2スライドベース86a、86bの下部側には、第1および第2チャック90a、90bが回転自在に支持される。
【0025】
第1および第2チャック90a、90bは、感光材料ロール12の両端に挿入されてこの感光材料ロール12の径方向に進退可能な複数の開閉爪92a、92bを備えている。第1チャック90aの軸94には、パウダークラッチ(テンション付与部)96が連結されている。
【0026】
端末引き出し機構34は、図3および図5に示すように、感光材料ロール12の端末14aの略中方部を把持する把持部100と、前記把持部100を前記端末14aの引き出し方向(矢印Z方向)に進退させる駆動部102と、前記端末14aの引き出し長さを検出する検出部104とを備える。
【0027】
駆動部102は、フレーム部材50に取り付け板106を介して固定されるモータ108を備え、このモータ108に連結されるボールねじ110がナット部112に噛合している。ナット部112は可動台114に設けられており、前記可動台114の先端側に把持部100が装着される。この把持部100は、互いに近接および離間変位する1組の把持爪116a、116bを備えており、感光材料ロール12の端末14aを把持可能である。
【0028】
検出部104は、昇降フレーム58および基台40に設けられ、端末14aを検出するための赤外線投光器118および赤外線受光器120を備えている。
【0029】
図6乃至図8に示すように、貼り付けステーションST3には、パレット22を上昇させるためのパレット昇降部130と、前記パレット昇降部130により上昇された感光材料ロール12の上面を保持するロール押さえ部132とが設けられる。
【0030】
パレット昇降部130はシリンダ134を備え、このシリンダ134から上方に延在するロッド136には、昇降台138が支持されている。ロール押さえ部132はシリンダ140を備え、このシリンダ140から下方向に突出するロッド142には、感光材料ロール12の上部側外周面を保持するための複数のローラ144が設けられている(図8参照)。
【0031】
押さえ機構36は、図6乃至図8に示すように、基台150に固着される左右一対のシリンダ152を備え、前記シリンダ152から上方に延在する各ロッド154には、感光材料ロール12の端末14aの一方(下方)の面側に対応して、前記端末14aの幅方向に延在する第1押さえ部材156が固着される。基台150上には、フレーム部材158を介してシリンダ160が設けられ、このシリンダ160から下方向に延在するロッド162には、端末14aの他方(上方)の面側に対応して、前記端末14aの幅方向に延在する第2押さえ部材164が支持される。この第2押さえ部材164は、左右一対のリニアガイド166を介して上下方向に案内される。
【0032】
貼り付け機構38は、基台150上に固定されて感光材料ロール12の幅寸法よりも長尺な支持部材170を備え、この支持部材170の一端側にモータ172が設けられる。モータ172の回転駆動軸174には、ボールねじ176が軸着されるとともに、このボールねじ176が支持部材170に回転自在に支持される。この支持部材170の鉛直面には、ボールねじ176を挟んで上下に一対のガイドレール178が設けられ、前記ガイドレール178には、スライドユニット180が矢印X方向に進退可能に支持される。スライドユニット180は、ボールねじ176が螺合するナット部182を設けている。
【0033】
図9および図10に示すように、スライドユニット180には、接合テープ20が設けられている離型紙184を繰り出し可能に配置するテープ繰り出しリール186と、前記離型紙184のみを巻き取る離型紙巻き取りリール188とが設けられる。テープ繰り出しリール186および離型紙巻き取りリール188に近接して、それぞれトルクモータ190a、190bが配置され、前記トルクモータ190a、190bには、ベルト・プーリ手段194a、194bを介して回転軸196、198の一端が連結される。回転軸196、198は、スライドユニット180に対して回転自在に支持されており、それぞれの他端には、テープ繰り出しリール186および離型紙巻き取りリール188が固着されている。
【0034】
スライドユニット180には、接合テープ20を端末14aに貼り付けるとともに、前記端末14aに対して進退可能な貼り付け手段200と、前記貼り付け手段200に対して貼り付け方向後方に進退可能に配置され、前記接合テープ20を前記端末14aに押し付けるしごき手段202と、前記接合テープ20を切断するカッタ204とが設けられる。
【0035】
貼り付け手段200は、スライドユニット180に固定されるシリンダ206を備え、このシリンダ206を介して進退可能な可動ベース208には、サクションローラ210が回転自在に支持される。このサクションローラ210の回転軸212には、ロータリアクチュエータ214の回転駆動力が歯車列216を介して伝えられる。サクションローラ210の外周面には、所定の位置に軸方向に延在してカッタ用ガイド溝218が設けられている。
【0036】
しごき手段202は、スライドユニット180に固定されるシリンダ220を備え、このシリンダ220を介して昇降可能な昇降ベース222には、シリンダ224が水平方向に向かって固定される。このシリンダ224を介して水平移動可能なアーム部材226には、一組のしごきローラ228が回転自在に設けられている。
【0037】
カッタ204は、スライドユニット180に固定されるシリンダ230を備え、このシリンダ230からサクションローラ210の軸方向に平行に延在するロッド232には、可動板234が固着される。この可動板234には、円板状の切刃236が固定されている。
【0038】
スライドユニット180には、複数個の固定ガイドローラ238と、シリンダ240を介して1つのガイドローラ238に対し進退可能なガイドローラ241とが設けられている。
【0039】
図8に示すように、スライドユニット180の下方には、左右一対のシリンダ242a、242bを介して昇降可能な複数個の搬送ローラ244a、244bが設けられている。この搬送ローラ244a、244bは、パレット22をコンベア24に受け渡す機能を有している。
【0040】
このように構成される端末処理装置30の動作について、本実施形態に係る端末処理方法との関連で以下に説明する。
【0041】
まず、感光材料ロール12は、端末14aが自由端としてパレット22に載置されており、コンベア24の走行作用下に、このパレット22と一体的に遮光部材挿入ステーションST1に搬送される(図1参照)。パレット22は、遮光部材挿入ステーションST1に一旦停止された後、図示しないパレット昇降部を介して所定の挿入高さ位置まで上昇された後、感光材料ロール12の両端に遮光部材18が組み付けられる。
【0042】
遮光部材18が組み付けられた感光材料ロール12は、パレット22と一体的に下降し、コンベア24を介して端末引き出しステーションST2に搬送される。端末引き出しステーションST2では、図4および図5に示すように、パレット22が停止された状態でパレット昇降部42を構成するシリンダ44が駆動され、昇降台48が上昇する。このため、昇降台48はパレット22に係合し、このパレット22をコンベア24の上方に搬送して感光材料ロール12を端末引き出し位置に対応して配置する。
【0043】
次いで、駆動部63を構成するモータ64が駆動され、駆動歯車68と第1ボールねじ70とが一体的に所定の方向に回転する。駆動歯車68には従動歯車72が噛合しており、この従動歯車72の回転は、回転軸74を介して第1歯車76に伝えられ、前記第1歯車76に噛合する第2歯車78から第3歯車80を介して第2ボールねじ82が回転される。このため、第1および第2ボールねじ70、82は互いに異なる方向に回転し、第1および第2ナット部88a、88bを介して第1および第2スライドベース86a、86bが互いに近接する方向に移動する。
【0044】
第1および第2スライドベース86a、86bには、第1および第2チャック90a、90bが回転自在に支持されており、前記第1および第2チャック90a、90bの開閉爪92a、92bが感光材料ロール12の両端に挿入される。その際、開閉爪92a、92bが拡径方向に変位し、前記感光材料ロール12の両端部が第1および第2チャック90a、90bにより保持される。
【0045】
この状態で、端末引き出し機構34を構成する駆動部102が駆動される。駆動部102では、図5に示すように、モータ108の回転作用下にボールねじ110が回転し、このボールねじ110に螺合するナット部112を介して可動台114が感光材料ロール12側に移動する。把持部100が感光材料ロール12の端末14aを把持し得る位置に至ると、駆動部102の駆動が停止される。
【0046】
そこで、図11に示すように、把持部100を構成する把持爪116a、116bが閉動されて、前記把持爪116a、116bにより端末14aが把持される。次に、パレット22が所定の距離だけ下降して、前記感光材料ロール12の外周面から離間し、駆動部102を構成するモータ108が、前記とは逆方向に駆動され、可動台114が感光材料ロール12から離間する方向(矢印Z方向)に移動する。
【0047】
その際、検出部104では、投光器118から受光器120に向かって赤外の検出光が投射されており、把持部100が矢印Z方向に移動してこの検出光の光路上に端末14aが至ることにより、前記端末14aが検出される。この位置で、パレット22が所定の距離だけ上昇して駆動部102の駆動が停止されるとともに、把持部100が駆動されて把持爪116a、116bが開放され、端末14aの把持作用が解除される(図12中、二点鎖線参照)。
【0048】
このように、本実施形態では、端末引き出しステーションST2において、端末引き出し機構34を介して感光材料ロール12の端末14aが所定の長さまで引き出される。このため、特に、端末14aがフリー状態で搬送されることによって、前記端末14aの長さにばらつきが発生していても、接合テープ20の貼り付け前に前記端末14aを規定の長さに確実に調整することができる。
【0049】
しかも、端末引き出し機構34を介して端末14aが引き出される際、感光材料ロール12の一端側を支持する第1チャック90aには、テンション付与部としてパウダークラッチ96が連結されている。従って、端末14aの引き出し時に、感光材料ロール12に所定のテンションが付与されており、前記感光材料ロール12の外周に感光材料シート14の弛みが発生することを確実に阻止することが可能になる。
【0050】
上記のように、端末14aが所定の長さだけ引き出された後、回転支持機構32を構成する第1および第2チャック90a、90bによる前記感光材料ロール12の両端部の把持が解除された状態で、モータ64が前記とは逆方向に駆動される。このため、第1および第2ボールねじ70、82が互いに異なる方向に回転し、第1および第2スライドベース86a、86bが互いに離間する方向に変位して、第1および第2チャック90a、90bが前記感光材料ロール12の両端から取り出される。
【0051】
さらに、パレット昇降部42が駆動され、感光材料ロール12を載置しているパレット22が下降してコンベア24に受け渡される。このコンベア24の周回作用下に、パレット22は端末引き出しステーションST2から貼り付けステーションST3に搬送される。この貼り付けステーションST3では、パレット22が一旦停止された状態で、図8に示すように、パレット昇降部130を構成するシリンダ134が駆動される。これにより、昇降台138が上昇し、この昇降台138を介してパレット22をコンベア24の上方に搬送する。
【0052】
一方、ロール押さえ部132を構成するシリンダ140が駆動され、ローラ144が下降してパレット22上の感光材料ロール12の上部側外周面を押圧支持している。
【0053】
パレット昇降部130の駆動に同期して、押さえ機構36を構成するシリンダ152、160が駆動される。シリンダ152には第1押さえ部材156が連結される一方、シリンダ160には第2押さえ部材164が連結されており、前記第1および第2押さえ部材156、164が互いに近接する方向に変位し、感光材料ロール12の端末14aを上下両側から挟持する。
【0054】
上記のように、端末14aが押さえ機構36を介して挟持された状態で、貼り付け機構38が駆動される。まず、図9に示すように、貼り付け手段200を構成するロータリアクチュエータ214が駆動され、歯車列216を介してサクションローラ210が所定の角度だけ回転される。サクションローラ210は、図示しない真空源に連通してその外周面から吸引が行われ、前記サクションローラ210の外周面に接合テープ20が吸着されている。このため、接合テープ20は、サクションローラ210の外周面に所定の角度にわたって吸着保持される(図13参照)。
【0055】
その際、トルクモータ190a、190bが駆動され、テープ繰り出しリール186から接合テープ20を設けている離型紙184が繰り出されるとともに、前記接合テープ20が剥がされた前記離型紙184が離型紙巻き取りリール188に巻き取られている。
【0056】
次いで、図14に示すように、シリンダ206が駆動されてサクションローラ210が上昇し、このサクションローラ210の外周面に吸着されている接合テープ20を感光材料ロール12の端末14aに押し付けるとともに、前記サクションローラ210による吸引が解除される。さらに、しごき手段202を構成するシリンダ224が駆動され、アーム部材226と一体的にしごきローラ228がサクションローラ210側に移動した後、シリンダ220が駆動されて前記しごきローラ228が上昇し、接合テープ20を端末14aに押し付ける(図15参照)。
【0057】
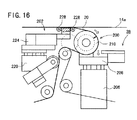
この状態で、図6および図7に示すように、モータ172が駆動され、ボールねじ176の回転作用下に、スライドユニット180が支持部材170に沿ってロール幅方向(矢印X方向)に移動する。そして、サクションローラ210が端末14aの一端側から他端側にわたって走行すると、モータ172の駆動が停止されるとともに、前記サクションローラ210は、シリンダ206の作用下に下降した後、ロータリアクチュエータ214の駆動作用下に、図16中、矢印方向に回転する。
【0058】
その後、サクションローラ210により吸引が開始されるとともに、このサクションローラ210がシリンダ206を介して上昇した後、カッタ204が駆動される。このカッタ204を構成するシリンダ230の作用下に、可動板234が接合テープ20の幅方向に移動し、前記可動板234に設けられている切刃236がサクションローラ210のガイド溝218に沿って移動することにより、前記接合テープ20が切断される(図17参照)。さらに、切刃236がシリンダ230を介して戻された後、サクションローラ210が下降し、スライドユニット180がモータ172を介してさらに走行する。
【0059】
次いで、図18に示すように、しごきローラ228がシリンダ220を介して下降するとともに、シリンダ224を介してサクションローラ210から離間した後、スライドユニット180がモータ172を逆方向に回転することによってテープ貼り付け開始側に戻される。これにより、端末14aの裏面側には、接合テープ20がその幅方向の略半分の長さにわたって貼り付けられ、シリンダ152、160の駆動作用下に、第1および第2押さえ部材156、164が互いに離間する方向に変位して、前記端末14aの挟持作用が解除される。さらに、パレット昇降部130およびロール押さえ部132が駆動されることにより、パレット22がコンベア24に受け渡される。
【0060】
ここで、図8に示すように、シリンダ242a、242bが駆動されて搬送ローラ244a、244bが上昇し、コンベア24と同一高さ位置に配置されることにより、パレット22は前記搬送ローラ244a、244bを介して前記コンベア24に円滑に受け渡される。
【0061】
この場合、本実施形態では、貼り付けステーションST3において、感光材料ロール12の端末14aに接合テープ20を貼り付ける前に、押さえ機構36を構成する第1および第2押さえ部材156、164を介して、前記端末14aの両面が支持されている。このため、感光材料ロール12の幅寸法や感光材料シート14の厚さ、あるいは品種によって端末14aのカールや垂れ等の状態が異なっていても、前記端末14aを、常時、一定の位置に確実に保持することができる。
【0062】
これにより、本実施形態では、貼り付け機構38の駆動作用下に、端末14aの所望の位置に接合テープ20を精度よくかつ効率的に貼り付けることが可能になるという効果が得られる。
【0063】
しかも、端末引き出しステーションST2では、端末14aが規定の長さまで予め引き出されており、前記端末14aに対する接合テープ20の貼り付け作業が精度よくかつ効率的に行われ、作業全体の自動化が容易に遂行されることになる。
【0064】
さらに、回転支持機構32では、第1および第2チャック90a、90bが移動部52を介して昇降可能である。このため、パレット22上に載置される感光材料ロール12の径寸法が異なっている際にも、容易に対応することができ、幅寸法および径寸法の異なる多種類の感光材料ロール12に適用可能になり、汎用性に優れるという利点が得られる。
【0065】
なお、本実施形態では、ロール状物として感光材料ロール12を用いて説明したが、これに限定されるものではなく、シート状あるいはフイルム状の長尺物を巻回した各種のロール状物の端末処理に適用することが可能である。
【0066】
【発明の効果】
本発明に係るロール状物の端末処理方法および装置では、ロール状物の端末が規定の長さまで引き出された後、この端末にテープ部材が貼り付けられるため、前記端末を、常時、規定の長さに調整することができ、前記テープ部材の貼り付け処理が効率的に遂行される。
【0067】
しかも、テープ部材の貼り付け時には、一組の押さえ部材により端末の両面が支持されるため、この端末のカール状態等が異なっていても、前記端末の所望の部位にテープ部材を精度よく貼り付けることが可能になる。従って、簡単な作業および構成で、ロール状物の端末にテープ部材を高精度かつ効率的に貼り付けることができる。
【図面の簡単な説明】
【図1】本発明の実施形態に係るロール状物の端末処理方法を実施するための端末処理装置が組み込まれる包装システムの概略説明図である。
【図2】前記包装システムの概略平面説明図である。
【図3】前記端末処理装置を構成する回転支持機構および端末引き出し機構の概略斜視図である。
【図4】前記回転支持機構の概略正面図である。
【図5】前記回転支持機構および前記端末引き出し機構の概略側面図である。
【図6】前記端末処理装置を構成する押さえ機構および貼り付け機構の概略斜視図である。
【図7】前記押さえ機構および前記貼り付け機構の概略正面図である。
【図8】前記押さえ機構および前記貼り付け機構の概略側面図である。
【図9】前記貼り付け機構を構成するスライドユニットの概略斜視図である。
【図10】前記スライドユニットの概略正面図である。
【図11】端末を把持部で把持する際の動作説明図である。
【図12】前記把持部を介して前記端末を引き出す際の動作説明図である。
【図13】サクションローラに接合テープを巻き付ける際の動作説明図である。
【図14】前記接合テープを前記端末に一部分だけ貼り付ける際の動作説明図である。
【図15】前記接合テープを前記端末の幅方向にわたって貼り付ける際の動作説明図である。
【図16】前記端末に前記接合テープを貼り付けた後に、前記サクションローラを駆動する際の動作説明図である。
【図17】前記接合テープを切断する際の説明図である。
【図18】切断作業が終了した後の配置状態説明図である。
【図19】従来技術に係る感光材料ロールの一部分解斜視説明図である。
【符号の説明】
10…包装システム 12…感光材料ロール
14…感光材料シート 14a…端末
16…巻芯 18…遮光部材
20…接合テープ 22…パレット
24…コンベア 30…端末処理装置
32…回転支持機構 34…端末引き出し機構
36…押さえ機構 38…貼り付け機構
42…パレット昇降部 52…移動部
58…昇降フレーム 64、172…モータ
70、82…ボールねじ 86a、86b…スライドベース
90a、90b…チャック 96…パウダークラッチ
100…把持部 102…駆動部
104…検出部 130…パレット昇降部
132…ロール押さえ部 152…シリンダ
156、164…押さえ部材 180…スライドユニット
186…テープ繰り出しリール 188…離型紙巻き取りリール
200…貼り付け手段 202…しごき手段
204…カッタ 210…サクションローラ
228…しごきローラ
Claims (7)
- 長尺状のシートを巻回したロール状物の端末を処理するためのロール状物の端末処理方法であって、
前記ロール状物の両端を回転可能に支持した状態で、前記端末を把持する工程と、
前記ロール状物に所定のテンションを付与しながら、前記端末を規定の長さまで引き出す工程と、
規定の長さまで引き出された前記端末の両面を、一組の押さえ部材で支持した状態で、該端末にロール幅方向に沿ってテープ部材を貼り付ける工程と、
を有することを特徴とするロール状物の端末処理方法。 - 長尺状のシートを巻回したロール状物の端末を処理するためのロール状物の端末処理装置であって、
前記ロール状物の両端を回転可能に支持する回転支持機構と、
前記端末を把持して該端末を規定の長さまで引き出す端末引き出し機構と、
規定の長さまで引き出された前記端末を、両面側から支持する押さえ機構と、
前記押さえ機構により支持された前記端末に、ロール幅方向に沿ってテープ部材を貼り付ける貼り付け機構と、
を備えることを特徴とするロール状物の端末処理装置。 - 請求項2記載の端末処理装置において、前記回転支持機構は、前記ロール状物の両端に係合する第1および第2チャックと、
前記第1または第2チャックの少なくとも一方に設けられ、前記端末の引き出し時に前記ロール状物に所定のテンションを付与するテンション付与部と、
前記第1および第2チャックを互いに近接および離間する方向に進退させる駆動部と、
前記第1および第2チャックを前記ロール状物の径方向に一体的に移動させる移動部と、
を備えることを特徴とするロール状物の端末処理装置。 - 請求項2記載の端末処理装置において、前記端末引き出し機構は、前記端末を把持する把持部と、
前記把持部を前記端末の引き出し方向に進退させる駆動部と、
前記端末の引き出し長さを検出する検出部と、
を備えることを特徴とするロール状物の端末処理装置。 - 請求項2記載の端末処理装置において、前記押さえ機構は、前記端末の一方の面側にアクチュエータを介して進退可能に配置され、該端末のロール幅方向に延在する第1押さえ部材と、
前記端末の他方の面側にアクチュエータを介して進退可能に配置され、該端末のロール幅方向に延在する第2押さえ部材と、
を備えることを特徴とするロール状物の端末処理装置。 - 請求項2記載の端末処理装置において、前記貼り付け機構は、前記テープ部材を繰り出し可能に配置して前記端末のロール幅方向に移動するスライドユニットを備え、
前記スライドユニットには、前記テープ部材を前記端末に貼り付けるとともに、該端末に対して進退可能な貼り付け手段と、
前記貼り付け手段に対して前記テープ部材の貼り付け方向後方に進退可能に配置され、前記テープ部材を前記端末に押し付けるしごき手段と、
前記テープ部材を切断するカッタと、
が設けられることを特徴とするロール状物の端末処理装置。 - 請求項6記載の端末処理装置において、前記貼り付け手段は、サクションローラを備えるとともに、
前記サクションローラの外周には、前記カッタを案内するためのガイド溝が設けられることを特徴とするロール状物の端末処理装置。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001114506A JP4177562B2 (ja) | 2001-04-12 | 2001-04-12 | ロール状物の端末処理方法および装置 |
| EP02007852A EP1249729A3 (en) | 2001-04-12 | 2002-04-08 | Rolled article, and method of and apparatus for processing rolled article |
| US10/119,276 US6857586B2 (en) | 2001-04-12 | 2002-04-10 | Rolled article, and method of and apparatus for processing rolled article |
| CNB2006100070048A CN100396562C (zh) | 2001-04-12 | 2002-04-12 | 加工卷状物品的方法和装置 |
| CNB021059942A CN1246190C (zh) | 2001-04-12 | 2002-04-12 | 卷状物品以及加工卷状物品的方法和装置 |
| CNB2005100790082A CN100442182C (zh) | 2001-04-12 | 2002-04-12 | 卷状物品以及加工卷状物品的方法和装置 |
| US11/006,774 US7384493B2 (en) | 2001-04-12 | 2004-12-08 | Method of and apparatus for processing a rolled article to apply a packaging sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001114506A JP4177562B2 (ja) | 2001-04-12 | 2001-04-12 | ロール状物の端末処理方法および装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002308484A JP2002308484A (ja) | 2002-10-23 |
| JP4177562B2 true JP4177562B2 (ja) | 2008-11-05 |
Family
ID=18965565
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001114506A Expired - Fee Related JP4177562B2 (ja) | 2001-04-12 | 2001-04-12 | ロール状物の端末処理方法および装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP4177562B2 (ja) |
| CN (2) | CN100442182C (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6133097B2 (ja) * | 2013-03-29 | 2017-05-24 | 平田機工株式会社 | 引出装置及び制御方法 |
| CN103552707B (zh) * | 2013-11-01 | 2016-06-01 | 集美大学 | 非规则物件交叠排序及装盒装置 |
| TWI596044B (zh) * | 2016-03-11 | 2017-08-21 | Liu Zong-Hui | Vertical packaging machine |
| CN107098194A (zh) * | 2017-06-26 | 2017-08-29 | 上海精涂新材料技术有限公司 | 收卷胶带与弧面对准的装置 |
| CN111959104B (zh) * | 2020-08-25 | 2022-04-05 | 东莞市天迪印刷有限公司 | 一种胶带丝网印刷的生产线 |
| KR102606884B1 (ko) * | 2021-10-28 | 2023-11-29 | 주식회사 제영에스엠티 | 원단 절단 장치 및 방법 |
| WO2023146353A1 (ko) * | 2022-01-28 | 2023-08-03 | 주식회사 엘지에너지솔루션 | 파우치 공급장치 및 이를 이용한 파우치 공급방법 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH029544A (ja) * | 1988-12-28 | 1990-01-12 | Central Jidosha Kk | 生産ラインの被搬送物仕様情報伝達装置 |
| JP2596162B2 (ja) * | 1990-02-23 | 1997-04-02 | 松下電工株式会社 | 生産ラインにおけるトラッキング方法 |
| GB2279775B (en) * | 1990-09-17 | 1995-04-26 | Honda Motor Co Ltd | Production control method and system therefor |
| EP0654721B1 (de) * | 1990-12-18 | 1998-04-22 | Erowa AG | Automatische Fabrikationsanlage |
| JP3201828B2 (ja) * | 1992-06-19 | 2001-08-27 | 太陽誘電株式会社 | 電子部品実装機 |
| FI930877A (fi) * | 1992-11-30 | 1994-05-31 | Pfu Ltd | Maongsidigt produktionssystem och metod foer anvaendning av detta |
| JPH06301690A (ja) * | 1993-04-13 | 1994-10-28 | Hitachi Ltd | 製造ライン及び該製造ラインにおける条件設定方法 |
| CA2172996A1 (en) * | 1993-10-18 | 1995-04-27 | Craig D. Thompson | Tape dispenser |
| JPH07247041A (ja) * | 1994-03-08 | 1995-09-26 | Toshiba Corp | ロールテープ、テープ端末接続装置及びテープ端末接続方法 |
| JPH0986786A (ja) * | 1995-09-25 | 1997-03-31 | Toshiba Corp | シート材の剥離方法およびその装置 |
| CN2255949Y (zh) * | 1996-05-17 | 1997-06-11 | 黄鸿仪 | 标签纸自动剥离编号机 |
| TW359660B (en) * | 1996-11-07 | 1999-06-01 | Seiko Epson Corp | Peeling device, tape processing device incorporating the peeling device, and tape printing apparatus incorporating the tape processing device |
| JP4068751B2 (ja) * | 1999-02-17 | 2008-03-26 | 富士フイルム株式会社 | フィルム剥離装置 |
-
2001
- 2001-04-12 JP JP2001114506A patent/JP4177562B2/ja not_active Expired - Fee Related
-
2002
- 2002-04-12 CN CNB2005100790082A patent/CN100442182C/zh not_active Expired - Fee Related
- 2002-04-12 CN CNB2006100070048A patent/CN100396562C/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN1840430A (zh) | 2006-10-04 |
| CN100396562C (zh) | 2008-06-25 |
| JP2002308484A (ja) | 2002-10-23 |
| CN100442182C (zh) | 2008-12-10 |
| CN1810581A (zh) | 2006-08-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5992491B2 (ja) | 接着性のある薄いバンド、特にコードバンドを切断する切断装置 | |
| JP4177562B2 (ja) | ロール状物の端末処理方法および装置 | |
| CN112046817A (zh) | 一种卷材包覆机器人以及包覆方法 | |
| JP3597180B2 (ja) | ウエブの巻取方法及び装置 | |
| CN210338383U (zh) | 一种物件自动包纸机 | |
| JP4028411B2 (ja) | ロール状物の包装方法および装置 | |
| CN115991315A (zh) | 一种自动裁切套膜机构 | |
| JP3482041B2 (ja) | テープ貼付装置 | |
| JP2004250169A (ja) | ロール状物の端部処理方法およびその端部処理装置 | |
| JP2014024660A (ja) | シート材積層装置 | |
| JP2003276915A (ja) | 巻取部自動切替装置 | |
| JP3665310B2 (ja) | 巻取機における巻芯成形方法ならびに装置 | |
| JP3745874B2 (ja) | 巻取仕立て装置 | |
| CN216469056U (zh) | 一种撕膜机构 | |
| JP2928253B2 (ja) | Ptp包装充填機におけるフィルム自動セッティング及び自動継ぎ装置 | |
| CN113183524B (zh) | 一种折叠收纳盒连续加工装置及其连续加工方法 | |
| JP2020079129A (ja) | スプライス装置 | |
| CN218966157U (zh) | 一种上膜机构 | |
| CN212501193U (zh) | 一种卷材包覆机器人 | |
| JP3377982B2 (ja) | 巻取紙処理装置 | |
| CN220681616U (zh) | 线路板自动贴膜机 | |
| JPH10203698A (ja) | シート状物接合装置 | |
| JP2555444B2 (ja) | 巻取紙の端末処理装置 | |
| CN116787789B (zh) | 一种薄膜加工设备 | |
| JP3856988B2 (ja) | フイルムの巻き付け方法および装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051221 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20061208 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080819 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080822 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110829 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110829 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120829 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120829 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130829 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |