JP4096014B2 - 原子炉圧力容器の超音波検査方法及び装置 - Google Patents
原子炉圧力容器の超音波検査方法及び装置 Download PDFInfo
- Publication number
- JP4096014B2 JP4096014B2 JP2006215190A JP2006215190A JP4096014B2 JP 4096014 B2 JP4096014 B2 JP 4096014B2 JP 2006215190 A JP2006215190 A JP 2006215190A JP 2006215190 A JP2006215190 A JP 2006215190A JP 4096014 B2 JP4096014 B2 JP 4096014B2
- Authority
- JP
- Japan
- Prior art keywords
- ultrasonic
- container
- pressure vessel
- reactor pressure
- vessel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
































Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/04—Analysing solids
- G01N29/11—Analysing solids by measuring attenuation of acoustic waves
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/04—Analysing solids
- G01N29/06—Visualisation of the interior, e.g. acoustic microscopy
- G01N29/0609—Display arrangements, e.g. colour displays
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/22—Details, e.g. general constructional or apparatus details
- G01N29/26—Arrangements for orientation or scanning by relative movement of the head and the sensor
- G01N29/262—Arrangements for orientation or scanning by relative movement of the head and the sensor by electronic orientation or focusing, e.g. with phased arrays
-
- G—PHYSICS
- G21—NUCLEAR PHYSICS; NUCLEAR ENGINEERING
- G21C—NUCLEAR REACTORS
- G21C17/00—Monitoring; Testing ; Maintaining
- G21C17/003—Remote inspection of vessels, e.g. pressure vessels
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/02—Indexing codes associated with the analysed material
- G01N2291/028—Material parameters
- G01N2291/02854—Length, thickness
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/02—Indexing codes associated with the analysed material
- G01N2291/028—Material parameters
- G01N2291/02872—Pressure
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/04—Wave modes and trajectories
- G01N2291/044—Internal reflections (echoes), e.g. on walls or defects
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/26—Scanned objects
- G01N2291/267—Welds
- G01N2291/2675—Seam, butt welding
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E30/00—Energy generation of nuclear origin
- Y02E30/30—Nuclear fission reactors
Description
(1)前記原子炉圧力容器の外面に超音波探触子を配置すること。
(2)上記(1)に記載の超音波探触子で送受信される超音波により、前記原子炉圧力容器の壁面に対する容器貫通部の傾斜角度を測定すること。
(3)上記(2)で測定した前記容器貫通部の傾斜角度から検査位置を評価すること。
(4)前記原子炉圧力容器の外面に超音波探触子を配置する超音波送受信手段。
(5)上記(4)に記載の超音波送受信手段で送受信される超音波により、前記圧力容器の壁面に対する容器貫通部の傾斜角度を計測する手段。
(6)(4)から(5)の内容を有する超音波検査装置において、容器貫通部の傾斜角度を記憶する手段を有することが好ましい。
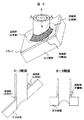
112とそこからのエコー109は、位置関係を崩さずに表示される。ただし、ここでひとつ注意すべき点がある。超音波はある1方向に送受信したとしても、指向角と呼ばれるある広がりを持ってその方向に伝播している。そのため、形状からのエコー(109及び110)は超音波の送受信方向に広がりをもって表示される。
101及び表示部108の校正のために、圧力容器内面からのエコー(110A)及びその伝搬時間(110B)を用いてよい。
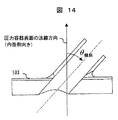
(2次元断面)またはCADデータ(2次元または3次元)を求める事が出来る。最後に、測定した傾斜角度(θ傾斜)と傾斜角度の最小値(θMIN) を数1に代入して、検査位置すなわち容器貫通部の円周方向の位置(円周方向の角度として表すと、数1のθ円周方向)を求める。

(及びθMINも同様)の定義を図14に示す。θ傾斜は、圧力容器の法線方向(内面側向き)を0度とし、容器貫通部の軸方向とのなす角として定義する。
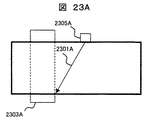
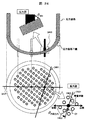
(S2501)。次に、検査対象となる貫通部の中心と下鏡全体の中心を結ぶ線分による断面図(例として、図22に示す2220)から、圧力容器と貫通部のなす角の最小値
θMIN を図面に基づいて出力する(S2502)。具体的には、例えば、図面から手動または自動的に角度を算出すればよい。次に、傾斜角度の測定値(S2601)を用いて、貫通部の円周方向位置(θ円周方向)を数1により計算する。円周方向位置が決まることで、検査対象となる貫通部の中心と超音波探触子101の送信位置を結ぶ線分による断面図(例として、図22に示す2201)を、検査対象全体図面(例として図22の2250)及びその図面による寸法に基づいて、出力する(S2504)。最後に、UT結果と合成(図27を用いて詳細を後述)して表示する(S2701)。
15に示す1525)を一致させる。
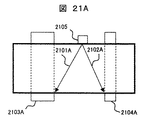
2104A〜Cの関係が、図21Cに相当する場合、すなわち、検査対象となる容器貫通部と容器貫通部の傾斜を測定するための超音波の反射面を提供した容器貫通部が一致している場合である。
101の位置関係を特定するには、検査対象となる容器貫通部1601以外のいずれかの容器貫通部(本実施例の場合は1602)に対する超音波探触子101の位置関係が特定され、探触子101の位置が特定されればよい。実施例1には、検査対象以外の容器貫通部を利用する例のうち、特別な場合として、検査対象となる貫通部とそれ以外の隣接する容器貫通部が、超音波探触子101を含んで1直線上に並ぶ場合(図21A〜C及び図
22参照)について説明した。
(または1801)の線上に存在するということが特定できる。また、図15Aの容器貫通部内径からのエコー109までの距離1508から、隣接する容器貫通部1602と超音波探触子101の距離を求めることができる。
106…送受信部、107…制御機構、108…表示部、109…貫通部内径からのエコー。
Claims (11)
- 超音波検査装置の超音波探触子から超音波を原子炉圧力容器に送信して前記原子炉圧力容器の容器貫通部からの前記超音波の反射波を前記超音波探触子で受信し、前記受信した前記反射波を前記超音波検査装置の表示部に表示する超音波検査方法において、
受信した前記反射波の強度に基づいて前記原子炉圧力容器の壁面に対する前記容器貫通部の傾斜角度を求める第1過程と、
前記傾斜角度を有する、前記容器貫通部の円周方向位置を求める第2過程と、
を備えたことを特徴とした超音波検査方法。 - 請求項1において、前記超音波が前記原子炉圧力容器の外面から前記原子炉圧力容器に送信される超音波検査方法。
- 請求項1において、前記第1過程は、受信した前記反射波の最大強度を与える前記超音波の入射角度を90度から減算して前記傾斜角度を求める過程を有することを特徴とした超音波検査方法。
- 請求項1において、前記第2過程は、前記容器貫通部の円周方向位置をθ円周方向、前記第1過程で求めた前記傾斜角度をθ傾斜、前記原子炉圧力容器と前記容器貫通部の成す角度の最小値をθMIN としたとき、θ円周方向=cos-1(−cosθ傾斜/sinθMIN )を計算することによって前記傾斜角度に対応する前記円周方向位置を特定する過程を有することを特徴とした超音波検査方法。
- 請求項1において、前記第2過程は、予め求められている前記傾斜角度と前記容器貫通部の円周方向位置との関係から、前記第1過程で求めた前記傾斜角度に対応する前記円周方向位置を特定することを特徴とした超音波検査方法。
- 請求項1から請求項5までのいずれか一項において、前記容器貫通部に対する前記超音波検査装置による検査で得られた、受信した前記反射波の断面表示による第1画像と、前記第1画像の対象断面と同じ前記特定した円周方向位置における断面での前記容器貫通部の構造の断面を示す第2画像とを合成して前記表示部に表示することを特徴とした超音波検査方法。
- 請求項6において、前記第1画像における走査面と前記構造の断面の表面位置を一致させ、更に、前記超音波探触子の中心と検査対象の前記容器貫通部内径までの距離を計算して、前記構造の断面上での超音波の送信位置を求め、
受信した前記反射波の断面表示上の送信点位置と、前記構造の断面上での超音波の送信位置とを一致させて前記合成を行うことを特徴とした超音波検査方法。 - 請求項7において、前記超音波探触子の中心と、検査対象の前記容器貫通部と隣接する他の前記容器貫通部の内径までの距離を計算し、前記検査対象の容器貫通部と前記他の容器貫通部との間の距離から、前記計算した距離を減算して、前記検査対象となる容器貫通部から前記超音波探触子までの距離を計算し、前記構造の断面上での超音波の送信位置を求めることを特徴とした超音波検査方法。
- 請求項7において、前記検査対象の容器貫通部または前記他の容器貫通部からの反射波の伝搬距離を測定し、前記伝播距離に基づいて、前記検査対象となる容器貫通部から前記超音波探触子までの距離を計算し、前記構造の断面上での超音波の送信位置を求めることを特徴とした超音波検査方法。
- 超音波探触子と、
前記超音波探触子を、容器貫通部を有する原子炉圧力容器の外面を走査面として走査する走査機構と、
前記超音波探触子で受信した超音波の反射波の強度に基づいて前記原子炉圧力容器の壁面に対する前記容器貫通部の傾斜角度を計測する手段と、
を備えた原子炉圧力容器の超音波検査装置。 - 請求項10において、前記傾斜角度を有する、前記容器貫通部の円周方向位置を求める手段を備えた原子炉圧力容器の超音波検査装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006215190A JP4096014B2 (ja) | 2006-08-08 | 2006-08-08 | 原子炉圧力容器の超音波検査方法及び装置 |
| US11/834,230 US7693251B2 (en) | 2006-08-08 | 2007-08-06 | Method and apparatus for ultrasonic inspection of reactor pressure vessel |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006215190A JP4096014B2 (ja) | 2006-08-08 | 2006-08-08 | 原子炉圧力容器の超音波検査方法及び装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008039622A JP2008039622A (ja) | 2008-02-21 |
| JP2008039622A5 JP2008039622A5 (ja) | 2008-04-10 |
| JP4096014B2 true JP4096014B2 (ja) | 2008-06-04 |
Family
ID=39050761
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006215190A Active JP4096014B2 (ja) | 2006-08-08 | 2006-08-08 | 原子炉圧力容器の超音波検査方法及び装置 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US7693251B2 (ja) |
| JP (1) | JP4096014B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7929656B2 (en) | 2007-08-20 | 2011-04-19 | Hitachi-Ge Nuclear Energy, Ltd. | Apparatus for ultrasonic inspection of reactor pressure vessel |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4544240B2 (ja) * | 2005-11-21 | 2010-09-15 | Jfeスチール株式会社 | 管体の超音波探傷装置および超音波探傷方法 |
| JP4839333B2 (ja) * | 2008-03-19 | 2011-12-21 | 日立Geニュークリア・エナジー株式会社 | 超音波検査方法および超音波検査装置 |
| JP2009229355A (ja) * | 2008-03-25 | 2009-10-08 | Toshiba Corp | 原子炉振動監視装置及びその方法 |
| US7984650B2 (en) * | 2008-06-24 | 2011-07-26 | Alstom Technology Ltd | Portable ultrasonic scanner device for nondestructive testing |
| US8262572B2 (en) * | 2008-10-03 | 2012-09-11 | Hitachi Medical Corporation | Ultrasonic diagnostic apparatus and image processing apparatus for ultrasonic diagnosis |
| JP5575554B2 (ja) * | 2010-06-23 | 2014-08-20 | 株式会社東芝 | 超音波診断装置 |
| CN101916598B (zh) * | 2010-08-19 | 2012-08-08 | 中广核检测技术有限公司 | 核反应堆压力容器管嘴多功能检查设备 |
| JP2011154040A (ja) * | 2011-04-08 | 2011-08-11 | Toshiba Corp | 原子炉振動監視装置 |
| US10319484B1 (en) | 2011-11-17 | 2019-06-11 | Nuscale Power, Llc | Method for imaging a nuclear reactor |
| JP2013140119A (ja) * | 2012-01-06 | 2013-07-18 | Hitachi-Ge Nuclear Energy Ltd | 原子炉底部モニタリング方法、原子炉底部モニタリング装置及び原子炉 |
| US9372173B2 (en) * | 2013-03-14 | 2016-06-21 | Orbital Atk, Inc. | Ultrasonic testing phased array inspection fixture and related methods |
| JP6298371B2 (ja) * | 2014-06-23 | 2018-03-20 | 日立Geニュークリア・エナジー株式会社 | 超音波探傷装置及び超音波探傷方法 |
| KR102225562B1 (ko) * | 2018-05-30 | 2021-03-10 | 김효섭 | 초음파를 이용한 핵연료봉 클래딩의 검사장치 |
| CN109596709B (zh) * | 2018-12-19 | 2021-03-26 | 张磊 | 一种固定式压力容器的检测方法 |
| CN109358117B (zh) * | 2018-12-21 | 2024-03-19 | 核动力运行研究所 | 远程水下可移动式多功能超声检查二次标定装置 |
| JP6805289B2 (ja) * | 2019-05-14 | 2020-12-23 | 株式会社東芝 | 推定装置、検査システム、推定方法、角度調整方法、検査方法、プログラム、及び記憶媒体 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0643988B2 (ja) | 1985-05-25 | 1994-06-08 | 日立造船株式会社 | 超音波探傷試験方法 |
| JPH063332A (ja) * | 1992-06-22 | 1994-01-11 | Ishikawajima Harima Heavy Ind Co Ltd | 溶接部の欠陥判別方法 |
| JP3489036B2 (ja) * | 1994-03-07 | 2004-01-19 | バブコック日立株式会社 | スタブ溶接部用超音波探傷装置とその探傷方法 |
| US6137853A (en) * | 1994-10-13 | 2000-10-24 | General Electric Company | Method and apparatus for remote ultrasonic inspection of nozzles in vessel bottom head |
| JP3207740B2 (ja) * | 1996-02-22 | 2001-09-10 | 三菱重工業株式会社 | 欠陥位置推定装置 |
| JPH1026610A (ja) * | 1996-07-11 | 1998-01-27 | Ishikawajima Harima Heavy Ind Co Ltd | 管内溶接位置計測装置 |
| JP4287321B2 (ja) * | 2004-04-07 | 2009-07-01 | 日立Geニュークリア・エナジー株式会社 | 超音波センサ |
| JP4112526B2 (ja) * | 2004-06-02 | 2008-07-02 | 株式会社日本製鋼所 | 超音波探傷方法および装置 |
-
2006
- 2006-08-08 JP JP2006215190A patent/JP4096014B2/ja active Active
-
2007
- 2007-08-06 US US11/834,230 patent/US7693251B2/en active Active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7929656B2 (en) | 2007-08-20 | 2011-04-19 | Hitachi-Ge Nuclear Energy, Ltd. | Apparatus for ultrasonic inspection of reactor pressure vessel |
| US8576974B2 (en) | 2007-08-20 | 2013-11-05 | Hitachi-Ge Nuclear Energy, Ltd. | Apparatus for ultrasonic inspection of reactor pressure vessel |
| US8619939B2 (en) | 2007-08-20 | 2013-12-31 | Hitachi-Ge Nuclear Energy, Ltd. | Apparatus for ultrasonic inspection of reactor pressure vessel |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008039622A (ja) | 2008-02-21 |
| US7693251B2 (en) | 2010-04-06 |
| US20080037695A1 (en) | 2008-02-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4096014B2 (ja) | 原子炉圧力容器の超音波検査方法及び装置 | |
| JP4839333B2 (ja) | 超音波検査方法および超音波検査装置 | |
| JP4544240B2 (ja) | 管体の超音波探傷装置および超音波探傷方法 | |
| US5497662A (en) | Method and apparatus for measuring and controlling refracted angle of ultrasonic waves | |
| CN108414622A (zh) | 不锈钢管对接焊缝相控阵超声检测方法 | |
| JP4166222B2 (ja) | 超音波探傷方法及び装置 | |
| JP5604738B2 (ja) | 進展亀裂検出方法、装置およびプログラム | |
| JP5662873B2 (ja) | 超音波探傷方法 | |
| CN105699492A (zh) | 一种用于焊缝检测的超声成像方法 | |
| Prager et al. | SAFT and TOFD—a comparative study of two defect sizing techniques on a reactor pressure vessel mock-up | |
| US20040091076A1 (en) | Method and system for nondestructive inspection of components | |
| JP5372875B2 (ja) | アレイ探触子を用いた超音波探傷方法及び装置 | |
| JP5840910B2 (ja) | 超音波探傷方法 | |
| JP4827670B2 (ja) | 超音波検査装置 | |
| JP2013019715A (ja) | 超音波検査方法及び超音波検査装置 | |
| JP4559931B2 (ja) | 超音波探傷方法 | |
| Mares | Simulation as a support for ultrasonic testing | |
| Murugaiyan | Time of flight diffraction (TOFD), an advanced non-destructive testing technique for inspection of welds for heavy walled pressure vessels | |
| JPS6356946B2 (ja) | ||
| Bin et al. | Ultrasonic multi-view total focusing method for weld defect detection on small-diameter austenitic stainless steel tubes | |
| Kwan et al. | TFM Acoustic Influence Map | |
| Anandamurugan | Manual phased array ultrasonic technique for weld application | |
| Ganhao | Sizing with time-of-flight diffraction | |
| Lesage | Phased Array Ultrasonic Testing | |
| NL2012363C2 (en) | Ultrasonic phased array approach. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20071122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071219 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071219 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20071219 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071219 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20080215 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080226 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080310 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110314 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4096014 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110314 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120314 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130314 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130314 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140314 Year of fee payment: 6 |