JP3755000B2 - インバー合金材のCube集合組織の抑制方法とその方法により得られるインバー合金薄板並びにシャドーマスク材 - Google Patents
インバー合金材のCube集合組織の抑制方法とその方法により得られるインバー合金薄板並びにシャドーマスク材 Download PDFInfo
- Publication number
- JP3755000B2 JP3755000B2 JP2002111465A JP2002111465A JP3755000B2 JP 3755000 B2 JP3755000 B2 JP 3755000B2 JP 2002111465 A JP2002111465 A JP 2002111465A JP 2002111465 A JP2002111465 A JP 2002111465A JP 3755000 B2 JP3755000 B2 JP 3755000B2
- Authority
- JP
- Japan
- Prior art keywords
- invar alloy
- cube texture
- alloy material
- rolling
- suppressing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Description
【発明の属する技術分野】
この出願の発明は、インバー合金材のCube集合組織の抑制方法とその方法によって得られたインバー合金薄板に関するものである。
【0002】
【従来の技術とその課題】
インバー合金のインバーの由来は Invariant(変化しない、不変の)と考えられており、その名前の由来から分かるように、この鋼材は温度に対して体積膨張の少ない合金を意味している。インバー合金は鉄とニッケル(約36〜40wt%)を主成分とする合金であり、熱膨張率が通常の鋼に対して10分の1程度と非常に小さいために熱に対する寸法安定性が要求される装置や器具のための有用な材料として使用されている。そして近年では、熱膨張性の低いインバー合金をカラーブラウン管中のシャドーマスクに用いることが注目されている。
【0003】
そこには以下のような事情がある。すなわち、まず、カラーテレビのカラーを再生する方法の一つとしてシャドーマスク法があり、このシャドーマスク法ではブラウン管の奥にある電子銃からビームを発射して蜂の巣状の細かい穴が多数開いた金属板の穴を通して3色の画素に当てることによってカラー画像をディスプレイする方法が採用されている。この時に使用するブラウン管は3原色に対応する蛍光を発する塗料が非常に接近した場所(輝点)に塗りつけられており、そのブラウン管に3本の電子銃からの電子ビームによって正確に照射することが要求されている。この時に電子ビームの広がりを抑制するために途中に蜂の巣の細かい穴が多数開いた金属板いわゆるシャドーマスクが設けられている。しかしながら、カラーブラウン管中のシャドーマスクに対し3本の電子銃から発射された電子ビームが穴周辺の金属部分にも照射されるため、シャドーマスクに撓み(ドーミング)が生じるという問題があった。特に最近のようにテレビが大型化するだけでなく、ブラウン管のフラット化が進んでくると、この問題は深刻なものとなる。このようなことから、シャドーマスク材として熱膨張の少ないインバー合金を使用することが、シャドーマスクの撓み(ドーミング)を抑止することが期待されている。
【0004】
しかしながら、シャドーマスクを成形するためには多くの微細な蜂の巣状の穴を正確に開ける必要があるためエッチング成形やプレス成形に対する高い成形性が求められているが、インバー合金にはプレス成形性に問題があった。
【0005】
それというのも、インバー合金においては、通常の製造においてはCube集合組織が発達しやすく、このCube集合組織はプレス成形性を低下させる大きな要因となっているからである。(たとえば、古林英一:「再結晶と材料組織」(2001年12月15日)内田老鶴圃,第22頁参照)
そこで、この出願の発明は、熱膨張性が低いというインバー合金の特徴を生かし、しかもカラーブラウン管中のシャドーマスク用等としてプレス成形性を向上させることのできる、Cube集合組織の抑制方法を提供し、またこの方法が施されたインバー合金材、特にインバー合金薄板を提供することを課題としている。
【0006】
【課題を解決するための手段】
この出願の発明は、上記課題を解決するために、第1には、インバー合金材を、上下のロール軸が平面配置として交差したクロスロールによりリバース圧延してCube集合組織を崩すことを特徴とするインバー合金材のCube集合組織の抑制方法を提供するものであり、また、第2には、インバー合金材を上下のロール軸の交差角度が5°以上20°以下のロール軸でリバース圧延してCube集合組織を崩すことを特徴とする方法を提供するものである。そして、第3には、リバース圧延を複数回施すことを特徴とする上記の方法を提供し、第4には、インバー合金材の挿入方向が1パスごとに異なるようにリバース圧延を施すことを特徴とする上記のインバー合金材のCube集合組織の抑制方法を提供する。
【0007】
さらに、この出願の発明は、第5には、以上の方法が施されていることを特徴とするインバー合金薄板を、第6には、このインバー合金薄板からなることを特徴とするカラーブラウン管用シャドーマスク材を提供するものである。
【0008】
【発明の実施の形態】
この出願の発明は、上記のとおりの特徴を有するものであるが、以下にその実施の形態について説明する。まず、この出願の発明が提供するインバー合金材のCube集合組織の抑制方法では、上下のロール軸がその平面配置として交差した状態にあるクロスロールによりリバース圧延を施す。
【0009】
この場合の交差状の状態は、たとえば、図1に例示したように、被圧延材としてのインバー合金材(S)の上に配置される上ロール(R1)と、その下側に配置される下ロール(R2)の各々ロール軸が、平面的な配置関係において、通常のロール軸の配置方向が圧延方向と直角であるのに対して、それぞれの角度θ1およびθ2だけずれるように設定することにより、平面的には交差した状態にあることを意味している。通常は、この角度θ1およびθ2は常に同一(θ1=θ2)となるようにする。
【0010】
ここで、角度θ1およびθ2は、各々、上ロール(R1)のクロス角と下ロール(R2)のクロス角を示しており、上ロール(R1)と下ロール(R2)との交差角Cは、θ1+θ2の関係にある。従って、各々のクロス角θ1およびθ2は、通常は交差角Cの半分となる。
【0011】
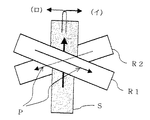
このようなクロスロール圧延において、図2に示したように、インバー合金材(S)には、ロール軸方向に作用するスラスト応力(P)により、せん断力が加えられることになる。図中には、上ロール(R1)および下ロール(R2)に作用するスラスト応力(P)に対応するひずみの方向(イ)(ロ)が示されている。
【0012】
このようにして加えられるせん断力は、交差角θ1+θ2の増大に比例して大きくなる。このようなせん断力を利用したクロスロールによる圧延をリバース(往復)圧延として行うことによって、インバー合金材(S)のCube集合組織を崩壊させる。
【0013】
一方向通過の圧延では所期の目的、効果は十分には得られない。リバース圧延とすることが重要である。また、クロスロールの交差角、つまり図1にも示したC=θ1+θ2については、5°未満であると、スラスト応力が小さいために、Cube集合組織を崩すのに十分なせん断力を導入することができなくなってしまうため好ましくない。また、20°を超過すると、Cube集合組織の崩壊効果よりも、圧延後のインバー合金材の平面性を保つことができなくなるため好ましくない。リバース圧延においては、1パス目でインバー合金材を頭から圧延ロールに入れた場合、2パス目では尻から入れるというように、回転ロールへの挿入方向が1パスごとに異なるように圧延するが、挿入方向が1パスごとに異なるようにリバース圧延として施すことで、分散効果が高まり、インバー合金材のCube集合組織を効果的に崩すことが可能となる。このような交差されたロールによるリバース圧延は、複数回行うことが好ましい。複数回の多パス圧延とすることで、Cube集合組織を崩すことが確実かつ容易になる。
【0014】
この出願の発明におけるクロスロール・リバース圧延における他の操作条件については、特に限定的ではなく、圧延の回数と所定の板厚等を勘案して、たとえば、その圧力は100〜400t、速度1〜30m/min、温度10〜50℃程度の範囲を考慮することができる。
【0015】
この出願の発明が対象とするインバー合金材は、化学組成として、Niを36wt%〜40wt%含んだFe−Niを主成分とする組成を有しているものである。なお、この組成には不可避的不純物が含まれてもよいことはもちろんである。
【0016】
以上のとおりのクロスロールによるリバース圧延を施すことで、インバー合金材に存在するCube集合組織は効果的に崩されて、プレス成形性に優れた板材、特にカラーブラウン管中のシャドーマスクとして有用な薄板を提供することが可能となる。なお、この出願の発明においては、「薄板」は、3mm以下の厚みの板状体を意味している。
【0017】
以下、添付した図面に沿って実施例を示し、この発明の実施の形態についてさらに詳しく説明する。もちろん以下の例によって発明が限定されることはない。
【0018】
【実施例】
供試材として、Fe−Ni(40wt%)の組成の合金を溶解し、一方向性凝固で板面方向に結晶学的<100>軸が揃うように凝固させて合金板を製造し、この合金板を20W×10T×200Lmmに切断して試料とした。
【0019】
これらの試料を図1および図2で示されるようなクロスロール圧延法で(a)0°(θ1=θ2=0°)、(b)10°(θ1=θ2=5°)、(c)20°(θ1=θ2=10°)の3種類のクロス角度で2パスのリバース圧延を行った。この際の温度は、室温(18℃〜22℃)とし、圧力300t、速度10m/minとした。
【0020】
圧延前のLおよびC断面の組織を図3に示した。
【0021】
また、図4は、圧延前後のODF(crystallite Orientation Distribution Function)を例示したものであって、タンデム圧延の場合との比較としてリバース圧延の場合の結果を示している。図中には、タンデム圧延においては、上下のロール軸を平行に保ちながら圧延方向に特定の角度(θ)を設けて圧延した場合の角度と、この出願の発明によるクロスロールによるリバース圧延の場合のクロス角度(θ1=θ2)が示されている。この図4から、圧延前は、Cube集合組織であったものが、クロスロール・リバース圧延により、Cube集合組織が崩れ、ランダム化していることが顕著に見られる。一方、タンデム圧延の場合にはこのような作用効果は得られていないことがわかる。
【0022】
【発明の効果】
以上詳しく説明したとおり、この出願の発明によって、インバー合金材中のCube集合組織が崩されプレス加工が容易な板材が得られる。このため、インバー合金板には、プレス成形によって、シャドーマスクのような微細な穴を正確に開けることができる。
【図面の簡単な説明】
【図1】この出願の発明における圧延ロールの交差の状態を例示した図である。
【図2】この出願の発明において、圧延パスが与える応力を例示した模式図である。
【図3】圧延前のLおよびC断面の組織図である。
【図4】圧延前後の試料ODFである。
Claims (6)
- インバー合金材を上下のロール軸が平面配置として交差したクロスロールによりリバース圧延してCube集合組織を崩すことを特徴とするインバー合金材のCube集合組織の抑制方法。
- インバー合金材を上下のロール軸の交差角度が5°以上20°以下のロール軸でリバース圧延してCube集合組織を崩すことを特徴とする請求項1記載のインバー合金材のCube集合組織の抑制方法。
- リバース圧延を複数回施すことを特徴とする請求項1または2記載のインバー合金材のCube集合組織の抑制方法。
- インバー合金材の挿入方向が1パスごとに異なるようにリバース圧延を施すことを特徴とする請求項1ないし3のいずれかに記載のインバー合金材のCube集合組織の抑制方法。
- 請求項1ないし4のいずれかに記載の方法が施されていることを特徴とするインバー合金薄板。
- 請求項5のインバー合金薄板からなることを特徴とするカラーブラウン管用シャドーマスク材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002111465A JP3755000B2 (ja) | 2002-04-15 | 2002-04-15 | インバー合金材のCube集合組織の抑制方法とその方法により得られるインバー合金薄板並びにシャドーマスク材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002111465A JP3755000B2 (ja) | 2002-04-15 | 2002-04-15 | インバー合金材のCube集合組織の抑制方法とその方法により得られるインバー合金薄板並びにシャドーマスク材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003305501A JP2003305501A (ja) | 2003-10-28 |
| JP3755000B2 true JP3755000B2 (ja) | 2006-03-15 |
Family
ID=29394242
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002111465A Expired - Lifetime JP3755000B2 (ja) | 2002-04-15 | 2002-04-15 | インバー合金材のCube集合組織の抑制方法とその方法により得られるインバー合金薄板並びにシャドーマスク材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3755000B2 (ja) |
-
2002
- 2002-04-15 JP JP2002111465A patent/JP3755000B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003305501A (ja) | 2003-10-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5716252A (en) | Method of manufacturing a shadow mask of the nickel-iron type | |
| JP3755000B2 (ja) | インバー合金材のCube集合組織の抑制方法とその方法により得られるインバー合金薄板並びにシャドーマスク材 | |
| JPS6119737A (ja) | エッチング性に優れた低熱膨張合金薄板及びその製造方法 | |
| US6559583B1 (en) | Shadow mask | |
| US4846747A (en) | Shadow mask, and method of manufacturing the same | |
| EP1176221A2 (en) | Magnetorestriction control alloy sheet, a part of a Braun tube and a manufacturing method for a magnetorestriction control alloy sheet | |
| JP3465171B2 (ja) | シャドウマスク用アンバ−合金 | |
| JPS59149638A (ja) | シヤドウマスクの製造方法 | |
| JPS5932859B2 (ja) | シャドウマスク及びその製造方法 | |
| KR20010040204A (ko) | 브라운관용 섀도마스크 | |
| JPH11269609A (ja) | 電子部品用Fe−Ni系合金薄板 | |
| JPS63193440A (ja) | シヤドウマスク用合金板及びシヤドウマスク | |
| JPS60234921A (ja) | エッチング性に優れた低熱膨張合金薄板の製造方法 | |
| JPS61218050A (ja) | カラ−受像管及びその部品用素材及びその製造法 | |
| JPS62290846A (ja) | シヤドウマスク用アンバ−合金 | |
| US6285120B1 (en) | Shadow mask of cathode ray tube and manufacturing method thereof | |
| JP3032245B2 (ja) | シャドウマスク及びその製造方法 | |
| JPH0326898B2 (ja) | ||
| JP3471465B2 (ja) | プレス性及びエッチング性に優れたシャドウマスク用材料 | |
| JP2795028B2 (ja) | エッチング加工性に優れたシャドウマスク用金属薄板 | |
| JPH1150200A (ja) | エッチング性に優れた電子部品用低熱膨張合金薄板 | |
| JPH1017998A (ja) | 打ち抜き性良好な電子銃部品用Fe−Ni系合金素材及びその製造方法並びに加工部品 | |
| JPS61126741A (ja) | カラ−受像管用シヤドウマスクの製法 | |
| JPH0326899B2 (ja) | ||
| JP2554623B2 (ja) | シヤドウマスク |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050222 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050426 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050627 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20051122 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3755000 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| EXPY | Cancellation because of completion of term |